Настоящее изобретение относится к установочному элементу для транспортного средства, далее кратко именуемому установочный элемент, в который интегрирован модуль камеры, к его производству и применению.
Современные концепции транспортных средств часто предусматривают наличие эффективных систем помощи водителю, в частности, системы автономного вождения. Для этого требуется сложная сенсорная техника, позволяющая регистрировать и анализировать обширные данные об окружающей обстановке. Помимо радио- и радиолокационных систем, также используются оптические системы.
Из конструктивно-технических соображений для производителей транспортных средств желательно, чтобы сенсорная техника, установленная внутри или снаружи транспортного средства, была по возможности, незаметна для стороннего наблюдателя. В случае систем с использованием камеры, для которой требуется наружный обзор в видимом спектре с диапазоном длин волн от 380 нм до 780 нм, их обычно умело устанавливают за минеральным стеклом и, тем самым, скрывают от наблюдателя при обычных условиях освещения.
В зависимости от силы и угла падающего на поверхность конструктивного элемента света и угла наблюдения, эта концепция все же имеет некоторые ограничения. При определенных условиях, установленные за прозрачной накладкой конструктивные группы могут быть видимы. При этом важно, чтобы они были выполнены насколько возможно маленькими и незаметными. В случае модуля камеры, это линза камеры и, при необходимости, крепежный элемент, а также кабель. Однако, также имеет значение необходимый для обзора камеры конический угол отверстия. Для обозримости камеры снаружи решающим является как отражение света от наружной поверхности накладки, так и отражение от внутренней поверхности накладки или поверхности раздела накладки и несущего элемента (фиг. 1).
Чтобы выполнить камеру установочного элемента по возможности незаметной, в известном уровне техники область в непосредственной близости от линзы флокируют черным. Флокированная область поглощает проникающий через прозрачную накладку свет (т.е., не отраженный свет), который поэтому не может выйти наружу. Область камеры для наблюдателя выравнивается из-за частично отраженного света на границе раздела между внутренней поверхностью и воздухом от тонированной черным области.
Визирная линия линзы камеры установочного элемента часто направлена не перпендикулярно наружной поверхности установочного элемента, т.е., наружной поверхности накладки, а, предпочтительно, немного вниз и/или немного в сторону, чтобы, например, получать изображение части дороги. Это в установочных элементах известного уровня техники влечет за собой большее установочное пространство и, таким образом, риск проникновения воды или водяных паров. Чем больше воздуха находится в пространстве между линзой и накладкой, тем раньше могут ухудшиться оптические свойства системы камеры из-за возможной конденсации водяных паров.
Чтобы ослабить это ухудшение, согласно известному уровню техники, в установочный элемент транспортного средства с интегрированным модулем камеры встраивают микропористые мембраны, в частности, мембраны из вспененного политетрафторэтилена (ePTFE), для отведения из промежуточного пространства жидкой воды и, одновременно, обеспечения возможности испарения изнутри. Однако, это увеличивает производственные затраты и влечет за собой дополнительную технологическую стадию встраивания мембран.
В качестве альтернативы, согласно известному уровню техники, как описано в DE 10 2004 057 322 А1, на обращенную к камере поверхность стекла наносят препятствующие запотеванию слои.
В документе US 2008/0112050 А1 указано, что на поверхность объектива наносят гидрофобный слой, а на поверхность окружающего линзу элемента наносят гидрофильный слой.
В документе WO 2013/13700 А1 указано, что для уменьшения конденсации водяных паров в установочном элементе для транспортного средства размещают нагревательное устройство.
В документе DE 10 2006 059 555 А1 раскрывается система, включающая направленную сквозь стекло камеру, при этом, пространство между камерой и стеклом заполнено конденсированной средой.
В документе DE 10 2004 024 735 А1 описана включающая камеру система, в которой между объективом камеры и стеклом транспортного средства расположена световодная среда из жесткого и оптически прозрачного материала.
Задача изобретения заключается в обеспечении установочного элемента для транспортного средства, в который интегрирован модуль камеры, который имеет малый вес, может быть произведен за малое количество стадий, в котором сведен к минимуму риск запотевания из-за паров воды и/или в котором интегрированный модуль камеры снаружи, по возможности, незаметен.
Задача настоящего изобретения решена посредством установочного элемента для транспортного средства с интегрированным модулем камеры, способа его производства и его применения согласно независимым пунктам формулы изобретения. Предпочтительные варианты осуществления явствуют из зависимых пунктов формулы изобретения.
Соответствующий изобретению установочный элемент включает, по меньшей мере, одну накладку с наружной стороной и внутренней стороной и несущий элемент, который расположен на внутренней стороне накладки, и в котором установлен модуль камеры. Модуль камеры включает, по меньшей мере, одну линзу камеры. Модуль может включать единственную линзу камеры или две или больше, предпочтительно, расположенных друг рядом с другом линз камеры. По меньшей мере, одна линза камеры направлена к внутренней стороне накладки с тем, чтобы траектория луча проходила к линзе камеры снаружи через накладку.
Та поверхность накладки, которая в смонтированном положении обращена вовне транспортного средства, именуется наружной стороной. Та поверхность накладки, которая в смонтированном положении обращена ко внутреннему пространству транспортного средства, именуется внутренней стороной.
Линза камеры может иметь любой надлежащий диаметр. Диаметр линзы камеры составляет, предпочтительно, от 1 мм до 100 мм, особенно предпочтительно, от 1 мм до 50 мм, еще более предпочтительно, от 5 мм до 30 мм, например, 11 мм.
Согласно изобретению, накладка состоит, по меньшей мере частично, из прозрачного термопластичного пластика. Наряду с прозрачным термопластичным пластиком она может содержать, например, пленку, непрозрачный пластик и/или металлические частицы. В одном из предпочтительных вариантов осуществления накладка полностью состоит из прозрачного термопластичного пластика.
Согласно изобретению, прозрачный термопластичный пластик накладки на внутренней стороне накладки имеет локальное утолщение и/или утоньшение, т.е., прозрачный термопластичный пластик в одной определенной области утолщен и/или в одной определенной области утоньшен. Утолщение и/или утоньшение расположено в соответствующем изобретению установочном элементе для транспортного средства непосредственно напротив линзы камеры. То есть, точка максимальной толщины утолщения и/или точка минимальной толщины утоньшения расположена непосредственно напротив линзы камеры. При этом, эти точки могут не быть расположены непосредственно напротив центра линзы камеры, например, они могут располагаться непосредственно напротив края или краевой области линзы камеры. Общая область накладки, которая утолщена и/или утоньшена, соответствует, предпочтительно, по меньшей мере, размеру линзы камеры, особенно предпочтительно, размеру необходимого для модуля камеры угла конуса. Предпочтительно, прозрачный термопластичный пластик накладки в области локального утолщения и/или утоньшения достигает линзы камеры, так что внутренняя сторона накладки приблизительно вровень соединена с линзой камеры. Таким образом, в соответствующем изобретению установочном элементе область между наружной стороной накладки и линзой камеры, почти полностью заполнена термопластичным пластиком.
В одном из вариантов осуществления установочный элемент для транспортного средства с интегрированным модулем камеры включает накладку с наружной стороной и внутренней стороной, при этом, накладка, по меньшей мере частями, состоит из прозрачного термопластичного пластика, и несущий элемент, который расположен на внутренней стороне накладки и в котором установлен модуль камеры, при этом, накладка на внутренней стороне имеет локальное утолщение прозрачного термопластичного пластика, при этом, модуль камеры включает, по меньшей мере, одну линзу камеры и установлен в несущем элементе таким образом, что, по меньшей мере, одна линза камеры расположена непосредственно напротив локального утолщения. Предпочтительно, локальное утолщение пластика накладки достигает линзы камеры, так что внутренняя сторона накладки приблизительно вровень соединена с линзой камеры. Таким образом, область между наружной стороной накладки и линзой камеры почти полностью заполнена термопластичным пластиком накладки.
В другом варианте своего осуществления установочный элемент для транспортного средства с интегрированным модулем камеры включает накладку с наружной стороной и внутренней стороной, при этом, накладка, по меньшей мере частями, состоит из прозрачного термопластичного пластика, и несущий элемент, который расположен на внутренней стороне накладки и в котором установлен модуль камеры, при этом, накладка на внутренней стороне имеет локальное утолщение и локальное утоньшение прозрачного термопластичного пластика, при этом, модуль камеры включает, по меньшей мере, одну линзу камеры и установлен в несущем элементе таким образом, что, по меньшей мере, одна линза камеры расположена непосредственно напротив локального утолщения и локального утоньшения. Предпочтительно, в области локального утолщения и локального утоньшения прозрачный термопластичный пластик накладки достигает линзы камеры, так что внутренняя сторона накладки приблизительно вровень соединена с линзой камеры. Таким образом, область между наружной стороной накладки и линзой камеры в соответствующем изобретению установочном элементе почти полностью заполнена термопластичным пластиком накладки.
В другом варианте своего осуществления установочный элемент для транспортного средства с интегрированным модулем камеры включает накладку с наружной стороной и внутренней стороной, при этом, накладка, по меньшей мере частями, состоит из прозрачного термопластичного пластика, и несущий элемент, который расположен на внутренней стороне накладки и в котором установлен модуль камеры, при этом, накладка на внутренней стороне имеет локальное утоньшение прозрачного термопластичного пластика, при этом, модуль камеры включает, по меньшей мере, одну линзу камеры и установлен в несущем элементе таким образом, что, по меньшей мере, одна линза камеры расположена непосредственно напротив локального утоньшения. Предпочтительно, модуль камеры установлен таким образом, что в области локального утоньшения прозрачный термопластичный пластик накладки достигает линзы камеры, так что внутренняя сторона накладки приблизительно вровень соединена с линзой камеры. Таким образом, область между наружной стороной накладки и линзой камеры в соответствующем изобретению установочном элементе почти полностью заполнена термопластичным пластиком накладки.
Наружная сторона накладки, предпочтительно, имеет, по существу, форму плоской поверхности, немного изогнутой поверхности или изогнутой поверхности.
В смонтированном состоянии наружная сторона накладки может представлять собой видимую для наблюдателя наружную поверхность. При этом, в соответствующем изобретению установочном элементе речь идет не о дополнительном элементе, предназначенном для размещения на внутренней стороне стекла транспортного средства, как в случае, описанном в DE 10 2004 024 735 А1.
В одном из вариантов осуществления изобретения линза камеры в области локального утолщения и/или утоньшения прозрачного термопластичного пластика накладки неразъемно по материалу соединена со внутренней стороной накладки. В этом случае область между наружной стороной накладки и линзой камеры полностью заполнена термопластичным пластиком накладки. Неразъемное по материалу соединение между внутренней стороной накладки и линзой камеры также может быть выполнено путем дополнительного введения прозрачной заполняющей массы. Заполняющая масса, предпочтительно, характеризуется таким же коэффициентом преломления, как у накладки и линзы камеры, или коэффициентом преломления, лежащим между коэффициентом преломления накладки и коэффициентом преломления линзы камеры.
Под термином «утолщение» здесь и далее понимается увеличение толщины стенки термопластичного пластика накладки. При этом, это утолщение согласно изобретению образовано только на внутренней стороне накладки, т.е., согласно изобретению увеличение толщины стенки происходит только в сторону линзы камеры.
Под термином «утоньшение» здесь и далее понимается уменьшение толщины стенки термопластичного пластика накладки, при этом, это утоньшение согласно изобретению происходит только на внутренней стороне накладки.
Характеристика «прозрачный» в рамках изобретения относится к прозрачности в релевантном для приемника излучения диапазоне длин волн. Для приемника излучения, т.е., камеры, в видимом диапазоне и/или инфракрасном диапазоне пропускание для длин волн от 200 нм до 2000 нм составляет, предпочтительно, более 60%, особенно предпочтительно, >70%, еще более предпочтительно, >90%.
Приемник излучения включает, предпочтительно, камеру для видимого диапазона излучения с длиной волы от 380 нм до 780 нм и/или инфракрасного диапазона излучения в длиной волны от 780 нм до 1300 нм.
В одном из предпочтительных вариантов осуществления изобретения диапазон длин волн, регистрируемый камерой, по существу, соответствует диапазону длин волн, видимому для человеческого глаза, т.е., от 380 нм до 780 нм.
В соответствующий изобретению установочный элемент может быть встроена не только камера видимого диапазона для помощи водителю или регистрации аварий, но и камера ночного видения в инфракрасном диапазоне, например, для распознавания трассы и/или объекта.
Локальное утолщение и/или локальное утоньшение может иметь любую удовлетворяющую техническим требованиям трехмерную форму. В частности, локальное утолщение и/или локальное утоньшение может иметь форму, оптимизирующую траекторию луча и/или вызывающую оптические эффекты.
При создании формы локального утолщения и/или локального утоньшения руководствуются, в частности, величиной и количеством линз камеры, их визирной линией и необходимым для обзора камеры (коническим) углом отверстия.
Например, утолщение и/или утоньшение может иметь форму квадра, конуса, клина, цилиндра или трапецеидальной призмы.
Например, поперечное сечение утолщения и/или утоньшения может иметь четырехугольную, предпочтительно, прямоугольную или трапецеидальную форму. В частности, это может относиться к случаю, когда в модуле камеры одна или несколько расположенных на одной плоскости и на одной высоте друг рядом с другом линз камеры размещены так, что визирная линия линз камеры перпендикулярна наружной стороне накладки.
Например, поперечное сечение утолщения и/или утоньшения также может иметь, по существу, треугольную форму. В частности, это может относиться к случаю, когда в модуле камеры одна или несколько расположенных на одной плоскости друг рядом с другом линз камеры размещены так, что угол между визирной линией линзы камеры и наружной стороной накладки составляет менее 90°, предпочтительно, лежит между 85° и 30°, особенно предпочтительно, между 85° и 50°, еще более предпочтительно, между 85° и 65°. Это также может относиться, например, к случаю, когда в модуле камеры одна или несколько расположенных на одной плоскости друг рядом с другом линз камеры размещены так, что угол между визирной линией линзы камеры и наружной стороной накладки составляет менее 90°, предпочтительно, лежит между 89° и 30°, особенно предпочтительно, между 89° и 65°, еще более предпочтительно, между 89° и 85°.
В случае модуля камеры с несколькими расположенными не на одной поверхности линзами камеры и/или несколькими линзами камеры, визирные линии которых отличаются, утолщение и/или утоньшение прозрачного термопластичного пластика выполнено, предпочтительно, так, что прозрачный термопластичный пластик оканчивается, по существу, вровень с линзами камеры.
Прозрачный термопластичный пластик накладки в области вне утолщения и/или утоньшения имеет толщину, предпочтительно, от 1 мм до 5 мм, особенно предпочтительно, от 2 мм до 3 мм. В области утолщения прозрачный термопластичный пластик накладки, предпочтительно, максимум на 1 мм - 20 мм толще, чем в области вне утолщения. В области утоньшения прозрачный термопластичный пластик накладки утоньшен, предпочтительно, максимум на 1 мм.
В одном из вариантов осуществления соответствующего изобретению установочного элемента накладка на внутренней стороне имеет утолщение, при этом, прозрачный термопластичный пластик накладки в области утолщения, максимум, на 1 мм - 20 мм толще, чем в области вне утолщения, предпочтительно, прозрачный термопластичный пластик накладки в области вне утолщения имеет толщину от 1 мм до 5 мм, особенно предпочтительно, от 2 мм до 3 мм.
Благодаря утолщению прозрачного термопластичного пластика накладки в направлении линзы камеры и/или утоньшения прозрачного термопластичного пластика накладки и размещения модуля камеры так, что линза камеры находится непосредственно напротив области утолщения и/или утоньшения, полое пространство, образующееся между линзой камеры и внутренней стороной накладки, уменьшается, следовательно, риск запотевания из-за наличия паров воды также уменьшается, предпочтительно, сведен к минимуму.
От встраивания в модуль камеры микропористых мембран, в частности, мембран из вспененного политетрафторэтилена (ePTFE), для отведения из промежуточного пространства между линзой камеры и накладкой жидкой воды и, одновременно, обеспечения возможности испарения изнутри, в соответствующем изобретению установочном элементе можно отказаться. В частности, это справедливо для случая, когда утолщение и/или утоньшение оканчивается, по существу, вровень с линзой камеры, т.е., почти вся область между наружной стороной накладки и линзой камеры заполнена термопластичным пластиком. Возможность отказаться от микропористых мембран ведет, помимо прочего, к тому, что соответствующий изобретению установочный элемент состоит из меньшего числа компонентов, чем известные в данной области техники установочные элементы, благодаря чему могут быть уменьшены производственные затраты и упрощен монтаж.
В соответствующем изобретению установочном элементе для транспортного средства прозрачный термопластичный пластик накладки представляет собой не только видимую стороннему наблюдателю наружную поверхность установочного элемента, он также выполняет роль световода для прикрепленной к внутренней поверхности установочного элемента камеры. В соответствующем изобретению установочном элементе, благодаря наличию локального утолщения и/или утоньшения и расположению модуля камеры таким образом, что линза камеры находится непосредственно напротив локального утолщения и/или локального утоньшения, световод ближе подходит к линзе камеры, чем в установочном элементе известного уровня техники, и заканчивается, предпочтительно, по существу, вровень с линзой камеры или, предпочтительно, неразъемно по материалу соединен с линзой камеры. Это благоприятно отражается на оптических свойствах системы камеры.
Дополнительное преимущество соответствующего изобретению установочного элемента заключается в том, что вес накладки по сравнению с накладкой, выполненной из минерального стекла, значительно уменьшен. Это происходит благодаря тому, что накладка, по меньшей мере частично, изготовлена из прозрачного термопластичного пластика.
В одном из вариантов осуществления изобретения визирная линия линзы камеры направлена не перпендикулярно наружной поверхности установочного элемента, а немного вниз и/или немного в сторону, чтобы, например, получать изображение части дороги. Угол между визирной линией линзы камеры и наружной стороной накладки в этом варианте осуществления изобретения меньше 90°, предпочтительно, составляет от 85° до 30°, особенно предпочтительно, от 85° до 50°, еще более предпочтительно, от 85° до 65°. В другом варианте осуществления изобретения угол между визирной линией линзы камеры и наружной стороной накладки составляет менее 90°, предпочтительно, от 89° до 30°, особенно предпочтительно, от 89° до 65°, еще более предпочтительно, от 89° до 85°. Соответствующее локальное утолщение и/или локальное утоньшение прозрачного термопластичного материала накладки в области, непосредственно напротив которой расположена линза камеры, в этом варианте осуществления изобретения также обеспечивает уменьшение промежуточного пространства между внутренней стороной накладки и линзой камеры и, следовательно, соединение, по существу, вровень или неразъемное по материалу соединение линзы камеры и накладки.
В прозрачный термопластичный пластик накладки на внутренней стороне могут быть введены поверхностные структуры, которые могут оптимизировать оптические свойства линзы камеры или падение на нее света, например, криволинейные участки, призмы или линзы Френеля. Это, помимо уменьшения веса, также обеспечивает относительно использования минерального стекла то преимущество, что в минеральном стекле выполнение таких поверхностных структур невозможно.
Прозрачный термопластичный пластик накладки содержит, предпочтительно, по меньшей мере, полиэтилен (РЕ), поликарбонат (РС), полипропилен (РР), полистирол, полибутадиен, полинитрил, полиэфир, в частности, полиэтилентерефталат (РЕТ), полиуретан (PU), полиметилметакрилат (РММА), полиакрилат, полиамид (РА), сополимер акрилонитрил-бутадиен-стирол (ABS), сополимер стирол-акрилонитрил (SAN), сополимер акриловый эфир-стирол-акрилонитрил (ASA), смесь акрилонитрил-бутадиен-стирол-поликарбонат (ABS/PC) и/или их сополимеры, соконденсаты и/или смеси.
Особенно предпочтительно, прозрачный термопластичный пластик накладки содержит поликарбонат (РС), полиметилметакрилат (РММА), стирол-акрилонитрил (SAN) и/или их сополимеры или смеси. Эти полимеры могут быть подвергнуты обработке с получением зеркально-гладких и, в зависимости от назначения, частично стеклоподобных поверхностей.
Предпочтительно, установочный элемент, в частности, накладка снабжена защитным покрытием (hardcoat, твердое покрытие), особенно предпочтительно, лаком, отверждаемым термически или УФ-излучением, особенно предпочтительно, полисилоксаном, полиакрилатом, полиметакрилатом, полиуретаном и/или их смесями или сополимерами. Твердое покрытие повышает устойчивость к механическим повреждениям, атмосферному воздействию, колебаниям температуры, УФ-излучению и/или содержащимся в воздухе агрессивным химикатам или водяным брызгам. Если нужно, твердое покрытие также может выполнять декоративную функцию.
Защитное покрытие имеет толщину, предпочтительно, от 1 мкм (микрометр) до 50 мкм, особенно предпочтительно, от 2 мкм до 25 мкм.
В качестве несущего элемента подходит любой пригодный для интеграции модуля камеры несущий элемент. Несущий элемент выполнен так, что в нем может быть установлен модуль камеры, при этом, линза камеры находится непосредственно напротив области утолщения и/или утоньшения накладки.
Например, несущий элемент может быть выполнен как известный в данной области техники несущий элемент, включающий держатель камеры и кольцевое уплотнение (см. фиг. 1).
В одном из предпочтительных вариантов осуществления изобретения несущий элемент изготовлен из термопластичного пластика. Он содержит, предпочтительно, полиэтилен (РЕ), поликарбонат (РС), полипропилен (РР), полистирол, полибутадиен, полинитрил, полиэфир, полиуретан, полиметилметакрилат, полиакрилат, полиэфир, полиамид, полиэтилентерефталат (РЕТ), предпочтительно, акрилонитрил-бутадиен-стирол (ABS), акриловый эфир-стирол-акрилонитрил (ASA), акрилонитрил-бутадиен-стирол-поликарбонат (ABS/PC) и/или их сополимеры, соконденсаты и/или смеси или состоит из них.
Предпочтительно, изготовленный из термопластичного пластика несущий элемент содержит неорганические или органические наполнители, особенно предпочтительно, SiO2, Al2O3, TiO2, глинистые минералы, силикаты, цеолиты, стеклянные волокна, углеродные волокна, стеклянные шарики, органические волокна и/или их смеси. Эти наполнители могут способствовать повышению стабильности несущего элемента. Кроме того, за счет наполнителей может быть уменьшена доля полимерных материалов и, таким образом, производственные затраты на этот элемент.
Термопластичный пластик, из которого в одном из вариантов осуществления изобретения изготовлен несущий элемент модуля камеры, предпочтительно, непрозрачный, особенно предпочтительно, окрашенный, в частности, в темный цвет, еще более предпочтительно, черный.
В одном из вариантов осуществления изобретения термопластичный пластик, из которого изготовлен несущий элемент, прозрачный.
Изготовленный из термопластичного пластика несущий элемент имеет толщину, предпочтительно, от 1 мм до 100 мм, особенно предпочтительно, от 2 мм до 50 мм, еще более предпочтительно, от 2 мм до 10 мм, в частности, от 2 мм до 3 мм.
Варианту осуществления изобретения, в котором несущий элемент из термопластичного пластика выполнен как литое изделие, свойственно преимущество, заключающееся в упрощении монтажа модуля камеры в несущем элементе, поскольку в этом случае выемка для модуля камеры, крепежные элементы, такие как колпак, отверстия пружинных зажимов и т.п. и выемки для соединенного к модулем камеры кабеля могут быть включены непосредственно в литой несущий элемент. Предпочтительно, модуль камеры выполнен в соответствии с концепцией установки сопрягаемой детали, например, модуль камеры может быть в один прием установлен в пружинный зажим, и приклеивание крепежного элемента не требуется. В случае изготовленной из минерального стекла накладки, напротив, внутреннюю накладку и крепежный элемент часто дополнительно склеивают.
В одном из вариантов осуществления изобретения накладка выполнена как литое изделие из прозрачного термопластичного пластика. Затем эта накладка может быть соединена с описанным выше несущим элементом для интеграции модуля камеры.
В одном из предпочтительных вариантов осуществления изобретения накладка и несущий элемент изготавливают как 2-компонентное литое изделие.
В альтернативном варианте осуществления изобретения накладку изготавливают как 1-компонентное литое изделие с выполненной литьем на подложку пленкой. Выполненная литьем на подложку пленка, предпочтительно, непрозрачная, особенно предпочтительно, окрашенная, в частности, в темный цвет, еще более предпочтительно, черный. На пленку может быть установлен несущий элемент для интеграции модуля камеры, т.е., несущий элемент соединен с пленкой.
Полимерная пленка, предпочтительно, содержит поликарбонат (РС), полиметилметакрилат (РММА), полиэтилентерефталат (РЕТ), полибутилентерефталат (РВТ), поликарбонат-полибутилентерефталат (РВТ/РС), стирол-акрилонитрил (SAN) и/или их сополимеры или смеси.
В одном из вариантов осуществления изобретения пленка выполнена окрашенной и/или снабженной одним или несколькими рисунками, так что она может производить оптический эффект. Например, посредством такой пленки в установочный элемент может быть введен декоративный элемент.
Соответствующий изобретению установочный элемент может представлять собой, предпочтительно, лобовое стекло, заднее стекло, боковое стекло или стекло крыши, накладку, в частности, боковой молдинг, передний молдинг, задний молдинг или декоративный молдинг, бампер, швеллер, обтекатель, облицовку ламп или бленду, в частности, бленду стойки кузова, особенно предпочтительно, бленду средней стойки кузова.
Кроме этого, изобретение охватывает способ производства соответствующего изобретению установочного элемента с интегрированным модулем камеры.
В качестве стадий способ включает, по меньшей мере, изготовление накладки, которая состоит, по меньшей мере частично, из прозрачного термопластичного пластика и имеет на внутренней стороне локальное утолщение и/или локальное утоньшение прозрачного термопластичного пластика, изготовление несущего элемента для модуля камеры, включающего, по меньшей мере, одну линзу камеры, соединение накладки с несущим элементом и установку модуля камеры в несущем элементе, при этом, модуль камеры установлен в несущем элементе таким образом, что линза камеры модуля камеры расположена непосредственно напротив локального утолщения и/или утоньшения прозрачного термопластичного пластика накладки.
Если нужно, в качестве дополнительной стадии способ может включать нанесение защитного покрытия, предпочтительно, путем обливания. Защитное покрытие может быть нанесено на накладку и/или несущий элемент. В качестве альтернативы, защитное покрытие также может быть нанесено на установочный элемент с модулем камеры или без него.
В одном из вариантов осуществления соответствующего изобретению способа прозрачный термопластичный пластик, по меньшей мере частично, состоящей из прозрачного термопластичного пластика накладки в области локального утолщения и/или локального утоньшения достигает линзы камеры и, предпочтительно, оканчивается, по существу, вровень с ней.
В одном из вариантов осуществления соответствующего изобретению способа накладка и соединенный с ней несущий элемент изготовлены как 2-компонентное литое изделие способом 2-компонентного литья под давлением или способом 2-компонентного литья под давлением с технологий поворотных плит. Эти способы обеспечивают почти безотходное производство, так как дополнительная обрезка обрабатываемой детали не требуется. Кроме этого, возможно непосредственное изготовление сложных структур.
При этом, либо сначала изготавливают как литое изделие накладку, а затем на ней отливают несущий элемент, либо, в качестве альтернативы, сначала изготавливают несущий элемент, а затем на нем отливают накладку.
Если нужно, в качестве дополнительной технологической стадии способ включает «оптическое склеивание» с целью неразъемного по материалу соединения внутренней стороны накладки и линзы камеры. На этой технологической стадии прозрачную заполняющую массу, предпочтительно, с таким же коэффициентом преломления, как у накладки и линзы камеры, или коэффициентом преломления, лежащим между коэффициентом преломления накладки и коэффициентом преломления линзы камеры, вводят между линзой камеры и накладкой.
В одном из альтернативных вариантов способа накладка, имеющая локальное утолщение и/или локальное утоньшение, может быть изготовлена как 1-компонентое литое изделие с выполненной литьем на подложку пленкой. В этом варианте способа сначала помещают пленку или заготовку пленки на той стороне углубления формы для накладки, которая впоследствии будет соответствовать внутренней стороне накладки, при этом, пленка, предпочтительно, является непрозрачной, особенно предпочтительно, окрашенной, в частности, в темный цвет, еще более предпочтительно, черный. Пленка или заготовка пленки, предпочтительно, имеет локальное отверстие в той области, где впоследствии будет находиться линза. Затем заготовку пленки заливают прозрачным материалом, т.е., углубление формы заполняют, когда пленка находится на своем месте. Заготовке пленки предварительно может быть придана форма, соответствующая контуру литейной формы, чтобы улучшить сопряжение и, возможно, формование во время литья на подложку. На эту накладку, точнее говоря, на заготовку пленки, затем может быть установлен несущий элемент для интеграции модуля камеры, при этом, модуль камеры располагают в несущем элементе таким образом, что линза камеры находится непосредственно напротив локального утолщения и/или утоньшения.
В одном из вариантов осуществления способа пленка является окрашенной и/или имеет один или несколько рисунков, так что может производить оптический эффект. Например, посредством такой пленки в установочный элемент может быть введен декоративный элемент.
При изготовлении накладки как литого изделия или литого изделия с выполненной литьем на подложку пленкой, литьевой материал может быть, например, нанесен через боковой веерный литник и/или боковую точку впрыска и/или точку впрыска в области локального утолщения и/или локального утоньшения.
В одном из предпочтительных вариантов осуществления способа, при изготовлении накладки как литого изделия или литого изделия с выполненной литьем на подложку пленкой, литьевой материал вводят через точку впрыска в области локального утолщения и/или локального утоньшения и, необязательно, дополнительно через боковой веерный литник и/или боковую точку впрыска. При таком способе введения после формования литьевого материала в области локального утолщения и/или локального утоньшения может быть осуществлена соответствующая выдержка под давлением, таким образом, западение прозрачного литьевого материала при охлаждении прозрачного литьевого материала в литьевой форме уменьшается или сводится к минимуму. Таким образом, может быть уменьшено ухудшение отражательной оптики на наружной стороне бленды из-за впадин. Выдержка под давлением зависит от предшествующего давления заполнения, при этом, давление выдержки может лежать, например, в диапазоне от 300 до 500 бар. Точка впрыска в области локального утолщения и/или локального утоньшения, предпочтительно, не лежит в той области, непосредственно напротив которой после интеграции модуля камеры будет находиться линза камеры, чтобы точка впрыска не влияла на оптику модуля камеры. Диаметр сопла, через которое вводят литьевой материал в область локального утолщения и/или локального утоньшения, составляет от 1 мм до 10 мм, предпочтительно, от 2 мм до 5 мм.
Кроме этого, изобретение относится к применению установочного элемента для интеграции модуля камеры в транспортном средстве, предпочтительно, автомобилях, грузовых автомобилях, автобусах, в частности, для интеграции модуля камеры в оконное стекло, в частности, лобовое стекло, заднее стекло, боковое стекло или стекло крыши, в накладку, в частности, боковой молдинг, передний молдинг, задний молдинг или декоративный молдинг, бампер, швеллер, обтекатель, облицовку ламп или бленду, в частности, бленду стойки кузова, особенно предпочтительно, бленду средней стойки кузова.
Далее изобретение более подробно пояснено со ссылкой на чертежи. Чертежи представляют собой лишь схематичное изображение и не передают точно углы, размеры и масштаб. Они никоим образом не ограничивают изобретение.
На фигурах показано:
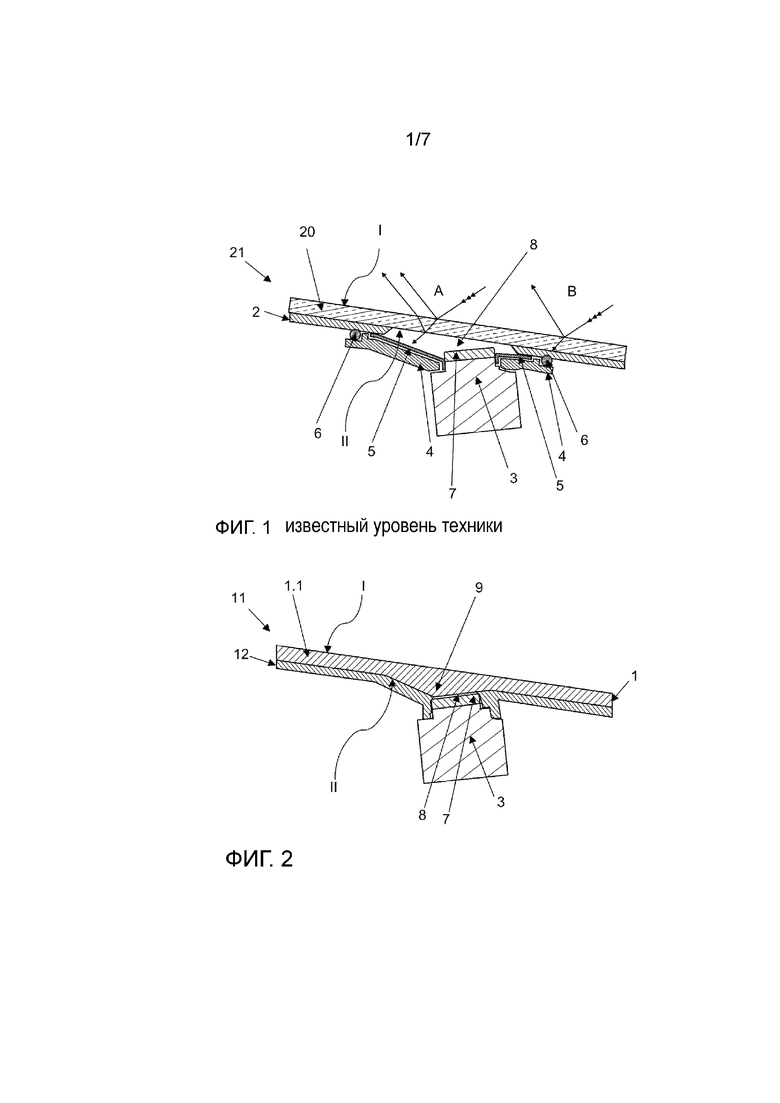
Фиг. 1 - поперечное сечение установочного элемента для транспортного средства с интегрированным модулем камеры согласно уровню техники,
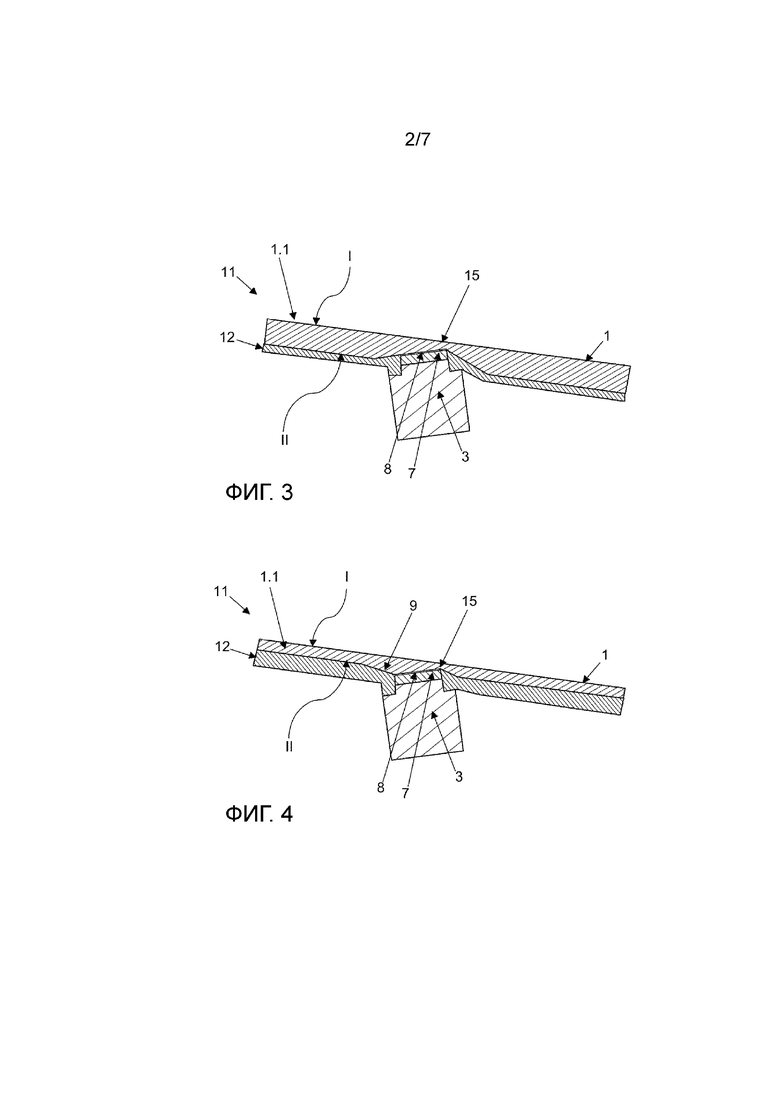
Фиг. 2 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
Фиг. 3 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
Фиг. 4 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
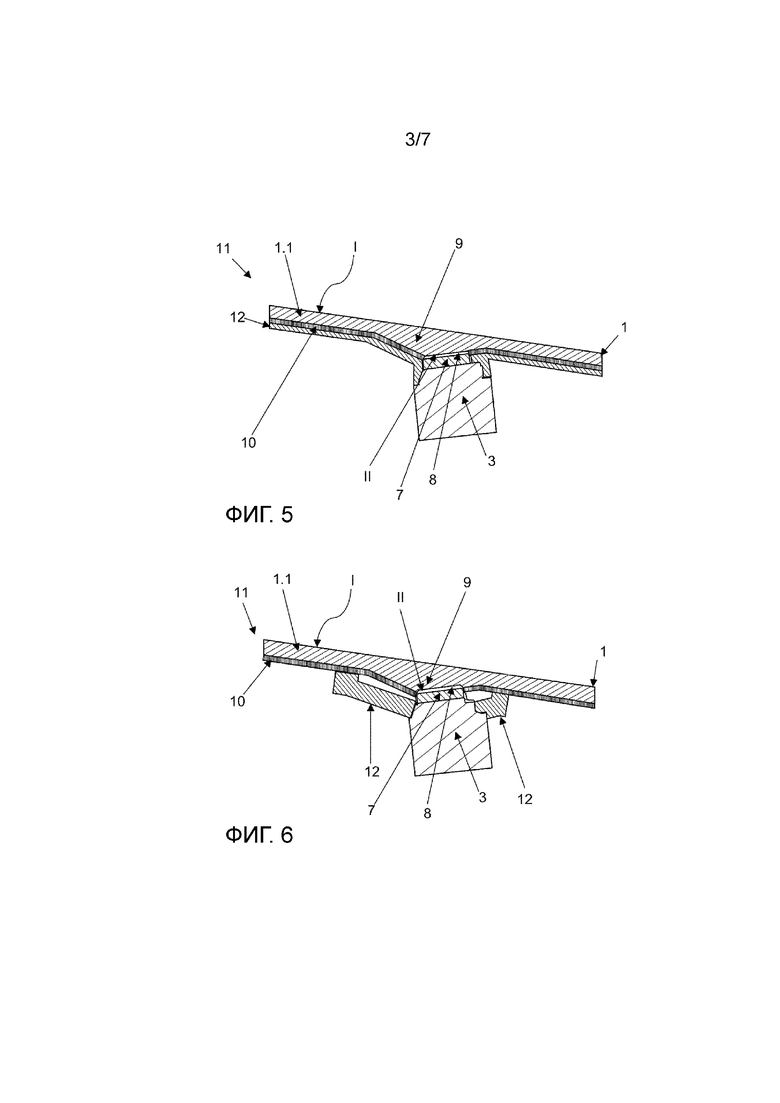
Фиг. 5 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
Фиг. 6 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
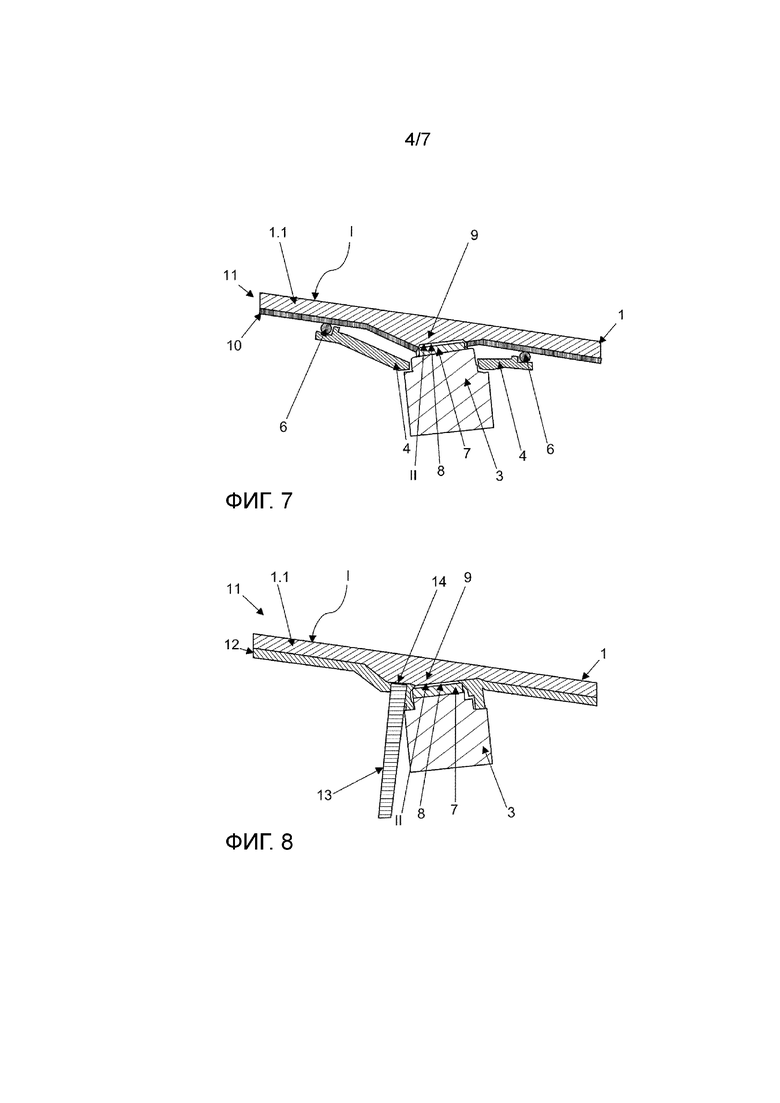
Фиг. 7 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
Фиг. 8 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению, при этом, схематично показано сопло для впрыска накладки,
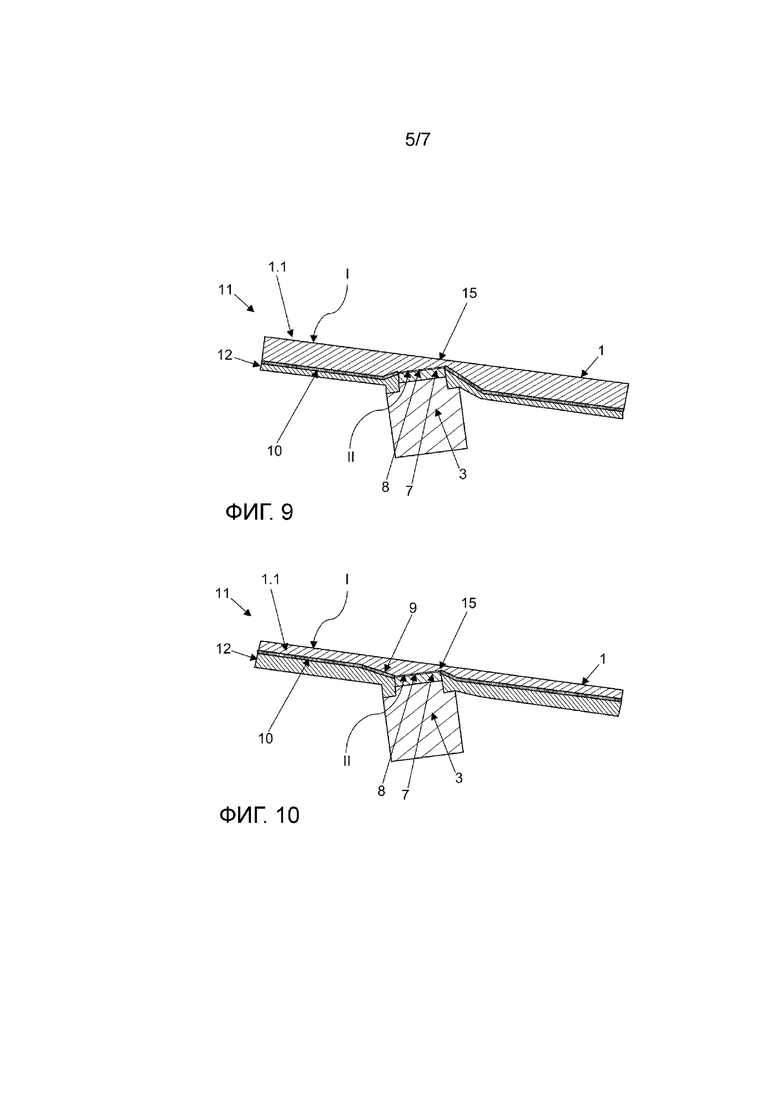
Фиг. 9 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
Фиг. 10 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
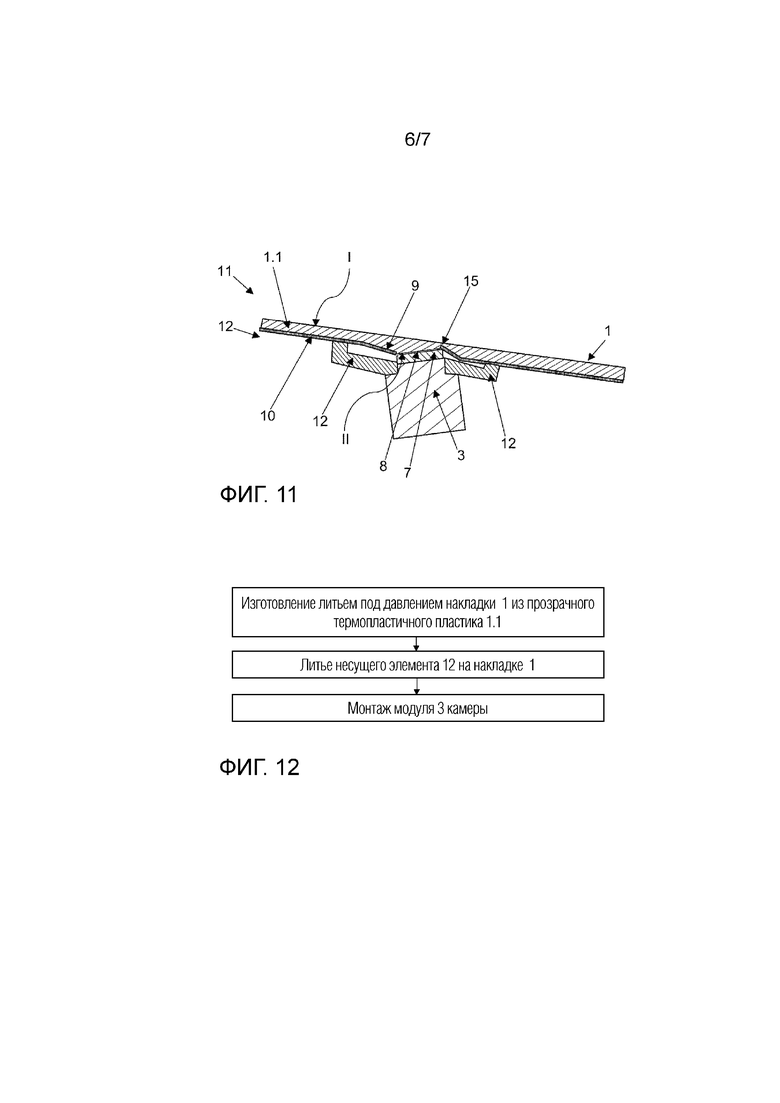
Фиг. 11 - поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению,
Фиг. 12 - технологическая схема способа производства установочного элемента, соответствующего изобретению,
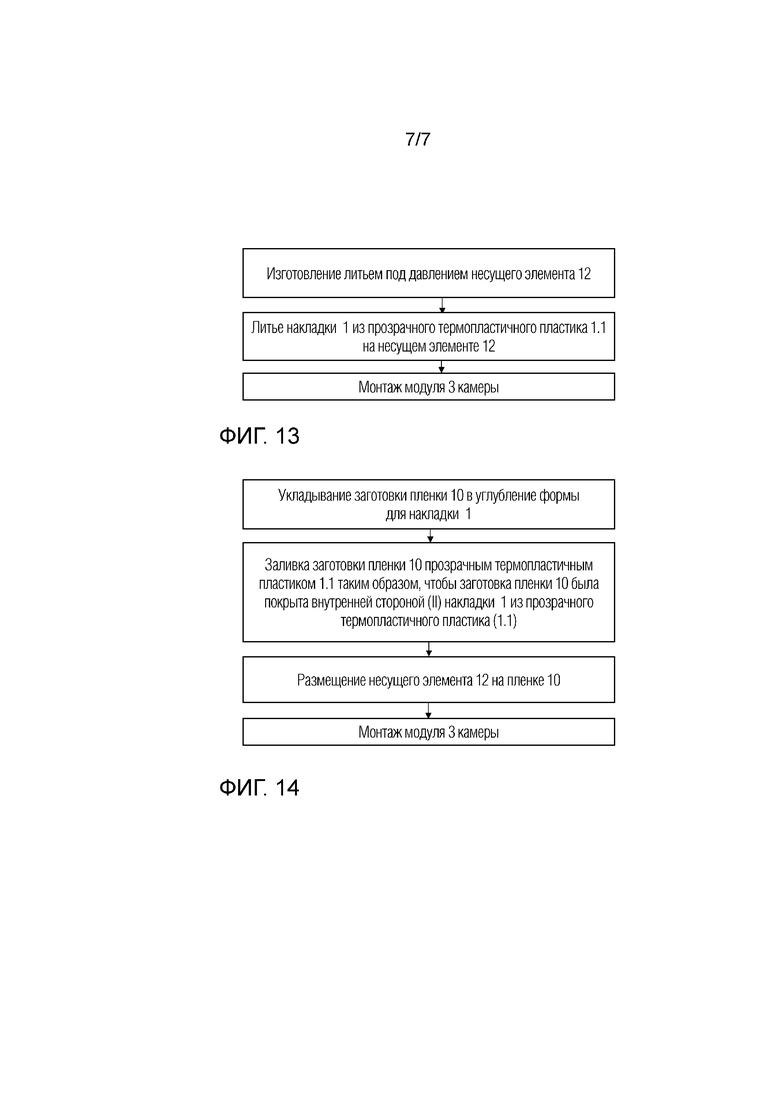
Фиг. 13 - технологическая схема альтернативного варианта способа производства установочного элемента, соответствующего изобретению,
Фиг. 14 - технологическая схема альтернативного варианта способа производства установочного элемента, соответствующего изобретению.
На фиг. 1 представлено поперечное сечение установочного элемента (21) для транспортного средства с интегрированным модулем (3) камеры согласно известного уровня техники. Установочный элемент (21) для транспортного средства известного уровня техники включает накладку (20) из стекла, которая соединена с черной внутренней накладкой (2). На внутренней накладке (2) установлен держатель (4) камеры с кольцевым уплотнением (6). В несущем элементе (4) камеры помещен модуль (3) камеры, включающий линзу (7) камеры. Линза (7) камеры обращена ко внутренней стороне (II) накладки (20).
На фиг. 1 показано отражение света на наружной поверхности (I) накладки (20) и отражение на внутренней поверхности (II) накладки (20) или границе раздела накладки (20) и несущего элемента (4) камеры.
Свет падает на наружную поверхность (I) накладки (20) под любым углом, так что сначала значительная часть света отражается; однако, часть света преломляется на поверхности, отклоняется и входит в оптически плотную среду - стекло. В зависимости от того, в какой области установочного элемента (21) это происходит, проявляются два разных эффекта: в области гнезда камеры внутренняя поверхность (II) накладки (20), обычно, контактирует с воздухом, оптически менее плотной средой, чем стекло, поэтому на этой границе раздела происходит частичное отражение. Значительная часть света снова отражается и после повторного частичного отражения на наружной поверхности (I) достигает глаза наблюдателя (траектория луча А). В области вне зоны камеры накладка (20) внутренней поверхностью (II) прочно соединена с черной внутренней накладкой (2). Здесь не происходит или происходит незначительное отражение, так как свет, по большей части, поглощается черным материалом несущего элемента (траектория луча В).
Чтобы модуль (3) камеры установочного элемента (21) известного уровня техники был, по возможности, незаметен, обращенную к внутренней поверхности (II) накладки (20) часть несущего элемента (4) камеры флокируют черным. Флокирование (5) поглощает проникший через прозрачную накладку (20) свет (не отраженный свет), который уже не может выйти наружу. Область камеры для наблюдателя выравнивается из-за частично отраженного, в большей или меньшей степени, света на границе раздела между внутренней поверхностью (II) и воздухом от области с черной внутренней накладкой (2). Материал (20) накладки не достигает линзы (7) камеры, между внутренней поверхностью (II) накладки (20) и линзой (7) камеры имеется полое воздушное пространство (8), в которое может проникать и конденсироваться вода, из-за чего оптические свойства модуля (3) камеры могут ухудшаться.
На фиг. 2 представлено поперечное сечение одного из вариантов осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из прозрачного термопластичного пластика (1.1), соединенный с ней несущий элемент (12) из термопластичного пластика и размещенный в несущем элементе (12) модуль (3) камеры с линзой (7), направленной к внутренней стороне (II) накладки (1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в данном варианте осуществления отличается от 90°, например, равен 65°. Однако, этот угол также может иметь другую величину, например, 85°. Накладка (1) на внутренней стороне (II) в направлении линзы (7) камеры имеет локальное утолщение (9) прозрачного термопластичного пластика (1.1) и достигает линзы (7) камеры. Линза (7) камеры расположена непосредственно напротив локального утолщения (9). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) имеет толщину, например, 3 мм, а в области утолщения (9) максимум на 4 мм толще, чем вне области утолщения (9).
К тому же, благодаря изготовлению несущего элемента (12) из черного термопластичного пластика, в данном варианте осуществления изобретения поперечное сечение внутренней стороны (II), не дублированное черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не дублированная поверхность внутренней стороны (II) в этом варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
Накладка (1) и соединенный с ней несущий элемент (12) представленного на фиг. 2 установочного элемента (11) изготовлены, например, как 2-компонентное литое изделие.
На фиг. 3 представлено поперечное сечение другого варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из прозрачного термопластичного пластика (1.1), соединенный с ней несущий элемент (12) из термопластичного пластика и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) накладки (1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. Накладка (1) на внутренней стороне (II) имеет локальное утоньшение (15) прозрачного термопластичного пластика (1.1). Линза (7) камеры расположена непосредственно напротив области утоньшения (15). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утоньшения (15) имеет толщину, например, 5 мм, а в области утоньшения (15) максимум на 3 мм тоньше, чем вне области утоньшения (15).
К тому же, благодаря изготовлению несущего элемента (12) из черного термопластичного пластика, в данном варианте осуществления изобретения поперечное сечение внутренней стороны (II), не дублированное черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не дублированная поверхность внутренней стороны (II) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
Накладка (1) и соединенный с ней несущий элемент (12) представленного на фиг. 3 установочного элемента (11) изготовлены, например, как 2-компонентное литое изделие.
На фиг. 4 представлено поперечное сечение другого варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из прозрачного термопластичного пластика (1.1), соединенный с ней несущий элемент (12) из термопластичного пластика и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) накладки (1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. Накладка (1) на внутренней стороне (II) имеет локальное утолщение (9) и локальное утоньшение (15) прозрачного термопластичного пластика (1.1). Линза (7) камеры расположена непосредственно напротив области утолщения (9) и утоньшения (15). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) и вне утоньшения (15) имеет толщину, например, 5 мм, в области утолщения (9) максимум на 3 мм толще и в области утоньшения (15) максимум на 3 мм тоньше, чем вне области утолщения (9) и утоньшения (15).
Благодаря изготовлению несущего элемента (12) из черного термопластичного пластика, в данном варианте осуществления изобретения поперечное сечение внутренней стороны (II), не дублированное черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не дублированная поверхность внутренней стороны (II) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
Накладка (1) и соединенный с ней несущий элемент (12) представленного на фиг. 4 установочного элемента (11) изготовлены, например, как 2-компонентное литое изделие.
На фиг. 5 представлено поперечное сечение альтернативного варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из пленки (10), дублированной прозрачным термопластичным пластиком (1.1), соединенный с пленкой (10) несущий элемент (12) из термопластичного пластика и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) прозрачного термопластичного пластика (1.1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. В области, где в установочном элементе (11) расположена линза (7), в дублированной пленке (10) имеется отверстие. Прозрачный термопластичный пластик (1.1) накладки (1) на внутренней стороне (II) в направлении линзы (7) камеры имеет локальное утолщение (9) и достигает линзы (7) камеры. Линза (7) камеры расположена непосредственно напротив утолщения (9). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) прозрачного термопластичного пластика (1.1) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) прозрачного термопластичного пластика (1.1) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) имеет толщину, например, 3 мм, а в области утолщения (9) максимум на 4 мм толще, чем вне области утолщения (9).
В этом варианте осуществления изобретения благодаря использованию черной пленки в качестве дублирующей пленки (10) поперечное сечение той внутренней стороны (II), которая не соединена непосредственно с черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не соединенная с черным материалом поверхность внутренней стороны (II) накладки (1) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
В этом варианте осуществления изобретения, благодаря применению окрашенной и/или снабженной одним или несколькими рисунками пленки, имеется возможность введения в установочный элемент декоративного элемента.
На фиг. 6 представлено поперечное сечение альтернативного варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из пленки (10), дублированной прозрачным термопластичным пластиком (1.1), соединенный с пленкой (10) несущий элемент (12) и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) прозрачного термопластичного пластика (1.1) накладки (1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. В области, где в установочном элементе (11) расположена линза (7), в дублированной пленке (10) имеется отверстие. Прозрачный термопластичный пластик (1.1) накладки (1) на внутренней стороне (II) в направлении линзы (7) камеры имеет локальное утолщение (9) и достигает линзы (7) камеры. Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) прозрачного термопластичного пластика (1.1) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) прозрачного термопластичного пластика (1.1) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) имеет толщину, например, 3 мм, а в области утолщения (9) максимум на 4 мм толще, чем вне области утолщения (9).
В этом варианте осуществления изобретения, благодаря использованию черной пленки в качестве дублирующей пленки (10) поперечное сечение той внутренней стороны (II), которая не соединена непосредственно с черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не соединенная с черным материалом поверхность внутренней стороны (II) накладки (1) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
Представленный на фиг. 6 вариант осуществления изобретения отличается от представленного на фиг. 5 только формой несущего элемента (12).
На фиг. 7 представлено поперечное сечение предпочтительного варианта осуществления показанного на фиг. 6 соответствующего изобретению установочного элемента, в котором несущий элемент соответствует применяемому в известном уровне технике держателю (4) камеры с кольцевым уплотнением (6) (см. фиг. 1).
Прозрачный термопластичный пластик (1.1) накладки (1) на внутренней стороне (II) в направлении линзы (7) камеры имеет локальное утолщение (9) и достигает линзы (7) камеры. Благодаря этому, накладка (1) соединена с линзой (7) камеры почти вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) прозрачного термопластичного пластика (1.1) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) прозрачного термопластичного пластика (1.1) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) имеет толщину, например, 3 мм, а в области утолщения (9) максимум на 4 мм толще, чем вне области утолщения (9).
В этом варианте осуществления изобретения, благодаря использованию черной пленки в качестве дублирующей пленки (10) поперечное сечение той внутренней стороны (II) накладки (1), которая не соединена непосредственно с черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не соединенная с черным материалом поверхность внутренней стороны (II) накладки (1) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
На фиг. 8 представлено поперечное сечение одного из вариантов осуществления установочного элемента, соответствующего изобретению, при этом, показано сопло (13) для впрыска накладки (1), в остальном этот вариант осуществления изобретения, по существу, соответствует представленному на фиг. 2. Как можно видеть на фиг. 8, точка (14) впрыска, предпочтительно, расположена в области, которая впоследствии образует локальное утолщение (9) накладки (1). При таком размещении сопла (13), после формования литьевого материала в этой области может быть осуществлена соответствующая выдержка под давлением, таким образом, западение прозрачного литьевого материала при охлаждении в литьевой форме уменьшается или сводится к минимуму. Таким образом, может быть уменьшено ухудшение отражательной оптики на наружной стороне бленды из-за впадин. Точка (14) впрыска, предпочтительно, расположена вблизи области, где размещена линза (7) камеры. Благодаря размещению точки (14) впрыска вне той области накладки, через которую после установки модуля (3) камеры будет проходить траектория луча линзы (7) камеры, точка (14) впрыска не влияет на оптику модуля (3) камеры.
На фиг. 9 представлено поперечное сечение другого варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из пленки (10), дублированной прозрачным термопластичным пластиком (1.1), соединенный с пленкой (10) несущий элемент (12) из термопластичного пластика и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) прозрачного термопластичного пластика (1.1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. В области, где в установочном элементе (11) расположена линза (7), в дублированной пленке (10) имеется отверстие. Прозрачный термопластичный пластик (1.1) накладки (1) на внутренней стороне (II) имеет локальное утоньшение (15). Линза (7) камеры расположена непосредственно напротив локального утоньшения (15). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) прозрачного термопластичного пластика (1.1) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) прозрачного термопластичного пластика (1.1) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утоньшения (15) имеет толщину, например, 5 мм, а в области утоньшения (15) максимум на 3 мм тоньше, чем вне области утоньшения (15).
В этом варианте осуществления изобретения, благодаря использованию черной пленки в качестве дублирующей пленки (10) поперечное сечение той внутренней стороны (II) накладки (1), которая не соединена непосредственно с черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не соединенная с черным материалом поверхность внутренней стороны (II) накладки (1) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
В этом варианте осуществления изобретения, благодаря применению окрашенной и/или снабженной одним или несколькими рисунками пленки, имеется возможность введения в установочный элемент декоративного элемента.
На фиг. 10 представлено поперечное сечение другого варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из пленки (10), дублированной прозрачным термопластичным пластиком (1.1), соединенный с пленкой (10) несущий элемент (12) из термопластичного пластика и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) прозрачного термопластичного пластика (1.1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. В области, где в установочном элементе (11) расположена линза (7), в дублированной пленке (10) имеется отверстие. Прозрачный термопластичный пластик (1.1) накладки (1) на внутренней стороне (II) имеет локальное утолщение (9) и локальное утоньшение (15) прозрачного термопластичного пластика (1.1). Линза (7) камеры расположена непосредственно напротив области утолщения (9) и утоньшения (15). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) и вне утоньшения (15) имеет толщину, например, 5 мм, в области утолщения (9) максимум на 3 мм толще и в области утоньшения (15) максимум на 3 мм тоньше, чем вне области утолщения (9) и утоньшения (15).
В этом варианте осуществления изобретения, благодаря использованию черной пленки в качестве дублирующей пленки (10) поперечное сечение той внутренней стороны (II) накладки (1), которая не соединена непосредственно с черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не соединенная с черным материалом поверхность внутренней стороны (II) накладки (1) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
В этом варианте осуществления изобретения, благодаря применению окрашенной и/или снабженной одним или несколькими рисунками пленки, имеется возможность введения в установочный элемент декоративного элемента.
На фиг. 11 представлено поперечное сечение альтернативного варианта осуществления соответствующего изобретению установочного элемента (11), включающего накладку (1) из пленки (10), дублированной прозрачным термопластичным пластиком (1.1), соединенный с пленкой (10) несущий элемент (12) и установленный в несущем элементе (12) модуль (3) камеры с линзой (7), обращенной ко внутренней стороне (II) прозрачного термопластичного пластика (1.1) накладки (1). Диаметр линзы (7) камеры равен, например, 11 мм. Угол между визирной линией линзы (7) камеры и наружной стороной (I) накладки (1) в показанном варианте осуществления отличен от 90°. В области, где в установочном элементе (11) расположена линза (7), в дублированной пленке (10) имеется отверстие. Прозрачный термопластичный пластик (1.1) накладки (1) на внутренней стороне (II) имеет локальное утолщение (9) и локальное утоньшение (15) прозрачного термопластичного пластика (1.1). Линза (7) камеры расположена непосредственно напротив области утолщения (9) и утоньшения (15). Благодаря этому, накладка (1) соединена с линзой (7) камеры, по существу, вровень, и полое воздушное пространство (8) между линзой (7) камеры и внутренней стороной (II) накладки (1) сведено к минимуму. Таким образом, запотевание линзы (7) или внутренней стороны (II) накладки (1) из-за конденсации паров воды может быть минимизировано. Термопластичный пластик (1.1) в области вне утолщения (9) и вне утоньшения (15) имеет толщину, например, 5 мм, в области утолщения (9) максимум на 3 мм толще и в области утоньшения (15) максимум на 3 мм тоньше, чем вне области утолщения (9) и утоньшения (15).
В этом варианте осуществления изобретения, благодаря использованию черной пленки в качестве дублирующей пленки (10) поперечное сечение той внутренней стороны (II) накладки (1), которая не соединена непосредственно с черным материалом, уменьшено по сравнению с представленным на фиг. 1 установочным элементом (21) известного уровня техники. Не соединенная с черным материалом поверхность внутренней стороны (II) накладки (1) в данном варианте осуществления изобретения соответствует поверхности линзы (7) камеры. Таким образом, оптические свойства установочного элемента (11) могут быть улучшены, а модуль (3) камеры становится менее заметен снаружи.
И в этом варианте осуществления изобретения, благодаря применению окрашенной и/или снабженной одним или несколькими рисунками пленки, имеется возможность введения в установочный элемент декоративного элемента.
На фиг. 12 представлена технологическая схема соответствующего изобретению способа производства соответствующего изобретению установочного элемента (11). В этом способе накладка (1) и несущий элемент (12) выполнены как 2-компонентное литое изделие. На первой стадии способа литьем под давлением изготавливают накладку (1) из прозрачного термопластичного пластика (1.1). На второй стадии способа на накладке (1) отливают несущий элемент (12) из термопластичного, предпочтительно, черного пластика. На внутренней стороне (II) накладки (1) имеется локальное утолщение (9) и/или локальное утоньшение (15).
На следующей стадии способа осуществляют монтаж модуля (3) камеры, при этом, модуль камеры размещают так, что линза (7) камеры находится непосредственно напротив локального утолщения (9) и/или локального утоньшения (15) прозрачного термопластичного пластика (1.1) накладки (1).
Необязательно, способ может включать дополнительную стадию нанесения покрытия, предпочтительно, путем обливания защитным материалом.
На фиг. 13 представлена технологическая схема соответствующего изобретению альтернативного способа производства соответствующего изобретению установочного элемента (11). В этом способе накладка (1) и несущий элемент (12) выполнены как 2-компонентное литое изделие. На первой стадии способа литьем под давлением изготавливают несущий элемент (12) из термопластичного, предпочтительно, черного пластика. На второй стадии способа накладку (1) из прозрачного термопластичного пластика (1.1) отливают на несущем элементе (12). На внутренней стороне (II) накладки (1) имеется локальное утолщение (9) и/или локальное утоньшение (15).
На следующей стадии способа осуществляют монтаж модуля (3) камеры, при этом, модуль камеры размещают так, что линза (7) камеры находится непосредственно напротив локального утолщения (9) и/или локального утоньшения (15) прозрачного термопластичного пластика (1.1) накладки (1).
Необязательно, способ может включать дополнительную стадию нанесения покрытия, предпочтительно, путем обливания защитным материалом.
На фиг. 14 представлена технологическая схема соответствующего изобретению альтернативного способа производства соответствующего изобретению установочного элемента (11). В этом способе накладка (1) изготовлена как литое изделие состоящее из выполненной литьем на подложку пленки (10) из прозрачного термопластичного пластика (1.1). На первой стадии способа заготовку пленки, предпочтительно, черную, помещают в углубление формы для накладки (1). На второй стадии способа заготовку пленки (10) заливают прозрачным термопластичным пластиком (1.1) так, что заготовка пленки (10) покрыта внутренней стороной (II) прозрачного термопластичного пластика (1.1) накладки. На внутренней стороне (II) накладки (1) имеется локальное утолщение (9) и/или локальное утоньшение (15).
На третьей стадии способа на заготовке пленки (10) помещают несущий элемент (12). Несущий элемент (12) может быть изготовлен, например, как литое изделие из термопластичного пластика. Однако, в качестве несущего элемента (12) пригодно и любое другое крепежное приспособления для модуля (3) камеры, например, несущий элемент (12), как и в известном в данной области техники установочном элементе (11), может быть выполнен как держатель (4) камеры с кольцевым уплотнением (6).
На следующей стадии способа осуществляют монтаж модуля (3) камеры, при этом, модуль камеры размещают так, что линза (7) камеры находится непосредственно напротив локального утолщения (9) и/или локального утоньшения (15) прозрачного термопластичного пластика (1.1) накладки (1).
Необязательно, способ может включать дополнительную стадию нанесения покрытия, предпочтительно, путем обливания защитным материалом. Когда несущий элемент (12) изготавливают не в форме литого изделия, в него нельзя интегрировать крепежные элементы или каналы для кабеля, поэтому в этом отношении такой способ не является предпочтительным. Изготовленный согласно представленному на фиг. 14 способу установочный элемент (11), имеющий, например, выполненный аналогично известному уровню техники несущий элемент, может, однако, быть пригодным, в частности, для производства мелкими сериями, поскольку в этом случае стоимость инструмента меньше, чем в случае выполнения установочного элемента (11) как 2-компонентного литого изделия.
Список позиций на чертежах
1 Накладка, соответствующая изобретению накладка
1.1 Прозрачный термопластичный пластик
2 Внутренняя накладка
3 Модуль камеры
4 Держатель камеры
5 Флокирование
6 Кольцевое уплотнение
7 Линза камеры
8 Полое воздушное пространство
9 Утолщение
10 Пленка/заготовка пленки
11 Установочный элемент/установочный элемент для транспортного средства, соответствующий изобретению установочный элемент/установочный элемент для транспортного средства
12 Несущий элемент
13 Сопло
14 Точка впрыска
15 Утоньшение
I Наружная сторона/наружная поверхность
II Внутренняя сторона/внутренняя поверхность
20 Накладка, накладка согласно известному уровню техники
21 Установочный элемент, установочный элемент согласно известному уровню техники
Группа изобретений относится к области транспортного машиностроения. Установочный элемент для транспортного средства с интегрированным модулем камеры включает накладку и несущий элемент. Накладка участками выполнена из прозрачного термопластичного пластика и имеет на внутренней стороне локальное утолщение и/или утоньшение. Несущий элемент расположен на внутренней стороне накладки и в нем установлен модуль камеры. Модуль камеры включает линзу камеры, которая расположена непосредственно напротив локального утолщения и/или утоньшения. Варианты способа производства упомянутого установочного элемента включают этапы, на которых: изготавливают литьем под давлением накладку; на накладке на внутренней стороне отливают несущий элемент для модуля камеры; изготавливают литьем под давлением выполненный несущий элемент; на несущем элементе отливают накладку; размещают модуль камеры в несущий элемент. Применяют упомянутый установочный элемент в транспортном средстве для интеграции модуля камеры в стекло. Достигается уменьшение веса и уменьшение запотевания модуля камеры. 4 н. и 12 з.п. ф-лы, 14 ил.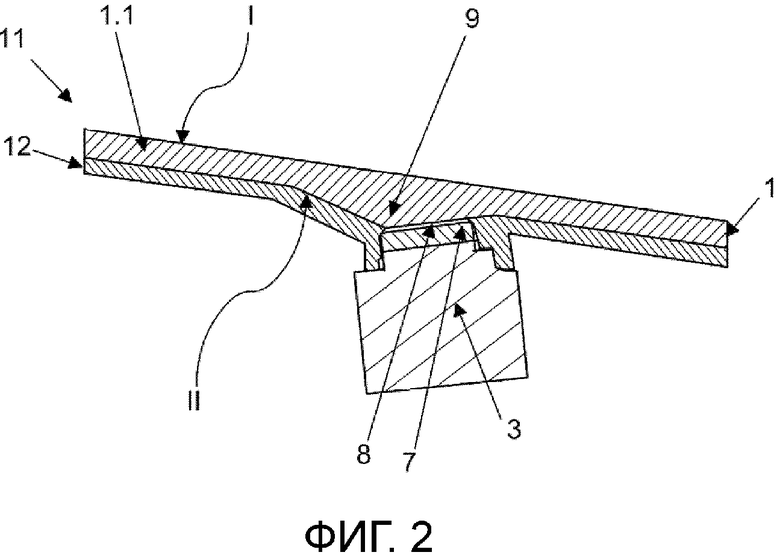
1. Установочный элемент (11) для транспортного средства с интегрированным модулем (3) камеры, включающий по меньшей мере:
- накладку (1) с наружной стороной (I) и внутренней стороной (II), при этом накладка (1), по меньшей мере участками, выполнена из прозрачного термопластичного пластика (1.1);
- несущий элемент (12), который расположен на внутренней стороне (II) накладки (1) и в котором установлен модуль (3) камеры;
при этом накладка (1) на внутренней стороне (II) имеет локальное утолщение (9) и/или локальное утоньшение (15) прозрачного термопластичного пластика (1.1);
при этом модуль (3) камеры включает по меньшей мере одну линзу (7) камеры и расположен в несущем элементе (12) таким образом, что указанная по меньшей мере одна линза (7) камеры расположена непосредственно напротив локального утолщения (9) и/или локального утоньшения (15).
2. Установочный элемент (11) для транспортного средства по п.1, в котором локальное утолщение (9) и/или локальное утоньшение (15) неразъемно по материалу или по существу вровень смыкается с указанной по меньшей мере одной линзой (7) камеры.
3. Установочный элемент (11) для транспортного средства по п.1 или 2, в котором наружная сторона (II) накладки (1) имеет по существу форму плоской поверхности или изогнутой поверхности.
4. Установочный элемент (11) для транспортного средства по одному из пп.1-3, в котором установочный элемент (11) представляет собой лобовое стекло, заднее стекло, боковое стекло, стекло крыши, накладку, бампер, швеллер, обтекатель, облицовку ламп или бленду.
5. Установочный элемент (11) для транспортного средства по одному из пп.1-4, в котором в прозрачном термопластичном пластике (1.1) накладки (1) на внутренней стороне (II) в направлении линзы (7) камеры выполнены структуры, предпочтительно криволинейные участки, призмы или линзы Френеля.
6. Установочный элемент (11) для транспортного средства по одному из пп.1-5, в котором несущий элемент (12) для модуля (3) камеры выполнен из термопластичного пластика, предпочтительно из непрозрачного, особенно предпочтительно окрашенного, в частности в темный цвет, еще более предпочтительно из черного термопластичного пластика.
7. Установочный элемент (11) для транспортного средства по п.6, в котором в термопластичном пластике несущего элемента (12) выполнены выемка для установки модуля (3) камеры, крепежные элементы для модуля (3) камеры и/или выемки для соединенного с модулем (3) камеры кабеля.
8. Установочный элемент (11) для транспортного средства по п.6 или 7, в котором накладка (1) выполнена из прозрачного термопластичного пластика (1.1), и, предпочтительно, накладка (1) и несущий элемент (12) выполнены как 2-компонентное литое изделие.
9. Установочный элемент (11) для транспортного средства по одному из пп.1-8, в котором установочный элемент (11) для транспортного средства включает полимерную пленку (10), предпочтительно выполненную литьем на подложку пленку (10), которая расположена предпочтительно между накладкой (1) и несущим элементом (12), при этом пленка (10) предпочтительно является непрозрачной, особенно предпочтительно окрашенной, в частности в темный цвет, еще более предпочтительно черный.
10. Установочный элемент (11) для транспортного средства по одному из пп.1-9, в котором накладка (1) по меньшей мере на наружной стороне (I) снабжена защитным покрытием, причем защитное покрытие предпочтительно содержит по меньшей мере полисилоксан, полиакрилат, полиметакрилат и/или полиуретан или состоит из них, причем защитное покрытие предпочтительно нанесено толщиной от 1 мкм до 50 мкм, особенно предпочтительно от 2 мкм до 25 мкм.
11. Способ производства установочного элемента (11) для транспортного средства с интегрированным модулем (3) камеры, включающим по меньшей мере одну линзу (7) камеры, в котором
- на первой стадии изготавливают литьем под давлением накладку (1), которая, по меньшей мере участками, выполнена из прозрачного термопластичного пластика (1.1) и имеет на своей внутренней стороне (II) локальное утолщение (9) и/или локальное утоньшение (15) прозрачного термопластичного пластика (1.1), и
на второй стадии на накладке (1) на внутренней стороне (II) отливают из термопластичного пластика несущий элемент (12) для модуля (3) камеры, включающего по меньшей мере одну линзу (7) камеры;
или
на первой стадии изготавливают литьем под давлением выполненный из термопластичного пластика несущий элемент (12) для модуля (3) камеры, включающего по меньшей мере одну линзу (7) камеры, и
на второй стадии на несущем элементе (12) отливают накладку (1), которая, по меньшей мере участками, выполнена из прозрачного термопластичного пластика (1.1) и имеет на своей внутренней стороне (II) локальное утолщение (9) и/или локальное утоньшение (15) прозрачного термопластичного пластика (1.1), таким образом, что внутренняя сторона (II) накладки (1) соединяется с несущим элементом (12);
- на третьей стадии размещают модуль (3) камеры в несущий элемент (12) таким образом, что указанная по меньшей мере одна линза (7) камеры располагается непосредственно напротив локального утолщения (9) и/или локального утоньшения (15).
12. Способ по п.11, в котором накладка (1) и соединенный с ней несущий элемент (12) изготовлены способом 2-компонентного литья под давлением или способом 2-компонентного литья под давлением с технологией поворотных плит.
13. Способ производства установочного элемента (11) для транспортного средства с интегрированным модулем (3) камеры, включающим по меньшей мере одну линзу (7) камеры, в котором
- на первой стадии изготавливают накладку (1), которая, по меньшей мере участками, выполнена из прозрачного термопластичного пластика (1.1) и имеет на своей внутренней стороне (II) локальное утолщение (9) и/или локальное утоньшение (15) прозрачного термопластичного пластика (1.1), как однокомпонентное литое изделие с выполненной литьем на подложку полимерной пленкой (10), при этом пленка (10) расположена на внутренней стороне (II) накладки (1) и предпочтительно имеет отверстие в том месте, где будет находиться указанная по меньшей мере одна линза (7) камеры;
- на второй стадии предоставляют несущий элемент (12) для модуля (3) камеры;
- на третьей стадии несущий элемент (12) размещают на выполненной литьем на подложку полимерной пленке (10) и
- на четвертой стадии модуль (3) камеры, который включает по меньшей мере одну линзу (7) камеры, размещают в несущем элементе (12) таким образом, что линза (7) камеры располагается непосредственно напротив локального утолщения (9) и/или локального утоньшения (15).
14. Способ по одному из пп.11-13, в котором литьевой материал для изготовления накладки (1) вводят через боковой веерный литник и/или боковую точку впрыска и/или точку (14) впрыска в области локального утолщения (9) и/или локального утоньшения (15).
15. Способ по одному из пп.11-14, в котором защитное покрытие наносят по меньшей мере на наружную сторону установочного элемента (11) для транспортного средства или накладки (1) и/или несущего элемента (12).
16. Применение установочного элемента (11) по одному из пп.1-10 для интеграции модуля (3) камеры в транспортном средстве, предпочтительно автомобилях, грузовых автомобилях, автобусах, в частности для интеграции модуля камеры в оконное стекло, в частности лобовое стекло, заднее стекло, боковое стекло или стекло крыши, в накладку, в частности боковой молдинг, передний молдинг, задний молдинг или декоративный молдинг, бампер, швеллер, обтекатель, облицовку ламп или бленду, в частности бленду стойки кузова, особенно предпочтительно бленду средней стойки кузова.
| ОСТЕКЛЕНИЕ АВТОМОБИЛЯ, КОМПОНЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ АКСЕССУАРА К ОСТЕКЛЕНИЮ И СПОСОБ ЗАКРЕПЛЕНИЯ АКСЕССУАРОВ К ОСТЕКЛЕНИЮ АВТОМОБИЛЯ | 2016 |
|
RU2723433C2 |
| 0 |
|
SU157419A1 | |
| US 20160264064 A1, 15.09.2016 | |||
| US 6799904 B2, 05.10.2004 | |||
| US 20160144797 A1, 26.05.2016 | |||
| WO 2013055263 A1, 18.04.2013. | |||

