Область техники
[0001] Настоящее изобретение относится к технологии производства листового стекла, а именно к способу управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла.
Предпосылки изобретения
[0002] В технологическом процессе закалки листового стекла листовое стекло сначала нагревают до температуры размягчения (например, от 600°С до 700°С), после чего посредством ускоренного охлаждения завершают его закалку. При этом нагрев листового стекла представляет собой важный управляемый технологический процесс. В аналогах, известных из предшествующего уровня техники, процесс нагрева листового стекла в большинстве случаев контролируют на основании времени нагрева, а именно время нагрева листового стекла рассчитывают на основании произведения толщины листового стекла на коэффициент времени, при этом по истечении заданного времени нагрева осуществляют извлечение листового стекла из печи. Такой способ управления процессом нагрева листового стекла, основанный на эмпирических данных, имеет следующие технические недостатки: 1) сложность точного управления температурой нагрева листового стекла, а это часто приводит к недостаточному нагреву или перегреву листового стекла, что непосредственно отрицательно влияет на качество закалки листового стекла, например становится причиной того, что напряжение закалки не соответствует норме и плоскостность листового стекла не отвечает установленным требованиям; 2) чрезмерно длительное время нагрева приводит к потреблению излишнего объема энергоресурсов и повышению себестоимости производства; 3) чрезмерная зависимость от опыта и мастерства операторов, что не только приводит к увеличению стоимости рабочей силы, но и неблагоприятно сказывается на увеличении коэффициента соответствия продукции установленным требованиям и долгосрочной стабильности качества изделий.
[0003] В опубликованной заявке на патент Китая представлен способ нагрева листового стекла в процессе закалки листового стекла, согласно которому: в секции нагрева печи для закалки листового стекла устанавливают несколько датчиков температуры, которые используют для измерения температуры листового стекла в секции нагрева; когда в процессе нагрева листового стекла датчики температуры обнаруживают, что температура листового стекла достигла или приблизилась к заданной температуре, листовое стекло извлекают из секции нагрева. Несмотря на то что этот способ преодолевает технические недостатки, характерные для процесса нагрева листового стекла, управление которым осуществляется на основе времени нагрева и опыте работы операторов, тем не менее, по-прежнему остаются нерешенными следующие технические проблемы: 1) в процессе нагрева листового стекла по причине разной скорости повышения температуры на разных участках листового стекла и того, что контроль не проводится бесконтактным способом контроля, посредством датчиков температуры довольно трудно точно определять фактическую температуру, которой достигло листовое стекло, поэтому эффективность управления нагревом по-прежнему не является оптимальной; 2) чтобы измерять температуру листового стекла, датчики температуры должны в течение длительного времени находиться в условиях высокой температуры, и температура внутри печи влияет на достоверность результата измерения, поэтому отсутствует возможность точно определить, касается ли оно температуры печи или температуры листового стекла; 3) вследствие того, что листовое стекло внутри нагревательной печи находится в состоянии движения, датчики температуры не могут в реальном времени отслеживать значение температуры в одной и той же точке листового стекла, а измеренные значения температуры не способны в полной мере отражать реальную температуру листового стекла.
Сущность изобретения
[0004] Задачей настоящего изобретения является предоставление способа управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла, который устраняет недостатки аналогов, известных из предшествующего уровня техники, заключающиеся в том, что при использовании датчиков для непосредственного измерения температуры поверхности листового стекла на датчики легко влияет температура среды внутри нагревательной печи, и возникают неточности измерений, что может привести к слишком раннему или слишком позднему извлечению листового стекла из печи и, как следствие, к значительному повышению коэффициента брака при производстве листового стекла, а также к излишнему расходованию ресурсов.
[0005] Для решения вышеуказанной технической задачи согласно настоящему изобретению предложено следующее техническое решение:
Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла, применяемый для управления операцией извлечения листового стекла из печи после завершения процесса нагрева в нагревательной печи, в котором: после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени рабочий параметр нагревательных элементов и выполняют волновую фильтрацию рабочего параметра нагревательных элементов; затем прошедший волновую фильтрацию рабочий параметр нагревательных элементов передают в модуль управления; модуль управления выполняет сопоставление полученного рабочего параметра нагревательных элементов с заданной пороговой величиной; когда рабочий параметр нагревательных элементов проходит предельное значение и в процессе последующих изменений снова достигает пороговой величины, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
[0006] В качестве указанного модуля управления может использоваться ПЛК или ПК.
[0007] В качестве указанных нагревательных элементов используют электронагревательные элементы, при этом рабочим параметром является суммарная мощность нагревательных элементов нагревательной печи; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени суммарную мощность нагрева нагревательных элементов и выполняют волновую фильтрацию суммарной мощности нагревательных элементов; затем прошедшую волновую фильтрацию суммарную мощность нагревательных элементов передают в модуль управления для сопоставления с заданной пороговой величиной W1; после того как суммарная мощность нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равной пороговой величине W1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
[0008] В качестве указанного модуля контроля используют счетчик расхода электроэнергии, при этом с помощью счетчика расхода электроэнергии отслеживают суммарную мощность нагревательных элементов.
[0009] Указанная пороговая величина W1=W0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, W0 - суммарная мощность нагрева нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры; при определении W0 необходимо, чтобы нагревательная печь работала в режиме холостого хода, и для отслеживания суммарной мощности, когда нагревательная печь достигает рабочей температуры, достаточно выполнить несколько измерений и рассчитать среднее значение результатов этих нескольких измерений, например всего 5 измерений.
[0010] В качестве указанных нагревательных элементов используют электронагревательные элементы, при этом рабочим параметром является суммарный ток нагревательных элементов нагревательной печи; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени суммарный ток нагревательных элементов и выполняют волновую фильтрацию суммарного тока нагревательных элементов; затем прошедший волновую фильтрацию суммарный ток передают в модуль управления для сопоставления с заданной пороговой величиной А1; после того как суммарный ток нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равным пороговой величине А1, модуль управления отправляет приводному механизму нагревательной печи команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
[0011] В качестве указанного модуля контроля используют амперметр, при этом с помощью амперметра отслеживают суммарный ток нагревательных элементов.
[0012] Указанная пороговая величина A1=A0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1 А0 - суммарный ток нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры; при определении А0 необходимо, чтобы печь работала в режиме холостого хода, и для отслеживания суммарного тока, когда нагревательная печь достигает рабочей температуры, достаточно выполнить несколько измерений и рассчитать среднее значение результатов этих нескольких измерений, например всего 5 измерений.
[0013] В качестве указанных нагревательных элементов используют любое из электронагревательных элементов или газовых нагревательных элементов, при этом рабочим параметром является коэффициент использования всех нагревательных элементов в нагревательной печи, при этом указанный коэффициент использования нагревательных элементов представляет собой процентное отношение числа работающих нагревательных элементов к общему числу нагревательных элементов; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени коэффициент использования нагревательных элементов и выполняют волновую фильтрацию отслеженного коэффициента использования нагревательных элементов; затем прошедший волновую фильтрацию коэффициент использования нагревательных элементов передают в модуль управления для сопоставления с заданной пороговой величиной K1, после того как коэффициент использования нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равным пороговой величине K1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
[0014] После определения посредством модуля контроля числа работающих нагревательных элементов указанный коэффициент использования вычисляют по формуле: число работающих нагревательных элементов/общее число нагревательных элементов.
[0015] Указанная пороговая величина K1=K0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, K0 -коэффициент использования нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры; при определении K0 необходимо, чтобы печь работала в режиме холостого хода, и для отслеживания значения коэффициента использования, когда нагревательная печь достигает рабочей температуры, достаточно выполнить несколько измерений и рассчитать среднее значение результатов этих нескольких измерений, например всего 5 измерений.
[0016] В качестве указанных нагревательных элементов используют любое из электронагревательных элементов или газовых нагревательных элементов, при этом рабочим параметром является коэффициент неиспользования всех нагревательных элементов в нагревательной печи, при этом указанный коэффициент неиспользования нагревательных элементов представляет собой процентное отношение числа неработающих нагревательных элементов к общему числу нагревательных элементов; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени коэффициент неиспользования нагревательных элементов и выполняют волновую фильтрацию отслеженного коэффициента неиспользования нагревательных элементов; затем прошедший волновую фильтрацию коэффициент неиспользования нагревательных элементов передают в модуль управления для сопоставления с заданной пороговой величиной D1; после того как коэффициент неиспользования нагревательных элементов проходит минимальное значение и в процессе повышения становится больше или равным пороговой величине D1, модуль управления отправляет приводному механизму нагревательной печи команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
[0017] После определения посредством модуля контроля числа работающих нагревательных элементов указанный коэффициент неиспользования вычисляют по формуле: 1 - число работающих нагревательных элементов/общее число нагревательных элементов.
[0018] Указанная пороговая величина D1=D0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, D0 - коэффициент неиспользования нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры; при определении D0 необходимо, чтобы печь работала в режиме холостого хода, и для отслеживания значения коэффициента неиспользования, когда нагревательная печь достигает рабочей температуры, достаточно выполнить несколько измерений и рассчитать среднее значение результатов этих нескольких измерений, например всего 5 измерений.
[0019] В качестве указанных нагревательных элементов используют газовые нагревательные элементы, при этом рабочим параметром является расход газа газовых нагревательных элементов нагревательной печи; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени расход газа газовых нагревательных элементов и выполняют волновую фильтрацию расхода газа; затем прошедший волновую фильтрацию расход газа передают в модуль управления для сопоставления с заданной пороговой величиной R1; после того как расход газа нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равным пороговой величине R1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
[0020] В качестве указанного модуля контроля используют газовый расходомер, при этом с помощью газового расходомера отслеживают значение расхода газа нагревательных элементов.
[0021] Указанная пороговая величина R1=R0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, R0 - расход газа нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры; при определении R0 необходимо, чтобы печь работала в режиме холостого хода, и для отслеживания значения расхода газа, когда нагревательная печь достигает рабочей температуры, достаточно выполнить несколько измерений и рассчитать среднее значение результатов этих нескольких измерений, например всего 5 измерений.
[0022] Указанную пороговую величину вводят в указанный модуль управления вручную с помощью интерфейса «человек-машина». На основании работы в режиме холостого хода определяют соответствующую стандартную пороговую величину и выбирают соответствующий поправочный коэффициент. Выбор поправочного коэффициента K регулируют в соответствии с температурой окружающей среды. Ниже на примере суммарной мощности нагревательных элементов описан способ выбора поправочного коэффициента K. Если температура окружающей среды выше нормальной температуры, то коэффициент K, как правило, берут составляющим меньше 1; так как слишком высокая наружная температура приведет к снижению рассеивания тепла нагревательной печи, то в режиме холостого хода снизится количество тепла, выделяемого во внешнюю среду, и это приведет к снижению количества тепла, вырабатываемого нагревательными элементами, поэтому пороговую величину следует соответственно уменьшить. Если температура окружающей среды ниже нормальной температуры, то коэффициент K, как правило, берут составляющим больше 1; так как слишком низкая наружная температура приведет к увеличению рассеивания тепла нагревательной печи, то в режиме холостого хода возрастет количество тепла, выделяемого во внешнюю среду, и это приведет к увеличению количества тепла, вырабатываемого нагревательными элементами, поэтому пороговую величину следует соответственно увеличить. Если температура окружающей среды равна нормальной температуре, то коэффициент K, как правило, берут равным 1, то есть пороговую величину не корректируют. После определения поправочного коэффициента и после внесения поправок в отношении стандартной пороговой величины определяют соответствующую пороговую величину, и затем оператор вводит эту пороговую величину в модуль управления.
[0023] Указанная волновая фильтрация представляет собой цифровую волновую фильтрацию или аналоговую волновую фильтрацию.
[0024] Под «рабочей температурой» в настоящем изобретении понимается температура нагрева, которую в технологическом процессе закалки листового стекла устанавливают в печи для нагрева разных сортов листового стекла; указанную установленную температуру нагрева регулируют в зависимости от сорта листового стекла, и поскольку такое регулирование является хорошо известным специалистам в данной области техники, то в этом документе оно не будет подробно описано.
[0025] Под «достижением заданной пороговой величины» в настоящем изобретении понимается следующее: рабочий параметр нагревательных элементов в процессе понижения становится меньше или равным пороговой величине; или рабочий параметр нагревательных элементов в процессе повышения становится больше или равным пороговой величине.
[0026] Настоящее изобретение характеризуется следующими положительными результатами:
1. Недостатки применяемых в данной области техники традиционных способов управления, которые основаны на параметрах времени, преодолеваются тем, что вместо традиционного способа непосредственного контроля температуры внутри нагревательной печи согласно настоящему изобретению в режиме реального времени отслеживают рабочий параметр нагревательных элементов (суммарную мощность, суммарный ток, коэффициент использования или коэффициент неиспользования нагревательных элементов либо расход газа газовых нагревательных элементов) в процессе работы нагревательной печи. Такой способ контроля позволяет отказаться от измерения температуры на большой площади листового стекла, предотвращает проблемы, связанные с неудобством измерения температуры листового стекла, и позволяет легко отслеживать электрическую информацию относительно нагревательных элементов, поэтому путем отслеживания изменений информации относительно нагревательных элементов отслеживается состояние листового стекла. Поскольку нагрев листового стекла выполняется в нагревательной печи в условиях постоянной температуры, то в нагревательной печи также необходимо поддерживать постоянную температуру; так как количество тепла, вырабатываемое нагревательными элементами, будет передаваться листовому стеклу, то количество тепла, необходимое для изменения температуры листового стекла, полностью обеспечивается за счет изменения рабочего состояния нагревательных элементов. Непрямое отслеживание информации относительно нагревательных элементов позволяет более научно и более точно управлять процессом нагрева листового стекла и, как следствие, точно определять момент извлечения листового стекла из печи, что позволяет не только снизить объем потребления энергии в процессе производства закаленного листового стекла, но и повысить качество готового закаленного стекла.
[0027] 2. Процесс нагрева листового стекла больше не зависит от опыта и мастерства операторов, что позволяет не только снизить стоимость рабочей силы, но и создать базу данных, которая может быть базой данных для автоматического сопоставления либо для ручного сопоставления, с целью повышения интеллектуализации оборудования, что делает работу более простой и удобной, а также способствует повышению стабильности технологии производства и качества продукции.
[0028] 3. Простая конструкция системы позволяет отказаться от непосредственного контроля листового стекла, нагретого до высокой температуры, и характеризуется сравнительно большей надежностью.
Описание прилагаемых графических материалов
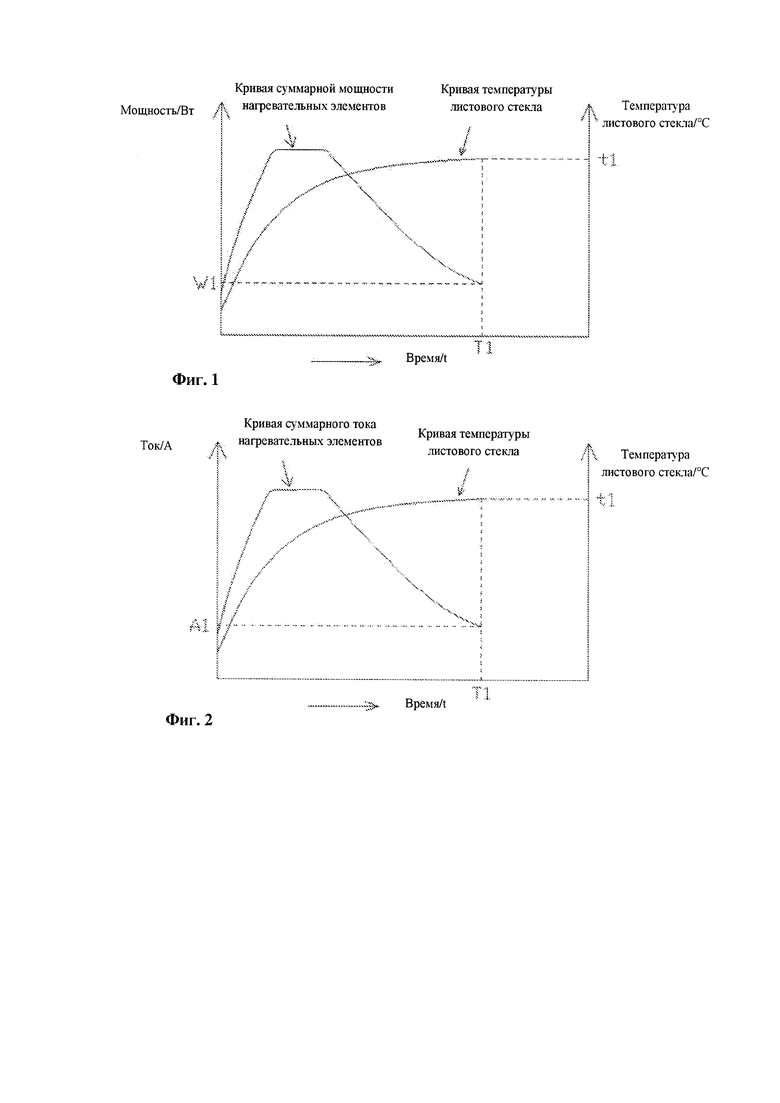
[0029] На фиг. 1 представлен график изменения суммарной мощности применяемых электронагревательных элементов согласно настоящему изобретению.
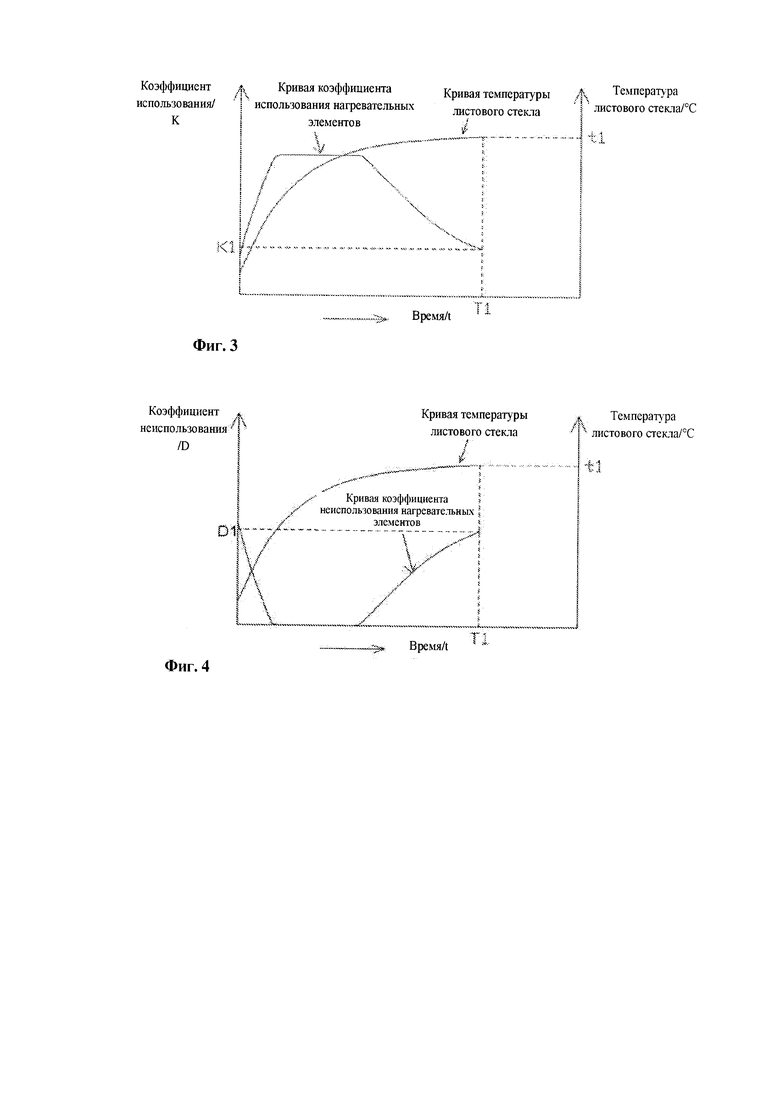
[0030] На фиг. 2 представлен график изменения суммарного тока применяемых электронагревательных элементов согласно настоящему изобретению.
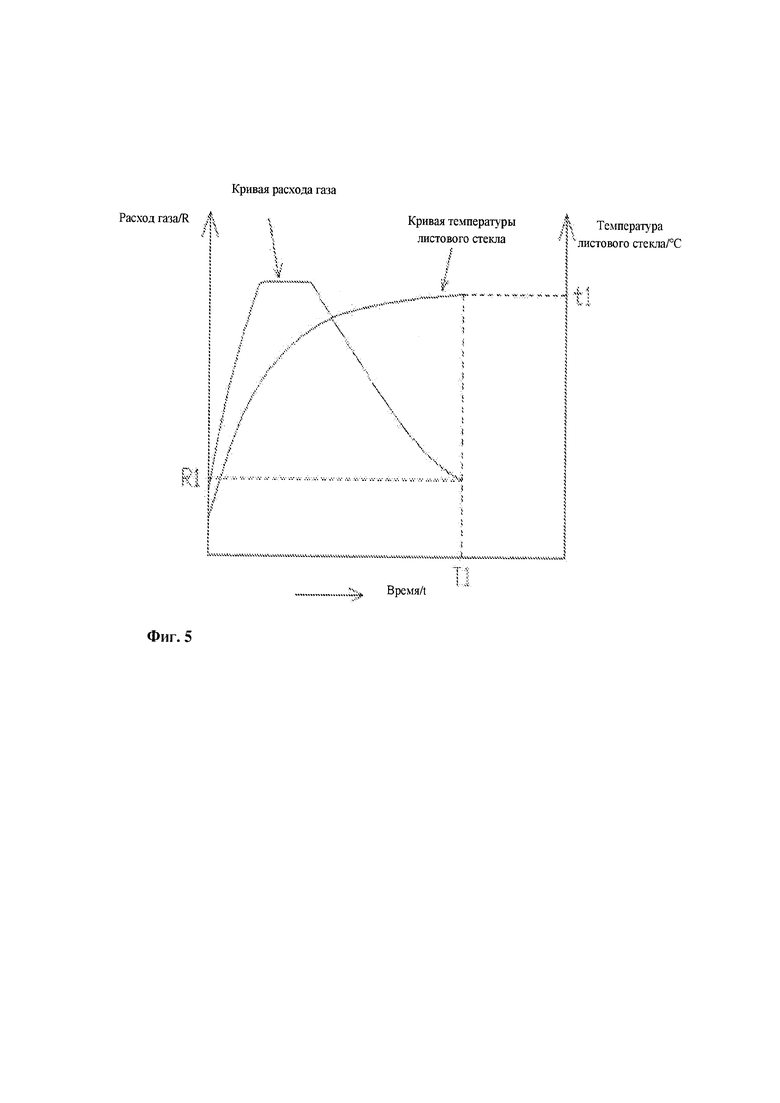
[0031] На фиг. 3 представлен график изменения коэффициента использования применяемых электронагревательных элементов согласно настоящему изобретению.
[0032] На фиг. 4 представлен график изменения коэффициента неиспользования применяемых электронагревательных элементов согласно настоящему изобретению.
[0033] На фиг. 5 представлен график изменения расхода газа применяемых газовых нагревательных элементов согласно настоящему изобретению.
Конкретные варианты осуществления
[0034] Ниже со ссылками на прилагаемые графические материалы подробно описаны варианты осуществления настоящего изобретения, при этом конкретные варианты осуществления следующие:
Вариант осуществления 1
Как показано на фиг. 1, на примере суммарной мощности электронагревательных элементов, процесс управления в способе управления нагревом согласно настоящему изобретению следующий:
Сначала определяют нагревательную печь, которую нужно использовать; в зависимости от информации о сорте подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщине регулируют рабочую температуру нагревательной печи; после того как нагревательная печь в условиях нормальной температуры, которой является температура окружающей среды, в режиме холостого хода достигнет рабочей температуры, осуществляют контроль величины суммарной мощности нагревательных элементов в этом состоянии, при этом выполняют измерение суммарной мощности в пяти разных моментах времени, из пяти полученных числовых значений рассчитывают среднее значение и такое среднее значение принимают за стандартную пороговую величину W0; измеряют температуру окружающей среды и на основании таблицы поправочных коэффициентов определяют значение поправочного коэффициента (поправочный коэффициент K в такой таблице получают следующим способом расчета: отслеживают суммарную мощность нагревательных элементов, когда нагревательная печь достигает рабочей температуры в режиме холостого хода соответственно при разных значениях температуры окружающей среды, после чего делят каждое значение суммарной мощности на W0); на основании значения поправочного коэффициента K и W0 по формуле W1=W0⋅K рассчитывают и получают пороговую величину W1, и оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину W1 в модуль управления.
[0035] После подачи листового стекла в нагревательную печь посредством счетчика расхода электроэнергии отслеживают в реальном времени суммарную мощность нагревательных элементов; поскольку в нагревательную печь подают листовое стекло с низкой температурой, оно начинает поглощать тепло, и тогда температура внутри нагревательной печи будет снижаться. Для сохранения рабочего состояния нагревательной печи при постоянной температуре число работающих нагревательных элементов будут увеличивать, чтобы обеспечить большее количество тепла; в этот момент суммарная мощность нагревательных элементов резко возрастает и в течение определенного промежутка времени достигает максимального значения, после чего стабилизируется и остается неизменной; по мере постепенного возрастания температуры листового стекла разница между температурой листового стекла и температурой внутри камеры печи постепенно уменьшается, и тогда темп поглощения листовым стеклом тепла внутри нагревательной печи замедляется; температура листового стекла внутри нагревательной печи приближается к стабильному значению; число работающих нагревательных элементов постепенно уменьшают; в отношении суммарной мощности нагревательных элементов видна тенденция к постепенному понижению; когда связанный с нагревательными элементами счетчик расхода электроэнергии определяет, что суммарная мощность нагревательных элементов после достижения ею максимального значения снова меньше или равна заданной пороговой величине W1, то есть при определении в процессе понижения того, что суммарная мощность нагревательных элементов ниже или равна заданной пороговой величине W1, а также при определении во второй раз того, что суммарная мощность нагрева меньше или равна заданной пороговой величине W1, то есть при определении того, что листовое стекло нагрето до температуры t1, вполне достаточной, чтобы быть подходящей для технологического процесса закалки, то в соответствующий момент времени Т1, как показано на фиг. 1 (представленная на изображении кривая является кривой, построенной на основании изменений отслеживаемой суммарной мощности нагревательных элементов с применением волновой фильтрации кривой данных), то есть в момент времени Т1, посредством модуля управления отправляют команду приводному механизму извлечь листовое стекло из нагревательной печи с завершением процесса нагрева и переходом к следующей технологической операции.
[0036] Вариант осуществления 2
Как показано на фиг. 2, на примере суммарного тока электронагревательных элементов, процесс управления в способе управления нагревом согласно настоящему изобретению следующий:
Сначала определяют нагревательную печь, которую нужно использовать; в зависимости от информации о сорте подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщине регулируют рабочую температуру нагревательной печи; после того как нагревательная печь в условиях нормальной температуры, которой является температура окружающей среды, в режиме холостого хода достигнет рабочей температуры, осуществляют контроль величины суммарного тока нагревательных элементов в этом состоянии, при этом выполняют измерение суммарного тока в пяти разных моментах времени, из пяти полученных числовых значений рассчитывают среднее значение и такое среднее значение принимают за стандартную пороговую величину А0. Измеряют температуру окружающей среды и на основании таблицы поправочных коэффициентов определяют значение поправочного коэффициента (поправочный коэффициент K в такой таблице получают следующим способом расчета: отслеживают суммарный ток нагревательных элементов, когда нагревательная печь достигает рабочей температуры в режиме холостого хода соответственно при разных значениях температуры окружающей среды, после чего делят каждое значение суммарной мощности на А0), на основании значения поправочного коэффициента K и А0 по формуле A1=A0⋅K рассчитывают и получают пороговую величину, и оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину A1 в модуль управления.
[0037] После подачи листового стекла в нагревательную печь посредством амперметра отслеживают в реальном времени суммарный ток нагревательных элементов; поскольку в нагревательную печь подают листовое стекло с низкой температурой, оно начинает поглощать тепло, и тогда температура внутри нагревательной печи будет снижаться. Для сохранения рабочего состояния нагревательной печи при постоянной температуре число работающих нагревательных элементов будут увеличивать, чтобы обеспечить большее количество тепла; в этот момент суммарный ток нагревательных элементов резко возрастает и в течение определенного промежутка времени достигает максимального значения, после чего стабилизируется и остается неизменным; по мере постепенного возрастания температуры листового стекла разница между температурой листового стекла и температурой внутри камеры печи постепенно уменьшается, и тогда темп поглощения листовым стеклом тепла внутри нагревательной печи замедляется; температура листового стекла внутри нагревательной печи приближается к стабильному значению; число работающих нагревательных элементов постепенно уменьшают; в отношении суммарного тока нагревательных элементов видна тенденция к постепенному понижению; когда связанный с нагревательными элементами амперметр определяет, что суммарный ток нагревательных элементов снова меньше или равен заданной пороговой величине А1, то есть при определении в процессе понижения того, что суммарный ток нагревательных элементов ниже или равен заданной пороговой величине А1, другими словами, при определении того, что листовое стекло нагрето до температуры t1, вполне достаточной, чтобы быть подходящей для технологического процесса закалки, то в соответствующий момент времени Т1, как показано на фиг. 2 (представленная на изображении кривая является кривой, построенной на основании изменений отслеживаемого суммарного тока нагревательных элементов с применением волновой фильтрации кривой данных), то есть в момент времени Т1, посредством модуля управления отправляют команду приводному механизму извлечь листовое стекло из нагревательной печи с завершением процесса нагрева и переходом к следующей технологической операции.
[0038] Вариант осуществления 3
Как показано на фиг. 3, на примере коэффициента использования электронагревательных элементов, процесс управления в способе управления нагревом согласно настоящему изобретению следующий:
Сначала определяют нагревательную печь, которую нужно использовать; в зависимости от информации о сорте подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщине регулируют рабочую температуру нагревательной печи; после того как нагревательная печь в условиях нормальной температуры, которой является температура окружающей среды, в режиме холостого хода достигнет рабочей температуры, осуществляют контроль величины коэффициента использования нагревательных элементов в этом состоянии, при этом выполняют измерение коэффициента использования в пяти разных моментах времени, из пяти полученных числовых значений рассчитывают среднее значение и такое среднее значение принимают за стандартную пороговую величину K0; измеряют температуру окружающей среды и на основании таблицы поправочных коэффициентов определяют значение поправочного коэффициента (поправочный коэффициент K в такой таблице получают следующим способом расчета: отслеживают коэффициент использования нагревательных элементов, когда нагревательная печь достигает рабочей температуры в режиме холостого хода соответственно при разных значениях температуры окружающей среды, после чего делят каждое значение коэффициента использования на K0); на основании значения поправочного коэффициента K и K0 по формуле K1=K0⋅K рассчитывают и получают пороговую величину, и оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину K1 в модуль управления.
[0039] После подачи листового стекла в нагревательную печь и после определения в реальном времени числа работающих нагревательных элементов посредством модуля контроля коэффициент использования вычисляют по формуле: число работающих нагревательных элементов/общее число нагревательных элементов. Поскольку в нагревательную печь подают листовое стекло с низкой температурой, оно начинает поглощать тепло, и тогда температура внутри нагревательной печи будет снижаться. Для сохранения рабочего состояния при постоянной температуре число работающих нагревательных элементов будут увеличивать, и коэффициент использования нагревательных элементов резко возрастает и в течение определенного промежутка времени достигает максимального значения, после чего стабилизируется; по мере постепенного возрастания температуры листового стекла разница между температурой листового стекла и температурой внутри камеры печи постепенно уменьшается, и тогда темп поглощения листовым стеклом тепла внутри нагревательной печи замедляется, температура листового стекла внутри нагревательной печи приближается к стабильному значению; число работающих нагревательных элементов постепенно уменьшают; в отношении коэффициента использования нагревательных элементов видна тенденция к постепенному понижению; когда коэффициент использования нагревательных элементов снова меньше или равен заданной пороговой величине K1, то есть при определении в процессе понижения того, что коэффициент использования нагревательных элементов ниже или равен заданной пороговой величине K1, другими словами, при определении того, что листовое стекло нагрето до температуры t1, вполне достаточной, чтобы быть подходящей для технологического процесса закалки, то в соответствующий момент времени Т1, как показано на фиг. 3 (представленная на изображении кривая является кривой, построенной на основании изменений отслеживаемого коэффициента использования нагревательных элементов с применением волновой фильтрации кривой данных), то есть в момент времени Т1, посредством модуля управления отправляют команду приводному механизму извлечь листовое стекло из нагревательной печи с завершением процесса нагрева и переходом к следующей технологической операции.
[0040] Вариант осуществления 4
Как показано на фиг. 4, на примере коэффициента неиспользования электронагревательных элементов, процесс управления в способе управления нагревом согласно настоящему изобретению следующий:
Сначала определяют нагревательную печь, которую нужно использовать; в зависимости от информации о сорте подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщине регулируют рабочую температуру нагревательной печи; после того как нагревательная печь в условиях нормальной температуры, которой является температура окружающей среды, в режиме холостого хода достигнет рабочей температуры, осуществляют контроль величины коэффициента неиспользования нагревательных элементов в этом состоянии, при этом выполняют измерение коэффициента неиспользования в пяти разных моментах времени, из пяти полученных числовых значений рассчитывают среднее значение и такое среднее значение принимают за стандартную пороговую величину D0; измеряют температуру окружающей среды и на основании таблицы поправочных коэффициентов определяют значение поправочного коэффициента (поправочный коэффициент K в такой таблице получают следующим способом расчета: отслеживают коэффициент неиспользования нагревательных элементов, когда нагревательная печь достигает рабочей температуры в режиме холостого хода соответственно при разных значениях температуры окружающей среды, после чего делят каждое значение коэффициента неиспользования на D0); на основании значения поправочного коэффициента K и D0 по формуле D1=D0⋅K рассчитывают и получают пороговую величину, и оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину D1 в модуль управления.
[0041] После подачи листового стекла в нагревательную печь и после определения в реальном времени числа работающих нагревательных элементов посредством модуля контроля коэффициент неиспользования вычисляют по формуле: 1 - число работающих нагревательных элементов/общее число нагревательных элементов. Поскольку в нагревательную печь подают листовое стекло с низкой температурой, оно начинает поглощать тепло, и тогда температура внутри нагревательной печи будет снижаться. Для сохранения рабочего состояния при постоянной температуре число работающих нагревательных элементов будут увеличивать, и коэффициент неиспользования нагревательных элементов уменьшается и в течение определенного промежутка времени достигает минимального значения, после чего стабилизируется; по мере постепенного возрастания температуры листового стекла разница между температурой листового стекла и температурой внутри камеры печи постепенно уменьшается, и тогда темп поглощения листовым стеклом тепла внутри нагревательной печи замедляется, температура листового стекла внутри нагревательной печи приближается к стабильному значению; число работающих нагревательных элементов постепенно уменьшают; в отношении коэффициента неиспользования нагревательных элементов видна тенденция к постепенному повышению; когда коэффициент неиспользования нагревательных элементов снова больше или равен заданной пороговой величине D1, то есть при определении в процессе повышения того, что коэффициент неиспользования нагревательных элементов выше или равен заданной пороговой величине D1, другими словами, при определении того, что листовое стекло нагрето до температуры t1, вполне достаточной, чтобы быть подходящей для технологического процесса закалки, то в соответствующий момент времени Т1, как показано на фиг. 4 (представленная на изображении кривая является кривой, построенной на основании изменений отслеживаемого коэффициента неиспользования нагревательных элементов с применением волновой фильтрации кривой данных), то есть в момент времени Т1, посредством модуля управления отправляют команду приводному механизму извлечь листовое стекло из нагревательной печи с завершением процесса нагрева и переходом к следующей технологической операции.
[0042] Вариант осуществления 5
Как показано на фиг. 5, на примере расхода газа газовых нагревательных элементов, процесс управления в способе управления нагревом согласно настоящему изобретению следующий:
Сначала определяют нагревательную печь, которую нужно использовать; в зависимости от информации о сорте подлежащего нагреву листового стекла (например, стекло с низкоэмиссионным покрытием, прозрачное стекло) и его толщине регулируют рабочую температуру нагревательной печи; после того как нагревательная печь в условиях нормальной температуры, которой является температура окружающей среды, в режиме холостого хода достигнет рабочей температуры, осуществляют контроль величины расхода газа нагревательных элементов в этом состоянии, при этом выполняют измерение расхода газа в пяти разных моментах времени, из пяти полученных числовых значений рассчитывают среднее значение и такое среднее значение принимают за стандартную пороговую величину R0; измеряют температуру окружающей среды и на основании таблицы поправочных коэффициентов определяют значение поправочного коэффициента (поправочный коэффициент K в такой таблице получают следующим способом расчета: отслеживают расход газа нагревательных элементов, когда нагревательная печь достигает рабочей температуры в режиме холостого хода соответственно при разных значениях температуры окружающей среды, после чего делят каждое значение расхода газа на R0); на основании значения поправочного коэффициента K и R0 по формуле R1=R0⋅K рассчитывают и получают пороговую величину, и оператор с помощью интерфейса «человек-машина» вводит эту пороговую величину R1 в модуль управления.
[0043] После подачи листового стекла в нагревательную печь посредством газового расходомера отслеживают в реальном времени суммарный расход газа нагревательных элементов; поскольку в нагревательную печь подают листовое стекло с низкой температурой, оно начинает поглощать тепло, и тогда температура внутри нагревательной печи будет снижаться. Для сохранения рабочего состояния нагревательной печи при постоянной температуре число работающих нагревательных элементов будут увеличивать, чтобы обеспечить большее количество тепла; в этот момент суммарный расход газа резко возрастает и в течение определенного промежутка времени достигает максимального значения, после чего стабилизируется и остается неизменным; по мере постепенного возрастания температуры листового стекла разница между температурой листового стекла и температурой внутри камеры печи постепенно уменьшается, и тогда темп поглощения листовым стеклом тепла внутри нагревательной печи замедляется; температура листового стекла внутри нагревательной печи приближается к стабильному значению; число работающих нагревательных элементов постепенно уменьшают; в отношении суммарного расхода газа видна тенденция к постепенному понижению; когда связанный с нагревательными элементами газовый расходомер определяет, что суммарный расход газа нагревательных элементов снова меньше или равен заданной пороговой величине R1, то есть при определении в процессе понижения того, что расход газа ниже или равен заданной пороговой величине R1, другими словами, при определении того, что листовое стекло нагрето до температуры t1, вполне достаточной, чтобы быть подходящей для технологического процесса закалки, то в соответствующий момент времени Т1, как показано на фиг. 5 (представленная на изображении кривая является кривой, построенной на основании изменений отслеживаемого расхода газа нагревательных элементов с применением волновой фильтрации кривой данных), то есть в момент времени Т1, посредством модуля управления отправляют команду приводному механизму извлечь листовое стекло из нагревательной печи с завершением процесса нагрева и переходом к следующей технологической операции.
[0044] Пороговые величины W1, А1, K1, D1 и R1 в указанных вариантах осуществления 1-5 также можно получить следующим способом: оператор с помощью интерфейса «человек-машина» вводит поправочный коэффициент K в модуль управления, и модуль управления по формуле рассчитывает соответствующую пороговую величину.
[0045] Следует отметить, что под «нормальной температурой» в настоящем изобретении подразумевается температура 25°С, однако специалистам в данной области техники будет очевидным, что значение «нормальной температуры» можно заменить на другое значение температуры, чтобы получить соответствующую стандартную пороговую величину.
[0046] Технические решения и варианты осуществления, изложенные в отношении настоящего изобретения, вовсе не являются исчерпывающими, и решения, аналогичные или тождественные техническим решениям и вариантам осуществления, изложенным в отношении настоящего изобретения, входят в объем защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМ МЕХАНИЗМОМ, ПРИМЕНЯЕМЫЙ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 2018 |
|
RU2734194C1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2199496C2 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2091339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА С ПОМОЩЬЮ ГОРИЗОНТАЛЬНОЙ ЗАКАЛОЧНОЙ ПЕЧИ | 2007 |
|
RU2454378C2 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| Установка для закалки листового стекла | 1986 |
|
SU1368278A1 |
| Способ закалки стекла и устройство для его осуществления | 1980 |
|
SU906952A1 |
| Установка для закалки листовогоСТЕКлА | 1978 |
|
SU793950A1 |
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ЛИСТОВОГО СТЕКЛА | 1995 |
|
RU2106319C1 |
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
Изобретение относится к области измерительной техники и может быть использовано для управления технологическим процессом закалки листового стекла. Предложен способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла, в котором, после того как листовое стекло подают в нагревательную печь, посредством модуля контроля отслеживают в реальном времени рабочий параметр нагревательных элементов и выполняют волновую фильтрацию рабочего параметра нагревательных элементов. Затем прошедший волновую фильтрацию рабочий параметр нагревательных элементов передают в модуль управления. Модуль управления выполняет сопоставление полученного рабочего параметра нагревательных элементов с заданной пороговой величиной. Когда рабочий параметр нагревательных элементов переходит предельное значение и в процессе последующих изменений снова достигает заданной пороговой величины, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла. Технический результат - настоящее изобретение меняет традиционные способы управления, основанные на параметрах времени, и позволяет не только снизить объем потребления энергии в процессе производства закаленного стекла, но и повысить качество готового закаленного стекла. 17 з.п. ф-лы, 5 ил.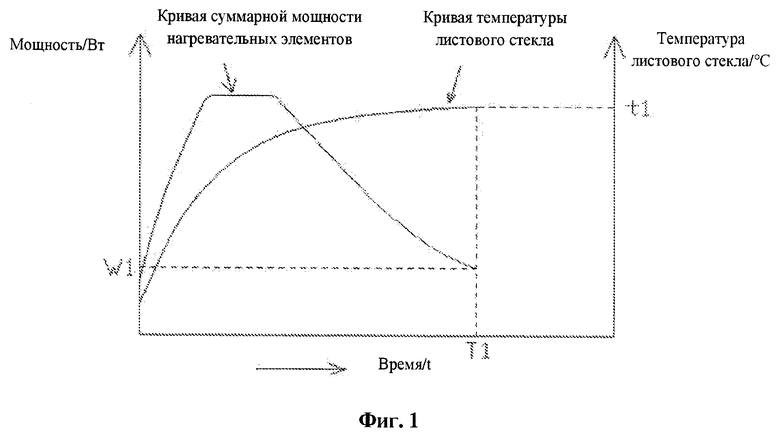
1. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла, включающий применение нагревательной печи для нагрева листового стекла, при этом в нагревательной печи установлен модуль контроля, модуль управления и приводной механизм; отличающийся тем, что в модуль управления вводят значение рабочего параметра нагревательных элементов, которое соответствует моменту, когда нагревательная печь в режиме холостого хода достигает рабочей температуры, с определением пороговой величины; после подачи листового стекла в нагревательную печь в процессе нагрева листового стекла в печи посредством модуля контроля выполняют фильтрацию отслеживаемого рабочего параметра нагревательных элементов и затем прошедший фильтрацию рабочий параметр нагревательных элементов передают в модуль управления; посредством модуля управления выполняют сопоставление полученного рабочего параметра нагревательных элементов с пороговой величиной; когда рабочий параметр нагревательных элементов проходит предельное значение и в процессе последующих изменений снова достигает пороговой величины, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла; при этом указанным рабочим параметром является суммарная мощность нагревательных элементов, или суммарный ток нагревательных элементов, или коэффициент использования нагревательных элементов, или коэффициент неиспользования нагревательных элементов, или расход газа нагревательных элементов.
2. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 1, отличающийся тем, что в качестве указанных нагревательных элементов используют электронагревательные элементы, при этом рабочим параметром является суммарная мощность нагревательных элементов нагревательной печи; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени суммарную мощность нагревательных элементов и выполняют фильтрацию суммарной мощности нагревательных элементов; затем прошедшую фильтрацию суммарную мощность нагревательных элементов передают в модуль управления для сопоставления с заданной пороговой величиной W1; после того как суммарная мощность нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равной пороговой величине W1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
3. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 2, отличающийся тем, что в качестве указанного модуля контроля используют счетчик расхода электроэнергии.
4. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 2, отличающийся тем, что указанная пороговая величина W1=W0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, W0 - суммарная мощность нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры.
5. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 1, отличающийся тем, что в качестве указанных нагревательных элементов используют электронагревательные элементы, при этом рабочим параметром является суммарный ток нагревательных элементов нагревательной печи; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени суммарный ток нагревательных элементов и выполняют фильтрацию суммарного тока нагревательных элементов; затем прошедший фильтрацию суммарный ток передают в модуль управления для сопоставления с заданной пороговой величиной A1; после того как суммарный ток нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равным пороговой величине А1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
6. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 5, отличающийся тем, что в качестве указанного модуля контроля используют амперметр.
7. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 5, отличающийся тем, что указанная пороговая величина A1=A0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, А0 - суммарный ток нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры.
8. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 1, отличающийся тем, что в качестве указанных нагревательных элементов используют любое из электронагревательных элементов или газовых нагревательных элементов, при этом рабочим параметром является коэффициент использования всех нагревательных элементов в нагревательной печи, при этом указанный коэффициент использования нагревательных элементов представляет собой процентное отношение числа работающих нагревательных элементов к общему числу нагревательных элементов; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени коэффициент использования нагревательных элементов и выполняют фильтрацию отслеженного коэффициента использования нагревательных элементов; затем прошедший фильтрацию коэффициент использования нагревательных элементов передают в модуль управления для сопоставления с заданной пороговой величиной K1; после того как коэффициент использования нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равным пороговой величине K1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
9. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 8, отличающийся тем, что после определения посредством модуля контроля числа работающих нагревательных элементов указанный коэффициент использования вычисляют по формуле: число работающих нагревательных элементов/общее число нагревательных элементов.
10. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 8, отличающийся тем, что указанная пороговая величина K1=K0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, K0 - коэффициент использования нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры.
11. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 1, отличающийся тем, что в качестве указанных нагревательных элементов используют любое из электронагревательных элементов или газовых нагревательных элементов, при этом рабочим параметром является коэффициент неиспользования всех нагревательных элементов в нагревательной печи, при этом указанный коэффициент неиспользования нагревательных элементов представляет собой процентное отношение числа неработающих нагревательных элементов к общему числу нагревательных элементов; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени коэффициент неиспользования нагревательных элементов и выполняют фильтрацию отслеженного коэффициента неиспользования нагревательных элементов; затем прошедший фильтрацию коэффициент неиспользования нагревательных элементов передают в модуль управления для сопоставления с заданной пороговой величиной D1; после того как коэффициент неиспользования нагревательных элементов проходит минимальное значение и в процессе повышения становится больше или равным пороговой величине D1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
12. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 11, отличающийся тем, что после определения посредством модуля контроля числа работающих нагревательных элементов указанный коэффициент неиспользования вычисляют по формуле: 1 - число работающих нагревательных элементов/общее число нагревательных элементов.
13. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 11, отличающийся тем, что указанная пороговая величина D1=D0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,9≤K≤1,1, D0 - коэффициент неиспользования нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры.
14. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 1, отличающийся тем, что в качестве указанных нагревательных элементов используют газовые нагревательные элементы, при этом рабочим параметром является расход газа нагревательных элементов нагревательной печи; после подачи листового стекла в нагревательную печь посредством модуля контроля отслеживают в реальном времени расход газа нагревательных элементов и выполняют фильтрацию расхода газа; затем прошедший фильтрацию расход газа передают в модуль управления для сопоставления с заданной пороговой величиной R1; после того как расход газа нагревательных элементов проходит максимальное значение и в процессе снижения становится меньше или равным пороговой величине R1, модуль управления отправляет приводному механизму команду, и в результате работы приводного механизма происходит немедленное извлечение листового стекла из нагревательной печи или извлечение листового стекла из нагревательной печи через некоторое время с завершением процесса нагрева листового стекла.
15. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 14, отличающийся тем, что в качестве указанного модуля контроля используют газовый расходомер.
16. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по п. 14, отличающийся тем, что указанная пороговая величина R1=R0⋅K, где K - поправочный коэффициент, диапазон значений которого составляет 0,95≤K≤1,05, R0 - расход газа нагревательных элементов, когда нагревательная печь в условиях нормальной температуры в режиме холостого хода достигает рабочей температуры.
17. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по любому из пп. 1, 2, 4, 5, 7, 8, 10, 11, 13, 14 или 16, отличающийся тем, что указанную пороговую величину вводят в указанный модуль управления вручную с помощью интерфейса «человек-машина».
18. Способ управления извлечением листового стекла из печи в технологическом процессе закалки листового стекла по любому из пп. 1, 2, 5, 8, 11 или 14, отличающийся тем, что указанная фильтрация представляет собой цифровую фильтрацию или аналоговую фильтрацию.
| CN 10562187 A, 01.06.2016 | |||
| CN 203307217 U, 27.11.2013 | |||
| CN 102942300 A, 27.02.2013 | |||
| CN 203786589 U, 20.08.2014 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАГРЕВА ЛИСТОВ СТЕКЛА ПРИ ПОДГОТОВКЕ К ЗАКАЛКЕ | 2002 |
|
RU2289550C2 |

