Область техники, к которой относится изобретение
Изобретение относится к области литейного производства и может быть использовано для изготовления мелких и средних отливок технического и художественного назначения, сложной конфигурации из черных и цветных сплавов.
Уровень техники
Известны способы формовки по разовым моделям в многослойные оболочковые формы (см. Авт. свидетельства №136014, 154371, 113575).
Неразъемная многослойная оболочковая форма изготавливается по неразъемным разовым моделям. Формирование одного слоя оболочки осуществляется погружением модели (модельного блока) в суспензию маршаллита в гидролизованном этилсиликате с последующей обсыпкой кварцевым песком и сушкой. Удаление моделей осуществляется выплавлением, выжиганием или растворением. При использовании воскообразных моделей остатки воскообразного модельного состава, впитавшегося в форму, выжигают при прокалке форм перед заливкой.
Недостатками способа являются:
- длительность процесса формирования оболочки (каждый слой формируется в течение 2-3 часов);
- седиментационная неустойчивость суспезии маршаллита в гидролизованном этилсиликате, требующая постоянного перемешивания суспензии;
Однако в случае использования разовых воскообразных моделей для изготовления объемных форм пригодны только сыпучие жидкостекольные смеси, уплотняемые вибрацией.
При использовании пластичных песчано-глинистых смесей невозможно получить достаточную плотность формы без повреждения модели из воскообразных модельных составов.
Смеси на основе синтетических смол при выжигании впитавшегося в форму воскообразного модельного состава перед заливкой металлом разрушаются.
В настоящее время для изготовления объемных форм широко используются жидкостекольные смеси с пониженным содержанием жидкого стекла до 3.5%, отверждаемые жидкими катализаторами. Эти смеси (см. Авт. свидетельство №2033882) обладают значительно лучшей выбиваемостью, чем смеси с содержанием жидкого стекла порядка 6-7%, но пониженной выбиваемостью в сравнении со смесями на синтетических смолах. К недостаткам жидкостекольных смесей с 3.5% жидкого стекла можно отнести:
- значительная потеря прочности и увеличение осыпаемости смеси при нагреве до 200°С (Формовочные материалы и технология литейной формы: Справочник / С.С. Жуковский, Г.А. Анисович, Н.И. Давыдов и др. Под общ. Ред. С.С. Жуковского. - М.: Машиностроение, 1993, - 432 с., ил. - (Технология литейного производства));
- затрудненная регенерация, количество регенерата, используемого в приготовлении новой смеси, не должно превышать 50-70% (тот же источник).
Из литературных данных известно, что высокая термостойкость смесей с синтетическими смоляными связующими при заливке металлом объясняется тем, что под воздействием высокой температуры углеводороды смолы распадаются с образованием полимерных коксов. Эти коксы при условии неокислительной атмосферы обеспечивают высокую термостойкость смеси и могут существовать вплоть до температуры 3000°С (Жуковский С.С., Лясс A.M. Формы и стержни из холоднотвердеющих смесей. М.: Машиностроение, 1978. 224 с.).
В качестве ближайшего аналога выбран способ изготовления литейных форм из жидкостекольной смеси по разовым моделям (Литье по газифицируемым моделям. Под редакцией Ю.А. Степанова. М.: Машиностроение. 1976 (Инженерные монографии по литейному производству) 224 с.).
Раскрытие изобретения
Задача настоящего изобретения заключается в разработке технологического процесса изготовления объемных опочных форм из сыпучих жидкостекольных смесей по воскообразным моделям, обеспечивающего хорошую выбиваемость отливок из объемных опочных форм и регенерируемость песчаной основы смеси.
Сущность изобретения заключается в том, что технологический процесс состоит из изготовления объемных опочных форм из сыпучих жидкостекольных смесей по выплавляемым воскообразным моделям и отличается тем, что:
- используется смесь с пониженным содержанием жидкого стекла до 2-2,5%;
- остатки воскообразного модельного состава, впитавшегося в форму, при удалении моделей не выжигают, а карбонизируют в условиях неокислительной атмосферы.
Отличие данного технического решения от известного состоит в том, что:
- при удалении выплавлением модельного состава в поверхностном слое рабочей полости литейной формы образуют полимерные коксы, проникающие и поры поверхностного слоя литейной формы и увеличивающие ее прочность путем уменьшения осыпаемости этого слоя, а при взаимодействии этого слоя с заливаемым в литейную форму металлом обеспечивают снижение образования пригара путем образования защитного газа - монооксида углерода;
- жидкостекольная смесь содержит, мас.%:
жидкое стекло (с модулем - 2,5, плотностью - 1,44 г/см3) - 2…2,5;
жидкий отвердитель (марки - «Катасил 1М») - 0,2…0,25;
огнеупорный наполнитель (кварцевый песок марки 2К2О1О2) - основа;
- после выплавления модели при 180°С удаление остатков воскообразного модельного состава производят при температуре 400-500°С в неокислительной атмосфере печи сопротивления.
Достигаемый технический результат заключается в том, что увеличивается прочность поверхностного слоя литейной формы при существенном снижении затрат на выбивку и регенерацию формовочной смеси, а также снижение образования пригара на отливках.
Изобретение поясняется чертежами, где на:
Фиг.1 - уплотнение верхней части формы;
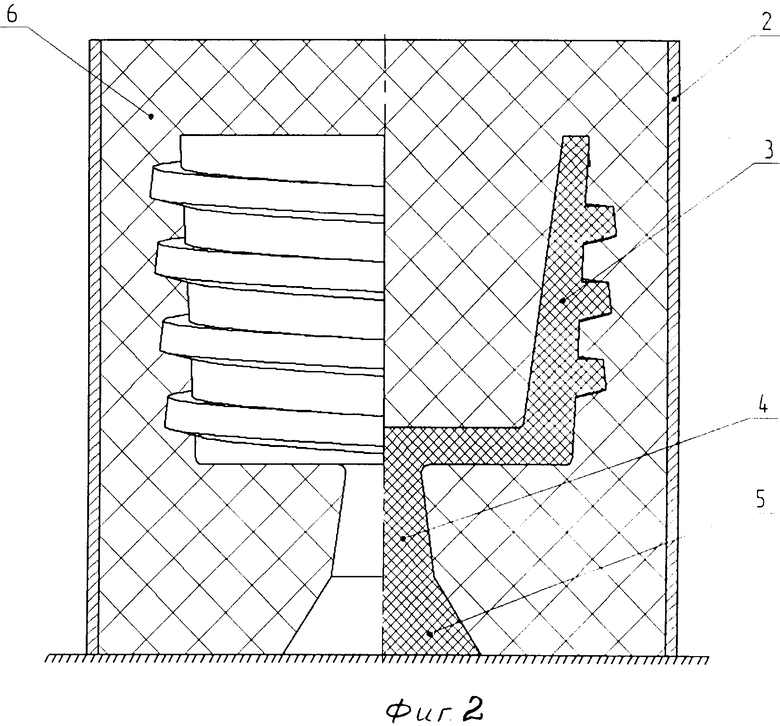
Фиг.2 - уплотнение нижней части формы и выступающей части формы («болвана»);
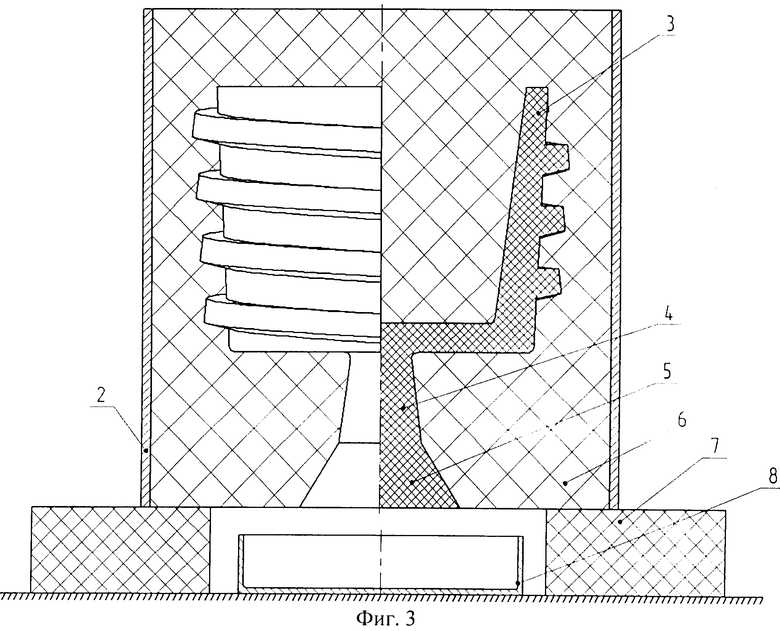
Фиг.3 - положение формы в печи при вытопке и прокалке.
На фасонный подопочный щиток 1 (см. фиг.1) устанавливают опоку 2 и воскообразную модель отливки 3, изготовленную заодно с моделью стояка 4 и моделью воронки 5. После этого производят уплотнение смеси 6.
После уплотнения смеси (см. фиг.2) в верхней части формы ее вместе с фасонным подопочным щитком 1 переворачивают, удаляют фасонный подопочный щиток 1 и уплотняют смесь 6 в нижней части формы в опоке 2 по моделям 3, 4, 5.
После отверждения смеси готовую форму, состоящую из опоки 2 (см. фиг.3), смеси 6 и с находящимися внутри моделями 3, 4, 5 помещают в печь сопротивления для выплавления модельного состава и прокалки. Форма устанавливается на опоры 7 над поддоном для выплавленного модельного состава 8. Выплавление модельного состава проводят горячим воздухом в печи сопротивления при 180°С. Модельный состав, расплавляясь, стекает в поддон 7, частично впитываясь в поры литейной формы. Перед прокалкой поддон с выплавленным модельным составом 8 удаляют из печи. Прокалку формы проводят при температуре 400-500°С в неокислительной атмосфере печи сопротивления.
Примеры использования изобретения
Экспериментально установлено, что коксы, образующиеся при выжигании остатков модельного состава в форме, компенсируют увеличение осыпаемости жидкостекольной смеси при нагреве (табл.1, табл.2).
В таблице 1 представлены значения осыпаемости, полученные на стандартных образцах диаметром 50 мм и высотой 50 мм, имитирующих стержни. В таблице 2 представлены значения осыпаемости, полученные на кольцевых образцах наружным диаметром 100 мм, внутренним диаметром 50 мм и высотой 50 мм, имитирующих формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавления моделей из оболочковых литейных форм | 1981 |
|
SU984631A1 |
| СПОСОБ ХИМИЧЕСКОГО ЗАКРЕПЛЕНИЯ СЛОЕВ ЖИДКОСТЕКОЛЬНОГО ПОКРЫТИЯ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412778C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХФОРМ | 1976 |
|
SU825268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2082539C1 |
| Раствор для упрочнения оболочковых керамических литейных форм | 1976 |
|
SU599910A1 |
| Способ выплавления модельной композиции из многослойной оболочковой формы | 1983 |
|
SU1155347A1 |
| Суспензия для изготовления промежуточных и наружных слоев литейных многослойных керамических форм, получаемых по выплавляемым моделям | 1980 |
|
SU876249A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
Изобретение относится к области литейного производства. Способ включает формовку жидкостекольной смеси и удаление модельного состава. Жидкостекольная смесь содержит огнеупорный наполнитель, жидкое стекло и жидкий отвердитель. Выплавление модели осуществляют при 180°С, а удаление остатков воскообразного модельного состава производят при температуре 400-500°С в неокисленной атмосфере печи сопротивления. Обеспечивается образование в поверхностном слое рабочей полости литейной формы полимерных коксов, проникающих в поры поверхностного слоя литейной формы и увеличивающих ее прочность путем уменьшения осыпаемости этого слоя и обеспечивающих снижение образования пригара путем образования защитного газа - монооксида углерода. 1 з.п. ф-лы, 3 ил., 2 табл.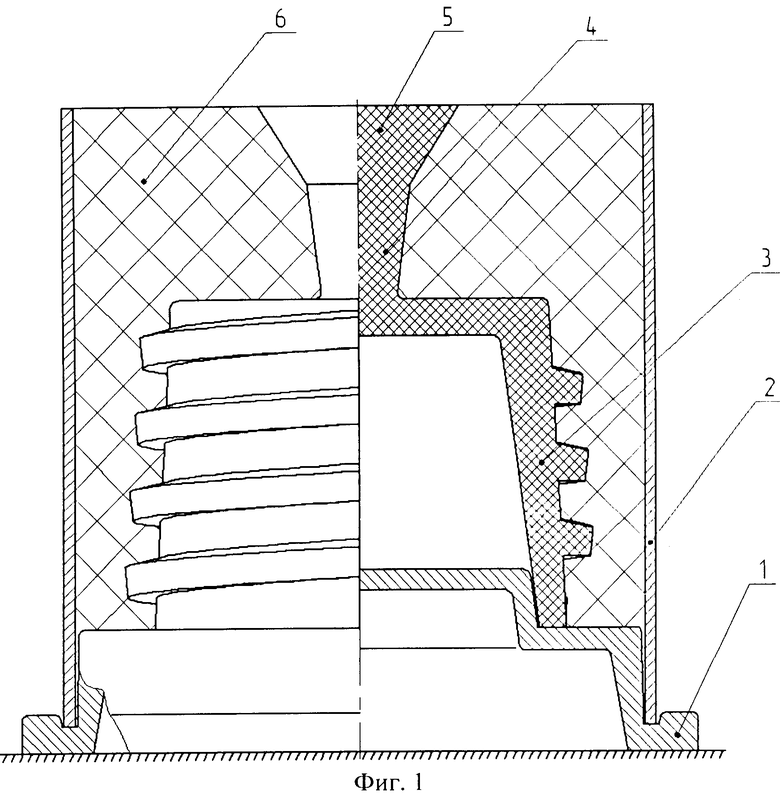
1. Способ изготовления объемных литейных форм из сыпучих жидкостекольных смесей по разовым выплавляемым моделям, включающий формовку жидкостекольной смеси, содержащую огнеупорный наполнитель, жидкое стекло и жидкий отвердитель, удаление модельного состава выплавлением при нагреве, отличающийся тем, что выплавление модели осуществляют при 180°С, удаление остатков воскообразного модельного состава производят при температуре 400-500°С в неокисленной атмосфере печи сопротивления, при этом в поверхностном слое рабочей полости литейной формы обеспечивают образование полимерных коксов, проникающих в поры поверхностного слоя литейной формы для увеличения ее прочности за счет уменьшения осыпаемости слоя, и обеспечивают образование защитного газа - монооксида углерода для снижения пригара.
2. Способ по п.1, отличающийся тем, что используют жидкостекольную смесь, содержащую, в мас.%:
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОСТЕКОЛЬНОЙ ХОЛОДНОТВЕРДЕЮЩЕЙ СМЕСИ | 1991 |
|
RU2033882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2375144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412019C1 |
| GB 1403781 A, 28.08.1975 | |||

