Предлагаемое изобретение относится к литью по выплавляемым моделям и может быть эффективно использовано на операциях послойного нанесения и сушки покрытий в процессе изготовления оболочковых форм.
Известны устройства для сушки форм по выплавляемым моделям, в которых сушимая форма помещается в слой обсыпочного материала, а движение воздуха относительно формы происходит под действием разности давлений: избыточного над слоем материала и атмосферного под слоем на всем протяжении сушки и отверждения каждого из покрытий, (устройство по патенту RU №2359777, МПК В22С 9/04 «Способ изготовления оболочковых форм по выплавляемым моделям»). При использовании этого устройства за счет уменьшения толщины потока воздуха проходящего через обсыпочный материал, в который испаряется растворитель, создается возможность в широких пределах управлять процессами формообразования и получать литейные керамические оболочковые формы с повышенной прочностью, плотностью, газопроводностью и меньшей шероховатостью рабочей поверхности при сокращении цикла сушки каждого слоя формы в 2-4 раза.
Установка состоит из рабочей камеры, перфорированной перегородки с войлочной прокладкой, патрубков подачи и откачки воздуха, трубопроводов, соединяющих рабочую камеру с устройствами подачи и откачки воздуха, вентилей управления подачей воздуха в установку.
К недостаткам данного устройства относится необходимость герметизации сушильной камеры для создания над поверхностью слоя опорного зернистого материала воздушного избыточного давления. Кроме того, технологические сосуды с повышенным давлением воздуха (до 0,5 МПа) относятся к установкам с повышенной опасностью, к ним предъявляются жесткие требования по конструкции, защите и технологии использования. При большом перепаде давления в слое обсыпочного материала возникает вероятность возникновения трещин на поверхности сушимого слоя, что снижает служебные свойства оболочковой формы
Прототипом заявляемого изобретения является устройство по способу изготовления оболочковых форм по выплавляемым моделям, содержащее рабочую камеру, вентилятор для воздания «кипящего» слоя обсыпочного материала, и вакуумный насос для создания разряжения под слоем обсыпочного материала в процессе сушки формы. (RU №2647074, МПК В22С 9/04, д.п. 07.04.2017 г.)
Реализация этого способа выполнена с применением следующей конструкции: в установке, применяемой для сушки по методике, процесс погружения форм в «кипящий» обсыпочный материал выполняется с использованием компрессора, подающего воздух под обсыпочный материал, а вакуумирование пространства под обсыпочный материал обеспечивается вакуумным насосом. С применением этой установки были изготовлены опытные формы по выплавляемым моделям, при этом время сушки сократилось в сравнении с RU №2359777 на 30-50%, а параметры качества форм и отливок сохранены на том же уровне, что и были в патенте №2359777.
К недостаткам данной установки относятся повышенные энергетические затраты на процесс кипения слоя песка, так как здесь применяется компрессор мощностью 2,2 кВт и водокольцевой вакуумный насос мощность 4,6 кВт. Для размещения этих устройств требуется лабораторная площадь до 3 м2.
С целью предупреждения указанных недостатков предлагается использование одного устройства как для создания избыточного давления под слоем обсыпочного материала для его кипения, так и для создания вакуума под слоем обсыпочного материала для реализации сушки, при этом уменьшается площадь помещения, занимаемого установкой, снижается вероятность образования трещин на поверхности сушимого слоя.
Технический результат предлагаемого изобретения - упрощение конструкции, повышение и реализация возможности управления качеством производимых оболочковых форм, а также повышение скорости сушки в сравнении с аналогами.
Технический результат достигается тем, что в что в установке для сушки оболочковых форм по выплавляемым моделям, содержащем рабочую камеру с проницаемой мембраной для размещения слоя обсыпочного материала, напорный и всасывающий патрубки, размещенные под мембраной, и соединенные с подающей воздух под слой обсыпочного материала и откачивающей воздух из-под слоя обсыпочного материала системами воздухопроводов с распределительными вентилями, при этом упомянутые напорный и всасывающий патрубки подающей и откачивающей воздух систем воздухопроводов подсоединены к одному пылесосу мощностью 0,6 кВт.
Схема конструкции установки для реализации процесса сушки приведена на чертеже.
Принцип работы:
Установка состоит из рабочей камеры (1), перфорированной перегородки с войлочной прокладкой (2), патрубков подачи и откачки воздуха, трубопроводов (3,4), соединяющих рабочую камеру с устройством подачи и откачки воздуха (5), вентилей управления движением воздуха в установке (К1-К4). Режимами работы установки можно управлять с помощью вентилей, установленных на патрубках. При открытых вентилях К1, К3 и в то же время закрытых К2 и К4 в установке образуется кипящий слой песка. При открытых вентилях К2, К4 и закрытых К3, К1 происходит сушка формы.
Сущность предлагаемого технического решения заключается в том, что процесс сушки формы происходит в условиях атмосферного давления рат, при этом после нанесения слоя огнеупорного материала основы модельный блок остается погруженным в выключенном "кипящем слое". В пространстве под слоем толщиной h зернистого огнеупорного материала создается вакуум (при остаточном давлении рвак), при этом градиент давления воздуха в зернистом слое (рат-pBaK)/h=0,02…0,04 МПа/м при реально возможной разнице давлений рат-рвак=0,03…0,08 МПа и толщине зернистого слоя 0,2…0,5 м. Такого градиента достаточно для реализации процесса интенсивной сушки форм.
Пример использования предлагаемого решения в оснащении сушильной установки пылесосом марки «Сатурн» мощностью 0,6 кВт. При этом площадь занимаемой установки сокращается до 1 м2, а энергия, потребляемая за процесс, уменьшается в 6 раз. При использовании данной установки для сушки форм по выплавляемым моделям, достигается повышение и реализация возможности управления качеством производимых оболочковых форм, а также повышается скорость сушки в сравнении с аналогами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2647074C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2016 |
|
RU2631568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2359777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2604281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532583C1 |
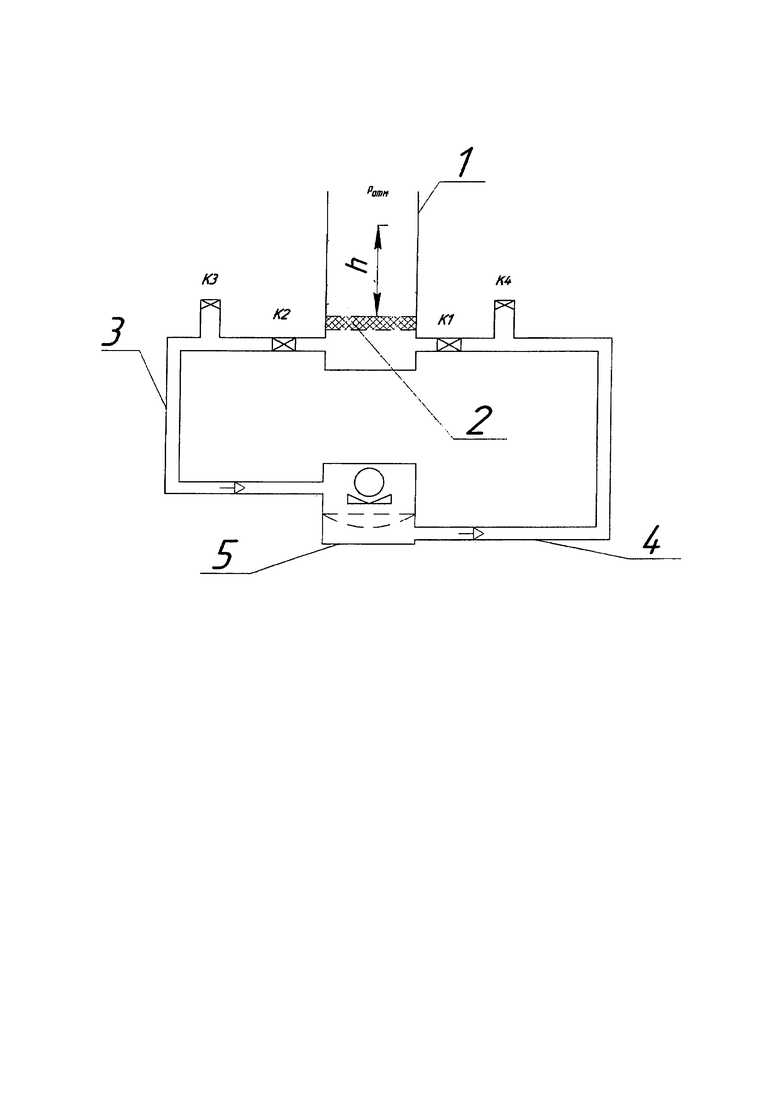
Изобретение относится к области литейного производства и может быть использовано при литье по выплавляемым моделям. Установка содержит рабочую камеру (1) с проницаемой мембраной (2) для размещения слоя обсыпочного материала. Напорный и всасывающий патрубки, размещенные под мембраной, соединены с подающей воздух под слой обсыпочного материала и откачивающей воздух из-под слоя обсыпочного материала системами (3, 4) воздухопроводов с распределительными вентилями. Напорный и всасывающий патрубки подающей и откачивающей воздух систем воздухопроводов подсоединены к одному пылесосу (5) мощностью 0,6 кВт. Обеспечивается повышение скорости сушки оболочковых форм и возможность управления их качеством при упрощении конструкции, экономии места, занимаемого установкой, и экономии электроэнергии. 1 ил.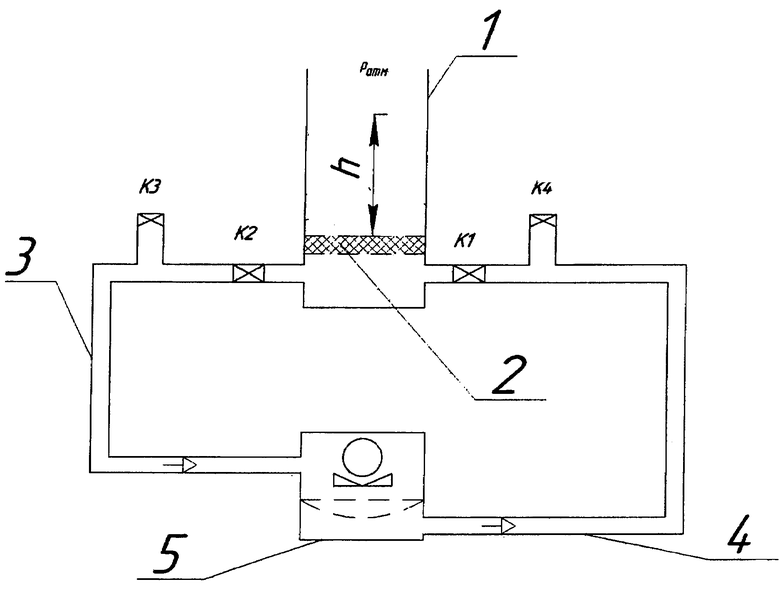
Установка для сушки оболочковых форм по выплавляемым моделям, содержащая рабочую камеру с проницаемой мембраной для размещения слоя обсыпочного материала, напорный и всасывающий патрубки, размещенные под мембраной и соединенные с подающей воздух под слой обсыпочного материала и откачивающей воздух из-под слоя обсыпочного материала системами воздухопроводов с распределительными вентилями, отличающаяся тем, что упомянутые напорный и всасывающий патрубки подающей и откачивающей воздух систем воздухопроводов подсоединены к одному пылесосу мощностью 0,6 кВт.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2647074C1 |
| Камерное сушило для сушки оболочковых форм при литье по выплавляемым моделям | 1990 |
|
SU1792792A1 |
| GB 1124828 A, 21.08.1968 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2359777C1 |
| 0 |
|
SU158663A1 | |
| US 20060086480 A1, 27.04.2006. | |||

