Область техники
[001] Настоящее изобретение относится к технологии производства стекла, а именно к способу управления исполнительным механизмом, применяемому в технологическом процессе закалки листового стекла.
Предпосылки изобретения
[002] В технологическом процессе закалки листового стекла листовое стекло сначала нагревают до температуры размягчения (например, от 600 °C до 700 °C), после чего посредством ускоренного охлаждения выполняют его закалку. При этом нагрев листового стекла представляет собой важный управляемый технологический процесс. В аналогах, известных из предшествующего уровня техники, процесс нагрева листового стекла в большинстве случаев контролируют на основании времени нагрева, а именно время нагрева листового стекла рассчитывают на основании произведения толщины листового стекла на коэффициент времени, при этом по истечении заданного времени нагрева осуществляют извлечение листового стекла из печи. Такой способ управления процессом нагрева листового стекла, основанный на эмпирических данных, имеет следующие технические недостатки: 1) сложность точного управления температурой нагрева листового стекла, а это часто приводит к недостаточному нагреву или перегреву листового стекла, что непосредственно отрицательно влияет на качество закалки листового стекла, например становится причиной того, что напряжение закалки не соответствует норме и плоскостность листового стекла не отвечает установленным требованиям; 2) чрезмерно длительное время нагрева приводит к потреблению излишнего объема энергоресурсов и повышению себестоимости производства; 3) чрезмерная зависимость от опыта и мастерства операторов, что не только приводит к увеличению стоимости рабочей силы, но и неблагоприятно сказывается на увеличении коэффициента соответствия продукции установленным требованиям и долгосрочной стабильности качества изделий.
[003] В технологическом процессе закалки листового стекла, после того как листовое стекло в нагревательной печи нагреется до температуры размягчения (например, от 600 °C до 700 °C), необходимо обеспечить его быстрое извлечение из печи для начала фазы закалки, при этом закалка выполняется путем ускоренного охлаждения листового стекла обдувкой с применением вентилятора. При этом для осуществления ускоренного охлаждения листового стекла необходимо, чтобы перед извлечением листового стекла из печи вентилятор ускорился до определенной скорости вращения и обеспечил достаточное давление воздушного потока. Из предшествующего уровня техники известно, что обычно применяется следующий способ: на основании оставшегося времени нагрева в процессе нагрева листового стекла запуск вентилятора в работу или перевод вентилятора из холостого режима в рабочий осуществляют раньше на определенное время, при этом такой способ управления имеет следующие недостатки: во-первых, время нагрева листового стекла рассчитывается на основании произведения толщины листового стекла на коэффициент времени, при этом такое значение времени нагрева, полученное на основании эмпирических вычислений, является очень неточным, что легко приводит к слишком раннему или слишком позднему запуску вентилятора; слишком ранний запуск приводит к излишнему расходованию большого объема энергоресурсов и повышению себестоимости производства, тогда как в случае слишком позднего запуска вентилятора давление воздушного потока не достигает требуемого значения, что приводит к недостаточному напряжению закалки в готовом листовом стекле, и изделие сразу оказывается непригодным. Во-вторых, процесс управления чрезмерно зависит от опыта и мастерства операторов, что не только приводит к увеличению стоимости рабочей силы, но и неблагоприятно сказывается на увеличении коэффициента соответствия продукции установленным требованиям и долгосрочной стабильности качества продукции.
Сущность изобретения
[004] Задачами настоящего изобретения являются решение проблем, связанных с тем, что в аналогах, известных из предшествующего уровня техники, выполнение каждой операции в технологическом процессе закалки на основе расчета времени и непосредственное измерение температуры внутри нагревательной печи легко приводят к возникновению ошибок, и предоставление способа управления исполнительным механизмом, применяемого в технологическом процессе закалки листового стекла.
[005] Для решения вышеуказанных технических задач согласно настоящему изобретению предложено следующее техническое решение:
Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, в котором: после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине, то модуль управления отправляет исполнительному механизму команду, чем приводит исполнительный механизм в действие для выполнения соответствующего технологического процесса закалки.
[006] В качестве указанного модуля управления может использоваться ПЛК (программируемый логический контроллер) или ПК (персональный компьютер).
[007] Указанный исполнительный механизм представляет собой приводной механизм, выполненный с возможностью управления операцией извлечения листового стекла из печи; после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной Q1; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине Q1, то модуль управления отправляет приводному механизму команду с немедленным извлечением листового стекла из нагревательной печи или извлечением листового стекла из нагревательной печи через некоторое время.
[008] Указанная пороговая величина Q1=K1•q0, q0=cmΔt, где c – удельная теплоемкость листового стекла; m – общая масса подлежащего нагреву листового стекла; Δt – разница температур в момент подачи листового стекла в печь и в момент извлечения листового стекла из печи; K1 – поправочный коэффициент, диапазон значений которого составляет 1<K1≤1,3.
[009] Указанный исполнительный механизм представляет собой механизм управления, управляющий работой вентилятора охлаждения; после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной Q2; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине Q2, то модуль управления отправляет команду механизму управления вентилятором охлаждения с запуском вентилятора охлаждения в работу или его переводом из холостого режима в рабочий посредством механизма управления вентилятором охлаждения.
[0010] Указанная пороговая величина Q2=Q1•K2, Q1=K1•q0, q0=cmΔt, где c – удельная теплоемкость листового стекла; m – общая масса подлежащего нагреву листового стекла; Δt – разница температур в момент подачи листового стекла в печь и в момент извлечения листового стекла из печи; K1 – поправочный коэффициент, диапазон значений которого составляет 1<K≤1,3; K2 – поправочный коэффициент заблаговременного запуска вентилятора охлаждения, диапазон значений которого составляет 0,5≤K2≤1.
[0011] Указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой счетчик расхода электроэнергии, модуль учета расхода электроэнергии или датчик расхода электроэнергии.
[0012] Указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой прибор для измерения мощности, модуль измерения мощности или датчик мощности; посредством модуля контроля в режиме реального времени осуществляют контроль мгновенной мощности нагревательных элементов; количество электроэнергии, потребляемое нагревательными элементами, вычисляют интегрированием мгновенной мощности по времени.
[0013] Указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой комбинацию из вольтметра и амперметра, или комбинацию из модуля измерения напряжения и модуля измерения тока, или комбинацию из датчика напряжения и датчика тока; посредством модуля контроля в режиме реального времени осуществляют контроль мгновенного напряжения и мгновенного тока нагревательных элементов; количество электроэнергии, потребляемое нагревательными элементами, вычисляют интегрированием произведения мгновенного напряжения на мгновенный ток по времени.
[0014] Указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой ПЛК; посредством ПЛК в режиме реального времени осуществляют контроль числа мгновенных срабатываний нагревательных элементов; на основании номинальной мощности одного нагревательного элемента получают мгновенную мощность всех нагревательных элементов нагревательной печи; количество электроэнергии, потребляемое нагревательными элементами, вычисляют интегрированием мгновенной мощности по времени.
[0015] Указанная энергия представляет собой химическую энергию газа, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой газовый счетчик.
[0016] Указанную пороговую величину вводят в указанный модуль управления вручную с помощью интерфейса «человек-машина» или модуль управления рассчитывает ее автоматически.
[0017] Настоящее изобретение характеризуется следующими положительными результатами:
I. Недостатки применяемых в данной области техники традиционных способов управления, которые основаны на параметрах времени, преодолеваются тем, что после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, что обеспечивает следующие преимущества: 1) обеспечивается возможность более научного и более точного управления процессом нагрева листового стекла и, как следствие, точного определения момента извлечения листового стекла из печи, поэтому предотвращаются случаи недостаточного нагрева или перегрева листового стекла, и повышается качество готового закаленного стекла; 2) обеспечивается возможность более научного и более точного управления запуском вентилятора охлаждения или моментом его перевода из холостого режима в рабочий, что предотвращает несоответствие напряжения закалки стекла установленным требованиям вследствие недостаточного давления воздушного потока после перехода в фазу закалки листового стекла, а также предотвращает излишний расход энергоресурсов вследствие преждевременного запуска вентилятора или его преждевременного перевода из холостого режима в рабочий.
[0018] II. Процесс управления технологическим процессом закалки листового стекла больше не зависит от опыта и мастерства операторов, что позволяет не только снизить стоимость рабочей силы, но и повысить уровень интеллектуализации оборудования, делает работу более простой и удобной, а также способствует повышению стабильности технологии производства и качества продукции.
Описание прилагаемых графических материалов
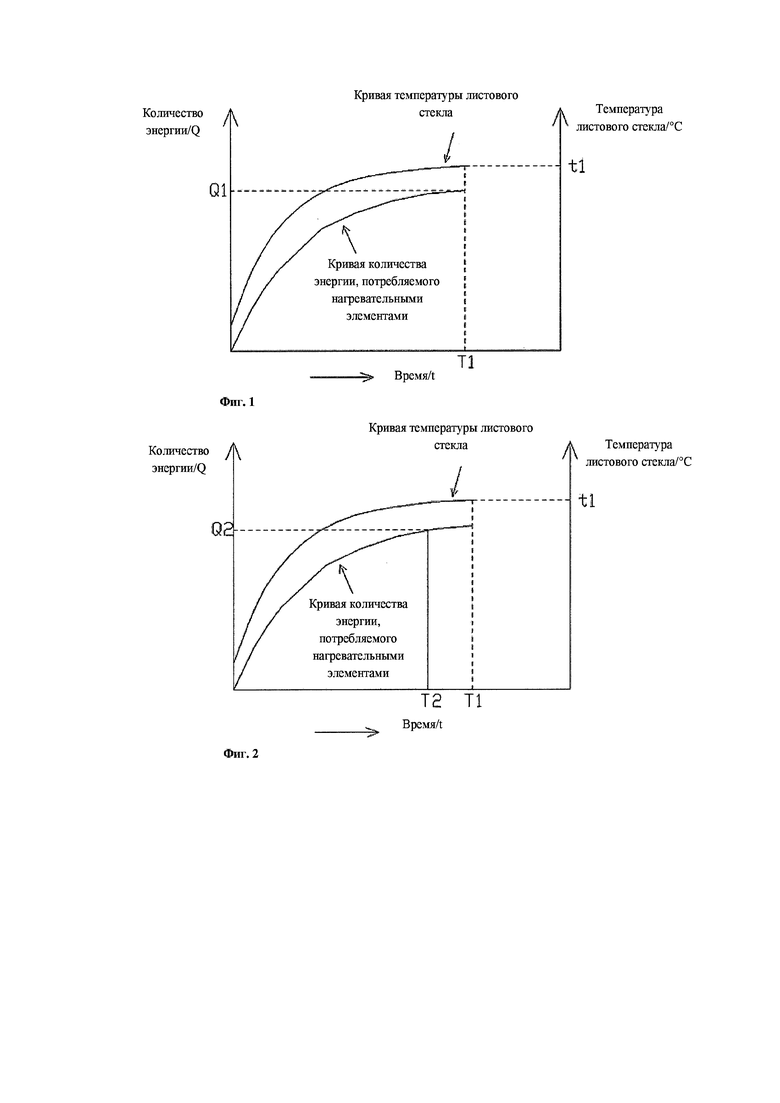
[0019] На фиг. 1 представлен график изменения количества энергии, потребляемого нагревательными элементами, в случае управления операцией извлечения листового стекла из печи согласно варианту осуществления 1 настоящего изобретения.
[0020] На фиг. 2 представлен график изменения количества энергии, потребляемого нагревательными элементами, в случае управления работой вентилятора охлаждения согласно варианту осуществления 2 настоящего изобретения.
Конкретные варианты осуществления
[0021] Ниже со ссылками на прилагаемые графические материалы подробно описаны варианты осуществления настоящего изобретения, при этом конкретные варианты осуществления следующие:
Вариант осуществления 1
Как показано на фиг. 1, указанный исполнительный механизм представляет собой приводной механизм, выполненный с возможностью управления операцией извлечения листового стекла из печи, при этом процесс управления в способе управления нагревом согласно настоящему изобретению следующий:
Сначала получают общую массу подлежащего нагреву листового стекла; по формуле q0=cmΔt рассчитывают количество энергии q0, необходимое для нагрева листового стекла от температуры в момент подачи в печь до температуры извлечения из печи, при этом c – удельная теплоемкость листового стекла, m – общая масса подлежащего нагреву листового стекла, Δt – разница температур в момент подачи листового стекла в печь и в момент извлечения листового стекла из печи. Под температурой извлечения из печи подразумевается заданная температура, удовлетворяющая условиям извлечения листового стекла из печи после его нагрева до размягченного состояния внутри нагревательной печи в ходе технологического процесса закалки листового стекла. Обычно диапазон значений температуры извлечения из печи составляет от 650 °C до 700 °C, при этом температуру извлечения из печи можно устанавливать в зависимости от сорта подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщины. Что касается получения общей массы листового стекла, то ее можно непосредственно измерить существующими приборами для измерения веса либо также можно рассчитать на основании значений ширины, толщины и плотности подлежащего нагреву листового стекла.
[0022] Затем по формуле Q1=K1•q0 рассчитывают пороговую величину Q1, удовлетворяющую условиям извлечения листового стекла из печи. При этом K1 представляет собой поправочный коэффициент, диапазон значений которого составляет 1<K1≤1,3. Здесь необходимо отметить, что значение коэффициента K1 связано с такими факторами влияния, как теплоизоляционная способность нагревательной печи, температура окружающей среды, коэффициент использования электроэнергии или газа и т. п. В процессе реального производства специально для определенной модели нагревательной печи можно создать базу данных значений K1, связанных с указанными факторами влияния, чтобы тем самым обеспечивалась возможность их автоматического получения из базы данных. Используемый в этом варианте осуществления коэффициент K1 равен 1,2, и после расчета пороговой величины Q1 оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину Q1 в модуль управления. Разумеется, модуль управления может автоматически получать данные об общей массе листового стекла, запрашивать и получать из базы данных значений коэффициент K1 и автоматически рассчитывать пороговую величину Q1.
[0023] После того как листовое стекло с низкой температурой подается в нагревательную печь, оно начинает поглощать тепло, что приводит к быстрому возрастанию количества энергии, потребляемого нагревательными элементами; в это время модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и сопоставляет потребляемое количество энергии с заданной пороговой величиной Q1; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине Q1, то модуль управления отправляет приводному механизму команду с немедленным извлечением листового стекла из нагревательной печи или извлечением листового стекла из нагревательной печи через некоторое время.
[0024] Если в этом варианте осуществления используется электрическая нагревательная печь, то указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой счетчик расхода электроэнергии, модуль учета расхода электроэнергии или датчик расхода электроэнергии и выполнен с возможностью непосредственного считывания количества электроэнергии, потребляемого нагревательными элементами. Разумеется, модуль контроля в этом варианте осуществления может представлять собой прибор для измерения мощности, модуль измерения мощности или датчик мощности. Посредством модуля контроля в режиме реального времени осуществляется контроль мгновенной мощности нагревательных элементов. Количество электроэнергии, потребляемое нагревательными элементами, вычисляется интегрированием мгновенной мощности по времени. Кроме того, модуль контроля в этом варианте осуществления также может представлять собой комбинацию из вольтметра и амперметра, или комбинацию из модуля измерения напряжения и модуля измерения тока, или комбинацию из датчика напряжения и датчика тока. Посредством модуля контроля в режиме реального времени осуществляется контроль мгновенного напряжения и мгновенного тока нагревательных элементов. Количество электроэнергии, потребляемое нагревательными элементами, вычисляется интегрированием произведения мгновенного напряжения на мгновенный ток по времени.
[0025] Если в этом варианте осуществления используется газовая нагревательная печь, то указанная энергия представляет собой химическую энергию газа, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой газовый счетчик; количество энергии, потребляемое нагревательными элементами, считается произведением теплотворной способности газа на потребляемый объем газа.
[0026] Вариант осуществления 2
Как показано на фиг. 2, указанный исполнительный механизм представляет собой механизм управления вентилятором охлаждения, при этом процесс управления в способе управления согласно настоящему изобретению следующий:
Сначала получают общую массу подлежащего нагреву листового стекла; по формуле q0=cmΔt рассчитывают количество энергии q0, необходимое для нагрева листового стекла от температуры в момент подачи в печь до температуры извлечения из печи, при этом c – удельная теплоемкость листового стекла, m – общая масса подлежащего нагреву листового стекла, Δt – разница температур в момент подачи листового стекла в печь и в момент извлечения листового стекла из печи. Под температурой извлечения из печи подразумевается заданная температура, удовлетворяющая условиям извлечения листового стекла из печи после его нагрева до размягченного состояния внутри нагревательной печи в ходе технологического процесса закалки листового стекла. Обычно диапазон значений температуры извлечения из печи составляет от 650 °C до 700 °C, при этом температуру извлечения из печи можно устанавливать в зависимости от сорта подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщины. Что касается получения общей массы листового стекла, то ее можно непосредственно измерить существующими приборами для измерения веса либо также можно рассчитать на основании значений ширины, толщины и плотности подлежащего нагреву листового стекла.
[0027] Затем по формулам Q2=Q1•K2 и Q1=K1•q0 рассчитывают пороговую величину Q2, удовлетворяющую условиям работы вентилятора охлаждения. При этом K1 представляет собой поправочный коэффициент, диапазон значений которого составляет 1<K1≤1,3. Здесь необходимо отметить, что значение коэффициента K1 связано с такими факторами влияния, как теплоизоляционная способность нагревательной печи, температура окружающей среды, коэффициент использования электроэнергии или газа и т. п. В процессе реального производства специально для определенной модели нагревательной печи можно создать базу данных значений K1, связанных с указанными факторами влияния, чтобы тем самым обеспечивалась возможность их автоматического получения из базы данных. K2 является поправочным коэффициентом заблаговременного запуска вентилятора охлаждения, диапазон значений которого составляет 0,5≤K2<1. Используемый в этом варианте осуществления коэффициент K1 равен 1,2, K1 равен 0,8, и после расчета пороговой величины Q2 оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину Q2 в модуль управления. Разумеется, модуль управления может автоматически получать данные об общей массе листового стекла, запрашивать и получать из базы данных значений коэффициент K1 и автоматически рассчитывать пороговую величину Q2.
[0028] После того как листовое стекло с низкой температурой подается в нагревательную печь, оно начинает поглощать тепло, что приводит к быстрому возрастанию количества энергии, потребляемого нагревательными элементами; в это время модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и сопоставляет потребляемое количество энергии с заданной пороговой величиной Q2; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине Q2, то модуль управления отправляет команду механизму управления вентилятором охлаждения, чтобы механизм управления вентилятором охлаждения запустил вентилятор охлаждения в работу или перевел его из холостого режима в рабочий.
[0029] Нагревательные элементы нагревательной печи в этом варианте осуществления могут являться электрическими нагревательными элементами или газовыми нагревательными элементами, при этом модуль контроля и процесс расчета количества энергии, потребляемого нагревательными элементами, аналогичны описанным в варианте осуществления 1, поэтому здесь повторно не описываются.
[0030] Технические решения и варианты осуществления, изложенные в отношении настоящего изобретения, вовсе не являются исчерпывающими, и решения, аналогичные или тождественные техническим решениям и вариантам осуществления, изложенным в отношении настоящего изобретения, входят в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ИЗВЛЕЧЕНИЕМ ЛИСТОВОГО СТЕКЛА ИЗ ПЕЧИ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 2018 |
|
RU2737064C1 |
| ПРИМЕНЕНИЕ ВОЗОБНОВЛЯЕМОЙ ЭНЕРГИИ В СИНТЕЗЕ АММИАКА | 2020 |
|
RU2828012C2 |
| Способ анализа качества электрической энергии в трехфазной системе промышленного электроснабжения | 2021 |
|
RU2769082C1 |
| СПОСОБ И УСТАНОВКА СУШКИ ТЕСТООБРАЗНОЙ МАССЫ, В ЧАСТНОСТИ, ОСАДКА ИЗ ОЧИСТНОЙ СТАНЦИИ | 2010 |
|
RU2555047C2 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2091339C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕПЛОЭФФЕКТИВНОСТИ ТЕПЛООБМЕННИКОВ | 2009 |
|
RU2395756C1 |
| БЫТОВАЯ КОМБИНИРОВАННАЯ ТЕПЛОВАЯ И ЭНЕРГЕТИЧЕСКАЯ СИСТЕМА | 2002 |
|
RU2294045C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ЛИСТОВ | 1991 |
|
RU2036861C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА ТЕКУЧЕЙ СРЕДЫ | 1995 |
|
RU2108549C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ОТОПЛЕНИЯ ЗДАНИЯ С АВТОМАТИЧЕСКИМ ЗАДАТЧИКОМ | 2007 |
|
RU2348061C1 |
Изобретение относится к технологии производства стекла. В частности, предложен способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, в котором, после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине, то модуль управления отправляет исполнительному механизму команду, чем приводит исполнительный механизм в действие для выполнения соответствующего технологического процесса закалки. Предложенный способ позволяет более научно и с более высокой точностью управлять процессом нагрева листового стекла и, как следствие, точно определять момент извлечения листового стекла из печи, поэтому предотвращаются случаи недостаточного нагрева или перегрева листового стекла и повышается качество готового закаленного стекла. 10 з.п. ф-лы, 2 ил.
1. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, отличающийся тем, что, после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной; указанная пороговая величина представляет собой по меньшей мере одно из потребления энергии Q1, которое соответствует ситуации, когда листовое стекло извлекают из нагревательной печи сразу или листовое стекло извлекают из нагревательной печи через некоторое время, и потребления энергии Q2, которое соответствует ситуации, когда механизм управления вентилятором охлаждения запускает вентилятор охлаждения в работу или переводит его из холостого режима в рабочий; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине, то модуль управления отправляет исполнительному механизму команду, чем приводит исполнительный механизм в действие с немедленным извлечением листового стекла из нагревательной печи или извлечением листового стекла из нагревательной печи через некоторое время, либо с запуском вентилятора охлаждения в работу или его переводом из холостого режима в рабочий посредством механизма управления вентилятором охлаждения для выполнения соответствующего технологического процесса закалки.
2. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по п. 1, отличающийся тем, что указанный исполнительный механизм представляет собой приводной механизм, выполненный с возможностью управления операцией извлечения листового стекла из печи; после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной Q1; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине Q1, то модуль управления отправляет приводному механизму команду с немедленным извлечением листового стекла из нагревательной печи или извлечением листового стекла из нагревательной печи через некоторое время.
3. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по п. 2, отличающийся тем, что указанная пороговая величина Q1=K1⋅q0, q0=cmΔt, где c – удельная теплоемкость листового стекла; m – общая масса подлежащего нагреву листового стекла; Δt – разница температур в момент подачи листового стекла в печь и в момент извлечения листового стекла из печи; K1 – поправочный коэффициент, диапазон значений которого составляет 1<K1≤1,3.
4. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по п. 1, отличающийся тем, что указанный исполнительный механизм представляет собой механизм управления, управляющий работой вентилятора охлаждения; после того как листовое стекло подают в нагревательную печь, модуль контроля отслеживает в режиме реального времени количество энергии, потребляемое нагревательными элементами нагревательной печи, и передает его значение в модуль управления для сопоставления с заданной пороговой величиной Q2; если количество энергии, потребляемое нагревательными элементами нагревательной печи, больше или равно заданной пороговой величине Q2, то модуль управления отправляет команду механизму управления вентилятором охлаждения с запуском вентилятора охлаждения в работу или его переводом из холостого режима в рабочий посредством механизма управления вентилятором охлаждения.
5. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по п. 4, отличающийся тем, что указанная пороговая величина Q2=Q1⋅K2, Q1=K1⋅q0, q0=cmΔt, где c – удельная теплоемкость листового стекла; m – общая масса подлежащего нагреву листового стекла; Δt – разница температур в момент подачи листового стекла в печь и в момент извлечения листового стекла из печи; K1 – поправочный коэффициент, диапазон значений которого составляет 1<K1≤1,3; K2 – поправочный коэффициент заблаговременного запуска вентилятора охлаждения, диапазон значений которого составляет 0,5≤K2≤1.
6. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по пп. 1, 2 или 4, отличающийся тем, что указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой счетчик расхода электроэнергии, модуль учета расхода электроэнергии или датчик расхода электроэнергии.
7. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по пп. 1, 2 или 4, отличающийся тем, что указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой прибор для измерения мощности, модуль измерения мощности или датчик мощности; посредством модуля контроля в режиме реального времени осуществляют контроль мгновенной мощности нагревательных элементов; количество электроэнергии, потребляемое нагревательными элементами, вычисляют интегрированием мгновенной мощности по времени.
8. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по пп. 1, 2 или 4, отличающийся тем, что указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой комбинацию из вольтметра и амперметра, или комбинацию из модуля измерения напряжения и модуля измерения тока, или комбинацию из датчика напряжения и датчика тока; посредством модуля контроля в режиме реального времени осуществляют контроль мгновенного напряжения и мгновенного тока нагревательных элементов; количество электроэнергии, потребляемое нагревательными элементами, вычисляют интегрированием произведения мгновенного напряжения на мгновенный ток по времени.
9. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по пп. 1, 2 или 4, отличающийся тем, что указанная энергия представляет собой электрическую энергию, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой программируемый логический контроллер (ПЛК); посредством ПЛК в режиме реального времени осуществляют контроль числа мгновенных срабатываний нагревательных элементов; на основании номинальной мощности одного нагревательного элемента получают мгновенную мощность всех нагревательных элементов нагревательной печи; количество электроэнергии, потребляемое нагревательными элементами, вычисляют интегрированием мгновенной мощности по времени.
10. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по пп. 1, 2 или 4, отличающийся тем, что указанная энергия представляет собой химическую энергию газа, потребляемую нагревательными элементами нагревательной печи, а указанный модуль контроля представляет собой газовый счетчик.
11. Способ управления исполнительным механизмом, применяемый в технологическом процессе закалки листового стекла, по пп. 1-4 или 5, отличающийся тем, что указанную пороговую величину вводят в указанный модуль управления вручную с помощью интерфейса «человек-машина» или модуль управления рассчитывает ее автоматически.
| CN 1759071 A, 12.04.2006 | |||
| Устройство для получения закаленныхиздЕлий из СТЕКлА | 1978 |
|
SU808389A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ПРИ ПРОИЗВОДСТВЕ БЕЗОПАСНОГО СТЕКЛА | 2005 |
|
RU2382741C2 |
| US 2009199594 A1, 13.08.2009 | |||
| CN 104773949 A, 15.07.2015 | |||
| CN 102344242 A, 08.02.2012. | |||

