Изобретение относится к устройству для закалки листового стекла. В устройство входят печь, снабженная нагревательными элементами для нагрева листов стекла до температуры, близкой к температуре размягчения, а также закалочная позиция, в которой имеются горизонтальные транспортировочные валки, верхняя поверхность которых образует уровень транспортирования листов стекла.
Закалка стекла отличается от закалки в общем смысле этого термина тем, что охлаждение осуществляют существенно медленнее, благодаря чему поверхностное натяжение стекла остается на существенно меньшем уровне. Качественные характеристики закаленного стекла представлены, например, в патенте Великобритании N 2191998. Для получения стандартного закаленного стекла требуется строгий контроль скорости охлаждения. В этом смысле конкретная проблема состоит в том, что при изменении толщины стекла также меняется скорость охлаждения в значительной степени (если условия охлаждения остаются неизменными).
В более ранней финской заявке N 903362 представлено решение проблемы охлаждения листового стекла переменной толщины, в частности, листового стекла толщиной более 10 мм с контролируемой и достаточно малой скоростью. Это осуществляется путем охлаждения листового стекла между верхней и нижней плитами. Скорость охлаждения можно регулировать изменением расстояния между стеклом и плитами, а так же изменением охлаждающего обдува наружных поверхностей плит. Испытания такого устройства показали, что если внутренние поверхности плит, обращенные к стеклу, являются одинаковыми по тепловой отражательной способности, то в результате этого возникает неравномерное сжимающее напряжение, приводящее к искривлению листа. Это является результатом того, что валки создают экран, влияющий на отражение теплового излучения от нижней плиты обратно к стеклу. В добавок к этому, имеет место конвективная теплопередача к валкам.
Наиболее близким является устройство для закалки листового стекла, описанное в патенте Великобритании N 2068358, содержащее печь с нагревательными элементами, закалочную камеру с дутьевыми соплами и регуляторами охлаждения, а также горизонтальные транспортировочные валки.
В соответствии с изобретением было обнаружено, что если регуляторы охлаждения выполнить в виде плит, причем нижнюю поверхность верхней плиты выполнить черной (коэффициент излучения ε 0,8-0,9), а верхнюю поверхность нижней плиты выполнить светлой, то в результате получается равномерное распределение сжимающий напряжений, а стеклянный лист остается плоским.
Однако при обработке толстого стекла (например, толщиной 15 и 19 мм) требуется обеспечить или достигнуть снизу некоторого уровня сжимающих напряжений путем снижения теплопередачи с помощью светлой плиты, расположенной под валками. Для достижения этого предлагается настоящее изобретение, основная идея которого состоит в том, что конструкция светлой плиты должна позволить приблизить ее как можно ближе к стеклу. Для этого нижняя светлая пластина должна иметь улучшенный параметр видности относительно стекла, позволяя увеличить температуру воздуха под стеклом, уменьшив конвекцию в воздух.
Таким образом, изобретение отличается тем, что поверхность нижней плиты выполняют с высокой отражательной способностью теплового потока, причем она гофрирована таким образом, что в верхнем положении плиты вершины ребер гофрировки находятся между валками на уровне, который существенно выше самых нижних точек валков.
При использовании изобретения можно уменьшить теплопередачу с нижней стороны приблизительно на 25 30% Это компенсируется уменьшением излучательной способности нижней стороны верхней плиты в таком же соотношении.
В соответствии с предпочтительным вариантом изобретения верхняя плита плоская со степенью черноты e ≈ 0,5-0,7.. У нее существенно меньшая отражательная способность по сравнению с верхней поверхностью нижней плиты, причем последняя тщательно отполирована, обеспечивая тепловое отражение по крайней мере в зонах между валками.
Также, изобретение представляет хорошие возможности для управления условиями охлаждения. Установка расстояния между нижней плитой, форма которой соответствует изобретению, и стеклянным листом обеспечивает значительно более эффективное управление (расширенный диапазон регулирования) по сравнению с результатами, достигаемыми при плоской нижней плите. С другой стороны, охлаждающее дутье, направленное на нижнюю плиту со светлой поверхностью, не создает существенного эффекта, поскольку нижняя плита с сильно отражательной поверхностью, плохо поглощает радиационный тепловой поток, достигающий этой плиты. Вместо этого, охлаждающее дутье, направленное на верхнюю плиту, сильно влияет на скорость охлаждения. Таким образом, в отношении верхней плиты управление можно осуществлять либо изменением расстояния, либо регулированием расхода охлаждающего дутья, либо их сочетанием. Регулирование расстояния от верхней плиты оказывает самое заметное влияние на величину конвекции. Чего едва ли можно достичь воздействием на тепловую радиацию.
Таким образом, можно использовать устройство по изобретению для закалки стекла различной толщины (например, толщиной 8 19 мм), удовлетворяющего требованиям различных стандартов.
Устройство по изобретению также позволяет найти такие условия закалки, которые приводят к минимизации растрескивания стекла на позиции закалки. Однако, из-за неточностей регулирования или по каким-либо другим причинам полностью исключить растрескивание стекла невозможно. Если появились трещины в стекле, то фрагменты стекла, остающиеся сверху между гофрированной нижней плитой и валками, могут вызывать повреждения валков, а также обрабатываемого листового стекла. Поэтому настоящее изобретение также относится к способу, который реализуется совместно с устройством для извлечения поломанных стеклянных листов с нижней плиты. Данный способ отличается тем, что измеряют длину стеклянных листов до и после закалки, и, если имеет место разница в длинах, то транспортировочные валки останавливают, а нижнюю плиту или ее отдельную донную часть поворачивают в наклонное положение таким образом, чтобы один боковой край нижней плиты или ее отдельной донной части был бы существенно ниже их другого бокового края.
В соответствии с предпочтительным вариантом реализации изобретения позицию закалки можно легко модифицировать для обеспечения закалки с быстрым охлаждением. Для этого в верхних и нижних плитах размещены стеклянные полосы, расположенные последовательно в продольном направлении закалочной позиции или в направлении перемещения стеклянного листа, причем они установлены с возможностью извлечения в поднимающихся и опускающихся опорных рамах. Стеклянные полосы можно легко отсоединять от этих рам и извлекать из устройства.
Гофрированную нижнюю плиту можно формировать различными способами по настоящему изобретению. Ребра и впадины гофр могут быть изготовлены из цельной заготовки или, как вариант, гофры могут представлять собой отдельные ребра или вершины, смонтированные на верхней поверхности отдельной нижней плиты.
Ниже будет описан один из вариантов реализации изобретения более подробно со ссылками на прилагаемые рисунки.
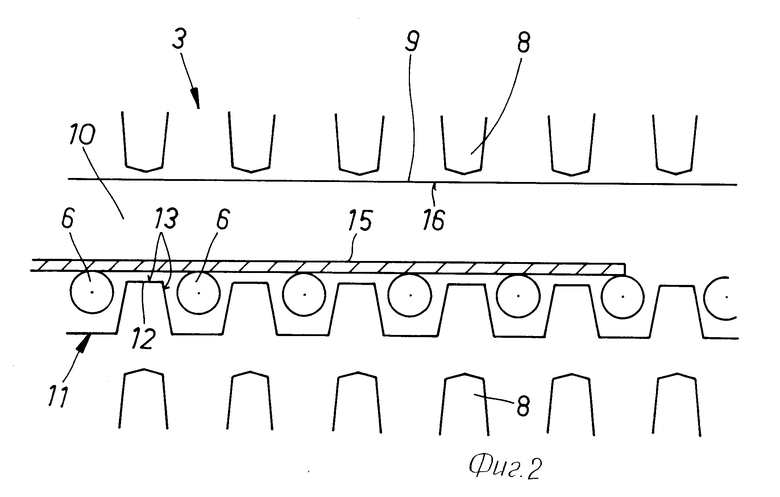
На фиг. 1 представлен схематично вертикальный разрез устройства по настоящему изобретению; на фиг. 2 вертикальный разрез позиции закалки; на фиг. 3 другой вариант нижней плиты, используемой в закалочной позиции; на фиг. 4 продольный вертикальный разрез концевой части закалочной позиции по настоящему изобретению, когда элементы устройства находятся в этой закалочной позиции; на фиг. 5 вид, аналогичный фиг. 4, но при этом элементы устройства находятся в позиции быстрой закалки; на фиг. 6 схематично разрез позиции закалки по настоящему изобретению в открытом положении для извлечения осколков стекла.
Устройство, показанное на фиг. 1, содержит первую печную секцию 1, вторую печную секцию 2, закалочную секцию 3, а также секцию охлаждения 4. Транспортер, проходящий в печи 1 и 2, содержит горизонтальные валки 5, а транспортер, проходящий через позиции или секции 3 и 4, содержит горизонтальные валки 6. Во время работы валки 5 и 6 переносят стеклянные листы из одной позиции в другую. Вдобавок к этому, путем вращения валков возвратно-поступательно стеклянные листы приводятся в колебательное движение в пределах каждой позиции. Нагревательные элементы 19, установленные в печных секциях 1 и 2, могут быть, например, электросопротивлениями но также могут быть использованы другие виды источников тепла, такие как газовые горелки.
В секциях 3 и 4 имеются воздушные сопла 8 для охлаждения, расположенные по обе стороны на верхнем уровне 7 (уровень продвижения стеклянного листа) транспортера, образованного валками 6. Сопла 3 соединены с удлиненными в поперечном направлении элементами 18 (фиг. 6), в которые охлаждающий воздух поступает от вентиляторов или компрессоров, которые не показаны. Сопла 8 могут быть конструкции, аналогичной тем, которые обычно применяются в закалочных установках. Такие сопла хорошо известны, они используются десятилетиями, и поэтому они подробно не приводятся в настоящем описании.
Между дутьевыми соплами 8 и стеклянным листом 15, проходящим на уровне 7, расположены пластины 9 и 11, предназначенные для замедления скорости охлаждения. Между пластинами 9 и 11 образована камера 10 для закалки с замедленной скоростью.
Поскольку упомянутые валки 6 в значительной степени снижают видимость нижней плиты 11 относительно стеклянного листа 15, то замедляющий эффект скорости охлаждения верхней и нижней плит 9 и 11 будет существенно различный. Однако это различие должно быть компенсировано, согласно изобретению, путем изготовления верхней поверхности 13 нижней плиты 11 светлой, т.е. обладающей высокой отражательной способностью теплового излучения, и, вдобавок к этому, упомянутая нижняя плита 11 гофрирована таким образом, что ребра или вершины 12 складок проходят между валками 6, располагаясь выше самых нижних точек упомянутых валков 6. В примере, показанною на фиг. 2, упомянутые ребра 12 расположены в плоскости выше осей вращения валков 6. Высота ребер 12 такого же порядка или немного превышает диаметр валков 6. Такой тип гофрировки в значительной степени увеличивает параметр видимости плиты 11 по отношению к стеклу 15. Благодаря светлой поверхности 13 и хорошей видимости плиты 11 существенно большую часть теплового излучения можно вернуть к стеклянному листу 15, чем это можно было достичь ранее. Вдобавок к этому, плиту 11 можно разместить вблизи стеклянного листа 15 для увеличения температуры в промежуточной полости, а также для снижения охлаждения нижней поверхности стеклянного листа 15 в результате конвекции. Следует отметить, что антиохлаждающее действие нижней плиты 11 можно также обеспечить при широком диапазоне регулирования просто путем установления расстояния между нижней плитой 11 и стеклянным листом 15.
Нижняя поверхность 16 верхней плиты 9 может быть окисленной стальной или она может быть окрашенной в серый цвет. Коэффициент отражения поверхности 16 менее 0,7. Таким образом, антиохлаждающее действие верхней плиты 16 может быть отрегулировано не только установкой расстояния между ней и стеклянным листом, но также путем направления охлаждающего дутья из сопел на верхнюю поверхность верхней плиты 9.
Обе плиты 9 и 11 могут быть стальными, например из стали А 1 1 304 2ВА. Верхняя поверхность нижней плиты 11 может быть полированной. Отражательная поверхность также может иметь покрытие, например, она может быть хромированной. Коэффициент отражения поверхности 13 превышает 0,8.
На фиг. 3 представлен другой вариант плиты 11, в котором цельная нижняя плита 14 покрыта отдельными ребрами 12.
Плиты 9 и 11 преимущественно выполнены из полос, расположенных одна за другой в продольном направлении секции 3. Причем они смонтированы съемно на поднимающихся и опускающихся рамах 20 и 21, показанных на фиг. 4 и 5. Как представлено на фиг. 4, плиты 9 и 11 установлены в позиции закалки с медленным охлаждением. Когда плиты 9 и 11 отсоединены от рам 20 и 21, соответственно, и вытянуты через боковые стенки устройства, то концы сопел 8, проходя через упомянутые рамы 20 и 21, располагаются достаточно близко к стеклянному листу 15, осуществляя его закалку с быстрым охлаждением. Таким образом, настоящее устройство можно также использовать для закалки с быстрым охлаждением тонколистового стекла. С другой стороны, стеклянные листы большей толщины, скорость охлаждения которых ниже, можно продвигать через секцию 3 закалки с медленным охлаждением в закалочную секцию 4 для их обработки в этой секции. Это позволяет использовать настоящее устройство по необходимости в качестве закалочного устройства с медленным охлаждением, а также закалочного устройства с быстрым охлаждением для толстого стекла без извлечения пластин 9 и 11.
На фиг. 6 представлен вариант устройства, предназначенного для регулирования расстояния между плитами 9 и 11, а также для регулирования расстояния между соплами 8 и расстояния от сопл до стеклянного листа. Корпусные элементы 18 сопл 8 снабжены винтовыми опорами 22, причем упомянутые рамы 20 и 21 прикреплены к концам подъемных винтов 23. Вращение винтов 23 можно установить расстояния от плит 9 и 11 до стеклянного листа и одновременно расстояния от сопл 8. Вращение подъемных винтов 23 осуществляется с помощью карданной передачи 29 и шестерен 30 электродвигателем 31, установленным в устройстве. Сопловые коробки 18 подвешены на устройстве на цепях 25, накинутых на звездочки 24. При вращении упомянутых звездочек 24 меняется расстояние между сопловыми коробками 18 (увеличивается или уменьшается). Это можно произвести отдельно для каждого конца сопловых коробок 18, благодаря чему устройство можно раскрывать с боков, как показано на фиг. 6, для извлечения осколков стекла, которые накапливаются на верхней поверхности нижней плиты 11. Такое попеременное движение, как показано на фиг. 3, позволяет наклонять отдельную нижнюю плиту таким образом, чтобы ее один край располагался значительно ниже другого. При этом ребра 12 могут опираться на раму 21 (фиг. 4 и 5).
Извлечение осколков стекла, как и ранее, возможно. Это существенно, поскольку гофрированная форма плиты 11 дает возможность собираться осколкам между ребрами 12 и валками 6, вызывая повреждения валков 6, а перемещающееся стекло, наталкиваясь на такие осколки, может растрескиваться. Избегают таких повреждений следующим образом. Если измеренная длина листов стекла до и после закалки отличается, то валки 6 останавливают и удаляют осколки стекла, как было указано выше. Поскольку скорость перемещения листов стекла по валкам 6 известна, то длину листа можно легко измерить с помощью электрических световых индикаторов 26, установленных до и после секции 3 (фиг. 1). Фотоэлементы 26 могут быть установлены по главной оси перемещения или они могут располагаться попарно (т.е. их всего четыре в данном случае) по обе стороны главной оси. Если фотоэлемент 26, расположенный после секции 3, выдает импульсы для передней и задней кромок стеклянного листа с более короткими временными интервалами, чем фотоэлемент, расположенный до этой секции 3, то микропроцессор 27 размыкает выключатель 28, останавливая вращение упомянутых валков 6 в секции 3. Очистку нижней плиты 11 можно выполнить вручную или автоматически, в последнем случае оператор только следит визуально за результатами очистки.
Очевидно, что настоящее изобретение не ограничивается приведенным выше вариантом. Возможны модификации конструктивных элементов в рамках настоящего изобретения.




Использование: в стекольной промышленности для закалки листового стекла. Сущность изобретения: в устройстве для закалки листового стекла, содержащем печь с нагревательными элементами и закалочную камеру, включающую дутьевой узел с соплами и регуляторами охлаждения и горизонтальными транспортировочными валками, регуляторы охлаждения выполнены в виде плит, расположенных над и под транспортировочными валками, причем поверхность нижней плиты выполнена с высокой степенью отражения теплового излучения, гофрирована и установлена с возможностью подъема и опускания таким образом, что в поднятом положении плиты вершины гофрировки проходят между валками до уровня, который выше самых нижних точек валков. Способ закалки листового стекла включает подачу листового стекла в печь горизонтальными транспортировочными валками, нагревание и последующее охлаждение листового стекла в закалочной камере с регуляторами охлаждения, причем до и после закалки измеряют длину листового стекла и при определении разницы в длинах останавливают валки, наклоняют регулятор охлаждения в виде нижней плиты так, что один ее край расположен существенно ниже другого края для удаления осколков стекла. Таким образом можно осуществлять закалку стеклянного листа с заданной регулируемой скоростью охлаждения, 2 с. и 8 з. п. ф-лы, 6 ил.
| ИМИТАТОР СИГНАЛОВ СВОБОДНОЙ ПРЕЦЕССИИ ЯДЕРНОГО МАГНИТНОГО РЕЗОНАНСА И СПИНОВЫХ ЭХО ОТ МАСЛА В СЕМЕНАХ МАСЛИЧНЫХ КУЛЬТУР | 2000 |
|
RU2191998C2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Масс-спектрометр | 1980 |
|
SU993362A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| МОТОРНАЯ ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 1992 |
|
RU2068358C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
