Настоящее изобретение относится к настилу пола, к панелям пола для формирования указанного настила пола, а также к способу изготовления панелей пола.
Изобретение согласно его первому аспекту относится к настилу пола того типа, который состоит из множества твердых панелей пола, при этом, с одной стороны, панели пола демонстрируют обычный общий декор, а с другой стороны, среди панелей пола, демонстрирующих обычный общий декор, также присутствуют панели пола, которые отличаются друг от друга применительно к их внешнему виду и/или как таковые имеют зоны отличающегося внешнего вида, причем эти панели пола, по меньшей мере, на двух противоположных своих сторонах или краях снабжены соединительными частями, обеспечивающими возможность взаимодействия двух из таких панелей пола друг с другом на этих сторонах, и при этом, по меньшей мере, некоторые из панелей пола имеют, по меньшей мере, один желобок, такой как скошенный край или аналогичная особенность, причем поверхности этих желобков снабжены, по меньшей мере частично, отдельно нанесенным декоративным покрытием, состоящим, по меньшей мере, из декоративного слоя.
Настил пола указанного типа известен. В данном случае, общий декор - это главным образом декор древесины или декор камня. Этот общий декор сформирован главным образом из нескольких панелей пола, имеющих разный вешний вид. Так, например, настил пола, отображающий пол из дубовых досок в качестве общего декора, будет иметь главным образом разные панели пола, отображающие доски разного оттенка или разной степени темноты. Кроме того, цвет, оттенок или аналогичная особенность зачастую будут значительно изменяться в пределах поверхности одной и той же панели пола.
Кроме того, известно применение желобка, который снабжен отдельно нанесенным декоративным покрытием, состоящим, по меньшей мере, из декоративного слоя. В соответствии с известными вариантами выполнения, декоративный слой может состоять из отпечатка, например, полученного посредством печати с переносом, или окрашенного участка, полученного посредством цветного красителя, такого как лак или аналогичное вещество. Примеры подобного рода известны, помимо прочих первоисточников, из патентных документов WO 01/96688, WO 2004/108436 и US 2005/0076598. Из этих документов также известна адаптация внешнего вида декоративного слоя на желобке к внешнему виду верхней стороны панелей пола. Способ выполнения такой «адаптации», известный до настоящего времени, заключается в том, что осуществляют так называемое общее согласование и тем самым определяют однозначный фиксированный внешний вид для покрытия желобка, соответственно, с точно определенным цветом и/или с точно определенным фиксированным рисунком, который в целом лучше всего соответствует всем панелям пола, имеющим один и тот же общий декор. Если нужно имитировать пол из деревянных досок с более темными и более светлыми досками, то предусматривают желобки, например, с покрытием одного и того же цвета, которое, например, по своему оттенку находится между оттенками более темных и более светлых досок, посредством чего и осуществляется такая «общая адаптация».
Однако задачей данного изобретения является более оптимизированная адаптация декоративного слоя на желобке к декору, расположенному на верхней стороне панелей пола. За счет такой оптимизированной адаптации техническое решение предназначено для осуществления усовершенствованных имитаций, например, деревянных полов, керамических плиток пола и аналогичных средств.
Поставленная задача решена, согласно изобретению, посредством настила пола вышеупомянутого типа, в котором внешний вид упомянутого декоративного покрытия выполнен изменяющимся в зависимости от различий, существующих в указанном декоре настила пола. Таким образом, внешний вид покрытия, присутствующего на желобке, не только адаптирован к общему внешнему виду общего декора, но и также отдельно более или менее адаптирован к некоторым различиям, существующим в декоре, и также означает, что внешний вид этого покрытия изменяется в одном и том же настиле пола. Другими словами, это означает, что покрытия на желобках выполнены по цвету и/или рисунку «согласованно» с соседней верхней стороной деревянных панелей, в которых они предусмотрены.
Ясно, что таким образом получается лучшая имитация, например, реальных деревянных полов, и появляется возможность исключить искажающие эффекты.
Изобретение предназначено в первую очередь для применения при изготовлении многослойных панелей пола, а более конкретно - панелей из материала DPL (ламината прямого давления), структура которых, в общем, известна. Таким образом, прессование, распиловка и применение соединительных частей на краях панелей пола составляют применяемые в данном случае способы, которые, как таковые, известны.
В соответствии с предпочтительными вариантами выполнения изобретение также направлено на разработку настилов, которые, с одной стороны, соответствуют основному замыслу изобретения, а с другой стороны, могут быть практически воплощены в массовом производстве и, более того, являются настилами хорошего качества.
В соответствии с предпочтительным вариантом выполнения изобретения внешний вид указанного декоративного покрытия выполнен изменяющимся, по меньшей мере, для двух или более панелей, декор которых изменяется в пределах одной панели, причем на желобке, расположенном на указанных панелях, выполнено различающееся покрытие, причем покрытие такого желобка, каждый раз, соответственно, адаптировано к декору панели, на которой расположен соответствующий желобок. Общую адаптацию в пределах одной панели можно выполнить довольно просто, поскольку не нужно учитывать подробные изменения в поверхности самой панели.
В соответствии с другим предпочтительным вариантом выполнения внешний вид упомянутого декоративного покрытия выполнен изменяющимся, по меньшей мере, для некоторых панелей пола за счет того, что этот внешний вид в пределах желобка одной и той же панели выполнен по-разному, при этом декоративное покрытие такого желобка тогда адаптировано к изменениям, существующим в декоре, который имеет сама соответствующая панель.
В соответствии с предпочтительным вариантом выполнения внешний вид декоративного покрытия, присутствующего на желобках, выполнен изменяющимся за счет наличия изменения, по меньшей мере, его общего цвета или оттенка.
Предпочтительным является то, что декоративное покрытие, нанесенное на желобки, снабжено рисунком, а внешний вид этого покрытия выполнен изменяющимся посредством того, что допускается изменение этого рисунка таким образом, что он адаптирован к изменениям, которые существуют в декоре настила пола.
Декоративный слой предпочтительно состоит, по существу, из отпечатка, более конкретно отпечатка, который выполнен посредством печатающего устройства, а более конкретно - струйного печатающего устройства или струйной системы подачи.
Практически предпочтительным является декоративный слой, образованный многоцветным отпечатком.
Такие отпечатки дают преимущество, заключающееся в том, что они обеспечивают простое выполнение вышеупомянутых изменений.
В соответствии с конкретным вариантом выполнения вышеупомянутое декоративное покрытие содержит, по меньшей мере, один прозрачный или, во всяком случае, по меньшей мере, частично прозрачный покровный слой, обеспеченный поверх декоративного слоя. Этот покровный слой предпочтительно выполнен из прозрачного или, по меньшей мере, частично прозрачного вещества, которое нанесено посредством печати с переносом. Такой покровный слой обеспечивает различные преимущества, например обеспечивает защиту декоративного слоя.
В соответствии с предпочтительным вариантом выполнения покровный слой обеспечивает покрытие с одним или более из нижеследующих свойств:
- грязеотталкивающее и/или пылеотталкивающее;
- плеснеотталкивающее;
- обладающее уплотнительными свойствами, а более конкретно - противодействующим проникновению воды, причем оба эти варианта полезны для предотвращения поглощения воды в веществе и защиты декоративного слоя, если этот последний должен быть выполнен из материала, который не является водостойким;
- с гладкой поверхностью;
- с желаемой степенью глянца, либо изменяющейся, либо не изменяющейся вдоль желобка;
- удобное в техническом обслуживании;
- светопрочное или соответственно стойкое к ультрафиолетовому излучению;
- антистатическое;
- демонстрирующее структуру поверхности.
Отметим, что под вышеуказанными «желобками» понимаются желобки, которые расположены на наружном краю соответствующих панелей пола, под термином «желобки» могут пониматься желобки, которые выполнены как имитационные желобки, состоящие из канавкообразных заглубленных участков, расположенных в верхней поверхности соответствующих панелей пола.
Очевидно, что изобретение также относится к панелям пола для формирования вышеупомянутого настила пола, изготавливаемого в соответствии с изобретением.
Помимо этого, изобретение также относится к эффективному способу изготовления панелей пола в соответствии с изобретением.
С этой целью, данное изобретение относится к способу изготовления панелей пола, а более конкретно - панелей пола для формирования вышеупомянутого настила пола, причем такие панели пола, по меньшей мере, на двух противоположных сторонах или краях снабжают соединительными частями, обеспечивающими возможность взаимодействия двух из таких панелей пола друг с другом на этих сторонах, и при этом соответствующие панели пола снабжают, по меньшей мере, одним желобком, таким как скошенный край или аналогичная особенность, причем поверхность упомянутого желобка снабжают, по меньшей мере частично, покрытием, причем указанное покрытие формируют на поверхности желобка, по меньшей мере, из декоративного слоя посредством управляемой системы нанесения, при этом посредством управления упомянутой системой нанесения изменяют, по меньшей мере, внешний вид формируемого таким образом покрытия, так что внешний вид получаемого декоративного покрытия изменяется в зависимости от различий, существующих в вышеупомянутом декоре настила пола.
В соответствии с предпочтительным вариантом выполнения способа покрытие такого желобка выполняют в целом равномерно по панели или, по меньшей мере, по желобку, однако таким образом, что для некоторых различающихся панелей пола оно полностью адаптировано к декору панели пола, на которой упомянутое покрытие расположено.
В соответствии с другим предпочтительным вариантом выполнения покрытие такого желобка выполняют таким образом, что его внешний вид изменяется в самой панели.
В предпочтительном варианте управление системой нанесения имеет место в зависимости от обнаружения, проведенного на соответствующей панели пола. Посредством таких обнаружений можно легко производить на поточной технологической линии покрытия, внешний вид которых изменяется, и при этом автоматически, посредством подходящего управления, формируют покрытие, которое желательно в соответствии с настоящим изобретением.
Управление осуществляют посредством опережающей связи, при этом осуществляют обнаружение на верхней поверхности панели пола, чтобы определить особенности, касающиеся ее внешнего вида, после чего эти данные используют для формирования адаптированного покрытия на соответствующем желобке.
В качестве системы нанесения предпочтительно используют систему нанесения с цифровым управлением, например цифровое печатающее устройство, а более конкретно печатающее устройство, работающее в соответствии с принципом струйной печати.
Кроме того, в качестве системы нанесения предпочтительно используют систему многоцветной печати, а более конкретно - печатающее устройство многоцветной печати, при этом посредством управления осуществляют изменение вышеупомянутого общего цвета или оттенка покрытия.
В предпочтительном варианте выполнения используют печатающую систему, с помощью которой декоративный слой выполняют с рисунком, а управление печатающей системой осуществляют таким образом, что получаемый рисунок изменяется в зависимости от рисунка на верхней стороне соответствующей панели пола.
Другие аспекты изобретения станут очевидными из нижеследующего описания и формулы изобретения.
Неограничительный пример выполнения настоящего изобретения поясняется посредством чертежей, на которых представлено:
на фиг.1 - настил пола схематично в соответствии с изобретением;
на фиг.2 - поперечное сечение в соответствии с линией II-II на фиг.1 в увеличенном масштабе;
на фиг.3 - вид в перспективе по стрелке F3 на фиг.1;
на фиг.4 - способ изготовления панелей пола, из которых состоит настил пола, показанный на фиг.1-3, схематично;
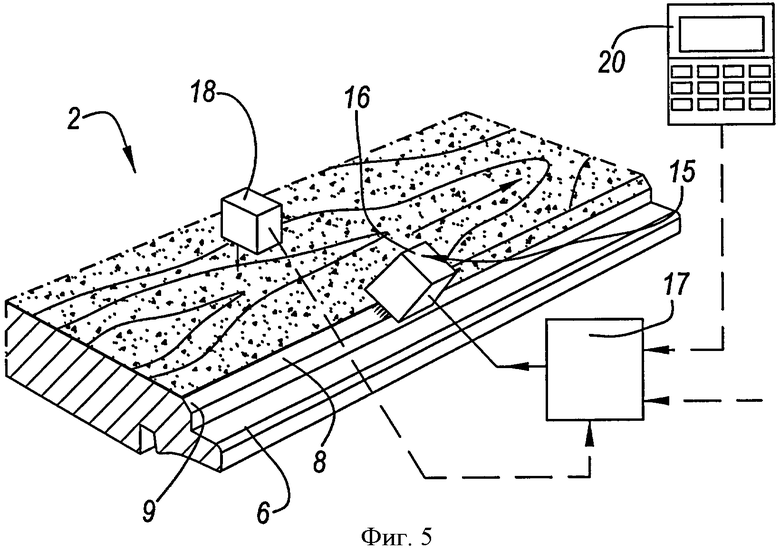
на фиг.5 - вид по стрелке F5 на фиг.4, схематично;
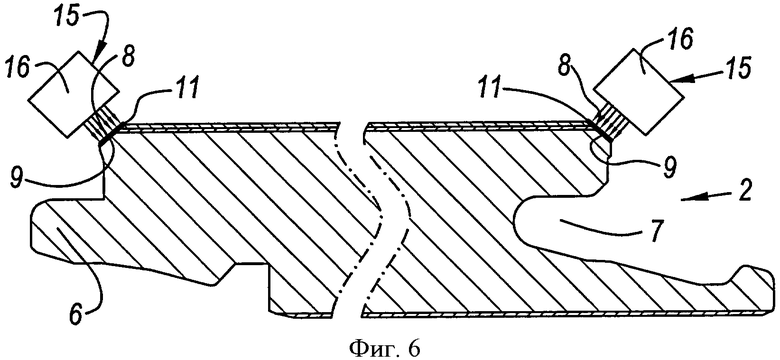
на фиг.6 - поперечное сечение по линии IV-IV на фиг.4, в увеличенном масштабе;
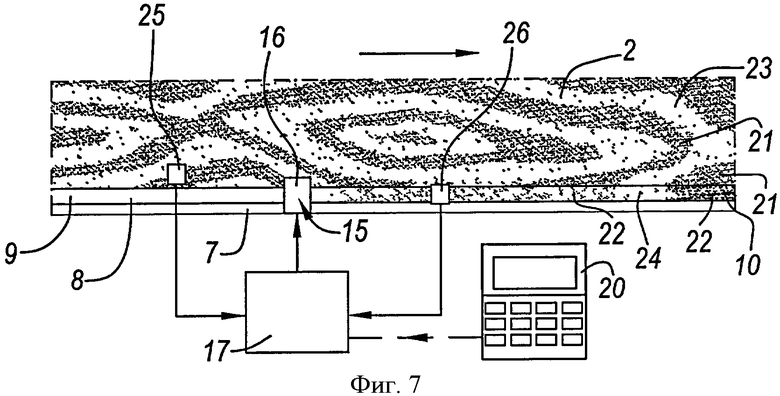
на фиг.7 - вариант выполнения изобретения;
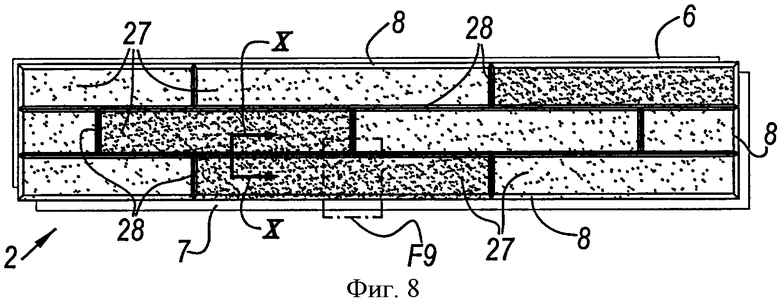
на фиг.8 - панель пола в соответствии с изобретением;
на фиг.9 - участок F9, показанный на фиг.8, в увеличенном масштабе;
на фиг.10 - поперечное сечение по линии Х-Х на фиг.8 в увеличенном масштабе;
на фиг.11 - вариант участка, который изображен на фиг.10;
на фиг.12 - другой вариант выполнения изобретения;
фиг.13 - конкретная форма выполнения способа в соответствии с изобретением;
на фиг.14 - участок F14, показанный на фиг.2, в увеличенном масштабе;
на фиг.15 - конкретная форма выполнения желобка в соответствии с изобретением, в увеличенном масштабе;
на фиг.16 - способ формирования желобка согласно фиг.15, схематично;
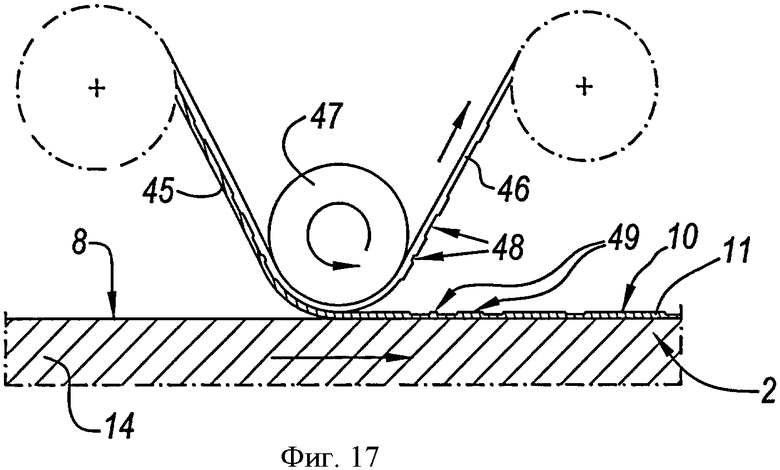
на фиг.17 - предпочтительный вариант осуществления способа, схематично;
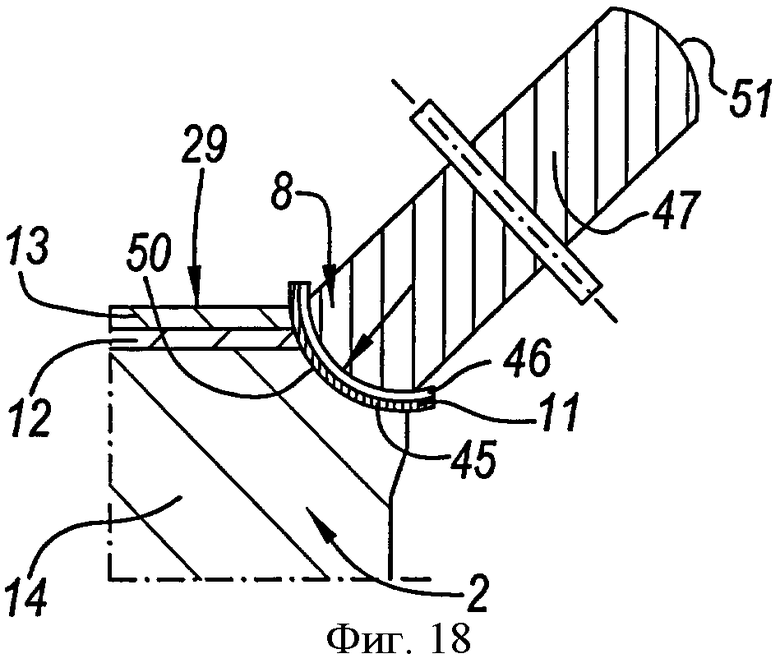
на фиг.18 - другой предпочтительный вариант осуществления способа согласно изобретению, предназначенный для нанесения декоративного покрытия на желобке;
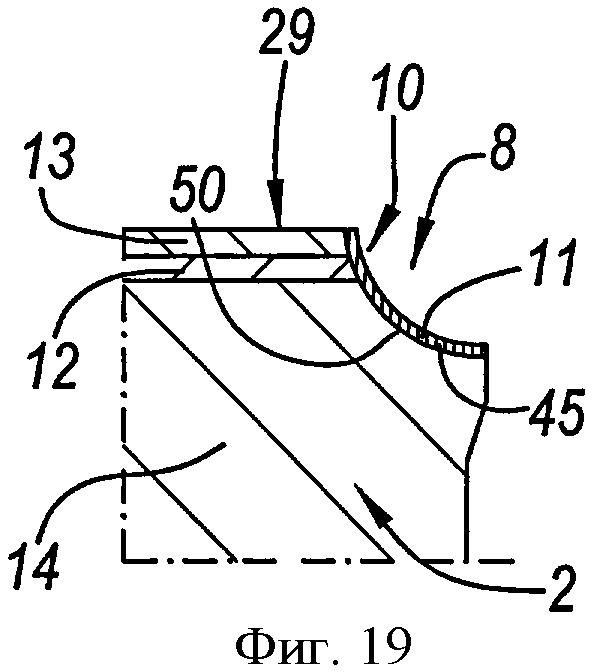
на фиг.19 - желобок согласно фиг.18 после нанесения на него покрытия;
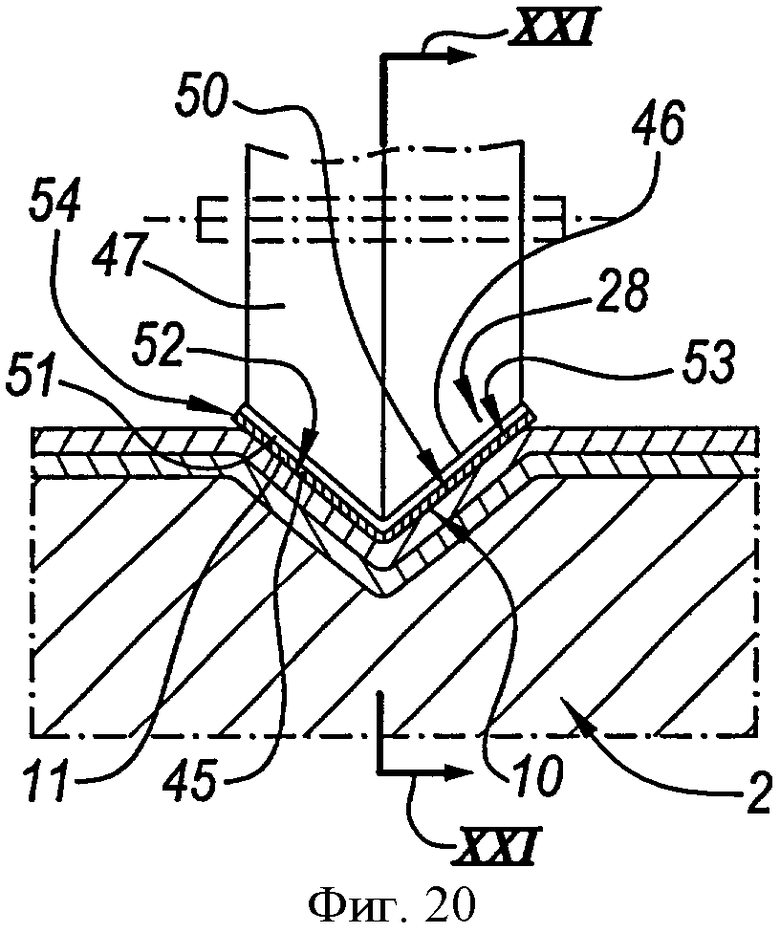
на фиг.20 - способ в соответствии с изобретением, в котором имитационный желобок снабжают декоративным покрытием;
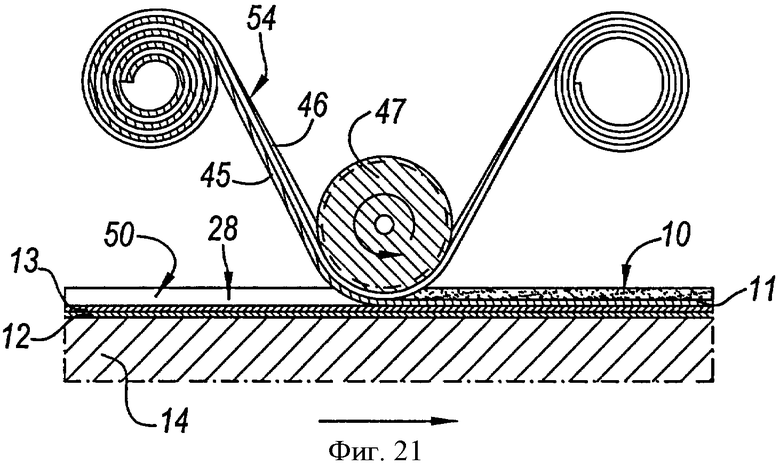
на фиг.21 - поперечное сечение по линии XXI-XXI на фиг.20;
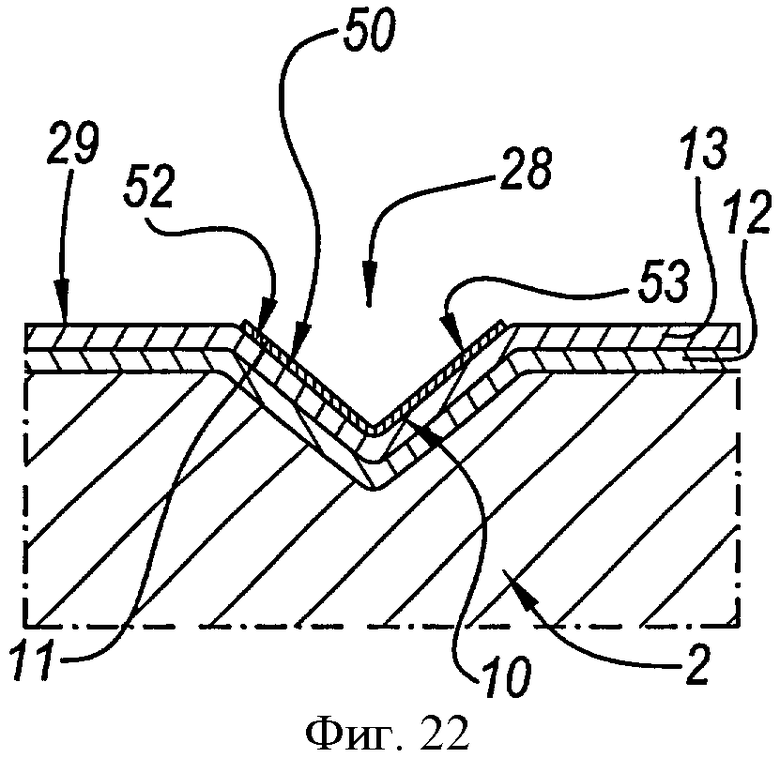
на фиг.22 - желобок согласно фиг.20 после нанесения на него декоративного покрытия;
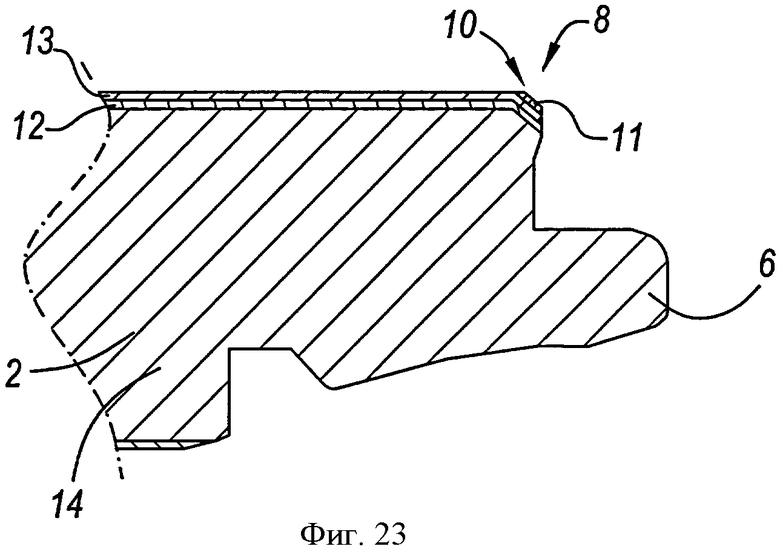
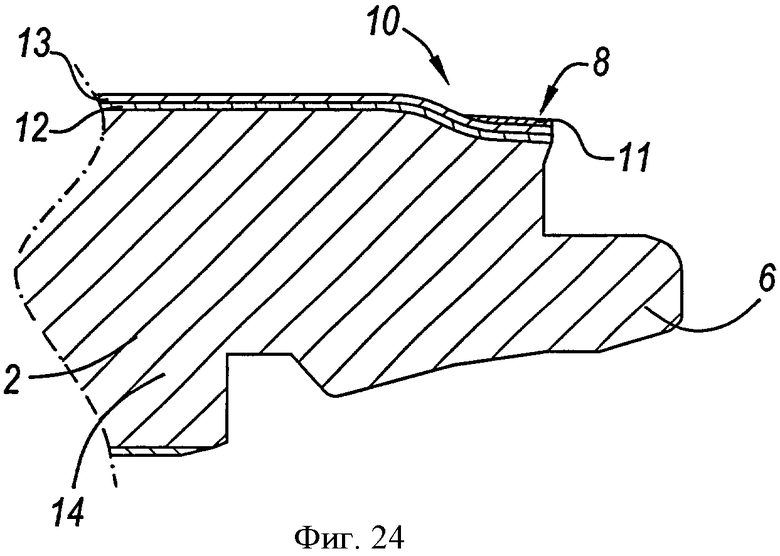
на фиг.23 и 24 - участки двух панелей пола, соответственно, которые выполнены в соответствии с конкретным аспектом изобретения;
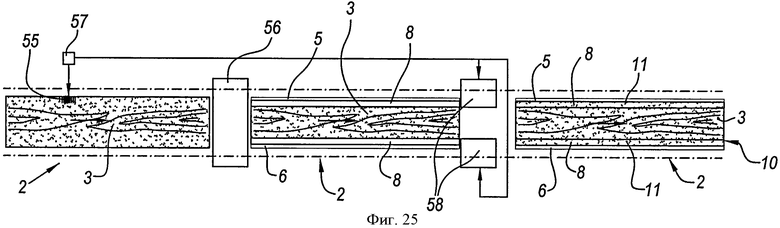
на фиг.25 - предпочтительный вариант осуществления способа согласно изобретению;
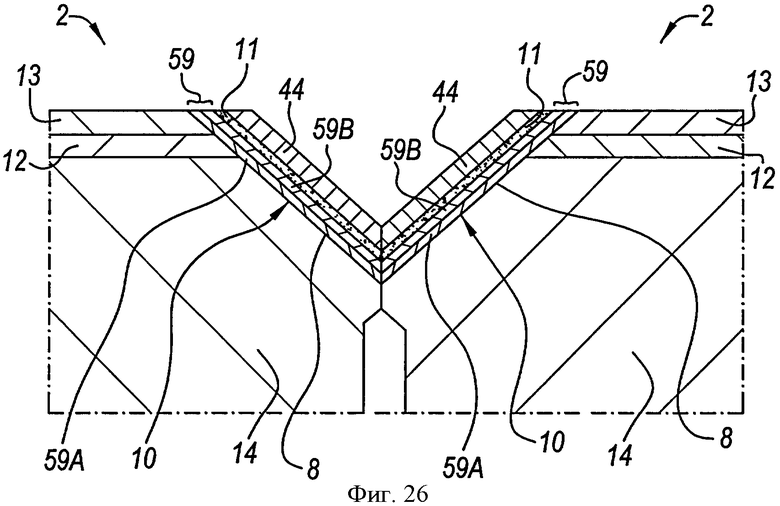
на фиг.26 - вариант выполнения декоративного покрытия на желобке, аналогичный фиг.14, в увеличенном масштабе;
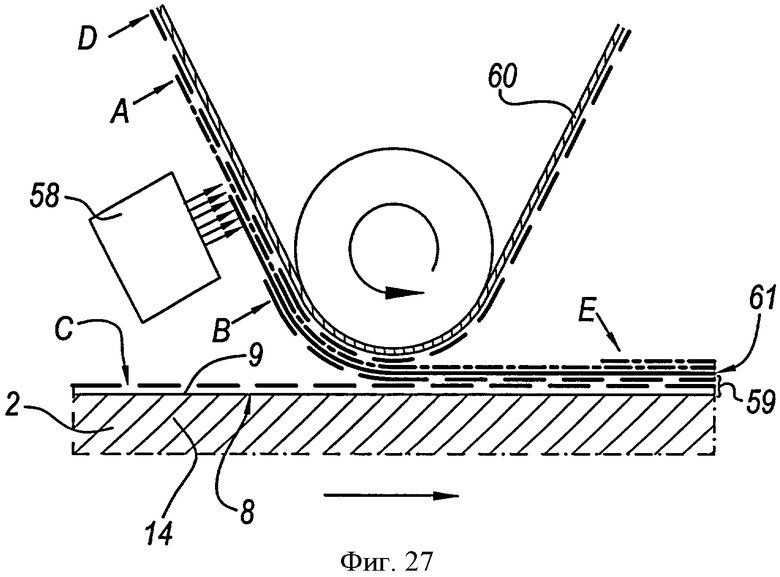
на фиг.27 - способ получения декоративного покрытия, согласно изобретению, в увеличенном масштабе;
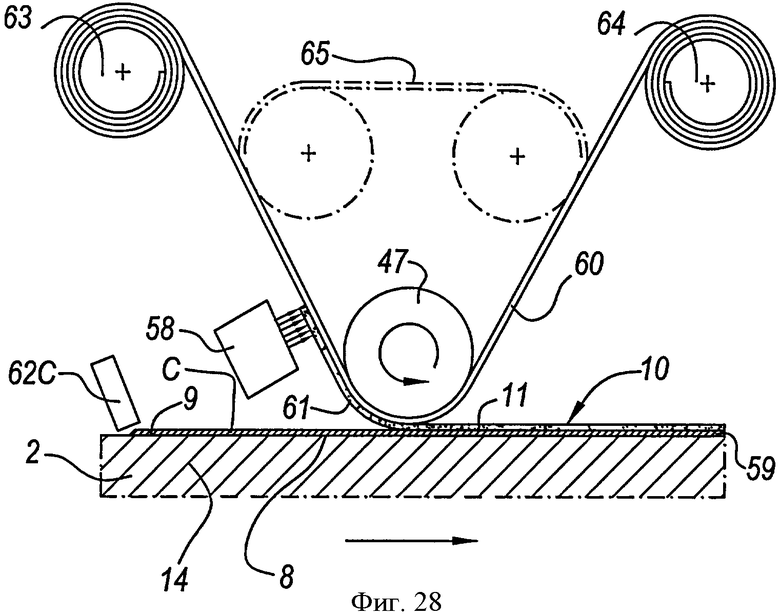
на фиг.28-30 конкретные примеры способа осуществления согласно фиг.27.
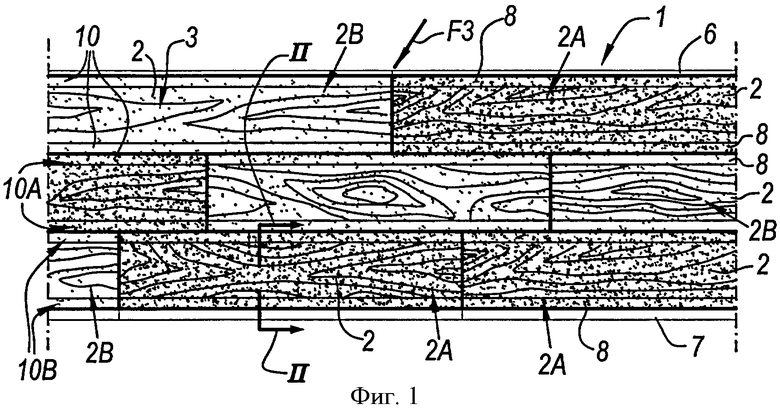
Как схематично представлено на фиг.1, изобретение относится к настилу 1 пола, который состоит из нескольких твердых панелей 2 пола, отображающих обычный общий декор 3. В представленном примере, этот обычный общий декор состоит из декора древесины. Не исключены и другие декоры или рисунки, например декор камня. Среди панелей 2 пола, отображающих обычный общий декор 3, присутствуют панели пола, которые по своему внешнему виду отличаются друг от друга, по меньшей мере, в некоторых аспектах. В представленном примере, различие состоит в том, что некоторые панели пола темнее, чем другие. В частности, более темные панели пола обозначены позицией 2А, а другие, более светлые по цвету панели пола обозначены позицией 2В.
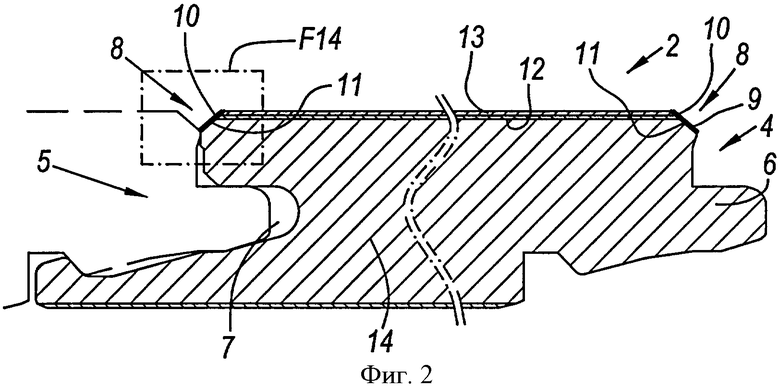
Как подробнее представлено на фиг.2, панели 2 пола, по меньшей мере, на двух противоположных сторонах или краях 4, 5 снабжены соединительными частями 6, 7, которые обеспечивают возможность взаимодействия двух из таких панелей 2 пола друг с другом. Кроме того, панели 2 пола содержат, по меньшей мере, один, а в этом случае два желобка 8, такие как скошенный край или аналогичная особенность, причем поверхности 9 этих желобков снабжены, по меньшей мере частично, отдельно нанесенным декоративным покрытием 10, состоящим, по меньшей мере, из декоративного слоя 11.
Для ясности, желобки 8 изображены на фиг.1 излишне широкими по сравнению с ширинами панелей 2 пола. В реальности эти желобки 8, если провести измерение в горизонтальном направлении, в большинстве случаев имеют ширину менее 3 мм и даже менее 2 мм, а в некоторых случаях эта ширина еще и значительно меньше 2 мм.
В представленном примере согласно фиг.2, панель пола состоит из многослойной панели или панели типа DPL (ламината прямого давления) и имеет верхний слой, который известным образом составлен из слоя 12 декора и оверлея 13. Слой 12 декора состоит из несущего листа, на котором отпечатан соответствующий декор и который пропитан смолой. Оверлей 13 также состоит из несущего листа, заключенного в смоле. В оверлей 13 предпочтительно внедрены вещества, такие как корунд, чтобы повысить износостойкость поверхности панели пола. Слой 12 декора и оверлей 13 напрессованы на нижерасположенную подложку 14, состоящую, например, из древесно-волокнистой плиты средней или высокой плотности (MDF или HDF).
В представленном примере вышеупомянутые желобки 8 простираются по подложке 14, что, однако, не является обязательным.
Изобретение можно использовать в сочетании с панелями пола другой конструкции, причем это могут быть как многослойные панели пола, так и другие панели пола. Кроме того, подложка 14 может состоять из любого подходящего материала и может либо содержать, либо не содержать несколько частей или слоев.
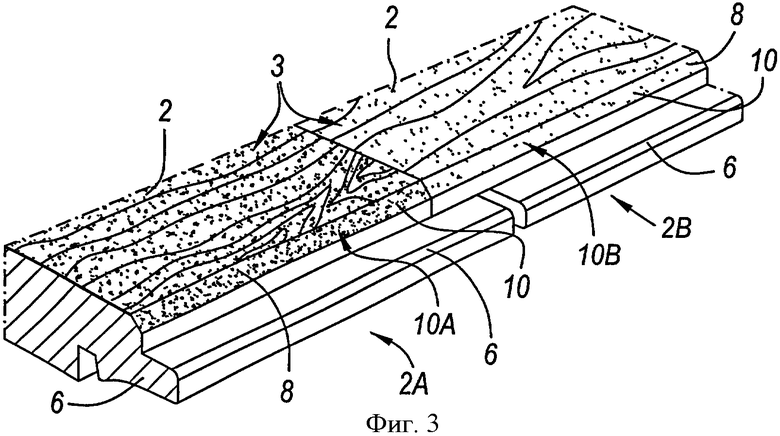
Особенность изобретения, по меньшей мере, для первого аспекта, заключается в том, что внешний вид вышеупомянутого декоративного покрытия 10 выполнен изменяющимся в зависимости от различий, существующих в упомянутом декоре 3 настила 1 пола. Как можно увидеть на фиг.1 и 3, в представленном варианте выполнения желобки 8 разных панелей 2А и 2В снабжены соответствующими взаимно различающимися декоративными покрытиями, которые в целях различения также обозначены позициями 10А и 10В. Более конкретно, в представленном примере более темные панели 2А снабжены более темным покрытием 10А на своих желобках 8, тогда как более светлые по цвету панели 2В имеют более светлое по цвету покрытие 10В на своих желобках 8. Таким образом, общий цвет или оттенок покрытия 10А можно адаптировать к общему цвету или оттенку верхней стороны панели 2А или, что предпочтительно, привести в соответствие с ним, тогда как общий цвет или оттенок покрытия 10В можно адаптировать к общему цвету или оттенку верхней стороны панели 2В, а предпочтительно - привести в соответствие с ним.
Декоративный слой 11 предпочтительно состоит из отпечатка, а предпочтительнее из отпечатка, воплощенного посредством печатающего устройства, более конкретно струйного печатающего устройства или системы подачи струйного печатающего устройства, при печати непосредственно на желобок 8. Это не исключает наличия еще и других слоев под отпечатком.
Предпочтительно даже, чтобы декоративный слой 11 был образован многоцветным отпечатком.
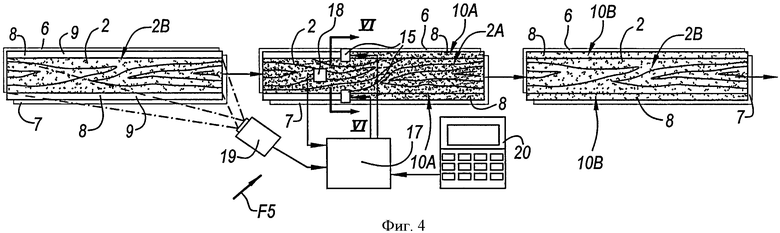
На фиг.4, 5 и 6 показано, как панели 2, отображенные на фиг.1-3, можно снабдить подходящим покрытием 10А или 10В на их желобках 8. Метод, представленный на этих чертежах, также представляет собой пример способа, представляемого в соответствии с изобретением.
Особенность этого способа заключается в том, что вышеупомянутое покрытие 10, а более конкретно 10А-10В, сформировано, по меньшей мере, из декоративного слоя 11, который посредством управляемой системы 15 нанесения выполнен на поверхности желобка, при этом посредством управления упомянутой системой 15 нанесения, по меньшей мере, внешним видом формируемого в данном случае покрытия 10 управляют таким образом, что внешний вид получаемого декоративного покрытия 10А-10В изменяется в зависимости от различий, существующих в декоре настила 1 пола и панелей 2 пола, соответственно.
Применяемые системы 15 нанесения могут быть разного типа, но, как схематично представлено на чертежах, в предпочтительном варианте выполнения предусматривается использование одного или более печатающих устройств 16, предпочтительно цифровых печатающих устройств, работающих в соответствии с принципом струйной печати. Например, перемещают панели 2 пола вдоль двух печатающих устройств 16, каждое из которых обеспечивает отпечаток желобка. Конечно, можно было бы предусмотреть одно общее печатающее устройство, которое простирается в поперечном направлении по панелям 2 пола и которое, однако, в таком случае предпочтительно печатает, по меньшей мере, лишь в местах расположения фасок.
Управление системами 15 нанесения осуществляется посредством блока 17 управления, например, процессора или аналогичного модуля.
Когда блок управления проинформирован о том, в соответствии с какой последовательностью панели 2А и 2В пола подаются в систему 15 нанесения, блок 17 управления может использовать эту последовательность для надлежащего управления системой 15 нанесения и тем самым обеспечить покрытие 10А, в этом случае на более темных панелях 2А, которое адаптировано к общему оттенку на верхней стороне такой панели 2А, тогда как покрытие 10В делается более светлым по цвету, и поэтому адаптированным к общему оттенку на верхней стороне панели 2В.
В соответствии с другими возможностями, управление системой 15 нанесения выполняется в зависимости от одного или более обнаружений, осуществляемых на соответствующих панелях пола.
Так, например, распознавание панелей можно проводить посредством обнаруживающего устройства 18, например фотоэлемента наблюдательного устройства или съемочной камеры, после чего блок 17 управления выдает надлежащие команды в системы нанесения.
В соответствии с еще одной возможностью предусматривается использование обнаруживающего устройства 19, например, съемочной камеры, которая осуществляет общее сканирование каждой панели пола, подлежащей обработке, и тем самым посредством наблюдаемого оттенка может определить, подлежит ли обработке панель 2А или 2В пола, и тогда после этого система 15 нанесения может получить надлежащую команду в момент, когда соответствующая панель пола оказывается в этих системах нанесения.
В более предпочтительном варианте выполнения общий оттенок или декор 3 панели пола будет определяться посредством обнаруживающего устройства, которое является, например, обнаруживающим устройством 18 или 19, а в зависимости от этого определения будет выполняться отпечаток на желобке, но тогда предпочтительно с тем же оттенком.
Две системы 15 нанесения, находящиеся с противоположных сторон от панелей пола, не обязательно имеют общее управление, и возможна отдельная выдача команд на них, например, в зависимости от разных обнаружений. Вводить и/или считывать данные можно посредством пульта управления и/или блока 20 считывания.
На фиг.7 схематично отображен участок панели 2 пола, на котором внешний вид декоративного покрытия 10 выполнен изменяющимся таким образом, что этот внешний вид в пределах желобка 8 одной и той же панели 2 выполнен по-разному, причем декоративное покрытие 10 такого желобка адаптировано к изменениям, существующим в пределах декора самой соответствующей панели 2. При этом подразумевается, что по всей длине одного и того же желобка 8, то есть одной и той же панели 2 пола, существуют изменения в покрытии 10, которые внесены в зависимости от декора, расположенного на верхней стороне. В примере согласно фиг.7 вышеупомянутый декор имеет более темные участки 21, а рядом с ними в покрытии 10 также присутствуют адаптированные более темные участки 22. То же самое справедливо для участков 23 более светлого цвета в декоре и соответствующих участков 24 более светлого цвета в покрытии 10.
В варианте выполнения согласно фиг.7, управление системой 15 нанесения, которая тоже образована, например, печатающим устройством 16, проводится, например, в зависимости от осуществленного обнаружения на соответствующей панели пола. Более конкретно, в данном случае управление проводится посредством опережающей связи, при этом, например, посредством обнаруживающего устройства 25 осуществляют обнаружение на верхней поверхности панели 2 пола, чтобы тем самым определить особенности, касающиеся ее внешнего вида, после чего эти данные применяют для выполнения адаптированного покрытия на соответствующем желобке 8. Таким образом, в примере согласно фиг.7 посредством обнаруживающего устройства 25 определяют, где по высоте располагаются участки 21 и 23 темного и светлого цвета, соответственно на соответствующем краю панели 2 пола, чтобы тем самым выполнить участки 22 и 24 соответствующим образом.
Посредством обнаруживающего устройства 26 можно проводить управление, а посредством соединения обратной связи можно воплотить и коррекцию. Когда действительно печатаемый цвет или оттенок отклоняется - в некотором точно определенном месте - от цвета или оттенка, который должен быть напечатан в соответствии с обнаружением, осуществляемым устройством 25 обнаружения, это отклонение можно скорректировать посредством такого соединения обратной связи, чтобы все же получить тот отпечаток, который должен быть напечатан. Для осуществления соответствующего управления следует учесть расстояние между обнаруживающими устройствами 25 и 26 системы 15 нанесения.
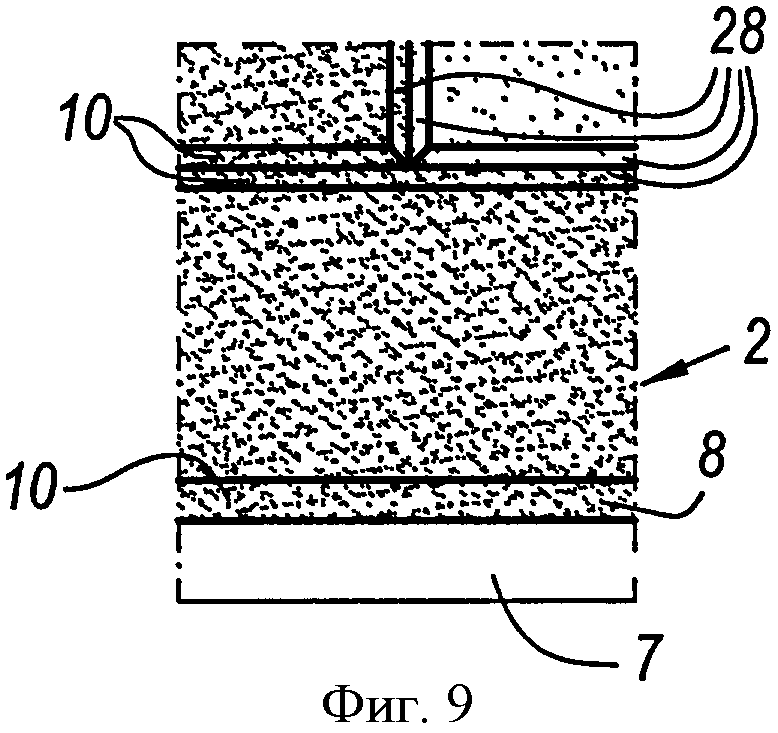
На фиг.8 и 9 представлен еще один пример, в котором покрытие 10 - имеется в виду внешний вид - изменяется в пределах одной и той же панели 2 пола. В данном случае это относится к панели 2 пола, например многослойной панели пола с рисунком, имеющим несколько сегментов 27, каждый из которых ограничивает доску паркета, причем некоторое количество этих сегментов 27 имеют, например, различающуюся интенсивность цвета или степень темноты. На панели 2 пола предусмотрены желобки 8 и 28, которые имеют покрытия 10, а более конкретно декоративные слои 11, которые в таком случае изменяются по отношению к внешнему виду в зависимости от смежных сегментов 27.
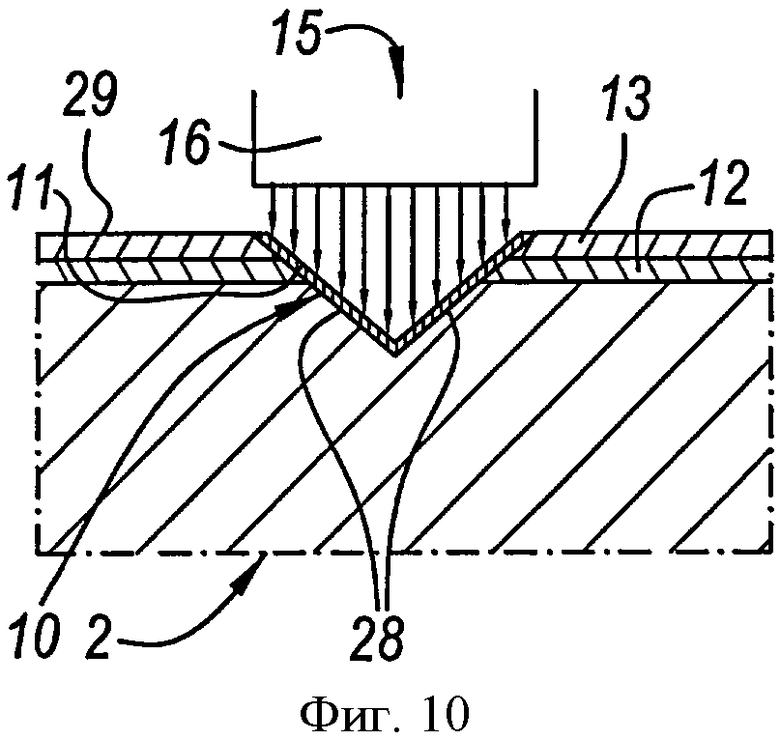
На фиг.8 и 9, а также в поперечном сечении, показанном на фиг.10, также показано, что термин «желобок» в соответствии с данным изобретением может относиться и к желобку 8, расположенному на наружном краю соответствующей панели 2 пола, и к желобку 28, относящемуся к имитационному желобку, состоящему из канавкообразного заглубленного участка, расположенного в верхней поверхности 29 соответствующей панели пола.
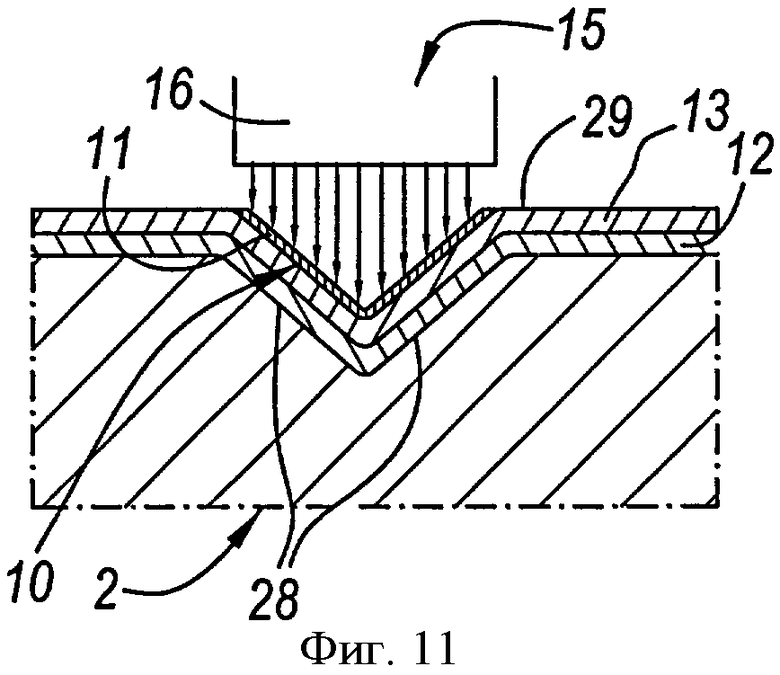
Такой заглубленный участок для формирования имитационного желобка 28 может быть выполнен любым образом. В соответствии с фиг.10 этот заглубленный участок образован за счет удаления материала через слои 12-13, тогда как в соответствии с фиг.11 заглубленный участок сформирован посредством вмятины в сформированном верхнем слое ламината, который в этом случае образован слоями 12 и 13.
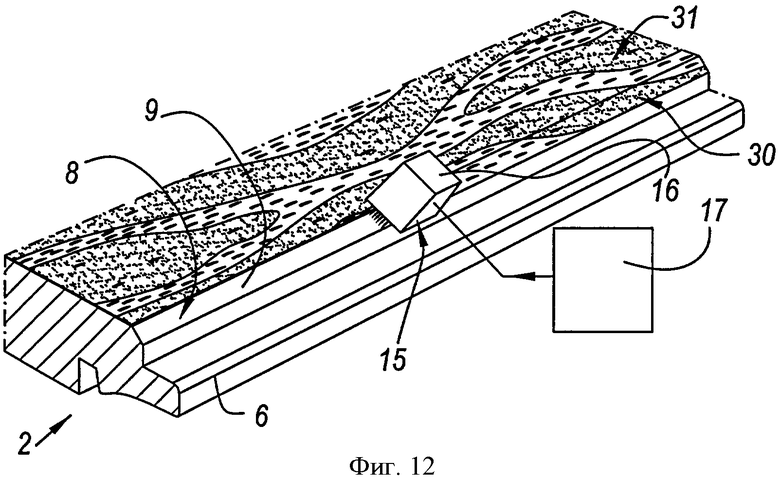
На фиг.12 представлен вариант, в котором покрытие желобка 8 не только снабжено участками темного и светлого цвета, но и даже выполнено в форме рисунка 30, который адаптирован к рисунку 31, расположенному на верхней стороне панели 2 пола, или адаптирован к этому рисунку, по меньшей мере, до некоторой степени. Когда известно, какой рисунок 31 имеет панель, представленная системой 15 нанесения, можно напечатать соответствующий рисунок 30 согласно запомненным данным. В соответствии с вариантами можно также предусмотреть использование управления в зависимости от сохраненных значений, и тогда, например, в зависимости от этого обнаружения печатается соответствующий рисунок, подходящие данные которого взяты из базы данных, в которой хранятся разные рисунки.
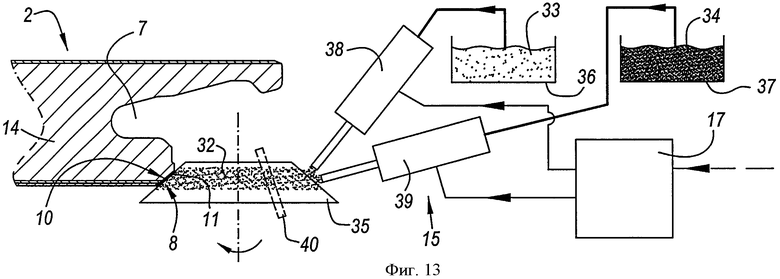
Отметим, что покрытие 10, изменяющееся по внешнему виду в соответствии с изобретением, не обязательно должно быть нанесено печатающим устройством 16, и что возможно применение любой другой системы нанесения. В качестве примера, на фиг.13 схематично представлен вариант, в котором покрытие 10, а более конкретно декоративный слой 11, сформирован посредством нанесения окрашивающего вещества 32 на поверхности желобка 8, причем упомянутое вещество состоит из веществ 33 и 34, отличающихся друг от друга по цвету или оттенку.
Вещества 32, 33, 34 могут состоять из краски любого типа, например цветного лака или аналогичного вещества, но не исключаются и другие вещества, например чернила.
Вещество 32 наносят посредством валика 35 на поверхности желобка 8. Вещества 33 и 34 нанесены на поверхности валика 35 из резервуаров 36 и 37 с помощью управляемых сопел 38 и 39, причем они смешаны с получением вещества 32, которое, по существу, однородно применительно к цвету. Изменяя соотношение компонентов смеси, можно изменить цвет и, следовательно, воплотить таким образом покрытие 10, изменяющееся по цвету, в соответствии с изобретением. Управление можно проводить аналогично тому, которое описано выше, либо посредством сигналов, идущих от обнаруживающих устройств, либо без таких сигналов. Возможно и изменение соотношения компонентов смеси посредством пропорционального управления.
Рядом с валиком 35 можно предусмотреть удаляющее приспособление 40 или аналогичное средство для дозирования вещества 32 или допущения его прохождения лишь на точно определенной ширине.
Не исключаются и другие формы систем смешения и нанесения. Так, например, сопла 38 и 39 могут напылять вещества 33 и 34 непосредственно на желобок 8. Кроме того, возможно применение лишь одного сопла, при этом смешение веществ 33 и 34 имеет место в технологической цепочке перед таким соплом и осуществляется посредством управляемой системы смешения. Вместо смешения веществ 33 и 34 можно также работать с разными веществами попеременно, при этом одно или другое вещество подают в желобок в зависимости от желаемого эффекта.
Можно также применить печать с переносом, пользуясь при этом одной или двумя переносящими лентами, при этом одну или другую переносящую ленту прижимают, вводя ее в контакт с соответствующим желобком, в зависимости от желаемого покрытия.
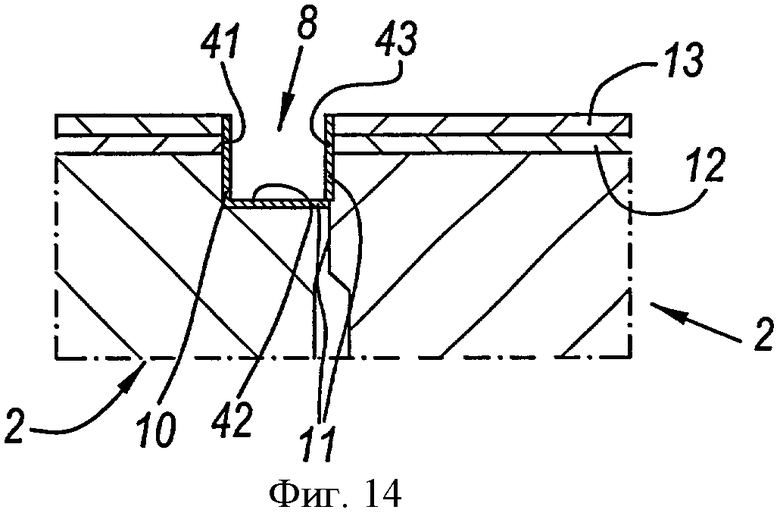
На фиг.14 представлена конкретная форма желобка 8, который образован прямоугольной выемкой. Стеночные части 41, 42 и 43 снабжены покрытиями 10, образованными декоративными слоями 11, которые в соответствии с изобретением имеют в таком случае изменяющийся внешний вид.
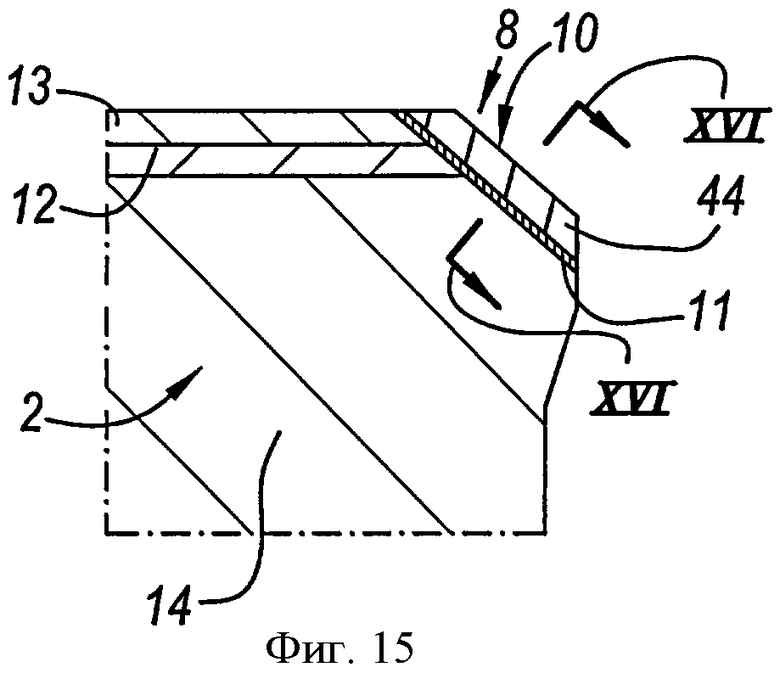
На фиг.15 показан вариант, в котором вышеупомянутое декоративное покрытие 10 содержит, по меньшей мере, один прозрачный или некоторым образом, по меньшей мере, частично прозрачный покровный слой 44, сформированный поверх декоративного слоя 11. Этот слой образует защиту для декоративного слоя 11. Кроме того, как сказано во вводной части описания, он может приводить к дополнительным эффектам.
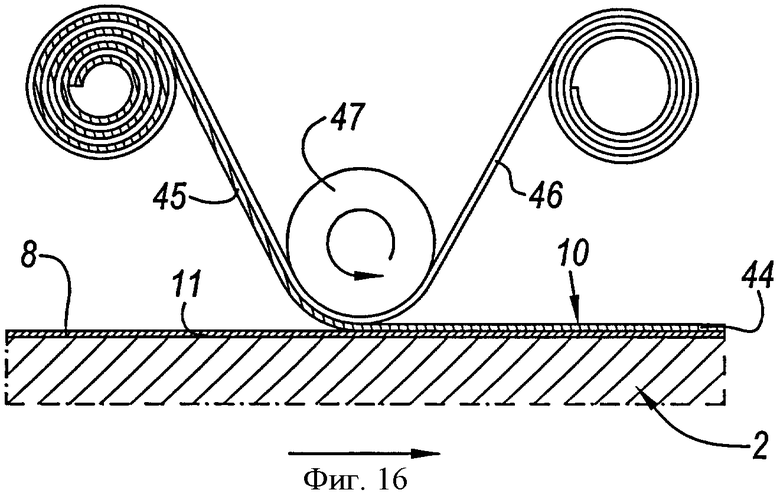
Как схематично показано на фиг.16, вышеупомянутый покровный слой 44 может быть образован прозрачным или, по меньшей мере, частично прозрачным веществом 45, нанесенным посредством печати с переносом. В данном случае, это вещество подается на несущей ленте 46 и посредством давления, прикладываемого, например, прижимным валиком 47 или иной прижимной системой - возможно, при повышенной температуре - переносится на декоративный слой 11.
Покровный слой также можно сформировать многими путями, например в форме прозрачного лака или аналогичного вещества.
Изобретение можно реализовать во множестве фасок на панелях пола. Таким образом, в случае прямоугольных панелей пола с желобками на четырех верхних краях, изобретение можно применить на обеих парах противоположных краев, а также на одной их паре.
Многослойные панели и аналогичные элементы в большинстве случаев изготавливают из более крупных панелей, а последние при этом разрезают, например, распиливают, получая панели пола. Не исключено и наличие некоторых фасок с покрытием уже перед распиловкой, например, в случае, когда в доске, которую надлежит распилить, присутствуют имитационные желобки 28.
Отметим, что изменение декоративного покрытия может быть связано с разными особенностями. Как упоминалось выше, в данном случае следует учесть, в частности, изменение в цвете, оттенке или рисунке. В соответствии с альтернативным вариантом, применение которого возможно в сочетании с изменениями в цвете, оттенке и/или рисунке, предусматривается изменение степени глянца покрытия на желобке.
Ясно, что при печати на желобке можно провести некоторые предварительные обработки, такие, как дополнительное сглаживание поверхностей, например, для того, чтобы сравнять выступающие волокна - этот вариант в Германии называется «Glätten», нанесение грунтовки или грунтовочного слоя покрытия и т.п.
Также ясно, что покрытие можно снабдить структурой поверхности или, соответственно, рельефом, который, когда покрытие отображает рисунок, наносят либо в соответствии, либо не в соответствии с этим рисунком.
В соответствии с другим аспектом изобретения, который можно применять или не применять в сочетании вышеизложенными особенностями, предусмотрен способ изготовления панели пола, в верхней поверхности которой обеспечивают имитационный желобок, например, такой как имитационный желобок 28, отображенный на фиг.8-11, причем поверхность имитационного желобка снабжают покрытием, и покрытие наносят посредством печатающего устройства, предпочтительно печатающего устройства с цифровым управлением и/или устройства, работающего в соответствии с принципом подачи при струйной печати. Использование печатающего устройства позволяет без затруднений обеспечить такой имитационный желобок 28 с покрытием, который в противном случае оказался бы трудноосуществимым. Более того, в процессе производства на одной и той же технологической линии оказывается возможным переключение на покрытия с другим внешним видом в любой момент, по меньшей мере, когда используется печатающее устройство многоцветной печати, за счет управления им должным образом.
Этот способ полезен, в частности, при изготовлении многослойных панелей пола с верхним слоем на основе синтетического материала, причем упомянутый верхний слой состоит из одного или нескольких слоев, при этом имитационный желобок 28 формируют, делая вмятину, например, такую, которая отображена на фиг.11. Первое преимущество состоит в том, что для формирования канавки не обязательно нужно проводить отдельную обработку фрезерованием, причем вмятину можно сформировать во время прессования ламината. Второе преимущество состоит в том, что если на противоположных сторонах канавки присутствуют разные рисунки, например, такие как на фиг.8, а между этими рисунками в канавке, но не в ее середине, имеется переход, то из-за растяжения бумаги, из которой выполнен ламинат, не возникает проблема неправильного местоположения этого перехода, который впоследствии печатается поверх посредством отдельно наносимого покрытия. В этом случае такое покрытие может контрастировать с рисунками, а также может быть выполнено в форме самого рисунка.
В соответствии с еще одним аспектом изобретения, который можно применять или не применять в сочетании с вышеизложенными особенностями, предусмотрен способ изготовления панелей пола, в котором эти панели пола снабжают желобком, например, таким как желобок 8 или 28, а на этом желобке обеспечивают покрытие 10, причем покрытие снабжают рельефом посредством печати с переносом, при этом переносимое вещество демонстрирует рельеф, поскольку оно поступает с ленты, которая, в свою очередь, демонстрирует рельеф. И это означает, например, в связи с фиг.16, что на стороне несущей ленты 46, на которую нанесено вещество 45, присутствует рельеф или, соответственно, структура поверхности. Тогда на верхней поверхности получаемого покрытия создается зеркальное изображение этого рельефа. Когда рисунок печатают посредством печати с переносом, такой рельеф можно выполнять либо в соответствии, либо не в соответствии с рисунком.
Когда вышеупомянутый метод надлежит применить совместно с вариантом осуществления, соответствующим фиг.16, получаемый рельеф будет располагаться в прозрачном покровном слое 44, присутствующем на желобке. Вместе с тем ясно, что этот способ не обязательно нужно осуществлять в сочетании с прозрачным покровным слоем. Как схематично представлено на фиг.17, в случае, если декоративный слой 11 сформирован посредством процедуры печати с переносом, такой рельеф также можно формировать непосредственно в этом декоративном слое. Тогда, как представлено на чертеже, несущая лента 46, на которой расположено непрозрачное вещество 45 для формирования декоративного слоя 11, снабжена рельефом 48, так что после переноса вещества 45 на желобке 8 формируется рельеф 49, являющийся «негативом» рельефа 48.
Нанесение таким образом рельефа на желобке, либо в прозрачном покровном слое 44, либо в самом декоративном слое 11, обладает тем преимуществом, что это можно делать в одной операции с нанесением соответствующего вещества 45, вследствие чего не потребуется отдельный процесс создания вмятин для формирования рельефа.
В соответствии с еще одним аспектом предусмотрен способ изготовления панели пола, которую на ее декоративной стороне снабжают желобком с профилированной поверхностью, причем на профилированной поверхности обеспечивают декоративное покрытие посредством процедуры печати с переносом, при этом покрытие переносят с переносящей ленты на покрываемую поверхность и при этом переносящую ленту вместе с присутствующим на ней покрытием прижимают к упомянутой поверхности посредством аналогично профилированного прижимного элемента, а последний демонстрирует профилированную прижимную поверхность, адаптированную к форме профилированной поверхности желобка. Под профилированной поверхностью в этом случае следует понимать поверхность, которая является не плоской, а например, криволинейной или состоит из нескольких плоских частей, проходящих под различным углом.
Пример этого применительно к желобку 8 на краю панели 2 пола представлен на фиг.18 и 19. В данном случае желобок 8 демонстрирует поверхность 50, которая профилирована, поскольку имеет вогнутую закругленную форму. В соответствии с вышеуказанным способом предусматривается использование профилированного прижимного элемента, такого как прижимной валик 47, имеющего профилированную прижимную поверхность 51, которая выполнена соответствующей или, по существу, соответствующей форме поверхности 50, или можно отметить, что в этом случае, соответственно, закругленная форма прижимной поверхности 51 демонстрирует такую же кривизну, как вогнутая закругленная форма поверхности 50. Если обеспечивают декоративный слой 11, то, как представлено на фиг.18, можно гарантировать прижим по всей поверхности. На фиг.19 показан желобок 8 после окончания ее завершения.
На фиг.20 и 21 показан вариант, в котором желобок представляет собой имитационный желобок 28, выполненный на верхней поверхности 29, причем профилированная поверхность 50 образована двумя противоположными боками 52, 53 этого имитационного желобка 28, и при этом оба бока 52, 53 снабжены декоративным покрытием 10 посредством процедуры печати с переносом. Как отображено на фиг.21 и 22, для обеспечения декоративного покрытия на обоих боках 52, 53 применяется одна общая переносящая лента 54. Особенность здесь состоит в том, что переносящей ленте 54, состоящей из несущей ленты 46 и декоративного вещества 45, принудительно придается форма поверхности 50 посредством профилированного прижимного элемента, в этом случае - прижимного валика 47 с V-образной прижимной поверхностью 51.
Использование профилированного прижимного элемента имеет преимущество, заключающееся в том, что посредством печати с переносом можно также беспрепятственно печатать имитационные желобки 28 с криволинейным профилем.
Прижимной элемент не обязательно должен быть прижимным валиком. Прижимной элемент может также состоять, например, из прижимной ленты, имеющей в поперечном сечении подходящий профиль, а также устанавливаемой и нагреваемой так, как описано в документе WO 03/086779. Состав веществ 45 как таковых известен из существующего уровня техники или просто следует из него.
Ясно, что изобретение также относится к панелям пола, которые выполнены в соответствии с любым из вышеуказанных или нижеследующих способов.
В соответствии с другим аспектом изобретение также относится к панели пола, которая содержит, по меньшей мере, подложку, декор и верхний слой на основе синтетического материала, причем указанная панель пола снабжена желобком на верхней стороне, а более конкретно - скошенным краем, а верхний слой продолжается на высоте желобка и следует форме желобка, при этом на высоте желобка поверх вышеупомянутого верхнего слоя обеспечено отдельно нанесенное декоративное покрытие. В данном случае декоративное покрытие выполнено в виде цветного изображения или рисунка. Этот метод, помимо прочих, обладает тем преимуществом, что верхний слой остается в наличии, и при этом дается более веская гарантия того, что не произойдет проникновение влаги. Кроме того, внешний вид декоративного покрытия на желобке можно выбирать без ограничений, независимо от внешнего вида декора, и при этом не нужно удалять декор или, соответственно, верхний слой на высоте желобка. Помимо этого, упрощается имитация широко применяемых швов, таких как цементные швы. В отличие от цементных швов, впечатываемых в декор, их проще воплотить в нужном месте, поскольку швы, воплощаемые в декоре, зачастую могут сдвигаться из-за деформации в слое декора.
Примеры вышеизложенного применительно к желобку 8, расположенному на верхнем краю панели 2 пола, показаны на фиг.23 и 24. Верхний слой, который образован слоем 12 декора и оверлеем 13, продолжается непрерывно по желобку 8, а декоративное покрытие на высоте желобка 8 нанесено поверх верхнего слоя.
На фиг.24 показано, что желобок 8 не обязательно должен быть выполнен в виде плоского склона, а может также принимать другие формы.
На фиг.24 также показано, что покрытие 10 не обязательно должно присутствовать на всем желобке 8.
Упомянутый последним аспект изобретения также может быть применен к имитационному желобку. Пример этого уже описан посредством фиг.11.
Как упоминалось выше, верхний слой предпочтительно образован из одного или более пропитанных смолой несущих листов, тогда как декор состоит из отпечатка, выполненного на несущем листе. Отдельно обеспеченное декоративное покрытие предпочтительно содержит отпечаток, например отпечаток, выполненный посредством печати с переносом.
Рассматриваемое здесь покрытие также может быть обеспечено иным образом, а не посредством печати.
Как очевидно из фиг.11, 23 и 24, желобок 8 или 28 предпочтительно образован вмятиной, например, во время прессования многослойных панелей.
В соответствии с еще одним аспектом, изобретение имеет целью разработку способа эффективного снабжения желобков в панели пола отдельным декоративным слоем. В этой связи данное изобретение также относится к способу изготовления панели пола, причем указанная панель пола содержит, по меньшей мере, подложку, декор и верхний слой на основе синтетического материала, причем эту панель пола снабжают желобком и при этом на поверхности желобка обеспечивают отдельный декоративный слой, причем вышеупомянутый отдельный декоративный слой выполняют на поверхности желобка посредством цифрового печатающего устройства многоцветной печати.
Использование цифрового печатающего устройства многоцветной печати обеспечивает преимущества, заключающиеся в том, что декоративный слой можно выполнить во множестве цветов посредством надлежащего управления печатающим устройством многоцветной печати, и если окажется желательным, то в декоративном слое может быть представлен рисунок, причем во время нанесения можно по-разному выполнить цвет, или оттенок, или рисунок, а также во время изготовления панелей пола можно в любой момент переключаться почти немедленно с одного декоративного слоя на другой, вследствие чего можно избежать длительных промежутков переключения. Это последнее преимущество весьма выгодно, в частности, по сравнению с традиционно применяемыми методами печати с переносом и лакировки поверхности желобка. Когда осуществляют известный метод печати с переносом, при переключении на другой цвет или другой рисунок приходится заменять переносящие ленты, а при нанесении лака в большинстве случаев приходится чистить весь контур подачи лака применяемой с этим контуром машины, причем обе операции требуют весьма значительных затрат времени.
В соответствии с конкретной формой осуществления упомянутого способа, управление цифровым печатающим устройством многоцветной печати будет осуществляться автоматически, либо в зависимости от производственных данных, либо в зависимости от данных, получаемых от соответствующей панели пола. Получать данные от панели пола можно по-разному. Одна возможность заключается в том, что сканируют декор или участок декора, который расположен на верхней стороне панели, и в зависимости от этого управляют цветом, и/или оттенком, и/или рисунком, выполненным с помощью цифрового печатающего устройства многоцветной печати. Другая возможность заключается в том, что обеспечивают метку на каждой панели пола, причем упомянутую метку обнаруживают перед нанесением отпечатка на желобке, при этом надлежащее управление цифровым печатающим устройством многоцветной печати осуществляют в зависимости от упомянутого обнаружения. Такую метку можно обеспечить, например, на нижней стороне панелей пола. Эта метка может быть разной, но на практике реализуют возможность использования штрихового кода. Тогда данные, необходимые для управления цифровым печатающим устройством многоцветной печати, можно получить из результата автоматического считывания штрихового кода. Возможно, что удастся внедрить необходимые данные в традиционные коды изделий, поскольку будет достаточно узнать из них о том, декор какого типа присутствует на верхней стороне, чтобы в зависимости от этого определить, какой декоративный отпечаток должен быть воплощен на желобке.
Можно также предусмотреть использование метки, присутствующей в декоре, которая, например, заключена в декор во время его печати. Таким образом минимизируют риск получения панели пола, имеющей неправильную метку или, соответственно, неправильный код.
В данном случае можно нанести метку, которую нельзя заметить невооруженным глазом, например, это может быть код, впечатанный в декор, который можно лишь просканировать с помощью ультрафиолетового света или аналогичного средства.
Кроме того, можно использовать метку, находящуюся на участке декора, который удален, а более конкретно срезан, когда на соответствующей панели применяются соединительные части и/или желобки. Это проиллюстрировано на схематическом изображении согласно фиг.25. В данном случае, подаваемые панели 2 пола, которые фактически являются полуфабрикатами, снабжаются меткой, такой как штриховой код 55, содержащий данные, связанные с декором 3, в краевой области, которую удаляют посредством фрезерования. Перед фрезерованием соединительных частей 5, 6 на фрезерном станке 56 штриховой код 55 сканируют с помощью обнаруживающего устройства 57. После фрезерованием соединительных частей 5, 6, во время которого в этом примере также формируют желобки 8, участок декора 3, содержащий штриховой код 55, удаляется посредством фрезерования, как можно заметить в отображенной панели пола, находящейся в самой середине чертежа. Данные, собираемые посредством обнаруживающего устройства 57, впоследствии применяются для управления цифровыми печатающими устройствами 58 многоцветной печати, вследствие чего осуществляется печать желаемого декоративного слоя 11 на желобки 8. Ясно, что в соответствии с одним вариантом желобки также могут присутствовать в панели пола до фрезерования, например, в случае, когда они образованы вмятинами, уже присутствующими в вышеупомянутом полуфабрикате.
В конкретном приложении вышеупомянутое цифровое печатающее устройство 58 многоцветной печати будет использовано для нанесения, как упоминалось выше, декоративного слоя в желобке, а также будет использоваться для окрашивания - в случае панелей пола, не имеющих желобка на краю, - бокового края верхнего слоя, который часто виден как линия светлого цвета, тем самым маскирования такой линии. Верхний слой на боковом краю фактически срезается, что, как известно, часто приводит к расплывчатой белесой линии. За счет нанесения другого цвета, возможно черного в месте расположения этой линии, можно создать эффект меньшей расплывчатости. Таким образом, с этой целью не придется устанавливать отдельные печатающие устройства.
Тот факт, что применяется цифровое печатающее устройство 58 многоцветной печати, не исключает печать декоративных слоев, которые имеют один единственный цвет.
Тот факт, что декоративный слой обеспечивают на желобке посредством цифрового печатающего устройства, не означает, что этот слой должен покрывать всю поверхность желобка и должен определять весь декоративный внешний вид желобка. Так, например, декоративный слой, который нужно нанести посредством цифрового печатающего устройства, может состоять исключительно из изображения пор древесины, которые выполнены на окрашенном грунтовом слое, уже присутствующем на желобке.
Что касается вышеупомянутого печатающего устройства многоцветной печати, то предпочтительным является использование струйного печатающего устройства или печатающего устройства, работающего в соответствии с принципом струйной печати.
Вышеупомянутая особенность, в соответствии с которой «вышеупомянутый отдельный декоративный слой выполняют на поверхности желобка посредством цифрового печатающего устройства многоцветной печати», означает, что в технологической цепочке предпочтительно имеет место печать посредством цифрового печатающего устройства многоцветной печати, таким образом, печать осуществляется во время прохождения панелей пола. В данном случае печать можно осуществлять или не осуществлять непосредственно на самом желобке.
В предпочтительном варианте выполнения нанесение декоративного слоя на желобке действительно осуществляют непосредственно, т.е. осуществляют печать непосредственно на желобок, расположенный в панели пола. Это не исключает варианта, в котором этот желобок перед печатью посредством печатающего устройства многоцветной печати уже имеет некоторые покровные слои, такие как слой ламината, простирающийся по желобку, или такой как специально предусмотренный слой грунтового покрытия. Такой слой грунтового покрытия может, например, выполнять функцию грунтовки и может быть слоем любого типа. Так, например, слой грунтового покрытия может состоять из лака, слоя, уже нанесенного ранее посредством цифрового печатающего устройства, или слоя, нанесенного посредством печати с переносом, например, с получением монохромного цвета.
На фиг.26 представлен пример использования такого слоя 59 грунтового покрытия для декоративного слоя 11. Слой 59 грунтового покрытия как таковой может состоять или не состоять из нескольких слоев. В представленном примере он состоит из двух слоев - 59А и 59В, а более конкретно - из слоя 59А, образующего плоский нижний слой на возможно шероховатой поверхности желобка 8, например слой лака или аналогичного вещества, в сочетании с грунтовым или однородным отпечатком 59В, предусматриваемым на этом выравнивающем слое 59А. Слой 59 грунтового покрытия с таким составом имеет преимущество, заключающееся в том, что получается лучшее сцепление грунтовки 58В, что важно, в частности, в случае желобков 8, поверхность 9 которых, по меньшей мере, частично выполнена в подложке 14, и тогда такая подложка 14 при этом содержит, например, материал на основе частиц древесины или волокон древесины, например представляет собой древесно-волокнистую плиту средней или высокой плотности (MDF или HDF). Следует отметить, что не исключается вариант, в котором упомянутый слой 59 грунтового покрытия состоит лишь из такого выравнивающего слоя 59А.
Декоративный слой 11, отображенный на фиг.26, может быть сформирован любым образом, но в предпочтительном варианте представляет собой декоративный слой 11, нанесенный посредством способа согласно последнему упомянутому независимому аспекту, а именно посредством печатающего устройства 58 многоцветной печати. Декоративный слой 11, как упоминалось выше и проиллюстрировано на рассматриваемом чертеже, можно сочетать с прозрачным покровным слоем 44, а последний можно выполнить вышеуказанными способами. Прозрачный покровный слой 44 предпочтительно содержит подложку, которая нанесена посредством процедуры печати с переносом, например, такую как показанная на фиг.16, и/или подложку, которая нанесена в жидком виде, например в виде лака, а потом затвердела. Что касается такого отверждения, то, в зависимости от типа лака, известны различные способы. Так, например, отверждение может осуществляться под влиянием нагрева или совокупности излучений, таких как ультрафиолетовое излучение или излучение электронных лучей.
Отметим, что не исключается и косвенное нанесение отпечатка в поточной технологической линии. Так, например, можно было бы наносить отпечаток посредством упомянутого цифрового печатающего устройства многоцветной печати на ленту или другую среду, которую затем вводят в контакт на соответствующем желобке, или при этом предусмотреть перенесение, по меньшей мере, отпечатка на желобок посредством такой ленты или среды.
Косвенное нанесение посредством печатающего устройства в поточной технологической линии представляет собой другой аспект изобретения и поэтому не сводится к использованию печатающего устройства многоцветной печати, т.е. выполнение этого аспекта также возможно с учетом других печатающих устройств.
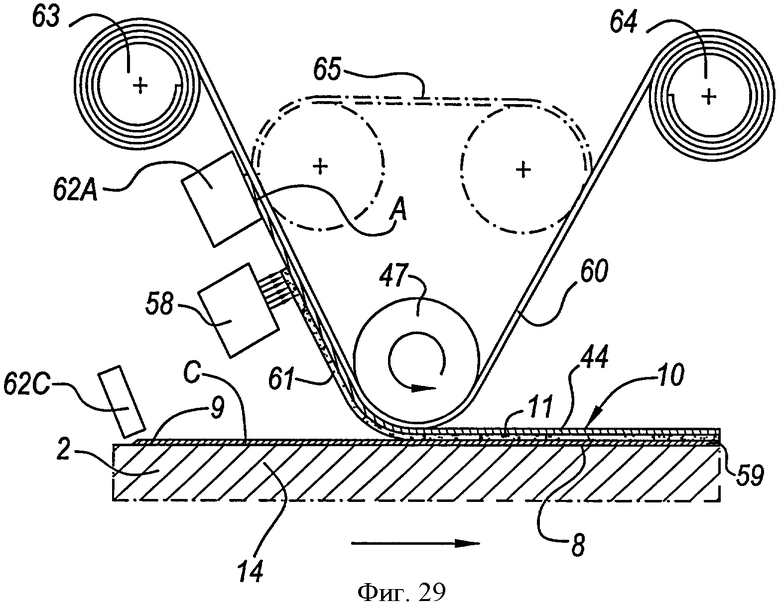
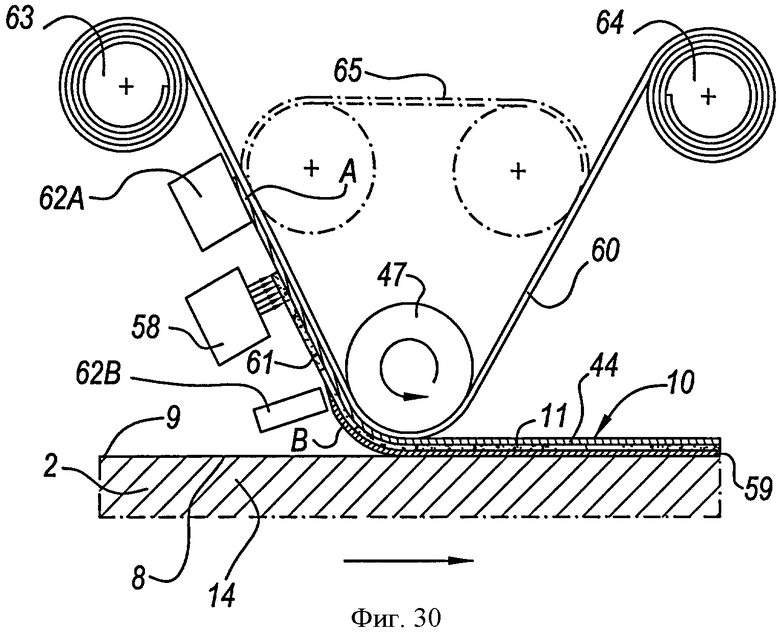
На фиг.27 схематично представлен такой способ. В данном случае посредством печатающего устройства 58, способного или неспособного печатать несколько цветов, но предпочтительно являющегося цифровым, осуществляют печать отпечатка 61 непосредственно или косвенно на переносящем средстве, в этом случае - на несущей ленте 60, которая затем переносит этот отпечаток 61, по меньшей мере частично, на поверхность 9 желобка 8. Перенесенный участок отпечатка 61 образует на упомянутой поверхности 9, по меньшей мере, участок декоративного слоя 11, который, в свою очередь, образует часть декоративного покрытия 10 желобка 8.
Кроме того, на фиг.27 схематично показано, что можно наносить обеспечиваемые по выбору слои материала разных типов А, В, С, В, Е по отдельности или в любом сочетании. В данном случае каждый тип конкретно характеризуется местом, где каждый раз наносят на узел соответствующий слой материала. Эти слои материала, помимо прочего, относятся к слоям с материалом, который уже присутствует или не присутствует на поверхности 9 желобка 8, когда на нее переносят отпечаток 61, и/или материалом, который либо посредством, либо без посредства вышеупомянутой несущей ленты 60 или, возможно, другой несущей среды, переносится одновременно с отпечатком 61 на вышеупомянутую поверхность 9 желобка 8.
Обеспечиваемый по выбору слой материала типа А относится к слою материала, который при движении несущей ленты 60 или другой несущей среды обеспечивается на упомянутой ленте 60 или другой несущей среде или уже присутствует на ней перед тем, как наносят отпечаток 61, и переносится на поверхность 9 желобка 8 посредством упомянутой несущей ленты 60 или аналогичной несущей среды вместе с отпечатком 61. Этот обеспечиваемый по выбору слой материала типа А может относиться, например, к вышеупомянутому прозрачному покровному слою 44. Как ясно показано на фиг.27, в этом случае отпечаток 61 наносят на нижней стороне обеспечиваемого слоя материала типа А.
Обеспечиваемый по выбору слой материала типа В относится к слою материала, который при движении несущей ленты 60 или, возможно, другой несущей среды обеспечивается на упомянутой ленте 60 или этой среде после того, как нанесен отпечаток 61, и переносится на поверхность 9 желобка 8 вместе с отпечатком 61. Этот обеспечиваемый по выбору слой материала типа В может относиться, например, к вышеупомянутому слою 59 грунтового покрытия или к его части, такой как выравнивающий слой 59А или грунтовка 59В, и обеспечиваемый по выбору слой материала типа В может также содержать добавку, улучшающую сцепление, которая может обеспечить сцепление между верхним слоем и подложкой 14 или возможным нижерасположенным слоем.
Обеспечиваемый по выбору слой материала типа С относится к слою материала, который обеспечивается на поверхности 9 желобка 8 в направлении прохождения панели 2 пола или уже присутствует на упомянутой поверхности, перед тем, как отпечаток 61 переносят на эту поверхность 9. Этот обеспечиваемый по выбору слой материала типа С может относиться, например, к вышеупомянутому слою 59 грунтового покрытия или к его части, такой как выравнивающий слой 59А или грунтовка 59В, и этот обеспечиваемый по выбору слой материала может также содержать слой, улучшающий сцепление.
Слой материала типа D относится к слою материала, который сформирован на ленте 60 или упомянутой другой несущей среде в направлении движения несущей ленты 60 или, возможно, другой несущей среды или уже присутствует на ней перед тем, как наносят отпечаток 61, и остается, по существу, в наличии на несущей ленте 60 или другой несущей среде после того, как отпечаток 61 перенесен на желобок 8. Этот обеспечиваемый по выбору слой материала типа D может относиться, например, к слою, который способствует высвобождению переносимых слоев материала, включая отпечаток 61, с несущей ленты или возможной другой несущей среды, иными словами к так называемому «высвобождающему слою».
Обеспечиваемый по выбору слой материала типа Е относится к слою материала, который обеспечивается на ленте 60 или упомянутой другой несущей среде в направлении перемещения панели 2 пола после того, как отпечаток 61 уже перенесен. Этот обеспечиваемый по выбору слой материала типа Е может относиться, например, к вышеупомянутому прозрачному покровному слою 44 и/или содержать материал, стойкий к абразивному износу, такой как твердые частицы, например, оксида алюминия или другого керамического материала. Очевидно, что эти примеры не являются ограничительными и что слой материала типа Е может преследовать разные цели и/или может быть выполнен разными путями. В другую группу преследуемых целей входят фиксация отпечатанного изображения, придание водостойкости поверхности, обработка ее с приданием антистатических свойств, внесение глянца до некоторой степени, обработка ее с приданием грязеотталкивающих свойств и/или обеспечение вещества, которое позволяет создать рельеф в готовой поверхности желобка.
В виду вышеизложенного, конечно, не исключается и вариант, в котором вышеупомянутые обеспечиваемые по выбору слои А, В, С, D, Е материала, в свою очередь, состоят из нескольких слоев.
Несущая лента 60 может иметь разную природу. Она может быть либо лентой, описывающей замкнутый контур, а также однократно пропускаемой лентой, например, разматываемой из рулона и сматываемой в рулон. В случае замкнутого контура она может быть бесконечной лентой с приводом, которая подбирает и переносит соответствующие слои материала. В случае однократно пропускаемой ленты она может быть выполнена, например, как несущая лента такого типа, который обычно применяется в известных процедурах переноса. Как упоминалось выше, вместо несущей ленты можно также применять другую несущую среду. Такая другая несущая среда может быть средой любого типа и состоит, например, из прижимного валика, на котором уложены соответствующие слои материала, перенос которых осуществляется впоследствии.
Кроме того, возможен вариант, в котором готовый декоративный слой, располагаемый на поверхности 9 желобка 8, вместо нанесения полностью посредством переносимого участка отпечатка 61 наносят, по меньшей мере, частично посредством обеспечиваемых по выбору слоев материала типов А, В, С, D или Е.
На фиг.28 приведен пример способа в соответствии с фиг.27, в котором наносят слой материала типа С. Это относится к слою 59 грунтового покрытия, который уже нанесен на поверхности 9 желобка 8 перед переносом отпечатка 61 на желобок 8. В рассматриваемом примере для этой цели предусмотрено отдельное устройство 62С.
На фиг.29 приведен еще один пример, в котором - в сочетании с обеспечиваемым по выбору слоем материала типа С согласно фиг.28 - посредством дополнительного отделяющего устройства 62А наносят слой материала типа А. Слой материала типа А относится в этом примере к веществу прозрачного покровного слоя 44.
На фиг.30 показан пример осуществления способа, соответствующего фиг.27, посредством которого объединяют слой материала типа А, а также слой материала типа В. Слой материала типа А может относиться к тому же веществу, о котором шла речь в связи с фиг.29. В примере согласно фиг.30 слой материала типа В наносят посредством устройства 62А, и он содержит, например, материал, образующий часть слоя 59 грунтового покрытия и/или, например, материал, выполняющий функции материала, улучшающего сцепление.
Следует учесть, что при переносе отпечатка 61 посредством вышеупомянутой несущей ленты 60 в предпочтительном варианте выполнения прикладывают некоторое давление и/или подводят некоторое количество тепла. Более конкретно, в предпочтительном варианте выполнения прикладывают давление и нагрев, типичные в известных процедурах печати с переносом.
Очевидно, что несущая лента 60, отпечаток 61 и слои материала типов А-Е должны демонстрировать подходящее сродство, чтобы достичь желаемого переноса. Выбор подходящих материалов для получения такого сродства находится в рамках квалификации специалиста в данной области техники.
Как показано в примерах согласно фиг.28-30, отображенную на этих чертежах несущую ленту 60 можно подавать со станции 63 подачи и направлять к станции 64 выпуска, где несущую ленту 60 в возможном варианте можно хранить для повторного использования. В качестве варианта, который отображен на фиг.28-30 пунктирной линией, можно также использовать бесконечную несущую ленту 60.
Ясно, что изобретение также относится к панелям пола, выполненным в соответствии с вышеупомянутым способом, которые поэтому обладают, по меньшей мере, одним желобком, на котором присутствует декоративный слой, содержащий, по меньшей мере, отпечаток, который получен в результате распечатки посредством цифрового печатающего устройства многоцветной печати.
Отметим, что, как уже говорилось, независимо от того, используется ли цифровое печатающее устройство 58 многоцветной печати, идея формирования отпечатка 61 на месте на некоторой среде, например несущей ленте 60, полностью или частично для формирования, по меньшей мере, участка декоративного слоя 11 на желобке 8, как отображено на фиг.27-30, также относится к изобретательскому замыслу настоящего изобретения. Следовательно, вместо цифрового печатающего устройства 58 многоцветной печати можно также воспользоваться другими методами печати, которые предпочтительно тоже являются цифровыми. Так, например, этот изобретательский замысел можно также реализовать посредством одного или более цифровых печатающих устройств одноцветной печати.
Дополнительный изобретательский замысел и аспект данного изобретения относится к переносу цифрового отпечатка 61 на желобок 8 панели 2 пола независимо от того, формируется ли этот отпечаток на месте. С этой целью, настоящее изобретение относится к способу изготовления панелей 2 пола, причем эта панель 2 пола содержит, по меньшей мере, подложку 14, декор 3, а также верхний слой на основе синтетического материала, причем эту панель 2 снабжают желобком 8 и при этом на поверхности желобка 8 обеспечивают отдельный декоративный слой 11 посредством процедуры печати с переносом посредством переносящей пленки, причем упомянутая переносящая пленка содержит цифровой отпечаток 61, который переносят посредством упомянутой процедуры печати с переносом для формирования, по меньшей мере, участка упомянутого отдельного декоративного слоя 11 на поверхности желобка 8. Отметим, что такая переносящая пленка предпочтительно имеет ширину отпечатка, которая вряд ли больше, чем у поверхности упомянутого желобка. Таким образом, для чаще всего встречающихся приложений эта ширина будет поддерживаться меньшей чем пять сантиметров, а предпочтительнее меньшей чем один сантиметр.
Переносящие пленки для таких приложений на панелях как таковые известны, например, из документа US 4520062. Вместе с тем, до настоящего времени такие пленки содержат отпечатки, которые получены совершенно обычным образом, например, посредством офсетной печати или аналогичного метода. Ввиду длительного времени переналадки с целью экономичной работы, в большинстве случаев для этих обычных методов печати необходимо производство больших количеств переносящей пленки с одним и тем же отпечатком или рисунком. Например, при изготовлении панелей пола в случаях, когда требуется надлежащая адаптация декоративного слоя, который получают посредством печати с переносом на желобке, к декору панели пола, минимальный объем производства, при котором оно получается экономичным, может превышать потребность. Однако в соответствии с данным независимым аспектом изобретения переносящие пленки наносят с отпечатком, полученным посредством метода цифровой печати. Например, для производства переносящих пленок такие методы печати применимы экономичным образом даже при очень малых объемах производства. Это представляет интерес, в частности, когда надлежит покрывать такой пленкой лишь малые поверхности, как бывает в случае с поверхностью желобка в панели пола. Как уже говорилось, ширина этой поверхности, измеряемая в поперечном сечении желобка, например в плоскости согласно фиг.15, составляет менее 5 сантиметров, а предпочтительнее - менее 1 сантиметра.
Отметим, что данное изобретение также относится к переносящей пленке, которую можно применять в способе изготовления панелей пола, таких как описанные выше, причем переносящая пленка содержит цифровой отпечаток, который посредством упомянутого метода печати с переносом можно переносить, формируя, по меньшей мере, участок упомянутого декоративного слоя на поверхности желобка. Из вышеизложенного ясно, что такая переносящая пленка может обеспечить значительные преимущества для производства, помимо прочих, многослойных панелей пола. Конечно, здесь правомерны те же самые предпочтительные размеры ширины.
Далее изобретение также относится к переносящей пленке, более конкретно для покрытия желобков панелей пола, которая содержит, по меньшей мере, несущую ленту и переносимый отпечаток, причем несущая лента имеет ширину менее 5 сантиметров, а предпочтительнее менее 1 сантиметра, причем вышеупомянутый отпечаток, по меньшей мере, частично выполнен как цифровой отпечаток.
Из различных аспектов данного изобретения становится ясно, что цифровое печатающее устройство, будь то печатающее устройство многоцветной печати или нет, обеспечивает преимущество, заключающееся в том, что становится возможным выполнение рисунка на поверхности желобка простым способом. Более того, цифровое печатающее устройство позволяет переключаться на другой рисунок за короткое время. В этой связи следует отметить, что данное изобретение также относится к способу изготовления панелей пола, в котором эта панель пола содержит, по меньшей мере, подложку, декор, а также верхний слой на основе синтетического материала, причем эту панель пола снабжают желобком 8, 28, и при этом на поверхности желобка обеспечивают декоративный слой 11, причем упомянутый слой 11 демонстрирует рисунок, причем рисунок, по меньшей мере частично, непосредственно или косвенно наносят посредством цифрового печатающего устройства. Вышеуказанный рисунок может быть визуально наблюдаемым рисунком, имеющим любую желаемую форму, и может состоять, например, из структуры древесины, например пор древесины. Рисунок может быть обеспечен на слое 59 грунтового покрытия, образующем также часть декоративного слоя 11 и являющемся, например, слоем однородного цвета. Этот слой 59 грунтового покрытия может быть нанесен в соответствии со способами нанесения таких слоев, описанными выше в связи с другими аспектами изобретения. Конечно, не исключается вариант, в котором слой грунтового покрытия тоже имеет рисунок и, возможно, незначительные цветовые изменения.
Следует учесть, что изобретение также относится к панелям пола, которые получены в соответствии с вышеупомянутым способом, т.е. панелям пола, которые содержат цифровой отпечаток в форме рисунка на своем желобке.
Вышеуказанный способ, в котором обеспечивается панель пола с меткой, а эта метка используется для управления цифровым печатающим устройством многоцветной печати, также выгоден при получении декоративного слоя 11 с помощью любой другой управляемой системы нанесения. В связи с применением таких меток следует учесть, что изобретение в соответствии с одним вариантом не ограничивается применением его совместно с цифровыми печатающими устройствами многоцветной печати, а в той же степени относится к приложениям, в которых такие метки применяются в сочетании с любой управляемой системой нанесения. Такие метки можно также применять для управления, в первом аспекте изобретения - вышеупомянутой системой 15 нанесения. В данном случае панели пола с одинаковым общим декором, но с разным внешним видом, можно снабдить разными метками, и тогда команды выдаются в системы 15 нанесения в зависимости от обнаруженной метки.
Данное изобретение ни в коем случае не ограничивается формами осуществления, описанными в качестве примера и представленными на чертежах, однако такой настил пола, панели пола и способы изготовления панелей пола можно выполнить в соответствии с различными вариантами, не выходя за рамки объема притязаний изобретения.
Так, например, вышеупомянутые изменения не ограничиваются двумя цветами или оттенками, и есть возможность работать с более чем двумя цветами или оттенками.
Все вышеописанные независимые аспекты изобретения можно произвольно объединять в той степени, в какой соответствующие признаки не противоречат друг другу.
Термин «декоративный слой» следует интерпретировать в широком смысле. Такой декоративный слой не обязательно должен быть слоем материала, уложенным поверх желобка. Например, он может быть чернилами или аналогичным веществом, которое после его нанесения проникает в реальный материал панели пола и тем самым обеспечивает желобок с цветом и/или рисунком, по существу, не присутствуя сверху поверхности желобка.
Отметим, что во всех случаях, когда выше указывалось печатающее устройство многоцветной печати, в рамках объема притязаний данного изобретения в соответствии со всеми его аспектами не исключается возможность применения множества печатающих устройств, которые в свою очередь, возможно, являются печатающими устройствами одноцветной печати, но взаимодействуют таким образом, что создается многоцветный отпечаток. Вместе с тем, предпочтительным является применение, по меньшей мере, одного цифрового устройства, которое способно печатать несколько цветов.
При реализации всех вышеописанных возможностей, когда декоративный слой выполнен посредством печатающего устройства, а более конкретно цифрового печатающего устройства, и поверх указанного слоя можно наносить прозрачный покровный слой, делая это любым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И ПАНЕЛЬ ПОЛА | 2012 |
|
RU2608416C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТРОИТЕЛЬНУЮ ПАНЕЛЬ МЕТОДОМ ЦИФРОВОЙ ПЕЧАТИ ИЛИ ЦИФРОВОГО ПОКРЫТИЯ | 2013 |
|
RU2636516C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| ПАНЕЛЬ ПОЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2402427C2 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| УСТРОЙСТВО И СПОСОБ УСОВЕРШЕНСТВОВАННОЙ ПРЯМОЙ ПЕЧАТИ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2563215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОВОЙ ПАНЕЛИ И ПОЛОВАЯ ПАНЕЛЬ | 2012 |
|
RU2529239C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПАНЕЛИ | 2013 |
|
RU2635965C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТЬ ПЛОСКИХ ПРОБКОВЫХ ПАНЕЛЕЙ | 2016 |
|
RU2630759C1 |
| СПОСОБ НАНЕСЕНИЯ УФ ПЕЧАТИ НА ПОВЕРХНОСТЬ ПЛОСКИХ ПРОБКОВЫХ ПАНЕЛЕЙ | 2015 |
|
RU2592342C1 |
Изобретение относится к половым покрытиям и касается настила пола, панелей пола и способа изготовления панелей пола. Настил пола состоит из множества твердых панелей пола. Панели пола демонстрируют обычный общий декор. Среди указанных панелей также присутствуют панели пола, которые различаются друг от друга по своему внешнему виду и/или имеют зоны различающегося внешнего вида. Панели пола на противоположных своих сторонах или краях снабжены соединительными частями, обеспечивающими возможность взаимодействия двух из таких панелей пола друг с другом на этих сторонах. Некоторые из панелей пола имеют один желобок в виде скошенного края, поверхности этих желобков снабжены отдельно нанесенным декоративным покрытием, состоящим из декоративного слоя. Внешний вид декоративного покрытия выполнен изменяющимся в зависимости от различий, существующих в декоре настила пола. Изобретение позволяет оптимизировать адаптацию декоративного слоя на желобке к декору и тем самым усовершенствовать имитации деревянных полов и керамических плиток пола. 13 н. и 33 з.п. ф-лы, 30 ил.
1. Настил пола, состоящий из множества твердых панелей (2) пола, при этом панели (2) пола демонстрируют обычный общий декор (3), и среди указанных панелей также присутствуют панели (2) пола, которые различаются друг от друга по своему внешнему виду и/или имеют зоны различающегося внешнего вида, причем эти панели (2) пола, по меньшей мере, на двух противоположных своих сторонах или краях снабжены соединительными частями (6, 7), обеспечивающими возможность взаимодействия двух из таких панелей (2) пола друг с другом на этих сторонах, и при этом, по меньшей мере, некоторые из панелей (2) пола имеют, по меньшей мере, один желобок (8, 28) в виде скошенного края или т.п., причем поверхности этих желобков (8, 28) снабжены, по меньшей мере - частично, отдельно нанесенным декоративным покрытием (10, 10А-10В), состоящим, по меньшей мере, из декоративного слоя (11), отличающийся тем, что внешний вид декоративного покрытия (10, 10А, 10В) выполнен изменяющимся в зависимости от различий, существующих в декоре (3) настила (1) пола.
2. Настил пола по п.1, отличающийся тем, что общий декор представляет собой декор древесины или декор камня.
3. Настил пола по п.1 или 2, отличающийся тем, что внешний вид декоративного покрытия (10, 10А, 10В) выполнен изменяющимся, по меньшей мере, для двух или более панелей (2А-2В) пола, декор (3) которых является разным в пределах одной панели пола, причем на желобке (8, 28), соответственно присутствующим на этих панелях пола, обеспечено различающееся покрытие (10, 10А, 10В), причем покрытие (10, 10А, 10В) такого желобка (8, 28) тогда соответственно адаптировано к декору (3) панели (2А, 2В) пола, на которой находится соответствующий желобок (8, 28).
4. Настил пола по п.1 или 2, отличающийся тем, что внешний вид декоративного покрытия (10, 10А, 10В), по меньшей мере, для некоторого количества панелей (2) пола, выполнен изменяющимся за счет того, что внешний вид в пределах желобка (8, 28) одной и той же панели пола выполнен по-разному, при этом декоративное покрытие (10) желобка (8, 28) адаптировано к изменениям, существующим в декоре (3), который имеет соответствующая панель (2) пола.
5. Настил пола по п.1 или 2, отличающийся тем, что внешний вид декоративного покрытия (10, 10А, 10В), присутствующего на желобках (8, 28), выполнен изменяющимся за счет наличия изменения, по меньшей мере, его общего цвета или оттенка.
6. Настил пола по п.1 или 2, отличающийся тем, что декоративное покрытие (10), нанесенное на желобки (8, 28), имеет рисунок (30), а внешний вид этого покрытия (10) выполнен изменяющимся, по меньшей мере, за счет наличия изменения этого рисунка (30) с адаптацией к изменениям, которые существуют в декоре (3) настила (1) пола.
7. Настил пола по п.1 или 2, отличающийся тем, что декоративный слой (11) состоит, по существу, из отпечатка.
8. Настил пола по п.7, отличающийся тем, что отпечаток представляет собой отпечаток, выполненный посредством печатающего устройства (16), в частности, струйного печатающего устройства или струйной системы подачи.
9. Настил пола по п.1 или 2, отличающийся тем, что декоративный слой (11) образован многоцветным отпечатком.
10. Настил пола по п.1 или 2, отличающийся тем, что декоративное покрытие (10, 10А, 10В) содержит, по меньшей мере, один прозрачный или, по меньшей мере, частично прозрачный покровный слой (44), нанесенный поверх декоративного слоя (11).
11. Настил пола по п.10, отличающийся тем, что покровный слой (44) выполнен из прозрачного или, по меньшей мере, частично прозрачного вещества (45), которое нанесено посредством печати с переносом.
12. Настил пола по п.10, отличающийся тем, что покровный слой (44) формирует грязеотталкивающее и/или пылеотталкивающее, и/или плеснеотталкивающее покрытие (10, 10А, 10В) и/или покрытие (10, 10А, 10 В), обладающее уплотнительными свойствами, в частности противодействующее проникновению воды, и/или покрытие (10, 10А, 10В) с гладкой поверхностью, и/или с желаемой степенью глянца, либо изменяющейся, либо не изменяющейся вдоль желобка (8, 28), и/или удобное в техническом обслуживании, и/или светопрочное или соответственно стойкое к ультрафиолетовому излучению, и/или антистатическое, и/или демонстрирующее структуру поверхности.
13. Настил пола по п.1 или 2, отличающийся тем, что указанные желобки, по меньшей мере, относятся к желобкам (8), которые расположены на наружном крае соответствующих панелей (2) пола.
14. Настил пола по п.1 или 2, отличающийся тем, что указанные желобки, по меньшей мере, относятся к имитационным желобкам (28), состоящим из канавкообразных заглубленных участков, расположенных в верхней поверхности соответствующих панелей (2) пола.
15. Панель пола, отличающаяся тем, что она предназначена для формирования настила (1) пола по любому из пп.1-14.
16. Способ изготовления панелей (2) пола, в частности панелей (2) пола для формирования настила (1) пола по любому из пп.1-14, в котором такие панели (2) пола, по меньшей мере, на двух противоположных сторонах или краях снабжают соединительными частями (6, 7), обеспечивающими возможность взаимодействия двух из таких панелей (2) пола друг с другом на этих сторонах, и при этом соответствующие панели (2) пола снабжают, по меньшей мере, одним желобком (8, 28) в виде скошенного края или т.п., причем поверхность упомянутого желобка (8, 28) снабжают, по меньшей мере - частично, покрытием (10, 10А, 10В), отличающийся тем, что покрытие (10, 10А, 10В) формируют, по меньшей мере, из декоративного слоя (11), который наносят на поверхности желобка (8, 28) посредством управляемой системы (15) нанесения, при этом посредством управляемой системы (15) нанесения изменяют, по меньшей мере, внешний вид формируемого таким образом покрытия (10, 10А, 10В), при этом внешний вид декоративного покрытия (10, 10А, 10В) изменяется в зависимости от различий, существующих в вышеупомянутом декоре (3) настила (1) пола.
17. Способ по п.16, отличающийся тем, что покрытие (10, 10А, 10В) желобка (8, 28) выполняют в целом равномерно по панели или, по меньшей мере, по желобку (8, 28), причем для некоторых различающихся панелей (2) пола оно полностью адаптировано к декору (3) панели пола, на которой расположен соответствующий желобок (8, 28).
18. Способ по п.16, отличающийся тем, что покрытие (10) желобка (8, 28) выполняют таким образом, что его внешний вид изменяется в панели пола.
19. Способ по п.16 или 17, отличающийся тем, что управляют системой (15) нанесения в зависимости от обнаружения, проведенного на соответствующей панели пола.
20. Способ по п.19, отличающийся тем, что управляют посредством опережающей связи, при этом осуществляют обнаружение на верхней поверхности панели пола, для определения особенностей, касающихся ее внешнего вида, после чего эти данные используют для выполнения адаптированного покрытия (10, 10А, 10В) на соответствующем желобке (8, 28).
21. Способ по п.16 или 17, отличающийся тем, что в качестве системы (15) нанесения используют систему нанесения с цифровым управлением, например цифровое печатающее устройство (16), в частности печатающее устройство, функционирующее в соответствии с принципом струйной печати.
22. Способ по п.16 или 17, отличающийся тем, что в качестве системы (15) нанесения используют систему многоцветной печати, в частности печатающее устройство многоцветной печати, при этом посредством управления указанным устройством изменяют общий цвет или оттенок покрытия (10, 10А, 10В).
23. Способ по п.16 или 17, отличающийся тем, что декоративный слой (II) с рисунком (30) выполняют посредством печатающей системы, а управление печатающей системой осуществляют таким образом, что рисунок (30) изменяется в зависимости от рисунка (31) на верхней стороне соответствующей панели (2) пола.
24. Способ изготовления панели пола, в верхней поверхности которой формируют имитационный желобок (28), при этом способ отличается тем, что на поверхность имитационного желобка наносят покрытие посредством печатающего устройства, предпочтительно - печатающего устройства с цифровым управлением и/или устройства, функционирующего в соответствии с принципом подачи при струйной печати.
25. Способ по п.24, отличающийся тем, что его применяют при изготовлении многослойных панелей пола с верхним слоем, состоящим из одного или более слоев на основе синтетического материала, при этом имитационный желобок (28) формируют посредством вмятины.
26. Способ изготовления панели пола, которую на ее декоративной стороне снабжают желобком (8, 28) с профилированной поверхностью (50), отличающийся тем, что на профилированной поверхности (50) выполняют покрытие (10) посредством процесса печати с переносом, при этом покрытие (10) переносят с переносящей ленты на покрываемую поверхность (50) и при этом переносящую ленту с расположенным на ней покрытием прижимают к указанной поверхности посредством аналогично профилированного прижимного элемента (47), имеющего профилированную прижимную поверхность (51), которая адаптирована к форме профилированной поверхности (50) желобка (8, 28).
27. Способ по п.26, отличающийся тем, что желобок представляет собой имитационный желобок (28), сформированный на верхней поверхности, причем профилированная поверхность (50) образована двумя противоположными боками (52, 53) этого имитационного желобка (28), причем оба бока (52, 53) снабжают декоративным покрытием (10) посредством процесса печати с переносом, при этом для нанесения декоративного покрытия (10) на обоих боках (52, 53) применяют одну общую переносящую ленту (54).
28. Способ изготовления панелей пола, в котором эти панели пола снабжают желобком (8, 28) и на указанном желобке выполняют покрытие, отличающийся тем, что указанное покрытие снабжают рельефом, посредством процесса печати с переносом, при этом переносимое вещество демонстрирует рельеф (49), поскольку оно поступает с несущей ленты, которая демонстрирует рельеф (48).
29. Способ изготовления панели пола, в котором указанная панель пола содержит, по меньшей мере, подложку, декор, а также верхний слой на основе синтетического материала, причем в указанной панели пола выполняют желобок (8, 28), и при этом на поверхности желобка наносят отдельный декоративный слой (11), отличающийся тем, что декоративный слой (11) формируют непосредственно или косвенно на поверхности желобка посредством цифрового печатающего устройства многоцветной печати.
30. Способ по п.29, отличающийся тем, что декоративный слой снабжают рисунком посредством надлежащего управления печатающим устройством многоцветной печати.
31. Способ по п.29 или 30, отличающийся тем, что в качестве печатающего устройства многоцветной печати используют струйное печатающее устройство или устройство, функционирующее в соответствии с принципом струйной печати.
32. Способ по п.29 или 30, отличающийся тем, что осуществляют автоматическое управление цифровым печатающим устройством многоцветной печати в зависимости от данных, получаемых от соответствующей панели пола, в частности, из метки, которая присутствует на панелях пола.
33. Способ по п.32, отличающийся тем, что с этой целью предусматривают использование метки, которая присутствует в декоре.
34. Способ по п.29, отличающийся тем, что при косвенном выполнении декоративный слой формируют на желобке, вместо цифрового печатающего устройства многоцветной печати используют другое цифровое печатающее устройство.
35. Способ по п.29 или 30, отличающийся тем, что цифровое печатающее устройство многоцветной печати используют для формирования декоративного слоя на желобке, а также для окрашивания - в случае панелей пола, не имеющих желобка на краю, - бокового края верхнего слоя, который виден как линия светлого цвета, и тем самым - маскирования такой линии.
36. Панель пола, отличающаяся тем, что изготовлена в соответствии со способом по п.29.
37. Панель пола, содержащая, по меньшей мере, подложку (14), декор (3) и верхний слой на основе синтетического материала, отличающаяся тем, что панель (2) пола снабжена желобком (8, 28) на верхней стороне в виде скошенного края, причем верхний слой продолжается на высоте желобка (8, 28) и следует форме желобка (8, 28), при этом на высоте желобка (8, 28) поверх указанного верхнего слоя нанесено отдельное декоративное покрытие (10).
38. Панель пола по п.37, отличающаяся тем, что желобок (8) расположен на верхнем краю панели пола или состоит из имитационного желобка, который расположен на удалении от края панели пола.
39. Панель пола по п.37 или 38, отличающаяся тем, что верхний слой образован из одного или более пропитанных смолой несущих листов, тогда как декор состоит из отпечатка, выполненного на таком несущем листе.
40. Панель пола по п.37 или 38, отличающаяся тем, что отдельно нанесенное декоративное покрытие (10) состоит, по меньшей мере, из отпечатка.
41. Панель пола по п.37 или 38, отличающаяся тем, что отдельно нанесенное покрытие обеспечено иначе, чем посредством отпечатка.
42. Панель пола по п.37 или 38, отличающаяся тем, что желобок (8, 28) сформирован посредством вмятины.
43. Способ изготовления панелей пола, в котором эта панель (2) пола содержит, по меньшей мере, подложку (14), декор (3), а также верхний слой на основе синтетического материала, причем в панели (2) пола выполняют желобок (8, 28) и при этом на поверхности желобка (8) формируют отдельный декоративный слой (11), причем слой (11) демонстрирует рисунок, отличающийся тем, что указанный рисунок наносят, по меньшей мере частично, непосредственно или косвенно посредством цифрового печатающего устройства.
44. Способ изготовления панелей пола, в котором панель (2) пола содержит, по меньшей мере, подложку (14), декор (3), а также верхний слой на основе синтетического материала, причем в панели (2) пола выполняют желобок (8) и при этом на поверхность желобка (8) наносят отдельный декоративный слой (11) посредством процесса печати с переносом посредством переносящей пленки, отличающийся тем, что переносящая пленка содержит цифровой отпечаток (61), который переносят посредством указанного процесса печати с переносом для формирования, по меньшей мере, участка упомянутого отдельного декоративного слоя (11) на поверхности желобка (8).
45. Переносящая пленка, отличающаяся тем, что она предназначена для применения в способе по п.44.
46. Переносящая пленка, в частности для покрытия желобков панелей пола, содержащая, по меньшей мере, несущую ленту и переносимый отпечаток, причем несущая лента имеет ширину менее 5 см, а предпочтительнее - менее 1 см, отличающаяся тем, что отпечаток, по меньшей мере, частично выполнен в виде цифрового отпечатка.
| СПОСОБ ПРОКАТКИ ТАВРОВБ1Х ПРОФИЛЕЙ | 0 |
|
SU196688A1 |
| WO 2004108436 A2, 16.12.2004 | |||
| Многоканальный разрядник | 1981 |
|
SU1014079A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ С ПОДАЧЕЙ ЭЛЕКТРИЧЕСКОГО ТОКА В ЗОНУ РЕЗАНИЯ | 2009 |
|
RU2410206C2 |
| EP 1522653 A1, 13.04.2005 | |||
| JP 57185110 A, 15.11.1982. | |||

