Изобретение относится к области электротехники и может быть использовано в электротехническом оборудовании, в частности, электропроводных соединениях электрических подвижных проводников.
Переходное электрическое контактное сопротивление в подвижных контактах должно быть минимальным и стабильным в течение длительного срока эксплуатации. Для стабилизации переходного электрического сопротивления контактного подвижного соединения применяют дополнительные операции по подготовки контактных поверхностей. Основными операциями являются: нанесение защитных металлических покрытий, изготовление контактов с переходными медно-алюминиевыми деталями, нанесение электропроводящих смазок.
Известен способ обработки контактных поверхностей разборного электрического контактного соединения, включающий обработку контактных поверхностей для удаления окисной пленки, нагрев контактных поверхностей и нанесение металлического покрытия из галлиевого сплава локальным контактным плавлением, отличающийся тем, что удаление оксидной пленки осуществляют химической обработкой контактных поверхностей первым раствором травления, с последующей его нейтрализацией и очисткой контактных поверхностей от результатов травления, затем проводят механическую очистку контактных поверхностей шлифованием, после которой осуществляют нагрев контактных поверхностей, нанесение металлического покрытия из галлиевого сплава в среде второго раствора травления и последующую нейтрализацию остатков второго раствора травления. ((Патент RU №2411305 по заявке 2009100939 от 30.12.2008 г. МКП С23С 26/02)
Способ направлены на увеличение надежности разборных электрических контактных соединений, при этом повышается качество потребления и передачи электроэнергии. Недостатком данного способа заключается в невозможности его использования в разборных подвижных электрических контактах.
Известен способ электроискрового легирования скользящих электрических контактов, расположенных на поверхности поворотного диска и выполненных в виде нанесенных на медную основу дорожек электрохимически осажденного покрытия никель-бор, содержащего 96% Ni и 3% В, включающий электроискровое легирование упомянутых контактов при вращении поворотного диска с частотой вращения в пределах 30-50 об/мин и при сообщении легирующему электроду вибрации с частотой в пределах 15-30 Гц и амплитудой 0,5 мм с одновременным его продвижением поперек направления вращения на 0,07 мм на один оборот поворотного диска, при этом в качестве легирующего электрода используют стержень из графита сечением 0,09 см2 (Патент RU №2615420 по заявке 2015138183 от 07.09.2015 г., МКП В23Н 9/00).
Способ направлен на повышения ресурса работы и надежности электроискровым легированием скользящих электрических контактов, применяемых в коллекторах, вращающихся контактных устройствах, коммутаторах и других прецизионных контактных узлах приборов и систем автоматического управления.
Недостаток способа заключается в необходимости нанесения дополнительного покрытия на токопроводящую поверхность (медь) имеющего карбидообразующий элемент и последующее электроискровое легирование, с использованием в качестве легирующего электрода стержень из графита сечением 0,09 см2, и относительно сложное перемещение по электрода по упрочняющей поверхности.
Известен способ стабилизации электрического сопротивления рельсового стыка, включающий в себя сборку рельсового стыка посредством резьбового соединения болтами и гайками через отверстия в рельсовых накладках и шейках стыкуемых рельсов, при этом перед сборкой на контактные поверхности рельсовых накладок и рельсов наносят электропроводный материал, содержащий в себе гранулы, твердость которых превышает твердость материалов рельсов и рельсовых накладок. Кроме этого, износостойкость гранул выше износостойкости материалов рельсов и рельсовых накладок, нанесение электропроводного материала осуществляют в его расплавленном виде, для чего электропроводный материал нагревают до расплавления его связующей фазы и наносят на контактные поверхности, нагрев осуществляют путем поджигания электропроводного материала. (Патент RU №2235160 по заявке 2003125900 от 26.08.2003 г. МКП F01B 11/00). Данное технической решение принято в качестве прототипа.
Недостатком данного технического решения является сложность осуществления способа, отсутствие возможности удержания на контактной поверхности гранул электропроводного материала.
Нанесение электропроводного материала путем расплавления его связующей фазы путем поджигания электропроводного материала не позволяет сформировать слой, способный улучшить и увеличить эффективную площадь контактирования, так как часть слоя диффундирует в контактную поверхность, а оставшаяся часть образует контактный слой, который не имеет постоянную толщину. Такой слой не будет обладать стабильными электрическими свойствами.
Задачей заявляемого способа является повышение надежности работы подвижных электрических соединений открытых электрических цепей.
Технический результат, получаемый в процессе решения поставленной задачи заявляемого способа, стабилизация электрического переходного контактного сопротивления подвижных электрических соединений открытых электрических цепей.
Технический результат достигается способом стабилизации переходного электрического контактного сопротивления, шабрением в подвижных соединениях открытых электрических цепей, заключающимся в том, что шабрение, для получения граничного ювенильного слоя, проводят на контактной поверхности одного контакта, поверхностью второго контакта, являющегося шабером. Кроме этого контакты выполняют из материалов с твердостью шабера не менее 40HRC и на (3-5) единицы HRC выше твердости ответного контакта, контактные поверхности покрывают слоем электропроводной консервирующей смазки на основе Литола, порошков меди, графита, антиокислительных и антикоррозионных присадок, контакт, являющийся шабером, изготавливают из композиционных материалов методом порошковой металлургии, на основе сплавов серебра, меди или на основе псевдосплавов содержащих карбид вольфрама, кобальт, медь, углерод, на поверхность контакта являющиеся шабером, наносят износостойкое покрытие физическим или химическим методом, в т.ч. электроискровым легированием электродами из сплавов содержащими карбид вольфрама, кобальт и медь, контакты сжимают с усилием равным (0,37-3700) Н.
Основным эксплуатационным параметром подвижных электрических контактных соединений является переходное электрическое сопротивление. В процессе эксплуатации переходное электрическое контактное сопротивление в подвижных контактах может увеличиваться в результате:
- окислительных процессов на контактной поверхности;
- механических повреждений контактной поверхности (износ).
В результате этих воздействий уменьшается эффективная площадь контактной поверхности, увеличивается токовая нагрузка на контактное соединение, возрастают потери электрической энергии, и увеличивается температурный режим контактного соединения. Что бы исключить данные негативные явления, необходимо проведение регулярного технического обслуживания контактного соединения.
Как бы тщательно не были обработаны поверхности соприкосновения контактов, электрический ток проходит между ними только в отдельных точках, в которых эти поверхности касаются, так как получить абсолютно гладкую поверхность практически не возможно. Чтобы иметь, стабильной электрическое сопротивление, нужно поддерживать постоянным множество точек контакта.
В предлагаемом способе стабилизации переходного электрического контактного сопротивления предлагается, так же как и в способе прототипе, предлагается использовать шабрение - микрорезание с целью образования множества ювенильных контактных точек, обладающие постоянным электрическим сопротивлением. В прототипе это реализуется с помощью нанесения на контактные поверхности покрытия, содержащего твердые и износостойкие гранулы, выполняющие роль шаберов. Такой способ реализации, как отмечалось ранее, имеет существенный недостатки.
В предлагаемом способе шабрение, для получения граничного ювенильного слоя, проводят на контактной поверхностью одного контакта, поверхностью второго контакта, являющегося шабером. Чтобы не происходило «засаливания» контакта, являющегося шабером, его изготавливают из спеченных порошковых материалов, имеющих пористость. В случае изготовления контакта, являющегося шабером, из металла, на поверхность контакта наносят износостойкое покрытие, имеющее повышенную шероховатость. Для каждой пары контактов и условий работы, подбирают усилия сжатия контактов, порошковый материал для его изготовления и электропроводящую смазку.
Предлагаемый способ стабилизации переходного электрического контактного сопротивления был апробирован на Забайкальской железной дороге, на рельсовых соединителях. Контакт, являющийся шабером, изготавливали из композиционных материалов методом порошковой металлургии, на основе псевдосплавов содержащих карбид вольфрама, кобальт, медь, углерод. Результаты эксплуатационных испытаний представлены в таблице.
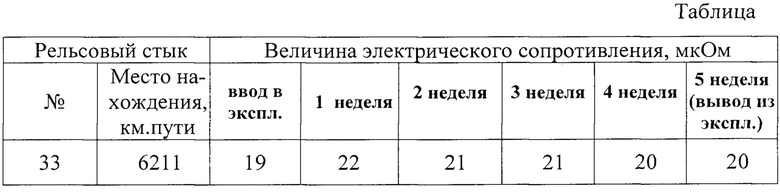
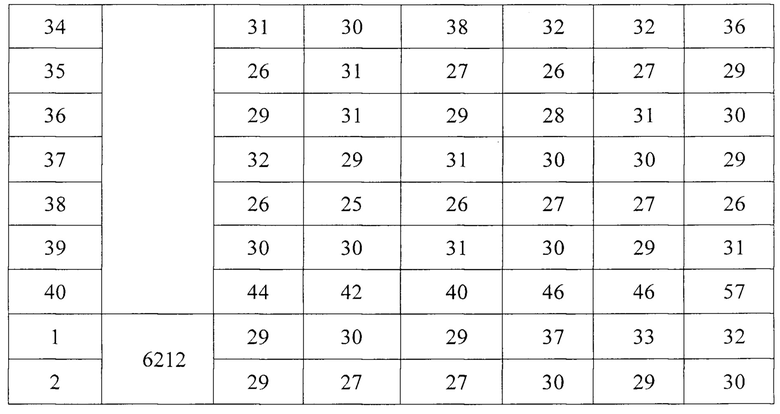
Результаты, полученные в ходе эксплуатационных испытаний, показали, что предлагаемый способ стабилизации переходного электрического контактного сопротивления позволяет сохранять высокую стабильность электрического сопротивления в течении длительного времени. На десяти соединителях, установленных на различных стыках, имеющих различную жесткость и как следствие различный прогиб рельсового стыка при прохождении железнодорожного состава и различную величину относительного перемещения электрических контактов, электрическое сопротивление стыка не выходило за пределы допуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ РАБОТЫ ЭЛЕКТРОПРОВОДНОГО КОНТАКТНОГО СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ПОДВИЖНЫХ ПРОВОДНИКОВ И РЕЛЬСОВЫЙ СОЕДИНИТЕЛЬ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2773911C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ РАБОТЫ ЭЛЕКТРОПРОВОДНОГО КОНТАКТНОГО СОЕДИНЕНИЯ ЭЛЕКТРИЧЕСКИХ ПОДВИЖНЫХ ПРОВОДНИКОВ И РЕЛЬСОВЫЙ СОЕДИНИТЕЛЬ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2793226C1 |
| РЕЛЬСОВЫЙ СТЫК, СПОСОБ СТАБИЛИЗАЦИИ ЕГО ЭЛЕКТРОСОПРОТИВЛЕНИЯ, УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОПРОВОДНОГО МАТЕРИАЛА НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РЕЛЬСОВОГО СТЫКА | 2003 |
|
RU2235160C1 |
| СМАЗКА ЭЛЕКТРОПРОВОДНАЯ ДЛЯ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ | 2019 |
|
RU2713155C1 |
| Способ формирования износостойкого слоя на поверхности детали из титана или титанового сплава | 2015 |
|
RU2621750C2 |
| СПОСОБ АРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ШАРОШЕК БУРОВЫХ ДОЛОТ С ФРЕЗЕРОВАННЫМ ВООРУЖЕНИЕМ | 2005 |
|
RU2275440C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2524471C2 |
| СПОСОБ АРМИРОВАНИЯ ЦАПФ ЛАП БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2005 |
|
RU2288339C2 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
Изобретение относится к изготовлению электропроводного контактного соединения электрических подвижных проводников. Осуществляют шабрение контактной поверхности первого контакта контактной поверхностью второго контакта, являющегося шабером, для получения граничного ювенильного слоя. Контакт, являющийся шабером, выполняют из материала, твердость которого на 3-5 единицы HRC выше твердости ответного первого контакта и составляет не менее 40 HRC. При этом оба контакта сжимают с усилием, равным 0,37-3700 Н. В результате повышается надежность работы подвижных электрических соединений открытых электрических цепей. 3 з.п. ф-лы, 1 табл.
1. Способ изготовления электропроводного контактного соединения электрических подвижных проводников, включающий шабрение контактной поверхности первого контакта контактной поверхностью второго контакта, являющегося шабером, для получения граничного ювенильного слоя, отличающийся тем, что второй контакт, являющийся шабером, выполняют из материала, твердость которого на 3-5 единицы HRC выше твердости ответного первого контакта и составляет не менее 40 HRC, при этом оба контакта сжимают с усилием, равным 0,37-3700 Н.
2. Способ по п. 1, отличающийся тем, что контактные поверхности покрывают слоем электропроводной консервирующей смазки на основе Литола, порошков меди, графита, антиокислительных и антикоррозионных присадок.
3. Способ по п. 1, отличающийся тем, что второй контакт, являющийся шабером, изготавливают из композиционных материалов методом порошковой металлургии, на основе сплавов серебра, меди или на основе псевдосплавов, содержащих карбид вольфрама, кобальт, медь, углерод.
4. Способ по п. 1, отличающийся тем, что на контактную поверхность второго контакта, являющегося шабером, наносят износостойкое покрытие физическим или химическим методом, например электроискровым легированием электродами из сплавов, содержащих карбид вольфрама, кобальт и медь.
| СЪЕМНЫЙ ПЕРЕПЛЕТ ДЛЯ БРОШЮР | 1934 |
|
SU40960A1 |
| Приспособление для испытания тканей на сбегание окраски | 1932 |
|
SU33126A1 |
| Способ варки силиката натрия на сульфате натрия | 1947 |
|
SU72483A1 |
| РЕЛЬСОВЫЙ СТЫК, СПОСОБ СТАБИЛИЗАЦИИ ЕГО ЭЛЕКТРОСОПРОТИВЛЕНИЯ, УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОПРОВОДНОГО МАТЕРИАЛА НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РЕЛЬСОВОГО СТЫКА | 2003 |
|
RU2235160C1 |
| РЕЛЬСОВЫЙ ПРУЖИННЫЙ СОЕДИНИТЕЛЬ | 2002 |
|
RU2270283C2 |
| US 3730310 A1, 01.05.1973. | |||

