Изобретение относится к области металлургии, а именно к литейному производству, в частности к технологии изготовления стальных отливок рабочих колес центробежных насосов.
Уровень техники
Аналог 1
Известен способ изготовления рабочего колеса центробежного насоса (способ-аналог, патент SU 1048178 А, В22С 9/04 опубл. 31.07.80), включающий прокалку электрокорундового стержня, формирующего профиль лопаток, установку его в форму и заливку последней металлом.
Недостатками данного способа можно считать:
1. Высокая трудоемкость изготовления стержней из-за наличия дополнительной операции и увеличения очистных операций в связи с плохой выбиваемостью стержней.
2. Возможное образование дефектов в виде трещин из-за плохой податливости электрокорундового стержня.
Аналог 2
Также известен способ получения крупногабаритных отливок по выплавляемым моделям, (способ-аналог, патент РФ №2231414, В22С 9/04, опубл. 27.06.2004), включающий изготовление элементов модельного блока путем запрессовки модельной массы в пресс-формы с установленными в них растворимыми солевыми стержнями для выполнения внутренних полостей отливки, удаление стержней в воде, сборку модельного блока на металлическом каркасе из модельных элементов, изготовление керамической оболочки, удаление из нее модельного состава, заформовывание керамической оболочки наполнителем, прокаливание керамической оболочки, заливку ее металлом.
Недостатками данного способа можно считать:
1. Длительность изготовления литейной формы (керамической оболочки).
2. Высокая трудоемкость из-за большого количества операций.
3. Возможность образования дефектов в виде газовых, усадочных раковин, горячих трещин, засоров и других дефектов, характерных для данной технологии.
4. Низкая плотность металла отливки из-за наличия вышеуказанных дефектов.
5. Высокая себестоимость, т.к. модель одноразовая.
6. Использование дополнительной специальной оснастки и материалов.
7. Отсутствие 100%-го контроля толщины наносимого на модель покрытия для отливок сложной конфигурации и больших габаритов и, как следствие, коробление либо разрушение оболочки.
Аналог 3
Известен способ изготовления отливок рабочих колес методом центробежной заливки в керамические формы (способ-аналог, "Центробежное литье" издание 2-е переработанное и дополненное под ред. С.Б. Юдина, М.М. Левина, С.Е. Розенфельд, М: Машиностроение, 1972 г стр. 259). Способ включает в себя изготовление восковых моделей частей колеса и их сборку при помощи пайки (диск, лопатки, прибыли), покрытие собранной модели несколькими слоями огнеупорного материала, выплавки модельного состава из оболочки в воде, подкисленной соляной кислотой при температуре от 85°С до 95°С, сушке полученной оболочки при температуре от 150°С до 200°С, формовке оболочки в кварцевый песок с добавлением 1,5% буры, нагреве до температуры 900°С, выдержке при данной температуре и дальнейшей заливке ее в центробежной машине.
Недостатками данного способа можно считать:
1. Высокая трудоемкость изготовления литейной формы, которая обусловлена трудоемким и длительным процессом изготовления керамической оболочки.
2. Возможное образование деформации оболочки на этапах ее изготовления и заливки.
3. Увеличенная себестоимость, т.к. модель одноразовая.
4. Из-за специфики конфигурации рабочего колеса, возможны утонения оболочки в труднодоступных местах в результате некачественного нанесения огнеупорных материалов, и, как следствие, дефекты в отливке.
Прототип
Известен способ изготовления отливок рабочих колес методом центробежной заливки в металлические формы (способ-аналог, "Центробежное литье" издание 2-е переработанное и дополненное под ред. С.Б. Юдина, М.М. Левина, С.Е. Розенфельд, М: Машиностроение, 1972 г стр. 262). Способ включает заливку порции жидкого металла во вращающуюся металлическую изложницу и его кристаллизацию под действием центробежных сил. Перед заливкой на внутреннюю поверхность изложницы и стержень, принимающие жидкий металл, предварительно наносится слой антипригарного покрытия (краски).
Недостатками данного способа можно считать:
1. Присутствие на отливках рабочих колес литейных дефектов в виде трещин;
2. Металлическая форма имеет тенденцию со временем изнашиваться в местах стыков форм, трескаться, что влияет на образование таких дефектов в отливках, как искажение конфигурации, разностенность, трещины, качество поверхности отливок ухудшается.
3. Ремонт металлической оснастки является трудоемким.
4. Увеличенная себестоимость отливок;
5. Необходимость изготовления металлической формы для каждого типоразмера отливки колеса рабочего.
Технической задачей, решаемой предлагаемым способом изготовления стальной отливки рабочего колеса центробежного насоса является устранение указанных выше недостатков, и особенно отсутствие литейных и поверхностных дефектов отливок рабочих колес, снижение трудоемкости изготовления литейной формы и отливки рабочего колеса.
Эти технические задачи достигаются за счет того, что предлагаемый способ изготовления стальной отливки рабочего колеса центробежного насоса включает заливку порции жидкого металла во вращающуюся литейную форму и его кристаллизацию под действием центробежных сил, причем перед заливкой металла на внутреннюю поверхность литейной формы и на стержень, принимающих жидкий металл, наносят слой антипригарного покрытия в виде краски, при этом в качестве материала литейной формы используют смесь синтетической смолы, отвердителя и песка, взятых при следующем соотношении: смола от 1,4 до 1,5 % от веса песка и отвердитель от 20 до 25 % от веса смолы, и формируют холоднотвердеющую смесь.
Также в предложенном способе в качестве модели для изготовления литейной формы используют деревянную модельную оснастку.
Кроме того, жидкий металл заливают с использованием литниковой системы, при этом в качестве материала модели литниковой системы используют пенополистирол, а литниковую систему выполняют так, что питатели литниковой системы расположены равномерно по всему диаметру входного отверстия покрывного диска колеса, что позволяет равномерно распределить потоки жидкого металла в форму и предотвратить возможное коробление отливки.
Предлагаемый способ поясняется чертежами.
На фиг. 1 представлена отливка рабочего колеса, размещенная в литейной форме.
Фиг. 2 изображает подмодельную плиту с установленной на ней моделью низа и опокой низа, заполненной холоднотвердеющей смесью.
На фиг. 3 отражена деревянная модель верха с установленной на ней литниковой системой, выполненной из пенополистирола.
Фиг. 4 представляет соединенные между собой нижнюю и верхнюю полуформы.
На чертеже представлена отливка рабочего колеса 1, размещенная в литейной форме, состоящей из формы низа 2 и формы верха 3, изготовленных из ХТС, в которую установлен стержень 4, изготовленный также на составе из ХТС и литниковая система 5 через которую происходит заливка жидкого металла.
Осуществление предлагаемого способа:
1. На ровную поверхность плаца 11 устанавливают подмодельную плиту 6 на которую крепят деревянную модель низа отливки рабочего колеса 7.
2. На подмодельную плиту устанавливают опоку низа 8. Затем опоку заполняют холоднотвердеющей смесью 9, выполняют наколы 10 и отверждение формы.
3. После этого опоку низа переворачивают на 180° и на модель низа устанавливают деревянную модель верха отливки рабочего колеса 12 и элементы литниковой системы 13, выполненные из пенополистирола.
4. Устанавливают опоку верха 14 и заполняют ее холоднотвердеющей смесью 15, выполняют наколы 16 и отверждение формы.
5. Полуформы разбирают, деревянные модели вынимают, а полистирольный элемент выжигают.
6. Полученные полости окрашивают противопригарной краской.
7. Стержень выполняют по деревянному стержневому ящику, из холоднотвердеющей смеси, и также открашивают противопригарной краской.
8. Стержень устанавливают в полуформу низа.
9. Нижнюю полуформу накрывают верхней полуформой по замкам.
10. Собранную форму 17 устанавливают в центробежную литейную машину, устанавливают скорость вращения машины и заливают жидким металлом.
Сущность предлагаемого способа заключается в следующем.
В качестве модели для изготовления формы используют деревянную модельную оснастку, которую заформовывают в холоднотвердеющую смесь совместно с литниковой системой, изготовленной из пенополистирола. Питатели литниковой системы располагают равномерно по всему диаметру входного отверстия покрывного диска колеса, что позволяет равномерно распределить потоки жидкого металла в форму и предотвратить возможное коробление отливки. Внутреннюю полость колеса (лопасти) выполняет стержень, изготовленный из холоднотвердеющей смеси. Форму в сборе устанавливают на стол центробежной машины и производят заливку формы жидким металлом при температуре от 1580°С до 1600°С и вращении формы 90 плюс/минус 5 об/мин.
Согласно предлагаемому способу улучшаются следующие параметры:
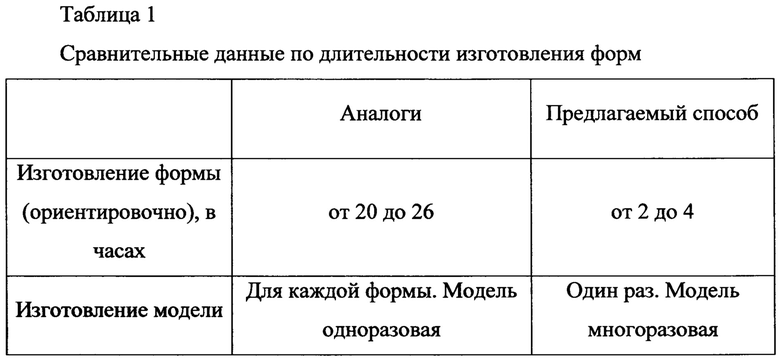
1. Снижение трудоемкости и длительности изготовления литейной формы, по сравнению с аналогами 1, 2, за счет использования многоразовой модели (таблица 1), а также за счет использования пенополистирольной модели литниковой системы.
2. Исключение образования деформации отливки за счет использования холоднотвердеющей смеси и конструкции литниковой системы.
3. Снижение себестоимости отливки, т.к. для изготовления оснастки используются легкодоступные дешевые материалы из которых изготавливаются многоразовые модели.
4. Снижение возможности образования дефектов в виде газовых, усадочных раковин, горячих трещин, просечек, вздутия.
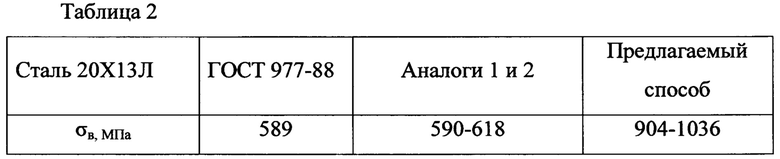
5. Плотность отливки увеличивается на 35-38% по сравнению со способом, указанным в аналогах 1, 2. Сравнительные характеристики механических свойств образцов представлены в таблице 2
Увеличение показателей прочности и плотности отливок рабочих колес методом центробежного литья в формы ХТС увеличивает их эксплуатационные свойства на 10-15% по сравнению с отливками, изготовленными традиционным способом по выплавляемым моделям.
Прочность холоднотвердеющей смеси составляет не менее 1 МПа, что позволяет исключить деформацию формообразующих поверхностей, а сочетание высокой термостойкости и определенной податливости форм и стержней из данной смеси при высокотемпературном прогреве, существенно снижает вероятность образования дефектов типа просечек и горячих трещин. Отсутствие азота в смеси позволяет исключить такие дефекты в отливках, как газовые раковины. Используемая в данном техническом решении холоднотвердеющая смесь универсальна, и может использоваться как при производстве стальных, так и чугунных отливок. Точность отливки, изготовленной методом центробежного литья с применением холоднотвердеющей смеси, не уступает точности отливок изготовленных в металлические или керамические формы и составляет порядка 7-8 класса согласно ГОСТ Р 53464-2009.
Литниковый элемент является одноразовым и изготавливается из пенополистирола с плотностью 15-25 кг/м3, в течение 30-40 мин. Скорость и температура выжигания пенополистирольного элемента зависит от площади, массы самого элемента, мощности источника тепловой энергии, теплофизических характеристик самого материала. Ориентировочная температура деструкции пенополистирола предложенного технического решения составляет 400-500°С. При выжигании, для получения ровной и чистой поверхности, а также во избежание наличия остатков термодеструкции в полости формы, пенополистирольный элемент обклеивают строительным скотчем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С ЗАДАННЫМИ СВОЙСТВАМИ ТРЕБУЕМЫХ УЧАСТКОВ ПОВЕРХНОСТИ НА ЗАДАННУЮ ГЛУБИНУ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ, В ЧАСТНОСТИ, БУРОВОГО И РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2455103C2 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |

Изобретение относится к области металлургии, а именно к литейному производству, в частности к технологии изготовления стальных отливок рабочих колес центробежных насосов методом центробежного литья. Способ включает заливку порции жидкого металла во вращающуюся литейную форму и его кристаллизацию под действием центробежных сил, причем перед заливкой металла на внутреннюю поверхность литейной формы и на стержень, принимающих жидкий металл, наносят слой антипригарного покрытия в виде краски, при этом в качестве материала литейной формы используют смесь синтетической смолы, отвердителя и песка, взятых при следующем соотношении: смола от 1,4 до 1,5 % от веса песка и отвердитель от 20 до 25 % от веса смолы, и формируют холоднотвердеющую смесь для изготовления литейной формы. Технический результат: отсутствие литейных и поверхностных дефектов отливки рабочего колеса, повышение ее прочности и плотности, увеличение эксплуатационных свойств отливок на 10-15 %, снижение трудоемкости изготовления литейной формы и отливки рабочего колеса. 3 з.п. ф-лы, 2 табл., 4 ил.
1. Способ изготовления стальной отливки рабочего колеса центробежного насоса, включающий заливку порции жидкого металла во вращающуюся литейную форму и его кристаллизацию под действием центробежных сил, причем перед заливкой металла на внутреннюю поверхность литейной формы и на стержень, принимающие жидкий металл, наносят слой антипригарного покрытия в виде краски, отличающийся тем, что в качестве материала литейной формы используют смесь синтетической смолы, отвердителя и песка, взятых при следующем соотношении: смола от 1,4 до 1,5 % от веса песка и отвердитель от 20 до 25 % от веса смолы, и формируют холоднотвердеющую смесь.
2. Способ по п. 1, отличающийся тем, что в качестве модели для изготовления литейной формы используют деревянную модельную оснастку.
3. Способ по п. 1, отличающийся тем, что жидкий металл заливают с использованием литниковой системы, при этом в качестве материала модели литниковой системы используют пенополистирол.
4. Способ по п. 3, отличающийся тем, что литниковую систему выполняют так, что питатели литниковой системы расположены равномерно по всему диаметру входного отверстия покрывного диска колеса, что позволяет равномерно распределить потоки жидкого металла в форму и предотвратить возможное коробление отливки.
| Юдин С.Б | |||
| и др | |||
| Центробежное литье | |||
| М., Машиностроение, 1972, с | |||
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ изготовления рабочего колеса центробежного насоса | 1980 |
|
SU1048178A1 |
| US 6638390 B1, 28.10.2003. | |||

