Настоящая патентная заявка основана на и испрашивает приоритет китайской патентной заявки № 201710056845.6, поданной в Патентное ведомство Китая 26 января 2017 г., раскрытие которой включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области стекла, и в частности относится к вакуумному стеклу и способу его изготовления.
УРОВЕНЬ ТЕХНИКИ
Энергия и экология представляют собой две главные проблемы в существующем мире, и вытекающие из них проблемы климата являются одним из самых больших вызовов, с которым человек сталкивается в 21-ом веке. Для стран, использующих в качестве главных источников энергии органическое топливо, такое как уголь и нефть, проблемы нехватки энергии и загрязнения окружающей среды являются более явными. Экономия энергии и эффективное использование энергии являются эффективными способами решения вышеупомянутых проблем.
Потребление энергии зданиями составляет значительную часть общего потребления энергии. В энергопотреблении здания преобладает потребление энергии на отопление и кондиционирование воздуха, на которые приходится более 50% общего энергопотребления в здании. Путем улучшения характеристик сохранения тепла в зданиях, таких как улучшение характеристик сохранения тепла в дверях и окнах зданий, можно эффективно снизить энергопотребление здания и повысить комфорт проживания.
Вакуумное стекло, известное изобретателю, выполняет функции сохранения тепла, теплоизоляции и/или звукоизоляции и может использоваться в областях строительства, энергосбережения, солнечной энергии и т.п., например в местах или устройствах, требующих теплоизоляции и/или звукоизоляции, или в качестве устройств, требующих теплоизоляции и/или звукоизоляции, таких как двери и окна зданий, двери и окна холодильного оборудования, солнечные коллекторы и т.п. Вакуумное стекло может играть роль в достижении теплоизоляции, экономии энергии, уменьшении потребления, предотвращении образования росы и/или достижении звукоизоляции и снижении шума и т.д.
Фиг. 1 представляет собой вид в перспективе вакуумного стекла, известного изобретателю, а Фиг. 2 представляет собой поперечное сечение вакуумного стекла, показанного на Фиг. 1. Как показано на Фиг. 1 и Фиг. 2, вакуумное стекло содержит две стеклянные пластины 101 и 102, полость 5, ограниченную этими двумя стеклянными пластинами и уплотнителем 4, заблокированное отверстие 6 для вакуумирования, герметичную крышку 8 для защиты отверстия 6 для вакуумирования, и опору 2, расположенную между этими двумя стеклянными пластинами. Внутренность полости 5 находится в вакууме, и опора 2 служит для того, чтобы поддерживать зазор между этими двумя стеклянными пластинами.
Способ изготовления вакуумного стекла, известного изобретателю, главным образом содержит
(1) подготовку двух стеклянных пластин 101 и 102 и размещение отверстия 6 для вакуумирования на стеклянной пластине 101;
(2) по существу в горизонтальном положении стеклянной пластины 102 нанесение уплотнителя 4 в виде густой суспензии вдоль периферийной области стеклянной пластины 102 и размещение опоры 2 в надлежащем положении;
(3) укладку другой стеклянной пластины 101 на стеклянную пластину 102 так, чтобы сформировать пластинчатую полость, образованную стеклянными пластинами 101 и 102 и уплотнителем 4;
(4) нагревание уложенных друг на друга стеклянных пластин при атмосферном давлении для того, чтобы запечатать зазор вдоль периферии первой стеклянной пластины 101 и второй стеклянной пластины 102 уплотнителем 4; и
(5) вакуумирование внутренности запечатанных стеклянных пластин через отверстие 6 для вакуумирования, блокирование отверстия 6 для вакуумирования после завершения вакуумирования, и покрытие заблокированного отверстия 6 для вакуумирования герметичной крышкой 8.
Патентный документ CN1621653 раскрывает вакуумное стекло с отверстием для вакуумирования, дополнительно содержащее газопоглотитель, окруженный оболочкой, поглощающей инфракрасное излучение. Как показано на Фиг. 3, это вакуумное стекло содержит две стеклянные пластины 101 и 102, обращенные друг к другу, и опору 2, расположенную между ними, так что полость 5 заключена между стеклянными пластинами 101 и 102. Отверстие 6 для вакуумирования предусматривается на стеклянной пластине 101, и это отверстие 6 для вакуумирования блокируется герметичной крышкой 8. Вложенный газопоглотитель, который состоит из закрытой оболочки 31, поглощающей инфракрасное излучение, и расположенного в ней газопоглотителя 3, располагается в прорези, окруженной отверстием 6 для вакуумирования. Лазерный генератор 91 для перфорирования вложенного газопоглотителя, имеющего закрытую оболочку, поглощающую инфракрасное излучение, располагается в положении, совмещенном с газопоглотителем, снаружи вакуумного стекла, и луч 92 инфракрасного лазера, испускаемый из лазерного генератора 91, проникает через стеклянную пластину 102 для того, чтобы перфорировать оболочку 31, поглощающую инфракрасное излучение, и распечатать ее.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
«Вложенный газопоглотитель», раскрытый в патентном документе CN1621653, состоит из охватывающего слоя (закрытой оболочки, поглощающей инфракрасное излучение) и газопоглотителя, расположенного в этой закрытой оболочке, поглощающей инфракрасное излучение. Изобретатель обнаружил, что вакуумное стекло, включающее в себя вложенный газопоглотитель, имеет недостатки, заключающиеся в том, что газопоглотитель имеет сложную структуру, высокую стоимость и необходимость резервировать отверстие для вакуумирования на стеклянной пластине, причем количество газопоглотителя ограничивается размером резервируемой прорези/отверстия, а также неравномерное распределение напряжений, следующее из того, что периферия пластины является более высокой, чем центр, что получается в результате процесса герметизации с последующим вакуумированием, и т.д.
Настоящее изобретение творчески предлагает вакуумное стекло, которое не образует оболочки для помещения в нее газопоглотителя, и упомянутая оболочка делается из герметичного материала.
Одной задачей настоящего изобретения является предложить вакуумное стекло. Другой задачей настоящего изобретения является предложить способ изготовления этого вакуумного стекла. Еще одной задачей настоящего изобретения является предложить дверь или окно. Дополнительной задачей настоящего изобретения является предложить прибор или измеритель, и еще одной дополнительной задачей настоящего изобретения является предложить солнечный коллектор.
Первый аспект настоящего изобретения предлагает вакуумное стекло, содержащее:
стеклянное тело, полость, ограниченную упомянутым стеклянным телом и уплотнителем, а также газопоглотитель, расположенный в упомянутой полости;
причем упомянутая полость является герметичной;
причем упомянутый газопоглотитель является неиспаряющимся газопоглотителем, упомянутое вакуумное стекло не образует оболочки для помещения в нее газопоглотителя, и упомянутая оболочка делается из герметичного материала; и
в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 4 Вт/(м2⋅K).
Второй аспект настоящего изобретения предлагает дверь или окно, содержащие любое из вакуумных стекол в соответствии с настоящим изобретением.
Другой аспект настоящего изобретения предлагает оранжерею, в которой наружная стена оранжереи содержит любое из вакуумных стекол в соответствии с настоящим изобретением.
Третий аспект настоящего изобретения предлагает прибор или измеритель, содержащий любое из вакуумных стекол в соответствии с настоящим изобретением.
Четвертый аспект настоящего изобретения предлагает солнечный коллектор, содержащий любое из вакуумных стекол в соответствии с настоящим изобретением.
Другой аспект настоящего изобретения предлагает солнечную батарею, содержащую фотоэлектрический преобразующий компонент и любое из вакуумных стекол в соответствии с настоящим изобретением, и упомянутое вакуумное стекло покрывает фотоэлектрический преобразующий компонент.
Пятый аспект настоящего изобретения предлагает способ изготовления вакуумного стекла, содержащий следующие стадии:
i) закрытие полости стеклянным телом и уплотнителем, и расположение газопоглотителя в этой полости;
ii) нагревание продукта стадии i) в вакуумной среде, создавая тем самым вакуум в полости, сварка уплотнителя и стеклянного тела вместе, и активирование газопоглотителя;
iii) охлаждение продукта стадии ii), а затем получение вакуумного стекла.
Выгодные эффекты раскрытых вариантов осуществления:
Один или более раскрытых вариантов осуществления имеют один или более следующих выгодных эффектов:
1) Вакуумное стекло в соответствии с одним или более вариантами осуществления является плотно запечатанным, так что в полости достигается высокая степень вакуума;
2) Вакуумное стекло в соответствии с одним или более вариантами осуществления имеет более высокую эффективность теплоизоляции; оно имеет более низкую теплопроводность K;
3) Вакуумное стекло в соответствии с одним или более вариантами осуществления имеет более высокую эффективность звукоизоляции; оно имеет более высокое значение звукоизоляции Rw+Ctr;
4) Вакуумное стекло в соответствии с одним или более вариантами осуществления имеет более высокую радиационную стойкость;
5) Количество газопоглотителя в вакуумном стекле в соответствии с одним или несколькими вариантами осуществления может находиться в положительной корреляции с площадью стекла, гарантируя тем самым, что воздух, инфильтрованный или выпущенный в вакуумную полость во время использования, будет поглощен, и таким образом достигается лучшая долговечность стекла;
6) Вакуумное стекло в соответствии с одним или более вариантами осуществления не имеет никакого заблокированного отверстия для вакуумирования, и таким образом его структура является более цельной;
7) Вакуумное стекло в соответствии с одним или более вариантами осуществления не имеет никакого заблокированного отверстия для вакуумирования; следовательно, можно избежать слабых мест напряжения и уязвимых точек, образующихся из-за отверстия для вакуумирования;
8) Поверхность вакуумного стекла в соответствии с одним или несколькими вариантами осуществления не имеет герметичной прорези или отверстия (скрытой прорези, глухого отверстия); и таким образом можно избежать слабых мест напряжения и уязвимых точек, образующихся из-за прорезей или глухих отверстий;
9) Вакуумное стекло в соответствии с одним или несколькими вариантами осуществления запечатывается в вакууме, так что распределение напряжений между запечатанной периферией и центром стекла является однородным, и продукт является более безопасным и более устойчивым;
10) Упругие опоры применяются в вакуумном стекле в соответствии с одним или несколькими вариантами осуществления; поэтому устраняется ситуация неравномерного распределения напряжений между опорами и стеклянной пластиной, которое вызывается девиацией высоты опор или девиацией высоты в полости, а также устраняется ситуация смещения некоторых из опор, так что продукт является более безопасным и более устойчивым;
11) Вакуумное стекло в соответствии с одним или более вариантами осуществления не имеет заблокированного отверстия для вакуумирования, так что его внешний вид является более привлекательным;
12) Вакуумное стекло в соответствии с одним или более вариантами осуществления использует прозрачное неорганическое вещество, такое как стекло, в качестве опор, так что продукт имеет более приятный визуальный эффект; и
13) Способ изготовления вакуумного стекла в соответствии с одним или более вариантами осуществления является более простым по количеству стадий и более дешевым.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чертежи, приведенные в настоящем документе, предназначены для обеспечения дополнительного понимания настоящего изобретения и составляют часть настоящей патентной заявки, и иллюстративные варианты осуществления настоящего изобретения и их описания предназначены для объяснения настоящего изобретения, а не его ограничения. В прилагаемых чертежах:
Фиг. 1 представляет собой вид в перспективе вакуумного стекла, известного изобретателю;
Фиг. 2 представляет собой вид в разрезе вакуумного стекла, изображенного на Фиг. 1;
Фиг. 3 представляет собой схематическую диаграмму вакуумного стекла из патентного документа CN1621653;
Фиг. 4 представляет собой вид в перспективе вакуумного стекла Примера 1;
Фиг. 5 представляет собой вид вакуумного стекла в разрезе по линии А-А, показанной на Фиг. 4;
Фиг. 6 представляет собой вид в перспективе вакуумного стекла Примера 2;
Фиг. 7 представляет собой вид вакуумного стекла в разрезе по линии А-А, показанной на Фиг. 6;
Фиг. 8 представляет собой вид в перспективе вакуумного стекла Примера 3;
Фиг. 9 представляет собой вид вакуумного стекла в разрезе по линии А-А, показанной на Фиг. 8;
Фиг. 10 представляет собой вид в перспективе вакуумного стекла Примера 4;
Фиг. 11 представляет собой вид вакуумного стекла в разрезе по линии А-А, показанной на Фиг. 10;
Фиг. 12 представляет собой вид в перспективе вакуумного стекла Примера 5;
Фиг. 13 представляет собой вид вакуумного стекла в разрезе по линии А-А, показанной на Фиг. 12;
Фиг. 14 представляет собой вид спереди и вид сбоку эластичной прокладки.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее будут подробно описаны конкретные варианты осуществления настоящего изобретения. Примеры конкретных вариантов осуществления иллюстрируются на чертежах. Хотя настоящее изобретение было описано в комбинации с конкретными вариантами осуществления, следует отметить, что настоящее изобретение не ограничивается этими конкретными вариантами осуществления. С другой стороны, эти варианты осуществления предназначены для того, чтобы охватить замещенные, альтернативные или эквивалентные варианты осуществления, соответствующие духу и области охвата настоящего изобретения, ограничиваемой формулой изобретения. В последующем описании формулируются многочисленные конкретные детали для того, чтобы обеспечить полное понимание настоящего изобретения. Настоящее изобретение может быть осуществлено без некоторых или всех этих конкретных деталей. В других случаях известные операции не описываются подробно, чтобы излишне не затенять настоящее изобретение.
При совместном использовании со словом «включать» или аналогичными словами в настоящем описании и прилагаемой формуле изобретения форма единственного числа также включает в себя множественное число, если иное явно не указано в контексте. Если не определено иное, все технические и научные термины, используемые в настоящем документе, имеют то же самое значение, что и обычно понимаемое специалистами в области техники, к которой принадлежит настоящее изобретение.
Первый аспект настоящего изобретения предлагает вакуумное стекло, содержащее:
стеклянное тело (1), полость (5), ограниченную стеклянным телом (1) и уплотнителем (4), а также газопоглотитель (3), расположенный в полости (5);
полость (5) является герметичной;
газопоглотитель (3) является неиспаряющимся газопоглотителем, вакуумное стекло не образует оболочки для помещения в нее газопоглотителя (3), и оболочка выполняется из герметичного материала; и
в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 4 Вт/(м2⋅K), например, меньше или равное 3,9 Вт/(м2⋅K).
В одном варианте осуществления оболочка служит для того, чтобы герметично окружать находящийся в ней газопоглотитель, чтобы предотвратить пассивирование газопоглотителя на воздухе. Только когда газопоглотитель, находящийся в оболочке, будет помещен в полость (5) вакуумного стекла, и полость (5) будет вакуумирована и запечатана, герметичное уплотнение оболочки в полости (5) нарушается снаружи полости (5) через стеклянное тело так, чтобы газопоглотитель, герметично окруженный оболочкой, стал подвергаться воздействию среды в полости (5). Вакуумное стекло вариантов осуществления, раскрытых в настоящей патентной заявке, не содержит вышеупомянутой оболочки.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло не включает в себя запечатанное отверстие для вакуумирования.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) не имеет запечатанного отверстия для вакуумирования.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением уплотнитель (4) не имеет запечатанного отверстия для вакуумирования.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло не имеет ни отверстия для вакуумирования, ни устройства герметизации для запечатывания отверстия для вакуумирования.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло содержит по меньшей мере два стеклянных тела (1).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло содержит по меньшей мере три стеклянных тела (1).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением смежные стеклянные тела (1) соединены уплотнителем (4).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) представляет собой пластинчатое стеклянное тело.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) содержит по меньшей мере два пластинчатых стеклянных тела.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением пластинчатые стеклянные тела располагаются друг напротив друга.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением пластинчатые стеклянные тела располагаются параллельно друг другу.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) представляет собой стеклянную трубку.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) представляет собой стеклянную пластину.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянная пластина представляет собой плоскую стеклянную пластину или искривленную стеклянную пластину.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением пленка металлического покрытия или наклеенная пленка предусматривается по меньшей мере на одном стеклянном теле (1).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) имеет плоскую поверхность.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) не имеет выемки.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) не имеет глухой выемки или глухого отверстия.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) формируется из силикатного стекла.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) имеет температуру размягчения выше, чем 550°C.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) имеет температуру размягчения выше, чем 650°C.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) имеет температуру размягчения выше, чем 750°C.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) является пластинчатой полостью.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло содержит по меньшей мере одну полость (5).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло содержит по меньшей мере две полости (5).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением уплотнитель (4) и стеклянное тело (1) свариваются вместе.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением уплотнитель (4) представляет собой герметизирующее стекло.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением герметизирующее стекло содержит один или более типов стекла, выбираемых из группы, состоящей из системы PbO-ZnO-B2O3, системы Bi2O3-B2O3-SiO2, системы Bi2O3-B2O3-ZnO, системы Na2O-Al2O3-B2O3, системы SnO-ZnO-P2O5, системы V2O5-P2O5-Sb2O3, системы ZnO-B2O3-SiO2 и системы ZnO-B2O3-BaO.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением герметизирующее стекло имеет температуру герметизации меньше чем 500°C.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением герметизирующее стекло имеет температуру герметизации 300-450°C.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением герметизирующее стекло имеет температуру герметизации 400-450°C.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) является активированным газопоглотителем.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) способен поглощать один или более газов, выбираемых из группы, состоящей из O2, N2, CO2, CO и H2.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) содержит элементарное вещество с газопоглощающей способностью, сплав с газопоглощающей способностью, соединение с газопоглощающей способностью или смесь с газопоглощающей способностью.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) содержит элементарный цирконий или элементарный титан.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) содержит один или более элементов переходного металла.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) содержит один или более элементов из редкоземельных металлов.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) является газопоглотителем типа Zr-Al или газопоглотителем типа Zr-V-Fe.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) находится в полости (5) с плотностью 0,1 г/см3 или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) находится в полости (5) с плотностью 0,5 г/см3 или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) находится в полости (5) с плотностью 1 г/см3 или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) имеет температуру активации меньше или равную температуре герметизации уплотнителя (4).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель (3) может быть активирован при температуре 300-450°C.
В одном варианте осуществления любое из вакуумных стекол в соответствии с настоящим изобретением отличается тем, что
газопоглотитель (3) может быть активирован вакуумной термообработкой при 300°C или больше в течение 1 час или больше, или;
газопоглотитель (3) может быть активирован вакуумной термообработкой при 350°C или больше в течение больше чем 0,5 час, или;
газопоглотитель (3) может быть активирован вакуумной термообработкой при 400°C или больше в течение 10 мин или больше.
В одном варианте осуществления любое из вакуумных стекол в соответствии с настоящим изобретением дополнительно содержит опору (2) для стеклянного тела (1), чтобы поддерживать форму полости (5).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением опора (2) располагается в полости (5).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением опора (2) выполнена из металлического материала или неметаллического материала.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением опора (2) является прозрачным неорганическим материалом.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением опора (2) выполнена из стекла.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением опора (2) является стеклянным листом.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением опора (2) является круглым стеклянным листом, эллиптическим стеклянным листом или многоугольным стеклянным листом.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло является прозрачным.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении более чем 85% общей площади вакуумного стекла является прозрачной.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении более чем 90% общей площади вакуумного стекла является прозрачной.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении более чем 95% общей площади вакуумного стекла является прозрачной.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 3 Вт/(м2⋅K), например меньше или равное 2,9 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 2,5 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 2 Вт/(м2⋅K), например меньше или равное 1,9 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 1,8 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 1,6 Вт/(м2⋅K), например меньше или равное 1,5 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 1,4 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 1,2 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 1 Вт/(м2⋅K), например меньше или равное 0,9 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 0,8 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K меньше или равное 0,6 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение теплопроводности K 0,5-1 Вт/(м2⋅K).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение звукоизоляции Rw+Ctr, равное 10 дБ или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение звукоизоляции Rw+Ctr, равное 20 дБ или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение звукоизоляции Rw+Ctr, равное 30 дБ или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в направлении, проходящем через полость (5), вакуумное стекло имеет значение звукоизоляции Rw+Ctr, равное 30-35 дБ.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением направление толщины вакуумного стекла является направлением, проходящим через полость (5).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении стеклянное тело (1) имеет размер больше или равный 0,01 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении стеклянное тело (1) имеет размер больше или равный 0,05 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении стеклянное тело (1) имеет размер больше или равный 0,1 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении стеклянное тело (1) имеет размер больше или равный 0,3 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении стеклянное тело (1) имеет размер больше или равный 0,5 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении стеклянное тело (1) имеет размер больше или равный 1 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в двух направлениях, перпендикулярных друг другу, стеклянное тело (1) имеет размер больше или равный 0,01 м × 0,01 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в двух направлениях, перпендикулярных друг другу, стеклянное тело (1) имеет размер больше или равный 0,1 м × 0,1 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в двух направлениях, перпендикулярных друг другу, стеклянное тело (1) имеет размер больше или равный 0,3 м × 0,3 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в двух направлениях, перпендикулярных друг другу, стеклянное тело (1) имеет размер больше или равный 0,5 м × 0,5 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением в двух направлениях, перпендикулярных друг другу, стеклянное тело (1) имеет размер больше или равный 1 м × 1 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло имеет толщину 1-50 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением вакуумное стекло имеет толщину 5-25 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) имеет толщину 1-20 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением стеклянное тело (1) имеет толщину 5-10 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет толщину меньше чем 3 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет толщину меньше чем 1 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет толщину меньше чем 0,5 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет толщину меньше чем 0,1 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет толщину меньше чем 0,05 мм.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении полость (5) имеет размер больше или равный 0,1 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении полость (5) имеет размер больше или равный 0,5 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением по меньшей мере в одном направлении полость (5) имеет размер больше или равный 1 м.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет абсолютное давление меньше или равное 1×10-4 Па.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет абсолютное давление меньше или равное 1×10-3 Па.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет абсолютное давление меньше или равное 1×10-2 Па.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет абсолютное давление меньше или равное 1×10-1 Па.
Второй аспект настоящего изобретения предлагает дверь или окно, содержащие любое из вакуумных стекол в соответствии с настоящим изобретением.
В одном варианте осуществления в соответствии с дверью или окном любого из настоящих изобретений дверь или окно является дверью или окном здания, дверью или окном структуры, дверью или окном транспортного средства, дверью или окном холодильного оборудования, дверью или окном теплоизолирующего оборудования или дверью или окном звукоизолирующего оборудования.
Еще один аспект настоящего изобретения предлагает оранжерею (например, навес оранжереи), в которой наружная стена оранжереи содержит любое из вакуумных стекол в соответствии с настоящим изобретением.
Третий аспект настоящего изобретения предлагает прибор или измеритель, содержащий любое из вакуумных стекол в соответствии с настоящим изобретением.
Четвертый аспект настоящего изобретения предлагает солнечный коллектор, содержащий любое из вакуумных стекол в соответствии с настоящим изобретением.
Пятый аспект настоящего изобретения предлагает способ изготовления вакуумного стекла, содержащий следующие стадии:
i) закрытие полости стеклянным телом и уплотнителем, и расположение газопоглотителя в этой полости;
ii) нагревание продукта стадии i) в вакуумной среде, создавая тем самым вакуум в полости, сварка уплотнителя и стеклянного тела вместе, и активирование газопоглотителя;
iii) охлаждение продукта стадии ii), а затем получение вакуумного стекла.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии i) газопоглотитель является пассивированным газопоглотителем.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии i) поверхность газопоглотителя не является оболочкой, выполненной из герметичного материала.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением стадия i) дополнительно содержит расположение опоры для поддержания стеклянного тела в полости.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением стадия i) дополнительно содержит формование уплотнителя в желаемую форму в литейной форме.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии i) уплотнитель представляет собой герметизирующее стекло.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) нагревание выполняется при температуре больше или равной температуре герметизации уплотнителя.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) нагревание выполняется при температуре больше или равной температуре активации газопоглотителя.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) нагревание выполняется в течение периода времени, большего или равного времени активации газопоглотителя.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) скорость увеличения температуры уменьшается, или увеличение температуры останавливается, как только в уплотнителе начинают формироваться пузырьки.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) нагревание выполняется при температуре 300-600°C.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) нагревание выполняется при температуре 400-500°C.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) вакуумная среда имеет абсолютное давление меньше или равное 1×10-1 Па.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) вакуумная среда имеет абсолютное давление меньше или равное 1×10-2 Па.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) вакуумная среда имеет абсолютное давление меньше или равное 1×10-3 Па.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением на стадии ii) вакуумная среда имеет абсолютное давление меньше или равное 1×10-4 Па.
В одном варианте осуществления для любого из способов в соответствии с настоящим изобретением вакуумное стекло соответствует любому из вакуумных стекол в соответствии с настоящим изобретением.
В одном варианте осуществления уплотнитель является герметизирующим стеклом.
Герметизирующее стекло и стеклянное тело имеют схожие поверхностные свойства, и тем самым они прочно связываются, а кроме того они имеют схожие коэффициенты расширения, за счет его уменьшается вероятность их разделения при температурном ударе.
В одном варианте осуществления стекло является неорганическим расплавом, который по существу не кристаллизуется во время отверждения.
В одном варианте осуществления стекло является аморфным твердым веществом с механическими свойствами, определяемыми переохлажденным расплавом с увеличенной вязкостью.
В одном варианте осуществления стекло представляет собой любое стекло, раскрытое в публикации Wang Chengyu, Tao Ying, Manual of Glass Materials [M], Chemical Industry Press, 2008, например, любое стекло, раскрытое в Главе 1, Разделе 1.3 «Разновидности стекла».
В одном варианте осуществления стекло содержит одно или более из элементного стекла, оксидного стекла, фторидного стекла, хлоридного стекла, бромидного стекла, йодидного стекла, халькогенидного стекла, галогенхалькогенидного стекла, нитратного стекла, сульфатного стекла и ацетатного стекла.
В одном варианте осуществления оксидное стекло содержит одно или более из однокомпонентного оксидного стекла, силикатного стекла, боратного стекла, боросиликатного стекла, алюминатного стекла, алюмоборатного стекла, фосфатного стекла, борнофосфатного стекла, алюмофосфатного стекла, титанатного стекла, титаносиликатного стекла, теллуритного стекла, германатного стекла, антимонатного стекла, арсенатного стекла и галлатного стекла.
В одном варианте осуществления стеклянное тело содержит одно или более соединений, выбираемых из группы, состоящей из кремнезема, оксида магния, оксида кальция, оксида бария, оксида лития, оксида натрия, оксида калия, оксида бора, оксида ванадия, оксида цинка, оксида теллура, оксида алюминия, оксида свинца, оксида олова, оксида фосфора, оксида рутения, оксида родия, оксида железа, оксида меди, оксида титана, оксида вольфрама, оксида висмута, оксида сурьмы, свинцовоборатного стекла, оловяннофосфатного стекла, ванадатного стекла и боросиликатного стекла.
В одном варианте осуществления стеклянное тело выполнено из первого стекла, а уплотнитель выполнен из второго стекла.
В одном варианте осуществления стеклянное тело имеет температуру размягчения выше, чем у герметизирующего стекла.
В одном варианте осуществления, температура размягчения относится к температуре, при которой вязкость стекла больше не может поддерживать стекло, что приводит к деформации.
В одном варианте осуществления температура размягчения измеряется в соответствии со стандартом GB T 28195-2011 «Способы тестирования температуры размягчения стекла».
В одном варианте осуществления температура герметизации относится к температуре, при которой герметизирующее стекло плавится в вакууме и сваривается со стеклянным телом.
В одном варианте осуществления температура герметизации, также называемая температурой уплотнения, относится к температуре, при которой вязкость стекла достигает 103 Па⋅с.
В одном варианте осуществления стеклянное тело имеет температуру размягчения выше, чем температура герметизации герметизирующего стекла, на 50°C или больше, например на 100°C или больше, например на 150°C или больше, в качестве другого примера 200°C или больше, 250°C или больше, 300°C, 350°C или больше, 400°C или больше, 500°C или больше и 600°C или больше.
В одном варианте осуществления стеклянное тело имеет температуру размягчения больше или равную 300°C, например больше или равную 350°C, больше или равную 400°C, больше или равную 450°C, больше или равную 500°C, больше или равную 550°C, больше или равную 600°C, больше или равную 650°C, больше или равную 700°C, и больше или равную 750°C.
В одном варианте осуществления герметизирующее стекло также может упоминаться как сварочное стекло, стекло сварочного флюса, припойное стекло, запечатывающее стекло, стеклянный порошок с низкой точкой плавления, стеклянная или эмалевая фритта с низкой точкой плавления и т.п.
В одном варианте осуществления герметизирующее стекло является низкотемпературным стеклом или стеклом с низкой температурой плавления.
В одном варианте осуществления герметизирующее стекло имеет температуру герметизации меньше или равную 600°C, меньше или равную 550°C, меньше или равную 500°C, меньше или равную 490°C, меньше или равную 480°C, меньше или равную 470°C, меньше или равную 460°C, меньше или равную 450°C, меньше или равную 440°C, меньше или равную 430°C, меньше или равную 420°C, меньше или равную 410°C, меньше или равную 400°C, меньше или равную 380°C, меньше или равную 360°C и меньше или равную 340°C.
В одном варианте осуществления герметизирующее стекло представляет собой любое стекло с низкой температурой плавления, раскрытое в публикации Wang Chengyu, Tao Ying, Manual of Glass Materials [M], Chemical Industry Press, 2008, например, любое стекло сварочного флюса, раскрытое в Главе 12, Разделе 12.4 «Стекло сварочного флюса».
В одном варианте осуществления герметизирующее стекло содержит неоксидное стекло (например, халькогенидное стекло или фторидное стекло), оксидное стекло или гибридное стекло (например, оксисульфатное стекло).
В одном варианте осуществления герметизирующее стекло содержит содержащее свинец боратное стекло, содержащее свинец боросиликатное стекло или содержащее свинец силикатное стекло.
В одном варианте осуществления герметизирующее стекло содержит одно или более соединений, выбираемых из оксида магния, оксида кальция, оксида бария, оксида лития, оксида натрия, оксида калия, оксида бора, оксида ванадия, оксида цинка, оксида теллура, оксида алюминия, диоксида кремния, оксида свинца, оксида олова, оксида фосфора, оксида рутения, оксида родия, оксида железа, оксида меди, оксида титана, оксида вольфрама, оксида висмута, оксида сурьмы, свинцовоборатного стекла, оловяннофосфатного стекла, ванадатного стекла и боросиликатного стекла.
В одном варианте осуществления герметизирующее стекло содержит один или более типов стекла, выбираемых из системы PbO-ZnO-B2O3, системы Bi2O3-B2O3-SiO2, системы Bi2O3-B2O3-ZnO, системы Na2O-Al2O3-B2O3, системы SnO-ZnO-P2O5, системы V2O5-P2O5-Sb2O3, системы ZnO-B2O3-SiO2 и системы ZnO-B2O3-BaO.
В одном варианте осуществления в любом из вакуумных стекол уплотнитель не включает в себя металла.
В одном варианте осуществления в любом из вакуумных стекол уплотнитель не включает в себя металлического простого вещества или сплава.
В одном варианте осуществления в любом из вакуумных стекол уплотнитель не включает в себя органического вещества, такого как смола или органический клей.
В одном варианте осуществления оболочка для содержания в ней газопоглотителя относится к металлической оболочке, стеклянной оболочке или оболочке из поглощающего инфракрасное излучение материала.
В одном варианте осуществления неиспаряющийся газопоглотитель относится к газопоглотителю, способному к достижению газопоглощающих характеристик без испарения газопоглотителя.
В одном варианте осуществления активация газопоглотителя относится к тому, чтобы заставить газопоглотитель проявлять газопоглощающие характеристики посредством метода вакуумной термической обработки.
В одном варианте осуществления газопоглотитель представляет собой неиспаряющийся газопоглотитель, например неиспаряющийся газопоглотитель, раскрытый в публикации «Jiang Dikui, Chen Liping, Performance characteristics and practical application problems of non-evaporable getter (NEG) [J], Vacuum, 2004, 41 (4): 88-93».
В одном варианте осуществления газопоглотитель содержит элементарный Zr.
В одном варианте осуществления газопоглотитель содержит элементарный Ti.
В одном варианте осуществления газопоглотитель содержит один или более элементарных переходных металлов. Элементарные переходные металлы включают в себя, например, Sc, Ti, V, Cr, Mn, Fe, Co, Ni, Y, Zr, Nb, Mo, Tc, Ru, Rh, Pd, La, Hf, Ta, W, Re, Os, Ir, Pt и Ac.
В одном варианте осуществления газопоглотитель содержит один или более редкоземельных металлических элементов. Редкоземельные металлические элементы включают в себя, например, лантан (La), церий (Ce), празеодим (Pr), неодим (Nd), прометий (Pm), самарий (Sm), европий (Eu), гадолиний (Gd), тербий (Tb), диспрозий (Dy), гольмий (Ho), эрбий (Er), тулий (Tm), иттербий (Yb), лютеций (Lu), скандий (Sc) и иттрий (Y).
В одном варианте осуществления газопоглотитель является газопоглотителем циркониевого типа, такого как Zr-Al, Zr-Ni, Zr-C, Zr-Co-RE (RE означает редкоземельный элемент) или Zr-V-Fe.
В одном варианте осуществления газопоглотитель является газопоглотителем титанового типа, такого как Ti-Mo или Ti-Zr-V.
Вакуумное стекло в одном варианте осуществления не имеет отверстия для вакуумирования, и это вакуумное стекло без отверстия для вакуумирования имеет относительно цельную общую структуру, относительно приятный внешний вид, а также более высокую безопасность и стабильность. В дополнение к этому, вакуумное стекло без отверстия для вакуумирования имеет цельную поверхность, которая хорошо подходит для дополнительной обработки, и вакуумное стекло может быть дополнительно обработано с получением специального стекла, такого как ламинированное стекло, покрытое пленкой стекло и т.п., чтобы удовлетворить потребности различных применений.
В одном варианте осуществления отверстие для вакуумирования также упоминается как отверстие вакуумирования, порт для вакуумирования или канал для вакуумирования и т.д.
В одном варианте осуществления для любого из вакуумных стекол отверстие для вакуумирования относится к отверстию, которое остается на стеклянном теле или герметизирующем стекле после того, как стеклянное тело герметизировано уплотнителем (таким как герметизирующее стекло). Полость вакуумного стекла должна вакуумироваться через отверстие для вакуумирования, а затем отверстие для вакуумирования блокируется закрывающим элементом.
В одном варианте осуществления зазор между стеклянными телами, запечатанными уплотнителем, не является заблокированным отверстием для вакуумирования.
JC/T 1709-2008 «Вакуумное стекло» раскрывает вакуумное стекло, в котором две или более стеклянные пластины отделены друг от друга опорой, причем их периферии запечатываются для того, чтобы сформировать стеклянный продукт с вакуумным слоем между стеклами. Это вакуумное стекло содержит заблокированное воздушное отверстие для вакуумирования и защитное устройство (защитный колпачок), присоединенное к отверстию для вакуумирования вакуумного стекла.
Патентный документ CN203923018U раскрывает вакуумное стекло с отверстием для вакуумирования на периферии, которое содержит две или более стеклянных пластин, причем металлизированный слой располагается на подлежащей запечатыванию части стекла. Герметичное соединение между двумя смежными стеклами достигается посредством металлического краевого уплотнения, с отверстием для вакуумирования, предусмотренным в герметизируемом положении, с герметизирующим элементом, расположенным в отверстии для вакуумирования, причем герметизирующий элемент объединяется с металлизированным слоем для того, чтобы реализовать герметичное уплотнение отверстия для вакуумирования. Это вакуумное стекло имеет отверстие для вакуумирования, сформированное на его периферии, в частности отверстие для вакуумирования на уплотнительной ленте, запечатываемое герметизирующим элементом после завершения вакуумирования, что отличается от обычного способа формирования отверстия для вакуумирования на стеклянной поверхности.
Патентный документ CN104291632A раскрывает отверстие для вакуумирования вакуумного стекла, отличающееся тем, что, отверстие для вакуумирования формируется путем перфорации верхней стеклянной пластины вакуумного стекла, кольцевое уплотнение делается на нижней поверхности верхней стеклянной пластины вокруг отверстия для вакуумирования, герметизирующая коробка располагается в положении, соответствующем отверстию для вакуумирования, на верхней поверхности нижнего стекла, и кольцевое уплотнение может быть вставлено в герметизирующую коробку; после того, как верхнее стекло и нижнее стекло будут запечатаны, металлический сварочный флюс помещается в отверстие для вакуумирования, отверстие для вакуумирования вакуумируется и нагревается, так что металлический сварочный флюс плавится в жидкость, эта жидкость остается в герметизирующей коробке, кольцевое уплотнение также погружается в эту жидкость, отверстие для вакуумирования самозапечатывается согласно принципу жидкостной герметизации, в котором жидкость затвердевает после охлаждения, чтобы достичь герметичного запечатывания отверстия для вакуумирования.
В одном варианте осуществления любое из вакуумных стекол не включает в себя отверстие для вакуумирования, описанное в JC/T 1079-2008.
В одном варианте осуществления любое из вакуумных стекол не включает в себя отверстие для вакуумирования, описанное в CN203923018U, CN104291632A или CN104108862A.
В одном варианте осуществления любого из вакуумных стекол вакуумное стекло полностью подвергается термической обработке в вакууме для завершения вакуумирования полости, активации газопоглотителя и сварки стеклянного тела и герметизирующего стекла.
В одном варианте осуществления любого из вакуумных стекол опора выполняется из металлического материала или неметаллического материала.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением металлический материал представляет собой одно или более, выбираемое из стали, алюминиевого сплава, никеля, молибдена и ниобия.
В одном варианте осуществления металлический материал может быть хромом или медью.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением неметаллический материал представляет собой одно или более, выбираемое из стекла, керамики и оксидов металла.
В одном варианте осуществления неметаллический материал может быть нейлоном, графитом, кварцевым стеклом или сапфировым стеклом.
В одном варианте осуществления способ для определения теплопроводности и эффективности звукоизоляции вакуумного стекла соответствует «вакуумному стеклу» (JC/T1079-2008).
В настоящем изобретении степень вакуума измеряется значением абсолютного давления, и высокая степень вакуума или малая степень вакуума означает низкое значение абсолютного давления; а низкая степень вакуума или большая степень вакуума означает высокое значение абсолютного давления.
Изобретатель обнаружил, что при нагревании в вакууме герметизирующее стекло (стекло с низкой температурой плавления) плавится и размягчается и образует большое количество газа с образованием пузырьков в размягченном герметизирующем стекле. При этом герметизирующее стекло выделяет газ не только за пределы полости вакуумного стекла, но также и в вакуумную полость вакуумного стекла. Газ, выделяемый из герметизирующего стекла наружу полости, отсасывается вакуумным насосом; и поскольку запечатанная полость окружена расплавленным стеклянным порошком и верхней и нижней стеклянными пластинами, газ, выделяемый из герметизирующего стекла в полость, не может быть удален, что приводит к увеличению давления в запечатанной полости вакуумного стекла и к низкой степени вакуума, в результате чего теряются превосходные качества высокой теплоизоляции и звукоизоляции вакуумного стекла, которые отличают его от полого стекла.
В одном варианте осуществления способ изготовления вакуумного стекла по настоящему изобретению содержит стадию наблюдения за наличием пузырьков в герметизирующем стекле во время нагревания, и уменьшение скорости увеличения температуры или остановку увеличения температуры на начальной стадии образования пузырьков. Эта стадия позволяет избежать чрезмерного образования пузырьков в уплотнительном стекле, которое выделяет газ, что способствует получению вакуумного стекла с высокой степенью вакуума. В противном случае, если происходит чрезмерное образование пузырьков, даже если добавляется достаточное количество газопоглотителя, вакуумное стекло с эффектами теплоизоляции и звукоизоляции, отличающимися от полого стекла, не сможет быть получено.
В одном варианте осуществления на стадии ii) нагревание останавливается на начальной стадии образования пузырьков в уплотнителе (например, в герметизирующем стекле).
Изобретатель дополнительно обнаружил, что когда больше газопоглотителя добавляется в полость на стадии герметизации края вакуумного стекла, может быть получено вакуумное стекло с более высокой степенью вакуума.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет содержание упомянутого газопоглотителя (3) 0,1 г/см3 или больше, например, 0,5 г/см3 или больше, 1 г/см3 или больше, и 1,5 г/см3 или больше.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет объем приблизительно 300-350 см3 (например, 330 см3), и газопоглотитель имеет вес 600-700 г (например 640 г).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением полость (5) имеет объем приблизительно 300-350 см3 (например, 330 см3), и газопоглотитель имеет объем 10-15 см3 (например 12 см3).
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель имеет вес 600-700 г (например, 640 г) на 300-350 см3 (например, 330 см3) объема полости.
В одном варианте осуществления для любого из вакуумных стекол в соответствии с настоящим изобретением газопоглотитель имеет объем 10-15 см3 (например, 12 см3) на 300-350 см3 (например 330 см3) объема полости.
В одном варианте осуществления вакуумного стекла или способа изготовления вакуумного стекла по настоящему изобретению газопоглотитель имеет массу, находящуюся в положительной корреляции с полной площадью вакуумного стекла.
В одном варианте осуществления вакуумного стекла или способа изготовления вакуумного стекла по настоящему изобретению газопоглотитель имеет массу, находящуюся в положительной корреляции с боковой длиной вакуумного стекла, запечатанного уплотнителем.
Изобретатель также обнаружил, что если газопоглотитель расположен близко к уплотнителю, то это способствует получению вакуумного стекла с более высокой степенью вакуума.
В одном варианте осуществления вакуумного стекла или способа изготовления вакуумного стекла по настоящему изобретению газопоглотитель расположен близко к внутренней стороне уплотнителя.
В одном варианте осуществления вакуумного стекла или способа изготовления вакуумного стекла по настоящему изобретению расстояние от газопоглотителя до уплотнителя составляет 10 см или меньше, например, 5 см или меньше.
Изобретатель обнаружил, что вакуумное стекло, в котором эластичная прокладка служит в качестве опоры, имеет меньшую девиацию толщины.
В одном варианте осуществления опора является эластичной прокладкой, такой как эластичная прокладка из нержавеющей стали.
В одном варианте осуществления эластичная прокладка представляет собой пружинящую шайбу, такую как С-образная пружинящая шайба, седловидная пружинящая шайба, или волнообразная пружинящая шайба, или дискообразная пружинящая шайба.
В одном варианте осуществления эластичная прокладка (например, пружинящая шайба) выполнена из углеродных волокон, графитового нейлона (aps), стали (например, среднеуглеродистой стали, 65Mn, SK5, SK7, нержавеющей стали, такой как нержавеющая сталь SUS304), алюминия, меди (например, красной меди, бериллиевой меди, бронзы) или хрома.
Фиг. 14 представляет собой вид спереди (левая часть) и вид сбоку (правая часть) С-образной пружинящей шайбы.
В одном варианте осуществления высота эластичной прокладки составляет 0,1-1,0 мм, например 0,7 мм.
Изобретатель обнаружил, что при изготовлении вакуумного стекла можно получить большую эффективную ширину краевого уплотнения, например 10 мм, если на стадии отверждения герметизирующего стекла давление в печи сначала уменьшается до атмосферного, а затем температура в печи понижена до 50°C или меньше.
В одном варианте осуществления стадия iii) способа изготовления вакуумного стекла содержит уменьшение степени вакуума и температуры в печи путем сначала уменьшения давления в печи до атмосферного, потом понижения температуры в печи до 50°C или меньше, а затем открывание печи для того, чтобы получить продукт.
В одном варианте осуществления стадия iii) способа изготовления вакуумного стекла содержит уменьшение степени вакуума и температуры в печи путем снижения давления в печи до атмосферного давления, когда уплотнитель все еще находится в полужидком состоянии, последующее снижение температуры в печи до температуры затвердевания уплотнителя, а затем открывание печи для того, чтобы получить продукт.
В одном варианте осуществления стадия iii) способа изготовления вакуумного стекла содержит уменьшение степени вакуума и температуры в печи путем снижения давления в печи до атмосферного давления за 5-10 мин, снижение температуры в печи до 50°C или менее за 10-12 час, а затем открывание печи для того, чтобы получить продукт.
Примеры настоящего изобретения дополнительно описаны ниже в комбинации с конкретными вариантами осуществления.
Пример 1
Фиг. 4 представляет собой вид в перспективе вакуумного стекла Примера 1, а Фиг. 5 представляет собой поперечное сечение вакуумного стекла по линии A-A, показанной на Фиг. 4. Что касается чертежей:
Продукт вакуумного стекла Примера 1 содержит два стеклянных тела 1, которые являются двумя низкоэмиссионными (low-E) стеклянными пластинами 101 и 102, расположенными параллельно друг другу; полость 5, окруженную низкоэмиссионными стеклянными пластинами 101 и 102 и уплотнителем 4 (то есть герметизирующим стеклом); а также опоры 2 и газопоглотители 3, которые расположены в полости 5; полость 5 является герметичной; газопоглотитель 3 является неиспаряющимся газопоглотителем, и вакуумное стекло не является оболочкой для окружения газопоглотителя 3, и эта оболочка выполняется из герметичного материала. Это вакуумное стекло не имеет заблокированного отверстия для вакуумирования.
Стадии изготовления вышеупомянутого вакуумного стекла являются следующими:
1. Обеспечение стеклянных пластин: обеспечение двух низкоэмиссионными стеклянных пластин (из стекла с низким коэффициентом излучения) 101 и 102 с размерами 1 м × 1 м × 5 мм.
Поверхность низкоэмиссионной стеклянной пластины имеет на себе пленку покрытия, и для повышения прочности соединения между стеклянной пластиной и герметизирующим стеклом пленка покрытия на областях, подлежащих соединению с герметизирующим стеклом, сошлифовывается с поверхности слабоизлучающей стеклянной пластины. В настоящем примере пленка сошлифовывается на ширину 10 мм вдоль периферии покрытых пленкой поверхностей слабоизлучающих стеклянных пластин 101 и 102.
2. Расположение уплотнителя: уплотнитель 4 является герметизирующим стеклом. Используется стеклянный порошок типа JN-48 производства компании Beijing Beixu Electronic Glass Co., Ltd, имеющий температуру герметизации 410-430°C. Низкоэмиссионная стеклянная пластина 102 располагается по существу горизонтально, покрытой пленкой поверхностью вверх, покрытие из густой суспензии стеклянного порошка наносится на область вдоль периферии поверхности, а затем эта густая суспензия стеклянного порошка сушится и формуется.
3. Расположение опор: опоры 2 являются круглыми тонкими стеклянными листами, имеющими размеры ϕ1 мм×0,33 мм. Расположение множества опор 2 на покрытой поверхности пленки низкоэмиссионной стеклянной пластины 102 с интервалами 30 мм × 30 мм.
4. Расположение газопоглотителя: газопоглотители 3 представляют собой полоски газопоглотителя (производства компании Liaoning Kehua Gettering Material Co., Ltd., модель № ZV8J60Q, ингредиенты: цирконий, ванадий и железо, условие активации - 400°C/5 мин), имеющие размеры приблизительно 0,3 мм × 10 мм × 970 мм и вес приблизительно 160 г/полоска. Расположение четырех полосок газопоглотителя на покрытой пленкой поверхности низкоэмиссионной стеклянной пластины 102 так, чтобы эти четыре полоски газопоглотителя были параллельны четырем сторонам стеклянной пластины соответственно, и располагались близко к внутренней стороне уплотнителя 4.
5. Укладка: Укладка низкоэмиссионной стеклянной пластины 101 на низкоэмиссионную стеклянную пластину 102 так, чтобы низкоэмиссионные стеклянные пластины 101, 102 и уплотнитель 4 (герметизирующее стекло) все вместе окружали пластинчатую полость, и покрытая пленкой поверхность низкоэмиссионной стеклянной пластины 101 была обращена к пластинчатой полости.
6. Нагревание и упаковка в вакууме: помещение уложенных друг на друга стеклянных пластин в вакуумную печь и выполнение следующих операций:
(1) создание вакуума в вакуумной печи так, чтобы степень вакуума (значение абсолютного давления) в печи была меньше или равна 1×10-4 Па;
(2) поддержание степени вакуума (значения абсолютного давления) в печи меньше или равной 1×10-4 Па, и нагревание вакуумной печи со скоростью приблизительно 1-5°C/мин, и когда температура достигнет приблизительно 410-430°C, наблюдение за тем, образуются ли пузырьки в герметизирующем стекле, и уменьшение скорости увеличения температуры или остановка увеличения температуры на начальной стадии образования пузырьков, чтобы предотвратить их чрезмерное образование, и сохранение тепла в течение 5-10 мин; газопоглотители активируются на стадии 2);
(3) уменьшение степени вакуума и температуры в печи. Уменьшение давления в печи до атмосферного за 5-10 мин, уменьшение температуры в печи до 50°C или меньше за 10~12 час, а затем открытие печи для того, чтобы получить вакуумное стекло.
Пример 2
Фиг. 6 представляет собой вид в перспективе вакуумного стекла Примера 2, а Фиг. 7 представляет собой поперечное сечение вакуумного стекла по линии A-A, показанной на Фиг. 6. Что касается чертежей:
Вакуумное стекло Примера 2 содержит три стеклянных тела 1, которые являются низкоэмиссионными стеклянными пластинами 101 и 102, расположенными параллельно друг другу, и непокрытой стеклянной пластиной 103, располагающейся между слабоизлучающими стеклянными пластинами 101 и 102; полость 5, окруженную низкоэмиссионной стеклянной пластиной 102, непокрытой стеклянной пластиной 103 и уплотнителем 4 (герметизирующим стеклом), и другую полость 5, окруженную непокрытой стеклянной пластиной 103, низкоэмиссионной стеклянной пластиной 101 и уплотнителем 4 (герметизирующим стеклом); и опоры 2 и газопоглотители 3, которые расположены в обеих полостях 5. Полость 5 является герметичной; газопоглотители 3 являются неиспаряющимися газопоглотителями, и вакуумное стекло не является оболочкой для окружения газопоглотителей 3. Оболочка выполнена из герметичного материала. Это вакуумное стекло не имеет заблокированного отверстия для вакуумирования.
Стадии изготовления вышеупомянутого вакуумного стекла являются следующими:
1. Подготовка стеклянных тел 1 (стеклянных пластин): подготовка двух отпущенных низкоэмиссионных (покрытых покрытием с низким коэффициентом излучения) стеклянных пластин 101 и 102 с размерами 1 м × 1 м × 5 мм и непокрытой пластины 103 отпущенного стекла с размерами 990 мм × 990 мм × 5 мм.
Пленка покрытия сошлифовывается на ширину 10 мм вдоль периферии двух низкоэмиссионных стеклянных пластин 101 и 102.
2. Расположение опор и укладка стеклянных пластин
По существу горизонтальное расположение низкоэмиссионной стеклянной пластины 102.
Расположение опор на покрытой пленкой поверхности стеклянной пластины. Опоры представляют собой пружинные кольца, которые выполнены путем сгибания проволоки из нержавеющей стали 304L, имеющей диаметр 0,35 мм, размеры которых являются следующими: внутренний диаметр 0,35 мм, наружный диаметр 1,05 мм и высота 0,35 мм. Интервал размещения опор составляет 40 мм × 40 мм.
Расположение непокрытой стеклянной пластины 103 на низкоэмиссионной стеклянной пластине 102, на которой были расположены опоры, так, чтобы их центры были совмещены. Расположение опор на стеклянной пластине 103 с интервалом размещения 40 мм × 40 мм.
Расположение покрытой низкоэмиссионной стеклянной пластины 101 на стекле 103, на котором были расположены опоры. Стекло 101 располагается так, чтобы его покрытая пленкой поверхность была обращена к стеклу 103. Таким образом, вдоль периферии стеклянных пластин 101, 102 и 103 формируется пространство с высотой 5,70 мм и шириной 5 мм, которое будет использовано позже.
3. Расположение газопоглотителя: газопоглотитель 3 был циркониево-ванадиево-железным газопоглотителем в форме полоски производства компании Italian Seth Company, модель ST2002/CTS/NI/8D Strip, с условием активации 400°C/5 мин. Полоска газопоглотителя имела размеры 0,3 мм × 8 мм × 970 мм и вес 150 г/полоска. 8 полосок этого газопоглотителя были обеспечены для более позднего использования. Расположение 4 полосок циркониево-ванадиево-железного газопоглотителя на четырех краях между стеклами 102 и 103 соответственно, и расположение 4 полосок циркониево-ванадиево-железного газопоглотителя на четырех краях между стеклами 101 и 103 соответственно, причем все эти полоски располагаются на расстоянии 5 мм от периферии стеклянной пластины 103.
4. Расположение уплотнителя: уплотнитель 4 является герметизирующим стеклом. Использовался стеклянный порошок типа BDH-0118 производства компании Beijing Beixu Electronic Material Co., Ltd, имеющий температуру герметизации 430°C. Вышеупомянутый стеклянный порошок был превращен в полоску из стеклянного порошка. Эта полоска имеет размер 6 мм × 8 мм × 1 м, и 4 таких полоски были подготовлены для более позднего использования. Расположение полосок из стеклянного порошка с высотой 8 мм между стеклами 101 и 102.
5. Нагревание и упаковка в вакууме: помещение уложенных друг на друга стеклянных пластин в вакуумную печь и выполнение следующих операций:
(1) создание вакуума в вакуумной печи так, чтобы степень вакуума (значение абсолютного давления) в печи была меньше или равна 1×10-4 Па;
(2) поддержание степени вакуума (значения абсолютного давления) в печи меньше или равной 1×10-4 Па, и нагревание вакуумной печи со скоростью приблизительно 1-5°C/мин, и когда температура достигнет приблизительно 430°C, наблюдение за тем, образуются ли пузырьки в герметизирующем стекле, и уменьшение скорости увеличения температуры или остановка увеличения температуры на начальной стадии образования пузырьков, чтобы предотвратить их чрезмерное образование, и сохранение тепла в течение 5-10 мин; газопоглотители активируются на стадии 2); и
(3) уменьшение степени вакуума и температуры в печи, сокращение давления в печи к атмосферному давлению внутри 5-10 мин, снижение температуры в печи до 50°C или меньше за 10-12 час, а затем открывание печи для того, чтобы получить вакуумное стекло.
Пример 3 (вакуумное стекло с фиксированным сквозным отверстием)
Фиг. 8 представляет собой вид в перспективе вакуумного стекла Примера 3, а Фиг. 9 представляет собой поперечное сечение вакуумного стекла по линии A-A, показанной на Фиг. 8.
Продукт вакуумного стекла Примера 3 содержит два стеклянных тела 1, которые являются двумя низкоэмиссионными стеклянными пластинами 101 и 102, имеющими размеры 1 м × 1 м × 5 мм, расположенными параллельно друг другу и имеющими зазор между ними величиной 0,35 мм; полость 5, окруженную низкоэмиссионными стеклянными пластинами 101 и 102 и уплотнителем 4 (герметизирующим стеклом); а также опоры 2 и газопоглотители 3, расположенные в полости 5. Вакуумное стекло Примера 3 снабжено сквозным отверстием 7, проходящим через все вакуумное стекло. Полость 5 является герметичной; газопоглотители 3 являются неиспаряющимися газопоглотителями, вакуумное стекло не является оболочкой для окружения газопоглотителей 3, и оболочка выполнена из герметичного материала. Это вакуумное стекло не имеет заблокированного отверстия для вакуумирования.
Стадии подготовки являются следующими:
1. подготовка стеклянных тел 1 (стеклянных пластин): подготовка двух листов отпущенного низкоэмиссионного стекла (стекла с низким коэффициентом излучения) 101 и 102 с размерами 1 м × 1 м × 5 мм. Четыре сквозных отверстия 7 соответственно формируются в каждом из четырех углов двух низкоэмиссионными стеклянных пластин, с диаметром отверстия 1,8 см (диаметр отверстия может быть любым при необходимости). Пленка в областях вблизи от периферии двух низкоэмиссионными стеклянных пластин, а также в областях, окружающих эти четыре сквозных отверстия 7, сошлифовывается.
2. Расположение уплотнителя: по существу горизонтальное расположение низкоэмиссионной стеклянной пластины 102 так, чтобы покрытая пленкой поверхность была обращена вверх, и нанесение густой суспензии стеклянного порошка (производства компании Zhuhai Caizhu Industrial Co., Ltd., стеклянный порошок типа 711 с температурой герметизации 400°C) на периферийную область этой поверхности, а также на области около сквозных отверстий 7, а затем нагревание густой суспензии стеклянного порошка для ее сушки и придания фиксированной формы.
3. Расположение опор и газопоглотителей на покрытой пленкой поверхности низкоэмиссионной стеклянной пластины 102, причем параметры этой стадии являются теми же самыми, что и у стадий 3 и 4 Примера 1.
4. Укладка: укладка низкоэмиссионной стеклянной пластины 101 на низкоэмиссионную стеклянную пластину 102 так, чтобы пластинчатая полость была окружена низкоэмиссионными стеклянными пластинами 101, 102 и герметизирующим стеклом, а покрытая пленкой поверхность низкоэмиссионной стеклянной пластины 101 была обращена к пластинчатой полости.
5. Нагревание и упаковка в вакууме: помещение уложенных друг на друга стеклянных пластин в вакуумную печь и выполнение следующих операций:
(1) создание вакуума в вакуумной печи так, чтобы степень вакуума (значение абсолютного давления) в печи была меньше или равна 1×10-4 Па;
(2) поддержание степени вакуума (значения абсолютного давления) в печи меньше или равной 1×10-4 Па, и нагревание вакуумной печи со скоростью приблизительно 1-5°C/мин, и когда температура достигнет приблизительно 400°C, наблюдение за тем, образуются ли пузырьки в герметизирующем стекле, и уменьшение скорости увеличения температуры или остановка увеличения температуры на начальной стадии образования пузырьков, чтобы предотвратить их чрезмерное образование, и сохранение тепла в течение 5-10 мин; газопоглотители активируются на стадии 2); и
(3) уменьшение степени вакуума и температуры в печи, сокращение давления в печи к атмосферному давлению внутри 5-10 мин, снижение температуры в печи до 50°C или меньше за 10-12 час, а затем открывание печи для того, чтобы получить продукт.
Пример 4 (вакуумное стекло с криволинейной поверхностью)
Фиг. 10 представляет собой вид в перспективе вакуумного стекла Примера 4, а Фиг. 11 представляет собой поперечное сечение вакуумного стекла по линии A-A, показанной на Фиг. 10. Что касается чертежей:
Продукт вакуумного стекла Примера 4 содержит стеклянные тела 1, которые являются двумя низкоэмиссионными пластинами 101 и 102 гнутого стекла с искривлением 100 мм/1 м, расположенными параллельно друг другу; полость 5, окруженную двумя низкоэмиссионными пластинами из гнутого стекла и уплотнителем 4 (герметизирующим стеклом); а также опоры и газопоглотители, расположенные в полости 5. Полость 5 является герметичной, искривление вакуумного стекла составляет 100 мм/1 м; газопоглотители 3 являются неиспаряющимися газопоглотителями, и вакуумное стекло не является оболочкой для окружения газопоглотителя 3, и оболочка выполнена из герметичного материала. Это вакуумное стекло не имеет заблокированного отверстия для вакуумирования.
Стадии подготовки являются следующими:
1. обеспечение стеклянных пластин: обеспечение двух отпущенных низкоэмиссионных (из стекла с низким коэффициентом излучения) пластин 101 и 102 гнутого стекла с размерами 1 м × 1 м × 5 мм, имеющих искривление вдоль направления 100 мм/1 м;
10 мм пленки около области периферии стекла сошлифовываются, как в способе Примера 1,
2. Так же, как и в способе Примера 1, расположение уплотнителей, расположение опор (фиксация опор на стеклянных пластинах с использованием термостойкого УФ неорганического клея), расположение газопоглотителей (4 полоски, как в Примере 2), и укладывание стеклянных пластин.
3. Параметры стадии вакуумного нагревания и упаковки являются теми же самыми, что и в Примере 2, и в результате получается вакуумное стекло с криволинейной поверхностью Примера 4.
Пример 5 (труба из вакуумного стекла)
Фиг. 12 представляет собой вид в перспективе вакуумного стекла Примера 5, а Фиг. 13 представляет собой поперечное сечение вакуумного стекла по линии A-A, показанной на Фиг. 12. Что касается чертежей:
Продукт вакуумного стекла Примера 5 содержит стеклянные тела 1, которые являются двумя стеклянными трубками 104 и 105, причем стеклянная трубка 105 окружает стеклянную трубку 104; а также полость 5, окруженную стеклянными трубками 104, 105 и уплотнителем 4 (герметизирующим стеклом). Полость 5 является герметичной; газопоглотитель 3 является неиспаряющимся газопоглотителем, вакуумное стекло не является оболочкой для окружения газопоглотителя 3, и оболочка выполнена из герметичного материала. Это вакуумное стекло не имеет заблокированного отверстия для вакуумирования.
1. Подготовка стеклянного тела (стеклянной трубки): подготовка двух стеклянных трубок 104 и 105 со следующими размерами: стеклянная трубка 104 имеет наружный диаметр 48 мм, внутренний диаметр 44 мм, толщину 2 мм и длину 1790 мм, а стеклянная трубка 105 имеет наружный диаметр 58 мм, внутренний диаметр 54 мм, толщину 2 мм и длину 1800 мм. Обе стеклянные трубки 104 и 105 имеют один открытый конец.
2. Расположение уплотнителя: вставка стеклянной трубки 104 в стеклянную трубку 105 так, чтобы стеклянная трубка 104 располагалась в центре, и расположение кольцевого листа циркониево-ванадиево-железного газопоглотителя (газопоглотитель Zr-V-Fe производства компании Nanjing Shangong Electronic Materials Co., Ltd.) в зазоре между верхними концами стеклянных трубок 104 и 105.
3. Расположение уплотнителя: уплотнитель 4 является герметизирующим стеклом. Использовался стеклянный порошок типа 728H производства компании Beijing Beixu Electronic Materials Co., Ltd, имеющий температуру герметизации приблизительно 400°C. Стеклянный порошок был превращен в кольцеобразное герметизирующее стекло с помощью формы со следующими размерами: внутренний диаметр 44 мм, наружный диаметр 58 мм и толщина 5 мм. Стеклянные трубки 104 и 105 располагаются вертикально, их положения фиксируются поддерживающей рамкой так, чтобы отверстия обеих стеклянных трубок 104 и 105 находились в контакте с кольцеобразным герметизирующим стеклом, и таким образом полость окружается стеклянными трубками 104, 105 и герметизирующим стеклом.
4. Нагревание и упаковка в вакууме, фиксация стеклянных трубок 104 и 105 с помощью формы с последующим их помещением в вакуумную печь и выполнением следующих операций:
(1) создание вакуума в вакуумной печи так, чтобы степень вакуума (значение абсолютного давления) в печи была меньше или равна 1×10-4 Па;
(2) поддержание степени вакуума (значения абсолютного давления) в печи меньше или равной 1×10-4 Па, и нагревание вакуумной печи со скоростью приблизительно 1-5°C/мин, и когда температура достигнет приблизительно 400°C, наблюдение за тем, образуются ли пузырьки в герметизирующем стекле, и уменьшение скорости увеличения температуры или остановка увеличения температуры на начальной стадии образования пузырьков, чтобы предотвратить их чрезмерное образование, и сохранение тепла в течение 5-10 мин; и
(3) уменьшение степени вакуума в печи при снижении температуры в печи, причем давление в печи уменьшается до атмосферного за 5-10 мин, а температура в печи уменьшается до 50°C или меньше за 10-12 час, а затем открывание печи для того, чтобы получить продукт.
Пример 6
Используется способ Примера 1, но используемые опоры отличаются от опор Примера 2.
Опоры, используемые в Примере 6, являются эластичными прокладками: эластичная прокладка формируется путем сгибания проволоки из нержавеющей стали 304L, имеющей диаметр 0,35 мм, и размеры эластичных прокладок являются следующими: внутренний диаметр - 0,35 мм, наружный диаметр - 1,05 мм, высота - 0,70 мм, и интервал размещения опор составляет 40 мм × 40 мм.
Сравнительный пример 1
Используется способ Примера 1, но никакой газопоглотитель не располагается в полости вакуумного стекла, и таким образом получается вакуумное стекло Сравнительного примера 1.
Сравнительный пример 2
Используется способ Примера 1 за исключением стадии расположения газопоглотителей:
4. Расположение газопоглотителей: соответственно сверление глухого отверстия с диаметром 12 мм и глубиной 3 мм на одном углу стеклянной пластины и расположение листа циркониево-ванадиево-железного газопоглотителя с размером ϕ12 мм ×3 мм (с объемом приблизительно 0,34 см3 и массой приблизительно 3 г) в этом глухом отверстии, что эквивалентно расположению приблизительно 0,0091 г газопоглотителя на 1 см3 полости.
Анализ и тестирование
Следующие характеристики вакуумного стекла в вышеупомянутых Примерах определялись со ссылкой на «вакуумное стекло» (JC/T1079-2008), и результаты были следующими:
1. Девиация толщины:
Девиация толщины продуктов вакуумного стекла Примеров 1-5 составила менее чем ± 0,4 мм.
2. Девиация размера:
Девиация размера продуктов вакуумного стекла Примеров 1-5 составила менее чем ± 3,0 мм.
3. Диагональная разность:
Диагональная разность продуктов вакуумного стекла Примеров 1-3 составила менее чем 2% от их средней диагональной длины.
4. Качество обработки периферии:
Продукты вакуумного стекла Примеров 1-5 не имели дефектов, таких как трещины в периферийных частях.
5. Герметизирующая крышка:
Продукты вакуумного стекла Примеров 1-5 не имели заблокированного отверстия для вакуумирования или герметизирующей крышки.
6. Опоры:
В вакуумном стекле Примера 1 опоры располагаются аккуратно в узлах решетки с размером 30 мм × 30 мм, без перекрытий и без пропусков.
В вакуумном стекле Примеров 2-4 и 6 опоры располагаются аккуратно в узлах решетки с размером 40 мм × 40 мм, без перекрытий и без пропусков.
Вакуумное стекло Примера 5 не имеет опор.
7. Качество наружной поверхности:
Не было никаких царапин, вздутий, внутренних пятен или трещин на наружных поверхностях вакуумного стекла Примеров 1~5.
8. Качество краевого уплотнения:
Продукты вакуумного стекла Примеров 1-5 имели полные и плоские сварные соединения с эффективной шириной краевого уплотнения более 5 мм.
9. Кривизна:
Продукты вакуумного стекла Примеров 1-3 имели кривизну менее чем 0,3% от их толщины. Продукты вакуумного стекла Примеров 4 и 5 имели кривизну, соответствующую размерным требованиям.
10. Доли прозрачных областей показаны в Таблице 1.
Таблица 1
Доля прозрачных областей равна общей площади прозрачных областей/полную площадь × 100%.
Для Примеров 1-4 измерение прозрачности выполнялось в направлении, вертикальном к направлению толщины вакуумного стекла, а измерение прозрачности в Примере 5 выполнялось в направлении, вертикальном к стенке стеклянной трубки.
11. Содержания газопоглотителя показаны в Таблице 2:
Таблица 2
г/см3
12. Результаты испытаний на эффективность теплоизоляции показаны в Таблице 3:
Таблица 3
12b. Кроме того, были проведены испытания на стойкость к образованию росы на продуктах вакуумного стекла Примера 1 и Сравнительного примера 2. В частности, из продуктов вакуумного стекла Примера 1 и Сравнительного примера 2 были выполнены две стеклянные двери для холодильника, с температурой в холодильнике -25°C и наружной температурой 25°C. Когда температура в холодильнике достигла -2°C, роса появилась на вакуумном стекле Сравнительного примера 2, в то время как никакой росы не появилось на вакуумном стекле Примера 1. По мере того, как температура холодильника продолжала уменьшаться, она достигла -25°C и удерживалась в течение 48 час, и тем не менее никакой росы не появилось на вакуумном стекле Примера 1.
12c. Для сравнения стойкости к образованию росы продуктов вакуумного стекла с различным количеством встроенных газопоглотителей были проведены опыты по изменению содержания газопоглотителя в вакуумном стекле Примера 1. В частности, изменялась длина газопоглотителя, используемого в Примере 1; были подготовлены четыре листа вакуумного стекла, содержащих газопоглотитель с общей длиной 485 мм, 970 мм, 2910 мм и 3880 мм. Из этих четырех листов вакуумного стекла были сделаны четыре стеклянные двери для того же самого холодильника, температура в котором была установлена равной -22°C, в то время как температура снаружи составляла 25°C. Когда температура в холодильнике достигла -12°C, роса начала появляться на вакуумном стекле с длиной полоски газопоглотителя 485 мм. При дальнейшем уменьшении температуры в холодильнике, когда она достигла -22°C, никакой росы не появилось на вакуумных стеклах с длиной полоски газопоглотителя 970 мм, 3880 мм и 2910 мм, причем температуры наружных поверхностей вакуумного стекла составили соответственно 23,4°C, 24°C и 24°C.
13. Эффективность звукоизоляции показана в Таблице 4:
Таблица 4
Эффективность звукоизоляции продуктов вакуумного стекла Примеров 1-3 составила более чем 30 дБ.
14. Стойкость к облучению показана в Таблице 5.
Таблица 5
Вт/(м2⋅K)
После УФ-облучения в течение 200 час вариация значения K продуктов вакуумного стекла до и после этого теста составила не более чем 3%.
15. Климатическая долговечность показана в Таблице 6:
Таблица 6
Вт/(м2⋅K)
После испытания на климатическую долговечность продукты вакуумного стекла Примеров 1-3 не разрушились, а изменение значения K до и после испытания составило не более 3%.
16. Долговечность в условиях высокой температуры и высокой влажности показана в Таблице 7:
Таблица 7
Вт/(м2⋅K)
После испытания на долговечность в условиях высокой температуры и высокой влажности продукты вакуумного стекла не разрушились, а изменение значения K до и после испытания составило не более 3%.
Изобретателю известно, что эффективность теплоизоляции или звукоизоляции напрямую отражает степень вакуума в вакуумном стекле. В соответствии с национальным стандартом «вакуумное стекло» (JC/T1079-2008) эффективность теплоизоляции или звукоизоляции является основным показателем, отражающим качество вакуумного стекла. Как показывают испытания на эффективность теплоизоляции (Таблица 3) или испытания на эффективность звукоизоляции (Таблица 4), продукты вакуумного стекла Примеров 1-5 имеют лучшую эффективность теплоизоляции и звукоизоляции, что означает, что продукты вакуумного стекла Примеров 1-5 имеют полости 5 с более высокой степенью вакуума, чем Сравнительный пример 1 и Сравнительный пример 2.
Что касается испытания на стойкость к облучению (Таблица 5), испытания на климатическую долговечность (Таблица 6) и испытания на долговечность в условиях высокой температуры и высокой влажности (Таблица 7), продукты вакуумного стекла Примеров 1-5 имеют лучшую стойкость к облучению и долговечность.
Одним из преимущественных эффектов раскрытых выше вариантов осуществления является то, что вакуумное стекло не содержит оболочки для помещения в нее газопоглотителя, что значительно упрощает структуру газопоглотителя и уменьшает его стоимость, что дополнительно упрощает структуру вакуумного стекла и уменьшает его стоимость.
Дополнительным выгодным эффектом раскрытых выше вариантов осуществления является то, что толщина газопоглотителя является очень малой, так что толщина полости может быть очень малой, и не нужно никакой выемки/отверстия на стеклянном теле для помещения в него газопоглотителя, так что целостность стеклянного тела может быть сохранена.
Еще одним дополнительным преимущественным эффектом раскрытых выше вариантов осуществления является то, что вакуумное стекло не имеет отверстия для вакуумирования. Вакуумное стекло без отверстия для вакуумирования имеет красивый внешний вид, цельную поверхность и лучшие условия для дальнейшей обработки. Вакуумное стекло вышеописанных примеров могло быть дополнительно обработано в специальное стекло, такое как ламинированное стекло или стекло с пленочным покрытием, для удовлетворения потребностей различных применений.
Изобретателю известно, что газопоглотители на воздухе пассивируются, и активация газопоглотителей относится к тому, чтобы заставить газопоглотитель проявлять газопоглотительные свойства методом вакуумной термической обработки. В раскрытых выше вариантах осуществления важная функция вакуумного нагревания служит для активации газопоглотителя.
Изобретателю известно, что после того, как вакуумное стекло запечатано и вынуто из печи, степень вакуума в вакуумном стекле может быть нарушена нагреванием вакуумного стекла на большой площади и/или в течение длительного времени, и вакуумное стекло может даже треснуть из-за чрезмерного внутреннего напряжения вследствие неравномерного нагрева. Что касается вакуумного стекла в раскрытых выше вариантах осуществления, газопоглотитель 3 активируется на стадии нагревания в вакууме, так что можно избежать процесса эвапотранспирации, активации или разблокирования газопоглотителя, в частности процесса эвапотранспирации, активации или разблокирования газопоглотителя при использовании высокочастотного нагрева, нагрева инфракрасным излучением, и других способов, упрощая тем самым стадии процесса и уменьшая затраты. Кроме того, вакуумное стекло, имеющее более высокую степень вакуума, в частности вакуумное стекло, имеющее лучшую эффективность теплоизоляции и/или звукоизоляции, может быть получено в вышеописанных вариантах осуществления.
Изобретателю известно, что стеклянное тело и/или уплотнитель (например, герметизирующее стекло) могут выделять газ при нагревании. В Примерах 1-5 одной функцией газопоглотителя 3 является поглощать газ, который может попадать в полость (5) во время подготовки вакуумного стекла, в частности во время процесса нагревания и упаковки вакуумного стекла в вакууме, чтобы поддерживать степень вакуума в полости (5) соответствующей стандарту, улучшая тем самым эффективность теплоизоляции и/или звукоизоляции вакуумного стекла.
Изобретателем было найдено, что во время изготовления вакуумного стекла, в частности во время процесса нагревания и упаковки вакуумного стекла в вакууме, если больше чем 0,1 г, например, больше чем 0,5 г или больше чем 1 г газопоглотителя добавляется на 1 см3 объема полости, газ, который может попасть в полость (5), может быть эффективно поглощен, и степень вакуума в полости (5) может поддерживаться в соответствии со стандартом, что приводит к хорошей эффективности теплоизоляции и/или звукоизоляции вакуумного стекла.
Изобретателю известно, что стеклянное тело и/или уплотнитель (например, герметизирующее стекло) могут выделять определенное количество газа в течение длительного периода использования (например, от 1 до 50 лет). Другой функцией газопоглотителя 3 является непрерывное поглощение газа, который может попадать в полость (5) во время использования вакуумного стекла, чтобы гарантировать степень вакуума в полости (5), соответствующую стандарту, и дополнительно улучшить долговечность вакуумного стекла.
В соответствии с вакуумным стеклом в раскрытых выше вариантах осуществления газопоглотитель не помещается в вакуумное стекло через отверстие для вакуумирования, и размер газопоглотителя не ограничен отверстием для вакуумирования. Желаемое количество газопоглотителя может быть расположено в соответствии с размером полости вакуумного стекла, например, в ней может быть расположено 1 г/см3 или больше газопоглотителя.
Газопоглотитель в вакуумном стекле в раскрытых выше вариантах осуществления представляет собой неиспаряющийся газопоглотитель. Неиспаряющийся газопоглотитель может использоваться без необходимости в высокочастотном нагреве для его испарения, так что никакой металлической пленки не формируется на поверхности стеклянного тела, и таким образом влияние на прозрачность вакуумного стекла является очень небольшим. Доля прозрачных областей получаемого вакуумного стекла является относительно высокой.
Из-за проблем точности изготовления толщина стеклянных пластин для изготовления вакуумного стекла может быть не полностью однородной, что может приводить к некоторой волнистости, и кроме того высоты опор могут быть не полностью однородными, что также может приводить к некоторой волнистости. Если опоры являются жесткими, после сборки вакуумного стекла некоторые из опор могут оказаться неспособными поддержать стекло с двух сторон благодаря недостаточной высоте, так что эти опоры не могут быть зафиксированы в их положении благодаря потере силы сдавливания стеклом с двух сторон, так что может произойти смещение, приводящее к неравномерному напряжению в вакуумном стекле, что дополнительно влияет на эстетику и безопасность вакуумного стекла.
Вышеупомянутая проблема может быть решена путем использования упругих опор в соответствии с настоящим изобретением, и упругая опора может адаптироваться к пространственным высотам различных размеров за счет упругой деформации так, чтобы каждая опора надежно поддерживала вакуумное стекло. В дополнение к этому опора, выполненная из металлического материала (например, меди, алюминия, стали или хрома), имеет хорошее тепловое сопротивление и не теряет упругости благодаря нагреву во время изготовления вакуумного стекла.
Наконец, следует отметить, что вышеупомянутые примеры предназначены только для иллюстрирования технических решений настоящего изобретения, а не его ограничения. Хотя настоящее изобретение было подробно описано со ссылкой на предпочтительные примеры, специалисту в данной области техники будет понятно, что в конкретные примеры настоящего изобретения могут быть внесены модификации, или эквивалентные замены все еще могут быть частью технических особенностей; и все эти модификации и эквивалентные замены должны попадать в рамки технических решений, заявленных настоящим изобретением.
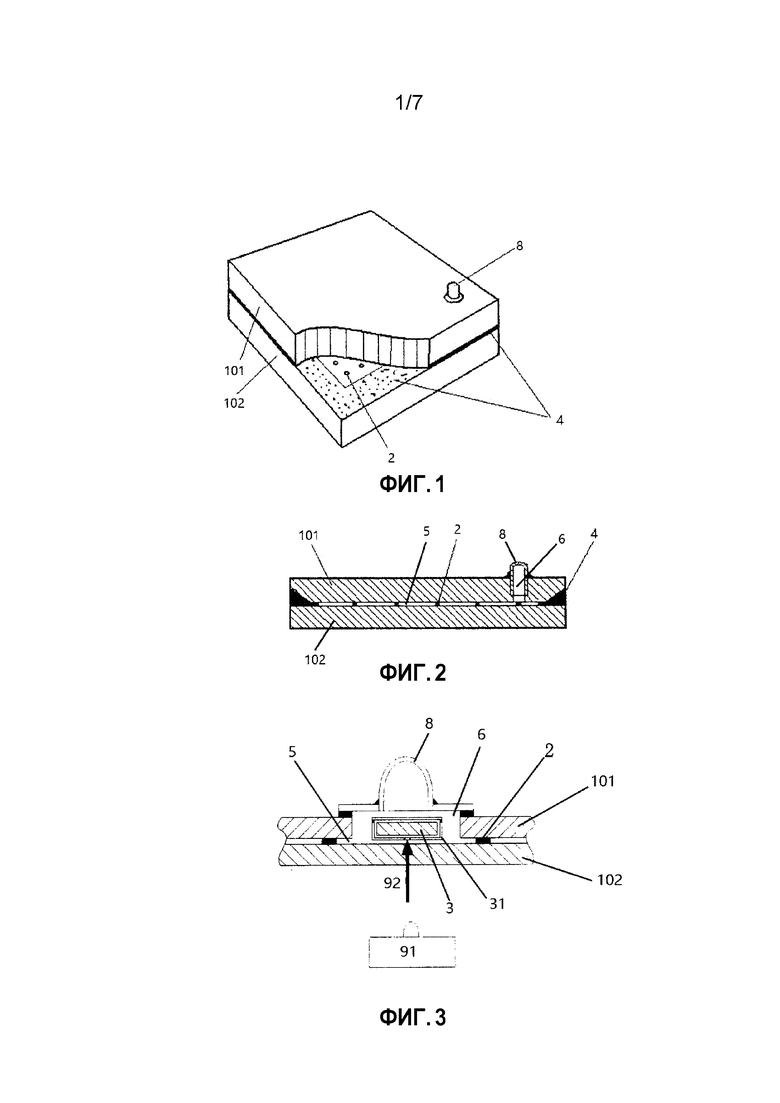
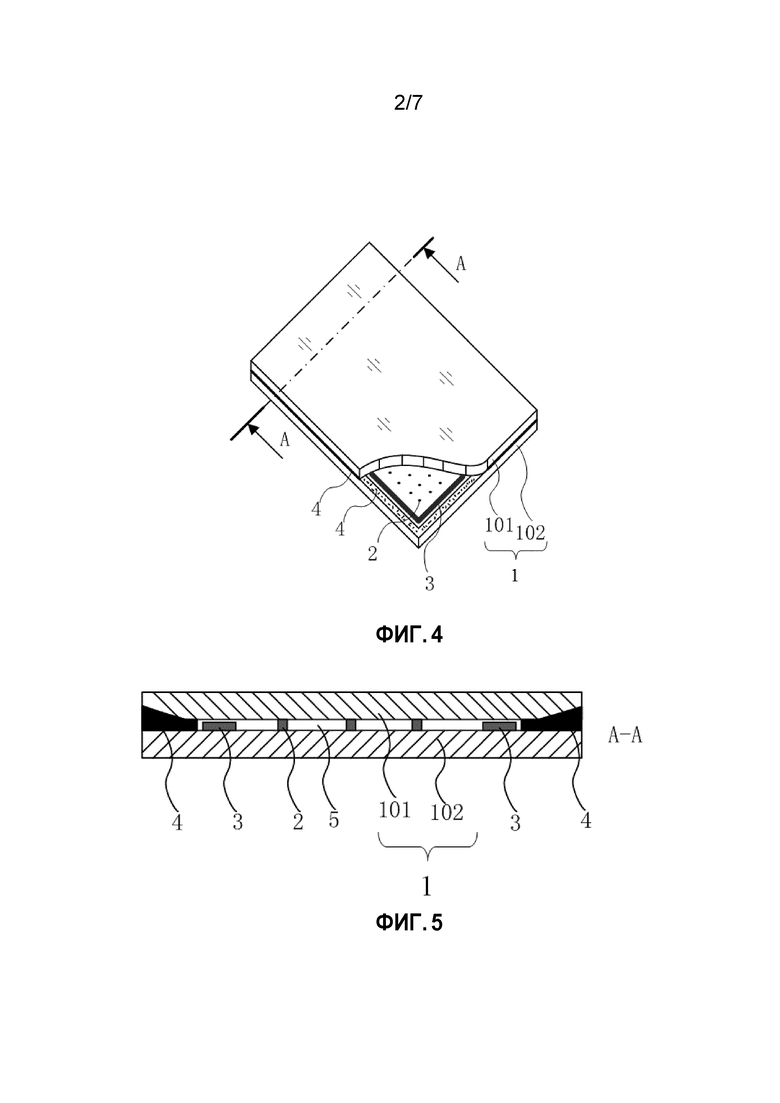
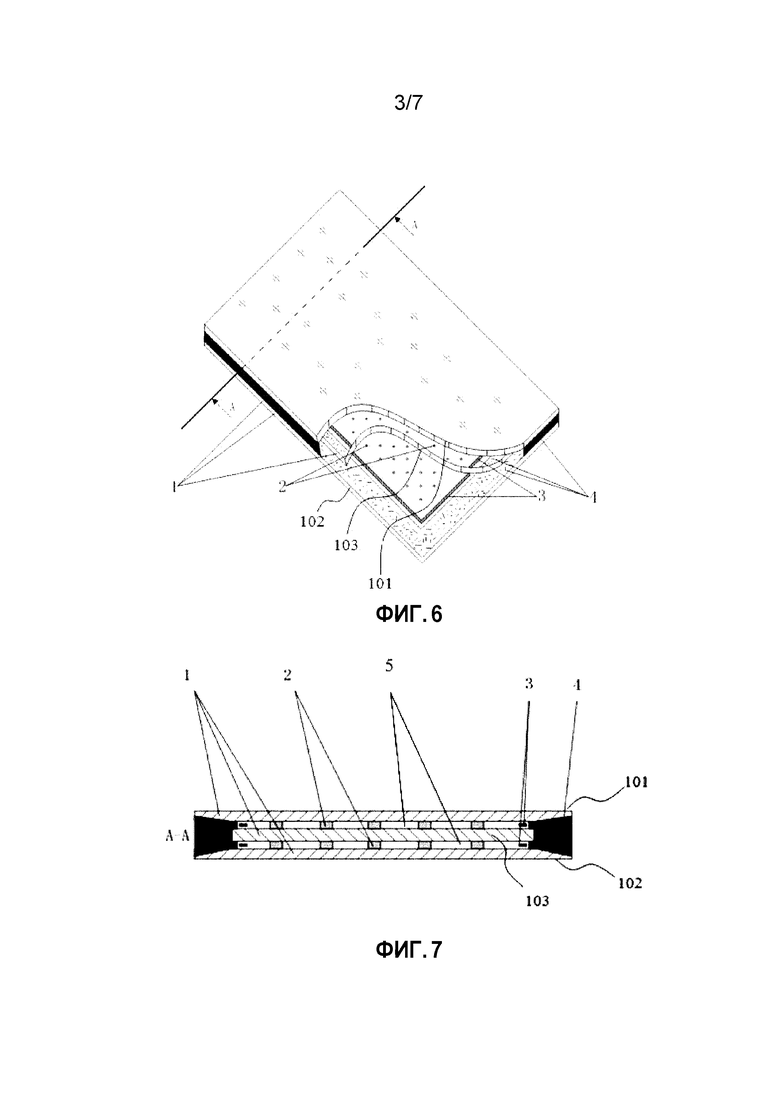
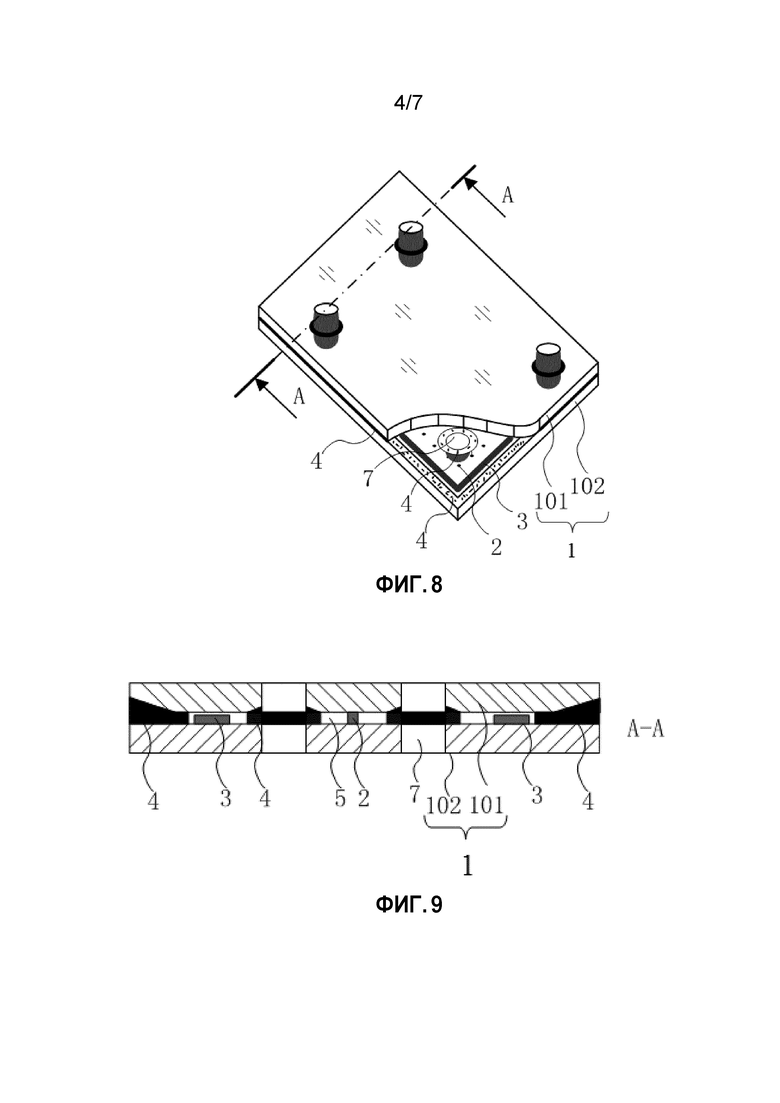
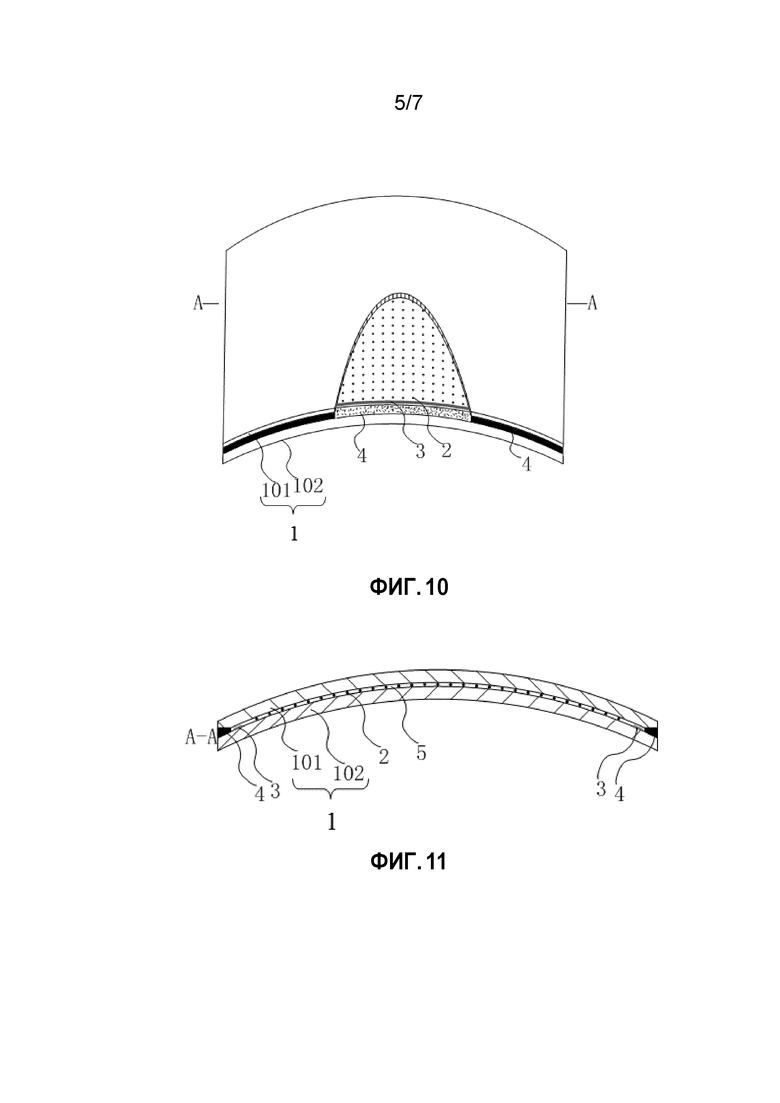
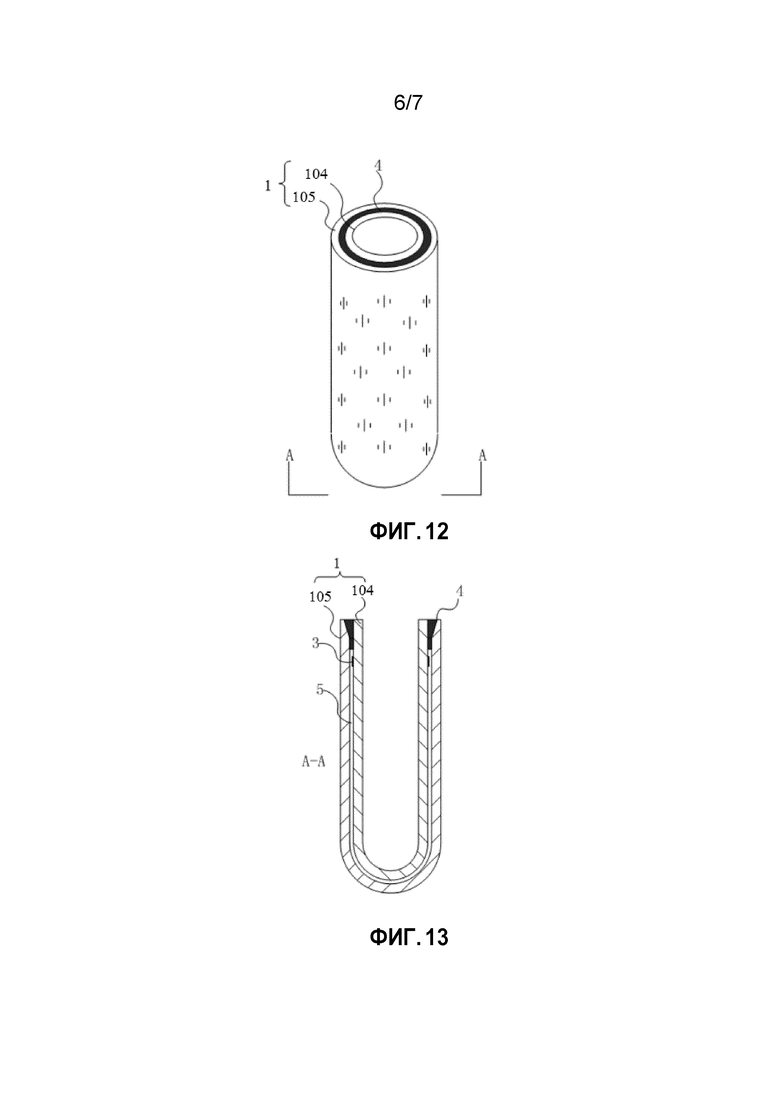
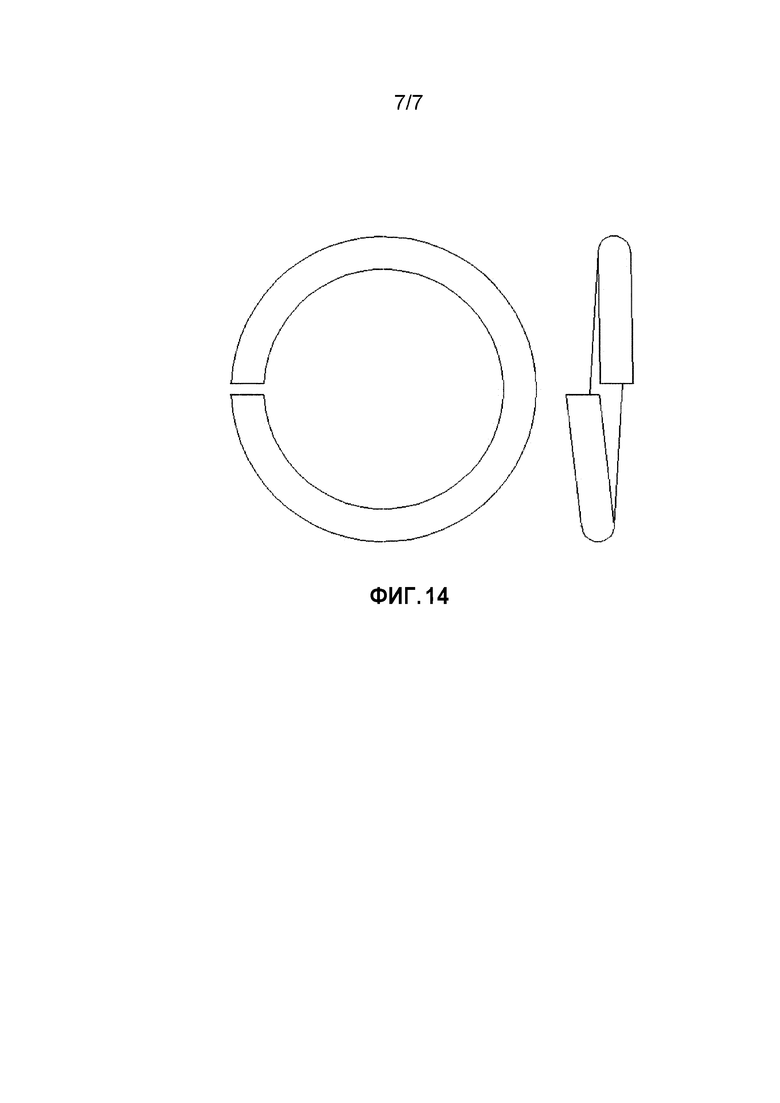
Изобретение относится к области стекла, и в частности относится к вакуумному стеклу и способу его изготовления. Способ изготовления вакуумного стекла, содержащий следующие стадии: i) закрытие полости стеклянным телом и уплотнителем и расположение газопоглотителя в упомянутой полости; ii) нагревание продукта стадии i) в вакуумной среде, создавая тем самым вакуум в упомянутой полости, сварка упомянутого уплотнителя и упомянутого стеклянного тела и активирование упомянутого газопоглотителя; iii) охлаждение продукта стадии ii), а затем получение вакуумного стекла. На стадии ii) скорость увеличения температуры уменьшается, или увеличение температуры останавливается, как только в уплотнителе начинают формироваться пузырьки. Технический результат - получение вакуумного стекла с высокой степенью вакуума. 3 н. и 12 з.п. ф-лы, 14 ил., 7 табл.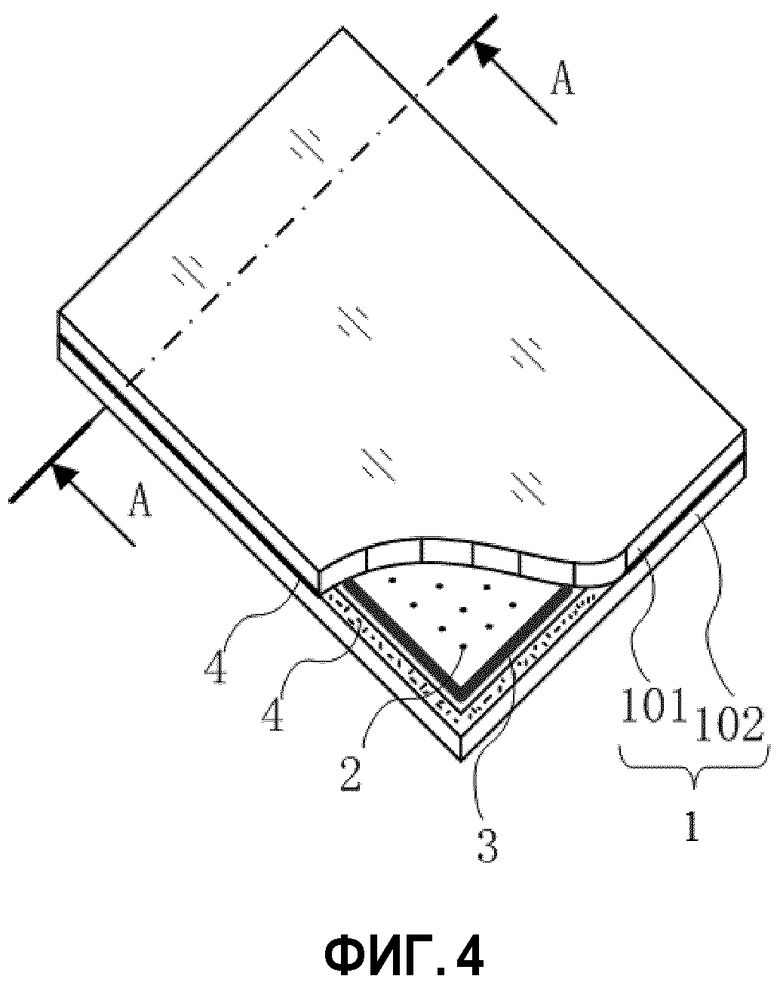
1. Способ изготовления вакуумного стекла, содержащий следующие стадии:
i) закрытие полости стеклянным телом и уплотнителем и расположение газопоглотителя в упомянутой полости;
ii) нагревание продукта стадии i) в вакуумной среде, создавая тем самым вакуум в упомянутой полости, сварка упомянутого уплотнителя и упомянутого стеклянного тела и активирование упомянутого газопоглотителя;
iii) охлаждение продукта стадии ii), а затем получение вакуумного стекла;
причем на стадии ii) скорость увеличения температуры уменьшается, или увеличение температуры останавливается, как только в уплотнителе начинают формироваться пузырьки.
2. Способ по п. 1, в котором стадия iii) содержит уменьшение степени вакуума и температуры в печи путем снижения давления в печи до атмосферного давления, когда уплотнитель все еще находится в полужидком состоянии, последующее снижение температуры в печи до температуры затвердевания уплотнителя, а затем открывание печи для того, чтобы получить продукт.
3. Способ по п. 1, в котором стадия iii) содержит уменьшение степени вакуума и температуры в печи путем снижения давления в печи до атмосферного давления за 5-10 мин, снижение температуры в печи до 50°C или менее за 10-12 ч, а затем открывание печи для того, чтобы получить продукт.
4. Способ по п. 1, в котором стадия ii) содержит уменьшение скорости увеличения температуры или остановку увеличения температуры на начальной стадии образования пузырьков.
5. Способ по п. 1, отличающийся одним или более из следующего:
на стадии i) упомянутый газопоглотитель является пассивированным газопоглотителем;
на стадии i) упомянутая поверхность упомянутого газопоглотителя не содержит оболочки, и упомянутая оболочка выполняется из герметичного материала;
стадия i) дополнительно содержит расположение опоры для поддержания упомянутого стеклянного тела в упомянутой полости;
стадия i) дополнительно содержит придание уплотнителю желаемой формы в литейной форме;
на стадии i) уплотнитель является герметизирующим стеклом;
на стадии ii) нагревание выполняется при температуре 300-600°C;
на стадии ii) нагревание выполняется при температуре 400-500°C;
на стадии ii) нагревание выполняется при температуре, больше или равной температуре герметизации уплотнителя;
на стадии ii) нагревание выполняется при температуре, больше или равной температуре активации газопоглотителя;
на стадии ii) нагревание выполняется в течение периода, больше или равного времени активации газопоглотителя;
на стадии ii) вакуумная среда имеет значение абсолютного давления меньше или равное 1×10-1 Па;
на стадии ii) вакуумная среда имеет значение абсолютного давления меньше или равное 1×10-2 Па;
на стадии ii) вакуумная среда имеет значение абсолютного давления меньше или равное 1×10-3 Па;
на стадии ii) вакуумная среда имеет значение абсолютного давления меньше или равное 1×10-4 Па; и
на стадии ii) нагревание останавливается на начальной стадии формирования пузырьков в уплотнителе.
6. Способ по п. 1, в котором вакуумное стекло содержит:
стеклянное тело (1), полость (5), ограниченную упомянутым стеклянным телом (1) и уплотнителем (4), а также газопоглотитель (3), расположенный в упомянутой полости (5);
упомянутая полость (5) является герметичной;
газопоглотитель (3) является неиспаряющимся газопоглотителем, и упомянутое вакуумное стекло не образует оболочки для помещения в нее газопоглотителя (3), и упомянутая оболочка выполняется из герметичного материала;
в направлении, проходящем через упомянутую полость (5), упомянутое вакуумное стекло имеет значение теплопроводности K меньше или равное 4 Вт/(м2⋅K).
7. Способ по п. 6, отличающийся одним или более из следующего:
упомянутое вакуумное стекло не содержит запечатанного отверстия для вакуумирования;
упомянутое стеклянное тело (1) не имеет запечатанного отверстия для вакуумирования;
упомянутый уплотнитель (4) не имеет запечатанного отверстия для вакуумирования;
упомянутое вакуумное стекло не имеет устройства герметизации для запечатывания отверстия для вакуумирования;
упомянутое вакуумное стекло содержит по меньшей мере два стеклянных тела (1);
упомянутое вакуумное стекло содержит по меньшей мере три стеклянных тела (1); и
смежные стеклянные тела (1) соединяются уплотнителем (4).
8. Способ по п. 6, в котором упомянутое стеклянное тело (1) содержит пластинчатое стеклянное тело;
причем упомянутое стеклянное тело (1) содержит по меньшей мере два пластинчатых стеклянных тела;
причем упомянутые пластинчатые стеклянные тела обращены друг к другу;
причем упомянутые пластинчатые стеклянные тела являются параллельными друг другу.
9. Способ по п. 6, отличающийся одним или более из следующего:
упомянутое стеклянное тело (1) содержит стеклянную трубку;
упомянутое стеклянное тело (1) содержит стеклянную пластину;
упомянутая стеклянная пластина является плоской стеклянной пластиной или криволинейной стеклянной пластиной.
10. Способ по п. 6, отличающийся одним или более из следующего:
пленка металлического покрытия или наклеенная пленка предусматривается по меньшей мере на одном стеклянном теле (1);
упомянутое стеклянное тело (1) имеет плоскую поверхность;
упомянутое стеклянное тело (1) не имеет на себе выемки;
упомянутое стеклянное тело (1) формируется из силикатного стекла;
упомянутое стеклянное тело (1) имеет температуру размягчения выше чем 550°C;
упомянутое стеклянное тело (1) имеет температуру размягчения выше чем 650°C;
упомянутое стеклянное тело (1) имеет температуру размягчения выше чем 750°C;
упомянутая полость (5) является пластинчатой полостью;
упомянутое вакуумное стекло содержит по меньшей мере одну полость (5);
упомянутое вакуумное стекло содержит по меньшей мере две полости (5); и
уплотнитель (4) и стеклянное тело (1) свариваются вместе.
11. Способ по п. 6, в котором упомянутый уплотнитель (4) содержит герметизирующее стекло, отличающееся одним или более из следующего:
герметизирующее стекло содержит стекло, выбираемое из системы PbO-ZnO-B2O3, системы Bi2O3-B2O3-SiO2, системы Bi2O3-B2O3-ZnO, системы Na2O-Al2O3-B2O3, системы SnO-ZnO-P2O5, системы V2O5-P2O5-Sb2O3, системы ZnO-B2O3-SiO2 и системы ZnO-B2O3-BaO;
герметизирующее стекло имеет температуру герметизации меньше чем 500°C;
герметизирующее стекло имеет температуру герметизации 300-450°C; и
герметизирующее стекло имеет температуру герметизации 400-450°C.
12. Способ по п. 6, отличающийся одним или более из следующего:
упомянутый газопоглотитель (3) является активированным газопоглотителем;
упомянутый газопоглотитель (3) способен поглощать один или более из газов, выбираемых из O2, N2, CO2, CO и H2;
упомянутый газопоглотитель (3) содержит элементарное вещество с газопоглощающей способностью, сплав с газопоглощающей способностью, соединение с газопоглощающей способностью или смесь с газопоглощающей способностью;
упомянутый газопоглотитель (3) содержит элементарный цирконий или элементарный титан;
упомянутый газопоглотитель (3) содержит один или более элементов переходных металлов;
упомянутый газопоглотитель (3) содержит один или более из редкоземельных элементов;
упомянутый газопоглотитель (3) является газопоглотителем типа Zr-Al или газопоглотителем типа Zr-V-Fe;
упомянутый газопоглотитель (3) находится в упомянутой полости (5) с плотностью 0,1 г/см3 или больше;
упомянутый газопоглотитель (3) находится в упомянутой полости (5) с плотностью 0,5 г/см3 или больше;
упомянутый газопоглотитель (3) находится в упомянутой полости (5) с плотностью 1 г/см3 или больше;
упомянутый газопоглотитель (3) имеет температуру активации, меньше или равную температуре герметизации уплотнителя (4);
упомянутый газопоглотитель (3) способен активироваться при 300-450°C;
упомянутый газопоглотитель (3) способен активироваться вакуумной термообработкой при 300°C или больше в течение 1 ч или больше, или
упомянутый газопоглотитель (3) способен активироваться вакуумной термообработкой при 350°C или больше в течение больше чем 0,5 ч, или
упомянутый газопоглотитель (3) способен активироваться вакуумной термообработкой при 400°C или больше в течение 10 мин или больше.
13. Способ по п. 6, в котором упомянутое вакуумное стекло дополнительно содержит опору (2) для поддержания упомянутого стеклянного тела (1), чтобы поддерживать форму полости (5), отличающийся одним или более из следующего:
упомянутая опора (2) располагается в упомянутой полости (5);
упомянутая опора (2) выполняется из металлического материала или неметаллического материала;
упомянутая опора (2) выполняется из прозрачного неорганического вещества;
упомянутая опора (2) выполняется из стекла (например, кварцевого стекла или сапфирового стекла);
упомянутая опора (2) является стеклянным листом; и
упомянутая опора (2) является круглым стеклянным листом, эллиптическим стеклянным листом или многоугольным стеклянным листом;
упомянутый газопоглотитель располагается вблизи от внутренней стороны упомянутого уплотнителя;
упомянутая опора является эластичной прокладкой;
упомянутая эластичная прокладка выполнена из металлического материала.
14. Вакуумное стекло, изготовленное с помощью способа по любому из пп. 1-13.
15. Дверь, окно, прибор, измеритель или солнечный коллектор, оранжерея или солнечная батарея, содержащие вакуумное стекло по п. 14,
причем наружная стена упомянутой оранжереи содержит вакуумное стекло,
причем упомянутое вакуумное стекло покрывает упомянутый компонент фотоэлектрического преобразования.
| CN 103043921 B, 27.01.2016 | |||
| CN 103420624 B, 30.03.2016 | |||
| WO 2004039741 A1, 13.05.2004 | |||
| CN 202099205 U, 04.01.2012 | |||
| CN 102951820 A, 06.03.2013 | |||
| WO 2016084382 A1, 02.06.2016. |

