Настоящее изобретение относится к листовому материалу и к панели пола на основе упомянутого листового материала.
Более конкретно изобретение относится к листовым материалам, которые могут быть использованы для обеспечения имитации панелей пола. Панели пола этого типа сами по себе известны. Например, из WO 97/47834 известны ламинированные панели пола с основой, выполненной на основе древесноволокнистой плиты, такой как MDF или HDF (Древесноволокнистая Плита Средней или Высокой Плотности). Ламинированные панели пола этого типа содержат верхний слой на основе одного или более листов бумаги, пропитанной меламиновой смолой, включающих в себя лист бумаги с отпечатком, который содержит, например, напечатанное изображение деревянной панели пола. Отпечаток защищен прозрачным изнашиваемым слоем, который также выполнен на основе листа бумаги, пропитанной меламином, или так называемым оверлеем. Хорошо известно, что в ламинированных панелях пола предшествующего уровня техники, во время их использования, могут возникать нежелательные звуки, такие как звуки, имеющие характер постукивания. Такие звуки могут быть раздражающими и выдавать факт того, что это всего лишь имитация, например, реального деревянного паркета, несмотря на то что внешний вид таких панелей с трудом отличим от последнего. К тому же, использование меламиновой смолы в верхнем слое может приводить к развитию остаточных напряжений растяжения в верхнем слое. Следовательно, к основе должны быть предъявлены жесткие требования. Например, на поверхности обычной MDF или HDF плиты требуется образование максимума плотности, который может выдерживать высокие напряжения растяжения в верхнем слое. Этот максимум плотности может ограничивать риск образования трещин в верхнем слое в случае какого-либо удара.
Следует заметить, что при стандартном изготовлении MDF или HDF упомянутая максимальная плотность вблизи от поверхности возникает в результате неравномерного нагревания прессуемого ковра склеенных древесных волокон. Волокна, находящиеся вблизи от нагревательных элементов, а именно, на обеих поверхностях прессуемого ковра волокон, затвердевают быстрее, чем волокна, которые находятся в центре ковра волокон. В результате этого возникает неравномерное уплотнение. Настоящие изобретатели в данный момент считают, что этот максимум плотности в твердом MDF или HDF материале приводит к возникновению звуков в диапазоне частот, который воспринимается как раздражающий.
Следует заметить, что упомянутые выше ламинированные панели на практике обычно изготавливают посредством так называемого процесса DPL ("Ламинат Прямого Давления" ("Direct Pressure Laminate")). Здесь, образуют пакет с основой и требуемыми листами пропитанной бумаги для образования верхнего слоя и опциональным стабилизирующим слоем на нижней стороне панели. Затем этот пакет закрепляется в ходе операции горячего прессования с использованием короткотактного пресса, и присутствующая смола отверждается. Опционально, на поверхности панели может быть предусмотрена структура, если обсуждаемый пресс оснащен структурным элементом пресса. Наличие упомянутого максимума плотности на поверхности основы MDF или HDF может привести к проблемам во время прессования, в частности, при необходимости формования относительно глубоких элементов структуры, например, элементов структуры глубиной 0,2 мм или более, и/или глубиной, превышающей толщину верхнего слоя, как в случае WO 2006/066776.
Тем временем, в настоящее время на рынке присутствуют альтернативы ламинированным панелям пола, которые, помимо прочего, образуют более приемлемый звук. Примерами этого являются панели пола с термопластичным верхним слоем и/или гибкой пластиковой сердцевиной, например, как описано в WO 2011/077311 или WO 2011/141849.
Также, например, из WO 03/016655, известны возможности глушения звуков, имеющих характер постукивания с помощью ламинированных панелей пола в некоторой степени посредством ламинирования дополнительного звукозаглушающего слоя в положении под декоративным слоем, имеющим отпечаток. Это решение обеспечивает образование более тихого звука, но звук остается неестественным. К тому же, представленное решение имеет уменьшенную ударную прочность. Относительно хрупкий слой ламината может именно треснуть, когда, при ударе, он следует за деформацией лежащего ниже более мягкого звукозаглушающего слоя. Способ изготовления панелей согласно WO'655 является затратным по времени, поскольку звукозаглушающий слой должен быть приклеен к основе отдельно.
Из WO 2010/088769 известны листы бумаги для изготовления ламинированных панелей пола, предназначенные для пропитывания полиуретаном, и из WO 2010/006409 известен листовой материал, в котором древесные волокна связаны посредством связующего вещества на основе изоцианата и полиола. Затраты, связанные с изготовлением панелей согласно WO'769 или WO'409, являются высокими, и свойства листового материала согласно WO'409 могут не соответствовать изготовлению ламинированного покрытия плавающего пола.
В документе EP 1 847 385 B1, с целью обеспечения улучшенной водонепроницаемости, представлен листовой материал с тремя слоями материала, причем центральный слой материала состоит из древесной стружки или древесных волокон, склеенных посредством первого связующего вещества и спрессованных, и причем на обеих сторонах листового материала присутствует второй или третий слой материала, который состоит из так называемого WPC, то есть, древесно-пластикового композитного материала (wood-plastic composite). Упомянутый WPC содержит волокнистые частицы, склеенные посредством второго связующего вещества и спрессованные, причем второе связующее вещество представляет собой электропроводящий пластик, такой как полианилин или полипиррол.
Настоящее изобретение в первую очередь направлено на разработку альтернативного листового материала, посредством которого, согласно различным предпочтительным вариантам осуществления, предложено решение одной или более проблем листового материала предшествующего уровня техники, или панелей пола, которые выполнены на основе упомянутого листового материала.
С этой целью, согласно его первому независимому аспекту, изобретение относится к листовому материалу по меньшей мере с двумя слоями материала, причем первый слой материала образует более чем половину толщины листового материала и в основном состоит из древесных частиц, склеенных посредством первого связующего вещества и спрессованных, причем первое связующее вещество является термореактивным, отличающемуся тем, что второй слой материала присутствует на поверхности упомянутого листового материала и в основном состоит из дисперсных частиц, склеенных посредством второго связующего вещества и спрессованных, причем второе связующее вещество является термопластичным и/или эластомерным или по меньшей мере содержит по существу термопластичное и/или эластомерное связующее вещество. Изобретатели считают, что при использовании на поверхности листового материала дисперсных частиц, связанных посредством термопластичного и/или эластомерного связующего вещества, которые дополнительно связываются посредством термоотверждения, звук, имеющий характер постукивания, образуемый упомянутым листовым материалом, очень похож на звук реальной древесины. К тому же, второй слой материала обеспечивает образование плавной структуры на обсуждаемой поверхности и/или он может иметь некоторое обратное пружинение во время его деформирования при использовании. Листовой материал этого типа может дополнительно иметь прочность, выраженную как IB ("Внутреннее Сцепление" ("Internal Bond"), измеренное согласно EN 319:1993), которая сравнима или является такой же, как у листовых материалов предшествующего уровня техники. Наличие упомянутого первого слоя материала является важным для этого.
Предпочтительно толщина упомянутого первого слоя материала по меньшей мере в три раза больше толщины упомянутого второго слоя материала.
Предпочтительно упомянутый листовой материал состоит из упомянутых двух слоев материала. Тогда предпочтительно упомянутый первый слой материала образует по меньшей мере 75% толщины листового материала, а упомянутый второй слой материала образует 25% или менее толщины листового материала. Согласно этому варианту осуществления, первый слой материала обеспечивает достаточную механическую прочность, тогда как второй слой материала может быть предусмотрен для образования требуемого звука и/или для упрощения образования структуры. Изобретатели считают, что получаемая ассиметричная структура листового материала не приводит обязательно к образованию размерной нестабильности, такой как коробление. Несмотря на ассиметричную структуру материала, все еще именно является возможным обеспечение симметричного профиля плотности по всей толщине листового материала.
Предпочтительно дисперсные частицы упомянутого второго слоя материала представляют собой, или содержат, древесную стружку. Древесная стружка имеет внутренние сосудистые каналы и, таким образом, обеспечивает получение более гибкого второго слоя материала, чем в случае использования древесных волокон во втором слое материала. Конечно же, могут быть также использованы другие дисперсные частицы или смесь дисперсных частиц из разных материалов. Таким образом, например, в качестве дисперсных частиц может быть использован молотый, предпочтительно твердый, пластик и/или резина, или могут быть использованы молотые отходы из текстиля или ковров. Дисперсные частицы, в частности древесная стружка, второго слоя материала могут быть пропитаны синтетическим материалом, таким как глицерин. Это предназначено для улучшения эффективности второго связующего вещества. Дисперсные частицы упомянутого второго слоя материала также могут представлять собой, или содержать, древесные волокна.
Предпочтительно древесные частицы упомянутого первого слоя материала представляют собой древесные волокна.
Упомянутое первое связующее веществ предпочтительно выбрано из группы, содержащей меламинформальдегид, мочевиноформальдегид, меламинмочевиноформальдегид, фенолформальдегид, фенолмочевиноформальдегид, MDI (метилендифенилдиизоцианат), pMDI (полимерный метилендифенилдиизоцианат), термореактивную акрилатную смолу и связующее вещество, полученное посредством реакции с декстрозой, например, такое как связующее вещество, описанное в EP 2 457 954.
Предпочтительно первый слой материала имеет структуру материала древесноволокнистой плиты, такой как MDF или HDF, а именно, в которой древесные частицы представляют собой древесные волокна, и более предпочтительно с первым связующим веществом, выбранным из группы, содержащей меламинформальдегид (MF), мочевиноформальдегид (UF), меламинмочевиноформальдегид (MUF), MDI ("метилендифенилдиизоцианат") и pMDI ("полимерный метилендифенилдиизоцианат").
Другой независимый аспект изобретения относится к листовому материалу. Листовой материал содержит по меньшей мере два слоя материала, причем первый слой материала образует более чем половину толщины листового материала и по существу состоит из минерального листа, и отличается тем, что второй слой материала присутствует на поверхности упомянутого листового материала и по существу состоит из дисперсных частиц, склеенных посредством второго связующего вещества и спрессованных, причем второе связующее вещество является термопластичным и/или эластомерным. Листовой материал этого независимого аспекта имеет такие же преимущества, как листовой материал первого аспекта изобретения. В случае отсутствия несовместимости, описанные варианты осуществления первого аспекта изобретения также могут быть использованы в этом другом независимом аспекте изобретения.
В предпочтительных вариантах осуществления другого независимого аспекта изобретения, минеральный лист представляет собой или содержит лист из оксида магния, лист из фиброцемента или гипсокартон.
В предпочтительных вариантах осуществления другого независимого аспекта изобретения, минеральный лист содержит наполнитель, например, древесные частицы, древесные опилки или древесные волокна.
Предпочтительно дисперсные частицы упомянутого второго слоя материала имеют размер частиц 500 мкм или более, как выражено величиной d50, измеренной посредством лазерной дифракционной гранулометрии, предпочтительно согласно ISO13320 (2009). Дисперсные частицы этого типа обеспечивают более уплотняемый и упругий второй слой материала, который обладает хорошей способностью поглощения и рассеивания вибрации. Предпочтительно размер частиц, выраженный посредством упомянутой величины d50, составляет менее 3 мм. Величина d50 дисперсных частиц наиболее предпочтительно лежит в диапазоне 1-2,4 мм.
Упомянутое второе связующее вещество предпочтительно является термопластичным и выбрано из группы, содержащей поливинилбутираль (PVB), поливинилбутират, поливинилхлорид (PVC), поливинилиденхлорид (PVdC), полипропилен (PP), полиэтилен (PE), полиэтилентерефталат (PET), термопластичный полиуретан (TPU), термопластичный алифатический полиэфир, такой как полимолочная кислота (PLA), термопластичный олефин (TPO). Второе связующее вещество предпочтительно является безгалогенным, например, предпочтительно выбрано из группы, содержащей поливинилбутираль (PVB), поливинилбутират, полипропилен (PP), полиэтилен (PE), полиэтилентерефталат (PET) и термопластичный полиуретан (TPU). Согласно разновидности, упомянутое второе связующее вещество является эластомерным и выбрано из группы, содержащей синтетический каучук (неопрен), опционально, перекрестно-сшитый поливинилбутираль (PVB), силикон и натуральный каучук (полиизопрен).
Согласно конкретной возможности, упомянутое второе связующее вещество получено по меньшей мере частично как переработанный материал. Например, упомянутый поливинилбутираль (PVB) может быть получен из переработки стекла, более конкретно из переработки безосколочного стекла.
Предпочтительно, упомянутое второе связующее вещество включает в себя или содержит поливинилбутираль, более предпочтительно перекрестносшитый поливинилбутираль. Предпочтительно, в качестве перекрестносшивающих веществ используются одно или более из группы, содержащей эпоксидную смолу, диальдегиды, фенольную смолу и меламиновую смолу.
Поливинилбутираль (PVB), который может быть перекрестносшитым, производится, когда, во время производства поливинилбутираля, не все гидроксильные группы поливинилалкоголя реагируют с бутиральдегидом. В результате этого, поливинилбутирал (PVB) все еще содержит гидроксильные группы, которые могут привести к образованию перекрестных связей посредством реагирования с перекрестносшивающими веществами, приводя к образованию эластомера, поливинилбутираля (PVB).
Предпочтительно, упомянутое второе связующее вещество включает в себя или содержит поливинилбутираль, более предпочтительно поливинилбутираль содержит пластификаторы.
Предпочтительно, дисперсные частицы покрыты клеем с термореактивным связующим веществом перед склеиванием и спрессовыванием. Более предпочтительно, это склеивание осуществляется с использованием меламинформальдегида, мочевиноформальдегида, меламинмочевиноформальдегида, фенолформальдегида, фенолмочевиноформальдегида, MDI (метилендифенилдиизоцианата), pMDI (“полимерного метилендифенилдиизоцианата”), термореактивной акрилатной смолы, или связующего вещества, полученного посредством реакции с декстрозой. Более предпочтительно, метилендифенилдиизоцианат (MDI), который содержит полиол или поликапролактам или другой удлинитель гибких цепей; или полимерный метилендиизоцианат (pMDI), который содержит полиол или поликапролактам или другой удлинитель гибких цепей.
Покрытие дисперсных частиц клеем перед их склеиванием и прессованием имеет ряд преимуществ. Улучшается водонепроницаемость листового материала. Также покрытие клеем предотвращает отслаивание во время прессования. Термоотверждение обеспечивает образование внутренних связей на этапе прессования, когда второе связующее вещество становится термопластичным.
Согласно другой предпочтительной конкретной возможности, совместно или не совместно упомянутой конкретной возможностью, второй слой материала, в дополнение ко второму связующему веществу и дисперсным частицам, также содержит клеевую фракцию, предпочтительно термореактивный клей и/или клей, выбранный из группы, содержащей мочевиноформальдегид, меламинмочевиноформальдегид, (p)MDI, поливинилалкоголь (PVA), поливинилацетат (PVAc), полиуретан, акрилатную дисперсию или латексную дисперсию. При необходимости, эти термореактивные смолы могут быть эмульгированы для улучшения обработки. Добавление упомянутого клея может улучшить образование внутренних связей и водонепроницаемость, а также улучшить способность второго слоя материала к поддерживанию спрессованной структуры, например, в случае, когда листовой материал используется в качестве основы в DPL прессовании. Как упомянуто выше, дисперсные частицы, в частности древесная стружка, второго слоя материала могут быть пропитаны, например, глицерином. Упомянутое пропитывание улучшает эффективность клеевой фракции, в результате чего может быть получен приемлемый звук совместно с приемлемым образованием внутренних связей. Предпочтительно, упомянутый второй слой материала содержит 0,5-5% по весу такого клея, более предпочтительно 2-4% по весу.
Предпочтительно первый и второй слои материала закрепляются в ходе одной и той же операции прессования и связываются друг с другом, причем, более предпочтительно поликонденсационная влага, образуемая во время реакции первого связующего вещества, впитывается в древесные волокна. Тогда по всей толщине листового материала предпочтительно развивается профиль плотности, который в данном случае имеет максимальную плотность вблизи от поверхностей. Предпочтительно, один максимум образован в материале первого слоя материала, тогда как второй максимум образован в материале второго слоя материала. Предпочтительно максимумы имеют одинаковую высоту или почти одинаковую высоту, например, максимум вблизи от одной поверхности не более чем на 10% превышает максимум вблизи от другой поверхности. Плотность между упомянутыми максимумами предпочтительно остается ниже уровня упомянутых максимумов. Таким образом, в новом листовом материале образован симметричный или почти симметричный профиль плотности, подобный профилю плотности HDF листового материала предшествующего уровня техники. Согласно настоящему изобретению, по меньшей мере один из максимумов расположен в упомянутом втором слое материала. Поскольку этот максимум плотности расположен в более мягком материале, образуется звук, имеющий характер постукивания, который очень похож на звук настоящей древесины. Настоящие изобретатели понимают, что они могут использовать неоднородное отверждение и уплотнение, которое возникает при стандартном HDF производстве, с разницей, заключающейся в том, что один из максимумов плотности образован в упомянутом втором слое материала и, соответственно, производит менее раздражительный звук. Сохранение максимума плотности в первом слое материала на другой поверхности листового материала является преимущественным для прочности опционального соединительного средства, которое может быть расположено там. Например, в этом высокоплотном материале может быть по меньшей мере частично выполнена нижняя губа канавки в системе соединения зубца и канавки, в результате чего может быть достигнута увеличенная прочность связи.
Согласно варианту осуществления первого независимого аспекта или другого независимого аспекта, листовой материал содержит третий слой материала, причем первый слой материала расположен между вторым слоем материала и третьим слоем материала, причем третий слой материала содержит признаки второго слоя материала по любому из вариантов осуществления первого независимого аспекта изобретения. Такие варианты осуществления обеспечивают еще более улучшенную звукоизоляцию, например, при использовании листового материала в качестве покрытия пола, более конкретно при использовании листового материала в качестве покрытия плавающего пола.
Согласно варианту осуществления первого независимого аспекта или другого независимого аспекта, поверхность первого слоя материала имеет первый цвет, и поверхность второго слоя материала имеет второй цвет, причем поверхность первого слоя материала видна на поверхности листового материала вблизи от поверхности второго слоя материала согласно регулярному или случайному узору. Согласно этим вариантам осуществления, например, может быть выполнено фрезерование через поверхность второго листового материала, делающее видимой часть поверхности первого листового материала. Операция фрезерования, например, может образовывать буквы, которые делают поверхность первого листового материала видимой на фоне второго листового материала, или наоборот.
Согласно конкретному независимому аспекту, настоящее изобретение относится к листовому материалу с профилем плотности, который имеет максимум вблизи от обеих поверхностей, и в котором плотность между упомянутыми максимумами остается ниже уровня упомянутых максимумов, отличающемуся тем, что первый из упомянутых максимумов расположен в слое материала, который содержит термореактивное связующее вещество, тогда как второй из упомянутых максимумов расположен в слое материала, который содержит термопластичное или эластомерное связующее вещество. Очевидно, что листовой материал согласно упомянутому конкретному аспекту может дополнительно иметь признаки первого независимого аспекта изобретения и/или его предпочтительных вариантов осуществления. Предпочтительно плотность между упомянутыми максимумами остается выше 80% от средней плотности листового материала. Средняя плотность листового материала предпочтительно составляет по меньшей мере 550 кг/м³, или более предпочтительно по меньшей мере 700 кг/м³ или по меньшей мере 800 кг/м³.
Согласно наиболее предпочтительному варианту осуществления настоящего изобретения, согласно его первому аспекту, листовой материал состоит из первого и второго слоев материала, и он по существу не содержит дополнительных слоев материала. Связующее вещество первого слоя материала представляет собой меламинмочевиноформальдегид, и древесные частицы в первом слое материала представляют собой древесные волокна. Первое связующее вещество составляет 3-20% по весу первого слоя материала, предпочтительно около 14% по весу. Первый слой материала имеет толщину, составляющую по меньшей мере 70% толщины листового материала. Связующее вещество второго слоя материала представляет собой поливинилбутираль (PVB), и древесные частицы во втором слое материала представляют собой древесную стружку. Содержание поливинилбутираля (PVB) во втором слое материала лежит в диапазоне 10-60% по весу, предпочтительно в диапазоне 25-50% по весу, или более предпочтительно в диапазоне 35-50% по весу. Содержание древесной стружки во втором слое материала лежит в диапазоне 40-75% по весу, или более предпочтительно в диапазоне 50-65% по весу. Предпочтительно второй слой материала дополнительно содержит клеевую фракцию. Эта клеевая фракция может быть предусмотрена посредством склеивания древесной стружки. Отношение содержания клея в древесной стружке предпочтительно лежит в диапазоне 2,5-7,5% по весу, и более предпочтительно в диапазоне 4-6% по весу, и еще более предпочтительно в диапазоне 2-4% по весу. Клей может представлять собой, например, MDI, UF, MUF, или полиуретан. Второй слой материала имеет толщину, составляющую 30% или менее от толщины листового материала.
На основе состава упомянутого наиболее предпочтительного варианта осуществления, изобретателями разработана плита с прочностью внутренней связи, лежащей в диапазоне 0,5-1,5 Н/мм², и даже в диапазоне 0,7-1,5 Н/мм², измеренной согласно EN 319:1993.
Материал разных слоев материала плиты согласно первому независимому аспекту предпочтительно предусмотрен в каждом случае посредством нескольких операций распределения. Способ изготовления листового материала согласно первому независимому аспекту сам по себе образует конкретный независимый аспект изобретения и предпочтительно содержит следующие этапы:
- опционально, этап обеспечения клея на дисперсных частицах второго слоя материала. Например, древесная стружка может быть смешана и склеена с количеством в диапазоне 2-7% по весу (и предпочтительно 2-4% по весу) термореактивного клея, такого как фенолформальдегид, мочевиноформальдегид, меламинмочевиноформальдегид, MDI (метилендифенилдиизоцианат), полиуретановая дисперсия или акрилатная дисперсия;
- этап обеспечения частиц на основе второго связующего вещества. Например, могут быть обеспечены частицы из поливинилбутираля (PVB), например, переработанного поливинилбутираля (PVB);
- опционально, этап перемешивания дисперсных частиц в частицах второго связующего вещества;
- этап нанесения древесных частиц первого слоя материала, и первого связующего вещества, на транспортное устройство или в пресс-форму. Предпочтительно наносятся древесные волокна. склеенные меламинмочевиноформальдегидом (MUF) или метилендифенилдиизоцианатом (MDI);
- опционально, этап уплотнения нанесенных древесных частиц и первого связующего вещества;
- опционально, этап смачивания уже нанесенных древесных частиц и первого связующего вещества, например, водой и/или клеем; посредством этого может быть улучшено склеивание или образования внутренних связей;
- этап нанесения дисперсных частиц и частиц связующего вещества второго слоя материала на нанесенные древесные частицы и первое связующее вещество. Этот этап предпочтительно выполняется на основе одной или более операций распределения.
- опционально, этап смачивания всех нанесенных материалов, например, водой и/или клеем; посредством этого может быть улучшено склеивание или образования внутренних связей;
- этап уплотнения и нагревания всех нанесенных материалов. Предпочтительно уплотнение и нагревание происходит в двухленточном прессе, предпочтительно только в одном двухленточном прессе. Предпочтительно материал первого и второго слоев материала нагревается и уплотняется одновременно. Во время этой же обработки также предпочтительно достигается склеивание между двумя слоями материала.
Предпочтительно получается связанный листовой материал, который состоит из двух слоев материала, а именно из упомянутого первого слоя материала и упомянутого второго слоя материала. Изобретатели считают, что наличие второго связующего вещества термопластичной и/или эластомерной природы может обеспечивать образование плоской поверхности на этапе уплотнения и нагревания. Риск возможного сквозного прессования или перенесения неоднородностей в нанесенном слое на поверхность второго слоя материала является ограниченным. По сравнению с MDF или HDF листовым материалом предшествующего уровня техники, для достижения легко ламинируемой поверхности требуется меньше или вообще не требуется операций пескоструйной обработки. Термопластичное или эластомерное второе связующее вещество течет между более крупными дисперсными частицами, в частности древесной стружкой, и, таким образом, выравнивает полученную поверхность.
Из изложенного выше ясно, что листовой материал согласно изобретению может быть получен за одну операцию прессования, и что отдельные операции прессования или дополнительные операции склеивания являются излишними.
Существуют различные конкретные варианты осуществления этапа нанесения дисперсных частиц и частиц связующего вещества второго слоя материала на нанесенные древесные частицы и связующее вещество первого слоя материала, некоторые заметные варианты из которых перечислены ниже, не являясь исчерпывающим перечнем.
Согласно первой конкретной возможности, смесь обработанной клеем древесной стружки и частиц поливинилбутираля (PVB) распределяется посредством одной и той же операции распределения.
Согласно второй конкретной возможности, используются две отдельные операции распределения. Обработанная клеем древесная стружка распределяется в ходе первой операции распределения, а частицы поливинилбутираля (PVB) распределяются в ходе второй операции распределения.
Согласно третьей конкретной возможности, процедура является такой же, как во второй возможности, но добавлена третья отдельная операция распределения, в ходе которой распределяется обработанная клеем древесная стружка.
Согласно четвертой конкретной возможности, процедура является такой же, как в третьей возможности, но в ходе третьей отдельной операции распределения распределяется необработанная клеем древесная стружка.
Согласно пятой конкретной возможности, выполняется операция распределения, в которой распределяются гранулы или смесь древесной стружки и поливинилбутираля (PVB).
Согласно шестой конкретной возможности, процедура является такой же, как в пятой возможности, но предусмотрена дополнительная вторая отдельная операция распределения, в ходе которой распределяется необработанная клеем древесная стружка.
Согласно седьмой конкретной возможности, процедура является такой же, как в шестой возможности, в ходе второй отдельной операции распределения распределяется обработанная клеем древесная стружка.
Согласно восьмой конкретной возможности, используются две или более операций распределения, причем распределяются гранулы или смесь древесной стружки и поливинилбутираля (PVB), причем смеси в разных операциях распределения опционально могут иметь разный состав. Разница в составе также может быть выражена посредством разных пропорций в процентном соотношении по весу между связующим веществом и частицами, и/или посредством разных форм и/или размеров частиц связующего вещества и/или частиц в разных смесях. Согласно первому важному примеру этого, состав смеси из первых операций распределения может быть предпочтительно отрегулирован для достижения достаточной возможности приклеивания к материалу первого слоя материала, тогда как смесь, например, из вторых или последующих операций распределения может быть отрегулирована для достижения плавной поверхности с ограниченным риском сквозного прессования неравномерностей распределения с нижележащих слоев на поверхность листового материала. Согласно второму важному примеру этого, размер древесной стружки или дисперсных частиц второго слоя материала является разным, предпочтительно таким образом, что среди двух последовательных операций распределения, в ходе первой операции распределения наносится более крупная древесная стружка или дисперсные частицы, чем в ходе второй операции распределения. Согласно третьему важному примеру этого, температура плавления второго связующего вещества является разной, предпочтительно таким образом, что среди двух последовательных операций распределения, первая операция распределения имеет связующее вещество с более низкой температурой плавления, чем вторая операция распределения.
Следует заметить, что комбинация разных размеров и форм смесей/гранул может обеспечивать улучшенное спекание, в результате чего полученный листовой материал является более связанным, например, с внутренними связями 0,7 Н/мм² или более. К тому же, следует заметить, что каждый из распределенных подслоев второго слоя материала может быть произведен отдельно со своим собственным отношением связующего вещества к частицам. пропорцией клея и распределением размеров частиц.
Несмотря на то, что в описанных выше конкретных возможностях в качестве дисперсных частиц использована древесная стружка, а в качестве связующего вещества использован поливинилбутираль (PVB), они, конечно же, могут быть выполнены, соответствующим образом, с другими дисперсными частицами и вторыми связующими веществами.
Несмотря на то, что выше обсуждены дисперсный поливинилбутираль (PVB) или гранулы/смеси, поливинилбутираль (PVB), или другое второе связующее вещество, может быть подготовлен различными другими способами. Например, PVB может быть тонко измельчен, порезан, порезан в условиях низкой температуры, подвержен микроэкструзии, микропеллетированию или гранулированию, как упомянуто ранее. Независимо от того, как получен дисперсный поливинилбутираль (PVB), он предпочтительно имеет размер частиц, как выражено величиной d50, измеренной посредством лазерной дифракционной гранулометрии (ISO13320(2009)), в диапазоне 0,1-2мм. Нижняя граница диапазона получена, например, посредством тонкого измельчения, тогда как частицы верхней границы диапазона могут быть получены посредством экструзии.
Во всех упомянутых конкретных возможностях, одна или более из описанных выше операций распределения могут быть выполнены, как упомянуто выше, посредством опрыскивания уже нанесенного материала водой и/или клеем. В качестве клея может быть использован, например, MUF, UF, MF, MDI, PVA или PVAc. Вода может улучшать передачу тепла на этапе уплотнения и нагревания, в результате чего может быть получен более связанный материал, то есть, с более сильными внутренними связями согласно EN 319:1993. Подобный результат может быть получен посредством опрыскивания клеем.
С такой же целью, что и в первом независимом аспекте, согласно третьему независимому аспекту настоящее изобретение дополнительно относится к панели пола с основой, полученной из листового материала согласно первому независимому аспекту и/или согласно другому независимому аспекту и/или согласно упомянутому конкретному независимому аспекту и/или полученной посредством способа согласно второму независимому аспекту и/или имеющей характерные признаки одного или более предпочтительных вариантов осуществления каждого из этих аспектов. Очевидно, что упомянутая панель пола может образовывать улучшенную имитацию настоящей деревянной панели пола, поскольку звук во время использования сильно напоминает звук деревянной панели пола, и/или поскольку упомянутая панель пола, независимо от имитации, которую она образует, производит менее раздражительный звук.
Предпочтительно панель пола содержит декоративный верхний слой, который нанесен на поверхность упомянутого листового материала, которая образована посредством упомянутого второго слоя материала. Очевидно, что в этом случае наиболее заметным является воздействие на производимый звук. К тому же, благодаря этому обеспечен наилучший способ применения возможности структурирования второго слоя материала. Также в конфигурации согласно настоящему предпочтительному варианту осуществления может быть наилучшим образом использован эффект обратного пружинения или эффект обратной ползучести после нанесения удара по этому слою.
Предпочтительно упомянутый декоративный верхний слой содержит лист бумаги с отпечатком и нанесенный на него прозрачный или полупрозрачный слой. Упомянутый прозрачный или полупрозрачный слой предпочтительно содержит синтетический материал, который по меньшей мере подвержен тепловому отверждению. На упомянутый синтетический материал может быть легко нанесена текстура и/или структура, например, на основе нагретой структурной пресс-формы или элемента пресса. Для упомянутого синтетического материала предпочтительно используется термоотверждаемая акрилатная смола или ненасыщенный полиэфир. Упомянутый синтетический материал является прочным, и риск разрыва в соответствующем слое синтетического материала при ударе ограничен. Сам по себе этот риск выше, чем в ламинированных панелях пола предшествующего уровня техники, по причине присутствия упомянутого второго слоя материала. Использование упомянутых синтетических материалов в верхнем слое позволяет второму слою материала быть мягче и/или пружинистее, чем в случае, например, верхнего слоя на основе меламина. К тому же, второй слой материала может оказывать восстанавливающее воздействие на какие-либо зазубрины, образуемые в результате нанесения удара по верхнему слою. Изобретатели в данный момент считают, что какие-либо зазубрины на поверхности верхнего слоя могут полностью или частично исчезнуть благодаря добавлению упомянутого второго слоя материала в листовой материал. Это в основном происходит, когда второй слой материала содержит поливинилбутираль (PVB) в качестве второго связующего вещества и древесную стружку в качестве дисперсных частиц. Использование верхнего слоя на основе термоотверждаемой акрилатной смолы или ненасыщенного полиэфира образует гораздо меньше остаточных напряжений растяжения, чем в случае, например, верхнего слоя на основе меламиновой смолы, как в случае ламинированных панелей пола предшествующего уровня техники.
Предпочтительно упомянутый декоративный верхний слой имеет рельеф со структурными признаками, которые имеют глубину, превышающую толщину декоративного верхнего слоя. Предпочтительно упомянутые структурные признаки образуют области нижнего края по меньшей мере на одном или более краях панели пола, такие как области в форме фаски. В случае областей нижнего края, выполненных или не выполненных в форме фаски, декоративный эффект предпочтительно проходит до соответствующего верхнего края. Предпочтительно соответствующий верхний край и/или нижняя сторона декоративного верхнего слоя, у верхнего края, расположен на горизонтальном уровне, который проходит ниже уровня упомянутого второго слоя материала. Таким образом, второй слой материала имеет сильную защиту от воздействий, таких как возможное проникновение влаги через стык между верхними краями смежных панелей пола. Обсуждаемые структурные признаки могут быть получены по меньшей мере на основе операции горячего прессования посредством структурного элемента пресса. В ходе упомянутой операции прессования, синтетический материал верхнего слоя может быть отвержден, и, опционально, связующее вещество второго слоя материала расплавляется или по меньшей мере делается пластичным, в результате чего второй слой материала следует отпечатывающей структуре верхнего слоя. Также, в комбинации с операцией горячего прессования, листовой материал может иметь структуру перед его передачей на операцию прессования, например, поскольку второй слой материала спрессован локально, например, посредством операции механической обработки, и/или поскольку второй слой материала нанесен на первый слой материала неравномерно. Например, может быть использована технология, такая как сама по себе известная для основ MDF или HDF из документа WO 2017/072657.
Очевидно, что упомянутый декоративный верхний слой также может относится к какому-либо другому типу, к которому не относится верхний слой, который содержит лист бумаги с отпечатком и нанесенный на него прозрачный или полупрозрачный слой. Например, декоративный верхний слой может содержать древесный шпон, предпочтительно отпечатанную пленку из синтетического материала, такую как отпечатанная PVC пленка с нанесенным на нее изнашиваемым слоем на основе PVC, причем отпечаток образован непосредственно на основе с нанесенным на нее прозрачным лаковым покрытием, таким как лаковое покрытие на основе акрила, или тому подобное.
В целом упомянутый декоративный верхний слой может содержать отверждаемый УФ или отверждаемый электронным пучком (electron beam) (EB) прозрачный синтетический материал, причем упомянутый верхний слой может содержать при этом лист бумаги с отпечатком или отпечаток, образованный непосредственно на основе.
Очевидно, что там, где в приведенном выше описании упомянут отпечаток, образованный непосредственно на основе, не исключено, что, перед его печатанием, основа подготавливается с помощью одного или более грунтовых покрытий или грунтовок. Здесь, "отпечаток, образованный непосредственно на основе", означает отпечаток, который образован посредством нанесения чернил или другого красящего материала в форме узора на основу и, опционально, посредством нанесения грунтовых покрытий и слоев грунтовки, предпочтительно - посредством процесса печати, такого как ротационная глубокая печать, растровая печать или струйная печать.
Следует заметить, что на основе настоящего изобретения, согласно одному или более из его упомянутых аспектов, в производственной линии MDF или HDF предшествующего уровня техники, может быть образован дополнительный слой, оказывающий воздействие на звук, а именно упомянутый второй слой материала, причем этот слой, оказывающий воздействие на звук, изменяет частоты звука поверхности, в результате чего поверхность имитирует звук настоящей древесины. В это же время, увеличена способность к сжатию листового материала, в результате чего более сложные и глубокие структуры поверхности могут быть нанесены посредством стандартного короткотактного пресса (одноплитного пресса) и структурных элементов пресса. Таким образом, может быть еще лучше выполнена имитация внешнего вида реального деревянного поле. К тому же, изобретатели считают, что использование второго слоя материала согласно изобретению улучшает эффективность (например, устойчивость к образованию царапин и износостойкость) верхнего слоя на основе акрила по сравнению с верхним слоем этого типа, нанесенным на основу MDF или HDF. Как упомянуто выше, это предпочтительно термоотверждаемый верхний слой на основе акрила, например, верхний слой такого типа, как описанный в заявке BE 2018/5787 настоящего заявителя, не опубликованной при регистрации. Предпочтительно, верхний слой, например, изнашиваемый слой, который наносится над напечатанным декоративным эффектом, содержит термоотверждаемую акрилатную смолу или смолу на основе ненасыщенного полиэфира. Упомянутая акрилатная смола предпочтительно отверждается на основе инициируемой посредством нагревания радикальной реакции перекрестного связывания. Упомянутое отверждение предпочтительно содержит по меньшей мере одно перекрестное связывание двойных углеродных связей, присутствующих в акрилатной смоле. Упомянутый изнашиваемый слой предпочтительно получается на основе смеси акрилатной смолы и термоинициирующего вещества или, опционально, смеси термоинициирующего вещества и фотоинициирующего вещества. Упомянутое термоинициирующее вещество предпочтительно представляет собой органический пероксид, предпочтительно бензоилпероксид, лаурилпероксид, кетонпероксид или диацилпероксид или инициирующее вещество, выбранное из перечня, содержащего пероксиэфир, пероксикетал, гидропероксид, пероксидикарбонат, пероксимонокарбонат и вещество, инициирующее образование азополимеров. Упомянутая смесь предпочтительно содержит 0,1-5 частей термоинициирующего вещества на 100 частей акрилатной смолы, и предпочтительно 0,5-2 частей термоинициирующего вещества на 100 частей акрилатной смолы. Изнашиваемый слой может быть отвержден равномерно или почти равномерно по всей его толщине. Как упомянуто выше, тепловое отверждение предпочтительно содержит химическое перекрестное связывание, предпочтительно двойных углеродных связей, присутствующих в акрилатной смоле. Упомянутый декоративный эффект может содержать несущую пленку, предусмотренную с синтетическим материалом, такую как лист бумаги, причем упомянутый синтетический материал содержит двойные углеродные связи, например, выбран из перечня, содержащего полиуретан, сополимер с уретановыми и акриловыми группами, акрилат, латекс, простой полиэфир и сложный полиэфир, опционально, в комбинации с перекрестносшивающим агентом. В качестве альтернативы или дополнительно, также могут быть использованы синтетические материалы без двойных связей, например, дисперсии полиуретана.
В случае верхнего слоя, который содержит акрилатную смолу, предпочтительно используется алифатическая акрилатная смола, и/или обсуждаемая акрилатная смола может быть получена по меньшей мере на основе многофункционального акрилатного мономера и/или олигомера, такого как шестифункциональный акрилатный олигомер, и/или получена по меньшей мере на основе однофункционального или двухфункционального акрилатного мономера и/или олигомера, и/или получена по меньшей мере с химически модифицированным акрилатом, таким как фторакрилат.
Способ изготовления имеющих покрытие панелей или панелей пола с признаками изобретения предпочтительно дополнительно отличается тем, что панели содержат по меньшей мере одну основу, выполненную на основе листового материала согласно изобретению, и имеют нанесенный на нее верхний слой, причем упомянутый верхний слой содержит по меньшей мере один декоративный эффект и прозрачный или полупрозрачный изнашиваемый слой, и способ содержит по меньшей мере следующие этапы:
- этап нанесения акрилатной смолы, содержащей термоинициирующее вещество, на упомянутый декоративный эффект; предпочтительно представляющей собой описанную выше акрилатную смолу; и
- этап по меньшей мере частичного отверждения упомянутой акрилатной смолы посредством операции горячего прессования для формования по меньшей мере одной части упомянутого изнашиваемого слоя. Операция прессования предпочтительно выполняется посредством короткотактного пресса, и/или операция прессования выполняется при температуре, лежащей в диапазоне 120-220°C и/или под давлением, лежащем в диапазоне 10-80 бар. Операция прессования предпочтительно выполняется посредством структурного элемента пресса. Упомянутая операция прессования предпочтительно выполняется на пакете, который содержит по меньшей мере основу, декоративный эффект и акрилатную смолу. Этап нанесения акрилатной смолы на упомянутый декоративный эффект предпочтительно выполняется, когда декоративный эффект уже образует часть пакета, который содержит по меньшей мере основу и декоративный эффект. Предпочтительно упомянутый декоративный эффект содержит несущую пленку, такую как лист бумаги, и способ дополнительно содержит по меньшей мере этап обеспечения обсуждаемой несущей пленки с синтетическим материалом, такой как по меньшей мере нанесение синтетического материала на водной основе или отверждаемого под действием УФ синтетического материала на водной основе на упомянутую несущую пленку. Опционально, акрилатная смола может быть уже нанесена на бумагу с декоративным эффектом.
Согласно разновидности настоящего изобретения, возможные составы описанного выше второго слоя материала также могут быть использованы для образования всей толщины листового материала, или по меньшей мере более чем половины толщины упомянутого листового материала. Тогда, согласно четвертому независимому аспекту, настоящее изобретение также относится к листовому материалу по меньшей мере с одним, и предпочтительно только с одним, слоем материала, причем этот слой материала в основном состоит из дисперсных частиц, склеенных со связующим веществом и спрессованных, причем связующее вещество является термопластичным и/или эластомерным. Изобретатели считают, что плита такого типа может быть очень гибкой и может быть использована или обеспечивать конкретное применение и свободу при проектировании, например, при изготовлении мебели. Упомянутый листовой материал может быть получен посредством термического формования, и, к тому же, полученный листовой материал может быть легко переработан. Получаемый листовой материал может иметь толщину в диапазоне 2-20мм, предпочтительно в диапазоне 6-15мм. Очевидно, что тогда обсуждаемый слой материала предпочтительно образует 50% или более от толщины листового материала, предпочтительно по меньшей мере 75%, или еще более предпочтительно образует всю толщину или почти всю толщину листового материала.
Предпочтительно листовой материал согласно четвертому аспекту изобретения имеет декоративный верхний слой, который нанесен на поверхность слоя материала.
Согласно другой разновидности, состав упомянутого второго слоя материала также может быть использован как основа для материала декоративного покрытия, такого как оберточный материал. Для этого, согласно независимому пятому аспекту, изобретение дополнительно относится к материалу декоративного покрытия по меньшей мере с одним декоративным верхним слоем, который нанесен на поверхность слоя материала, причем этот слой материала в основном состоит из дисперсных частиц, склеенных посредством связующего вещества и спрессованных, причем связующее вещество является термопластичным и/или эластомерным. Таким образом, образуется тонкий, гибкий материал покрытия, например, имеющий толщину в диапазоне 1-5мм, и более предпочтительно в диапазоне 1,5-3мм. Упомянутый материал покрытия может быть образован посредством термического формования, может быть полностью водонепроницаемым и может быть выполнен с возможностью переработки.
В контексте четвертого и/или пятого аспекта, используемое связующее вещество предпочтительно представляет собой поливинилбутираль (PVB).
Предпочтительно дисперсные частицы, используемые в контексте четвертого и/или пятого аспекта, представляют собой древесную стружку, предпочтительно с размерами, выраженными величинами d50, которые изложены в контексте первого аспекта. Тем не менее, в качестве дисперсных частиц также могут быть использованы древесные волокна.
Предпочтительно, дисперсные частицы, используемые в контексте четвертого и/или пятого аспекта, покрыты термореактивным связующим веществом перед склеиванием и спрессовыванием. Более предпочтительно, покрытие клеем осуществляется с использованием меламинформальдегида, мочевиноформальдегида, меламинмочевиноформальдегида, фенолформальдегида, фенолмочевиноформальдегида, MDI (метилендифенилдиизоцианата), pMDI (“полимерного метилендифенилдиизоцианата”), термореактивной акрилатной смолы, или связующего вещества, полученного посредством реакции с декстрозой. Более предпочтительным является использование метилендифенилдиизоцианата (MDI), который содержит полиол или поликапролактам или другой удлинитель гибких цепей; или использование полимерного метилендиизоцианата (pMDI), который содержит полиол или поликапролактам или другой удлинитель гибких цепей.
Согласно важному примеру четвертого и/или пятого аспекта, 35-55% по весу поливинилбутираля (PVB) использовано в качестве связующего вещества, и 45-65% по весу древесной стружки использовано в качестве дисперсных частиц.
Также следует заметить, что при упоминании выше "внутренней связи", величина определена согласно определению на основе EN 319:1993 для сопротивления силам, нормальным к поверхности листового материала.
Также следует заметить, что второй слой материала, упомянутый в предшествующих независимых аспектах и их предпочтительных вариантах осуществления может дополнительно содержать добавки, такие как огнестойкие добавки, водостойкие добавки (например, воск, парафин и тому подобное), усилители адгезии (например, добавки на основе кремнистого водорода), усилительные материалы (например, стекловолокно, базальтовое волокно и тому подобное), вещества для имитации запаха (например, для имитации запаха натуральной древесины), наполнители (такие как перлит, стеклянные шары, CaCO3, и тому подобное), красящие вещества (например, для имитации толщины верхнего слоя шпона). Толщина второго слоя материала предпочтительно лежит в диапазоне 0,3-3мм.
Если листовой материал согласно изобретению используется в панели пола, например, как в контексте третьего независимого аспекта, эта панель пола предпочтительно предусмотрена по меньшей мере на двух противоположных краях с соединительным средством, которое обеспечивает соединение упомянутой панели пола по обсуждаемым краям с такой же панелью пола, причем на соединенных обсуждаемых краях образуется взаимное блокирование как в вертикальном направлении, перпендикулярном плоскости соединенных панелей пола, так и в горизонтальном направлении, перпендикулярном обсуждаемым краям и лежащем в плоскости соединенных панелей пола. Обсуждаемое соединительное средство предпочтительно образовано по существу в упомянутом первом слое материала. Опциональное соприкосновение вблизи от верхнего края может быть образовано на упомянутом втором слое материала. Предпочтительно упомянутые соединительные части образованы по существу как зубец и канавка, которые предусмотрены с блокирующими элементами, которые препятствуют перемещению зубца и канавки друг от друга в упомянутом горизонтальном направлении. Упомянутые блокирующие элементы могут содержать, например, углубление, ограниченное выступающей частью на одной или обеих губах, которые ограничивают упомянутую канавку, и часть взаимодействующего с ней зубца. Очевидно, что упомянутое блокирование в вертикальном направлении достигается посредством взаимодействия между зубцом и канавкой.
Как изложено во введении, изобретатели считают, что наличие максимума плотности вблизи от поверхности MDF или HDF плиты в значительной степени является причиной образования раздражительного шума.
Тогда, в качестве первой альтернативы листовому материалу и панелям пола согласно настоящему изобретению, также возможна пескоструйная обработка MDF или HDF плиты до уровня ниже максимальной плотности по меньшей мере на поверхности, предназначенной для хождения по ней. Эта операция пескоструйной обработки предпочтительно выполняется на обеих поверхностях, в результате чего снова образуется стабильная плита. Следовательно, становится ясно, согласно шестому независимому аспекту, настоящее изобретение также относится к способу изготовления панелей пола, причем этот способ содержит по меньшей мере следующие этапы:
- этап изготовления древесноволокнистой плиты HDF типа, именно имеющей среднюю плотность по меньшей мере 800 кг/м³; предпочтительно он относится к древесноволокнистой плите на основе древесных волокон и UF, MF, MUF или pMDI смолы;
- этап пескоструйной обработки одной или обеих поверхностей упомянутой древесноволокнистой плиты на глубину 0,3-1мм, предпочтительно 0,3-0,6мм или около 0,4мм;
- этап нанесения декоративного верхнего слоя по меньшей мере на одну из подвергнутых пескоструйной обработке поверхностей.
Предпочтительно, декоративный верхний слой относится к древесному шпону, предпочтительно - отпечатанному, пленке из термопластичного материала, или декоративному верхнему слою на основе акриловой смолы, предпочтительно - термоотверждаемой акриловой смолы, такого типа, как более подробно описано выше, среди прочего со ссылкой на BE 2018/5787, или смоле на основе ненасыщенного полиэфира.
В качестве альтернатив акриловой смоле могут быть использованы, например: алифатический акрилатный лак двойного отверждения (то есть, алифатический акрилатный лак, который отверждается посредством комбинации теплового и УФ отверждения), уретановый акрилатный лак на основе растворителя, акрилатные лаки, отверждаемые УФ или электронным пучком.
Тогда, в качестве второй альтернативы листовому материалу и панелям пола согласно настоящему изобретению, также возможно изготовление MDF или HDF плиты с более однородным профилем плотности. Это возможно, например, посредством предварительного нагревания ковра волокон перед его спрессовыванием, например, посредством микроволн. Следовательно, становится ясно, что, согласно седьмому независимому аспекту, настоящее изобретение также относится к способу изготовления панелей пола, причем этот способ содержит по меньшей мере следующие этапы:
- этап обеспечения ковра склеенных древесных волокон, предпочтительно склеенных посредством MF, MUF, UF, или pMDI;
- этап нагревания упомянутого ковра, предпочтительно посредством микроволн, перед его прессованием;
- этап прессования упомянутого ковра в древесноволокнистую плиту со средней плотностью, составляющей по меньшей мере 700 кг/м³ и более предпочтительно по меньшей мере 800 кг/м³;
- этап нанесения декоративного верхнего слоя по меньшей мере на одну из поверхностей упомянутой древесноволокнистой плиты. Предпочтительно декоративный верхний слой относится к древесному шпону, предпочтительно - отпечатанному, пленке из термопластичного материала, или декоративному верхнему слою на основе акриловой смолы, предпочтительно - термоотверждаемой акриловой смолы, такого типа, как более подробно описано выше, среди прочего со ссылкой на BE 2018/5787, или смоле на основе ненасыщенного полиэфира.
Далее, для лучшей демонстрации признаков изобретения, описаны некоторые предпочтительные варианты осуществления, в качестве примера и без ограничения, со ссылкой на прилагаемые чертежи, в которых:
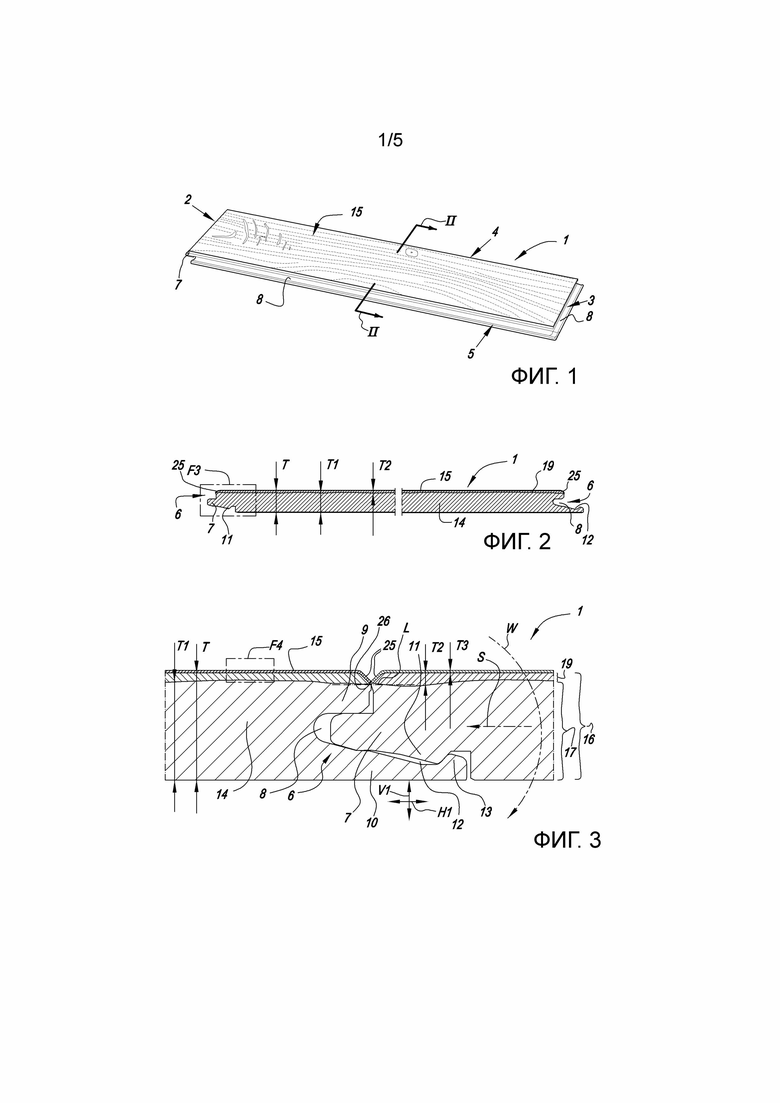
- На Фиг.1 показана панель пола с признаками изобретения;
- На Фиг.2 показан вид в разрезе, взятом по линии II-II на Фиг.1;
- На Фиг.3 показан увеличенный вид области F3 на Фиг.2, в соединенном состоянии двух упомянутых панелей пола;
- На Фиг.4 показан увеличенный вид области F4 на Фиг.3;
- На Фиг.5 схематично показаны некоторые этапы способа изготовления листового материала с признаками изобретения;
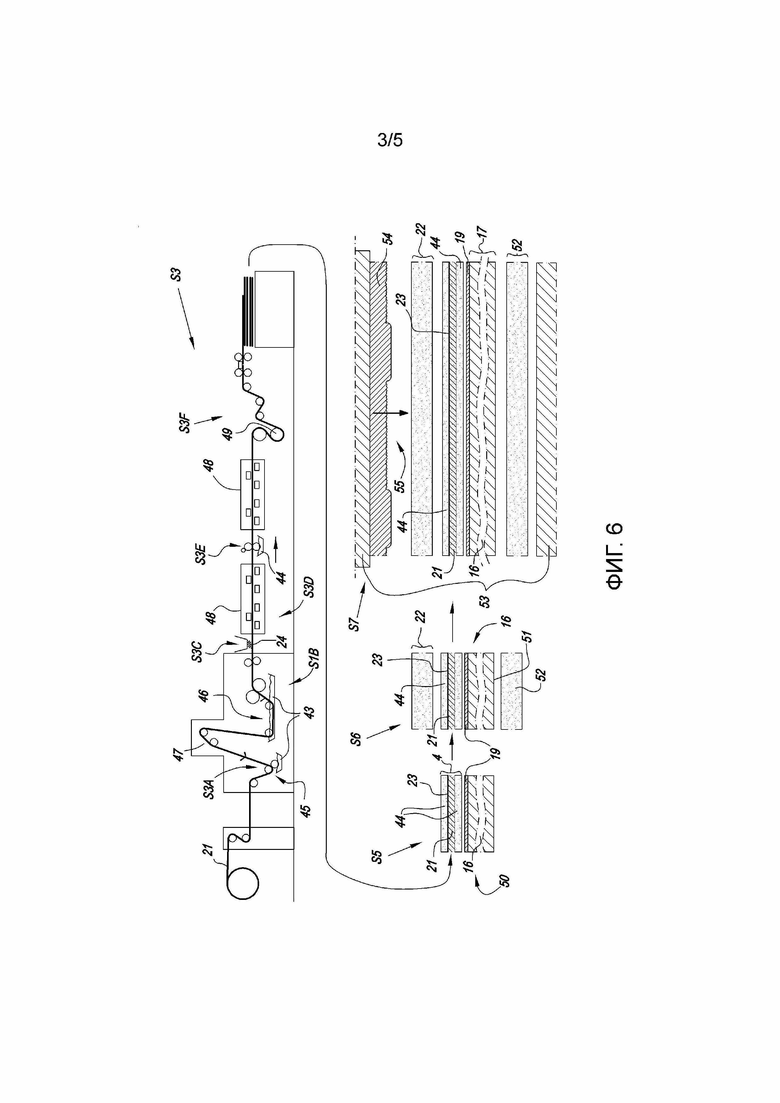
- На Фиг.6 схематично показаны некоторые этапы способа изготовления панели пола с признаками изобретения;
- На Фиг.7 показан увеличенный вид области F7 на Фиг.5 согласно разновидности;
- На Фиг.8 показан график плотности листового материала с Фиг.1-4 как функции его толщины; и
- На Фиг.9 показан вид в разрезе листового материала согласно одному варианту осуществления изобретения.
На Фиг.1 показана декоративная панель, более конкретно панель 1 пола, согласно изобретению. Панель 1 является прямоугольной и продолговатой и содержит пару противоположных коротких краев 2-3 и пару противоположных длинных краев 4-5.
На Фиг.1-3 видно, что обе пары противоположных краев 2-3-4-5 предусмотрены с механическим соединительным средством 6, которое в основном выполнено как зубец 7 и канавка 8, ограниченная верхней губой 9 и нижней губой 10, причем зубец 7 и канавка 8 в основном обеспечивают блокирование в вертикальном направлении V1, и причем зубец 7 и канавка 8 предусмотрены с дополнительными блокирующими элементами 11-12, которые в основном обеспечивают блокирование в горизонтальном направлении H1. Предпочтительно блокирующие элементы содержат выступ 11 на нижней стороне зубца 7 и углубление 12 в нижней губе 10 канавки, ограниченное выступающей частью 13. Соединительное средство 6, показанное на Фиг.1-3, обеспечивает по меньшей мере соединение посредством вращательного перемещения W вокруг соответствующих краев 2-3-4-5 и/или соединение посредством по существу горизонтального перемещения S соединяемых краев 2-3-4-5 друг к другу.
На Фиг.3 ясно видно, что декоративная панель 1 содержит основу 14, на которой предусмотрен декоративный верхний слой 15.
Конкретным признаком панели 1 пола на Фиг.1-3 среди прочего является то, что основа 14 получена на основе листового материала 16 согласно первому аспекту изобретения. Для этого листовой материал 16 содержит первый слой 17 материала, который образует более половины толщины T листового материала 16 и в основном состоит из древесных частиц. склеенных посредством первого связующего вещества и спрессованных. В этом случае первый слой 17 материала имеет структуру обычной HDF плиты. Он именно составлен из древесных волокон 18, склеенных посредством MUF и спрессованных.
На Фиг.4 ясно видно, что листовой материал 16 на поверхности дополнительно имеет второй слой 19 материала, причем этот второй слой 19 материала в основном состоит из дисперсных частиц 20, склеенных посредством второго связующего вещества и спрессованных. Второе связующее вещество в данном случае является термопластичным веществом, более конкретно поливинилбутиралем (PVB), полученным посредством переработки стекла. Дисперсные частицы 20 представляют собой древесную стружку с размером частиц 500 мкм или более, как выражено величиной d50, измеренной посредством лазерной дифракционной гранулометрии согласно ISO13320 (2009). Согласно конкретному примеру, древесная стружка имеет следующее распределение размера частиц.
(мм)
>3
2,5-3
2-2,5
1,4-2
1-1,4
<1
(г)
21,5
48,5
29,5
189,5
63,5
162,5
(%)
4,174757
9,417476
5,728155
36,79612
12,3301
31,5534
Толщина T1 упомянутого первого слоя 17 материала по меньшей мере в три раза больше толщины T2 упомянутого второго слоя 19 материала.
Листовой материал 16 состоит из упомянутых первого слоя 17 материала и второго слоя 19 материала, и, таким образом, не имеет каких-либо дополнительных слоев материала кроме упомянутых первого и второго слоев 17-19 материала. Упомянутый декоративный верхний слой 15 нанесен на поверхность листового материала 16, которая образована посредством упомянутого второго слоя 19 материала.
Упомянутый декоративный верхний слой 15 содержит лист 21 бумаги с отпечатком и нанесенный на него прозрачный или полупрозрачный слой 22. В этом случае прозрачный или полупрозрачный слой содержит синтетический материал, который подвержен по меньшей мере тепловому отверждению, более конкретно, здесь он относится к термоотверждаемой акрилатной смоле или ненасыщенному полиэфиру, предпочтительно, отверждаемому на основе по меньшей мере инициируемой посредством нагревания радикальной реакции перекрестного связывания.
На Фиг.4 показан лист 21 бумаги с отпечатком. Предпочтительно сердцевина этого листа 21 бумаги предусмотрена с модифицированной или немодифицированной меламиновой смолой. На обеих поверхностях листа 21 бумаги в этом примере предусмотрен синтетический материал, который содержит двойные углеродные связи, такой как полиуретан. В качестве альтернативы упомянутому полиуретану, может быть использована, например, дисперсия полиуретана на водной основе. Кроме того, как упомянуто ранее, присутствует прозрачный или полупрозрачный изнашиваемый слой 22. В верхнем слое 15, в положении над отпечатком 23, дополнительно нанесены твердые частицы 24, такие как частицы оксида алюминия, для достижения улучшенной износостойкости.
На Фиг.2 и 3 ясно видно, что упомянутый декоративный верхний слой 14 имеет рельеф со структурными признаками, которые имеют глубину, превосходящую толщину T3 декоративного верхнего слоя 15. На краях по меньшей мере двух противоположных сторон, панель пола имеет области 25 нижнего края, в данном случае в форме фаски. Отпечаток 23 или декоративный эффект проходит до соответствующего верхнего края 26. Нижняя сторона декоративного верхнего слоя 15 находится в положении верхнего края 25 на горизонтальном уровне L, который проходит под уровнем второго слоя 19 материала.
На Фиг.5 схематично показан способ изготовления листового материала 16 со свойствами изобретения. Данный пример относится к способу, который выполняется на основе производственной линии 27, которая по существу соответствует обычной производственной линии для MDF или HDF. В этом случае она начинается с массы 28 материала для упомянутого первого слоя 17 материала, который на предшествующем этапе S0 собирается по меньшей мере на основе упомянутого первого связующего вещества и упомянутых древесных частиц. В этом случае обе составляющие подаются одновременно в распределительную машину 29 в форме древесных частиц, предварительно предусмотренных с первым связующим веществом, а именно с поликонденсационным клеем, более конкретно, древесных волокон 18, предусмотренных с поликонденсационным клеем, например, MUF.
Распределительная машина 29 упомянутой производственной линии 27 может иметь любую конструкцию. В данном примере, используется распределительная машина 29, которая сама по себе известна из WO 03/053642. Распределительная машина 29 в данном примере предусмотрена с несколькими перемешивающими элементами 30, которые приводят проклеенные древесные волокна 18 в перемещение в распределительной камере 31. На основе древесных волокон 18, которые выходят из распределительной камеры 31 на нижней стороне, на расположенном под ней транспортном устройстве или конвейерной ленте 32 собирается масса 28 материала. Для дополнительного описания упомянутой распределительной машины 29, смотри упомянутую международную заявку на патент. Конечно же, также могут быть использованы другие типы распределительных машин, например, такие как распределительные машины, описанные в международных заявках на патент WO 99/36623 и WO 2005/044529.
При рассмотрении по порядку, после распределительной машины 29 следует так называемый скальпельный вал 33, который удаляет какие либо избыточные древесные волокна 18 с массы 28 материала, после чего получается масса 28 материала с плоской или почти плоской верхней поверхностью. Следует заметить, что работа с упомянутым скальпельным валом 33 не является существенной.
По порядку, после упомянутого скальпельного вала 33 следует уплотняющее устройство или форпресс 34, в котором собранная масса 28 материала постепенно уплотняется, перед подачей в фактические прессы для горячего прессования на этапе S2, до состояния, в котором она может быть проще транспортирована по сравнению с неуплотненной собранной массой 28 материала. Для этого, собранная масса 28 материала транспортируется на этапе S1, предпочтительно, как показано в данном случае, между прессующими лентами 35, причем эти прессующие ленты 35 имеют постепенно уменьшающийся просвет. Во время этого предварительного уплотнения в форпрессе 34, предпочтительно, тепло не подается и/или, предпочтительно, присутствующее первое связующее вещество не активировано или только частично активировано. Напротив, при предварительном уплотнении предпочтительно обеспечивается по меньшей мере частичное удаление газов, таких как воздух, присутствующих в собранной массе 28 материала.
После выполнения упомянутого предварительного уплотнения на этапе S1, на массу 28 материала первого слоя 17 материала наносятся гранулы 36. Обсуждаемые гранулы 36 содержат упомянутое второе связующее вещество и дисперсные частицы 20, в данном случае поливинилбутираль (PVB) и древесную стружку, опционально дополненную клеевой фракцией, например, pMDI. Для этого, при рассмотрении по порядку, после распределительной машины 29 следует устройство 37 для нанесения упомянутых гранул 34 на массу 28 материала. В данном случае, устройство 37 выполняет операцию распределения. Для этого, может быть использовано распределительное устройство, например, такое как само по себе известное из GB 1,003,597 или GB 1,035,256. Как видно на Фиг.5, упомянутое распределительное устройство может содержать приемник 38, который соединен с дозирующим валом 39, который перемещает гранулы 36 от приемника 38. Упомянутый дозирующий вал 39 предпочтительно имеет структурную конструкцию, причем тогда гранулы 36 захватываются в основном посредством нижних структурных частей дозирующего вала 39. Упомянутое распределительное устройство предпочтительно дополнительно содержит устройство 40, которое отделяет гранулы 36 от упомянутого дозирующего вала 39. В данном случае для этого используется щеточное устройство. На основе упомянутого распределительного устройства может быть достигнуто достаточно равномерное распределение.
После уплотняющего устройства или форпресса 34, и устройства 37, при рассмотрении в направлении прохождения, присутствует фактический пресс 41, в котором собранная масса материала спрессовывается под воздействием тепла. Используемая температура может, например, лежать в диапазоне 100°C - 150°C, и используемое давление в среднем может лежать, например, в диапазоне 4-10 бар, несмотря на то, что не исключены возникновения кратковременных максимальных давлений до 40 бар. Предпочтительно, в этом прессе 41 связующее вещество, присутствующее в гранулах 36, расплавляется или по меньшей мере нагревается выше его температуры стеклования. Предпочтительно, здесь также происходит активация первого связующего вещества, присутствующего на древесных волокнах 18. В случае поликонденсационного клея, в этом прессе 41 может быть произведена вода или, скорее, пар.
Показанный здесь пресс 41 является прессом непрерывного типа, а именно типа, в котором собранная масса материала транспортируется и/или постепенно спрессовывается между прессующими лентами 42. При прохождении через упомянутый пресс 41 может быть создано изменение давления и/или температуры. Посредством этого пресса 41, плотность уже частично уплотненной собранной массы 16 материала может быть по меньшей мере удвоена. Очевидно, что способ согласно изобретению также может быть выполнен посредством других прессов, например, посредством парового пресса, посредством многоплитного пресса или посредством так называемого короткотактного пресса. При использовании этих других прессов 41, используемое давление и/или температура может быть задано как функция времени, которое обсуждаемая масса материала проводит в прессе 41.
Из изложенного выше ясно, что Фиг.5 представляет собой пример пятой конкретной возможности, описанной во введении для этапа нанесения дисперсных частиц 20 и частиц связующего вещества второго слоя 19 материала. Очевидно, что в производственной линии 27 могут быть использованы другие представленные там конкретные возможности, посредством изменения содержимого приемника 38 и/или количества устройств 37 согласно требуемой возможности. Предпочтительно все устройства 37 или операции распределения для второго слоя 19 материала расположены между форпрессом 34 и фактическим прессом 41.
На Фиг.6 схематично показаны некоторые этапы способа изготовления панели 1 пола согласно Фиг.1-4. В этом примере, он начинается с декоративного верхнего слоя 15, который содержит по меньшей мере один лист 21 бумаги. Лист 21 бумаги предусмотрен с отпечатком 23. На первом этапе S3, лист 21 бумаги, более конкретно бумажная лента, из которой позже получается лист 21 бумаги посредством отрезания, снабжается синтетическим материалом 43. Для этого, бумажная лента разматывается, и сердцевина пропитывается первым синтетическим материалом 43. Пропитывание сердцевины может ограничить риск разрывания листа 21 бумаги в готовой покрытой панели 1. В данном примере, это пропитывание сердцевины происходит за два подэтапа, именно, первый подэтап S3A, на котором синтетический материал 43 наносится посредством вала 45, и второй подэтап S3B, на котором лист 21 бумаги погружается в ванну 46 с соответствующим синтетическим материалом 43. В данном примере, синтетический материал 43, который наносится на первом подэтапе S3A и втором подэтапе S3B, является одним и тем же. Тем не менее, синтетические материалы, наносимые на первом подэтапе и на втором подэтапе, также могут отличаться друг от друга, независимо от фактической используемой технологии нанесения. Между первым подэтапом S3A и вторым подэтапом S3B, лист 21 бумаги следует по пути 47, который обеспечивает достаточное проникновение первого синтетического материала 43, нанесенного на первом подэтапе S3A. В качестве первого синтетического материала 43 может быть использована модифицированная или немодифицированная меламинформальдегидная смола, модифицированная или немодифицированная мочевиноформальдегидная смола или модифицированная или немодифицированная меламинмочевиноформальдегидная смола.
На Фиг.6 дополнительно видно, что, после упомянутого пропитывания сердцевины, на третьем подэтапе S3C могут быть нанесены частицы 24 оксида алюминия, например, как в этом случае, посредством операции распределения. После этого предпочтительно следует четвертый подэтап S3D операции высушивания в сушильной печи 48. Опционально, на пятом подэтапе S3E, на сторону отпечатка 23 и/или на сторону листа 21 бумаги, которая предназначена для обращения к изнашиваемому слою 22, может быть нанесено межпластиночное покрытие 44, которое улучшает совместимость с изнашиваемым слоем 22, образуемым из термореактивной акрилатной смолы или ненасыщенного полиэфира. Это межпластиночное покрытие 44, например, может состоять из полиуретанового покрытия на водной основе, вещества на водной основе, отверждаемого под действием УФ, и/или карбодиимида. На этом же этапе S3E, или на отдельном этапе, на сторону листа 21 бумаги, предназначенную для обращения к основе 14, также может быть нанесено покрытие 44. Это покрытие 44 предназначено для обеспечения лучшего склеивания с основой 14. Согласно другой возможности, упомянутое покрытие 44 также может быть предназначено для обеспечения глушения звука. В этом случае предпочтительным является использование полиуретана, например, ароматического полиуретана или термопластичного полиуретана (TPU). После нанесения межпластиночного покрытия 44, как в данном примере, может быть снова выполнена операция высушивания, подобная операции высушивания на четвертом подэтапе S3D.
На седьмом подэтапе S3F, подвергнутый обработке лист 21 бумаги проходит в данном примере по охлаждающему валу 49, и бумажная лента разделяется на листы.
На втором этапе S5, образуется пакет 50, который по меньшей мере содержит основу 14 и лист 21 бумаги с отпечатком 23, полученный на этапе S3.
Предпочтительно способ согласно изобретению содержит по меньшей мере третий этап S5, а именно этап нанесения, поверх отпечатка 23 или декоративного эффекта, акрилатной смолы, содержащей термоинициирующее вещество, и четвертый этап S6, а именно этап по меньшей мере частичного отверждения упомянутой акрилатной смолы в ходе операции горячего прессования. На третьем этапе S5, акрилатная смола с термоинициирующим веществом также наносится на нижнюю сторону 51 основы 14 для образования стабилизирующего слоя 52. Очевидно, что в данном случае третий этап S5, а именно этап нанесения акрилатной смолы, выполняется, когда лист 21 бумаги с отпечатком 23 или декоративным эффектом уже составляет часть пакета 50, который содержит по меньшей мере основу 14 и декоративный эффект или лист 21 бумаги с отпечатком 23.
В показанном примере, операция прессования выполняется с использованием так называемого короткотактного пресса 53, и более конкретно с использованием структурного элемента 54 пресса или давильной плиты. Операция прессования выполняется на пакете 50, который содержит основу 14, лист 21 бумаги с отпечатком 23, акрилатную смолу изнашиваемого слоя 22 и стабилизирующий слой 52. Во время операции прессования, структура 55 элемента 54 пресса копируется на поверхности изнашиваемого слоя 22.
На Фиг.7 показана разновидность устройства 37, показанного на Фиг.5. Здесь показано устройство 56, которое содержит одно или более устройств 37A-37B-37C или распределительных машин, которые наносят дисперсные частицы, первое связующее вещество и/или гранулы на транспортное устройство, в данном случае на конвейерную ленту 57. Показанные здесь устройства 37A-37B-37C являются такими же, как описанные в контексте Фиг.5. Собранная масса 58 материала для второго слоя 19 материала, или ее часть, перемещается, в данном случае льется, через конвейерную ленту 57 на массу 28 материала для первого слоя 17 материала. Очевидно, что с использованием показанного здесь устройства 57 может быть выполнено несколько конкретных возможностей, изложенных во введении для этапа нанесения дисперсных частиц 20 и частиц 59 связующего вещества второго слоя 19 материала. Предпочтительно, с использованием по меньшей мере одного из распределительных устройств, например, распределительного устройства 37B, наносится древесная стружка. С использованием одного или более других распределительных устройств 37A-37C, на конвейерную ленту 58 могут быть нанесены частицы 59 первого связующего вещества. Предпочтительно, как показано здесь, в направлении прохождения сначала наносится слой частиц 59 связующего вещества, затем слой древесной стружки и затем снова слой частиц 59 связующего вещества.
Следует заметить, что устройство 57, в котором вторая масса 58 материала собирается на конвейерной ленте 58, также может быть использовано для нанесения обсуждаемой массы 58 материала на предварительно образованную основу, которая состоит по существу только из упомянутого первого слоя 17 материала, вместо нанесения на первую массу 28 материала, которая все еще должна быть спрессована.
На Фиг.8 показан график с плотностью листового материала с Фиг.1-4 на оси ординат и толщиной на оси абсцисс, причем толщина выражена в мм, а плотность в кг/м³. Толщина 0 мм соответствует стороне листового материала, которая образована посредством первого слоя 17 материала, тогда как толщина 8 мм находится вблизи от поверхности, образованной посредством второго слоя 19 материала. На графике показана средняя плотность 830 кг/м³, максимальная плотность P1 вблизи от поверхности первого слоя 17 материала 1058кг/м³ и максимальная плотность P2 вблизи от поверхности второго слоя 19 материала 1033 кг/м³. На графике ясно видно, что обсуждаемый листовой материал имеет свойства конкретного независимого аспекта, изложенного во введении. Между упомянутыми максимальными плотностями P1-P2 плотность остается ниже уровня этих максимумов, но остается выше уровня 80% от средней плотности. Минимальная плотность составляет 717 кг/м³ и достигается приблизительно на половине толщины листового материала.
На Фиг.8 ясно видно, что достигнут профиль плотности, который очень похож на профиль плотности стандартной HDF плиты, но в котором одна из максимальных плотностей P2 образована в упомянутом втором слое 19 материала.
На Фиг.9 показан вид в разрезе листового материала согласно варианту осуществления изобретения. Листовой материал содержит основу 16 и декоративный верхний слой 15. Основа содержит первый слой 17 материала, второй слой 19 материала и третий слой 61 материала. Первый слой 17 материала расположен между вторым слоем 19 материала и третьим слоем 61 материала. Первый слой 17 материала может быть выполнен согласно описанному в отношении первого слоя материала в любом варианте осуществления изобретения. Второй слой 19 материала может быть выполнен согласно описанному в отношении второго слоя материала в любом варианте осуществления изобретения. Третий слой 61 материала содержит признаки второго слоя материала согласно описанному в любом из вариантов осуществления второго слоя материала.
Настоящее изобретение ни коим образом не ограничено описанными выше вариантами осуществления, и упомянутый листовой материал и панели пола могут быть выполнены согласно различным разновидностям без отхода от объема настоящего изобретения.



Группа изобретений относится к листовому материалу и к панели пола на основе листового материала. Листовой материал по меньшей мере с двумя слоями материала, причем первый слой материала образует более чем половину толщины листового материала и состоит из древесных частиц, склеенных посредством первого связующего вещества и спрессованных. При этом первое связующее вещество является термореактивным. Второй слой материала присутствует на поверхности упомянутого листового материала и состоит из дисперсных частиц, склеенных посредством второго связующего вещества и спрессованных. Причем второе связующее вещество является термопластичным и выбрано из поливинилбутираля, при этом дисперсные частицы покрыты термореактивным связующим веществом перед склеиванием и спрессовыванием. Улучшается звукоизоляция. 4 н. и 23 з.п. ф-лы, 9 ил.
1. Листовой материал по меньшей мере с двумя слоями (17-19) материала, причем первый слой (17) материала образует более чем половину толщины (T) листового материала (16) и состоит из древесных частиц (18), склеенных посредством первого связующего вещества и спрессованных, при этом первое связующее вещество является термореактивным, отличающийся тем, что второй слой (19) материала присутствует на поверхности упомянутого листового материала (16) и состоит из дисперсных частиц (20), склеенных посредством второго связующего вещества и спрессованных, причем второе связующее вещество является термопластичным и представляет собой поливинилбутираль (PVB), при этом дисперсные частицы (20) покрыты термореактивным связующим веществом перед склеиванием и спрессовыванием.
2. Листовой материал по п.1, отличающийся тем, что древесные частицы (18) упомянутого первого слоя (17) материала представляют собой древесные волокна и предпочтительно упомянутое первое связующее вещество выбрано из группы, включающей в себя меламинформальдегид, мочевиноформальдегид, меламинмочевиноформальдегид, фенолформальдегид, фенолмочевиноформальдегид, MDI (метилендифенилдиизоцианат), pMDI (полимерный метилендифенилдиизоцианат), термореактивную акрилатную смолу и связующее вещество, полученное посредством реакции с декстрозой.
3. Листовой материал по меньшей мере с двумя слоями (17-19) материала, причем первый слой (17) материала образует более чем половину толщины (T) листового материала (16) и состоит из минерального листа, отличающийся тем, что второй слой (19) материала присутствует на поверхности упомянутого листового материала (16) и состоит из дисперсных частиц (20), склеенных посредством второго связующего вещества и спрессованных, причем второе связующее вещество является термопластичным и представляет собой поливинилбутираль (PVB), при этом дисперсные частицы (20) покрыты термореактивным связующим веществом перед склеиванием и спрессовыванием.
4. Листовой материал по п.3, в котором минеральный лист представляет собой или содержит лист из оксида магния, лист из фиброцемента или гипсокартон.
5. Листовой материал по любому из пп.3, 4, в котором минеральный лист содержит наполнитель, например древесные частицы, древесные опилки или древесные волокна.
6. Листовой материал по любому из предшествующих пунктов, отличающийся тем, что дисперсные частицы (20) упомянутого второго слоя (19) материала представляют собой или содержат древесную стружку или древесные волокна.
7. Листовой материал по любому из предшествующих пунктов, отличающийся тем, что дисперсные частицы (20) упомянутого второго слоя (19) материала имеют размер частиц 500 мкм или более, как выражено величиной d50, измеренной посредством лазерной дифракционной гранулометрии, предпочтительно - согласно ISO13320 (2009).
8. Листовой материал по любому из предшествующих пунктов, отличающийся тем, что упомянутое второе связующее вещество включает в себя или содержит перекрестносшитый поливинилбутираль.
9. Листовой материал по п.8, в котором поливинилбутираль содержит пластификаторы.
10. Листовой материал по п.8 или 10, в котором поливинилбутираль перекрестно сшит посредством одного или более перекрестносшивающих веществ, причем предпочтительно упомянутые одно или более перекрестносшивающих веществ содержат одно или более из группы, включающей в себя эпоксидную смолу, диальдегиды, фенольную смолу, меламиновую смолу.
11. Листовой материал по п.1, отличающийся тем, что термореактивное связующее вещество, которым дисперсные частицы (20) покрыты перед склеиванием и спрессовыванием, представляет собой или содержит меламинформальдегид, мочевиноформальдегид, меламинмочевиноформальдегид, фенолформальдегид, фенолмочевиноформальдегид, MDI (метилендифенилдиизоцианат), pMDI (полимерный метилендифенилдиизоцианат), термореактивную акрилатную смолу или связующее вещество, полученное посредством реакции с декстрозой, предпочтительно метилендифенилдиизоцианат (MDI) или полимерный метилендиизоцианат (pMDI), который содержит полиол или поликапролактам.
12. Листовой материал по любому из предшествующих пунктов, отличающийся тем, что толщина (T1) упомянутого первого слоя (17) материала по меньшей мере в три раза больше толщины (T2) упомянутого второго слоя (19) материала.
13. Листовой материал по любому из предшествующих пунктов, отличающийся тем, что упомянутый листовой материал (16) состоит из упомянутых двух слоев (17-19) материала.
14. Листовой материал по любому из предшествующих пп.1-12, причем листовой материал содержит третий слой материала, при этом первый слой материала расположен между вторым слоем материала и третьим слоем материала, а третий слой материала содержит признаки второго слоя материала по любому из пп.1-12.
15. Листовой материал по любому из предшествующих пунктов, в котором поверхность первого слоя материала имеет первый цвет и поверхность второго слоя материала имеет второй цвет, причем поверхность первого слоя материала видна на поверхности листового материала вблизи от поверхности второго слоя материала согласно регулярному или случайному узору.
16. Панель пола с основой (14), полученной из листового материала (16) по любому из предшествующих пунктов.
17. Панель пола по п.16, отличающаяся тем, что панель (1) пола содержит декоративный верхний слой (15), который нанесен на поверхность упомянутого листового материала (16), которая образована посредством упомянутого второго слоя (19) материала.
18. Панель пола по п.17, отличающаяся тем, что упомянутый декоративный верхний слой (15) содержит лист (21) бумаги с отпечатком и нанесенный на него прозрачный или полупрозрачный слой (22).
19. Панель пола по п.18, отличающаяся тем, что упомянутый прозрачный или полупрозрачный слой (22) содержит синтетический материал, который по меньшей мере подвержен тепловому отверждению.
20. Панель пола по п.19, отличающаяся тем, что упомянутый термоотверждаемый синтетический материал представляет собой термоотверждаемую акрилатную смолу или ненасыщенный полиэфир.
21. Панель пола по п.19, отличающаяся тем, что упомянутый термоотверждаемый синтетический материал представляет собой или содержит меламинформальдегидную смолу.
22. Панель пола по любому из пп.17-21, отличающаяся тем, что упомянутый декоративный верхний слой (15) имеет рельеф со структурными элементами, которые имеют глубину, превышающую толщину декоративного верхнего слоя (15), причем предпочтительно рельеф содержит элементы с глубиной, лежащей в диапазоне 200-2000 мкм.
23. Панель пола по п.22, отличающаяся тем, что упомянутые структурные элементы образуют области (25) нижнего края по меньшей мере на одном или более краях панели (1) пола, такие как области в форме фаски.
24. Листовой материал по меньшей мере с одним слоем материала, причем этот слой (19) материала по существу состоит из дисперсных частиц (20), которые склеены посредством связующего вещества и спрессованы, при этом связующее вещество является термопластичным и/или эластомерным и упомянутое связующее вещество представляет собой поливинилбутираль (PVB), при этом дисперсные частицы (20) покрыты термореактивным связующим веществом перед склеиванием и спрессовыванием.
25. Листовой материал по п.24, в котором по меньшей мере один декоративный верхний слой (15) расположен на поверхности слоя (19) материала.
26. Листовой материал по любому из пп.24, 25, отличающийся тем, что упомянутые дисперсные частицы (20) представляют собой древесную стружку или древесные волокна.
27. Листовой материал по п.24, отличающийся тем, что термореактивное связующее вещество, которым дисперсные частицы (20) покрыты перед склеиванием и спрессовыванием, представляет собой или содержит меламинформальдегид, мочевиноформальдегид, меламинмочевиноформальдегид, фенолформальдегид, фенолмочевиноформальдегид, MDI (метилендифенилдиизоцианат), pMDI (полимерный метилендифенилдиизоцианат), термореактивную акрилатную смолу или связующее вещество, полученное посредством реакции с декстрозой, предпочтительно метилендифенилдиизоцианат (MDI) или полимерный метилендиизоцианат (pMDI), который содержит полиол или поликапролактам.
| WO 2018065859 A1, 12.04.2018 | |||
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ПЛИТ, В ЧАСТНОСТИ ДРЕВЕСНЫХ ОСП-ПЛИТ, И ДРЕВЕСНАЯ ПЛИТА, КОТОРАЯ МОЖЕТ БЫТЬ ПРОИЗВЕДЕНА В СООТВЕТСТВИИ С УКАЗАННЫМ СПОСОБОМ | 2015 |
|
RU2673654C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПЛЕНКА ДЛЯ ТЕРМОТРАНСФЕРНОЙ ПЕЧАТИ (ВАРИАНТЫ) | 2011 |
|
RU2457954C1 |
| Опорная пята турбобура | 1954 |
|
SU100449A1 |
| Элеватор для перемещения бутылок | 1954 |
|
SU102027A1 |
| Способ получения материалов | 1990 |
|
SU1818233A1 |

