Изобретение относится к области металлургического производства, а именно к способу обработки передельных труб-заготовок большой длины (6000-12000 мм) из конструкционных и коррозионно-стойких марок стали для получения бесшовных холоднокатаных готовых труб высокой точности, в частности, труб с наружным диаметром до 200 мм и толщиной стенки до 18 мм, которые могут быть использованы в трубостроении и машиностроении, в частности, для изготовления корпусов погружных электродвигателей и насосов, применяемых в нефтяной промышленности.
Известен способ производства бесшовных холоднодеформированных труб размером 426×14-19 мм из стали марки 08Х18Н10Т-Ш (Патент РФ №2642998, опубл. 29.01.2018), включающий, в том числе, правку передельных труб-заготовок размером 490×38×8400-8700 мм в шестивалковой правильной машине с использованием температуры прокатного нагрева за 2-3 прохода до кривизны не более 6,0 мм на длину передельной трубы, аустенизацию, порезку труб на две трубы равной длины, механическую обработку - растачивание и обточку в передельные трубы-заготовки размерами: 474×19×4200-4350 и 474×22×4200-4350 мм, прокатку механически обработанных труб-заготовок на стане ХПТ по маршрутам: 474×19×4200-4350-426×14×5950-6200, 474×19×4200-4350-426×15×5500-5750 и 474×19×4200-4350-426×16×5200-5400 мм с коэффициентами вытяжки μ соответственно 1,50, 1,40 и 1,32; 474×22×4200-4350-426×17×5650-5850, 474×22×4200-4350-426×18×5300-5500 и 474×22×4200-4350-426×19×5100-5250 мм с коэффициентами вытяжки μ соответственно 1,43, 1,35 и 1,29 и термическую обработку холоднокатаных труб. Как указано в источнике, описанный способ обеспечивает снижение расхода дорогостоящего металла и снижение шероховатости наружной и внутренней поверхностей.
Одним из недостатков известного способа является ограниченная возможность в достижении точности выпускаемых труб, в частности тонкостенных труб с диаметром менее 200 мм и толщиной стенки до 18 мм. Так валковые станы ХПТ, используемые для холодной прокатки, не позволяют изготавливать особоточные тонкостенные трубы высокого качества. Кроме того, известный способ обусловливает большое количество обрези. В частности, машина, используемая для правки, осуществляет её до достижения кривизны наружного диаметра не точнее 6 мм на длину передельной трубы, что является существенным, поэтому дальнейшая механическая обработка (обточка) для соответствия наружного диаметра необходимым параметрам образует много обрези. Её также много образуется при разрезе труб-заготовок. А именно, в вышеуказанном источнике указывается, что растачивать и обтачивать на имеющемся оборудовании можно трубы длиной не более 6 м, поэтому передельные трубы-заготовки большей длины (от 6000 до 12000 мм) перед растачиванием и обточкой разрезают. По сравнению с разрезом готовых (товарных) труб, получающихся после растачивания, обточки и холодной прокатки, разрез труб-заготовок образует больше обрези. Тогда как разрез готовых (товарных) труб позволяет более оптимально раскроить и разрезать трубу на трубы меньшей длины. Также известный способ характеризуется большим припуском на механическую обработку - по наружному диаметру 20 мм, по внутреннему диаметру 20 мм. Более того, известный способ не обеспечивает обработку труб, изготовленных из конструкционных сталей.
Наиболее близким к заявляемому способу, выбранным заявителем в качестве прототипа, является способ производства холоднокатаных товарных труб размером 150x2x1200 мм из стали марки 12Х12М1БФРУ-Ш для реакторов нового поколения на быстрых нейтронах (Патент РФ №2542147, опубл. 20.02.2015), характеризующийся, в том числе тем, что трубы-заготовки с использованием температуры прокатного нагрева правят в шестивалковой правильной машине, разрезают на две трубы-заготовки размером 338х25х5900±25 мм, растачивают и обтачивают в трубы-заготовки размером 325х12х5900±25 мм с допуском по диаметру ±0,8% и стенке ±10,0%, перекатывают на станах ХПТ 450 и ХПТ 250 по маршрутам 325х12х5900±25 --- 273x8x10000±40 --- 219х5х19400±80 мм, при этом трубы размером 219х5х19400±80 мм разрезают на две трубы-заготовки размером 219х5х9700±40 мм и прокатывают на стане ХПТ 250 в трубы-заготовки размером 194x3,5x15300±60 мм, трубы заготовки размером 194х3,5х15300±60 мм с допуском по диаметру ±1,2 мм и толщине стенки ±0,2 мм разрезают на две трубы-заготовки размером 194х3,5х7650±30 мм и перекатывают на стане ХПТ 250 в товарные трубы размером 150x2x16800±70 мм, товарные трубы размером 150x2x16800±70 мм с допуском по диаметру ±1,0 мм (±0,65%) и стенке ±0,1 мм (±5,0%) разрезают на кратные товарные трубы-заготовки размером 150±1,0х2±0,1х1200+20/-0 мм.
Способ по прототипу применим для производства холоднокатаных бесшовных труб диаметром менее 200 мм и толщиной стенки до 18 мм. Однако он имеет по существу все те же недостатки, что и предыдущий аналог. В частности, валковые станы ХПТ, используемые для холодной прокатки, не обеспечивают такой точности поверхности тонкостенных труб по сравнению, например, с роликовыми станами ХПТР. Разрез труб-заготовок перед растачиванием и прокаткой по сравнению с разрезом готовых (товарных) труб после прокатки, обусловливает много обрези, т.к. после прокатки труба увеличивается в длине и остается мало маневра для оптимального раскроя. Допуск на длину при раскрое составляет до 20 мм. Помимо этого, операция растачивания проводится стандартными средствами, т.е. с использованием обычно применяемых расточных головок, которые снабжены резцовой пластиной квадратной формы. Растачивание стандартными средствами оставляет на поверхности обрабатываемой трубы гребни, что отрицательно влияет на характеристики точности готовой холоднокатаной бесшовной стальной трубы.
Известные способы не могут обеспечить достижение более высоких требований по предельным показателям отклонения по наружному диаметру и толщине стенки труб по ГОСТ 9941 «Трубы бесшовные холодно- и теплодеформированные из коррозионностойкой стали», чем точность изготовления категории «высокой». Между тем в промышленности требуются бесшовные холоднокатаные стальные трубы высокой точности, т.е. готовые трубы с кривизной до 0,5 мм в любой точке на всей длине по наружному диаметру и до 0,15 мм/метр по внутреннему диаметру, а также с шероховатостью по внутреннему диаметру Ra 0,8-3,2 мкм.
Задача заявляемого изобретения - повышение геометрической точности готовых холоднокатаных бесшовных стальных труб при одновременном сокращении времени обработки и снижении отходности их производства.
Технический результат - увеличение геометрической точности готовой бесшовной холоднокатаной стальной трубы диаметром до 200 мм и толщиной стенки до 18 мм для получения труб высокой точности при одновременном сокращении проводимых операций, увеличении скорости производства и снижении обрези.
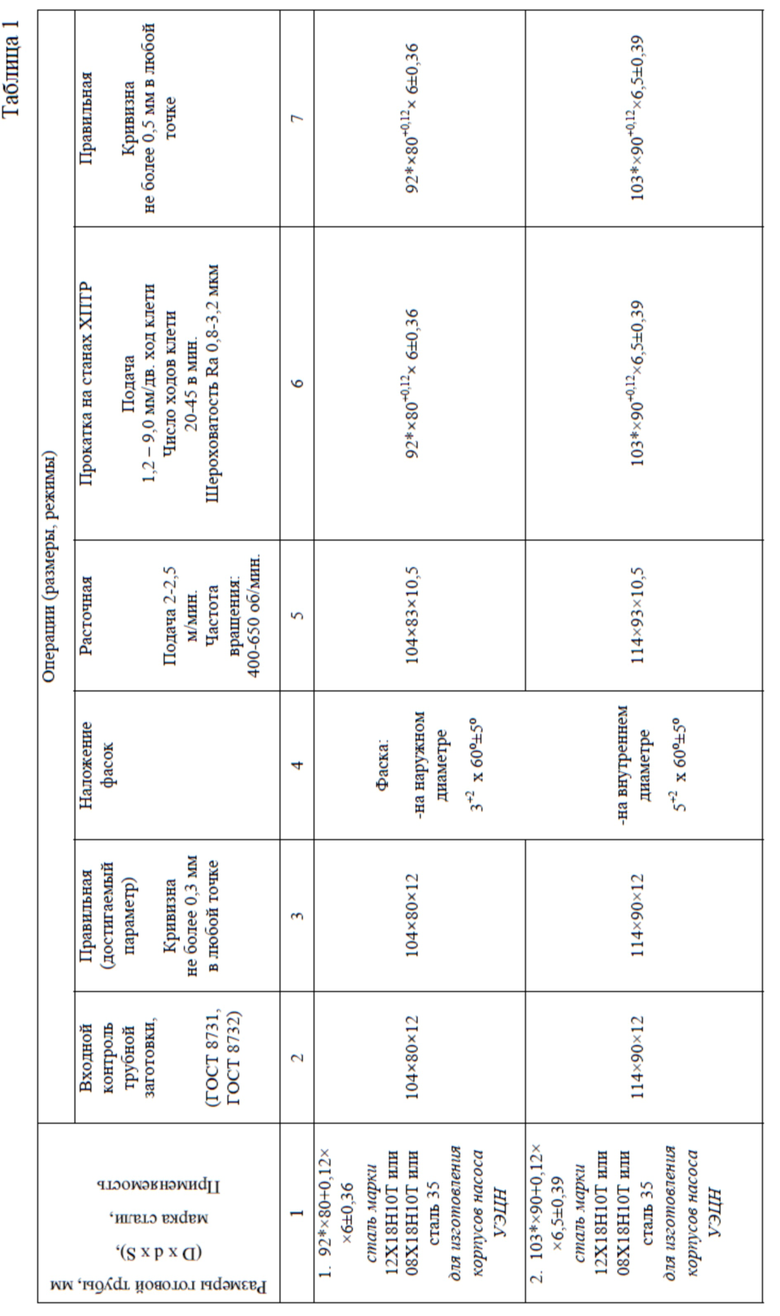
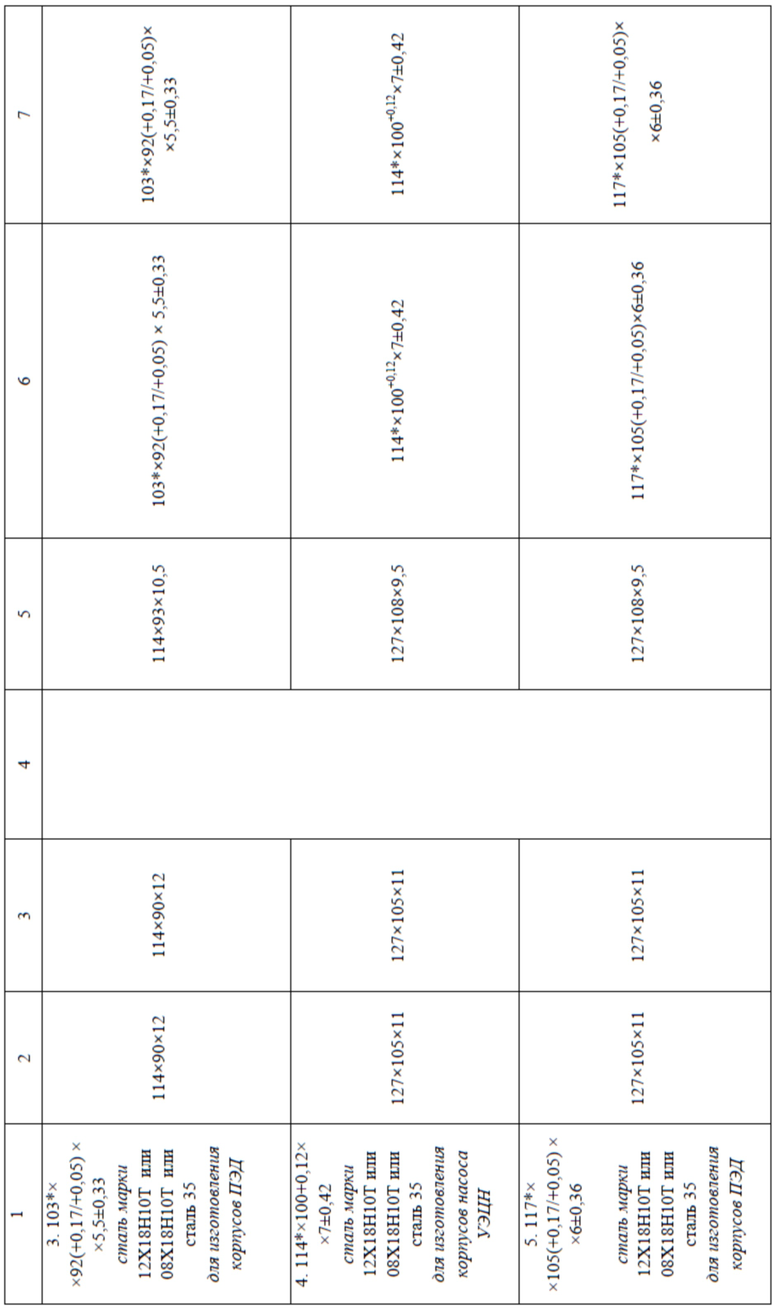
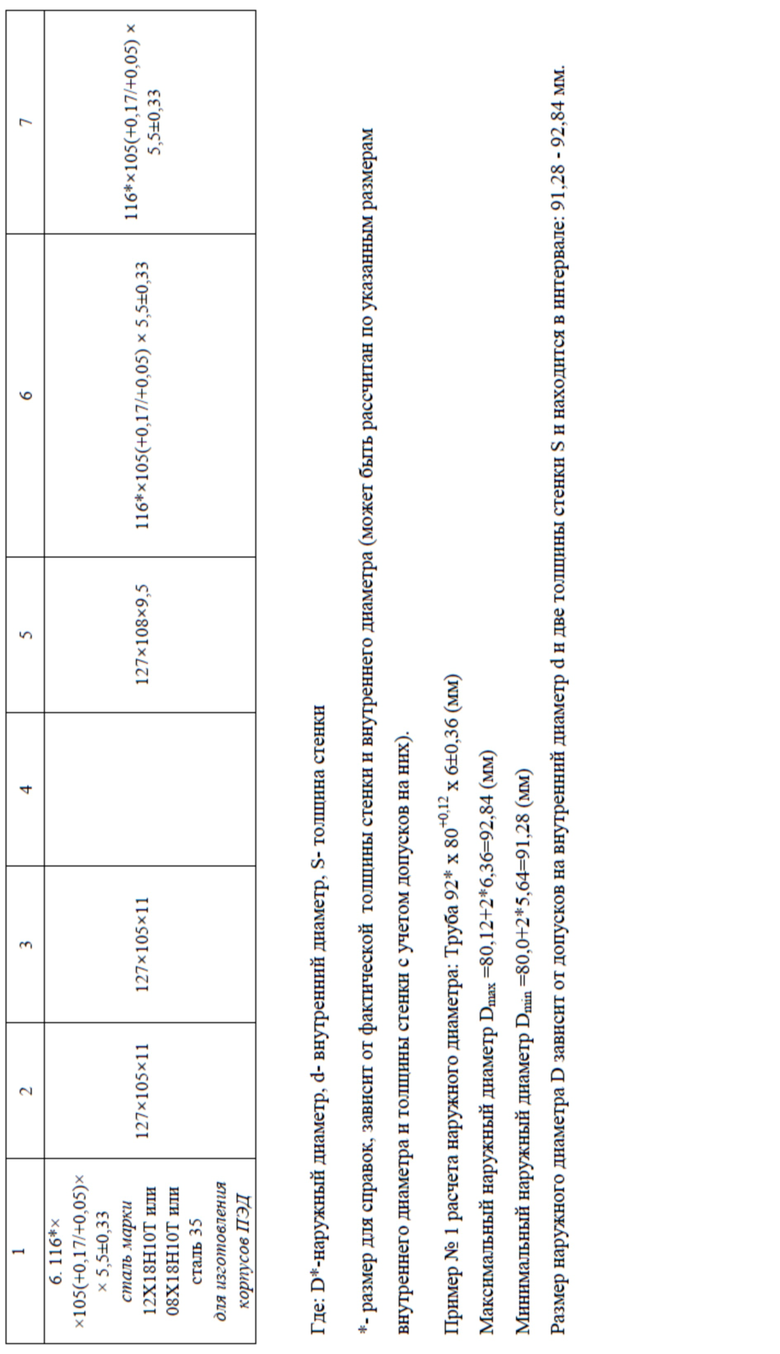
Поставленная задача решается тем, что способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой прочности, включающий входной контроль и правку передельных горячекатаных труб-заготовок, растачивание внутреннего диаметра, холодную прокатку, раскрой труб до заданного размера, отличается тем, что правку осуществляют посредством правильной машины, обеспечивающей возможность калибровки путем вдавливания изъянов с внешнего диаметра горячекатаных труб-заготовок во внутренний диаметр до достижения по наружному диаметру кривизны до 0,3 мм на всей длине трубы-заготовки, последующее растачивание внутреннего диаметра трубы-заготовки, назначая диаметр растачивания в зависимости от диаметра и толщины стенки труб-заготовок, при этом растачивание внутреннего диаметра трубы-заготовки ведут посредством расточного станка, снабженного резцовым узлом, имеющим расточную головку с резцовой пластиной круглой формы, после чего на роликовых станах осуществляют холодную прокатку труб с заданным коэффициентом обжатия, который выбирают исходя из условия достижения кривизны готовых труб по наружному диаметру не более 0,5 мм в любой точке и обеспечения возможности получения готовых труб одного из следующих размеров, мм D*×d×S, где D* - наружный диаметр для справки, d- внутренний диаметр, S- толщина стенки:
92*×80+0,12×6±0,36 или 103*×90+0,12×6,5±0,39 или 103*×92+0,12×5,5±0,33 или 114*×100+0,12×7±0,42 или 117*×105
Заявляемый способ характеризуется также тем, что осуществляют растачивание труб -заготовок, имеющих длину предпочтительно 6-12 м.
Заявляемый способ характеризуется также тем, что растачивание труб-заготовок осуществляют на предварительно спаренных по длине расточных станках с предварительным нанесением на трубу фасок «α» и «β» с торцов трубы-заготовки соосно наружному диаметру. Фаски «α» и «β» наносятся одновременно и соосны между собой, фаска «β» является базой при фиксации трубы-заготовки в расточном станке, а фаска «α» является базой для расточной головки.
В качестве роликовых станов для холодной прокатки используют известные для этих целей роликовые станы ХПТР.
Заявляемый способ обеспечивает припуск на механическую обработку от 0,5 до 4 мм, тогда как в способе по прототипу он составляет по наружному диаметру 20 мм, по внутреннему диаметру 20 мм, т.е. в заявляемом способе припуск на механическую обработку многократно меньше, что снижает количество производственных отходов.
В отличие от способа по прототипу, в котором после правки наружный диаметр подвергается обточке, в заявляемом способе правка осуществляется таким образом, что необходимость в обточке отпадает. Такое качество правки обеспечивается применяемой косовалковой правильной машиной, благодаря которой достигается кривизна наружного диаметра всего до 0,3 мм на всю длину трубы-заготовки, тогда как шестивалковая правильная машина, применяемая в способе-прототипе, обеспечивает достижение кривизны не точнее 2 мм/м. Отсутствие операции обточки в заявляемом способе делает его менее отходным по сравнению с прототипом, а также более простым (по меньшей мере на одну операцию меньше). Применяемая правильная машина позволяет оптимально подготовить поверхность наружного диаметра обрабатываемых труб к холодной прокатке, в результате чего достигается высокая степень соответствия наружного диаметра труб требуемым параметрам.
Помимо этого, в заявленном способе правку осуществляют не только с целью калибровки наружного диаметра, но и с целью вдавливания изъянов вовнутрь, чтобы дефекты внутреннего диаметра срезать при растачивании внутреннего диаметра резцовой пластиной и удалить со стружкой.
Производительность расточной операции повышается за счет того, что растачивание осуществляют на повышенной подаче. Высокая подача инструмента (мм/мин.) необходима для стабилизации процесса резания при растачивании длинномерных труб, в противном случае обработка становится невозможной в результате возникновения вибраций, дробления инструмента. Однако увеличение подачи приводит к повышенной шероховатости поверхности трубы, а после операции прокатка на ХПТР возможно возникновение разрывов, трещин по впадинам микронеровностей. Для устранения повышенной шероховатости применена расточная головка с резцовой пластиной круглой формы с диаметром предпочтительно 16-25 мм, обеспечивающая повышение чистоты поверхности получаемой трубы. В отличие от резцовых пластин квадратной формы, часто применяющихся в расточных головках, оставляющих на поверхности трубы так называемые гребешки (зубчатый рельеф), резцовая пластина округлой формы оставляет после себя лишь небольшие волны, что позволяет значительно повысить чистоту поверхности и повысить качество холодной прокатки. При использовании круглой резцовой пластины и увеличении её диаметра до 16-25 мм увеличивается ширина срезаемого слоя, вследствие чего увеличивается нагрузка на расточную головку. Поэтому увеличение скорости обработки путем увеличения мощности главного привода расточного станка направлено на снижение нагрузки на расточную головку и на увеличение подачи (это расстояние, проходимое инструментом на 1 оборот заготовки (мм/об) или расстояние, проходимое инструментом за ед. времени (мм/мин). Таким образом, достигается быстрая и качественная подготовка поверхности внутреннего диаметра к холодной прокатке, что повышает точность получающейся трубы, а также сокращается время на её обработку.
Кроме того, в способе-прототипе между операциями правки и растачивания труб проводится операция по разрезу труб-заготовок на трубы длиной менее 6 м, поскольку оборудование, применяемое в способе по прототипу, не позволяет механически обрабатывать (расточка и обточка) трубы длиннее 6 м. В заявляемом способе применяется машина, которая может проводить растачивание труб длиной до 12 м, благодаря чему необходимость в дополнительной операции по порезке труб-заготовок, имеющих длину до 12 м, отпадает, т.е. возможно провести правку и растачивание труб длиной до 12 м. Таким образом, возможность растачивать трубы длиной до 12 м позволяет сократить время на обработку, которое в способе по прототипу тратится на предварительную порезку труб длиной до 6 м, снятие и установку труб, установку инструмента и прочее. Более того, в отличие от способа по прототипу, в заявляемом способе растачиванию подвергаются длинные необрезанные трубы-заготовки (до 12 м), а порезку ведут уже готовых (товарных) труб, которые после холодной прокатки могут достигать длиной до 20 м. Это позволяет более оптимально раскроить и разрезать трубу на трубы меньшей длины и сократить при этом отходы производства в виде обрези.
В предлагаемом способе удается достичь коэффициента использования материала до 85-90%, то есть стружка и обрезь составляет 10-15%.
В заявляемом способе для холодной прокатки применяют предпочтительно роликовые станы, в частности станы ХПТР, которые имеют преимущества перед валковыми станами ХПТ, используемых в способе по прототипу. В отличие от станов ХПТ, на станах ХПТР трубы прокатывают на цилиндрической оправке или оправке с малой конусностью тремя или четырьмя рабочими роликами, по периметру которых нарезан ручей постоянного сечения с радиусом, равным радиусу прокатываемой трубы. Отличительной особенностью роликовых станов является малый диаметр рабочих роликов, что обеспечивает сравнительно небольшое давление металла на рабочий инструмент, а также на контактную поверхность металла с роликами и оправкой. Применение трех - четырех роликов с постоянным сечением ручья позволяет резко снизить скольжение калибров по трубе. Это приводит к уменьшению налипания металла на рабочий инструмент и позволяет выпускать трубы с тонкими и особотонкими стенками высокой точности (Пахомов М.Е. Выпускная квалификационная работа Совершенствование технологии изготовления холоднодеформированных труб диаметром 38 мм с толщиной стенки 1,8 мм на стане ХПТР 30-60 - Челябинск: ЮУрГУ, П-438. 2018 год). Применение роликовых станов ХПТР позволяет получить дополнительный технический результат, связанный с повышением точности обработки.
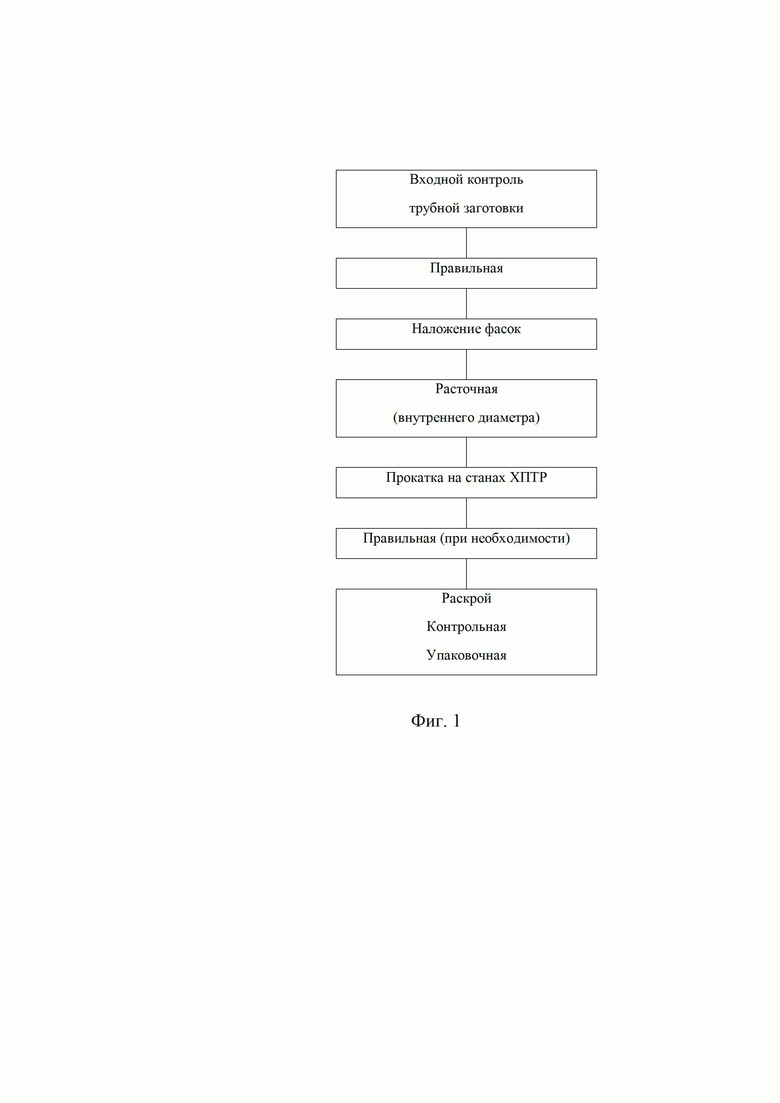
Заявляемый способ иллюстрируется на Фиг. 1, где показана схема процесса одного из примеров конкретного выполнения.
Способ обработки передельных горячекатаных труб-заготовок производили из стали для получения бесшовных холоднокатаных труб высокой точности, применяемых для изготовления корпусов для центробежных насосов УЭЦН (установка электроцентробежного насоса) и ПЭД (погружного электродвигателя), применяемых в нефтяной промышленности для размещения в обсадных трубах. Результаты приведены в Таблице 1.
Бесшовные стальные трубы изготавливают из заготовок, в качестве которых используются горячекатаные трубные заготовки с предварительно обточенной наружной поверхностью. Передельные горячекатаные трубы-заготовки изготавливаются по действующим нормативным и техническим документам, как правило из углеродистой конструкционной стали марок 20 и 35 с химическим составом по ГОСТ 1050 или из коррозионностойкой стали марок 12Х18Н10Т, 08Х18Н10Т с химическим составом по ГОСТ 5632.
Трубы, как правило, имеют длину до 12000 мм включительно с допуском на длину +50 мм.
Трубы по настоящему примеру характеризуются тем, что отклонение от прямолинейности образующей внутренней поверхности (кривизна) на любом участке длиной 1 м должно быть не более 0,15 мм, а отклонение от прямолинейности образующей наружной поверхности на любом участке должно быть не более 0,5 мм.
Передельные горячекатаные трубы, поставляемые по действующим нормативным и техническим документам, предварительно подвергают правке. Операция «Правильная» может выполняться после операции наложения фасок (см.Схема на Фиг.1). Последовательность проведения указанных операций не влияет на достижение заявленного технического результата.
Трубы-заготовки подвергаются правке на косовалковой правильной машине REIKA RRM104, позволяющей вдавливать изъяны с внешнего диаметра во внутренний диаметр до достижения по наружному диаметру кривизны до 0,3 мм на всю длину трубы-заготовки. При правке исправление формы наружного диаметра трубной заготовки происходит за счет искажения внутреннего диаметра «d». На этой стадии достигается высокая прямолинейность наружной поверхности трубной заготовки, не более 0,3 мм в любой точке (по всей длине).
Операцию нанесения фасок осуществляют на установке (линии), например модели RDB 200xACU.
Если имеются значительные дефекты поверхности наружного диаметра, предпочтительно применяют обдирку, например, на бесцентрово-шлифовальном станке.
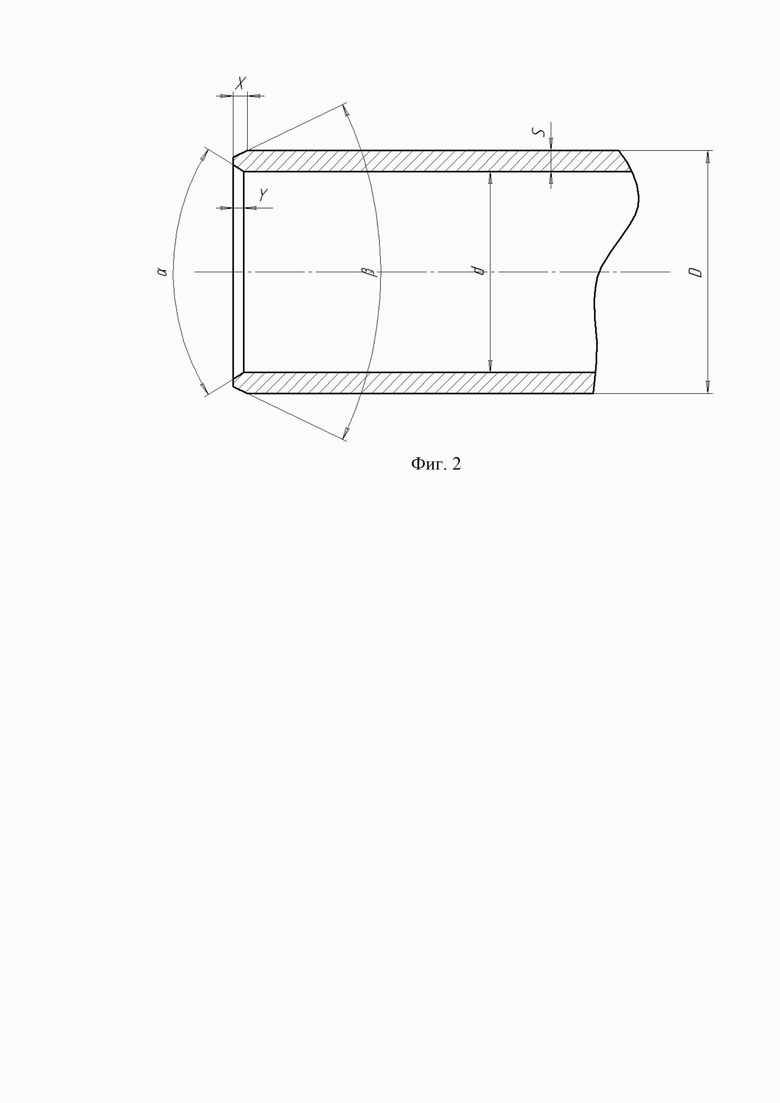
Фаски «α» и «β» (Фиг.2) наносят с торцов трубы-заготовки соосно наружному диаметру. Размер фасок «α» и «β» составляет 1-24 мм в зависимости от толщины стенки трубной заготовки и ее диаметра, угол фаски составляет около 60 градусов. Фаски «α» и «β» наносятся одновременно и соответственно соосны между собой. Фаска «β», нанесенная соосно наружному диаметру, является базой при фиксации трубы-заготовки в расточном станке, а фаска «α» является базой для режущего инструмента - расточной головки. Так как фаски «α» и «β» соосны между собой, соответственно движение расточной головки происходит соосно наружного диаметра «D». Этим самым обеспечивается минимальная разнотолщинность (разностенность) стенки «S» при механической обработке на расточном станке.
Растачивание внутреннего диаметра трубной заготовки осуществляется на специальном расточном станке, в качестве которого может использоваться базовая модель типа РТ 60401, РТ 263187 или иное подобное оборудование. Подбирается пара расточных станков, имеющих идентичные размеры станин, станины состыковываются, производится их юстировка. С одной стороны располагается стеблевая бабка, в центре - шпиндельный узел на базе кольцевого люнета, с другой стороны бабка поджима трубной заготовки (задняя бабка). После состыковки двух единиц оборудования получаем расточное оборудование, позволяющее производить растачивание труб, длиной до 12 м. Это позволяет дополнительно увеличить производительность процесса, а также снизить количество обрези. Повышение производительности процесса в том числе связано с тем, что помимо собственно времени на растачивание труб-заготовок, есть также время, которое необходимо на вспомогательные операции (снятие- установку трубы-заготовки, инструмента и пр.). Сокращение указанных вспомогательных операций позволяет сократить время процесса растачивания. Кроме того, при раскрое длинномерных труб-заготовок повышается КИМ (коэффициент использования материала) за счет оптимизации раскроя, что снижает обрезь до 200 мм с одного конца, тогда как при раскрое короткой заготовки суммарная обрезь может составлять до 1 метра.
Растачивание осуществляется на повышенной скорости расточной головкой (1) с резцовой пластиной (2) круглой формы с диаметром предпочтительно 16-25 мм (Фиг. 3). Расточная головка (1) снабжена направляющими (3), которые удерживают расточную головку (1) от вибраций при обработке. Расточная головка (1) обеспечивает высокую скорость растачивания при обеспечении его высокой точности с получением требуемой поверхности за счет формы резцовой пластины. В применяемой расточной головке резцовая пластина круглой формы имеет преимущественно диаметр 16-25 мм. Использование круглой резцовой пластины вместо применяемой обычно резцовой пластины квадратной формы, позволяет значительно повысить чистоту поверхности, т.к. квадратная резцовая пластина оставляет на поверхности трубной заготовки так называемые гребешки (зубчики пилы), а круглая резцовая пластина оставляет на поверхности заготовки лишь небольшие «волны». Соответственно, увеличивая диаметр резцовой пластины круглой формы до 16-25 мм обеспечивается более гладкая поверхность обработки. Увеличение скорости подачи расточной головки до 2 м/мин (против обычно задаваемых скоростей подачи с использованием резцовой пластины квадратной формы 0,8 м/мин) с одновременным увеличением ее диаметра до 16-25 мм, увеличивается ширина срезаемого слоя, что приводит к двукратному росту производительности процесса. Кроме того, резцовую пластину квадратной формы по мере износа режущей грани можно поворачивать 4 раза (4 грани) + перевернуть и еще 4 раза, итого 8 граней, после чего требуется ее замена. Используемую в заявляемом способе режущую пластину круглой формы можно поворачивать примерно 8-11 раз с одной стороны и перевернув еще 8-11 раз с другой стороны. Итого примерно 16-22 поворота.
Растачивание длинных заготовок с последующей прокаткой на ХПТР с удвоенной вытяжкой приводит к получению труб длиной до 20 м, которые могут быть оптимально раскроены на разные длины с минимальными отходами.
После растачивания проводят холодную прокатку, для чего используют известные роликовые станы марок ХПТР, которые содержат ролик, имеющий симметричную калибровку. Значения калибровки задаются исходя из требований к целевым изделиям, включая их размеры. Контроль шероховатости внутренней поверхности труб производят с помощью профилометра типа II по ГОСТ 19300 с пределом измерений шероховатости Ra 0,02-10,00 мкм или по утвержденным эталонам шероховатости.
Контроль прямолинейности наружной поверхности труб осуществляется на контрольной плите, вращением трубы и визуальным контролем на просвет зазора между поверхностью трубы и плиты. Длина плиты должна быть равной или большей длины контролируемой трубы. Допускается свешивание концов труб с плиты на длине не более 0,5 м, при этом контроль кривизны концов осуществляется поэтапно с одной и с другой стороны смещением трубы так, чтобы контролируемый участок трубы находился на плите. Отклонение от прямолинейности образующей наружной поверхности готовой трубы должно быть не более 0,5 мм на любом участке в любой точке трубы. Отклонением от прямолинейности считается зазор между плитой и поверхностью трубы в любой точке. Зазор измеряют с помощью набора щупов. Отклонение от прямолинейности рабочей поверхности плиты должно быть не более 0,1 мм/м. Рабочая поверхность плиты не должна иметь трещин, выбоин, царапин влияющих на качество контроля. Шероховатость рабочей поверхности должна быть не более Ra 1,25 мкм. Перед началом работы с контролируемой трубы необходимо удалить консервационную смазку, загрязнения, а так же технологические заглушки, выступающие за наружный диаметр.
Особенность заявляемого способа является то, что после механической обработки на расточном станке трубная заготовка подвергается холодной деформации на стане холодной прокатки (ХПТР). При этом происходит дополнительное утонение стенки «S», улучшение чистоты поверхности готовой трубы, уменьшение диаметров «D» и «d», увеличение длины готовой трубы. Утонение стенки (в 1,1-2,5 раза) прямо пропорционально снижает разнотолщинность (разностенность) стенки «S», что положительно сказывается на геометрической точности толщины стенки. Прокатка трубной заготовки, которая заведомо имеет более гладкую (волнистую) расточенную поверхность, приводит к получению в процессе раскатывания еще более гладкой поверхности по сравнению с прототипом.
В зависимости от требований к целевым изделиям, после прокатки при необходимости может быть проведена дополнительная повторная правка на косовалковой правильной машине.
После прокатки проводят порезку труб, которую осуществляют известными методами по требуемым размерам. Перед упаковкой готовые трубы проходят выходной контроль.
Таким образом, заявляемый способ, в отличие от прототипа, характеризуется меньшим количеством операций (нет необходимости в обточке), сокращением времени производственного цикла и точности обработки, т.к. в процессе подготовки трубы-заготовки к холодной прокатке правку внешнего диаметра проводят до достижения кривизны не более 0,3 мм на всю длину трубы-заготовки, что оптимально подготавливает поверхность к холодной прокатке и уменьшает количество обрези с наружного диаметра по сравнению с прототипом, после правки внешнего диаметра труб длиной до 12 м проводят растачивание внутреннего диаметра, что позволяет удалить дефекты внутреннего диаметра; при этом растачивание проводится на повышенной скорости расточной головкой с резцовой пластиной круглой формы диаметром предпочтительно 16-25 мм, что быстро и оптимально подготавливает поверхность трубы-заготовки к холодной прокатке. В заявляемом способе снижена разностенность труб путем применения для холодной прокатки роликовых станов, уменьшено количество отходов в производственном цикле. Указанные отличия позволяют увеличить точность бесшовных стальных холоднокатаных тонкостенных труб при одновременном упрощении и ускорении их производства и значительном снижении его отходности.
Заявляемый способ обеспечивает увеличение геометрической точности внутреннего и наружного диаметров целевого изделия- готовой бесшовной стальной холоднокатаной трубы диаметром до 200 мм и толщиной стенки до 18 мм, которая выражается в равнотолщинности и прямолинейности, а также высокой чистотой поверхности. Прямолинейность наружной поверхности обеспечивает геометрическую стабильность толщины стенки трубы, т.е. обеспечивает снижение разностенности (разнотолщинности).

Изобретение относится к способу обработки передельных труб-заготовок большой длины (6000-12000 мм) из конструкционных и коррозионно-стойких марок стали для получения бесшовных холоднокатаных готовых труб высокой точности, которые могут быть использованы для изготовления корпусов погружных электродвигателей и насосов, применяемых в нефтяной промышленности. Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой прочности включает входной контроль и правку передельных горячекатаных труб-заготовок, растачивание внутреннего диаметра, холодную прокатку, раскрой труб до заданного размера. Отличием является то, что правку ведут посредством правильной машины, обеспечивающей возможность калибровки путем вдавливания изъянов с внешнего диаметра горячекатаных труб-заготовок во внутренний диаметр до достижения по наружному диаметру кривизны до 0,3 мм на всей длине трубы-заготовки. После правки ведут растачивание внутреннего диаметра трубы-заготовки, назначая диаметр растачивания в зависимости от диаметра и толщины стенки труб-заготовок. Растачивание внутреннего диаметра трубы-заготовки осуществляют посредством расточного станка, снабженного резцовым узлом, имеющим расточную головку с резцовой пластиной круглой формы. После растачивания на роликовых станах осуществляют холодную прокатку труб с заданным коэффициентом обжатия, который выбирают исходя из условия достижения кривизны готовых труб по наружному диаметру не более 0,5 мм в любой точке и обеспечения возможности получения готовых труб одного из следующих размеров, мм: D*×d×S, где D* - наружный диаметр для справки, d - внутренний диаметр, S - толщина стенки: 92*×80+0,12×6±0,36, или 103*×90+0,12×6,5±0,39, или 103*×92+0,12×5,5±0,33, или 114*×100+0,12×7±0,42, или 117*×105
1. Способ обработки передельных горячекатаных труб-заготовок из стали для получения бесшовных холоднокатаных труб высокой точности, включающий входной контроль трубной заготовки и правку передельных горячекатаных труб-заготовок, растачивание внутреннего диаметра, холодную прокатку, раскрой труб до заданного размера, отличающийся тем, что правку осуществляют посредством правильной машины, обеспечивающей возможность калибровки путем вдавливания изъянов с внешнего диаметра горячекатаных труб-заготовок во внутренний диаметр до достижения по наружному диаметру кривизны до 0,3 мм на всей длине трубы-заготовки, последующее растачивание внутреннего диаметра трубы-заготовки, назначая диаметр растачивания в зависимости от диаметра и толщины стенки труб-заготовок, при этом растачивание внутреннего диаметра трубы-заготовки ведут посредством расточного станка, снабженного резцовым узлом, имеющим расточную головку с резцовой пластиной круглой формы, после чего на роликовых станах осуществляют холодную прокатку труб с заданным коэффициентом обжатия, который выбирают исходя из условия достижения кривизны готовых труб по наружному диаметру не более 0,5 мм в любой точке и обеспечения возможности получения готовых труб одного из следующих размеров, мм:
D*×d×S,
где D - наружный диаметр для справки, d - внутренний диаметр, S - толщина стенки:
92*×80+0,12×6±0,36, или 103*×90+0,12×6,5±0,39, или 103*×92+0,12×5,5±0,33, или 114*×100+0,12×7±0,42, или 117*×105
2. Способ по п. 1, отличающийся тем, что трубы-заготовки берут длиной 6-12 м.
3. Способ по п. 1, отличающийся тем, что правку осуществляют на косовалковой правильной машине.
4. Способ по п. 1, отличающийся тем, что растачивание ведут на спаренном в длину расточном станке.
5. Способ по п. 1, отличающийся тем, что резцовая пластина имеет диаметр предпочтительно 16-25 мм.
6. Способ по п. 1, отличающийся тем, что растачивание осуществляют с одновременным нанесением фасок с торцов трубы-заготовки соосно наружному диаметру и друг другу, а угол фаски составляет предпочтительно 60°.
7. Способ по п. 1, отличающийся тем, что скорость подачи расточной головки составляет до 2 м/мин.
8. Способ по п. 1, отличающийся тем, что холодную прокатку труб на роликовых станах осуществляют с утонением стенки 1,1-2,5 раза.
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150×2×1200 мм ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542147C1 |
| DE 3428437 C2, 12.06.1986 | |||
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 325×12 мм С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛЕЙ МАРОК 12Х12М1БФРУ-Ш И 16Х12МВСФБР-Ш ДЛЯ ПЕРЕКАТА НА СТАНАХ ХПТ 450 И ХПТ 250 В ПЕРЕДЕЛЬНЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ 202±1,2×3,5+0,3/-0,2 мм, 194±1,2×2,5+0,3/-0,2 мм И ПОСЛЕДУЮЩЕГО ПРОФИЛИРОВАНИЯ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм И 175±0,4×2,5+0,3/-0,2×2680+20/-0 мм ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2550045C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522512C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 150Х2Х1200 ММ ПОВЫШЕННОЙ ТОЧНОСТИ ПО ДИАМЕТРУ И СТЕНКЕ ИЗ СТАЛИ МАРКИ 12Х12М1ФБРУ-Ш (ЭП 450У-Ш) ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2542142C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ РАЗМЕРОМ ВН.279Х36 И ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2542139C1 |
| US 20060174670 A1, 10.08.2006 | |||
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ МУФТОВЫХ ТРУБ РАЗМЕРОМ 108Х18 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2613813C1 |

