Настоящее изобретение относится к половым панелям, а также к способу изготовления таких половых панелей.
Более конкретно, настоящее изобретение относится к половым панелям с подложкой и верхним слоем ламината. Такие половые панели известны по сути, например, из патентного документа WO 97/47834. В настоящем документе это может иметь отношение, например, к половым панелям с подложкой, которая по существу состоит из древесноволокнистой плиты высокой плотности со слоем ламината, непосредственно припрессованным к ней, который содержит один или более бумажных листов, пропитанных меламиновой смолой, среди которых предпочтительно находится также бумажный лист с напечатанным на нем, например, рисунком дерева или камня, а именно так называемая декоративная бумага.
Принимая во внимание тот факт, что поверхность меламина по сути может придавать панелям монотонный и иногда подобный пластмассе вид, в уровне техники известны различные возможности для придания более привлекательного внешнего вида этой поверхности.
Из патентных документов WO 01/96689, WO 2006/063803, WO 2006/066776 и WO 2007/054812 известно, например, снабжение поверхности меламина древесной структурой, которая соответствует нижележащему слою с напечатанным древесным рисунком. Такая структура устраняет монотонный внешний вид панелей.
Из патентного документа WO 01/96688 известно удаление части материала с краев половых панелей для того, чтобы сформировать наклонную часть. В настоящем документе поверхность наклонной части продолжается в основную древесноволокнистую плиту высокой плотности и снабжается отдельным декоративным покрытием. Такие наклонные части могут реализовать эффект дощатого пола, в котором устанавливаемые рядом панели будут более выраженными в настиле пола. Однако наклонные части в патентном документе WO 01/96688 являются чувствительными к просачиванию воды через наклонную поверхность. Кроме того, отдельное покрытие наклонных частей может иметь цветовые различия относительно печатной поверхности ламината. Патентный документ WO 2007/054812 пытается предложить решение этой проблемы посредством цифровой печати на наклонной поверхности. Патентный документ WO 2006/063803 также представляет нижние краевые области в виде прямоугольного углубления с горизонтальным дном в качестве альтернативы наклонным частям.
Из патентного документа WO 2006/066776 известно обеспечение опущенных краевых областей посредством тиснения поверхности ламината, которое продолжается в подложку. Эти краевые области простираются от поверхности ламината на большое расстояние в направлении к краю. Они скорее являются несколько скругленными и не могут считаться наклонными частями. Когда поверхность ламината продолжается вплоть до края половых панелей, никаких нежелательных цветовых различий не возникает, и может быть обеспечена лучшая водонепроницаемость панелей. Как раскрыто в патентном документе WO 2006/066776, смежные половые панели не всегда абсолютно точно примыкают друг к другу по высоте таких опущенных краевых областей, и в месте такого края подложка может стать раздражающе видимой у верхней поверхности. В этом случае специальные методики могут быть применены для получения лучшего соединения, такие как обеспечение наклонной части на соответствующем краю посредством методики вышеупомянутого патентного документа WO 01/96688. Деформирование поверхности ламината и нижележащего материала подложки в соответствии с патентным документом WO 2006/066776 требует специального управления процессом ламинирования, специальных инструментов, а именно прессовальных плит, а также возможной адаптации к материалу древесноволокнистой плиты высокой плотности. Кроме того, авторы настоящего изобретения нашли, что материал древесноволокнистой плиты высокой плотности, сжатый в местах нижних краевых областей, теряет свое качество. Это может проявлять себя небольшим короблением вверх краев ламината и возможно преждевременным отслаиванием ламината от материала подложки по краям, что ухудшает водонепроницаемость и износостойкость панелей. По-видимому, соединения между древесными волокнами разрушаются или ослабляются за счет приложенного высокого давления при формировании нижних краевых областей, что будет приводить в настоящем документе к вышеупомянутым отрицательным эффектам. Кроме того, авторы настоящего изобретения также нашли, что стойкость к царапинам и/или износостойкость на поверхности ламината в местах пониженных краевых областей могут быть меньше, чем на фактической поверхности панели. Было найдено, что во время прессования возможные твердые частицы, присутствующие в смоле, стремятся мигрировать к расположенным выше областям вместе с некоторым количеством смолы, так что остающийся слой ламината в местах расположенных ниже краевых областей будет менее эффективным.
Из патентного документа WO 2005/051655 известно формование поверхности подложки перед тем, как на нее будет нанесен слой ламината. Таким образом, на поверхности окончательной панели получается макроструктура, например, для имитации цементных швов или следов износа. Из патентного документа BE 1019453 известно применение такой методики для реализации наклонных частей на краю половых панелей. В настоящем документе поверхность ламината продолжается на поверхность наклонных частей. Наклонные части являются неглубокими, и поэтому могут образовываться раздражающие эффекты между плохо присоединенными панелями, аналогичные эффектам, описанным в патентном документе WO 2006/066776.
Настоящее изобретение ставит своей задачей предложить альтернативную половую панель, которая решала бы одну или более проблем панелей предшествующего уровня техники.
Поэтому настоящее изобретение в соответствии с первым независимым аспектом относится к половой панели с подложкой и верхним слоем ламината, причем упомянутая половая панель на одном или более своих краев снабжается нижней краевой областью в виде наклона или другой фаски с такой характеристикой, что упомянутый ламинат продолжается целиком от фактической верхней поверхности подложки по нижней краевой области по меньшей мере вплоть до точки, в которой поверхность ламината находится на уровне горизонтальной плоскости, которая пересекает упомянутую подложку, и материал подложки в месте нижней краевой области имеет приблизительно такую же или более низкую плотность, чем на фактической верхней поверхности материала подложки. За счет непрерывной поверхности ламината может быть получена превосходная цветовая согласованность между нижней краевой областью и ламинатом на фактической верхней поверхности, а также водонепроницаемый слой на нижней краевой области. Поскольку нижняя краевая область делается относительно глубокой, возможное несовершенное соединение между смежными половыми панелями в настиле пола становится менее раздражающим. Кроме того, отсутствие значительного увеличения плотности материала подложки в месте нижней краевой области гарантирует качество материала подложки на этом крае.
Предпочтительно вышеупомянутый уровень располагается на глубине по меньшей мере одного миллиметра, и предпочтительно на глубине менее трех миллиметров от верхней стороны или от самой высокой точки поверхности ламината, расположенной на упомянутой фактической верхней поверхности подложки.
Независимо от фактической глубины вышеупомянутого уровня от верхней стороны или от самой высокой точки ламината на фактической верхней поверхности эта глубина в соответствии с одним предпочтительным вариантом осуществления составляет по меньшей мере 60 процентов от горизонтального расстояния, или ширины, на которое продолжается нижерасположенная краевая область, и еще лучше 85 процентов или больше. В идеале отношение между глубиной и горизонтальным расстоянием составляет от 80 до 150 процентов, где вышеупомянутое горизонтальное расстояние определяется от той точки, где поверхность ламината начинает понижаться, до его края. С помощью этого предпочтительного варианта осуществления получается глубокая краевая область, так что возможное плохое соединение или другие раздражающие эффекты между смежными панелями практически не наблюдаются.
Предпочтительно уровень поверхности ламината непрерывно понижается от фактической верхней поверхности до нижней краевой области. Это означает, что нет никаких промежуточных областей, где поверхность ламината повышается. Исключение таких областей вблизи от нижней краевой области имеет особое значение для предотвращения преждевременного изнашивания.
Предпочтительно вышеупомянутая нижняя краевая область реализуется с наклонной поверхностью, например как наклонная часть, которая составляет с фактической верхней поверхностью угол больше чем 30°, например, от 35° до 60°, и предпочтительно приблизительно 45°. Предпочтительно противоположный край половой панели также снабжается такой нижней краевой областью, так что при соединении с подобной панелью в настиле пола образуется V-образная канавка. Предпочтительно эта наклонная поверхность нижней краевой области продолжается вплоть до фактического края половой панели.
Разумеется, не исключаются также и другие типы нижних краевых областей. Так, например, нижняя краевая область при ее соединении с противоположной краевой областью аналогичной половой панели может образовывать скорее прямоугольную или U-образную канавку в настиле пола, а именно канавку с приблизительно горизонтальным дном. В настоящем документе возможно, что каждый из противоположных краев образует часть приблизительно горизонтального дна, или что один из противоположных краев образует все дно, тогда как другой край не снабжается нижней краевой областью.
Нижняя краевая область может или не может быть реализована с геометрией, изменяющейся вдоль ее края. В соответствии с одним конкретным вариантом осуществления такой пониженной краевой области по меньшей мере ее ширина изменяется вдоль ее края. Такая вариация ширины может иметь место на существенной части длины края или может быть более локальной. Настоящее изобретение обеспечивает такую изменяющуюся краевую область превосходным образом. Благодаря относительно низкой плотности на поверхности материала подложки в месте нижней краевой области ограниченная деформация может быть достигнута эффективным образом, например, посредством прессования, выполняемого по меньшей мере в этой краевой области.
В соответствии с другим конкретным вариантом осуществления поверхность ламината в месте нижней краевой области также имеет поверхностную структуру, например, структуру древесины или структуру камня в зависимости от рисунка ламината. В случае структуры древесины, например, может быть нанесена структура древесных пор, независимо от того, соответствует ли она рисунку на ламинате.
Предпочтительно подложка по существу состоит из древесноволокнистой плиты высокой плотности, имеющей среднюю плотность больше чем 800 килограммов на кубический метр, причем упомянутая древесноволокнистая плита высокой плотности образует по меньшей мере вышеупомянутую фактическую верхнюю поверхность подложки и поверхность подложки в месте нижней краевой области. Предпочтительно это касается древесноволокнистой плиты высокой плотности, имеющей на обеих своих поверхностях локально более высокую плотность, так называемую пиковую плотность, которая составляет по меньшей мере 110% от средней плотности. Следует понимать, что в таком случае материал древесноволокнистой плиты высокой плотности, расположенный ближе к центру в направлении толщины, имеет более низкую плотность, чем средняя плотность, которая составляет, например, меньше чем 90% от этой средней плотности. Предпочтительно упомянутая подложка на фактической поверхности подложки имеет плотность более чем 900 килограммов на кубический метр. В случае древесноволокнистой плиты высокой плотности с пиковой плотностью, составляющей по меньшей мере 110% от средней плотности, вышеупомянутая нижняя краевая область предпочтительно продолжается глубже, чем зона с упомянутой пиковой плотностью, а именно предпочтительно в зону, имеющую плотность, соответствующую средней плотности соответствующей плиты или меньше.
Предпочтительно упомянутый ламинат сформирован на основе меламиновой смолы или другой термореактивной смолы, и возможно одного или более бумажных листов. Предпочтительно ламинат содержит по меньшей мере бумажный лист с напечатанным на нем рисунком, снабженный смолой, и предпочтительно содержит расположенный на нем бумажный лист, который является прозрачным или просвечивающим и также снабжен смолой.
Кроме того, ламинат может содержать износостойкие частицы, расположенные поверх печати.
Предпочтительно ламинат присоединен посредством адгезива к материалу подложки без дополнительных промежуточных слоев адгезива или смолы, а именно к фактической верхней поверхности, а также в месте нижней краевой области. Ламинат предпочтительно является ламинатом типа DPL («ламинат прямого давления»). Особенностью методики DPL является то, что слой ламината формируется путем объединения посредством прессования по меньшей мере декоративной бумаги и одного или более слоев синтетического материала, если они предусматриваются на декоративной бумаге, например, посредством пропитки. В настоящем документе синтетический материал является термически отверждаемым материалом, таким как меламиновая смола. Объединение включает в себя по меньшей мере отверждение или сшивку термически отверждаемого синтетического материала. Одновременно с этим, а именно посредством того же самого прессования, этот слой ламината присоединяется к подложке. В рамках настоящего изобретения адгезия предпочтительно достигается на фактической верхней поверхности подложки, а также на поверхности нижней краевой области, например, на наклонной части. В наиболее широко применяемых панелях DPL слой ламината состоит из декоративной бумаги с напечатанным на ней рисунком, которая снабжена термореактивной смолой, и прозрачного слоя поверх нее, также называемого верхним слоем, который содержит термореактивную смолу. С нижней стороны материала подложки во время того же самого прессования предпочтительно обеспечивается также полимерный слой, например, по меньшей мере пропитанный смолой бумажный лист, который служит балансирующим слоем для возможных растягивающих напряжений в слое ламината на верхней поверхности, так, чтобы можно было достичь устойчивого продукта.
Как было упомянуто выше, половая панель по меньшей мере на двух ее противоположных краях содержит такие нижние краевые области. В настоящем документе соответствующая точка, вплоть до которой продолжается поверхность ламината, расположена в обеих нижних краевых областях предпочтительно на одном и том же горизонтальном уровне или практически на одном и том же горизонтальном уровне, причем возможная разница в горизонтальном уровне составляет меньше, чем толщина ламината. Тем самым достигается то, что материал подложки не может стать видимым в месте соединения двух половых панелей. Поскольку плотность материала подложки в положении нижней краевой области является приблизительно равной, и предпочтительно даже меньше плотности материала подложки на фактической верхней поверхности, может быть получено более точное соединение смежных половых панелей.
С той же самой целью, что и в первом аспекте, настоящее изобретение в соответствии со вторым независимым аспектом также относится к способу изготовления половых панелей, в котором эти половые панели содержат по меньшей мере подложку и верхний слой ламината, и при этом упомянутая половая панель на одном или более ее краев снабжена нижней краевой областью, например, в виде скоса или другой фаски, причем способ включает по меньшей мере следующие стадии:
стадию обеспечения основной плиты материала упомянутой подложки и структурирования верхней поверхности упомянутой основной плиты, в котором эта структура состоит по меньшей мере из углубления в верхней поверхности основной плиты в местоположении упомянутой нижней краевой области;
стадию создания стопки, содержащей по меньшей мере структурированную основную плиту и один или более слоев меламиновой смолы, а также возможно бумажных слоев;
стадию прессования упомянутой стопки в горячем прессе, на которой упомянутая меламиновая смола отверждается и, вместе с возможными бумажными слоями, формирует слой ламината, присоединенный посредством адгезива к подложке, причем этот слой ламината продолжается целиком от фактической верхней поверхности основной плиты в упомянутое углубление, по меньшей мере вплоть до той точки, в которой поверхность ламината находится на уровне горизонтальной плоскости, пересекающей упомянутую подложку;
стадию разделения прессованной целой плиты на панели, из которых могут быть сформированы упомянутые половые панели;
стадию окончательной обработки упомянутых панелей в упомянутые половые панели, в которых край упомянутого углубления формирует упомянутую нижнюю краевую область.
Стадия структурирования верхней поверхности материала подложки предпочтительно выполняется с помощью одного или более инструментов для механообработки, например, вращающихся инструментов, таких как пилы и/или фрезы. Однако не исключено, что для того, чтобы получить структуру в основной плите, может выполняться деформационная обработка, такая как прессование с помощью одной или более прессовальных плит или валков. В соответствии с одной конкретной возможностью структура верхней поверхности основной плиты по меньшей мере частично получается путем выборочного и/или переменного обеспечения материала, такого как, например, смесь древесных частиц и адгезива, такого как меламиновая и/или мочевино-формальдегидная смола, причем вышеупомянутые одно или более углублений затем формируются в тех местах, где материал отсутствует или его мало. В соответствии с другим примером одна или более пропитанных смолой бумажных полос или нижних слоев могут наноситься для того, чтобы достичь локального повышения поверхности, причем вышеупомянутые углубления затем по меньшей мере частично формируются стыками между упомянутыми бумажными полосами. Разумеется, не исключается также и комбинирование двух или более из вышеупомянутых в настоящем документе возможностей реализации структуры на верхней поверхности основной плиты.
В соответствии с наиболее предпочтительным вариантом осуществления верхняя поверхность структурированной основной плиты состоит полностью из материала самой основной плиты, так что, другими словами, никакой материал не добавляется для того, чтобы сформировать вышеупомянутую структуру.
Предпочтительно способ по настоящему изобретению относится к варианту осуществления уже упомянутой методики DPL. В известной методике DPL белесые пятна могут появляться в меламиновой смоле, и/или стойкость к царапинам и/или износостойкость поверхности ламината оставляют желать лучшего. Настоящее изобретение предлагает решение этих проблем в случае панелей, которые снабжены нижними краевыми областями. Путем предварительного формования основной плиты в положении расположенной ниже краевой области возможно уменьшить увеличение плотности в этом месте. Тем самым становится возможно избежать потери качества материала подложки и/или слоя ламината на этом крае.
Предпочтительно один или более упомянутых бумажных слоев состоят из бумажных полос, расположенных рядом друг с другом, причем упомянутое разделение затем предпочтительно имеет место по меньшей мере в положении краев смежных бумажных полос. Это может иметь отношение, например, к обеспечению декоративной бумаги и/или верхнего слоя в полосах. Работа с отдельными бумажными полосами уменьшает риск образования разрывов, в частности вблизи от нижней краевой области. Разрывы могут происходить потому, что площадь нижней краевой области значительно превышает площадь эквивалентной области с той же самой шириной, которая не понижается. Вне всякого сомнения, в тех случаях, когда поверхность нижней краевой области составляет по меньшей мере 125% от площади области с той же самой шириной, которая не понижается, обеспечение отдельных бумажных полос является полезным. Так, например, это является желательным для наклонной части с углом наклона приблизительно 45°, поскольку площадь такой наклонной части составляет приблизительно 140% от площади эквивалентной по ширине не понижающейся области. Можно ожидать, что бумажные полосы при выполнении прессования будут удаляться друг от друга, или, другими словами, будут образовывать больший интервал, чем в упомянутой стопке перед прессованием. При этом в прессованном продукте стыки между бумажными полосами могут стать видимыми. По этой причине полезно выполнять упомянутое разделение предпочтительно в местах таких стыков.
В соответствии с одним конкретным вариантом один или более вышеупомянутых бумажных слоев, предпочтительно по меньшей мере декоративная бумага, продолжается в стопке непрерывно по материалу подложки двух или более из окончательных половых панелей. В данном случае соответствующий бумажный слой, разумеется, также продолжается непрерывно по зоне, продолжающейся между краями материала подложки этих окончательных половых панелей. Особенностью данного варианта является то, что, прессовальная и/или основная плита снабжается средством, которое концентрирует разрыв соответствующих бумажных слоев в вышеупомянутой зоне, например, в упомянутом углублении в верхней поверхности основной плиты. Для упомянутого средства существуют различные примеры практических вариантов осуществления, некоторые из которых, не являясь исчерпывающими, перечислены ниже.
В соответствии с первым примером практического варианта осуществления в упомянутой зоне предусматривается локальный выступ, предпочтительно выступ, который представляет собой одно целое с материалом основной плиты, и таким образом является частью вышеупомянутой структуры верхней поверхности основной плиты. Этот выступ предпочтительно имеет самую выдающуюся часть в виде острого угла с величиной, например, меньше чем 30°, или даже меньше чем 15°. Это может касаться, например, выступа с треугольным концом, в котором одна из угловых точек формирует выпуклую часть в структуре верхней поверхности. Высота этого выступа предпочтительно приблизительно равна или равна глубине вышеупомянутого углубления, и предпочтительно самая выдающаяся его часть располагается приблизительно на одном уровне с упомянутой фактической верхней поверхности основной плиты. Предпочтительно та часть прессового элемента, которая находится напротив этого выступа, делается плоской или по существу плоской. Автор настоящего изобретения нашел, что таким образом может быть получена легко управляемая линия разрыва в соответствующих бумажных слоях в положении выступа. В получаемой прессованной цельной плите этот выступ может быть сглажен без отрицательных эффектов в окончательном панельном продукте. Поскольку этот выступ обеспечивается в основной плите, он возобновляется при каждой операции прессования. Таким образом нет никакой опасности затупления, и разрыв соответствующих бумажных слоев может постоянно контролироваться. В соответствии с одной альтернативой может использоваться аналогичный выступ в вышеупомянутом прессовом элементе, который, однако, характеризуется риском преждевременного затупления. Предпочтительно в таком случае используется взаимодействующее с ним углубление в основной плите, чтобы в максимально возможной степени избежать затупления выступа в прессовом элементе.
В случае первого примера практического варианта осуществления вышеупомянутое углубление может продолжаетсяь по всей зоне между краями двух окончательных половых панелей, за исключением упомянутого выступа. В данном случае выступ может быть расположен приблизительно посередине между вышеупомянутыми краями. Таким образом, риск распространения линии разрыва в соответствующем бумажном слое в направлении к поверхности одной или обеих половых панелей максимально ограничивается.
В соответствии со вторым примером практического варианта осуществления вышеупомянутое средство содержит по меньшей мере пару взаимодействующих, по существу вертикальных стенок основной плиты и прессового элемента, которые зацепляются друг за друга во время стадии прессования и таким образом пробивают бумагу, присутствующую между ними. Здесь также существует риск затупления стенки в прессовом элементе, однако благодаря взаимодействию с постоянно острой стенкой, присутствующей на всегда возобновляемой основной плите, риск преждевременного неконтролируемого разрыва может быть минимизирован.
Следует отметить, что идея настоящего изобретения применять вышеописанные средства для концентрации разрывов в так называемой технической зоне между двумя окончательными панелями, например половыми панелями, также может быть применена независимо от того, содержат ли эти половые панели нижние краевые области по настоящему изобретению. Такой разрыв может также представлять интерес тогда, когда должны быть получены другие сильно структурированные поверхности ламината, или когда должна быть достигнута увеличенная точность прессования в целом. Следовательно, настоящее изобретение в соответствии с одним его независимым конкретным аспектом также относится к способу изготовления панелей, которые имеют по меньшей мере подложку и верхний слой на основе один или более листов материала, причем способ включает по меньшей мере следующие стадии:
стадию обеспечения основной плиты материала вышеупомянутой подложки;
стадию создания стопки, содержащей по меньшей мере основную плиту и один или более листов материала;
стадию прессования упомянутой стопки в горячем прессе, на которой упомянутые один или более листов материала формируют верхний слой, присоединенный посредством адгезива к подложке;
стадию разделения прессованной цельной плиты на незавершенные панели, из которых могут быть сформированы упомянутые панели;
стадию завершения вышеупомянутых незавершенных панелей с формированием упомянутых половых панелей;
и отличается тем, что один или более из вышеупомянутых листов материала продолжаются в стопке непрерывно по материалу подложки по меньшей мере двух из окончательных панелей, а также тем, что прессовый элемент и/или основная плита снабжаются одним или более из следующих средств для концентрирования разрывов в упомянутых листах материала в зоне, продолжающейся между краями материала подложки вышеупомянутых окончательных панелей:
локальным выступом на верхней поверхности основной плиты в упомянутой зоне;
парой взаимодействующих, по существу вертикальных стенок основной плиты и прессового элемента, соответственно, которые во время стадии прессования зацепляются друг за друга и пробивают лист материала, находящийся между ними. Очевидно, что упомянутые листы материала могут относиться к слоям меламиновой смолы и возможно к слоям бумаги. Однако они могут также относиться к слоям шпона, которые могут прессоваться со слоями меламиновой смолы. Предпочтительно это относится к окончательным панелям, имеющим сильно структурированную поверхность, например, к панелям с окончательной поверхностью, которая содержит по меньшей мере структурные части с глубиной, превышающей толщину верхнего слоя.
Очевидно, что для того, чтобы получить достаточную стойкость к царапинам и/или износостойкость, предпочтительно один из слоев меламиновой смолы содержит твердые частицы в таком положении, что они располагаются выше возможной декоративной бумаги или печати. В целом в настоящем документе это предпочтительно относится к твердым частицам, которые являются более твердыми, чем меламиновая смола, в которой они расположены в панели. Предпочтительно это относится к керамическим частицам, таким как частицы оксида алюминия, карбида кремния и т.п. Предпочтительно эти частицы имеют средний диаметр от 20 до 200 микрометров, причем средний диаметр от 50 до 100 микрометров является предпочтительным. Когда более чем один, например по меньшей мере два слоя меламиновой смолы содержат твердые частицы, это предпочтительно касается по меньшей мере двух слоев, содержащих твердые частицы одного и того же материала, однако имеющие предпочтительно различный средний диаметр. Так, например, во втором слое, который предпочтительно расположен ближе к поверхности ламината, могут использоваться частицы с меньшим средним диаметром, например от 15 до 45 микрометров. Способ по настоящему изобретению имеет то преимущество, что риск мигрирования в вышерасположенные области твердых частиц, которые присутствуют в меламиновой смоле для нижней краевой области, является ограниченным. Таким образом, на поверхности нижней краевой области также могут быть получены превосходная стойкость к царапинам и/или износостойкость, или по меньшей мере сопоставимые с характеристиками фактической верхней поверхности.
Как было упомянуто выше, для термически отверждаемой смолы декоративной бумаги предпочтительно выбирается смола на основе меламина, например, меламинформальдегидная смола. Разумеется, эта смола может содержать одну или более добавок. В качестве добавок могут быть применены улучшители текучести, такие как полигликолевый эфир, эпсилон-капролактам, этиленгликоль, фталевая кислота, сложный эфир фталевой кислоты или бутандиол, отвердители, такие как малеиновая кислота, монобутилфосфорная кислота, п-толуолсульфоновая кислота, лимонная кислота, смесь одной или более из этих кислот, сульфат алюминия, хлористый аммоний или сульфат аммония или другие кислоты или соли, которые дают в растворе кислое значение рН, разделительные средства и т.п. Особенно полезной добавкой является фракция акриловой смолы, многоатомный спирт, такой как бутандиол или полиуретандиол, полиолакрилат или другой акрилат с гидроксильной функциональностью. Такая смола может быть по меньшей мере частично сшитой или отвержденной, поддерживая при этом достаточную способность к обработке декоративной бумаги или бумаги для печати. Авторы настоящего изобретения нашли, что эта особенность является полезной для выполнения способа по настоящему изобретению с улучшенной повторяемостью. Работа с гидроксифункциональным акрилатом, или другими словами с акрилатом, содержащим группу ОН, имеет то преимущество, что акрилат становится растворимым в меламине.
Например, можно использовать 30-75 массовых частей жидкой меламинформальдегидной смолы и, например, 15-45 массовых частей твердого вещества, 5-10 массовых частей многоатомного спирта или полиолакрилата, и 2-3 массовые части улучшителя текучести.
Следует отметить, что возможно по меньшей мере один из вышеупомянутых одного или более слоев меламиновой смолы обеспечивается в стопке в жидком виде, например, в то время, как декоративная бумага уже расположена на подложке.
Как было упомянуто выше, предпочтительно на нижней стороне подложки также обеспечиваются один или более слоев синтетического материала, предпочтительно также термически отверждаемой смолы, для того, чтобы сформировать паронепроницаемый и/или водонепроницаемый слой. Эти один или более слоев приводят к созданию балансирующего эффекта для компенсации возможных остаточных напряжений в верхнем слое. Для того, чтобы реализовать такой противоположный слой, можно использовать методики, описанные в патентном документе WO 2010/084466, в котором безбумажный балансирующий слой получается на основе поликонденсирующейся смолы, наносимой в жидкой форме. Однако не исключается, что для противоположного балансирующего слоя может использоваться лист носителя, снабженный смолой, такой как бумажный лист, который включается в стопку слоев для прессования с нижней стороны подложки.
Предпочтительно на упомянутой стадии прессования кроме реализации нижних краевых областей также реализуется рельеф или поверхностная структура по меньшей мере на фактической поверхности панелей ламината. Предпочтительно прикладываемое давление в рамках второго аспекта составляет меньше чем 60 бар (6 МПа), или даже меньше чем 40 бар (4 МПа). Температура прессования предпочтительно составляет больше 100°С и может составлять 200°С. На требуемую температуру прессования может оказывать влияние применение вышеупомянутых катализаторов отверждения или отвердителей. При вышеописанных параметрах прессования может быть достаточной продолжительность прессования от 12 до 32 с; предпочтительно продолжительность прессования составляет от 17 до 25 с.
Независимо от присутствия рельефа или поверхностной структуры на фактической поверхности панелей ламината возможно, что во время упомянутой стадии прессования рельеф или поверхностная структура реализуется на поверхности в положении упомянутых нижних краевых областей, например, для получения такой геометрии краевых областей, которая слегка изменяется вдоль края.
В соответствии с одним вариантом все аспекты настоящего изобретения также могут быть применены в других панелях ламината, отличающихся от половых панелей. Фактически это может касаться, например, половых панелей, потолочных панелей, стеновых панелей или мебельных панелей.
В соответствии со всеми аспектами и отклоняющимися вариантами прессование на стадии прессования предпочтительно относится к прессованию с помощью открывающегося и закрывающегося пресса, а именно так называемого короткотактного проходного пресса или одноплитного пресса. В этом случае прессовый элемент предпочтительно применяется в виде структурированной прессовальной плиты. Во время упомянутого прессования структура прессовальной плиты копируется на поверхности панелей ламината. В качестве примеров возможных прессовальных плит можно привести плиты, описанные в вышеупомянутом патентном документе WO 2006/066776.
Как было упомянуто выше, половая панель по настоящему изобретению, или более конкретно нижняя краевая область, в соответствии со всеми аспектами может иметь изменяющуюся геометрию в продольном направлении этого края. В данном случае это может касаться скорее локального отклонения геометрии, которая во всех остальных отношениях является по существу постоянной, или к вариации, проходящей по существу по всей длине нижней краевой области. В обоих случаях верхняя поверхность материала подложки предпочтительно снабжается постоянной структурой, тогда как вышеупомянутые вариации геометрии окончательно полученной нижней краевой области предпочтительно получаются с помощью прессования стопки, а именно, например, посредством использования структурированного прессового элемента или прессовальной плиты. Разумеется, также возможно обеспечить до некоторой степени вариацию в геометрии в уже структурированной основной плите, либо посредством машинной обработки, такой как фрезерование, либо посредством деформации, например путем прессования поверхности основной плиты.
Следует понимать, что в рамках настоящего изобретения термическое отверждение означает, что соответствующий материал необратимо отверждается при подводе тепла, в отличие от термопластичных материалов, которые при этом плавятся. Предпочтительно для термоотверждаемого материала используется материал, который отверждается за счет поликонденсации. Вместо смолы на основе меламина в качестве поликонденсирующегося материала также может использоваться смола на основе меламина и мочевины, такая как мочевиноформальдегидная смола или меламинмочевиноформальдегидная смола.
Предпочтительно в соответствии со всеми аспектами настоящего изобретения в качестве окончательного верхнего слоя панели наносится такое количество термоотверждаемого материала, которое предпочтительно составляет от 30 до 200 граммов на квадратный метр, и еще лучше от 50 до 150 граммов на квадратный метр, считая на сухой вес. Для возможного противоположного слоя или балансирующего слоя могут использоваться те же самые пределы, что не обязательно должно приводить к одинаковому количеству смолы. Предпочтительно количество смолы в балансирующем слое отклоняется от количества смолы в верхнем слое самое большее на 20 процентов.
Для лучшего показа характеристик настоящего изобретения далее в настоящем документе в качестве неограничивающих примеров некоторые предпочтительные варианты осуществления описываются со ссылкой на сопутствующие чертежи, в которых:
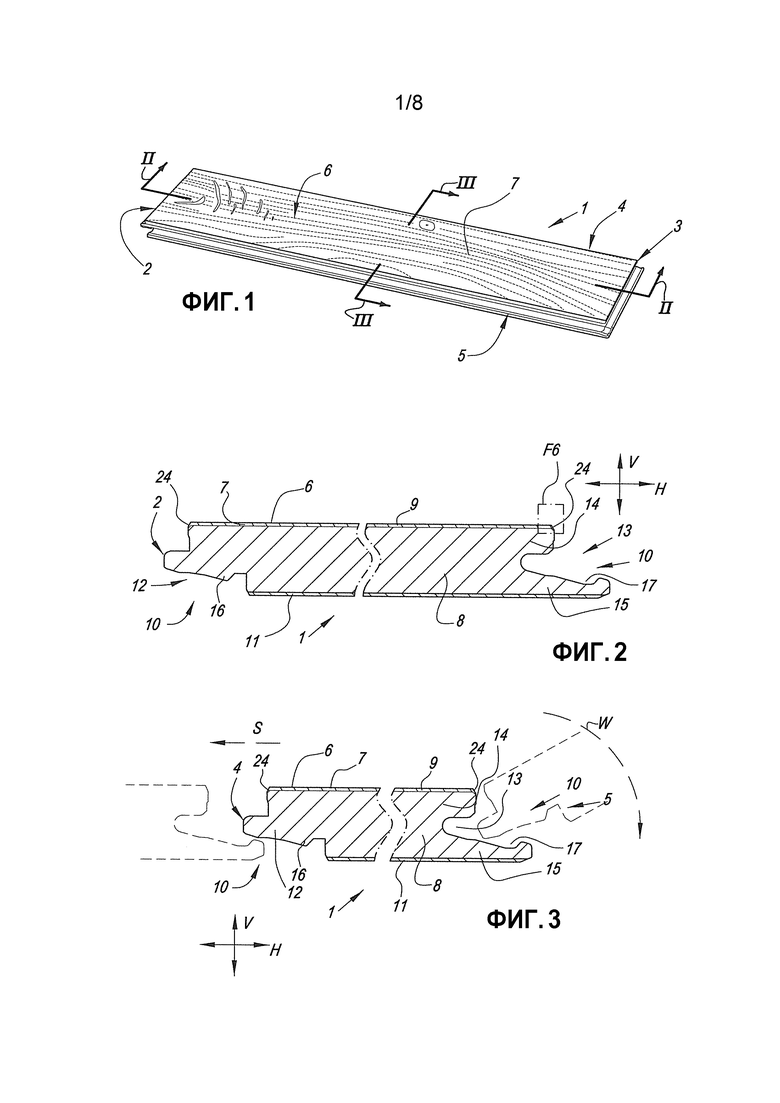
Фиг. 1 изображает вид в перспективе половой панели с характеристиками по настоящему изобретению;
Фиг. 2 и 3 в увеличенном масштабе показывают поперечные сечения по линиям II-II и III-III, соответственно, изображенным на Фиг. 1;
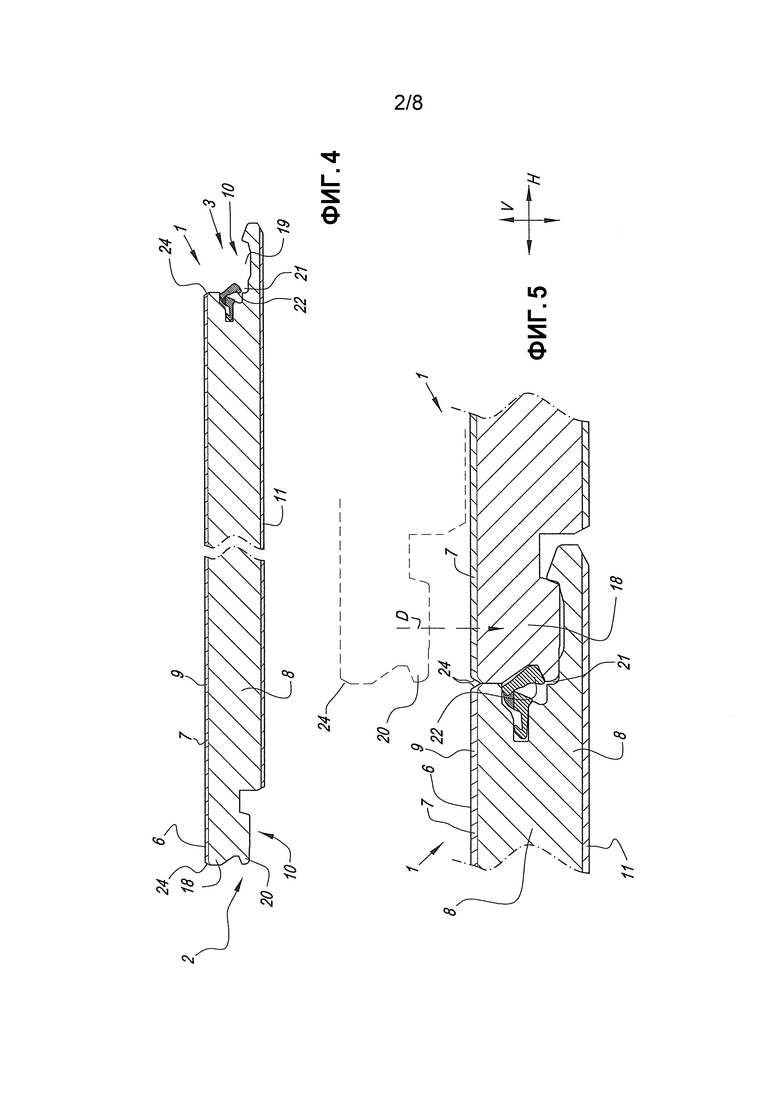
Фиг. 4 аналогично Фиг. 2 представляет другой вариант;
Фиг. 5 в более крупном масштабе представляет половую панель, изображенную на Фиг. 4, в соединенном состоянии;
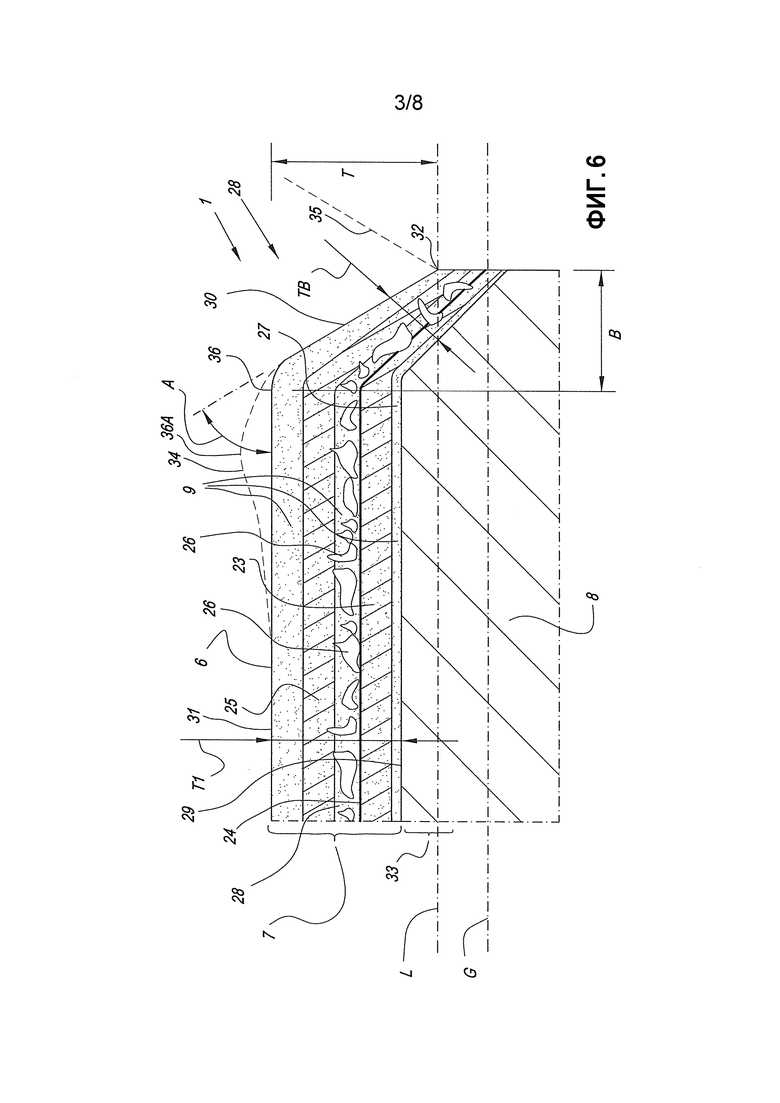
Фиг. 6 в более крупном масштабе представляет вид области, обозначенной как F6 на Фиг. 2; и
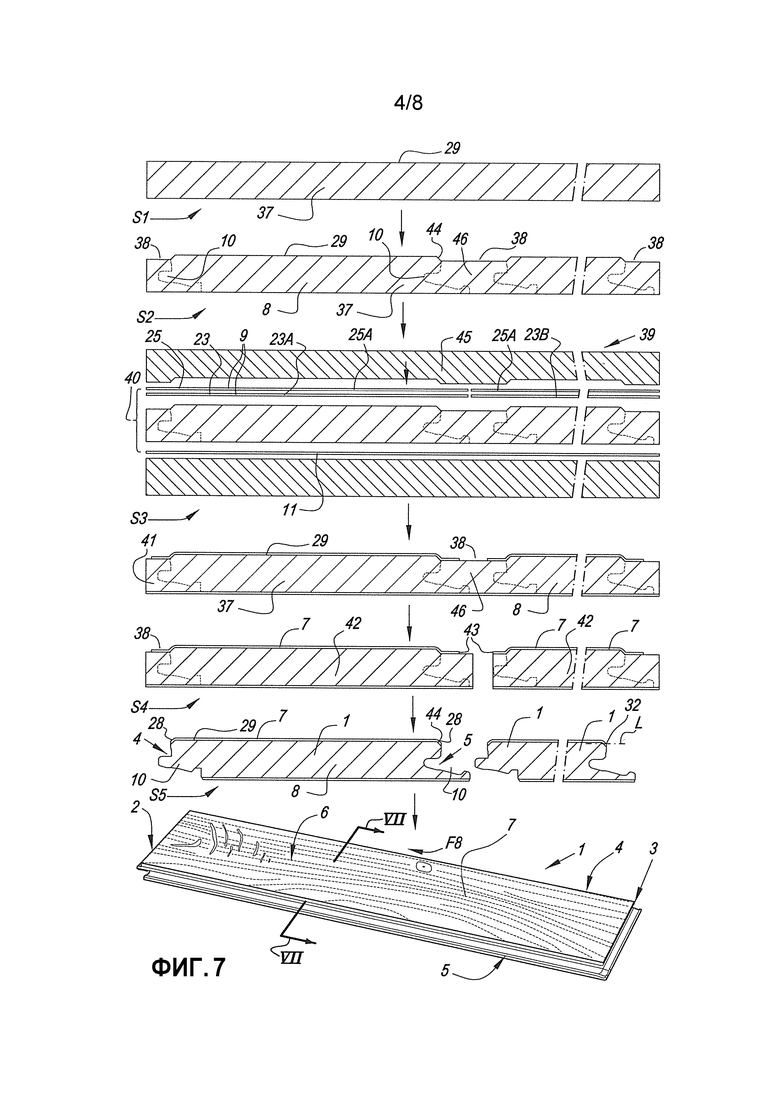
Фиг. 7 схематично представляет некоторые стадии в способе в соответствии со вторым аспектом настоящего изобретения;
Фиг. 8 в более крупном масштабе представляет вид в направлении стрелки F8, изображенной на Фиг. 7;
Фиг. 9 и 10 аналогичным образом представляют другие варианты;
Фиг. 11 аналогично Фиг. 7 представляет другой вариант способа;
Фиг. 12 в более крупном масштабе представляет вид области, обозначенной как F12 на Фиг. 11; и
Фиг. 13 и 14 аналогично Фиг. 12 представляют другие варианты.
Фиг. 1 показывает декоративную панель, более конкретно половую панель 1, в соответствии с настоящим изобретением. Панель 1 является прямоугольной и продолговатой и содержит пару противоположных коротких краев 2-3 и пару противоположных длинных краев 4-5. Декоративный верхний слой 6 образован ламинатом 7.
Фиг. 2 ясно показывает, что декоративная панель 1 содержит подложку 8, на которой обеспечивается ламинат 7, в данном случае посредством методики DPL без дополнительных слоев смолы или адгезива. С этой целью ламинат 7 сформирован на основе термореактивной смолы, а именно меламиновой смолы 9. В этом примере материал 8 подложки имеет среднюю плотность больше чем 800 килограммов на кубический метр. В этом случае он представляет собой материал древесноволокнистой плиты высокой плотности, имеющий среднюю плотность 900 килограммов на кубический метр и поверхностную плотность или пиковую плотность больше чем 1000 килограммов на кубический метр. На краях 2-3 и 4-5 средства 10 для механического соединения формируются в материале подложки посредством фрезерования. На нижней стороне материала 8 подложки задний слой 11 обеспечивается посредством той же самой методики DPL.
Фиг. 2 и 3 показывают, что обе пары противоположных краев 2-3-4-5 снабжены средствами 10 механического соединения, которые по существу реализованы как шпунт 12 и канавка 13, ограниченная верхним выступом 14 и нижним выступом 15, причем шпунт 12 и канавка 13 по существу отвечают за фиксацию в вертикальном направлении V, и причем шпунт 12 и канавка 13 снабжены дополнительными фиксирующими частями 16-17, которые по существу отвечают за фиксацию в горизонтальном направлении H. Предпочтительно эти фиксирующие части представляют собой выступ 16 на нижней стороне шпунта 12 и углубление 17 в нижнем выступе 15. Соединительные средства 10, представленные на Фиг. 2 и 3, обеспечивают по меньшей мере соединение посредством вращательного движения W вокруг соответствующих краев 2-3-4-5 и/или соединение посредством сдвигающего перемещения S по существу горизонтальным образом краев 2-3-4-5 так, чтобы они соединились друг с другом.
Фиг. 4 и 5 представляют один вариант с парой коротких краев 2-3, которые позволяют получить соединение по меньшей мере посредством движения D вниз. Один край 2 снабжен штыревой частью 18 соединения, тогда как другой край 3 снабжен гнездовой частью 19 соединения. Посредством движения D вниз штыревая часть 18 соединения вдавливается в гнездовую часть 19 соединения для фиксации в ней в вертикальном направлении V в результате совместной работы пары выступов 20 и углублений 21. В этом случае углубление 21 частично формируется эластичным элементом 22, присутствующим в гнездовой части 19 соединения.
Фиг. 6 представляет собой подробное изображение верхнего края половой панели, проиллюстрированной на Фиг. 2, и ясно показывает, что ламинат 7 формируется из бумажного листа, пропитанного смолой 9, с напечатанным на нем рисунком 24, а именно так называемой декоративной бумаги 23, и расположенного на нем прозрачного или просвечивающего бумажного листа, пропитанного смолой 9, а именно так называемого верхнего слоя 25. Ламинат 7 дополнительно содержит также износостойкие частицы 26, в данном случае частицы корунда или частицы Al2O3, в таком положении, что они расположены по существу над печатным рисунком 24. Эти твердые частицы 26 предпочтительно наносятся посредством верхнего слоя 25, более конкретно посредством смолы 9 расположенной с нижней стороны верхнего слоя 25.
Для ясности следует отметить, что толщины бумажных листов и промежуточных слоев смолы изображены схематично. Так, например, полимерный слой 27 между нижней стороной декоративной бумаги 23 и подложкой 8 на практике должен быть практически невидимым, и декоративная бумага на самом деле контактирует или почти контактирует с подложкой 8. В данном примере это конкретно относится к полимерному слою 27, который обеспечивается посредством декоративной бумаги 23 и предусматривается для присоединения к подложке 8. Во время прессования, формирующего DPL-ламинат 7, эта смола по существу проникает в материал подложки 8. Что касается полимерного слоя 28 между верхним слоем 25 и декоративной бумагой 23, следует отметить, что этот слой частично обеспечивается верхним слоем 25, а частично декоративной бумагой 23.
В соответствии с настоящим изобретением половая панель, проиллюстрированная на Фиг. 1-6, на одном или более краях 2-3-4-5 снабжается нижней краевой областью 28, в которой ламинат 7 продолжается целиком от фактической верхней поверхности 29 подложки 8 по этой нижней краевой области 28. В этом примере нижние краевые области 28 реализуются как скошенная или наклонная часть 30, которая в данном случае составляет угол приблизительно 60° с верхней поверхностью 31. Ламинат 7 продолжается по нижней краевой области 28 по меньшей мере до точки 32, в которой поверхность ламината расположена на уровне L в горизонтальной плоскости, которая пересекает вышеупомянутую подложку 8. В положении нижних краевых областей 28 ламинат 7 в среднем может иметь толщину TB, которая меньше, чем глобальная толщина T1 ламината 7. Это различие в толщине получается за счет того, что ламинат 7 более сильно сжимается или впрессовывается на этих краях, однако это не обязательно должно быть так. Ламинат 7 на краевой области 28 может также иметь приблизительно такую же толщину TB, что и ламинат 7 на фактической верхней поверхности 29. Предпочтительно средняя толщина TB ламината на нижних краевых областях составляет от 85% до 115% от глобальной толщины T1 ламината 7 на фактической верхней поверхности 29 подложки 8.
В положении нижней краевой области 28 материал подложки 8 почти или совсем не сжимается, так что материал подложки 8 имеет такую же или более низкую плотность, чем на фактической верхней поверхности 29. В этом случае ламинат 7 продолжается вплоть до той части материала подложки 8, которая расположена ниже зоны 33 с пиковой плотностью, а именно вплоть до уровня G, где плотность материала подложки 8 соответствует средней плотности.
Фиг. 6 дополнительно иллюстрирует, что ламинат 7 без дополнительных полимерных слоев или слоев адгезива напрямую присоединяется к подложке 8, а именно к фактической верхней поверхности 29, а также к нижней краевой области 28. Вышеупомянутые твердые частицы 26 присутствуют на фактической верхней поверхности 29, а также на нижней краевой области 28, и в этом случае даже приблизительно в той же самой концентрации.
Уровень поверхности 31 ламината непрерывно понижается от фактической верхней поверхности 29 подложки 8 вплоть до нижней краевой области 28, и в данном случае даже вплоть до вышеупомянутой точки 32 на краю половой панели 1. Пунктирной линией 34 показана менее желательная ситуация, в которой это не так, и в которой рядом с нижней краевой областью 28 присутствует возвышение. Такой эффект будет происходить в случае желания сформировать нижнюю краевую область путем сжатия материала подложки 8. В таком случае часть материала подложки 8 отодвигается к внутреннему краю нижней краевой области 28. Таким образом на поверхности материала подложки 8 образуется возвышение, которое затем продолжается к поверхности 31 ламината.
Фиг. 6 пунктирной линией 35 также показывает, что половые панели, проиллюстрированные на Фиг. 1-6, имеют такие нижние краевые области 28 по меньшей мере на двух противоположных краях, причем соответствующая точка 32, до которой продолжается поверхность 31 ламината, в обеих нижних краевых областях 28 располагается на одном и том же горизонтальном уровне L. Соединение обеих наклонных частей или нижних краевых областей 28 в этом случае приводит к образованию так называемой V-образной канавки в поверхности пола.
Отношение глубины T к ширине B нижней краевой области 28 составляет 80-150 процентов, и в данном случае составляет приблизительно 137 процентов. В настоящем документе ширина B определяется от точки 36-36A, где поверхность 31 ламината начинает понижаться, до края нижней краевой области 28, в данном случае до точки 32.
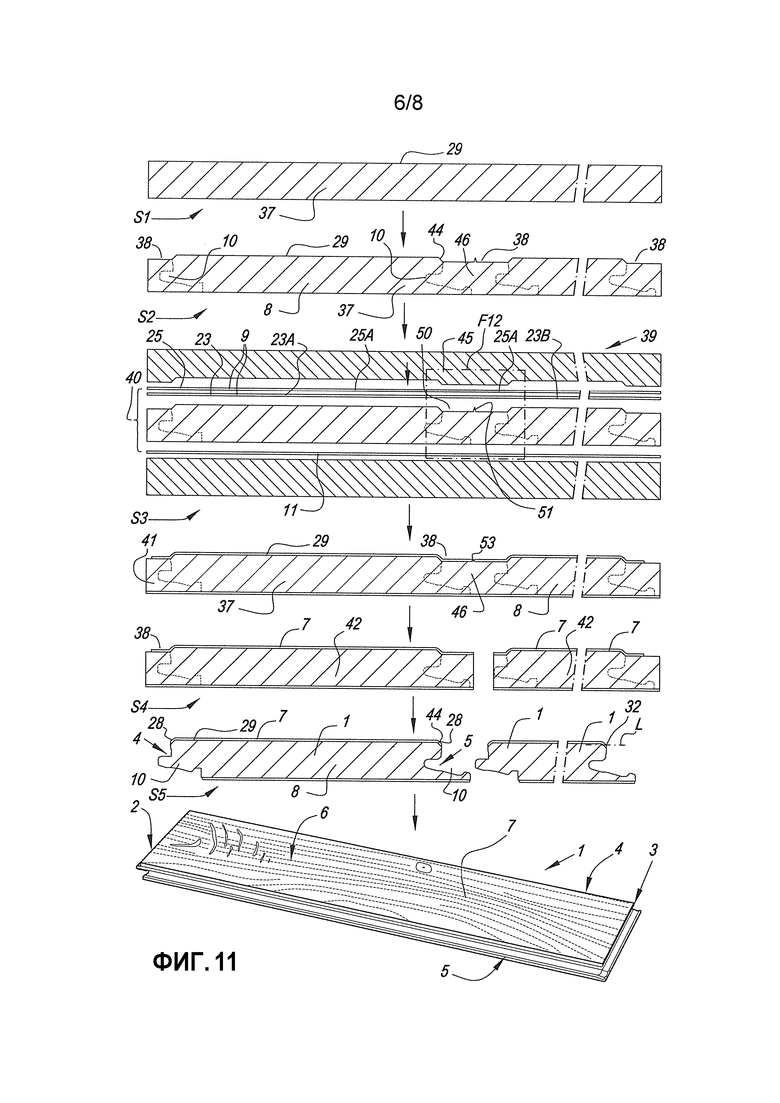
Фиг. 7 схематично представляет некоторые стадии в способе изготовления ламинированных половых панелей 1, имеющих нижнюю краевую область 28. В настоящем документе это относится к способу, содержащему по меньшей мере следующие стадии:
стадию S1 обеспечения основной плиты 37 из материала подложки 8;
стадию S2 структурирования верхней поверхности 29 упомянутой основной плиты 37, причем эта структура состоит по меньшей мере из углубления 38 в поверхности 29 основной плиты 37 в местоположении упомянутой нижней краевой области 28. Углубления 38 могут быть обеспечены, например, с помощью пилящих и/или фрезерующих устройств, например, пилящего устройства со множеством установленных параллельно вращающихся пил, в котором каждая пила предпочтительно формирует одно из вышеупомянутых углублений. Такое устройство не представлено в настоящем документе. Оно может быть объединено с прессовым устройством 39 последующей стадии S3, или может быть отдельным;
стадию S3 создания и прессования стопки 40, которая содержит по меньшей мере структурированную основную плиту 37 и один или более слоев меламиновой смолы и возможно бумажных слоев. В этом случае стопка слоев 40 содержит сверху два бумажных листа, пропитанных меламиновой смолой, а именно декоративную бумагу 23 и верхний слой 25. Снизу стопка слоев 40 также содержит пропитанный смолой бумажный лист, который должен служить в качестве балансирующего слоя 11. В этом примере как декоративная бумага 23, так и верхний слой 25 содержат множество рядом расположенных бумажных полос 23A-23B; 25A-25B, а именно, в данном случае, одну бумажную полосу 23A-23B на одну рядом расположенную окончательную половую панель 1. Однако не исключено, что одна бумажная полоса может наноситься на две или более рядом расположенных окончательных половых панелей 1. Прессование выполняется в устройстве 39 горячего прессования. Во время прессования меламиновая смола 9 отверждается, и вместе с декоративной бумагой 23 и верхним слоем 25 формирует слой 7 ламината, присоединенный посредством адгезива непосредственно к подложке 8. Этот ламинат 7 целиком от фактической верхней поверхности 29 основной панели 37 до упомянутого углубления 38, по меньшей мере вплоть до точки 32, в которой поверхность 31 ламината расположена на уровне L в горизонтальной плоскости, пересекающей основную панель 37 или окончательную подложку 8;
стадию S4 разделения целой прессованной плиты 41 на панели 42, из которых могут быть сформированы упомянутые половые панели 1. В этом случае это разделение имеет место в положении краев 43 смежных бумажных полос 23A-23B. Может быть предпочтительно как можно меньше распиливать прессованный ламинат 7 для того, чтобы ограничить износ распиливающего устройства. Предпочтительно не выполняется никакого распиливания прессованного ламината 7;
стадию S5 завершения вышеупомянутых панелей 42 с формированием упомянутых половых панелей 1, в которых край 44 упомянутого углубления 38 формирует материал подложки 8 в положении нижней краевой области 28.
Следует понимать, что способ, проиллюстрированный посредством Фиг. 7, может быть применен для реализации половых панелей, изображенных на Фиг. 1-6, или в более общем смысле для реализации половых панелей первого аспекта настоящего изобретения. В целях ясности на Фиг. 7 форма окончательного соединительного средства 10 показана пунктирной линией.
Кроме того, следует понимать, что вид, показанный на Фиг. 7, относится к поперечному сечению поперек основной плиты 37, а именно в направлении, перпендикулярном к длине окончательных половых панелей, а именно в направлении VII-VII, показанном ниже на этом чертеже. Возможно, чтобы множество половых панелей последовательно бралось из целой прессованной плиты 41, если смотреть в продольном направлении. Бумажные полосы 23A-23B-25A-25B могут быть непрерывными по длине двух или более половых панелей 1, расположенных одна за другой в основной плите.
Предпочтительно декоративная бумага 23 и/или верхний слой 25 делятся на бумажные полосы на одной линии с прессовым устройством 39 и/или с помощью лазерного устройства.
Предпочтительно декоративная бумага 23 и/или верхний слой 25 разделяются только тогда, когда они уже расположены на основной плите 37 и возможно ориентированы в соответствии со структурированным прессовым элементом 45. Таким образом разделение декоративной бумаги и/или верхнего слоя могут выполняться очень устойчивым и повторяемым образом. Возможно, что декоративная бумага и возможно верхний слой перед или после их разделения могут быть локально присоединены посредством адгезива к основной плите 37, чтобы избежать риска смещения или других помех при укладке стопки 40 в прессовое устройство 39. Такое присоединение посредством адгезива может быть выполнено локально, например, в виде точек, отверждая смолу 9, так, чтобы в соответствующих местах адгезия к основной плите была уже реализована. Такая адгезия предпочтительно выполняется на том материале 46 основной плиты, который предназначен для удаления перед разделением или формированием соединительных частей 10.
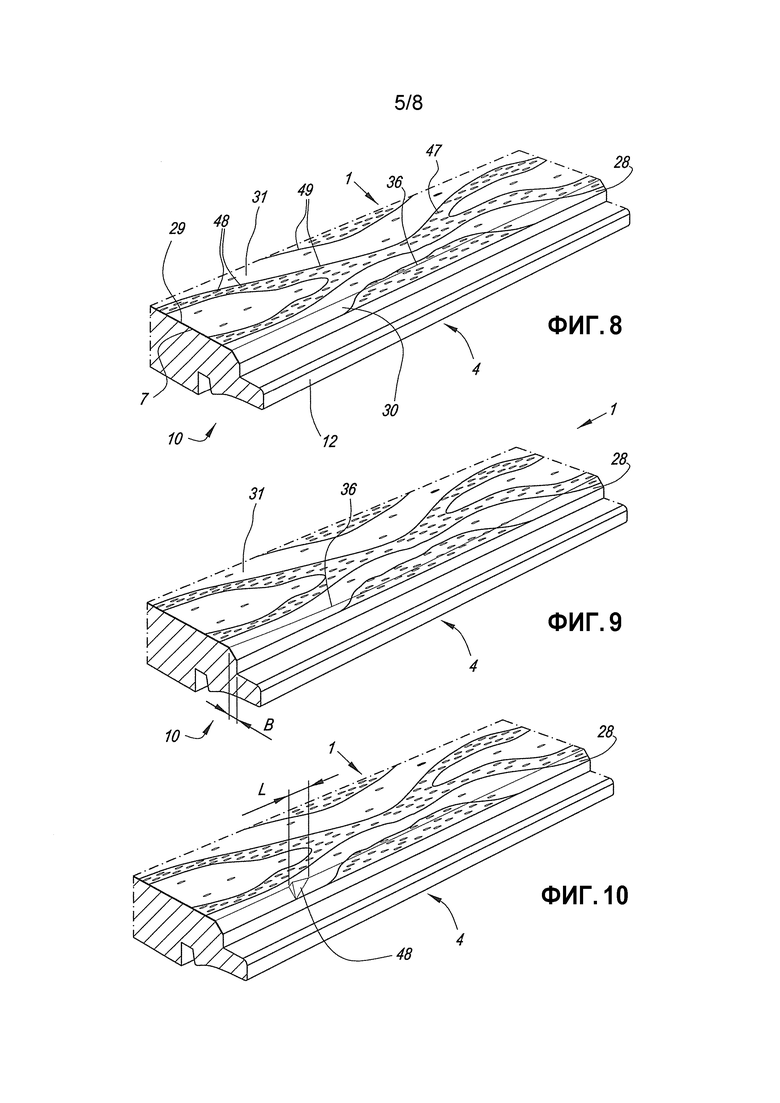
Фиг. 8 представляет один пример, в котором поверхность 31 ламината на фактической верхней поверхности 29 подложки, а также поверхность 30 ламината на нижней краевой области снабжаются древесной структурой 47, которая соответствует рисунку древесины, напечатанному на ламинате 7. Древесная структура 47 состоит из тиснений 48, которые имитируют поры древесины и следуют направлению напечатанных древесных прожилок 49.
Фиг. 9 представляет один вариант, в котором геометрия, более конкретно ширина B нижней краевой области 28, изменяется вдоль края 4. В этом случае, это касается варианта, который по существу продолжается вдоль всей длины края 4. Предпочтительно эта геометрия изменяется по меньшей мере на 30 процентах длины края 4.
Фиг. 10 представляет один вариант, в котором имеется локальное отклонение 48 во всем остальном довольно постоянной геометрии нижней краевой области 28. В этом случае отклонение имеет длину L, которая меньше чем пятикратная ширина B нижней краевой области 28, и в данном случае даже имеет длину от В до 2В. Очевидно, что множество таких локальных отклонений 48 может присутствовать вдоль соответствующего края 4.
Фиг. 11 представляет другой пример способа с характеристиками настоящего изобретения, в котором по меньшей мере декоративная бумага 23, однако в данном случае также и верхний слой 25, продолжается в стопке 40 непрерывно по материалу подложки 8 двух или более из окончательных половых панелей 1 или панелей 42.
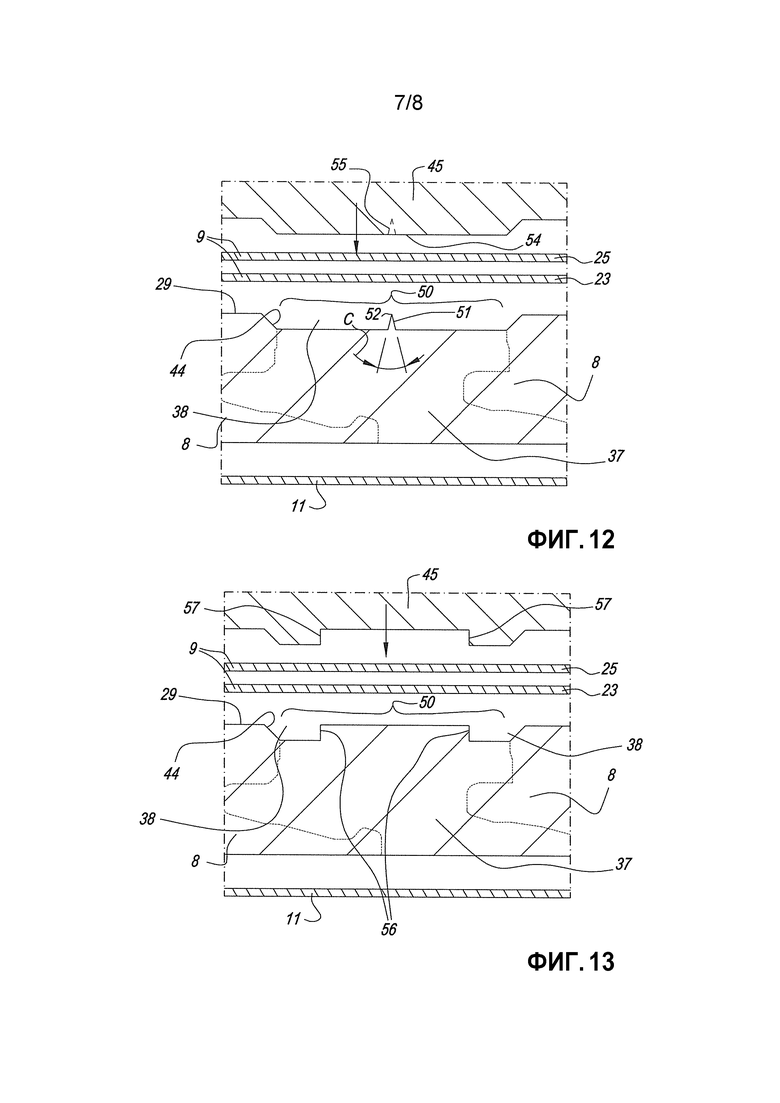
Фиг. 12 ясно показывает, что по меньшей мере декоративная бумага 23, в данном случае и верхний слой 25, также продолжается непрерывно по зоне 50, продолжающейся между краями материала подложки 8 окончательных половых панелей 1, и в данном случае более конкретно между краями 44 углубления 38 в положении окончательных нижних краевых областей 28.
В примере, показанном на Фиг. 11 и 12, вышеупомянутая основная плита 37 снабжена локальным выступом 51 в упомянутой зоне 50. Фиг. 12 таким образом показывает один пример первого практического примера упомянутого во введении варианта осуществления средства, которое концентрирует разрыв соответствующих бумажных слоев 23-25 в зоне 50. В этом примере выступ 51 расположен приблизительно посередине между краями 44 и сделан заодно и из того же самого материала, что и основная плита 37. Выступ 51 содержит наиболее выдающуюся часть с острым углом C меньше чем 30°. В настоящем документе, эта выдающаяся часть формирует выпуклую часть в структуре верхней поверхности 29 основной плиты 37. Угловая точка 52 расположена в той же самой плоскости, или приблизительно в той же самой плоскости, что и верхняя поверхность 29 основной плиты 37. Высота выступа 51 приблизительно равна глубине углубления 38, которое продолжается по всей зоне 50, за исключением соответствующего выступа 51.
Фиг. 11 показывает, что после прессования линия 53 разрыва образуется в положении вышеупомянутого выступа 51. Выступ 51 сглаживается, однако это не приводит к отрицательным эффектам для поверхности окончательных половых панелей 1.
Фиг. 11 и 12 показывают, что часть 54 прессового элемента 45 напротив выступа 51 по существу является плоской. В соответствии с одной альтернативой, показанной пунктирной линией 55, углубление, работающее совместно с выступом 51, может быть предусмотрено в прессовом элементе 45.
Фиг. 13 представляет один пример варианта осуществления в соответствии с упомянутым во введении вторым практическим примером средства для управляемого разрыва одного или более бумажных слоев 23-25. Это средство содержит по меньшей мере пару взаимодействующих и по существу вертикальных краев 56-57 основной плиты 37. В этом примере предусмотрены две такие пары 56-57. На стадии прессования края 56-57 зацепляются попарно друг за друга и пробивают бумажные слои 23-25, расположенные между ними.
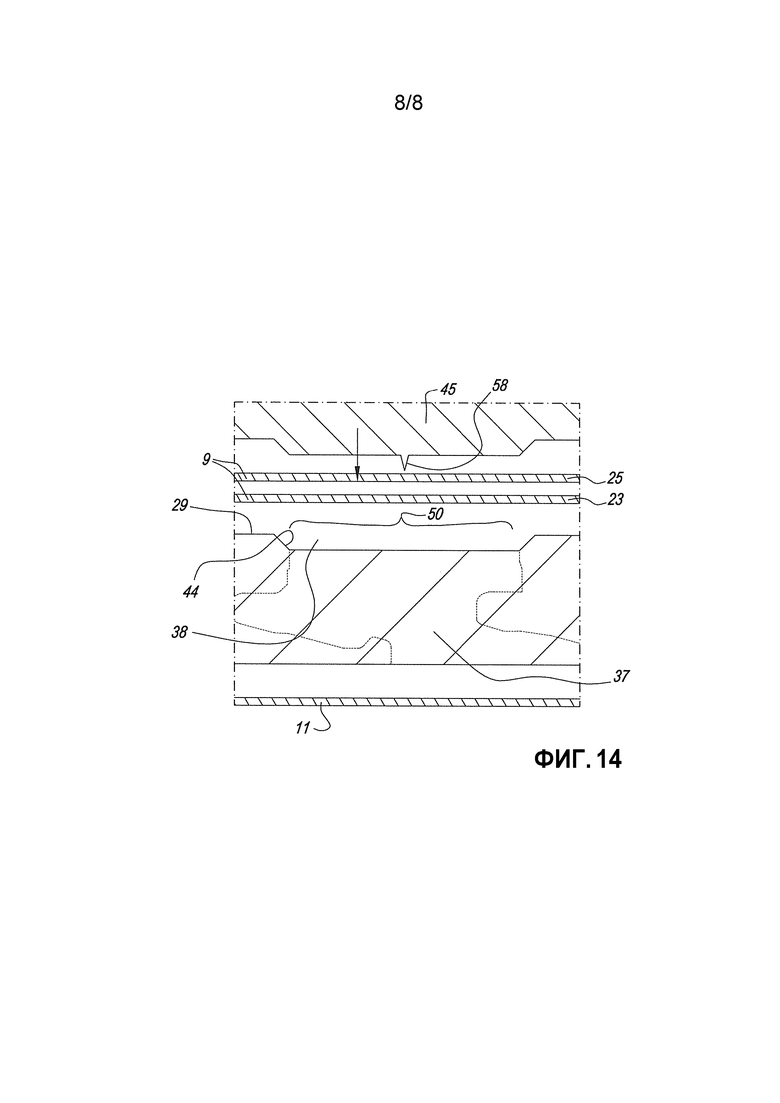
Фиг. 14 представляет другой пример средства для управляемого разрыва бумажных слоев 23-25. В этом случае выступ 58 предусматривается на прессовом элементе 45. Как было упомянуто во введении, такой вариант осуществления создает риск того, что выступ 58 будет затупляться. Возможно применение выступов 58 в виде заменяемой вставки в прессовом элементе 45, чтобы избежать полной замены прессового элемента 45 при затуплении выступа 58.
Также следует отметить, что хотя эти чертежи представляют варианты осуществления, в которых как первая, так и вторая пара противоположных краев снабжена нижними краевыми областями, также возможно, что нижние краевые области предусматриваются только на одной паре противоположных краев. В таком случае это предпочтительно касается длинных краев 4-5.
Настоящее изобретение никоим образом не ограничивается вышеописанными вариантами осуществления, и такие половые панели и способы могут быть реализованы не выходя за рамки объема настоящего изобретения.
Изобретение относится к области строительства, в частности к половым панелям. Технический результат изобретения заключается в повышении прочности соединения панелей. Предлагается половая панель с подложкой и верхним слоем ламината, в которой упомянутая половая панель на одном или более своих краях снабжена нижней краевой областью. Ламинат продолжается целиком от фактической верхней поверхности подложки по нижней краевой области по меньшей мере вплоть до точки, в которой поверхность ламината расположена на уровне (L) горизонтальной плоскости, которая пересекает вышеупомянутую подложку. Материал подложки в положении нижней краевой области имеет такую же или более низкую плотность, чем на фактической верхней поверхности материала подложки. Изобретение также относится к способу для реализации таких половых панелей. 2 н. и 9 з.п. ф-лы, 14 ил.
1. Половая панель, содержащая:
подложку (8) и верхний слой ламината (7),
причем упомянутая половая панель (1) на одном или более краях (4-5) снабжена нижней краевой областью (28) в виде скоса или другой фаски,
при этом упомянутый ламинат (7) продолжается целиком от фактической верхней поверхности (29) подложки (8) по нижней краевой области (28) по меньшей мере вплоть до точки (32),
причем поверхность (30) ламината расположена на уровне (L) в горизонтальной плоскости, которая пересекает вышеупомянутую подложку (8), а материал подложки (8) в положении нижней краевой области (28) имеет такую же или более низкую плотность, чем на фактической верхней поверхности (29) материала подложки (8),
при этом подложка (8) по существу состоит из древесно-волокнистой плиты (37) высокой плотности, имеющей среднюю плотность больше чем 800 килограммов на кубический метр, причем упомянутая древесно-волокнистая плита (38) высокой плотности образует по меньшей мере упомянутую фактическую верхнюю поверхность (29) подложки (8) и поверхность подложки в положении нижней краевой области (28),
при этом ламинат (7) сформирован на основе меламиновой смолы (9) и одного или более бумажных листов (23-25),
причем ламинат (7) содержит по меньшей мере отпечатанный и снабженный смолой бумажный лист (23) и износостойкие частицы (26), расположенные выше отпечатка (24),
при этом ламинат (7) присоединен посредством адгезива к подложке (8) без какого-либо промежуточного клея или полимерных слоев как на фактической верхней поверхности (29), так и в положении нижней краевой области (28), и
отпечатанный и снабженный смолой бумажный лист по меньшей частично контактирует с подложкой.
2. Половая панель по п. 1, отличающаяся тем, что поверхность вышеупомянутой нижней краевой области (28) выполнена наклонной, и этот наклон имеет угол (A) с фактической верхней поверхностью (29) больше чем 30°.
3. Половая панель по п. 1, отличающаяся тем, что наклонная поверхность нижней краевой области (28) продолжается вплоть до фактического края половой панели (1).
4. Половая панель по п. 1, отличающаяся тем, что уровень поверхности (31) ламината наклоняется непрерывно от верхней поверхности к нижней краевой области (28).
5. Половая панель по п. 1, отличающаяся тем, что отношение глубины (T) к ширине (B) нижней краевой области (28) составляет по меньшей мере 0,60.
6. Половая панель по п. 1, отличающаяся тем, что она содержит такие нижние краевые области (28) по меньшей мере на двух противоположных краях (4-5), причем соответствующая точка (32), вплоть до которой продолжается поверхность (30) ламината, расположена в обеих нижних краевых областях (28) на одинаковом горизонтальном уровне (L) или практически на одинаковом горизонтальном уровне (L), при этом возможная разница в горизонтальном уровне (L) составляет меньше толщины (T1) ламината (7).
7. Половая панель по п. 1, отличающаяся тем, что вышеупомянутая подложка (8) имеет плотность на фактической поверхности (29) подложки более 900 килограммов на кубический метр.
8. Способ изготовления половой панели по любому из пп. 1-7, причем способ включает по меньшей мере следующие стадии:
стадию (S1-S2) обеспечения основной плиты (37) материала вышеупомянутой подложки (8) и структурирования верхней поверхности (29) упомянутой основной плиты (37), причем эта структура состоит по меньшей мере из углубления (38) в верхней поверхности основной плиты (37) в положении упомянутой нижней краевой области (28),
стадию (S3) создания стопки (40), которая содержит по меньшей мере структурированную основную плиту (37) и один или более слоев меламиновой смолы и бумажных слоев (23-25);
стадию (S3) прессования упомянутой стопки (40) в горячем прессе (39), на которой упомянутая меламиновая смола (9) отверждается и, вместе с бумажными слоями, формирует слой ламината (7), присоединенный посредством адгезива к подложке (8), причем этот слой ламината (7) продолжается целиком от фактической верхней поверхности (29) основной плиты (37) в упомянутое углубление (38), по меньшей мере вплоть до точки (32), при этом поверхность ламината находится на уровне (L) в горизонтальной плоскости, пересекающей вышеупомянутую подложку (8);
стадию (S4) разделения целой прессованной плиты (41) на панели (42), из которых могут быть сформированы упомянутые половые панели (1);
стадию (S5) завершения вышеупомянутых панелей (42) с формированием упомянутых половых панелей (1), в которых край (44) упомянутого углубления (38) формирует вышеупомянутую нижнюю краевую область (28).
9. Способ по п. 8, отличающийся тем, что один или более вышеупомянутых бумажных слоев состоит из бумажных полос (23A-23B), расположенных рядом друг с другом.
10. Способ по п. 9, отличающийся тем, что вышеупомянутое разделение имеет место по меньшей мере в положении краев (43) смежных бумажных полос (23A-23B).
11. Способ по п. 8, отличающийся тем, что один или более упомянутых бумажных слоев (23-25) продолжаются в стопке (40) непрерывно по материалу подложки (8) по меньшей мере двух из окончательных половых панелей (1), а также тем, что прессовый элемент (45) и/или основная плита (37) снабжают одним или более из следующих средств для концентрирования разрывов (53) в упомянутых бумажных слоях в зоне (50), продолжающейся между краями (44) материала подложки (8) вышеупомянутых окончательных половых панелей (1):
локальным выступом (51) на верхней поверхности (29) основной плиты (37) в упомянутой зоне (50);
парой взаимодействующих, по существу вертикальных стенок (56-57) основной плиты (37) и прессового элемента (45), соответственно, которые зацепляются друг за друга во время стадии прессования и пробивают бумагу, находящуюся между ними.
| US 20110146188 A1, 23.06.2011 | |||
| Система управления сварочной машиной | 1989 |
|
SU1683929A1 |
| НАПОЛЬНАЯ ПАНЕЛЬ ИЗ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ СРЕДНЕЙ ИЛИ ВЫСОКОЙ ПЛОТНОСТИ | 2007 |
|
RU2412054C2 |
| СИСТЕМА ПОКРЫТИЯ ПОЛА, ИМЕЮЩАЯ МНОЖЕСТВО МЕСТ СОВМЕЩЕНИЯ | 2005 |
|
RU2394136C2 |

