Настоящее изобретение относится к способу изготовления панелей настила пола, а также к панели настила пола для формирования напольного покрытия.
Говоря более конкретно, настоящее изобретение относится к способу изготовления панелей настила пола, где панели настила пола включают носитель на основе термопластического материала и покрывной слой, расположенный на носителе. Как это необходимо отметить, под термином «термопластический материал» должен пониматься материал, который содержит, по меньшей мере, термопластический синтетический материал. Помимо термопластического синтетического материала термопластический материал также может содержать наполнители, такие как мел или известь, и/или добавки, такие как пластификаторы, модификаторы ударопрочности и стабилизаторы. Как это также необходимо отметить, под термином «носитель на основе термопластического материала» должен пониматься носитель, который, действительно, содержит термопластический материал, однако, который не должен состоять из него полностью или в существенной степени. Панелям настила пола, включающим носитель на основе термопластического материала, свойственно преимущество, заключающееся в возможности придания им водонепроницаемости. Как это также необходимо отметить, термин «носитель» указывает на часть панелей настила пола за исключением покрывного слоя. Таким образом, носитель исполняет функцию создания опоры для покрывного слоя, расположенного на нем. Покрывной слой, который наносят поверх носителя, предпочтительно имеет декоративную природу.
Говоря еще более конкретно, изобретение относится к способу, соответствующему описанию изобретения, представленному выше в настоящем документе, где панели настила пола являются подходящими для использования при укладке в так называемом плавающем напольном покрытии. Для формирования такого плавающего напольного покрытия панели настила пола могут быть снабжены механическими соединительными средствами или соединительными деталями на одном или нескольких своих краев. Данные соединительные средства делают возможным соединение панелей настила пола друг с другом, а предпочтительно они осуществляют горизонтальную, а также вертикальную фиксацию среди соединенных панелей настила пола. Соединительные детали предпочтительно, по меньшей мере, частично изготавливают из материала носителя, и они могут использовать, а могут и не использовать отдельный фиксирующий элемент или вставку, что соответствует описанию этого как такового, помимо всего прочего, в документах WO 2006/043893 A1, WO 2008/068245 A1 и WO 2009/066153 A2.
На предшествующем уровне техники известны различные способы, такие как описанные выше в настоящем документе, и ниже будет представлен неисчерпывающий перечень таких известных способов.
В документах US 6,617,009 B1 и WO 2011/141849 A2 описывается использование технологического процесса экструдирования для формирования термопластического носителя, описанного в них. Однако такой технологический процесс экструдирования большей частью является медленным. В дополнение к этому, экструдированные доски или панели имеют тенденцию к короблению. Помимо этого, при экструдировании жесткого термопластического материала имеет место риск разложения материала. Такой жесткий материал, действительно, большей частью характеризуется высокой вязкостью расплава, что во время экструдирования может привести к выработке большой теплоты трения в невыгодных масштабах. Присутствие наполнителей, таких как мел или известь, в данном случае помощи не оказывает с учетом того, что они будут дополнительно увеличивать вязкость расплава термопластического материала. Технологический процесс экструдирования также демонстрирует наличие только ограниченных возможностей варьирования состава материала носителя по его толщине. Предоставляется возможность формирования пустых камер в носителе таким образом, как это описывается в документе US '009. Хотя это и может привести к определенному уменьшению массы, термопластический носитель все еще остается довольно дорогостоящим. В документе WO '849, кроме того, описывается вспенивание термопластического носителя. Это может в результате привести к определенному уменьшению массы.
Из документа ЕР 2 481 848 А1 известен напольный продукт, который включает два полуфабриката на основе синтетических материалов, ламинированные друг с другом, а именно, первый и второй полуфабрикаты. Для формирования второго полуфабриката используют методики каландрования и ламинирования. Однако, такие методики каландрования большей частью являются дорогостоящими. В дополнение к этому, технологический процесс каландрования в результате приводит к получению панелей настила пола, имеющих очень высокую плотность. Помимо этого, при использовании жесткого термопластического материала скорость технологического процесса каландрования ограничивается вследствие большей частью высокой вязкости расплава такого материала.
В документе WO 2103/179261 A1 раскрывается рассыпание термопластических гранулятов, после чего упомянутые рассыпанные грануляты уплотняют между лентами прессующего устройства непрерывного действия. Говоря более конкретно, в соответствии с документом WO '261 последовательно рассыпают два слоя гранулята, где между данными двумя слоями замыкают армирующий слой. Такой технологический процесс рассыпания делает возможным беспроблемное проведение производства. Такой технологический процесс также предоставляет возможность варьирования состава подложки. Например, в последовательных слоях могут быть рассыпаны различные грануляты. Однако, методика рассыпания, такая как описанная в документе WO '261, также в результате приводит к получению панелей настила пола, имеющих высокую плотность.
Настоящее изобретение, в частности, относится к способу изготовления панелей настила пола, где панели настила пола включают носитель на основе термопластического материала и покрывной слой, расположенный на носителе; и где способ включает, по меньшей мере, стадии рассыпания термопластического материала, например, на подстилающий конвейерный транспортер, и уплотнения рассыпанного термопластического материала.
Такой способ как таковой известен из документа WO '261, уже упомянутого выше в настоящем документе, а, также, помимо всего прочего, из документов WO 2008/122668 A1, WO 2013/179260 A1, которые соотносятся с документами WO '261, WO 2014/117887 A1 и WO 2015/011049 A1.
В документе WO '668 описывается способ изготовления ламинированных панелей настила пола, включающих сердцевину из древесно-пластикового композита или ДПК. Помимо всего прочего, способ включает рассыпание материала ДПК на подстилающий ленточный транспортер, после чего рассыпанный материал ДПК под воздействием давления и температуры подвергают дополнительной обработке и уплотнению. Материал ДПК рассыпают в форме гранулятов.
Из документа WO '887 известен способ изготовления носителя для декоративных панелей настила пола. Способ включает рассыпание гранулированного термопластического базового материала. Помимо термопласта базовый материал также содержит наполнитель и порообразователь. В качестве примера порообразователя упоминаются вспучиваемые микросферы. Рассыпанный базовый материал уплотняют. С данной целью в соответствии с описанием изобретения может быть использован двухленточный пресс.
В документе WO '049 раскрывается способ изготовления панелей настила пола, который включает стадию рассыпания термопластического материала в форме гранулята. После этого рассыпанный материал подвергают переработке и уплотнению при использовании прессующего устройства.
В каждом из документов WO '668, WO '260, WO '261, WO '887 и WO '049, упомянутых выше в настоящем документе, термопластический материал, описанный в них, рассыпают в форме гранулята. Такой гранулят получают в результате гранулирования экструдата на основе нагретой или расплавленной сухой смеси. Под сухой смесью, которая как таковая известна на предшествующем уровне техники, должен пониматься сухой легкосыпучий порошок, который помимо синтетического материала также содержит добавки, такие как пластификаторы и стабилизаторы, и/или наполнители, такие как мел или известь. Для формирования сухой смеси синтетический материал смешивают с добавками и/или наполнителями, где использованная температура будет оставаться ниже температуры стеклования (Tg) синтетического материала.
При изготовлении носителя на основе рассыпанного и уплотненного гранулята синтетического материала получение гомогенного носителя является затруднительным. Собственно говоря, первоначальные грануляты синтетических материалов редко полностью расплавляются снова во время уплотнения. В дополнение к этому, размер гранулята ограничивает минимально получаемую толщину слоя. В документе WO '260 предлагается рассыпание так называемого микрогранулята, в результате чего дополнительно уменьшается предел минимально получаемой толщины слоя. Однако, получение микрогранулята требует использования специальных методик. В дополнение к этому, технологический процесс гранулирования может изменить признаки компонента сухой смеси таким образом, что функция компонента будет утрачена полностью или частично. Такая утрата функции может представлять собой, например, следствие нагревания сухой смеси вплоть до области, отвечающей температуре стеклования соответствующего синтетического материала, или области, превышающей данную температуру стеклования.
Настоящее изобретение главным образом имеет своей целью предложение альтернативного способа изготовления панелей настила пола, где в соответствии с различными предпочтительными вариантами осуществления предлагаются решения проблем, связанных со способами предшествующего уровня техники.
С данной целью настоящее изобретение в соответствии с одним первым независимым аспектом относится к способу изготовления панелей настила пола, где панели настила пола включают носитель на основе термопластического материала и покрывной слой, расположенный на носителе; и где способ включает, по меньшей мере, стадии рассыпания термопластического материала и уплотнения рассыпанного термопластического материала; при наличии характеристики, заключающейся в рассыпании термопластического материала в форме сухой смеси.
Таким образом, термопластический материал рассыпают не в форме гранулята, а в форме сухой смеси. Таким образом, говоря другими словами, его не подвергают воздействию технологического процесса гранулирования до фактического рассыпания. То, что термопластический материал рассыпают в форме сухой смеси, и, таким образом, осуществление технологического процесса гранулирования не требуется, может повлечь за собой получение различных преимуществ. С одной стороны, может быть предложено более экологичное производство панелей настила пола. Таким образом, может быть сэкономлена энергия, потребляемая в ходе технологического процесса гранулирования. С другой стороны, становится возможным более экономичное производство панелей настила пола. А именно, может быть опущена технологическая стадия, а именно, стадия гранулирования. Помимо этого, наличие признаков отдельных компонентов или элементов сухой смеси, таких как, например, синтетический материал, добавки и/или наполнители, может быть гарантировано лучше. Также может быть получена более гомогенная композиция уплотненного слоя. Кроме того, при использовании сухих смесей могут быть рассыпаны очень тонкие слои, например, слои, имеющие толщину, составляющую 1 миллиметр и менее.
Сухая смесь может быть образована подобно сухой смеси, которая имеет в своей основе формируемый гранулят, такой как сухая смесь, которая имеет в своей основе экструдат, такой как описанный выше в настоящем документе. Сухая смесь может содержать, например, термопластический синтетический материал, характеризующийся числом К (Фикентчера), которое является меньшим или равным 85. Например, может быть использован поливинилхлорид (PVC), характеризующийся числом К (Фикентчера), которое является меньшим или равным 85.
Предпочтительно состав сухой смеси фактически отличается от состава сухой смеси, которая имеет в своей основе формируемый гранулят. Для формирования гранулята упомянутую последней сухую смесь также подвергают воздействию сдвиговой обработки, например, во время формирования экструдата. Такая сдвиговая обработка вносит свой вклад в хорошие течение и плавление компонентов сухой смеси. С учетом непроведения переработки рассыпаемой сухой смеси для получения гранулята такая сдвиговая обработка в данном случае отсутствует. Как это ни удивительно, но было продемонстрировано то, что в данном случае все еще может быть получено хорошее смешивание компонентов сухой смеси. С данной целью термопластический материал предпочтительно демонстрирует наличие одной или нескольких следующих далее характеристик:
- термопластический материал содержит полимер PVC в качестве термопластического синтетического материала, который предпочтительно характеризуется числом К (Фикентчера), которое является меньшим или равным 60;
- термопластический материал содержит сополимер на винилацетатной основе, такой как сополимер винилхлорида-винилацетата, который предпочтительно характеризуется числом К (Фикентчера), которое является меньшим или равным 60, еще более предпочтительно характеризуется числом К (Фикентчера), которое является меньшим или равным 58; и/или
- термопластический материал содержит пластификатор, такой как соединения DOP (диоктилфталат), DINCH (диизононилциклогександикарбоксилат), DINP (диизононилфталат) и/или DOTP (диоктилтерефталат), который предпочтительно присутствует в количестве, доходящем как максимум вплоть до 20 ч./сто ч. смолы, а более предпочтительно в количестве, составляющем менее, чем 20 ч./сто ч. смолы, а еще более предпочтительно в количестве в диапазоне от 5 до 15 ч./сто ч. смолы.
Наиболее предпочтительно термопластический материал демонстрирует наличие всех из характеристик, упомянутых выше в настоящем документе. Такой термопластический материал демонстрирует наличие в особенности хорошей смеси между компонентами сухой смеси, даже в отсутствие сдвиговой обработки, соответствующей описанию изобретению, представленному выше в настоящем документе.
Как это также необходимо отметить, изобретение не исключает и содержания в термопластическом материале вместо полимера PVC другого термопластического синтетического материала, такого как, например, полиэтилен, полипропилен или полиуретан, или такого как, например, термопластический сложный полиэфир, такой как полиэтилентерефталат (РЕТ). Термопластический материал также может содержать комбинацию из двух и более из термопластических синтетических материалов, упомянутых выше в настоящем документе.
Термопластический материал предпочтительно относится к так называемому жесткому термопластическому материалу, которому свойственно преимущество, заключающееся в сведении к минимуму риска проступания возможных дефектов на подстилающей поверхности по панелям настила пола. В настоящем документе выгодным является использование технологического процесса рассыпания с учетом возможного беспроблемного проведения переработки жесткого материала при использовании технологического процесса рассыпания, а, в частности, возможного более беспроблемного проведения его переработки при использовании технологического процесса экструдирования или каландрования.
Предпочтительно термопластический материал содержит наполнитель. Наполнителем может быть органический наполнитель. Примером органических наполнителей являются наполнители на древесной основе, такие как древесные частицы, где данные древесные частицы, в частности, могут относиться к древесной муке, древесным волокнам и/или древесным стружкам. В соответствии с одним альтернативным вариантом наполнителем может быть неорганический наполнитель, такой как мел или известь. В соответствии с еще одним другим альтернативным вариантом термопластический материал может содержать органический, а также неорганический наполнитель.
Термопластический материал может содержать модификатор ударопрочности, предпочтительно в количестве в диапазоне от 3 до 15 ч./сто ч. смолы, стабилизатор, такой как Ca/Zn-стабилизатор, предпочтительно в количестве в диапазоне от 1 до 4 ч./сто ч. смолы, и/или цветной пигмент, такой как технический углерод. В случае цветного пигмента цветной пигмент к термопластическому материалу предпочтительно будут добавлять в жидкой форме. Как это фактически установил изобретатель, цветные пигменты в жидкой форме могут быть беспроблемно примешаны к сухой смеси.
В частности, термопластический материал может содержать отдельные стеклянные волокна, что соответствует описанию этого как такового в документе WO '260.
Как это также необходимо отметить, изобретение не исключает и отнесения носителя к многослойному носителю. В случае многослойного носителя, по меньшей мере, один слой носителя воплощают на основе термопластического материала, соответствующего описанию изобретения, представленному выше в настоящем документе, что ниже в настоящем документе называется слоем, рассыпаемым в форме сухой смеси. Один или несколько оставшихся слоев также могут быть изготовлены на основе термопластического материала и могут быть сформированы любым образом. Таким образом, оставшийся слой может быть сформирован при использовании методик рассыпания, экструдирования, каландрования и/или нанесения покрытия. В случае использования технологического процесса рассыпания для формирования оставшегося слоя материал данного оставшегося слоя может быть рассыпан в любой форме, например, в форме сухой смеси или в форме гранулята. В соответствии с еще одним примером один или несколько оставшихся слоев могут быть экструдированы в оперативном или автономном режимах при использовании технологического процесса рассыпания слоя, рассыпаемого в форме сухой смеси. В любом случае для одного или нескольких оставшихся слоев обеспечивают приставание к слою, рассыпаемому в форме сухой смеси, предпочтительно при использовании технологического процесса термического ламинирования, например, в результате того, что слой, рассыпаемый в форме сухой смеси, уплотняют совместно с материалом одного или нескольких оставшихся слоев или в присутствии данного материала, или в результате того, что уплотненный слой, рассыпаемый в форме сухой смеси, термически ламинируют на один или несколько оставшихся слоев, или в результате того, что один или несколько оставшихся слоев формируют на уплотненном слое, рассыпаемом в форме сухой смеси.
Предпочтительно способ, соответствующий данному первому аспекту, включает также стадию вспенивания термопластического материала, и с данной целью термопластический материал снабжают пенообразователем или вспенивателем. Данный предпочтительный вариант осуществления способа, соответствующего данному первому аспекту, позволяет добиться преимущества, заключающегося в возможности получения в особенности хорошего вспенивания носителя. Как это фактически установил изобретатель, при рассыпании термопластического материала в форме сухой смеси может быть гарантировано наличие признаков пенообразователя, включенного в сухую смесь, так что будет получено очень хорошее вспенивание термопластического материала. Следовательно, способ, соответствующий данному первому аспекту, делает возможным уменьшение плотности носителя, так что может быть осуществлено экономичное использование материалов исходного сырья и энергии, а также могут быть реализованы новые признаки, такие как комфорт и стабильность геометрических размеров.
Стадию вспенивания термопластического материала предпочтительно проводят после стадии рассыпания термопластического материала; однако, вспенивание не должно иметь место непосредственно после рассыпания. Наиболее предпочтительно стадию вспенивания проводят во время стадии уплотнения рассыпанного термопластического материала. Как это фактически установил изобретатель, условия во время уплотнения являются превосходно подходящими для использования при осуществлении технологического процесса вспенивания. То, что термопластический материал подвергают вспениванию во время технологического процесса уплотнения, дополнительно предоставляет возможность осуществления энергоэффективного вспенивания. Технологический процесс вспенивания и уплотнения фактически может быть осуществлен в одном и том же устройстве, например, предпочтительно обогреваемом прессующем устройстве. В дополнение к этому, такое прессующее устройство может калибровать полученную толщину вспененного слоя.
Пенообразователь предпочтительно относится к химическому пенообразователю, например, азоизобутиронитрилу или азодикарбонамиду. Несмотря на известность использования химического пенообразователя для вспенивания полимерных материалов как такового, например, в технологическом процессе экструзионного или литьевого формования, изобретатель установил то, что такой химический пенообразователь также обеспечивает получение превосходного вспенивания при его интегрировании в рассыпаемую сухую смесь. Помимо этого, очевидно то, что такой химический пенообразователь превосходно ведет себя в условиях, которые являются типичными для технологического процесса уплотнения после рассыпания.
Еще более предпочтительно пенообразователь относится к вспучиваемым микросферам. Использование таких микросфер в качестве пенообразователя как таковое известно, помимо всего прочего, из документов WO 2013/178561 A2 и WO '887. Однако, как это установил изобретатель, внедрение таких микросфер в рассыпаемую сухую смесь может оказаться чрезвычайно выгодным. Рассыпаемая сухая смесь фактически предоставляет возможность гарантирования наличия признаков микросфер таким образом, что будет осуществлено очень хорошее вспенивание термопластического материала. Например, может быть сведен к минимуму риск разложения вспучиваемых микросфер, например, в результате осуществления технологического процесса гранулирования. Такие микросферы включают предпочтительно термопластическую оболочку, которая замыкает газ, говоря более конкретно, бутан или пентан. При их нагревании, например, во время технологического процесса уплотнения, под воздействием газа будет увеличиваться внутреннее давление, и в то же самое время оболочка будет становиться мягче, что в результате приведет к значительному вспучиванию микросфер.
В соответствии с еще одним предпочтительным вариантом осуществления способа, соответствующего данному первому аспекту, термопластический материал содержит уменьшающий плотность наполнитель, такой как перлит, вермикулит и/или силикат. В данном случае это относится, в частности, к вспученному, вспененному, пористому или полому наполнителю. Если речь идет о вспученном наполнителе, то в данном случае подразумевается наполнитель, который является уже вспученным до добавления к сухой смеси. В частности, вспученный наполнитель относится к уже вспученным микросферам.
В соответствии с одним альтернативным вариантом пенообразователь относится к физическому пенообразователю.
Как это также необходимо отметить, могут быть объединены два и более пенообразователя, описанных выше в настоящем документе.
Предпочтительно при использовании пенообразователя или при проведении вспенивания в общем и целом получают уменьшение массы, составляющее, по меньшей мере, 40%, более предпочтительно уменьшение массы, составляющее, по меньшей мере, 50%, а еще более предпочтительно уменьшение массы, составляющее, по меньшей мере, 75%, где даже оказалось возможным добиться уменьшения массы, составляющего, по меньшей мере, 100%.
Стадию уплотнения рассыпанного термопластического материала предпочтительно проводят под воздействием давления и/или температуры. С данной целью может быть использовано предпочтительно обогреваемое прессующее устройство. Прессующее устройство, в частности, относится к ленточному прессу, такому как, например, двухленточный пресс. Прессующее устройство может относиться к изобарному прессу.
Способ, соответствующий данному первому аспекту, предпочтительно включает также стадию снабжения носителя армирующим слоем, говоря более конкретно, стеклотканью или стекловатой. Армирующий слой может увеличивать стабильность геометрических размеров панелей настила пола, что является желательным для панелей настила пола на основе термопластического материала. Такие панели настила пола фактически могут быть подвергнуты значительным усадке или расширению. Помимо этого, как это необходимо отметить, способ предоставляет беспроблемную возможность замыкания или внедрения армирующего слоя в носитель на основе вспененного термопластического материала.
Предпочтительно стадию получения армирующего слоя проводят до стадии уплотнения термопластического материала. После этого в технологическом процессе уплотнения может быть осуществлено хорошее внедрение армирующего слоя. Однако, не исключается и то, что в случае расположения армирующего слоя на термопластическом материале данный термопластический материал уже будет сжат или спрессован.
В соответствии с одним конкретным вариантом осуществления располагают армирующий слой, такой что во время уплотнения при использовании прессующего устройства он непосредственно опирается на элемент пресса, такой как плита пресса или прессующая лента. Получение армирующего слоя данным образом описывается как таковое в документе, имеющем номер заявки US 14/549,153, и может свести к минимуму риск деформирования армирующего слоя или повреждения армирующего слоя во время обработке в прессе.
В соответствии с одним альтернативным вариантом осуществления армирующий слой в случае многослойного носителя располагают между двумя слоями до уплотнения данных слоев, что соответствует описанию этого как такового в документе WO '261. Таким образом, предпочтительно армирующий слой располагают между двумя слоями, которые рассыпают и/или вспенивают. В таком случае предпочтительно, по меньшей мере, один, а еще лучше оба из данных слоев рассыпают в форме сухой смеси. Рассыпание в форме сухой смеси обеспечивает хорошее внедрение армирующего слоя, в то время как при использовании вспенивания может быть достигнуто еще и большое уменьшение массы.
В частности, на вышеупомянутом армирующем слое может быть расположен пластизоль, что соответствует описанию этого как такового в документе PCT/IB2015/054964. Таким образом, может быть обеспечено превосходное приставание армирующего слоя в носителе. Пластизоль предпочтительно относится к суспензии частиц полимера PVC в жидком пластификаторе.
Как это также необходимо отметить, настоящее изобретение не исключает и того, что носитель будет снабжен множеством армирующих слоев, в частности, множеством стеклотканей или стекловат.
Носитель предпочтительно имеет толщину, составляющую, по меньшей мере, 3 миллиметра, более предпочтительно толщину, составляющую, по меньшей мере, 4 миллиметра, а еще более предпочтительно толщину, составляющую, по меньшей мере, 4,5 миллиметра. Такая толщина носителя уменьшает риск проступания возможных дефектов на подстилающей поверхности по панелям настила пола. Данный риск уменьшается еще больше потому, что носитель также содержит термопластический материал, относящийся к жесткому типу.
Носитель также может быть прокалиброван, например, при использовании валика. Валик может относиться к S-валику. Стадия калибровки может быть использована, например, для калибровки вспененного носителя.
Как это также необходимо отметить, в случае многослойного носителя, по меньшей мере, один слой носителя воплощают на основе термопластического материала, такого как описанный выше в настоящем документе, в то время как материал одного или нескольких оставшихся слоев может демонстрировать наличие одной или нескольких характеристик термопластического материала, упомянутого выше в настоящем документе. Множество слоев носителя могут быть, а могут не быть сделаны равными друг другу.
В соответствии с одним предпочтительным вариантом осуществления способа, соответствующего данному первому аспекту, способ включает также стадию снабжения носителя противослоем на основе термопластического материала, который является более мягким, чем вышеупомянутый термопластический материал, рассыпаемый в форме сухой смеси. Как это необходимо отметить, под термином «противослой» подразумевается слой, который располагают ниже вышеупомянутого термопластического материала, рассыпаемого в форме сухой смеси, однако, он необязательно должен непосредственно примыкать к нему. Поскольку термопластический материал противослоя должен быть более мягким, чем вышеупомянутый материал, рассыпаемый в форме сухой смеси, термопластический материал противослоя может содержать большее количество пластификатора. Предпочтительно термопластический материал противослоя содержит пластификатор в количестве, составляющем как минимум 20 ч./сто ч. смолы, еще более предпочтительно в количестве, составляющем более, чем 20 ч./сто ч. смолы. Довольно мягкий противослой может придавать панелям настила пола новые признаки, такие как комфорт или звукопоглощение, и формирует, в частности, слой, обладающий акустическими признаками, такими как уменьшение шумообразования для панелей настила пола, например, при ходьбе по панелям настила пола. Термопластический материал противослоя может содержать, а может и не содержать тот же самый термопластический синтетический материал, что и термопластический материал, рассыпаемый в форме сухой смеси. Термопластический синтетический материал противослоя может относиться, например, к полимеру PVC, предпочтительно полимеру PVC, относящемуся к мягкому или податливому типу. Термопластический материал противослоя может быть вспенен и с данной целью может быть снабжен одним или несколькими пенообразователями, уже описанными выше в настоящем документе.
Стадию снабжения носителя противослоем предпочтительно проводят в поточной линии совместно с уже упомянутыми выше стадиями рассыпания и уплотнения материала, рассыпаемого в форме сухой смеси. Несмотря на предпочтительное нанесение противослоя до уплотнения материала, рассыпаемого в форме сухой смеси, где затем противослой может быть связан с материалом, рассыпаемым в форме сухой смеси, в ходе технологического процесса уплотнения, изобретение не исключает и того, что противослой будут располагать на уже сжатом и спрессованном материале, рассыпаемом в форме сухой смеси.
Наиболее предпочтительно стадия получения противослоя включает рассыпание термопластического материала противослоя и уплотнение рассыпанного термопластического материала противослоя. В дополнение к этому, уплотнение рассыпанного термопластического материала противослоя предпочтительно проводят во время стадии уплотнения термопластического материала, рассыпаемого в форме сухой смеси. Это позволяет добиться преимущества, заключающегося в возможности простого интегрирования получения противослоя в способ, описанный выше в настоящем документе. Например, должно быть предусмотрено только одно дополнительное рассыпающее устройство, которое затем производит рассыпание термопластического материала противослоя. Термопластический материал противослоя может быть рассыпан в форме сухой смеси, однако, также может быть рассыпан и в любой другой форме, например, в форме гранулята.
Вышеупомянутые стадии способа, соответствующего данному первому аспекту, предпочтительно проводят в рамках непрерывного технологического процесса.
Как это также необходимо отметить, использование технологического процесса рассыпания для вспенивания носителя на основе жесткого термопластического материала как таковое формирует одну независимую инновационную идею изобретения, независимо от характеристики, заключающейся в рассыпании термопластического материала в форме сухой смеси. Носитель на основе вспененного жесткого термопластического материала позволяет добиться преимущества, заключающегося в возможности получения в особенности стабильных и экономичных панелей настила пола, где, в дополнение к этому, может быть сведен к минимуму риск проступания возможных дефектов на подстилающей поверхности по панелям настила пола. Помимо этого, технологический процесс рассыпания и уплотнения делает возможным изготовление таких панелей настила пола в особенности эффективным образом с учетом того, что технологический процесс рассыпания, с одной стороны, делает возможной беспроблемную переработку жестких термопластических материалов, а, с другой стороны, обеспечивает наличие превосходных условий для вспенивания термопластического материала.
Таким образом, настоящее изобретение в соответствии с одним независимым его вторым аспектом относится к способу изготовления панелей настила пола, где панели настила пола включают носитель на основе термопластического материала и покрывной слой, расположенный на носителе; при наличии характеристики, заключающейся во включении в способ, по меньшей мере, стадий рассыпания термопластического материала и уплотнения рассыпанного термопластического материала; во включении в способ также и стадии вспенивания термопластического материала и снабжении термопластического материала с данной целью пенообразователем; и во включении в термопластический материал пластификатора в количестве, составляющем как максимум 20 ч./сто ч. смолы, предпочтительно в количестве, составляющем менее, чем 20 ч./сто ч. смолы, а еще более предпочтительно в количестве в диапазоне от 5 до 15 ч./сто ч. смолы.
В одном в особенности предпочтительном варианте осуществления способа, соответствующего данному второму аспекту, способ включает также стадию снабжения носителя армирующим слоем, говоря более конкретно, стеклотканью или стекловатой. Носитель, изготовленный данным образом, делает возможным получение чрезвычайно стабильной панели настила пола.
Как это также необходимо отметить, данный второй аспект изобретения, описанный выше в настоящем документе, может быть объединен с одной или несколькими характеристиками, которые описываются выше в настоящем документе в объеме первого аспекта, независимо от характеристики, заключающейся в рассыпании термопластического материала в форме сухой смеси.
Как это также необходимо отметить, использование технологического процесса рассыпания для вспенивания носителя на основе термопластического материала при использовании химического пенообразователя формирует одну дополнительную независимую инновационную идею изобретения. Таким образом, настоящее изобретение в соответствии с одним независимым его третьим аспектом также относится к способу изготовления панелей настила пола, где панели настила пола включают носитель на основе термопластического материала и покрывной слой, расположенный на носителе, при наличии характеристики, заключающейся во включении в способ, по меньшей мере, стадий рассыпания термопластического материала и уплотнения рассыпанного термопластического материала; во включении в способ также и стадии вспенивания термопластического материала и снабжении термопластического материала с данной целью пенообразователем; и в отнесении пенообразователя к химическому пенообразователю. Несмотря на известность использования химического пенообразователя для вспенивания полимерных материалов как такового, например, в технологическом процессе экструзионного или литьевого формования, изобретатель установил то, что такой химический пенообразователь также обеспечивает получение превосходного вспенивания при использовании упомянутого пенообразователя в технологическом процессе рассыпания. Помимо этого, как это было продемонстрировано, такой химический пенообразователь превосходно ведет себя в условиях, которые являются типичными для технологического процесса уплотнения после рассыпания.
Как это также необходимо отметить, данный третий аспект изобретения может быть объединен с одним или несколькими характеристиками, которые описываются выше в настоящем документе в объеме первого аспекта, независимо от характеристики, заключающейся в рассыпании термопластического материала в форме сухой смеси.
Само собой разумеется то, что носитель, соответствующий описанию изобретения, представленному выше в настоящем документе в способе первого, второго и третьего аспектов, все еще должен быть подвергнут переработке совместно с другим материалом, будь то в слоях или нет, для формирования конечных панелей настила пола. В общем случае данная дополнительная обработка может иметь место различным образом, где для соединения другого материала с носителем могут быть использованы различные технологические процессы, такие как, помимо всего прочего, технологические процессы ламинирования и нанесения покрытия.
В соответствии с одной первой возможностью при использовании тепла и давления носитель, по меньшей мере, на поверхности сплавляется совместно с одним или несколькими дополнительными слоями, такими как пленка с отпечатанным декором и/или слой износа и/или дополнительный термопластический слой. В соответствии с одной второй возможностью материал одного или нескольких дополнительных слоев, в частности, одного или нескольких дополнительных термопластических слоев, может быть нанесен в жидкой или пастообразной форме в результате их каландрования или их получения на носителе любым другим образом. В соответствии с одной третьей возможностью один или несколько дополнительных слоев связывают с носителем при использовании адгезионного средства или клея.
Покрывной слой предпочтительно включает, по меньшей мере, декор и прозрачный или полупрозрачный слой износа, расположенный поверх декора.
Декор покрывного слоя предпочтительно включает узор или рисунок, говоря более конкретно, узор древесины или рисунок древесины, которые воплощают в форме отпечатка на пленке из синтетического материала, например, поливинилхлоридной пленке, полиуретановой пленке, полипропиленовой пленке или полиэтиленовой пленке. Такой декор предпочтительно связывают с носителем при использовании технологического процесса термического ламинирования, будь то совместно или нет с одним или несколькими оставшимися слоями покрывного слоя, такого как слой износа. В настоящем документе декор может быть получен и ламинирован на носителе в форме непрерывной пленки, что соответствует описанию этого как такового в документе РСТ/IB2015/055826. В случае такого технологического процесса ламинирования предпочтительно используют изобарный пресс, что соответствует описанию этого как такового в документе РСТ/IB2015/055826.
Однако, в соответствии с одним альтернативным также предпочтительным вариантом осуществления декор получают непосредственно на носителе или на базовом слое или грунтовке, расположенных на носителе. В данном случае это относится к декору, обозначаемому английским термином «direct print» или немецким термином «Direktdruck» (по-русски «прямая печать»). В настоящем документе может быть использовано печатающее устройство, предпочтительно цифровое печатающее устройство.
В соответствии с еще одним альтернативным вариантом декор может быть получен в форме отпечатка на нижней стороне слоя износа.
Слой износа предпочтительно является слоем износа на основе синтетического материала, который либо получают в форме пленки, будь то совместно или нет с упомянутой пленкой с отпечатком, например, при использовании технологического процесса термического ламинирования, либо наносят в жидком состоянии, а впоследствии обеспечивают его затвердевание на носителе. В случае включения в слой износа пленки это предпочтительно будет относиться к термопластической пленке, в частности, поливинилхлоридной пленке, полиуретановой пленке, полипропиленовой пленке или полиэтиленовой пленке.
Предпочтительно покрывной слой включает термопластический несущий слой. Как это необходимо отметить, под термином «термопластический несущий слой» подразумевается несущий слой, который воплощают на основе термопластического материала. Термопластический несущий слой может быть сплавлен совместно с носителем под воздействием давления и температуры, будь то совместно или нет с пленкой, упомянутой выше в настоящем документе, и/или слоем износа, или может быть нанесен в жидкой или пастообразной форме в результате его каландрования или его получения на носителе любым другим образом.
Термопластический несущий слой предпочтительно получают на носителе в форме нерассыпаемого слоя, предпочтительно после уплотнения термопластического материала носителя. В результате получения термопластического несущего слоя отличным образом в сопоставлении с тем, что имеет место для упомянутого прежде термопластического материала, получают более высокую свободу с учетом конфигурации технологического процесса, где рассыпаемые и нерассыпаемые слои могут быть объединены выгодным образом. Предпочтительно термопластический несущий слой получают в форме листа или пленки, говоря более конкретно, при использовании каландрования. В соответствии с одним альтернативным вариантом несущий слой может быть нанесен при использовании адгезионного средства или клея или также при использовании термического ламинирования.
Термопластический несущий слой может демонстрировать наличие одной или нескольких следующих далее характеристик:
- несущий слой содержит податливый или мягкий термопласт, говоря более конкретно, термопласт, который снабжают одним или несколькими пластификаторами;
- несущий слой имеет в своей основе один или комбинацию из двух и более следующих далее материалов: поливинилхлорид или PVC, полиэтилен, полипропилен и/или полиуретан;
- несущий слой содержит один или несколько неорганических наполнителей, таких как, например, мел и/или известь; и/или
- несущий слой содержит композит из термопласта и одного или нескольких органических наполнителей, таких как, например, древесные частицы, где несущий слой, говоря более конкретно, относится к древесно-пластиковому композиту или ДПК, где в качестве термопласта предпочтительно используют любого из термопластов, упомянутых выше в настоящем документе.
То, что наносят податливый несущий слой, то есть, несущий слой, содержащий податливый термопласт, например, мягкий или податливый полимер PVC, позволяет добиться преимущества, заключающегося в возможности придания панелям настила пола определенной гибкости. Такая гибкость может вносить свой вклад в легкость установки панелей настила пола, а также, например, в уменьшение шумообразования для панелей настила пола, например, при ходьбе по панелям настила пола. Предпочтительно термопластический материал несущего слоя содержит пластификатор в количестве, составляющем как максимум 20 ч./сто ч. смолы, а, говоря более конкретно, в количестве, составляющем более, чем 20 ч./сто ч. смолы.
Как это также необходимо отметить в настоящем документе, состав термопластического материала несущего слоя может быть, а может и не быть равным составу упомянутого выше в настоящем документе термопластического материала, который рассыпают в форме сухой смеси, независимо от образа нанесения несущего слоя, однако, предпочтительно является отличным от него.
Покрывной слой может быть подвергнут окончательной отделке при использовании слоя лака, который получают на упомянутом слое износа и/или упомянутом декоре в форме жидкого слоя, а впоследствии обеспечивают его затвердевание. Предпочтительно это относится к слою лака, затвердевание которого может быть обеспечено при использовании ультрафиолетового или эксимерного излучения. Предпочтительно слой лака получают поверх возможного слоя износа.
В одном конкретном варианте осуществления воплощают покрывной слой, такой как первый полуфабрикат, описанный в документе ЕР 2 481 848 А1, где данный первый полуфабрикат объединяют с носителем, соответствующим описанию изобретения, представленному выше в настоящем документе, при использовании ламинирования.
Несмотря на предпочтительное нанесение покрывного слоя после формирования или уплотнения носителя изобретение не исключает и полное или частичное получение покрывного слоя до формирования носителя. Таким образом, один или несколько слоев покрывного слоя могут быть нанесены до уплотнения носителя, а впоследствии могут быть связаны с носителем во время технологического процесса уплотнения.
Покрывной слой также может быть снабжен тиснениями, которые могут быть, а могут не быть произведены с соблюдением точной приводки с возможно присутствующим декором. С данной целью может быть использован валик, что соответствует описанию этого как такового в документе РСТ/IB2015/055826. Тиснения снабжают панели настила пола рельефом, так что они могут моделировать реальное строение древесины еще лучше. Тиснения могут быть произведены, например, в соответствии с волокнистой структурой древесины.
В соответствии с изобретением возможным является формирование носителем, будь то совместно или нет с другими еще слоями, полотна материала, из которого получают панели настила пола в результате разделения, говоря более конкретно, в результате разрезания, на предпочтительно продолговатые прямоугольные или квадратные панели настила пола.
Предпочтительно изобретение, соответствующее своему первому, своему второму и своему третьему аспектам, используют для изготовления панелей настила пола, которые на, по меньшей мере, противолежащих краях снабжают механическими соединительными средствами, говоря более конкретно, соединительными деталями, которые позволяют реализовать возможность соединения двух таких панелей настила пола друг с другом таким образом, чтобы получить фиксацию в вертикальном направлении перпендикулярно плоскости соединенных панелей, а также в горизонтальном направлении перпендикулярно соединенным краям и в плоскости панелей настила пола.
Предпочтительно соединительные средства демонстрируют наличие одной или комбинации из следующих далее характеристик:
- характеристика, заключающаяся в воплощении механических соединительных средств или соединительных деталей по существу в форме гребня и паза, ограниченных верхней кромкой и нижней кромкой, где данные гребень и паз по существу несут ответственность за фиксацию в упомянутом вертикальном направлении, и где гребень и паз снабжают дополнительными фиксирующими деталями, по существу несущими ответственность за фиксацию в упомянутом горизонтальном направлении. Предпочтительно фиксирующие детали включают выступ на нижней стороне гребня и углубление в нижней кромке паза. Такие соединительные средства и фиксирующие детали известны, например, из документа WO 97/47834;
- характеристика, заключающаяся в спрессовывании механическими соединительными средствами или соединительными деталями соединенных панелей настила пола друг с другом, например, в результате воплощения данных механических соединительных средств при наличии так называемого предварительного натяжения, что известно как таковое из документа ЕР 1026341. Усилие натяжения, с которым панели настила пола спрессовываются друг с другом или друг по отношению к другу, может быть получено, например, в комбинации с вышеупомянутой характеристикой, при использовании нижней кромки, отогнутой в соединенном положении, которая в попытке отпружинивания воздействует давлением на нижнюю сторону гребня;
- характеристика, заключающаяся в обеспечении соединения механическими соединительными средствами в результате горизонтального или квазигоризонтального смещающего перемещения панелей друг по отношению к другу;
- характеристика, заключающаяся в обеспечении соединения механическими соединительными средствами в результате вращательного перемещения вдоль соответствующих краев;
- характеристика, заключающаяся в обеспечении соединения механическими соединительными средствами в результате направленного сверху вниз перемещения охватываемой соединительной детали, например, с гребнем, в охватывающую соединительную деталь, например, с пазом, предпочтительно в целях установки таких панелей в соответствии с так называемым принципом «складывания»;
- характеристика, заключающаяся в воплощении механических соединительных средств или, по меньшей мере, соответствующего верхнего края в результате проведения фрезерной обработки при использовании вращающейся фрезерной головки; и/или
- характеристика, заключающаяся в использовании механическими соединительными деталями отдельного фиксирующего элемента или вставки, что соответствует описанию этого как такового, помимо всего прочего, в документах WO 2006/043893 A1, WO 2008/068245 A1 и WO 2009/066153 A2.
Предпочтительно вышеупомянутые соединительные средства или соединительные детали или, по меньшей мере, часть соединительных средств или соединительных деталей получают в материале носителя, говоря более конкретно, в результате проведения фрезерной обработки при использовании вращающейся фрезерной головки. В частности, соединительные средства, по меньшей мере, частично воплощают в описанном выше в настоящем документе термопластическом материале, рассыпаемом в форме сухой смеси, который демонстрирует наличие превосходных признаков для данной цели.
Панели настила пола предпочтительно относятся к продолговатым прямоугольным или квадратным панелям настила пола, которые на своих обеих парах противолежащих краев снабжают соединительными средствами или соединительными деталями, соответствующими описанию изобретения, представленному выше в настоящем документе.
Однако, не исключается и то, что панели настила пола на своих краях будут свободными от соединительных средств или соединительных деталей, где затем данные панели настила пола предназначаются для склеивания при расположении их нижней стороны на подстилающей поверхности или для неплотной установки.
Кроме того, настоящее изобретение также относится к панели настила пола, предназначенной для формирования напольного покрытия, при наличии характеристики, заключающейся в получении панели настила пола исходя из способа, соответствующего описанным выше в настоящем документе первому, второму и/или третьему аспектам.
Как это также необходимо отметить, изобретение также относится к материалу носителя, который получается или может быть получен в форме полуфабриката способа, соответствующего любому из вышеупомянутых аспектов, или его предпочтительных вариантов осуществления, где данный материал носителя является подходящим для использования при изготовлении панелей настила пола. Говоря более конкретно, это относится к полуфабрикату, который свободен от покрывного слоя.
Как это также необходимо отметить, различные аспекты, описанные выше в настоящем документе, могут быть объединены по свободному выбору. В частности, каждая характеристика или комбинация из характеристик одного аспекта могут быть объединены по свободному выбору с любой характеристикой или комбинацией из характеристик одного или нескольких других аспектов в той мере, в которой данные характеристики не являются противоречащими друг другу.
Как это также необходимо отметить, описанный выше в настоящем документе способ первого, второго и/или третьего аспектов также может быть использован для изготовления панелей в общем и целом и, говоря другими словами, не ограничивается изготовлением панелей настила пола. Таким образом, способ также может быть использован для изготовления, например, стеновых панелей, мебельных панелей и тому подобного.
Настоящее изобретение, кроме того, также относится к панели настила пола, предназначенной для формирования напольного покрытия, где панель настила пола включает носитель на основе термопластического материала и покрывной слой, расположенный на носителе, при наличии характеристики, заключающейся в содержании в термопластическом материале пластификатора в количестве, доходящем как максимум вплоть до 20 ч./сто ч. смолы, предпочтительно в количестве, составляющем менее, чем 20 ч./сто ч. смолы, а еще более предпочтительно в количестве в диапазоне от 5 до 15 ч./сто ч. смолы; во вспенивании или расширении термопластического материала; и в снабжении носителя армирующим слоем, говоря более конкретно, стеклотканью или стекловатой. Тем самым, изобретение позволяет добиться преимущества, заключающегося в возможности получения чрезвычайно комфортной, стабильной и экономически выгодной панели настила пола, и, в дополнение к этому, в сведении к минимуму риска проступания возможных дефектов на подстилающей поверхности по панелям настила пола. Как это также необходимо отметить, панель настила пола, носитель и покрывной слой могут быть воплощены в соответствии с одной или несколькими характеристиками описанных выше в настоящем документе первом, втором и третьем аспектах изобретения, независимо от использования технологического процесса рассыпания на основе сухой смеси, технологического процесса рассыпания в общем и целом или химического пенообразователя.
В целях лучшей демонстрации изобретением характеристик изобретения ниже в настоящем документе в рамках примера, не имеющего какого-либо ограничивающего характера, описываются некоторые предпочтительные варианты осуществления при обращении к прилагающимся чертежам, где:
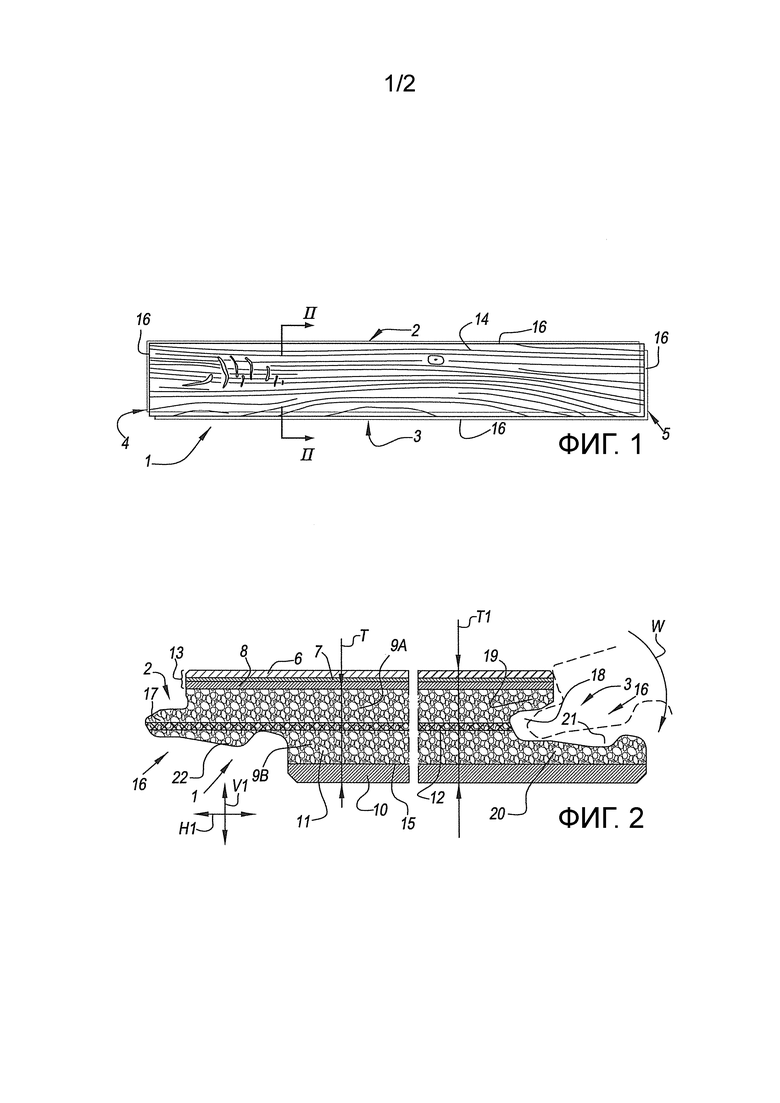
- Фигура 1 представляет панель настила пола, соответствующую изобретению;
- Фигура 2 в более крупном масштабе представляет поперечное сечение, соответствующее линии II-II на фигуре 1;
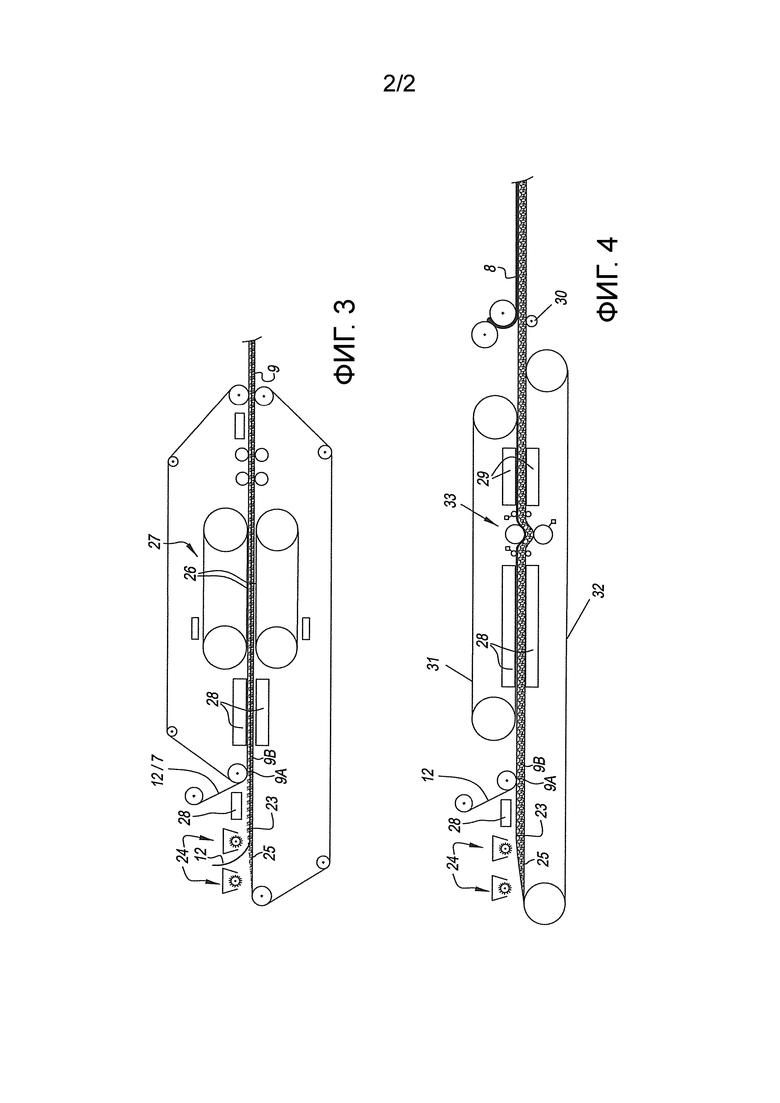
- Фигура 3 схематически демонстрирует некоторые стадии одного способа, соответствующего изобретению, где способ может быть использован для изготовления панелей настила пола с фигур 1 и 2; и
- Фигура 4 схематически представляет некоторые стадии одного альтернативного способа, соответствующего изобретению.
Фигура 1 представляет панель настила пола 1, соответствующую изобретению. В примере панель настила пола 1 является прямоугольной и продолговатой и включает пару длинных сторон 2-3 и пару коротких сторон 4-5.
Фигура 2 представляет поперечное сечение, соответствующее линии II-II на фигуре 1. Исходя из поперечного сечения с ясностью следует то, что панель настила пола 1 образована из, в данном случае многослойного, носителя 11 и покрывного слоя 13, расположенного на носителе 11. Носитель 11 воплощен на основе термопластического материала.
Носитель 11 в данном случае включает два слоя 9А и 9В, оба из которых воплощены на основе термопластического материала. Слои как 9А, так и 9В содержат рассыпаемую и спрессовываемую сухую смесь. Термопластический материал, по меньшей мере, одного из слоев 9А-9В, а предпочтительно обоих слоев 9А-9В, демонстрирует наличие следующих далее характеристик:
- термопластический материал содержит полимер PVC в качестве термопластического синтетического материала, характеризующийся числом К (Фикентчера), которое является меньшим или равным 60;
- термопластический материал содержит сополимер на винилацетатной основе, такой как сополимер винилхлорида-винилацетата, характеризующийся числом К (Фикентчера), которое является меньшим или равным 58;
- термопластический материал содержит пластификатор, а именно, соединение DOTP, который присутствует в количестве в диапазоне от 5 до 15 ч./сто ч. смолы;
- термопластический материал содержит модификатор ударопрочности в количестве в диапазоне от 3 до 15 ч./сто ч. смолы;
- термопластический материал содержит стабилизатор, такой как Ca/Zn-стабилизатор, в количестве в диапазоне от 1 до 4 ч./сто ч. смолы; и
- термопластический материал содержит цветной пигмент, такой как технический углерод, который добавляют к термопластическому материалу в жидкой форме.
Слои 9А и/или 9В вспенивают, где вспенивание слоев может быть проведено таким образом, как это описывается во введении.
Кроме того, носитель 11 включает стекловату 12, которую в примере замыкают в промежутке между слоями 9А-9В.
Носитель 11, кроме того, включает также противослой 10, который располагают на нижней стороне 15 слоя 9В, а также воплощают на основе полимера PVC. В частности, это относится к полимеру PVC, относящемуся к мягкому или податливому типу. Противослой 10 является необязательным, и, например, возможным является формирование одним из слоев 9А-9В, а именно, самым нижним слоем 9В, нижней стороны носителя 11 и, таким образом, также нижней стороны панели настила пола 1.
Покрывной слой 13, расположенный на носителе 11, включает пленку с отпечатанным декором 7 и прозрачный слой износа 6 на основе термопластического материала. Покрывной слой 13, кроме того, включает также термопластический несущий слой 8, расположенный ниже пленки с декором 7. В примере несущий слой 8, пленку с декором 7, а также слой износа 6 воплощают на основе полимера PVC. В настоящем документе несущий слой предпочтительно воплощают на основе мягкого или податливого полимера PVC.
В примере пленку с декором 7 снабжают отпечатком, передающим рисунок древесины 14, где при расчете на одну панель настила пола 1 каждый раз получают изображение одной планки древесины.
Фигура 2, кроме того, также представляет носитель 11, имеющий толщину Т, которая составляет, по меньшей мере, 40 процентов, а в данном случае даже более, чем половину толщины Т1 панели настила пола 1.
Кроме того, панель настила пола 1 из примера снабжают механическими соединительными средствами или соединительными деталями 16 на обоих противолежащих краях 2-3. Как это демонстрирует фигура 2, по меньшей мере, механические соединительные детали 16 на длинной паре краев 2-3 позволяют реализовать возможность соединения двух таких панелей настила пола 1 друг с другом таким образом, что создается фиксация в вертикальном направлении V1 перпендикулярно плоскости соединенных панелей настила пола 1, а также в горизонтальном направлении Н1 перпендикулярно соединенным краям 2-3 и в плоскости панелей настила пола 1. Проиллюстрированные соединительные средства 16 демонстрируют наличие признака, заключающегося в воплощении их по существу в форме гребня 17 и паза 18, ограниченных верхней кромкой 19 и нижней кромкой 20, где данные гребень 17 и паз 18 по существу несут ответственность за фиксацию в упомянутом вертикальном направлении V1, и где гребень 17 и паз 18 снабжают дополнительными фиксирующими деталями 21-22, по существу несущими ответственность за фиксацию в упомянутом горизонтальном направлении Н1. В данном случае фиксирующие детали включают выступ 21 на нижней стороне гребня 17 и кооперирующееся с ним углубление 22 в нижней кромке 20. Соединительные средства 16, представленные в данном случае, делают возможным, по меньшей мере, соединение при использовании вращательного перемещения W вдоль соответствующих краев 2-3. Механические соединительные средства 16 по существу воплощают в слоях 9А-9В, которые замыкают стекловолокнистый слой 12. В примере их получают в результате проведения фрезерной обработки, например, при использовании вращающихся инструментов.
Фигура 3 представляет некоторые стадии способа, соответствующего изобретению. Способ может быть использован для изготовления панели настила пола 1 с фигур 1 и 2. В частности, представлены некоторые стадии формирования носителя 11.
Для формирования слоев 9А-9В используют рассыпающие устройства 24, которые производят рассыпание сухой смеси 23, из которой образованы слои 9А-9В. Рассыпающие устройства 24 осаждают сухую смесь 23 слоя 9В и слоя 9А, соответственно, на транспортирующем устройстве 25 и стекловолокнистом слое 12, который может быть подан на слой 9В, например, из рулона.
Впоследствии рассыпанную сухую смесь 23 уплотняют между лентами 26 прессующего устройства непрерывного действия 27 под воздействием давления и температуры. Тем самым, сухая смесь 23 подается вдоль одного или нескольких нагревающих устройств 28 и, возможно, может быть охлаждена еще раз после обработки в прессе или в конце обработки в прессе. В результате охлаждения получают то, что спрессованные пластины, листы или слои являются относительно прочными в удобоуправляемых условиях для дальнейшей переработки.
Сухая смесь 23 слоев 9А и/или 9В может быть вспенена и с данной целью может быть снабжена пенообразователем, который может относиться к химическому пенообразователю и/или вспучиваемым микросферам. Для вспенивания слоев 9А-9В или, по меньшей мере, их частичного вспенивания могут быть использованы прессующее устройство 27, а также нагревающие устройства 28.
Фигура 3, кроме того, также представляет то, что одновременно с прессованием может быть получен или интегрирован дополнительный слой, в данном случае, по меньшей мере, пленка с декором 7, в результате подачи его на сухую смесь 23 при обработке в прессе. Вместо пленки с декором это также может относиться, например, к добавочному стекловолокнистому слою 12 или к несущему слою 8 или слою износа 6. Это также может относиться к сборке из слоев, уже ламинированных друг на друга, такой как уже полностью или частично образованного покрывного слоя 13, который, например, включает, по меньшей мере, пленку с декором 7 и слой износа 6 или, по меньшей мере, несущий слой 8 и пленку с декором 7 или несущий слой 8, пленку с декором 7, а также слой износа 6. После обработки в прессе получают возможный поверхностный слой лака. Это в данном случае не представлено.
Хотя фигура 3 представляет два рассыпающих устройства 24, соответствующих изобретению, не исключается и то, что будет расположено только одно рассыпающее устройство 24. После этого данное рассыпающее устройство 24 используют для рассыпания сухой смеси 23.
Как это также необходимо отметить, изобретение не исключает и того, что для рассыпания сухой смеси 23 будут использовать только одно из рассыпающих устройств 24 с фигуры 3, в то время как другое рассыпающее устройство 24 может быть использовано, например, для рассыпания гранулята или для рассыпания термопластического материала в любой другой форме.
Также изобретение не исключает и расположения более, чем двух рассыпающих устройств 24, например, третьего и четвертого рассыпающего устройства.
Кроме того, как это с ясностью следует, в случае использования множества рассыпающих устройств 24 данные рассыпающие устройства 24 могут осаждать термопластический материал при взаимно различных составе и/или среднем размере частиц.
Как это также необходимо отметить, носитель 11, который формируют при использовании стадий, представленных на фигуре 3, может быть подвергнут дополнительной переработке для формирования конечных панелей настила пола. Таким образом, покрывной слой также может быть расположен поверх данного носителя 11, и сам носитель также может быть снабжен противослоем в соответствии с описанием изобретения во введении.
На фигуре 4 представлены некоторые стадии одного альтернативного, однако, также предпочтительного способа, соответствующего изобретению.
Два слоя 9А-9В рассыпают при использовании рассыпающих устройств 24. По меньшей мере, один из двух слоев 9А-9В содержит термопластический материал, рассыпаемый в форме сухой смеси 23. В примере оба слоя 9А-9В содержат рассыпаемую сухую смесь 23. Рассыпающие устройства 24 рассыпают сухую смесь 23 первого слоя 9А и второго слоя 9А, соответственно, на транспортирующее устройство 24 и слой 9В.
Кроме того, стекловолокнистый слой 12 располагают на верхнем слое 9А. Данный стекловолокнистый слой 12 может быть подан из рулона.
Впоследствии рассыпанные слои 9А-9В совместно со стекловолокнистым слоем 12 транспортируют между ленточными конвейерами 31 и 32 вдоль одного или нескольких нагревающих устройств 28. Нагревающие устройства 28 используют для плавления слоев 9А-9В или, по меньшей мере, для их плавления, по меньшей мере, частичного. Также нагревающие устройства 28 могут быть использованы для вспенивания слоев 9А и/или 9В.
После этого слои 9А-9В совместно со стекловолокнистым слоем 12 спрессовывают при использовании прессующего агрегата 33. Стекловолокнистый слой 12 связывают под давлением со слоем 9А при использовании адгезионных свойств расплавленного слоя 9А. Стекловолокнистый слой 12 в данном случае непосредственно опирается на элемент пресса, такой как плита пресса или прессующая лента, что соответствует описанию этого как такового в документе, имеющем номер заявки US 14/549,153. Впоследствии слои 9А-9В и стекловолокнистый слой 12 транспортируют вдоль охлаждающих установок 29.
После обработки в прессе в примере с фигуры 4 также получают и несущий слой 8, имеющий в своей основе термопластический материал, при использовании предпочтительно мягкого или податливого термопласта. Термопластический материал несущего слоя 8 расплавляют и спрессовывают в форме листа, после чего его спрессовывают совместно со слоями 9А-9В и стекловолокнистым слоем 12 при использовании каландрирующих валов 30.
Настоящее изобретение никоим образом не ограничивается вариантами осуществления, описанными выше в настоящем документе; наоборот, такие способы, панели настила пола и материал носителя могут быть реализованы в соответствии с различными вариантами без выхода за пределы объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСТИЛ ПОЛА, ПАНЕЛИ ПОЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ПОЛА | 2006 |
|
RU2392126C2 |
| КОМПЛЕКТ ПАНЕЛЕЙ ДЛЯ НАСТИЛА ПОЛА С ЛИНЕЙНЫМ РИСУНКОМ | 2005 |
|
RU2370603C2 |
| ПАНЕЛЬ ПОЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ПОЛА | 2017 |
|
RU2744252C2 |
| ПАНЕЛЬ ПОЛА ДЛЯ ФОРМИРОВАНИЯ НАСТИЛА ПОЛА, НАСТИЛ ПОЛА, СФОРМИРОВАННЫЙ ИЗ ТАКИХ ПАНЕЛЕЙ ПОЛА, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ПАНЕЛЕЙ ПОЛА | 2013 |
|
RU2628345C2 |
| ПАНЕЛЬ ПОЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2402427C2 |
| ПАНЕЛЬ ДЛЯ НАСТИЛА С ДРЕНАЖНЫМИ ВЫСТУПАМИ | 2015 |
|
RU2696715C1 |
| ПАНЕЛЬ ПОЛА ДЛЯ ОБРАЗОВАНИЯ НАПОЛЬНОГО ПОКРЫТИЯ И ПОДЛОЖКА ДЛЯ ПАНЕЛИ | 2017 |
|
RU2774351C2 |
| ПАНЕЛЬ ПОЛА ДЛЯ ОБРАЗОВАНИЯ НАПОЛЬНОГО ПОКРЫТИЯ И ПОДЛОЖКА ДЛЯ ПАНЕЛИ | 2017 |
|
RU2733925C2 |
| ПАНЕЛЬ С ДЕКОРАТИВНЫМ СЛОЕМ | 2005 |
|
RU2392402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРИРОВАННОЙ СТЕНОВОЙ ИЛИ ПОЛОВОЙ ПАНЕЛИ | 2015 |
|
RU2647233C1 |
Изобретение относится к производству напольных покрытий и касается способа изготовления панелей настила пола. Панели настила пола включают носитель на основе термопластического материала и покрывной слой, расположенный на носителе. Способ включает стадии рассыпания и уплотнения термопластического материала, при этом термопластический материал рассыпают в форме сухой смеси, термопластический материал содержит поливинилхлорид (PVC) в качестве термопластического синтетического материала, характеризующегося числом К (Фикентчера), меньшим или равным 60. Изобретение обеспечивает экологичное и экономичное производство панелей настила пола и возможность получать гомогенную композицию уплотненного слоя толщиной, составляющей 1 миллиметр и менее. 20 з.п. ф-лы, 4 ил.
1. Способ изготовления панелей настила пола, где панели настила пола (1) включают носитель (11) на основе термопластического материала и покрывной слой (13), расположенный на носителе (11); и где способ включает, по меньшей мере, стадии рассыпания термопластического материала и уплотнения рассыпанного термопластического материала; отличающийся тем, что термопластический материал рассыпают в форме сухой смеси (23), где термопластический материал содержит поливинилхлорид (PVC) в качестве термопластического синтетического материала, характеризующегося числом К (Фикентчера), меньшим или равным 60.
2. Способ по п. 1, отличающийся тем, что термопластический материал включает одну или несколько следующих далее характеристик:
- термопластический материал содержит сополимер на винилацетатной основе, такой как сополимер винилхлорида-винилацетата, где сополимер на винилацетатной основе предпочтительно характеризуется числом К (Фикентчера), которое является меньшим или равным 60, а еще более предпочтительно характеризуется числом К (Фикентчера), которое является меньшим или равным 58; и/или
- термопластический материал содержит пластификатор в количестве, доходящем как максимум вплоть до 20 ч./сто ч. смолы, предпочтительно в количестве, составляющем менее чем 20 ч./сто ч. смолы, а еще более предпочтительно в количестве в диапазоне от 5 до 15 ч./сто ч. смолы.
3. Способ по п. 1 или 2, отличающийся тем, что термопластический материал содержит неорганический наполнитель, такой как мел или известь, и/или органический наполнитель, такой как древесные частицы.
4. Способ по п. 1 или 2, отличающийся тем, что способ включает также стадию вспенивания термопластического материала; и тем, что с данной целью термопластический материал снабжают пенообразователем.
5. Способ по п. 4, отличающийся тем, что стадию вспенивания термопластического материала проводят после стадии рассыпания термопластического материала, а предпочтительно проводят во время стадии уплотнения рассыпанного термопластического материала.
6. Способ по п. 4, отличающийся тем, что упомянутый пенообразователь относится к химическому пенообразователю.
7. Способ по п. 4, отличающийся тем, что упомянутый пенообразователь относится к вспучиваемым микросферам.
8. Способ по п. 1 или 2, отличающийся тем, что термопластический материал содержит уменьшающий плотность наполнитель, такой как перлит, вермикулит и/или силикат, который предпочтительно является вспученным, вспененным, пористым или полым.
9. Способ по п. 1 или 2, отличающийся тем, что стадию уплотнения рассыпанного термопластического материала проводят под воздействием давления и/или температуры, а предпочтительно проводят при использовании обогреваемого прессующего устройства (27).
10. Способ по п. 1 или 2, отличающийся тем, что способ включает также стадию снабжения носителя (11) армирующим слоем (12), говоря более конкретно, стеклотканью или стекловатой.
11. Способ по п. 1 или 2, отличающийся тем, что носитель (11) имеет толщину (Т), составляющую по меньшей мере 3 миллиметра, предпочтительно толщину, составляющую по меньшей мере 4 миллиметра, а еще более предпочтительно толщину, составляющую по меньшей мере 4,5 миллиметра.
12. Способ по п. 1 или 2, отличающийся тем, что способ включает также стадию снабжения носителя (11) противослоем (10) на основе термопластического материала, который является более мягким, чем вышеупомянутый термопластический материал, рассыпаемый в форме сухой смеси.
13. Способ по п. 12, отличающийся тем, что стадия получения противослоя (10) включает рассыпание термопластического материала противослоя (10) и уплотнение рассыпанного термопластического материала противослоя (10).
14. Способ по п. 13, отличающийся тем, что уплотнение рассыпанного термопластического материала противослоя (10) проводят во время стадии уплотнения термопластического материала, рассыпаемого в форме сухой смеси.
15. Способ по п. 1 или 2, отличающийся тем, что упомянутые стадии проводят в рамках непрерывного технологического процесса.
16. Способ по п. 1, отличающийся тем, что упомянутый покрывной слой (13) включает, по меньшей мере, декор (7) и прозрачный или полупрозрачный слой износа (6), расположенный поверх декора (7) и имеющий форму термопластической пленки.
17. Способ по п. 16, отличающийся тем, что декор (7) в форме отпечатка воплощают на пленке из синтетического материала и, будь то совместно или нет со слоем износа (6), связывают с носителем (11) при использовании технологического процесса термического ламинирования.
18. Способ по п. 1, отличающийся тем, что покрывной слой (13) включает термопластический несущий слой (8), который предпочтительно относится к податливому или мягкому типу и с данной целью, говоря более конкретно, содержит податливый или мягкий термопласт, например, податливый или мягкий поливинилхлорид.
19. Способ по п. 18, отличающийся тем, что термопластический несущий слой (8) получают на носителе (11) в форме пленки или листа, в частности, в результате каландрования.
20. Способ по п. 1, отличающийся тем, что носитель (11), будь то совместно или нет с другими еще слоями, формирует полотно материала, которое разрезают для получения панелей настила пола, в частности, продолговатых прямоугольных или квадратных панелей настила пола (1).
21. Способ по п. 1, отличающийся тем, что панели настила пола (1) на по меньшей мере двух противолежащих краях (2-3) снабжают соединительными деталями (16), при использовании которых множество таких панелей настила пола (1) может быть соединено друг с другом механически в целях получения тем самым фиксации, предпочтительно как горизонтальной (Н1), так и вертикальной (V1).
| US 2011016744 A1, 27.01.2011 | |||
| US 6617009 B1, 09.09.2003 | |||
| WO 2013179260 A1, 05.12.2013 | |||
| WO 2011141849 A2, 17.11.2011. |

