Область изобретения
Настоящее изобретение относится к комбинированной панели остекления с многослойным комбинированным слоем.
Настоящее изобретение также относится к способу производства комбинированной панели остекления с многослойным комбинированным слоем.
И, наконец, но не менее важно, изобретение относится к применению комбинированной панели остекления с многослойным комбинированным слоем.
Уровень техники
Приведенный в настоящей заявке уровень техники включен в данную заявку посредством ссылки.
Из заявки на патент Германии DE 102012219950 A1 известна конструкция ламинированной панели, которая содержит внешний стеклянный лист, который образует внешнюю поверхность и противоположную первую поверхность ламината; внутренний стеклянный лист, который образует внутреннюю поверхность и противоположную вторую поверхность ламината; первый слой поливинилбутираля (ПВБ (PVB)), который расположен смежным с первой поверхностью ламината; второй слой ПВБ, который расположен смежным со второй поверхностью ламината; и слой полиэтилентерефталата (ПЭТ (PET)), который расположен между первым слоем ПВБ и вторым слоем ПВБ.
Внешний край слоя ПЭТ и внешние края слоев ПВБ образуют общий край, поэтому край слоя ПЭТ не защищен от окружающей среды. Если слой ПЭТ несет функциональные слои, например, электропроводящий слой, то они часто чувствительны к коррозии, наносящей существенный вред конструкцию ламинированной панели при ее функционировании. Кроме того, такие слоистые конструкции ПВБ-ПЭТ-ПВБ часто имеют сильный дефект типа апельсиновой корки и внутренние дефекты. Термин «апельсиновая корка» используется специалистом в данной области техники, чтобы указать на нежелательно высокую шероховатость поверхности конструкции панели остекления, которая также видна в готовом конечном продукте и обычно воспринимается потребителем как раздражающая. Термин «внутренние дефекты», как понимает специалист в данной области техники, означает ряд других оптически раздражающих дефектов и включений постороннего материала, встречающихся в ламинате. Они включают, наряду с другими, волосяные включения, остатки пленки, остающиеся при обрезании пленок, а также повреждения, возникающие во время производственного процесса из-за отпечатков пальцев или слюны, которые способствуют коррозии металлических покрытий в стопке пленок. Более того, трудно защищать слой ПЭТ при проведении ламинирования с помощью относительно тонкого слоя ПВБ. Кроме того, слоистую конструкцию ПЭТ-ПВБ трудно отслаивать от второго слоя ПВБ, так что укорачивание слоистой конструкции ПЭТ-ПВБ возможно лишь с трудом, если вообще возможно, и приводит к видимым дефектам.
Таким образом, задача настоящего изобретения состоит в том, чтобы предложить комбинированную панель остекления, которая не имеет указанных недостатков уровня техники.
В частности, внешний край слоя ПЭТ и внешние края слоев ПВБ больше не образовывают общий внешний край, поэтому край слоя ПЭТ экранирован от окружающей среды. Если слой ПЭТ несет функциональные слои, например, электропроводящий слой, он не будет подвержен коррозии, так что функционирование конструкции ламинированной панели не будет больше ухудшаться. Кроме того, слоистая конструкция ПВБ-ПЭТ-ПВБ не будет более давать какую-либо апельсиновую корку и внутренние дефекты. Более того, будет возможно защищать слой ПЭТ при проведении ламинирования с помощью относительно тонкого слоя ПВБ. Кроме того, слоистая конструкция ПЭТ-ПВБ будет способна достаточно легко сниматься со второго слоя ПВБ, так что возможно довольно легкое укорачивание слоевой конструкции ПЭТ-ПВБ и, следовательно, оно больше не приводит каким-либо видимым дефектам.
И последняя, но не менее важная задача настоящего изобретения состоит в разработке способа, с помощью которого комбинированные панели остекления могли бы быть произведены быстро, без проблем, без дефектов и исключительно воспроизводимым образом.
Эти и другие задачи решаются в соответствии с предложенным изобретением с помощью комбинированной панели остекления и способа ее производства с признаками независимых пунктов формулы изобретения. Предпочтительные варианты осуществления изобретения раскрыты с помощью признаков зависимых пунктов формулы изобретения.
Подробное описание изобретения
Изобретение относится к комбинированной панели остекления, в частности к комбинированной панели остекления для применения в автомобильной отрасли. Предпочтительно, панель остекления является прозрачной, то есть имеет коэффициент пропускания в видимом спектральном диапазоне более 0%. Таким образом, изобретение приемлемо как для панелей остекления в световых проемах, например, для лобовых стекол, боковых стекол и задних стекол, так и для панелей с низкой прозрачностью, например, для панелей крыши.
Комбинированная панель остекления имеет по меньшей мере один, в частности один, многослойный комбинированный слой между по меньшей мере одной, в частности одной, внешней панелью и по меньшей мере одной, в частности одной, внутренней панелью.
По меньшей мере один, в частности один, многослойный комбинированный слой представляет собой ламинат, который имеет по меньшей мере одну, в частности одну, первую термопластичную пленку, сцепившуюся с внутренней стороной по меньшей мере одной внешней панели.
Ламинат также имеет по меньшей мере одну, в частности одну, полиэфирную пленку на поверхности по меньшей мере одной термопластичной пленки, противоположной внутренней стороне внешней панели.
Кроме того, ламинат имеет по меньшей мере одну, в частности одну, вторую термопластичную пленку, размещенную между по меньшей мере одной полиэфирной пленкой и верхней стороной внутренней панели, противоположной внутренней стороне внешней панели.
В ламинате установлены следующие соотношения толщин пленок:
- (первая термопластичная пленка):(полиэфирная пленка) = от (1:5) до (5:1), предпочтительно от (1:2,5) до (2,5:1), в частности (1:1); и
- (вторая термопластичная пленка):[(первая термопластичная пленка)+(полиэфирная пленка)] = от (25:1) до (2:1), предпочтительно от (9:1) до (2,5:1), в частности (4:1).
Толщины термопластичных пленок и полиэфирной пленки могут меняться в широких пределах и, следовательно, могут быть идеально адаптированы к требованиям каждого конкретного случая. Предпочтительно, первая термопластичная пленка имеет толщину от 20 мкм до 200 мкм, более предпочтительно от 40 мкм до 110 мкм, в частности от 40 мкм до 60 мкм или от 90 мкм до 110 мкм. Предпочтительно, полиэфирная пленка имеет толщину от 10 мкм до 130 мкм, более предпочтительно от 20 мкм до 60 мкм, в частности от 40 мкм до 60 мкм. Предпочтительно, вторая термопластичная пленка имеет толщину от 150 мкм до 1000 мкм, более предпочтительно от 350 мкм до 850 мкм, а в частности от 370 мкм до 510 мкм или от 750 мкм до 845 мкм.
Упомянутые по меньшей мере одна первая термопластичная пленка и по меньшей мере одна полиэфирная пленка имеют общий край, который проходит на расстоянии A параллельно или по существу параллельно краю упомянутой по меньшей мере одной второй термопластичной пленки.
Здесь и далее «по существу» означает, что рассматриваемое свойство или рассматриваемое значение может отклоняться от точного значения свойства, но только в той степени, в которой функция, о которой идет речь и которую определяет значение или свойство, не нарушается или не ухудшается.
Расстояние A может меняться в широких пределах и, следовательно, может быть идеально адаптировано к требованиям каждого конкретного случая. Предпочтительно, расстояние A составляет между 1 мм и 400 мм, особенно предпочтительно от 5 мм до 250 мм.
Материал по меньшей мере одной второй термопластичной пленки заполняет пространство между общим краем, внутренней стороной по меньшей мере одной внешней панели и краем по меньшей мере одной второй термопластичной пленки, расположенной на расстоянии A от общего края, и сплавлен во время процесса ламинирования с материалом по меньшей мере одной первой термопластичной пленки, поэтому общий край изолирован от окружающей комбинированную панель остекления среды.
Комбинированная панель остекления по изобретению предпочтительно является прозрачной, причем коэффициент пропускания панели остекления в видимом спектральном диапазоне составляет более 0%. В случае панелей остекления в области сквозного видения остекления транспортного средства к коэффициенту пропускания в видимом спектральном диапазоне предъявляются законодательно регламентированные минимальные требования. В случае лобовых стекол требуется коэффициент пропускания по меньшей мере 70% по правилам ECE-R43, ANSI Z 26.1 и CCC/CNCA-04. Предпочтительный вариант осуществления представляет собой лобовое стекло, соответствующее этому требованию. За счет структуры ламината по изобретению внутренние дефекты, возникающие в процессе производства, а также оптически различимая после ламинирования неровность поверхности («апельсиновая корка») могут быть минимизированы. Однако нежелательно высокая шероховатость поверхности производит отрицательное впечатление на наблюдателя, особенно в случае панелей с низким коэффициентом пропускания. Один предпочтительный вариант осуществления комбинированной панели остекления по изобретению представляет собой заднее стекло или панель крыши. В современной автомобильной технике остекление крыши большой площади является часто применяемой особенностью конструкции. Чтобы исключить избыточное нагревание внутреннего пространства автомобиля, такие панели остекления обычно затемнены или могут быть затемнены с помощью переключаемых элементов многослойного покрытия, известных специалисту в данной области техники. Даже оптические неоднородности, различимые только в затемненном состоянии, воспринимаются потребителем как дефекты качества. Они минимизированы или исключены с помощью слоистой структуры комбинированной панели остекления по изобретению.
В предпочтительном варианте осуществления комбинированная панель остекления по изобретению имеет коэффициент пропускания от 0,5 до 50%, предпочтительно от 3 до 30%, особенно предпочтительно от 5 до 27%, в спектральном диапазоне видимого света. Предпочтительно, этот вариант включает заднее стекло или панель крыши, особенно панель крыши автомобиля.
По меньшей мере одна внешняя панель и/или по меньшей мере одна внутренняя панель выполнена или выполнены из материала, который выбран из стекла и/или по меньшей мере одного пластика, в особенности, прозрачного жесткого пластика, или состоят из них.
Предпочтительно, стекло выбирают из группы, включающей листовое стекло, флоат-стекло, кварцевое стекло, боросиликатное стекло и известково-натриевое стекло.
Предпочтительно, прозрачный жесткий пластик выбирают из группы, включающей полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, полистирол, полиамид.
Толщина по меньшей мере одной внешней панели и/или по меньшей мере одной внутренней панели может меняться в широких пределах и, следовательно, может быть идеально адаптирована к требованиям каждого конкретного случая. Предпочтительно, для автотранспортных средств используют панели остекления со стандартной толщиной от 0,3 мм до 25 мм, более предпочтительно от 1,2 мм до 3,5 мм.
Размер по меньшей мере одной внешней панели и/или по меньшей мере одной внутренней панели также может меняться в широких пределах и определяется размером комбинированной панели остекления по изобретению. Например, они могут иметь обычные в автомобилестроении и строительной отрасли площади от 200 см² вплоть до 20 м².
По меньшей мере одна внешняя панель и по меньшей мере одна внутренняя панель могут иметь любую конфигурацию. То есть они могут быть треугольными, четырехугольными, ромбовидными, трапециевидными, пятиугольными или шестиугольными, необязательно с закругленными углами, круглыми, овальными, эллиптическими или овально-изогнутыми, необязательно с закругленными краями.
По меньшей мере одна внешняя панель и/или по меньшей мере одна внутренняя панель могут иметь любую трехмерную форму. Предпочтительно, трехмерная форма не имеет теневых зон, так что она, например, может быть покрыта методом катодного распыления. Предпочтительно, панели остекления являются плоскими, или же слегка или сильно изогнутыми в одном или во множестве пространственных направлений. В частности, используют плоские панели остекления или по существу плоские панели. Панели могут быть бесцветными или цветными (окрашенными) и/или могут содержать пигменты, поглощающие ИК- и/или УФ-излучение. По оптическим причинам можно использовать слегка тонированные внешние панели, в результате чего TTS (см. DIN EN ISO 13837 Heat) падает незначительно.
По меньшей мере одна полиэфирная пленка по меньшей мере одного комбинированного слоя предпочтительно представляет собой пленку полиэтилентерефталата (ПЭТ) или пленку полибутилентерефталата, но более предпочтительно пленку полиэтилентерефталата.
По меньшей мере одна первая и/или по меньшей мере одна вторая термопластичная пленка выполнена из термопластика, выбранного из группы, состоящей из поливинилбутираля (ПВБ), этиленвинилацетата (ЭВА), полиуретана (ПУ), полипропилена (ПП), полиакрилата, полиэтилена (ПЭ), поликарбоната (ПК), полиметилметакрилата (ПММА), поливинилхлорида (ПВХ), полиацетатных смол, литых смол, полиакрилатов, фторированных сополимеров этилена-пропилена, поливинилфторида и/или сополимеров этилена-тетрафторэтилена, или они могут состоять из по меньшей мере одного из таких термопластов.
ПВБ используют особенно предпочтительно. В частности, ПВБ свободен или по существу свободен от пластификаторов.
Первая и/или вторая термопластичная пленка может быть окрашена, при этом цвет и яркость могут быть выбраны свободно в широких пределах. Вторая термопластичная пленка может поглощать УФ и/или ИК излучение.
Между по меньшей мере одной первой термопластичной пленкой и полиэфирной пленкой, и/или между полиэфирной пленкой и второй термопластичной пленкой может быть размещен по меньшей мере один функциональный слой. Этот по меньшей мере один функциональный слой может поглощать радио-, ИК и/или УФ излучение, и/или может быть электропроводящим, и/или может быть окрашен. Например, он может функционировать в качестве нагревателя панели остекления.
В предпочтительном варианте осуществления электропроводящий функциональный слой нанесен на полиэфирную пленку, например, посредством физического осаждения из паровой фазы или другими способами, известными специалистам в данной области техники. Электропроводящий функциональный слой имеет высокое поглощение в инфракрасной области светового спектра и, следовательно, предотвращает разогрев лежащего за ним внутреннего пространства. Такие слои обычно относятся к так называемым «ИК слоям» и знакомы специалисту в данной области техники. Необязательно, такие слои также могут быть использованы для нагревания панели остекления.
Между второй термопластичной пленкой и внутренней панелью могут быть использованы дополнительные пленки, такие как, например, переключаемые элементы на основе жидких кристаллов, взвешенных частиц или электрохромных слоистых структур.
В возможном варианте осуществления переключаемые элементы, установленные в комбинированной панели остекления, могут даже работать непосредственно с помощью заламинированных в комбинированную панель остекления датчиков.
Комбинированная панель остекления в возможном варианте осуществления также может иметь звукопоглощающие свойства. С этой целью предпочтительно используют акустически демпфирующие термопластичные пленки.
Комбинированная панель остекления может быть произведена с использованием разнообразных способов уровня техники. Однако предпочтительно ее производят с использованием способа по изобретению.
Способ по изобретению характеризуется следующими этапами:
(а) предоставление по меньшей мере одной, в частности одной, внутренней панели с верхней стороной,
(b) покрывание верхней стороны по меньшей мере одной, в частности одной, второй термопластичной пленкой вплоть до краевой области последующей комбинированной панели остекления,
(c) полное покрывание поверхности, противоположной поверхности по меньшей мере одной второй термопластичной пленки, по меньшей мере одной, в частности одной, полиэфирной пленкой,
(d) полное покрывание свободной поверхности по меньшей мере одной полиэфирной пленки по меньшей мере одной, в частности одной, первой термопластичной пленкой,
(e) обрезка первой термопластичной пленки и полиэфирной пленки с помощью обрезного устройства, предпочтительно лазерного или алмазного ножа, на расстоянии A от края по меньшей мере одной второй термопластичной пленки,
(f) удаление пленочной полосы из по меньшей мере одной первой термопластичной пленки и полиэфирной пленки, так что эти две пленки образуют общий край и открывают свободную горизонтальную поверхность шириной A по меньшей мере одной второй термопластичной пленки, и
(g) напрессовывание по меньшей мере одной, в частности одной, внешней панели с давлением D, причем внутренняя сторона этой по меньшей мере одной внешней панели вступает в контакт с верхней стороной по меньшей мере одной первой термопластичной пленки и при этом свободное пространство между общим краем, внутренней стороной и свободной поверхностью по меньшей мере одной второй термопластичной пленки заполняется втекающим потоком материала по меньшей мере одной второй термопластичной пленки в направлении общего края и внутренней стороны, в результате получают комбинированную панель остекления.
Обрезку первой термопластичной пленки и полиэфирной пленки на этапе (e) проводят перпендикулярно поверхности первой термопластичной пленки.
В предпочтительном варианте осуществления напрессовывание (g) проводят при повышенных температурах и в вакууме. Подходящие для этого устройства, например, вакуумные мешки, являются обычными и известными и не нуждаются в более детальном рассмотрении. Предпочтительно, ламинирование проводят автоклавным способом.
Комбинированная панель остекления по изобретению, в частности, произведенная с помощью способа по изобретению комбинированная панель остекления по изобретению, может быть прекрасно использована в качестве подвижной и неподвижной функциональной и/или декоративной отдельной детали, и/или в качестве встроенной детали мебели, приборов и зданий, а также в средствах транспорта для перевозки на суше, в воздухе или по воде, таких как летательные аппараты (самолеты), водные суда, поезда и автотранспортные средства (автомобили), но особенно в автотранспортных средствах, например, в качестве лобового стекла, заднего стекла, бокового окна и/или панели крыши, а особенно – в качестве остекления крыши.
Конечно, признаки, упомянутые выше и рассмотренные более подробно в дальнейшем, могут быть использованы не только в указанных комбинациях и конфигурациях, но и в других комбинациях и конфигурациях или сами по себе без отступления от объема настоящего изобретения.
Краткое описание чертежей
Далее изобретение рассмотрено подробно с использованием типичных вариантов осуществления со ссылкой на сопроводительные чертежи. Они изображены упрощенно и не в масштабе.
ФИГ. 1 показывает вертикальный продольный разрез через краевую область 1.3 комбинированной панели остекления 1.
ФИГ. 2 показывает вертикальный продольный разрез через краевую область 1.3 промежуточной стадии 1a во время производства комбинированной панели остекления 1.
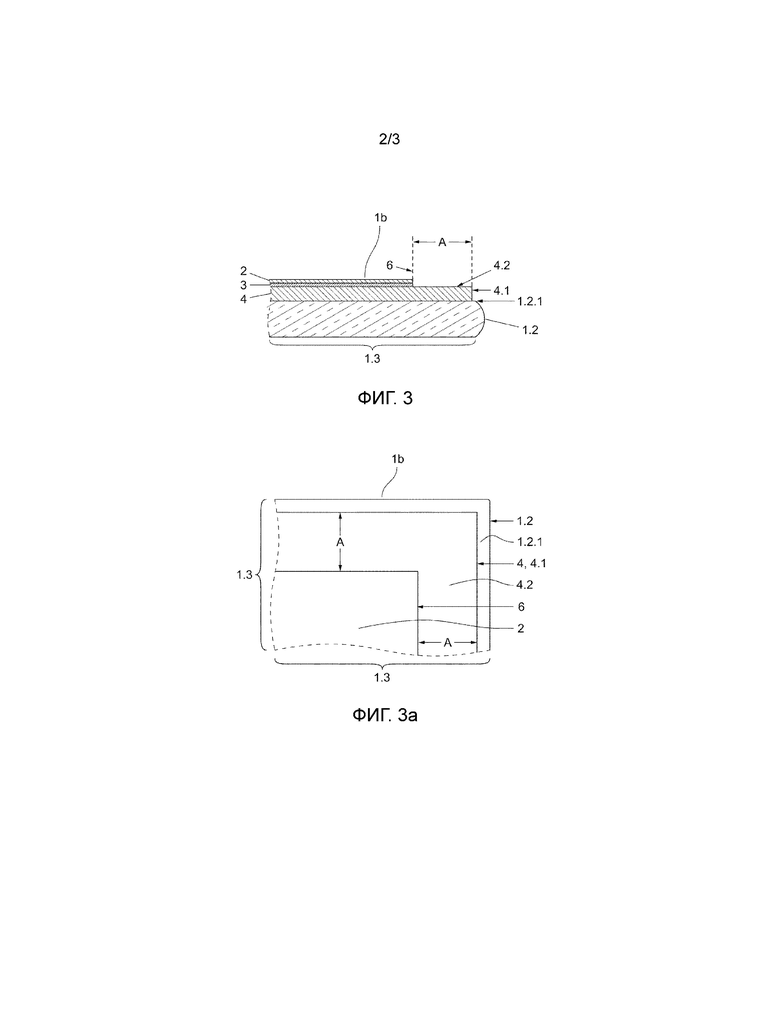
ФИГ. 3 показывает вертикальный продольный разрез через краевую область 1.3 промежуточной стадии 1b во время производства комбинированной панели остекления 1.
ФИГ. 3a показывает вид сверху промежуточной стадии 1b во время производства комбинированной панели остекления 1.
ФИГ. 4 показывает вертикальный продольный разрез через краевую область 1.3 промежуточной стадии 1c во время производства комбинированной панели остекления 1.
На ФИГ. 1-4 ссылочные позиции имеют следующие значения:
1 - комбинированная панель остекления с многослойным комбинированным слоем
1a, 1b, 1c - промежуточные стадии при производстве комбинированной панели остекления 1,
1.1 - внешняя панель комбинированной панели остекления 1,
1.1.1 - внутренняя сторона внешней панели 1.1,
1.2 - внутренняя панель комбинированной панели остекления 1,
1.2.1 - верхняя сторона внутренней панели 1.2,
1.3 - краевая область комбинированной панели остекления 1,
2 - термопластичная пленка толщиной от 20 мкм до 200 мкм,
3 - термопластичная пленка толщиной от 10 мкм до 130 мкм,
4 - термопластичная пленка толщиной от 150 мкм до 1000 мкм,
4.1 - край термопластичной пленки 4,
4.2 - открытая горизонтальная поверхность термопластичной пленки 4,
5 - обрезное устройство,
6 - общий край термопластичной пленки 2 и полиэфирной пленки 3,
7 - направление потока материала термопластичной пленки 4,
A - расстояние от общего края до края 4.1 термопластичной пленки 4,
D - давление напрессовывания.
Подробное описание чертежей
ФИГ. 1
ФИГ. 1 показывает вертикальный продольный разрез через краевую область 1.3 комбинированной панели остекления 1.
Комбинированная панель остекления 1 образована внешней панелью 1.1, изготовленной из закаленного флоат-стекла толщиной 2,1 мм. Края внешней панели 1.1 закруглены. Внешняя панель 1.1 имеет внутреннюю сторону 1.1.1, которая связана с многослойным комбинированным слоем 2,3,4.
Кроме того, комбинированная панель остекления 1 образована внутренней панелью 1.2 того же состава и таких же размеров. Края внутренней панели 1.2 аналогично закруглены. Внутренняя панель 1.2 имеет верхнюю сторону 1.2.1, которая связана с многослойным комбинированным слоем 2,3,4.
Внутренняя сторона 1.1.1 внешней панели 1.1 находится в прямом контакте со свободной от пластификатора пленкой 2 ПВБ толщиной 50 мкм. Эту пленку подстилает пленка 3 ПЭТ толщиной 50 мкм. Пленка 2 ПВБ и пленка 3 ПЭТ имеют общий край 6, который расположен на расстоянии A=1 см от края 4.1 подстилающей пленки 4 ПВБ толщиной 380 мкм. Пленка 4 ПВБ лежит на верхней стороне 1.2.1 внутренней панели 1.2. Материал пленки 4 ПВБ полностью заполняет пространство между краем 6 и внутренней стороной 1.1.1 внешней панели 1.1 на расстоянии A. Таким образом, общий край 6 пленки 2 ПВБ и пленки 3 ПЭТ полностью изолирован от окружающей комбинированную панель остекления 1 среды. Таким образом, если пленка 3 ПЭТ несет функциональные слои, например, электропроводящий слой, эти слои более не подвержены коррозии, так что функционирование конструкции ламинированной панели более не ухудшается. Кроме того, конструкция слоев ПВБ-ПЭТ-ПВБ 2,3,4 не имеет ни апельсиновой корки, ни внутренних дефектов. Более того, есть возможность защитить пленку 3 ПЭТ при проведении ламинирования относительно тонкой пленкой 2 ПВБ. Кроме того, конструкция слоев ПЭТ-ПВБ 2,3 может быть достаточно легко удалена со второй пленки 4 ПВБ, так что подрезание конструкции слоев ПЭТ-ПВБ 2,3 вполне легко возможно, и, таким образом, более не приводит к видимым дефектам.
ФИГ. 2-4
ФИГ. 2, 3 и 4 схематично изображают производство комбинированной панели остекления 1 с использованием вертикальных продольных разрезов краевой области 1.3.
ФИГ. 3a изображает для пояснения способа вид сверху промежуточной стадии 1b при производстве комбинированной панели остекления 1.
Используют материалы и размеры, рассмотренные в отношении ФИГ. 1.
ФИГ. 2: Промежуточная стадия 1a
На верхнюю сторону 1.2.1 внутренней панели 1.2 ламинировали пленку 4 ПВБ. Затем на открытую верхнюю сторону пленки 4 ПВБ ламинировали пленку 3 ПЭТ и пленку 2 ПВБ, так что получили промежуточную стадию 1a.
ФИГ. 3: Промежуточная стадия 1b
При производстве промежуточной стадии 1b промежуточную стадию 1a обрезали с помощью алмазного ножа 5 (показан на ФИГ. 2) на расстоянии A от края 4.1 пленки 4 ПВБ вплоть до поверхности пленки ПВБ. Отрезанный кусок пленки 2,3 ПВБ-ПЭТ удаляли, не повреждая вновь открытую, свободную горизонтальную поверхность 4.2 пленки 4 ПВБ. Теперь пленка 2 ПВБ и пленка 3 ПЭТ образовывали общий край 6 на расстоянии A от края 4.1 пленки 4 ПВБ.
Эта конструкция проиллюстрирована снова на ФИГ. 3a.
ФИГ. 4: Промежуточная стадия 1c
На конструкцию промежуточной стадии 1b по фигурам 3 и 3a накладывали внешнюю панель 1.1 внутренней стороной 1.1.1, так что она вступали в контакт с пленкой 2 ПВБ. Затем всю конструкцию вместе прессовали с давлением D в вакуумном мешке при нагреве и под вакуумом. При этом полое пространство между общим краем 6, открытой поверхностью 4.2 и внутренней стороной 1.1.1 внешней панели 1.1 заполнялось материалом пленки 4 ПВБ, затекавшим в направлении течения 7 в полое пространство и сплавлявшимся с материалом пленки 2 ПВБ. После охлаждения, снятия давления D и напускания воздуха в вакуумный мешок получалась комбинированная панель остекления 1 по изобретению с преимущественными признаками, описанными со ссылкой на Фиг. 1.


Изобретение относится к области материалов остекления транспортных средств и касается комбинированной панели остекления с многослойным комбинированным слоем и способа ее производства. Панель включает многослойный комбинированный слой между внешней панелью и внутренней панелью, который представляет собой ламинат, содержащий: термопластичную пленку, склеенную с внутренней стороной внешней панели; полиэфирную пленку, склеенную с поверхностью термопластичной пленки, противоположной внутренней стороне внешней панели; термопластичную пленку, размещенную между полиэфирной пленкой и верхней стороной внутренней панели, противоположной внутренней стороне внешней панели, и устанавливают определенные соотношения толщин. Термопластичная пленка и полиэфирная пленка имеют общий край, который проходит на расстоянии A параллельно или по существу параллельно краю термопластичной пленки, и материал термопластичной пленки заполняет пространство между краем, внутренней стороной внешней панели и расположенным на расстоянии A от края в определенном направлении краем термопластичной пленки и сплавлен с материалом термопластичной пленки, так что край изолирован от окружающей комбинированную панель остекления среды. Изобретение обеспечивает исключительно воспроизводимую технологию получения комбинированных панелей без дефектов. 3 н. и 10 з.п. ф-лы, 5 ил.
1. Комбинированная панель остекления (1) с по меньшей мере одним многослойным комбинированным слоем (2,3,4) между по меньшей мере одной внешней панелью (1.1) и по меньшей мере одной внутренней панелью (1.2), отличающаяся тем, что упомянутый по меньшей мере один многослойный комбинированный слой (2,3,4) представляет собой ламинат, содержащий
- по меньшей мере одну термопластичную пленку (2), сцепившуюся с внутренней стороной (1.1.1) упомянутой по меньшей мере одной внешней панели (1.1),
- по меньшей мере одну полиэфирную пленку (3), сцепившуюся с поверхностью упомянутой по меньшей мере одной термопластичной пленки (2), противоположной внутренней стороне (1.1.1) упомянутой по меньшей мере одной внешней панели (1.1),
- по меньшей мере одну термопластичную пленку (4), размещенную между упомянутой по меньшей мере одной полиэфирной пленкой (3) и верхней стороной (1.2.1) упомянутой по меньшей мере одной внутренней панели (1.2), противоположной внутренней стороне (1.1.1) упомянутой по меньшей мере одной внешней панели (1.1), при этом
- установлены следующие отношения толщин пленок (2), (3) и (4):
- (2):(3) = от (1:5) до (5:1) и
- (4):[(2)+(3)] = от (25:1) до (2:1),
- упомянутая по меньшей мере одна термопластичная пленка (2) и упомянутая по меньшей мере одна полиэфирная пленка (3) имеют общий край (6), который проходит на расстоянии A параллельно или по существу параллельно краю (4.1) упомянутой по меньшей мере одной термопластичной пленки (4),
- материал упомянутой по меньшей мере одной термопластичной пленки (4) заполняет пространство между краем (6), внутренней стороной (1.1.1) внешней панели (1.1) и расположенным на расстоянии A от края (6) в направлении (7) краем (4.1) термопластичной пленки (4) и сплавлен с материалом упомянутой по меньшей мере одной термопластичной пленки (2), так что край (6) изолирован от окружающей комбинированную панель остекления (1) среды, и
- упомянутая по меньшей мере одна термопластичная пленка (2) имеет толщину от 20 мкм до 110 мкм, упомянутая по меньшей мере одна полиэфирная пленка (3) имеет толщину от 10 мкм до 130 мкм, а упомянутая по меньшей мере одна термопластичная пленка (4) имеет толщину от 150 мкм до 1000 мкм.
2. Комбинированная панель остекления (1) по п. 1, отличающаяся тем, что упомянутая по меньшей мере одна внешняя панель (1.1) и/или упомянутая по меньшей мере одна внутренняя панель (1.2) выполнена или выполнены из материала, выбранного из группы, состоящей из листового стекла, флоат-стекла, кварцевого стекла, боросиликатного стекла, известково-натриевого стекла, полиэтилена, полипропилена, поликарбоната, полиметилметакрилата, полистирола, полиамида, сложного полиэфира и поливинилхлорида, или тем, что они состоят из него.
3. Комбинированная панель остекления (1) по п. 1 или 2, отличающаяся тем, что упомянутая по меньшей мере одна термопластичная пленка (2) и/или упомянутая по меньшей мере одна термопластичная пленка (4) выполнена или выполнены из пластика, выбранного из группы, состоящей из поливинилбутираля (ПВБ), этиленвинилацетата (ЭВА), полиуретана (ПУ), полипропилена (ПП), полиакрилата, полиэтилена (ПЭ), поликарбоната (ПК), полиметилметакрилата (ПММА), поливинилхлорида (ПВХ), полиацетатной смолы, литых смол, полиакрилатов, фторированных сополимеров этилена-пропилена, поливинилфторида и/или сополимеров этилена-тетрафторэтилена.
4. Комбинированная панель остекления (1) по п. 3, отличающаяся тем, что пластик представляет собой поливинилбутираль (ПВБ).
5. Комбинированная панель остекления (1) по любому из пп. 1-4, отличающаяся тем, что упомянутая по меньшей мере одна полиэфирная пленка (3) представляет собой пленку полиэтилентерефталата (ПЭТ).
6. Комбинированная панель остекления (1) по любому из пп. 1-5, отличающаяся тем, что упомянутая по меньшей мере одна пленка (2) ПВБ свободна или по существу свободна от пластификатора.
7. Комбинированная панель остекления (1) по любому из пп. 1-6, отличающаяся тем, что по меньшей мере одна первая термопластичная пленка (2) имеет толщину от 40 мкм до 110 мкм.
8. Комбинированная панель остекления (1) по любому из пп. 1-7, отличающаяся тем, что между упомянутой по меньшей мере одной термопластичной пленкой (2) и упомянутой по меньшей мере одной полиэфирной пленкой (3) и/или между упомянутой по меньшей мере одной термопластичной пленкой (4) и верхней стороной (1.2.1) внутренней панели (1.2) расположен по меньшей мере один функциональный слой.
9. Комбинированная панель остекления (1) по п. 8, отличающаяся тем, что упомянутый по меньшей мере один функциональный слой поглощает радио-, ИК- и/или УФ-излучение и/или является электропроводящим и/или окрашенным.
10. Способ производства комбинированной панели остекления (1) по любому из пп. 1-9, включающий в себя следующие этапы:
(a) обеспечение по меньшей мере одной внутренней панели (1.1) с верхней стороной (1.1.1),
(b) покрывание верхней стороны (1.1.1) по меньшей мере одной термопластичной пленкой (4) вплоть до краевой области последующей комбинированной панели остекления (1),
(c) полное покрывание противоположной верхней стороне (1.1.1) поверхности термопластичной пленки (4) по меньшей мере одной полиэфирной пленкой (3),
(d) полное покрывание свободной поверхности упомянутой по меньшей мере одной полиэфирной пленки (3) по меньшей мере одной термопластичной пленкой (2),
(e) вертикальная обрезка пленок (2) и (3) обрезным устройством (5) на расстоянии A от края (4.1) термопластичной пленки (4),
(f) удаление пленочной полосы (2,3) шириной A, так что пленки (2) и (3) образуют общий край (6) и открывают свободную горизонтальную поверхность (4.2) шириной A термопластичной пленки (4), и
(g) напрессовывание внешней панели (1.1) с давлением D, причем внутренняя сторона (1.1.1) вступает в контакт с верхней стороной пленки (2), и при этом свободное пространство между краем (6), внутренней стороной (1.1.1) и поверхностью (4.2) заполняется за счет затекания материала термопластичной пленки (4) в направлении (7) и в результате получается комбинированная панель остекления (1).
11. Способ по п. 10, отличающийся тем, что напрессовывание (g) проводят при повышенных температурах и в вакууме.
12. Применение комбинированной панели остекления (1) по любому из пп. 1-9 и/или комбинированной панели остекления (1), произведенной способом по п. 10 или 11, в качестве лобового стекла, бокового стекла, заднего стекла или панели крыши средств транспорта, предпочтительно в качестве панели крыши средств транспорта.
13. Применение по п. 12, отличающееся тем, что средства транспорта представляют собой автотранспортные средства.
| DE 19622566 C1, 20.11.1997 | |||
| US 2013115435 A1, 09.05.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СЫРА | 2006 |
|
RU2344616C2 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| WO 2007020791 A1, 22.02.2007. | |||

