Область техники
Настоящее изобретение относится к способу составной герметизации для вакуумного стекла, в частности относится к способу выполнения воздухонепроницаемого соединения между стеклянными пластинами, соединяемыми друг с другом в заданном положении путем использования технологии пайки твердыми припоями.
Уровень техники
В общем, существующие способы составной герметизации стеклянных пластин заключаются в следующем.
(1) Использование фритт с низкой температурой плавления для герметизации, причем температура герметизации составляет 400-500°С или около этого, и посредством пламенного или электрического нагрева, при этом фритты с низкой температурой плавления расплавляются так, что осуществляют сложную герметизацию между стеклянными пластинами. Стеклом с низкой температурой плавления, используемым в таком способе, обычно является стеклоприпой из PbO-ZnO, и такой материал в конечном итоге не соответствует требованиям охраны окружающей среды, поскольку свинец вреден для окружающей среды и человека. Помимо этого, оборудование и способы для производства вакуумного стекла сложные, и стеклянные пластины после составной герметизации также часто могут создавать тепловые граничные напряжения. Поэтому требуется дополнительная надлежащая обработка путем отжига, которая значительно снижает эффективность производства. Кроме этого, если этот способ применять для герметизации закаленного стекла, оно утратит свои защитные свойства из-за отжига.
(2) Применение различных пластиков или органических веществ для осуществления составной герметизации между стеклянными пластинами. В некоторых патентных документах говорится, что используются органические стекла, такие как ПХ, АБС, полиэтилен низкой плотности, ПВХ и др., а также в некоторых патентных документах упомянуты ПВБ, ЭВА (ЭН) и другие, используемые в многослойном стекле. Рабочие способы заключаются в том, что вышеуказанные материалы помещают между двумя стеклянными пластинами, из которых будут изготовлены предварительные заготовки, и затем предварительные заготовки сжимают при соответствующих условиях. Такой способ подобен способу производства многослойных стекол и может реализовать составную герметизацию между стеклянными пластинами. Однако трудно гарантировать отсутствие утечки на стыках, поскольку проницаемость для газа и влаги большинства пластиков и органических материалов намного больше чем у стекла, и большинство органических материалов только физически связываются с поверхностями стеклянных пластин, при этом прямым результатом в случае проникновения газов (включая водяные пары) будут запотевание и отпотевание промежуточного слоя. Помимо этого, старение органического материала будет оказывать прямое влияние на эффект герметизации и срок службы составных стеклянных пластин с течением времени.
(3) Для того чтобы устранить проблему отжига в процессе герметизации закаленных стекол, многие патентные документы упоминают способ нагрева отделяемых секций, т.е. локального нагрева герметизируемого места посредством микроволн, высокой частоты, инфракрасного излучения, лазера и т.д. для непосредственного расплавления краев двух или больше стеклянных пластин одновременно при условии поддержания низкой температуры основных тел стеклянных пластин; и некоторые документы упоминают способ светочувствительного затвердевания, используемый для осуществления составной герметизации между стеклянными пластинами. Однако эти способы все еще находятся в разработке или на лабораторной стадии, и готовая технология или продукты еще не выведены на рынок. Кроме того, старение связывающих материалов сохраняется даже при использовании оптического светочувствительного способа для составной герметизации между стеклянными пластинами.
Раскрытие изобретения
Направленная на устранение недостатков в уровне техники цель изобретения заключается в том, чтобы предложить способ составной герметизации вакуумного стекла, способный эффективно реализовать составную герметизацию между стеклянными пластинами, и продукт из вакуумного стекла, получаемый этим способом.
Для этой цели способ составной герметизации для вакуумного стекла согласно изобретению относится к способу осуществления воздухонепроницаемого соединения между составными стеклянными пластинами в заданном положении путем использования технологии пайки металлами, который включает следующие этапы:
a) соответствующая подготовка металлизированного слоя, жестко связанного с телом стеклянной пластины на поверхности заданной области герметизации каждой стеклянной пластины, предназначенной для соединения;
b) сварка металлизированных слоев в соответствующих областях герметизации каждых двух составных стеклянных пластин путем использования технологии пайки металлами, чтобы получить воздухонепроницаемое соединение между двумя стеклянными пластинами в области герметизации.
Кроме того, металлизированный слой готовят по технологии спекания, которая включает следующие этапы:
а1) подготовка покрытия из металлопасты на заданной поверхности области герметизации стеклянной пластины, причем упомянутой металлопастой является высокотемпературная спеченная металлопаста;
a2) нагрев стеклянной пластины для спекания покрытия из металлопасты с образованием металлизированного слоя, связанного с телом стеклянной пластины.
Кроме того, покрытие на поверхности стеклянной пластины готовят способом нанесения покрытия путем окунания, распыления, трафаретной печати, ручного нанесения или механического нанесения.
Кроме того, металлический материал, содержащийся в металлопасте, имеет хорошие характеристики для пайки.
Кроме того, металлическими материалами, содержащимися в металлопасте, являются Ag, или сплав Cu-Ag, или Ni, или сплав Ni-Ag.
Кроме того, после этапа a) сначала осуществляют закалку, или половинную закалку, или упрочнение теплотой стеклянной пластины по известной технологии и затем выполняют этап b).
Кроме того, температура спекания в упомянутой технологии спекания находится в температурном диапазоне закалки стеклянной пластины, и стеклянную пластину прямо подвергают быстрой закалке и охлаждению после выполнения технологии спекания, чтобы завершить закалку стеклянной пластины.
Кроме того, на этапе b) паяльную металлическую фольгу как наполнитель помещают между металлизированными слоями в соответствующие области герметизации двух стеклянных пластин или предварительно помещают металл для пайки как наполнитель на поверхность по меньшей мере одного металлизированного слоя, и затем завершают последующую сварку по технологии пайки металлом.
Кроме того, материалы металлической фольги-наполнителя для пайки и металл-наполнитель для пайки являются сплавами олова.
Кроме того, технологию пайки металлом осуществляют под защитой инертного газа или в атмосфере H2 или N2.
Кроме того, технологию пайки металлом осуществляют в вакуумной среде.
Кроме того, технологию пайки металлом осуществляют путем локального нагрева области герметизации посредством лазерного нагрева, пламенного нагрева, нагрева электрическим током, индукционного нагрева или микроволнового нагрева.
Кроме того, температура пайки для пайки металлом меньше или равна 350°C.
Согласно другому аспекту настоящего изобретения, оно предлагает вакуумное стекло, сформированное путем соединения двух или больше стеклянных пластин, причем две соседние стеклянные пластины формируют одно пространство, которое окружено герметизирующей структурой, расположенной на перифериях этих стеклянных пластин, и вакуумировано между ними. Периферия такого вакуумного стекла герметизируется способом составной герметизации.
Изобретение создает воздухонепроницаемое соединение между стеклянными пластинами путем применения технологии пайки металлом и таким образом предлагает совершенно новый технологический способ составной герметизации между стеклянными пластинами. Этот способ имеет преимущества прочного соединения в положениях герметизации, высокой воздухонепроницаемости, хорошей стойкости к тепловым ударам и т.д. и избегает отжига закаленного стекла из-за пониженной температуры, используемой при пайке, этим создавая удобство при работе с закаленным вакуумным стеклом. Кроме того, тип металлопасты и режим пайки в способе составной герметизации настоящего изобретения для вакуумного стекла можно гибко выбирать исходя из фактических требований, условий и типов обрабатываемых продуктов, этим позволяя способу изобретения достигать характеристик высокой применимости и расширять область применения.
Краткое описание чертежей
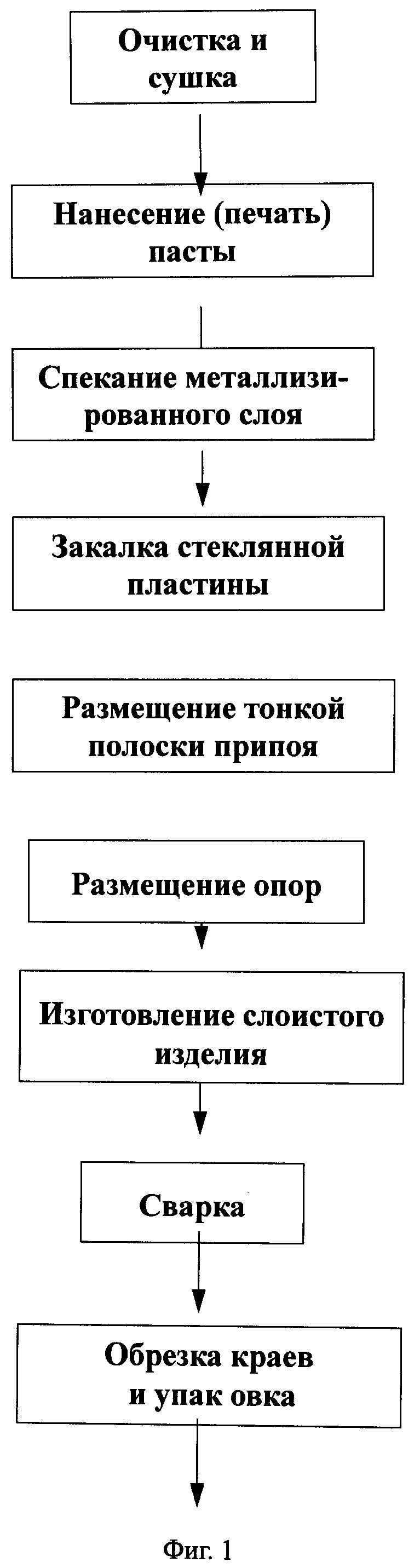
Фиг.1 - технологическая схема производства закаленного вакуумного стекла согласно способу изобретения;
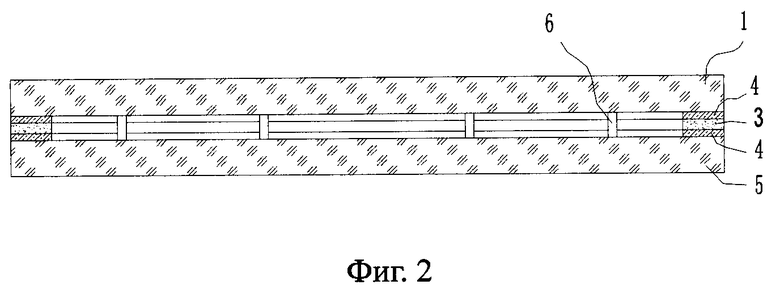
Фиг.2 - вид в разрезе двухслойной составной структуры стекла;
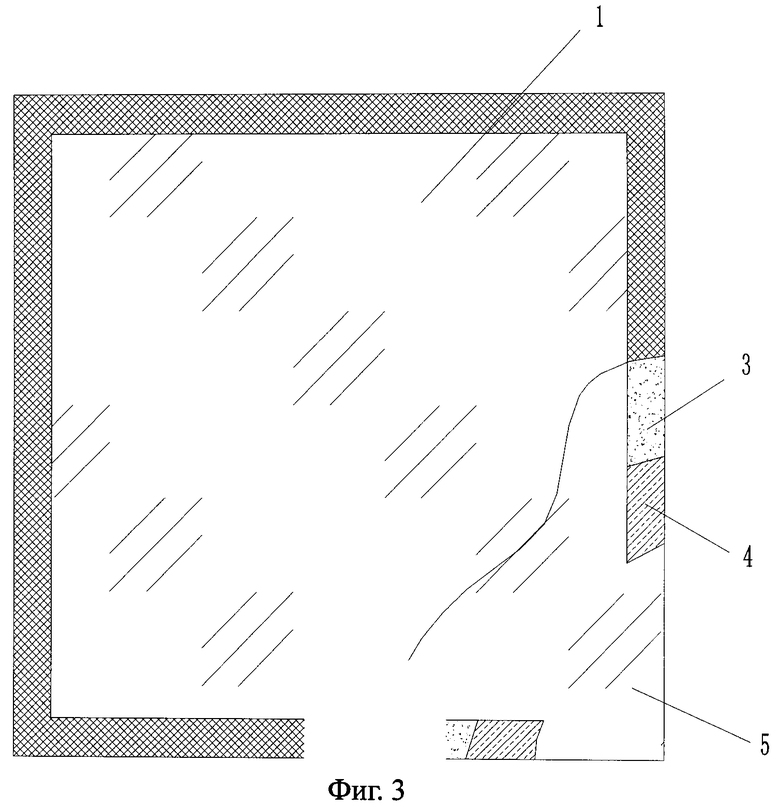
Фиг.3 - вид сверху и частичный разрез структуры с Фиг.2;
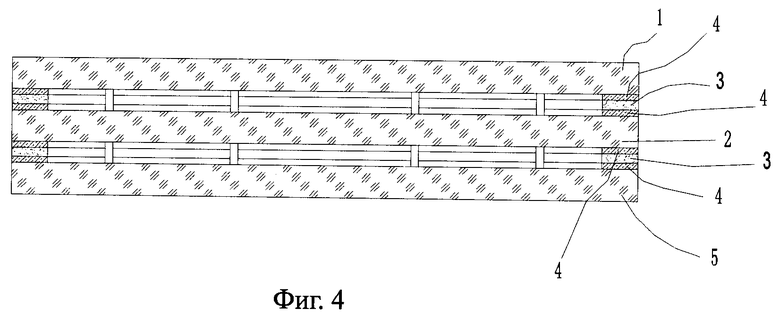
Фиг.4 - вид в разрезе многослойной составной структуры стекла.
Подробное описание
Виды в разрезе двухслойной составной структуры стекла, изготовленной согласно способу составной герметизации изобретения, показаны на Фиг.2 и Фиг.3, вид в разрезе трехслойной составной структуры стекла показан на Фиг.4, вид в разрезе структуры закаленного изолированного стекла показан на Фиг.5, и числа на чертежах обозначают следующее: 1 - верхняя стеклянная пластина, 4 - металлизированный слой, образовавшийся после обработки стеклянной пластины спеканием, 3 - твердый припой, 5 - нижняя стеклянная пластина, 2 - промежуточная стеклянная пластина, 6 - промежуточная опора и 7 - металлическая прокладка.
На Фиг.1 показан основной технологический процесс составной герметизации закаленных стеклянных пластин способом составной герметизации согласно изобретению, и этот технологический процесс будет объяснен ниже на основе двухслойного составного стекла с Фиг.2.
1) Вырезают две стеклянных пластины по размерным требованиям, обрабатывают кромки и смывают жировые загрязнения, пыль и другие примеси.
2) Соответственно задают одну кольцевую область герметизации на периферии одной из двух поверхностей стеклянной пластины и готовят покрытие из металлопасты на поверхности заданной кольцевой области герметизации этой стеклянной пластины, применяя высокотемпературную проводящую серебряную пасту спекающегося типа с температурой спекания 580-820°С и нанося покрытие механически, причем заданные области герметизации двух стеклянных пластин соответствуют друг другу.
3) Выполняют обработку спеканием на двух стеклянных пластинах, применяя известную технологию спекания, т.е. нагревают две стеклянные пластины для спекания покрытий из металлопасты в металлизированные слои 4, связанные с телом соответствующих стеклянных пластин путем спекания, причем температура нагрева составляет 580-820°С.
4) Выполняют закалочную обработку на верхней и нижней стеклянных пластинах, которые были подвергнуты обработке спеканием, используя известную технологию закалки, т.е. быстро нагревая и охлаждая две стеклянные пластины, чтобы закалить верхнюю и нижнюю стеклянные пластины.
5) Размещают тонкую полоску припоя из оловянного сплава, которая соответствует металлизированному слою 4 по форме и размеру, на металлизированном слое 4 по периферии верхней поверхности нижней стеклянной пластины 5 и располагают промежуточные опоры 6 на поверхности внутренней стороны металлизированного слоя 4.
6) Изготавливают слоистое изделие из верхней и нижней стеклянных пластин, т.е. налагают поверхность на стороне металлизированного слоя 4 верхней стеклянной пластины 1 на нижнюю стеклянную пластину 5, обеспечивая, чтобы металлизированные слои 4 верхней стеклянной пластины 1 и нижней стеклянной пластины 5 прилегли друг к другу и чтобы полоска припоя была зажата между верхним и нижним металлизированными слоями 4 после наложения.
7) Нагревают металлизированные слои 4 и полоску припоя, используя любое известное устройство для индукционного нагрева, чтобы сварить металлизированные слои 4 верхней и нижней стеклянных пластин, таким образом завершая герметизацию периферий верхней и нижней стеклянных пластин.
8) В заключение, обрезают и упаковывают герметизированное двухслойное составное стекло.
Металлический материал, добавляемый в существующую металлопасту, может быть разным в зависимости от назначения металлопасты. В настоящем изобретении необходимо спекать металлизированные слои на поверхностях двух стеклянных пластин путем спекания и сварки металлизированных слоев, чтобы обеспечить составную герметизацию двух стеклянных пластин. Таким образом, чтобы обеспечить достаточную прочность связи между металлизированными слоями и стеклянными пластинами, а также надежную сварку двух металлизированных слоев, металлический материал, содержащийся в используемой металлопасте, должен иметь хорошую свариваемость. В дополнение к высокотемпературной проводящей серебряной пасте спекающегося типа, использованной в вышеприведенном примере, металлопасты, способные соответствовать таким требованиям, также включают металлопасту Ag, металлопасту из сплава Cu-Ag, металлопасту Ni, металлопасту из сплава Ni-Ag и т.д.
Разные металлопасты имеют разные температурные требования к обработке спеканием и поэтому металлопасту можно выбрать, основываясь на нижеизложенных процедурах, чтобы упростить весь технологический процесс. Например, металлопасту, имеющую температуру спекания в диапазоне температуры закалки стеклянной пластины, можно выбрать, когда изготавливают закаленное составное стекло. При этом стеклянную пластину можно закалить путем быстрого нагрева и охлаждения после процесса спекания.
Следует особо сказать, что выполнение закалки стеклянной пластины посредством повторного нагрева стеклянной пластины до температуры закалки и последующего быстрого нагрева и охлаждения стеклянной пластины после процесса спекания также допускается в процессе изготовления закаленного составного стекла. При этом можно сделать выбор из большего количества металлопаст из-за отсутствия требования к температуре спекания металлопасты.
Подобным образом можно выбрать металлопасту с подходящей температурой спекания для изготовления полузакаленного или термоупрочненного составного стекла, и половинную закалку или термоупрочнение стеклянной пластины можно выполнить непосредственно путем нагрева и охлаждения после спекания или путем повторного нагрева и охлаждения стеклянной пластины по известной технологии после спекания.
В дополнение к механическому способу нанесения покрытия на этапе 2), способы нанесения покрытия путем окунания, распыления, трафаретной печати, ручного нанесения и т.д. также применимы к нанесению покрытия из металлопасты на стеклянную пластину. Кроме того, в дополнение к традиционной металлопасте, при необходимости также можно использовать металлопасту типа краски и типа крема.
Промежуточные опоры 6 располагают между двумя стеклянными пластинами двухслойного составного стекла в вышеприведенном примере для того, чтобы выдержать заданный зазор между двумя стеклянными пластинами, и зазор между стеклянными пластинами можно регулировать путем изменения величины промежуточных опор.
Использование припоя из оловянного сплава в качестве припоя для сварки помогает получить низкую температуру сварки (обычно ниже 250°С) для процесса сварки и избежать влияния температуры сварки на характеристики самой стеклянной пластины, что крайне необходимо для обработки закаленного составного стекла. Поскольку стеклянная пластина уже имеет закаленное состояние перед пайкой, температуру пайки необходимо контролировать так, чтобы она была ниже или равна 350°С, чтобы предотвратить отжиг закаленной стеклянной пластины в процессе пайки. Подобным же образом, для стеклянной пластины, которая уже наполовину закалена или термоупрочнена перед сваркой, температура сварки должна быть ниже или равна 350°С, чтобы предотвратить отжиг стеклянной пластины в процессе пайки.
Для того чтобы еще улучшить качество пайки, процесс пайки можно выполнять в атмосфере Н2, N2 или инертного газа, или в вакуумной среде.
Припой из оловянного сплава для пайки также может быть предварительно нанесен на металлизированный слой вместо того, чтобы использовать его в форме фольги или тонкой полоски, форма которой такая же как форма металлизированного слоя в герметизирующем положении.
В вышеприведенном примере в процессе пайки металлизированных слоев применен индукционный нагрев, и этот способ нагрева может осуществить локальный нагрев, так что процесс пайки может быть начат в определенной точке всей кольцевой области герметизации и постепенно выполнен вдоль металлизированного слоя до тех пор, пока сварка металлизированного слоя на всей кольцевой области герметизации не будет завершена. В дополнение к режиму индукционного нагрева процесс пайки также может быть осуществлен посредством пламенного нагрева, нагрева электрическим током, лазерным нагревом или микроволновым нагревом или путем применения пайки погружением.
Область герметизации стеклянной пластины в этом примере расположена на периферии стеклянной пластины и выполнена в форме замкнутого кольца, и поэтому вакуумирование пространства между двумя стеклянными пластинами на внутренней стороне области герметизации может сформировать закаленное вакуумное стекло. Вакуум между верхней и нижней стеклянными пластинами может быть создан путем предварительного расположения откачных отверстий в верхней или нижней стеклянной пластине и вакуумирования после пайки металлизированных слоев, а также может быть создан путем совмещения верхней и нижней стеклянных пластин и пайки металлизированных слоев в вакуумной камере.
Вышеприведенное раскрытие является объяснением процесса герметизации двухслойного составного стекла, который показан на Фиг.2 и Фиг.3. Кроме того, способ составной герметизации настоящего изобретения также применим к трехслойному и многослойному составному стеклу, которое показано на Фиг.4. По сравнению с двухслойным составным стеклом металлизированные слои выполняют на перифериях поверхностей на обеих сторонах промежуточной стеклянной пластины для трехслойного или многослойного составного стекла.
Эти чертежи дают только некоторое подробное описание изобретения, причем и описание, и чертежи не предназначены для того, чтобы ограничивать объем настоящего изобретения. И любой другой вариант осуществления, основный на принципе разработки настоящего изобретения включен в объем охраны изобретения, который определен в нижеприведенных пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ОДНОГО ТИПА ЗАКАЛЕННОГО ВАКУУМНОГО СТЕКЛА | 2016 |
|
RU2690981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ОДНОГО ТИПА ЗАКАЛЕННОГО ВАКУУМНОГО СТЕКЛА | 2016 |
|
RU2700427C1 |
| ЗАКАЛЕННОЕ ВАКУУМНОЕ СТЕКЛО | 2016 |
|
RU2731550C1 |
| ИНДУКЦИОННАЯ ПАЙКА НЕОРГАНИЧЕСКИХ ПОДЛОЖЕК | 2012 |
|
RU2638070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| СПОСОБ ПАЙКИ КЕРАМИКИ С МЕТАЛЛАМИ И НЕМЕТАЛЛАМИ | 2006 |
|
RU2336980C2 |
| ПЕЧАТНАЯ ПЛАТА, В ЧАСТНОСТИ, ДЛЯ СИЛЬНОТОЧНОГО ЭЛЕКТРОННОГО МОДУЛЯ, СОДЕРЖАЩЕГО ЭЛЕКТРОПРОВОДЯЩУЮ ПОДЛОЖКУ | 2013 |
|
RU2605439C2 |
| МИКРОВОЛНОВОЕ УПЛОТНЕНИЕ НЕОРГАНИЧЕСКИХ ПОДЛОЖЕК С ИСПОЛЬЗОВАНИЕМ НИЗКОПЛАВКИХ СТЕКОЛЬНЫХ СИСТЕМ | 2012 |
|
RU2638993C2 |
Изобретение относится к способу герметизации вакуумного стекла. Технический результат изобретения заключается в повышении прочности герметичного соединения, воздухонепроницаемости, стойкости к тепловым ударам. На поверхность стекла в области герметизации наносят покрытие из металлопасты. Нагревают стекло для образования металлизированного слоя на стекле. Затем выполняют закалку стеклянной пластины. Между металлизированными слоями двух стекол размещают металлическую фольгу, используемую как припой. Затем проводят пайку для получения герметичного соединения. 2 н. и 9 з.п. ф-лы, 4 ил.
1. Способ составной герметизации для вакуумного стекла, формирующий воздухонепроницаемое соединение между соединяемыми стеклянными пластинами в заданном положении стеклянной пластины путем использования технологии пайки металлом, кроме того, включающий следующие этапы:
a) соответствующую подготовку металлизированного слоя, связанного с телом стеклянной пластины, на поверхности заданной области герметизации каждой стеклянной пластины, которая будет соединена, причем процесс подготовки включает:
a1) подготовку покрытия из металлопасты на поверхности стеклянной пластины в заданной области герметизации, причем упомянутая металлопаста является высокотемпературной спекаемой металлопастой;
a2) нагрев стеклянной пластины для спекания покрытия из металлопасты с образованием металлизированного слоя, связанного с телом стеклянной пластины;
b) выполнение закалки, или полузакалки, или термоупрочнения стеклянной пластины согласно известной технологии;
c) сварку металлизированных слоев в соответствующих областях герметизации каждых двух соединяемых стеклянных пластин путем использования технологии пайки металлом, чтобы получить воздухонепроницаемое соединение между двумя стеклянными пластинами в области герметизации.
2. Способ по п.1, отличающийся тем, что температура спекания в технологии спекания на этапе a2) находится в диапазоне температур закалки стеклянной пластины, и стеклянную пластину непосредственно подвергают быстрому нагреву и охлаждению после обработки по технологии спекания, чтобы завершить обработку стеклянной пластины закалкой.
3. Способ по п.1, отличающийся тем, что покрытие готовят на поверхности стеклянной пластины способами нанесения покрытия окунанием, распылением, трафаретной печати, ручного нанесения или механического нанесения.
4. Способ по п.1, отличающийся тем, что металлопастой является металлопаста Ag, или металлопаста из сплава Cu-Ag, или металлопаста Ni, или металлопаста из сплава Ni-Ag.
5. Способ по п.1, отличающийся тем, что на этапе c) размещают металлическую фольгу как припой между металлизированными слоями двух стеклянных пластин в соответствующих областях герметизации или предварительно наносят металл припоя на поверхность по меньшей мере одного металлизированного слоя и затем заканчивают последующую сварку согласно технологии пайки металлом.
6. Способ по п.5, отличающийся тем, что материалами металлической фольги как припоя и металла припоя являются сплавы олова.
7. Способ по п.1, отличающийся тем, что технологию пайки металлом осуществляют под защитой инертного газа или в атмосфере H2 или N2.
8. Способ по п.1, отличающийся тем, что технологию пайки металлом осуществляют в вакуумной среде.
9. Способ по п.1, отличающийся тем, что технологию пайки металлом осуществляют путем локального нагрева области герметизации посредством лазерного нагрева, пламенного нагрева, нагрева электрическим током, индукционного нагрева или микроволнового нагрева.
10. Способ по п.1, отличающийся тем, что температура пайки для пайки металлом меньше или равна 350°C.
11. Вакуумное стекло, сформированное путем соединения двух или больше стеклянных пластин, причем каждые две соседние стеклянные пластины образуют одно пространство, которое окружено герметизирующей структурой, расположенной на перифериях стеклянных пластин, и вакуумировано между ними, отличающееся тем, что периферия стеклянной пластины герметизирована способом составной герметизации по любому из пп. 1-10.
| US 7204102 B1, 17.04.2007 | |||
| ВСЕСОЮЗНАЯ ПДПКТНО-ТСХКЙЧЕСК^ЬИЬЛ^ЮТЕКАУСТАНОВКА для | 0 |
|
SU314353A1 |
| Способ изготовления узлов изСТЕКлА и KOBAPA | 1978 |
|
SU804588A1 |
| ТВЕРДЫЕ ПРИПОИ НА ОСНОВЕ НИКЕЛЯ - ХРОМА | 1996 |
|
RU2167751C2 |
| US 6641689 B1, 04.11.2003 | |||

