Область техники, к которой относится изобретение
Изобретение относится к устройству для производства нетканых материалов из бесконечных элементарных нитей, в частности из бесконечных элементарных нитей из термопласта, причем предусмотрены фильера для прядения бесконечных элементарных нитей и охлаждающая камера для охлаждения выпрядаемых элементарных нитей охлаждающим воздухом, при этом на противоположных сторонах охлаждающей камеры расположено по одной воздухоподводящей кабине, и из противоположных воздухоподводящих кабин в охлаждающую камеру вводится охлаждающий воздух, и к каждой воздухоподводящей кабине присоединен, по меньшей мере, один подводящий трубопровод для подвода охлаждающего воздуха. Изобретение относится также к способу производства нетканых материалов из бесконечных элементарных нитей. Согласно изобретению, под нетканым материалом имеется в виду, в частности, материал «спанбонд», произведенный по технологии «спанбонд». Бесконечные элементарные нити отличаются по своей как бы бесконечной длине от штапельных волокон, которые имеют заметно меньшую длину, например 10-60 мм.
Уровень техники
Устройства и способы описанного выше рода принципиально известны из практики в различных вариантах. Однако большое число этих известных устройств и способов имеют тот недостаток, что произведенные нетканые материалы по своей поверхностной протяженности выполнены не всегда достаточно однородными или равномерными. Нередко произведенные таким образом нетканые материалы имеют мешающие неоднородности в виде дефектных мест или пороков. Обычно число неоднородностей возрастает с расходом или с повышением скорости нитей. Типичные дефектные места в таких нетканых материалах возникают за счет так называемых «капель». Они образуются в результате обрыва одного или нескольких мягких или расплавленных элементарных нитей, вследствие чего возникает скопление расплава, создающее дефектное место нетканого материала. Такие дефектные места из-за «капель» имеют, как правило, размер более 2 х 2 мм. С другой стороны, дефектные места нетканого материала могут возникнуть также за счет так называемых «hard pieces». Они возникают следующим образом. Из-за потери натяжения элементарная нить может ослабнуть, отскочить и образовать комок, который создает порок на поверхности нетканого материала. Такие дефектные места обычно меньше 2 х 2 мм.
Раскрытие изобретения
В основе изобретения лежит задача создания устройства описанного выше типа, с помощью которого можно было бы производить очень однородные и равномерные нетканые материалы, которые были бы, по меньшей мере, в значительной степени свободны от дефектных мест или пороков, а именно, прежде всего, при расходах более 200 кг/ч/м или при более высоких скоростях нитей. Кроме того, в основе изобретения лежит задача создания соответствующего способа производства нетканых материалов из бесконечных элементарных нитей.
Эта задача решается, согласно изобретению, в устройстве для производства нетканых материалов из бесконечных элементарных нитей, в частности из бесконечных элементарных нитей из термопласта, причем предусмотрены фильера для прядения бесконечных элементарных нитей и охлаждающая камера для охлаждения выпрядаемых элементарных нитей охлаждающим воздухом, причем на противоположных сторонах охлаждающей камеры расположено по одной воздухоподводящей кабине, причем из противоположных воздухоподводящих кабин в охлаждающую камеру вводится охлаждающий воздух,
при этом к каждой воздухоподводящей кабине присоединен, по меньшей мере, один подводящий трубопровод для подвода охлаждающего воздуха с площадью QZ сечения, причем эта площадь QZ сечения подводящего трубопровода при переходе охлаждающего воздуха в воздухоподводящую кабину увеличивается до площади QL сечения воздухоподводящей кабины, причем площадь QL сечения, по меньшей мере, вдвое больше, преимущественно, по меньшей мере, в три раза больше площади QZ сечения подводящего трубопровода,
причем в каждой воздухоподводящей кабине предусмотрен, по меньшей мере, один расположенный перед охлаждающей камерой выпрямитель потока, причем в воздухоподводящей кабине в направлении потока охлаждающего воздуха перед выпрямителем потока расположен, по меньшей мере, один плоскостной гомогенизирующий элемент для гомогенизации введенного в воздухоподводящую кабину потока охлаждающего воздуха, и причем плоскостной гомогенизирующий элемент имеет большое число отверстий, причем свободная открытая площадь плоскостного гомогенизирующего элемента составляет 1-40%, преимущественно 1,5-40%, предпочтительно 2-35%, особенно предпочтительно 2-30% и, в частности, 2-25% всей площади плоскостного гомогенизирующего элемента.
Целесообразно высота Н или вертикальная высота Н воздухоподводящей кабины составляет 400-1500 мм, преимущественно 500-1200 мм и предпочтительно 600-1000 мм. Особенно предпочтительный вариант осуществления изобретения отличается тем, что высота Н или вертикальная высота Н воздухоподводящей кабины составляет 700-900 мм. Согласно изобретению, воздухоподводящая кабина по своей высоте Н разделена на поясняемые ниже секции, расположенные друг над другом или вертикально друг над другом. Целесообразно, за исключением высоты Н, если указанные выше признаки и приведенные ниже предпочтительные варианты относятся предпочтительно также к любой секции кабины.
Далее, согласно изобретению, подвод охлаждающего воздуха для охлаждающей камеры происходит за счет его всасывания на основе движения элементарных нитей или направленного вниз потока элементарных нитей и/или за счет активного вдувания или ввода охлаждающего воздуха, например, посредством, по меньшей мере, одной воздуходувки. Если для вдувания охлаждающего воздуха используется воздуходувка, то речь идет рекомендуемым образом о регулируемой воздуходувке, с помощью которой можно регулировать, в частности, объемный поток введенного охлаждающего воздуха. Согласно одному варианту осуществления изобретения, вдувание или ввод охлаждающего воздуха происходит несколькими воздуходувками.
Целесообразно площадь QZ сечения подводящего трубопровода увеличивается до 3-15-кратного, преимущественно до 4-15-кратного и предпочтительно до 5-15-кратного значения площади QL сечения воздухоподводящей кабины.
Далее, согласно изобретению, по меньшей мере, один гомогенизирующий элемент или гомогенизирующие элементы выполнен/выполнены в виде перфорированных элементов или перфорированных листов и/или в виде гомогенизирующих сеток. Выполненный в качестве гомогенизирующего элемента перфорированный элемент или перфорированный лист снабжен большим числом или множеством отверстий. Рекомендуемым образом отверстия имеют диаметр 1-12 мм, целесообразно 1-10 мм, преимущественно 1,5-9 мм и предпочтительно 1,5-8 мм. Если для отверстия вследствие его геометрического выполнения измеримы несколько диаметров, то, согласно изобретению, здесь имеется в виду наименьший диаметр отверстия. Если отверстия гомогенизирующего элемента имеют разные диаметры, то под диаметром или наименьшим диаметром отверстия имеется в виду средний диаметр или средний наименьший диаметр. Если гомогенизирующий элемент выполнен в виде гомогенизирующей сетки, то он имеет большое число или множество ячеек. Рекомендуется, чтобы гомогенизирующая сетка имела ширину ячеек 0,1-0,6 мм, преимущественно 0,1-0,5 мм, предпочтительно 0,12-0,4 мм и особенно предпочтительно 0,15-0,35 мм. Под шириной ячеек здесь имеется в виду расстояние между двумя противоположными проволоками ячейки и, в частности, наименьшее расстояние между двумя противоположными проволоками ячейки. Если, следовательно, ячейки имеют, в частности, прямоугольное сечение со сторонами разной длины, то ширина ячеек измеряется между обеими длинными сторонами. Если ячейки гомогенизирующей сетки имеют разную ширину, то под шириной ячеек имеется в виду, в частности, средняя ширина ячеек гомогенизирующей сетки. Рекомендуемым образом гомогенизирующая сетка имеет толщину проволок или среднюю толщину проволок 0,05-0,4 мм, предпочтительно 0,06-0,35 мм и особенно предпочтительно 0,07-0,3 мм.
Далее, согласно изобретению, большое число плоскостных гомогенизирующих элементов расположены в воздухоподводящей кабине на расстоянии от выпрямителя потока, а именно преимущественно в направлении потока охлаждающего воздуха друг за другом и на расстоянии друг от друга. При этом поверхности расположенных на расстоянии друг от друга в воздухоподводящей кабине плоскостных гомогенизирующих элементов целесообразно параллельны или, по меньшей мере, приблизительно параллельны друг другу. Согласно изобретению, поверхности плоскостных гомогенизирующих элементов расположены поперек направления потока охлаждающего воздуха в соответствующей воздухоподводящей кабине и, согласно одному предпочтительному варианту, перпендикулярно или, в основном, перпендикулярно направлению потока охлаждающего воздуха в воздухоподводящей кабине.
Согласно одному из рекомендуемых вариантов осуществления изобретения, по меньшей мере, один расположенный в воздухоподводящей кабине плоскостной гомогенизирующий элемент расположен на расстоянии а1 в направлении потока охлаждающего воздуха перед выпрямителем потока соответствующей воздухоподводящей кабины. При этом расстояние а1 больше 0 и предпочтительно больше 10 мм. Целесообразно это расстояние а1 составляет, по меньшей мере, 50 мм, преимущественно, по меньшей мере, 80 мм и предпочтительно, по меньшей мере, 100 мм. Если, согласно одному особенно рекомендуемому варианту осуществления изобретения, в воздухоподводящей кабине расположены несколько плоскостных гомогенизирующих элементов, расстояние а1 относится к плоскостному гомогенизирующему элементу, расположенному ближе всего перед выпрямителем потока. Если у расположенного на расстоянии а1 перед выпрямителем потока плоскостного гомогенизирующего элемента речь идет о гомогенизирующей сетке, то его следует отличать от, возможно, имеющейся проточной сетки выпрямителя потока. О таком проточной сетке или таких проточных сетках выпрямителя потока подробно говорится ниже.
Согласно одному весьма рекомендуемому варианту осуществления изобретения, в воздухоподводящей кабине друг за другом расположены несколько плоскостных гомогенизирующих элементов. Целесообразно расстояние ах между двумя гомогенизирующими элементами, расположенными в воздухоподводящей кабине друг за другом в направлении потока, составляет, по меньшей мере, 40 мм, преимущественно, по меньшей мере, 50 мм, предпочтительно, по меньшей мере, 80 мм и особенно предпочтительно, по меньшей мере, 100 мм. Уже указывалось на то, что при этом, согласно одному зарекомендовавшему себя варианту, плоскостные гомогенизирующие элементы расположены поперек, а, согласно одному рекомендуемому варианту, –перпендикулярно или, в основном, перпендикулярно направлению потока охлаждающего воздуха.
Согласно изобретению, свободная открытая площадь плоскостного гомогенизирующего элемента, в частности перфорированного элемента или перфорированного листа и/или гомогенизирующей сетки, составляет 1-40%, преимущественно 2-35% и предпочтительно 2-30% всей площади плоскостного гомогенизирующего элемента. Согласно одному рекомендуемому варианту, свободная открытая площадь плоскостного гомогенизирующего элемента составляет 2-25%, преимущественно 2-20% и, в частности, 2-18% всей его площади. Согласно изобретению, под свободной открытой площадью имеется в виду площадь, через которую может свободно протекать охлаждающий воздух и которая, тем самым, не загорожена листовыми элементами, проволочными элементами и т.п. компонентами. Один особенно рекомендуемый вариант осуществления изобретения отличается тем, что свободная открытая площадь расположенных друг за другом в воздухоподводящей кабине плоскостных гомогенизирующих элементов возрастает от одного гомогенизирующего элемента к другому в направлении выпрямителя потока или охлаждающей камеры. Целесообразно гомогенизирующий элемент с наименьшим расстоянием до выпрямителя потока или охлаждающей камеры имеет наибольшую свободную открытую площадь из всех гомогенизирующих элементов.
Согласно изобретению, поверхность гомогенизирующего элемента, в частности перфорированного элемента или перфорированного листа и/или гомогенизирующей сетки, простирается, по меньшей мере, по наибольшей части площади QL сечения соответствующей воздухоподводящей кабины или по наибольшей части площади сечения соответствующей секции воздухоподводящей кабины. Один зарекомендовавший себя вариант осуществления изобретения отличается тем, что площадь гомогенизирующего элемента простирается по всей площади сечения или, в основном, по всей площади сечения соответствующей воздухоподводящей кабины или соответствующей секции воздухоподводящей кабины.
Согласно изобретению, охлаждающий воздух, поступающий в воздухоподводящую кабину или ее секцию, распределяется по ширине и высоте воздухоподводящей кабины или ее секции, в частности равномерно. Согласно одному предпочтительному варианту осуществления изобретения, площадь QZ сечения подводящего трубопровода ступенчато возрастает до площади QL сечения воздухоподводящей кабины или площади сечения секции воздухоподводящей кабины. Согласно другому рекомендуемому варианту, площадь QZ сечения подводящего трубопровода непрерывно возрастает до площади QL сечения воздухоподводящей кабины или площади сечения секции воздухоподводящей кабины. В соответствии с одним вариантом, ступенчатое и/или непрерывное возрастание площади сечения происходит при этом вдоль всех четырех, образующих сечение прямоугольной воздухоподводящей кабины боковых стенок. В остальном, согласно изобретению, площадь QZ сечения подводящего трубопровода выполнена круглой и преимущественно округлой. В принципе, сечение подводящего трубопровода может быть выполнено геометрическим, а также иначе, например прямоугольным.
В основе изобретения лежит тот факт, что за счет предложенного выполнения воздухоподводящих кабин можно достичь оптимального выравнивания потоков охлаждающего воздуха и, в частности, реализовать его хорошее однородное распределение в небольшом пространстве. Таким образом, в основе изобретения лежит тот факт, что эта предложенная гомогенизация потока охлаждающего воздуха весьма предпочтительным образом влияет на выпрядаемые элементарные нити в отношении решения технической задачи. В конечном счете получаются укладки элементарных нитей или укладки нетканого материала высокого качества, а дефектных мест или пороков в укладках нетканого материала можно избежать или, по меньшей мере, в значительной степени минимизировать их. Далее в основе изобретения лежит тот факт, что оптимальное выравнивание потока охлаждающего воздуха достигается за счет комбинации предложенных признаков и, прежде всего, за счет комбинации расположенных в воздухоподводящей кабине гомогенизирующих элементов, во-первых, и предложенного увеличения сечения, во-вторых. Расположенные в воздухоподводящих кабинах выпрямители потока дополнительно очень эффективно способствуют гомогенизации потока холодного воздуха. Равным образом предложенные гомогенизирующие элементы вызывают предварительную ориентацию потока холодного воздуха перед выпрямителем потока, в результате чего очевидным образом обеспечивается еще более эффективное использование выпрямителя потока. Благодаря предложенному выполнению воздухоподводящих кабин можно в значительной степени избежать турбулентностей потока холодного воздуха и оказать влияние на них, поскольку могут быть предотвращены нежелательные асимметричные профили воздушного потока. В результате за счет выполнения воздухоподводящих кабин достигается оптимальный ввод объемных воздушных потоков в охлаждающую камеру. Нежелательные ошибки в подводе охлаждающего воздуха можно компенсировать просто и без проблем. Это касается также нежелательных разностей подвода между противоположными воздухоподводящими кабинами. Таким образом, за счет предложенного выполнения охлаждающего устройства с охлаждающей камерой и воздухоподводящими кабинами реализована в некоторой степени «толерантная к дефектам» конструкция. Расположенные в воздухоподводящих кабинах гомогенизирующие элементы служат в некоторой степени потребителями давления. С помощью этих гомогенизирующих элементов можно также целенаправленно настраивать нужные профили обдува или профили скорости охлаждающего воздуха. Так, без проблем можно достичь, например, блочного профиля, при котором скорость воздуха во всех местах одинакова или как бы одинакова. Возможны также «выпуклые» и асимметричные профили скорости охлаждающего воздуха.
Согласно одному предпочтительному варианту осуществления изобретения, при вводе охлаждающего воздуха в воздухоподводящие кабины, в частности перед гомогенизирующими элементами, осуществляется его предварительное распределение. За счет этого происходит в некоторой степени предвключенное поддержание гомогенизирующих элементов или потребителей давления. В этой связи в качестве элементов предварительного распределения могут использоваться проточные элементы в виде каналов в форме острого клина, щелевых каналов с крышками из щелевых листов, а также пирамид вытекания и т.п. Для этой цели также подводящие трубопроводы для охлаждающего воздуха могут быть выполнены сегментированными. В зоне изменений направления подводящего трубопровода можно реализовать также облопачивание участков трубопровода. В принципе, облопачивание может быть продолжено в воздухоподводящей кабине, так что тогда, в частности, происходит ее сегментирование.
Один предпочтительный вариант осуществления изобретения отличается тем, что подаваемый в воздухоподводящую кабину объемный поток охлаждающего воздуха разделен на несколько частичных объемных потоков. Согласно изобретению, эти частичные объемные потоки притекают по отдельным частичным подводящим трубопроводам и/или по сегментам сегментированного подводящего трубопровода. Кроме того, согласно изобретению, воздухоподводящая кабина в соответствии с подаваемыми частичными объемными потоками разделена на секции, причем целесообразно каждая секция придана одному частичному объемному потоку. Согласно одному рекомендуемому варианту, объемный поток охлаждающего воздуха разделен на два-пять, в частности на два-четыре, и преимущественно на два-три частичных объемных потока. Целесообразно скорость воздуха и/или температура воздуха и/или влажность воздуха в каждом частичном объемном потоке установлена отдельно и целесообразно согласована с соответствующими требованиями к процессу. Рекомендуемым образом охлаждающий воздух, по меньшей мере, двух частичных объемных потоков имеет разную скорость и/или температуру и/или влажность. Согласно изобретению, каждому частичному объемному потоку охлаждающего воздуха придана одна секция воздухоподводящей кабины, заканчивающаяся выпрямителем потока. Согласно одному особенно предпочтительному варианту осуществления изобретения, выпрямитель потока или сплошной выпрямитель потока простирается по всем секциям воздухоподводящей кабины и, тем самым, целесообразно по высоте или вертикальной высоте соответствующей воздухоподводящей кабины.
Согласно изобретению, в каждой секции воздухоподводящих кабин расположен, по меньшей мере, один гомогенизирующий элемент, преимущественно большое число гомогенизирующих элементов. При этом гомогенизирующие элементы могут простираться по всей высоте воздухоподводящей кабины, или могут быть предусмотрены также отдельные гомогенизирующие элементы в отдельных секциях. В остальном все описанные здесь признаки гомогенизирующих элементов относятся также к расположенным в отдельных секциях гомогенизирующим элементам. Целесообразно в каждой секции друг за другом в направлении потока охлаждающего воздуха расположено большое число гомогенизирующих элементов.
Рекомендуемый вариант осуществления изобретения отличается тем, что воздухоподводящая кабина или каждая из обеих противоположных воздухоподводящих кабин разделена, по меньшей мере, на две, преимущественно на две секции. Из этих секций подводится соответственно охлаждающий воздух разной температуры. Согласно изобретению, к каждой секции подводится, по меньшей мере, один частичный объемный поток охлаждающего воздуха.
Далее, согласно изобретению, скорость воздуха и/или объемный поток воздуха на определенной высоте охлаждающей камеры или воздухоподводящих кабин в направлении CD (поперек машинного направления MD) по всей ширине устройств равномерны или, в основном, равномерны или как бы равномерны. Однако возможно, чтобы скорость охлаждающего воздуха и/или объемный поток охлаждающего воздуха были разными по высоте или вертикальной высоте охлаждающей камеры или воздухоподводящих кабин.
Согласно изобретению, в каждой воздухоподводящей кабине перед охлаждающей камерой в направлении потока охлаждающего воздуха расположен, по меньшей мере, один выпрямитель потока. Согласно одному предпочтительному варианту осуществления изобретения, выпрямитель потока имеет несколько проточных каналов, ориентированных поперек, преимущественно перпендикулярно или, в основном, перпендикулярно направлению движения элементарных нитей или относительно потока элементарных нитей, причем проточные каналы ограничены стенками. Рекомендуемым образом открытая площадь выпрямителя потока составляет более 85% и преимущественно более 90% всей площади или площади сечения выпрямителя потока. Рекомендуется, чтобы открытая площадь выпрямителя потока составляла более 91%, предпочтительно более 92% и особенно предпочтительно более 92,5%. При этом открытая площадь выпрямителя потока относится, в частности, к проточному сечению выпрямителя потока, через которое свободно протекает охлаждающий воздух и которое, следовательно, не блокируется стенками каналов или их толщиной стенок каналов и/или распорками, возможно, расположенными между проточными каналами или их стенками. Расчет открытой площади не включает в себя, в частности, никаких расположенных на выпрямителе потока и, в частности, перед и за выпрямителем потока проточных сеток. Согласно изобретению, эти проточные сетки при расчете открытой площади выпрямителя потока остаются без внимания. Согласно одному предпочтительному варианту, отношение длины L проточных каналов выпрямителя потока к внутреннему диаметру Di проточных каналов составляет 1-15, преимущественно 1-10 и предпочтительно 1,5-9. Внутренний диаметр проточного канала измеряется от одной стенки до противоположной. Если у проточного канала вследствие его сечения измеримы разные внутренние диаметры, то под внутренним диаметром Di целесообразно имеется в виду наименьший внутренний диаметр Di проточного канала. Этот термин «наименьший внутренний диаметр Di» относится, следовательно, к измеренному у проточного канала наименьшему внутреннему диаметру, если этот проточный канал имеет в отношении своего сечения разные внутренние диаметры. Так, наименьший внутренний диаметр Di при сечении в форме правильного шестиугольника измеряется между двумя противоположными сторонами, а не между двумя противоположными углами шестиугольника. Если наименьший внутренний диаметр изменяется у нескольких проточных каналов, то под наименьшим внутренним диаметром Di имеется в виду, в частности, усредненный по отношению к нескольким проточным каналам наименьший внутренний диаметр или средний наименьший внутренний диаметр.
Один предпочтительный вариант осуществления изобретения отличается тем, что выпрямитель потока содержит на своей стороне затекания охлаждающего воздуха и/или на своей стороне вытекания охлаждающего воздуха, по меньшей мере, одну проточную сетку. При этом целесообразно проточная сетка или ее поверхность расположена поперек и предпочтительно перпендикулярно или, в основном, перпендикулярно продольному направлению проточных каналов выпрямителя потока. Согласно одному особенно рекомендуемому варианту, выпрямитель потока содержит такую проточную сетку на сторонах втекания и вытекания охлаждающего воздуха. При этом проточные сетки расположены на выпрямителе потока целесообразно непосредственно и без промежутка до него. Рекомендуемым образом проточная сетка имеет ширину ячеек 0,1-0,5 мм, целесообразно 0,1-0,4 мм и прщ 0,15-0,34 мм. При этом под шириной ячеек имеется в виду расстояние между двумя противоположными проволоками ячейки и, в частности, наименьшее расстояние между двумя противоположными проволоками ячейки. Рекомендуемым образом проточная сетка имеет толщину проволок 0,1-0,5 мм, предпочтительно 0,1-0,4 мм и особенно предпочтительно 0,15-0,34 мм. Проточную сетку выпрямителя потока следует отличать от расположенной в воздухоподводящей кабине гомогенизирующей сетки. Согласно одному рекомендуемому варианту, выпрямитель потока содержит, по меньшей мере, одну проточную сетку, преимущественно две проточные сетки, и дополнительно в соответствующей воздухоподводящей кабине расположен, по меньшей мере, один гомогенизирующий элемент и особенно предпочтительно несколько гомогенизирующих элементов.
Согласно изобретению, бесконечные элементарные нити выпрядаются посредством фильеры и подаются к охлаждающей камере для охлаждения элементарных нитей охлаждающим воздухом. Согласно изобретению, поперек машинного направления (направление MD) расположена, по меньшей мере, одна прядильная балка для прядения элементарных нитей. Согласно одному особенно предпочтительному варианту осуществления изобретения, прядильная балка ориентирована перпендикулярно или, в основном, перпендикулярно машинному направлению. Однако, согласно изобретению, также возможно, чтобы прядильная балка была расположена наискось к машинному направлению. Один рекомендуемый вариант осуществления изобретения отличается тем, что между фильерой и охлаждающей камерой расположено, по меньшей мере, одно устройство для отсоса мономеров. С помощью этого устройства для отсоса мономеров отсасывается воздух из пространства формования элементарных нитей под фильерой. За счет этого из устройства можно удалить выходящие помимо бесконечных элементарных нитей газы, такие как мономеры, олигомеры, продукты разложения и т.п. Устройство для отсоса мономеров содержит преимущественно, по меньшей мере, одну отсасывающую камеру, к которой целесообразно присоединена, по меньшей мере, одна отсасывающая воздуходувка. Рекомендуется, чтобы в направлении потока элементарных нитей к устройству для отсоса мономеров примыкала предложенная охлаждающая камера с воздухоподводящими кабинами. Целесообразно элементарные нити вводятся из охлаждающей камеры в вытяжное устройство для их вытяжки. Согласно изобретению, к охлаждающей камере примыкает промежуточный канал, который соединяет охлаждающую камеру с вытяжной шахтой вытяжного устройства.
Один совершенно особенно предпочтительный вариант осуществления изобретения отличается тем, что агрегат из охлаждающей камеры и вытяжного устройства или агрегат из охлаждающей камеры, промежуточного канала и вытяжной шахты выполнен в виде замкнутой системы. При этом под замкнутой системой имеется в виду, в частности, то, что, кроме подвода охлаждающего воздуха в охлаждающую камеру, не происходит никакого другого воздухоподвода в агрегат. Осуществляемая, согласно изобретению, гомогенизация потока охлаждающего воздуха обуславливает, прежде всего, преимущества такой замкнутой системы. В частности, в такой замкнутой системе производятся нетканые материалы с очень равномерными, свободными от дефектных мест свойствами.
Согласно рекомендуемому варианту осуществления изобретения, к вытяжному устройству в направлении потока элементарных нитей примыкает, по меньшей мере, один диффузор, через который направляются элементарные нити. Целесообразно этот диффузор имеет расширяющееся в направлении укладывания элементарных нитей сечение или расходящийся участок. Согласно изобретению, элементарные нити укладываются на укладочное устройство для укладывания элементарных нитей или для укладывания нетканого материала. Целесообразно у укладочного устройства речь идет об укладочной сетчатой ленте или о воздухопроницаемой укладочной сетчатой ленте. С помощью укладочного устройства или укладочной сетчатой ленты образованное из элементарных нитей полотно нетканого материала отводится в машинном направлении (направление MD).
Рекомендуется, чтобы в зоне укладывания элементарных нитей технологический воздух всасывался через укладочное устройство или через укладочную сетчатую ленту или снизу. За счет этого можно достичь особенно стабильного укладывания элементарных нитей или нетканого материала. Отсосу в комбинации с предложенной гомогенизацией потока охлаждающего воздуха придается особое значение. После укладывания на укладочное устройство укладка элементарных нитей или полотно нетканого материала подается целесообразно на другие этапы обработки, в частности на каландрирование.
Осуществление изобретения
Задача изобретения решается далее посредством способа производства нетканых материалов из бесконечных элементарных нитей, в частности из бесконечных элементарных нитей из термопласта, причем элементарные нити прядутся из фильеры и в охлаждающей камере охлаждаются охлаждающим воздухом, причем охлаждающий воздух вводится в охлаждающую камеру из расположенных на ее противоположных сторонах воздухоподводящих кабин, причем охлаждающий воздух в воздухоподводящей кабине направляется через, по меньшей мере, один плоскостной гомогенизирующий элемент для гомогенизации охлаждающего воздуха, причем плоскостной гомогенизирующий элемент имеет большое число отверстий, причем свободная открытая площадь плоскостного гомогенизирующего элемента составляет 1-40%, преимущественно 2-35% и предпочтительно 2-30% всей площади плоскостного гомогенизирующего элемента, и причем вслед за, по меньшей мере, одним гомогенизирующим элементом охлаждающий воздух вводится в охлаждающую камеру преимущественно через выпрямитель потока.
Один особенно предпочтительный вариант выполнения способа отличается тем, что элементарные нити обдуваются охлаждающим воздухом со скоростью 0,15-3 м/с, преимущественно 0,15-2,5 м/с и предпочтительно 0,17-2,3 м/с. Целесообразно скорость воздуха (в м/с) измеряется посредством крыльчатого анемометра диаметром d 80 мм, а именно на растре 100 х 100 мм. При этом скорость воздуха измеряется офлайн и, тем самым, без прохождения элементарных нитей через охлаждающую камеру. В этом офлайн-состоянии векторы скорости охлаждающего воздуха ориентированы преимущественно перпендикулярно или, в основном, перпендикулярно продольной средней оси устройства или направлению FS потока элементарных нитей. Один рекомендуемый вариант выполнения способа отличается тем, что элементарные нити в охлаждающей камере охлаждаются объемным потоком охлаждающего воздуха 200-14000 м3/ч/м, преимущественно 250-13000 м3/ч/м и предпочтительно 300-12000 м3/ч/м. Под м3/ч/м имеется в виду объемный поток на текущий метр ширины охлаждающей камеры. При этом ширина охлаждающей камеры проходит поперек машинного направления и, тем самым, в направлении CD.
Ниже приведен пример выполнения с типичными параметрами обдува охлаждающим воздухом для устройства соответственно с двумя расположенными друг над другом секциями обеих противоположных воздухоподводящих кабин. При этом в верхней и нижней секциях подается соответственно охлаждающий воздух разной температуры. При этом температура охлаждающего воздуха двух противоположных секций совпадает. С одной стороны, приведены типичные параметры получения бесконечных элементарных нитей из полиэтилентерефталата (РЕТ), а, с другой стороны, –из полипропилена (РР). Для полипропилена дополнительно приведены предпочтительные минимальные значения (левый столбец) и предпочтительные максимальные значения (правый столбец). Указанные там объемные потоки охлаждающего воздуха относятся к объемному потоку, выходящему из обеих противоположных секций. В нижеследующих таблицах приведена вертикальная высота секций, объемный поток охлаждающего воздуха и скорость охлаждающего воздуха.
Верхняя секция
Нижняя секция
Если предложенным способом изготавливаются бесконечные элементарные нити из полипропилена, то скорость охлаждающего воздуха в воздухоподводящей кабине или в ее секциях составляет преимущественно 0,25-1,9 м/с, целесообразно 0,3-1,8 м/с и предпочтительно 0,35-1,7 м/с. Объемный поток охлаждающего воздуха при изготовлении бесконечных элементарных нитей из полипропилена составляет преимущественно 500-9500 м3/ч/м, предпочтительно 600-8300 м3/ч/м и особенно предпочтительно 650-8100 м3/ч/м. Если предложенным способом изготавливаются бесконечные элементарные нити из полиэфира, то скорость охлаждающего воздуха составляет преимущественно 0,15-3 м/с и предпочтительно 0,15-2,5 м/с. При изготовлении полиэфирных бесконечных элементарных нитей объемный поток охлаждающего воздуха составляет рекомендуемым образом 200-14000 м3/ч/м и преимущественно 250-13000 м3/ч/м.
Согласно одному рекомендуемому варианту осуществления изобретения, из обеих противоположных воздухоподводящих кабин или из обеих противоположных секций вводится одинаковое количество воздуха или, в основном, одинаковое количество воздуха и, тем самым, одинаковый объемный поток охлаждающего воздуха или, в основном, одинаковый объемный поток охлаждающего воздуха. Однако возможно также, чтобы к обеим противоположным воздухоподводящим кабинам или секциям подводились разные объемные потоки охлаждающего воздуха. Разделение объемных потоков охлаждающего воздуха может составлять тогда в отношении противоположных воздухоподводящих кабин или противоположных секций целесообразно 40-60% (асимметричный ввод охлаждающего воздуха). Согласно другому варианту, асимметричный ввод охлаждающего воздуха может быть достигнут также тогда, когда верхний участок или верхние участки воздухоподводящей кабины или секции экранируется/экранируются, причем это экранирование может осуществляться на высоту до 100 мм. Далее асимметричные условия могут быть установлены за счет того, что противоположные воздухоподводящие кабины или секции расположены со смещением по отношению друг к другу. Это смещение по высоте может составлять до 100 мм. Также возможно боковое смещение (в направлении CD) воздухоподводящих кабины или секций до 100 мм. Кроме того, описанные выше меры могут также комбинироваться между собой. Далее, согласно изобретению, в отношении ширины воздухоподводящей кабины или секции краевые зоны могут быть экранированы в направлении CD. Так, ввод охлаждающего воздуха в охлаждающую камеру может происходить равномерно и однородно на 85-90% ширины направлении CD, однако в краевых зонах может быть установлен отдельно.
Если в рамках предложенного способа элементарные нити или нетканые материалы изготавливаются из полиолефина, в частности полипропилена, то можно работать со скоростями нитей свыше 2000 м/мин, в частности свыше 2200 м/мин или свыше 2500 м/мин. Если, согласно изобретению, элементарные нити или нетканые материалы изготавливаются из полиэфиров, в частности полиэтилентерефталата, то могут быть реализованы скорости нитей свыше 4000 м/мин, в частности также свыше 5000 м/мин. Названные скорости могут быть реализованы, прежде всего, без потери качества в ходе предложенных мер. Согласно изобретению, устройство выполнено с возможностью работы с названными скоростями нитей. При таких высоких скоростях нитей особенно зарекомендовало себя предложенное выполнение воздухоподводящих кабин.
Согласно одному варианту способа, работа производится с расходами более 150 кг/ч/мин или более 200 кг/ч/мин.
В основе изобретения лежит тот факт, что с помощью предложенных устройства и способа могут производиться нетканые материалы высокого качества и, в частности, с очень однородными свойствами по своей поверхностной протяженности. Согласно изобретению, нетканые материалы могут производиться в значительной степени без дефектных мест или пороков, или они, по меньшей мере, могут быть в значительной степени минимизированы. При этом следует особо подчеркнуть, что эти преимущества могут достигаться также при упомянутых высоких скоростях нитей, а также при высоких расходах. Благодаря предложенному выполнению воздухоподводящих кабин и предложенной гомогенизации потока охлаждающего воздуха могут достигаться эти предпочтительные свойства произведенных нетканых материалов. В основе изобретения лежит тот факт, что гомогенизация охлаждающего воздуха оказывает весьма положительное влияние на элементарные нити, так что, в конечном счете, могут быть предотвращены или в значительной степени минимизированы нежелательные дефектные места или пороки полотна нетканого материала. Гомогенизация охлаждающего воздуха может быть реализована относительно малозатратными и, тем не менее, эффективными мерами. Это приводит к тому, что предложенное устройство отличается также малыми аппаратными затратами и малыми издержками.
Краткое описание чертежей
Ниже изобретение более подробно поясняется со ссылкой на чертежи, на которых схематично изображен лишь один пример его осуществления. На чертежах представляют:
фиг. 1 - вертикальный разрез устройства;
фиг. 2 - увеличенный фрагмент фиг. 1 с охлаждающим устройством из охлаждающей камеры и воздухоподводящих кабин;
фиг. 3 - разрез воздухоподводящей кабины в первом варианте;
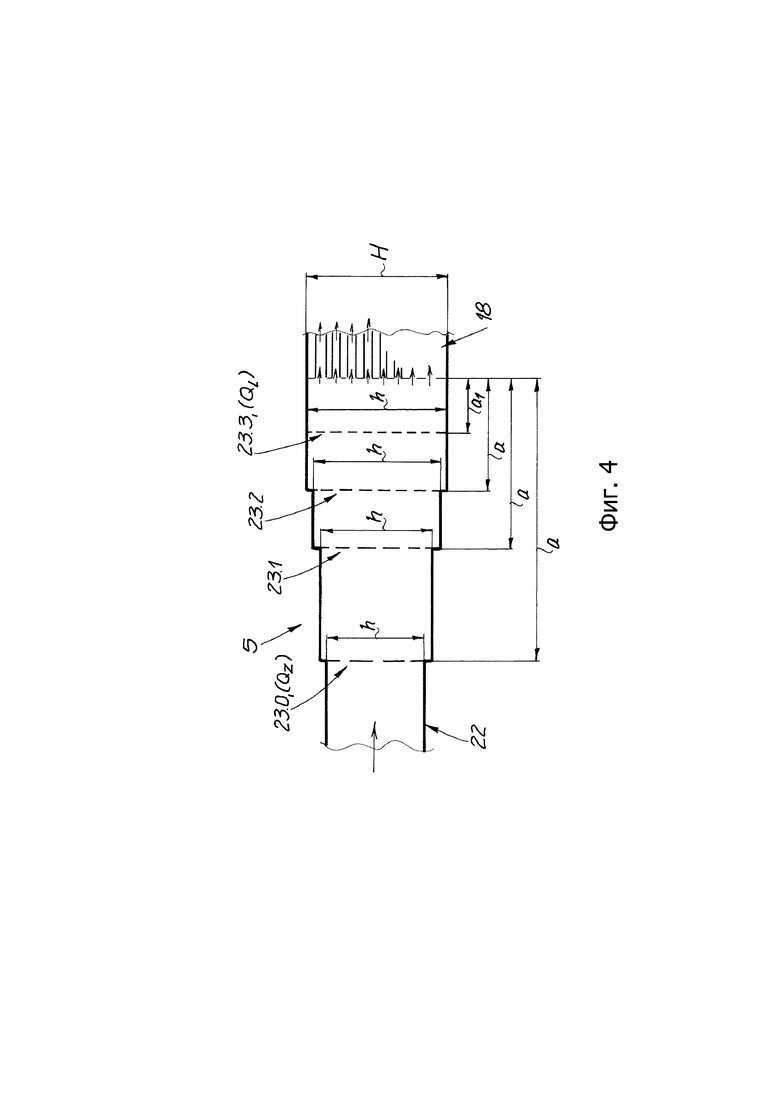
фиг. 4 - объект фиг. 3 во втором варианте;
фиг. 5 - сегментированный подводящий трубопровод с присоединенной воздухоподводящей кабиной в разрезе;
фиг. 6 - перспективный вид агрегата из выпрямителя потока с расположенной до и после проточной сеткой;
фиг. 7 - сечение участка выпрямителя потока.
Осуществление изобретения
На чертежах изображено устройство для производства нетканых материалов из бесконечных элементарных нитей 1, в частности из бесконечных элементарных нитей 1 из термопласта. Устройство содержит фильеру 2 для прядения бесконечных элементарных нитей 1. Эти выпрядаемые бесконечные элементарные нити 1 вводятся в охлаждающее устройство 3 с охлаждающей камерой 4 и расположенными с ее двух противоположных сторон воздухоподводящими кабинами 5, 6. Охлаждающая камера 4 и воздухоподводящие кабины 5, 6 проходят поперек машинного направления MD и, тем самым, в направлении CD устройства. Охлаждающий воздух вводится в охлаждающую камеру 4 из противоположных воздухоподводящих кабин 5, 6.
Между фильерой 2 и охлаждающим устройством 3 предпочтительно и в данном примере расположено устройство 7 для отсоса мономеров. С помощью этого устройства 7 могут быть удалены возникающие в процессе прядения мешающие газы. У этих газов речь может идти, например, о мономерах, олигомерах или продуктах разложения и подобных веществах.
В направлении FS потока элементарных нитей за охлаждающим устройством 3 расположено вытяжное устройство 8, в котором элементарные нити 1 вытягиваются. Вытяжное устройство 8 имеет преимущественно и в данном примере промежуточный канал 9, который соединяет охлаждающее устройство 3 с вытяжной шахтой 10 вытяжного устройства 8. Согласно одному особенно предпочтительному варианту и в данном примере агрегат из охлаждающего 3 и вытяжного 8 устройств или агрегат из охлаждающего устройства 3, промежуточного канала 9 и вытяжной шахты 10 выполнен в виде замкнутой системы. При этом под замкнутой системой имеется, в частности, в виду, что, кроме подвода охлаждающего воздуха в охлаждающем устройстве 3, не происходит никакого другого воздухоподвода в этот агрегат.
Преимущественно и в данном примере в направлении FS потока элементарных нитей к вытяжному устройству 8 примыкает диффузор 11, через который направляются элементарные нити 1. Согласно одному рекомендуемому варианту и в данном примере между вытяжным устройством 8 или между вытяжной шахтой 10 и диффузором 11 предусмотрены входные щели 12 для ввода вторичного воздуха в диффузор 11. После прохождения через диффузор 11 элементарные нити преимущественно и в данном примере укладываются на выполненное в виде укладочной сетчатой ленты 13 укладочное устройство. Укладка элементарных нитей или полотно 14 нетканого материала отводится затем укладочной сетчатой лентой 13 в машинном направлении MD. Целесообразно и в данном примере под укладочным устройством или под укладочной сетчатой лентой 13 расположено отсасывающее устройство для отсоса воздуха или технологического воздуха через укладочную сетчатую ленту 13. Для этого предпочтительно и в данном примере под выходом диффузора расположена зона 15 отсоса под укладочной сетчатой лентой 13. Предпочтительно зона 15 отсоса простирается, по меньшей мере, по ширине В выхода диффузора. Рекомендуемым образом в данном примере ширина b зоны 15 отсоса больше ширины В выхода диффузора.
Согласно одному предпочтительному варианту и в данном примере каждая воздухоподводящая кабина 5, 6 разделена на две секции 16, 17, из которых подводится соответственно охлаждающий воздух разной температуры. В данном примере из верхних секций 16 подводится соответственно охлаждающий воздух с температурой Т1, а из обеих нижних секций 17 – соответственно охлаждающий воздух с отличающейся от температуры Т1 температурой Т2.
Согласно одному предпочтительному варианту и в данном примере в каждой воздухоподводящей кабине 5, 6 со стороны охлаждающей камеры расположено по одному выпрямителю 18 потока, который предпочтительно и в данном примере проходит по обеим секциям 16, 17 каждой воздухоподводящей кабины 5, 6. При этом оба выпрямителя 18 потока служат для выпрямления попадающего на элементарные нити 1 потока охлаждающего воздуха. Выпрямители 18 потока более подробно поясняются ниже.
Согласно изобретению, к каждой воздухоподводящей кабине 5, 6 присоединен, по меньшей мере, один подводящий трубопровод 22 для подвода охлаждающего воздуха. Этот подводящий трубопровод 22 имеет площадь QZ сечения, причем эта площадь QZ сечения при переходе охлаждающего воздуха в воздухоподводящую кабину 5, 6 увеличивается до площади QL сечения воздухоподводящей кабины 5, 6. При этом площадь QL сечения преимущественно, по меньшей мере, в три раза больше и предпочтительно, по меньшей мере, в четыре раза больше площади QZ сечения подводящего трубопровода 22. Согласно изобретению, площадь QZ сечения подводящего трубопровода 22 увеличивается до 3-15-кратного значения площади QL сечения воздухоподводящей кабины 5, 6.
Далее, согласно изобретению, в каждой воздухоподводящей кабине 5, 6 расположен, по меньшей мере, один плоскостной гомогенизирующий элемент 23 для гомогенизации вводимого в воздухоподводящую кабину 5, 6 потока охлаждающего воздуха. Целесообразно в каждой секции 16, 17 воздухоподводящих кабин 5, 6 расположен, по меньшей мере, один плоскостной гомогенизирующий элемент 23. Согласно одному особенно предпочтительному варианту, гомогенизирующие элементы 23 выполнены в виде перфорированного элемента, в частности в виде перфорированного листа 24 с большим числом отверстий 25 и/или в виде гомогенизирующей сетки 26 с большим числом или множеством ячеек 27. Согласно одному особенно предпочтительному варианту и в данном примере в каждой воздухоподводящей кабине 5, 6 или в каждой секции 16, 17 на расстоянии от выпрямителя 18 потока в направлении потока охлаждающего воздуха друг за другом и на расстоянии друг от друга расположено большое число гомогенизирующих элементов 23. Рекомендуемым образом и в данном примере расстояние а1 между выпрямителем 18 потока и выпрямителем 18 потока у ближайшего соседнего гомогенизирующего элемента 23 составляет, по меньшей мере, 50 мм, предпочтительно, по меньшей мере, 100 мм. Расстояние ах между двумя гомогенизирующими элементами 23, расположенными в воздухоподводящей кабине 5, 6 или в секции 16, 17 в направлении потока друг за другом, составляет также, по меньшей мере, 50 мм, предпочтительно, по меньшей мере, 100 мм.
Согласно изобретению, свободная открытая площадь или площадь плоскостного гомогенизирующего элемента 23, через которую свободно протекает охлаждающий воздух, составляет 1-40%, преимущественно 2-35% и предпочтительно 2-30% всей площади плоскостного гомогенизирующего элемента 23. Согласно одному варианту, свободная открытая площадь плоскостного гомогенизирующего элемента 23 составляет 2-25%, целесообразно 2-20% и, в частности, 2-15%. Особенно предпочтительно и в данном примере свободная открытая площадь или площадь расположенных друг за другом гомогенизирующих элементов 23, через которую свободно протекает охлаждающий воздух, увеличивается от одного гомогенизирующего элемента 23 к другому в направлении соответствующего выпрямителя 18 потока или в направлении охлаждающей камеры 4. Целесообразно и в данном примере площадь гомогенизирующего элемента 23 простирается в остальном по всей площади QL сечения соответствующей воздухоподводящей кабины 5, 6 или соответствующей секции 16, 17.
На фиг. 3 и 4 изображены разрезы воздухоподводящей кабины 5. Вместо всей воздухоподводящей кабины 5, 6 этот вид может служить также только для секции 16, 17. В примере на фиг. 3 сечение QZ подводящего трубопровода 22 увеличивается непосредственно и бесступенчато до площади QL сечения соответствующей воздухоподводящей кабины 5. В этой воздухоподводящей кабине 5 в направлении потока охлаждающего воздуха перед выпрямителем 18 потока расположены четыре гомогенизирующих элемента 23. Гомогенизирующий элемент 23.0 находится в данном примере между подводящим трубопроводом 22 и воздухоподводящей кабиной 5 и проходит лишь по сечению QZ подводящего трубопровода 22. Другие гомогенизирующие элементы 23.1, 23.2, 23.3 расположены в воздухоподводящей кабине 5 на расстоянии друг от друга и на расстоянии от выпрямителя 18 потока. Они проходят по всему сечению QL воздухоподводящей кабины 5. В нижеследующей таблице в качестве примера приведены типичные параметры гомогенизирующих элементов 23.0-23.3 из фиг. 3, а именно для ширины установки (в направлении CD) соответственно 1000 мм. В левом столбце приведена, прежде всего, вертикальная высота h гомогенизирующих элементов 23 в мм, справа от него – общая площадь каждого гомогенизирующего элемента 23, а в обеих столбцах справа – свободная площадь или открытая площадь, через которую свободно протекает охлаждающий воздух, в % и мм2. Относительная свободная площадь рассчитывается по следующей формуле: площадь сечения гомогенизирующего элемента х открытую площадь гомогенизирующего элемента / площадь выходного сечения в зоне выпрямителя. Для гомогенизирующих элементов 23.1, 23.2, 23.3 относительная свободная площадь (в %) совпадает, следовательно, с открытой свободной площадью (в %). Только для гомогенизирующего элемента 23.0 с площадью сечения в соответствии с подводящим трубопроводом 22 возникает относительная свободная площадь лишь 1%. Расстояние а (в мм) соответствует расстоянию а отдельных гомогенизирующих элементов 23 от выпрямителя 18 потока. Значение интеграла в правом столбце соответствует интегралу под кривой при нанесении относительной свободной площади гомогенизирующих элементов 23 в зависимости от расстояния а этих гомогенизирующих элементов 23 от выпрямителя 18 потока.
мм
%
а
мм
Высота Н воздухоподводящей кабины 5 из фиг. 3 составляет в данном примере 500 мм, а длина l от выпрямителя 18 потока до устья подводящего трубопровода 2 – 1000 мм. Согласно одному особенно предпочтительному варианту, сумма приведенных значений интеграла лежит выше 45, преимущественно выше 50 и предпочтительно выше 65.
На фиг. 4 изображен второй вариант воздухоподводящей кабины 5. Также здесь используются четыре гомогенизирующих элемента 23.0-23.3. В отличие от примера на фиг. 3, здесь, однако, происходит ступенчатое расширение сечения QZ подводящего трубопровода 22 до общего сечения QL воздухоподводящей кабины 5. Целесообразно это ступенчатое расширение в прямоугольной воздухоподводящей кабине 5 происходит по всем четырем стенкам в направлении выпрямителя 18 потока. За исключением отличий вследствие ступенчатого расширения сечения, габариты в примере на фиг. 4 соответствуют габаритам в примере на фиг. 3. Параметры варианта на фиг. 4 приведены аналогично таблице в отношении фиг. 3.
мм
%
а
мм
На фиг. 5 изображена зона присоединения изогнутого подводящего трубопровода 22 к воздухоподводящей кабине 5. В этом примере в подводящем трубопроводе расположены сегментирующие элементы 28, которые делят его на отдельные сегменты. Благодаря этому сегментированию или облопачиванию участка трубопровода можно достичь дополнительного выравнивания потока охлаждающего воздуха. В частности, здесь поток охлаждающего воздуха подлежит предварительному выравниванию и, тем самым, в некоторой степени подготавливается к дальнейшему выравниванию или гомогенизации в воздухоподводящей кабине 5.
На фиг. 6 изображен перспективный вид используемого, согласно изобретению, выпрямителя 18 потока. Выпрямители 18 потока служат для выпрямления попадающего на элементарные нити 1 потока охлаждающего воздуха. Для этого рекомендуемым образом и в данном примере каждый выпрямитель 18 потока имеет большое число ориентированных перпендикулярно направлению FS потока элементарных нитей проточных каналов 19. Эти проточные каналы 19 ограничены соответственно стенками 20 и выполнены преимущественно линейными. Согласно одному предпочтительному варианту и в данном примере свободно протекаемая открытая площадь выпрямителя 18 потока составляет более 90% всей его площади. Зарекомендовавшим себя образом и в данном примере отношение длины L проточных каналов 19 к их наименьшему внутреннему диаметру Di составляет 1-10, целесообразно 1-9. Проточные каналы 19 выпрямителя 18 потока могут иметь в данном примере на фиг. 7 шестиугольное или сотообразное сечение. Наименьший внутренний диаметр Di измеряется здесь между противоположными сторонами шестиугольника.
Согласно одному предпочтительному варианту и в данном примере каждый выпрямитель 18 потока содержит как на своей входной стороне ES для охлаждающего воздуха, так и на своей выходной стороне AS для него проточную сетку 21. Преимущественно и в данном примере обе проточные сетки 21 каждого выпрямителя 18 потока расположены непосредственно перед и за выпрямителем 18 потока. В этом отношении следует отличать проточные сетки 21 от выполненных в виде гомогенизирующих сеток 26 гомогенизирующих элементов 23. Рекомендуемым образом и в данном примере обе проточные сетки 21 ориентированы перпендикулярно продольному направлению проточных каналов 19 выпрямителя 18 потока. Зарекомендовало себя то, что проточная сетка 21 имеет ширину w ячеек 0,1-0,5 мм и преимущественно 0,1-0,4 мм, а также толщину d проволок 0,05-0,35 мм и преимущественно 0,05-0,32 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕТКАНЫХ МАТЕРИАЛОВ ИЗ БЕСКОНЕЧНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2732563C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2739285C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОТНА НЕТКАНОГО МАТЕРИАЛА | 2005 |
|
RU2299936C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ НЕПРЕРЫВНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2016 |
|
RU2694912C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ И ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2633245C1 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНЫХ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2710675C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНЫХ НЕТКАНЫХ МАТЕРИАЛОВ ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2018 |
|
RU2704908C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ ИЗ ЭЛЕМЕНТАРНЫХ ВОЛОКОН | 2017 |
|
RU2710674C2 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2465069C1 |





Изобретение относится к устройству для производства нетканых материалов из бесконечных элементарных нитей. В устройстве предусмотрены фильера для прядения нитей и охлаждающая камера для охлаждения выпрядаемых нитей. На противоположных сторонах охлаждающей камеры расположено по одной воздухоподводящей кабине, из которой охлаждающий воздух вводится в охлаждающую камеру. К каждой воздухоподводящей кабине присоединен подводящий трубопровод для охлаждающего воздуха, причем площадь сечения подводящего трубопровода на переходе охлаждающего воздуха в воздухоподводящую кабину увеличивается до площади воздухоподводящей кабины. Площадь сечения воздухоподводящей кабины, по меньшей мере, вдвое больше площади сечения подводящего трубопровода. В каждой воздухоподводящей кабине расположен выпрямитель потока, а на расстоянии от выпрямителя потока - плоскостной гомогенизирующий элемент для гомогенизации вводимого в воздухоподводящую кабину потока охлаждающего воздуха. Плоскостной гомогенизирующий элемент имеет отверстия, причем свободная открытая поверхность гомогенизирующего элемента составляет 1-40% всей его поверхности. Обеспечивается повышение однородности и равномерности нетканых материалов. 2 н. и 18 з.п. ф-лы, 7 ил., 4 табл.
1. Устройство для производства нетканых материалов из бесконечных элементарных нитей (1), в частности из бесконечных элементарных нитей (1) из термопласта, причем предусмотрены фильера (2) для прядения бесконечных элементарных нитей (1) и охлаждающая камера (4) для охлаждения выпрядаемых элементарных нитей (1) охлаждающим воздухом, при этом на противоположных сторонах охлаждающей камеры (4) расположено по одной воздухоподводящей кабине (5, 6), и из противоположных воздухоподводящих кабин (5, 6) в охлаждающую камеру (4) вводится соответственно охлаждающий воздух,
причем к каждой воздухоподводящей кабине присоединен, по меньшей мере, один подводящий трубопровод (22) для подвода охлаждающего воздуха с площадью QZ сечения, которая при переходе охлаждающего воздуха в воздухоподводящую кабину (5, 6) увеличивается до площади QL сечения воздухоподводящей кабины (5, 6), причем площадь QL сечения, по меньшей мере, вдвое больше, преимущественно, по меньшей мере, в три раза больше площади QZ сечения подводящего трубопровода (22),
при этом в каждой воздухоподводящей кабине (5, 6) предусмотрен, по меньшей мере, один расположенный перед охлаждающей камерой (4) выпрямитель (18) потока, причем в воздухоподводящей кабине (5, 6) в направлении потока охлаждающего воздуха перед выпрямителем (18) потока расположен, по меньшей мере, один плоскостной гомогенизирующий элемент (23) для гомогенизации введенного в воздухоподводящую кабину (5, 6) потока охлаждающего воздуха, при этом плоскостной гомогенизирующий элемент (23) имеет отверстия, причем свободная открытая поверхность плоскостного гомогенизирующего элемента (23) составляет 1-40%, преимущественно 2-35% и предпочтительно 2-30% всей поверхности плоскостного гомогенизирующего элемента (23).
2. Устройство по п. 1, отличающееся тем, что в направлении потока элементарных нитей (1) к охлаждающей камере (4) примыкает вытяжное устройство (8), и причем охлаждающая камера (4) и вытяжное устройство (8) выполнены в виде замкнутой системы, в которую, кроме подвода охлаждающего воздуха в охлаждающую камеру (4), не происходит никакого другого воздухоподвода.
3. Устройство по любому из пп. 1 или 2, отличающееся тем, что воздухоподводящая кабина (5, 6) имеет высоту Н или вертикальную высоту H 400-1500 мм, преимущественно 500-1200 мм и предпочтительно 600-1000 мм.
4. Устройство по любому из пп. 1-3, отличающееся тем, что площадь QZ сечения подводящего трубопровода (22) увеличивается до 3-15-кратного значения площади QL сечения воздухоподводящей кабины (5, 6).
5. Устройство по любому из пп. 1-4, отличающееся тем, что выпрямитель (18) потока имеет проточные каналы (19), ориентированные поперек направления движения элементарных нитей (1) или потока элементарных нитей, причем проточные каналы (19) ограничены стенками (20), и причем открытая поверхность выпрямителя (18) потока составляет преимущественно более 85%, предпочтительно более 90%, и причем целесообразно отношение L/D длины L проточных каналов (19) к их внутреннему диаметру D составляет 1-15, преимущественно 1-10 и предпочтительно 1,5-9.
6. Устройство по любому из пп. 1-5, отличающееся тем, что подводимый в воздухоподводящую кабину (5, 6) объемный поток охлаждающего воздуха разделен на несколько частичных объемных потоков, притекающих по отдельным частичным подводящим трубопроводам и/или по сегментам сегментированного подводящего трубопровода.
7. Устройство по п. 6, отличающееся тем, что объемный поток охлаждающего воздуха разделен на два-пять, преимущественно на два-три частичных объемных потока.
8. Устройство по п. 6 или 7, отличающееся тем, что охлаждающий воздух, по меньшей мере, двух частичных объемных потоков имеет разную скорость и/или разную температуру и/или разную влажность.
9. Устройство по любому из пп. 1-8, отличающееся тем, что воздухоподводящая кабина (5, 6) разделена, по меньшей мере, на две, преимущественно на две секции (16, 17), из которых предпочтительно подводится соответственно охлаждающий воздух разной температуры, и причем в каждую секцию (16, 17) подводится, по меньшей мере, один частичный объемный поток охлаждающего воздуха.
10. Устройство по любому из пп. 1-9, отличающееся тем, что, по меньшей мере, один гомогенизирующий элемент (23) выполнен в виде перфорированного элемента, в частности в виде перфорированного листа (24) с отверстиями (25), и причем отверстия (25) имеют преимущественно диаметр d 1-10 мм, предпочтительно 1,5-9 мм и весьма предпочтительно 1,5-8 мм.
11. Устройство по любому из пп. 1-10, отличающееся тем, что гомогенизирующий элемент (23) выполнен в виде гомогенизирующей сетки с ячейками (27), причем гомогенизирующая сетка (26) имеет ширину ячеек 0,1-0,5 мм, предпочтительно 0,12-0,4 мм и весьма предпочтительно 0,15-0,35 мм.
12. Устройство по любому из пп. 1-11, отличающееся тем, что, по меньшей мере, один плоскостной гомогенизирующий элемент (23) расположен на расстоянии а1, по меньшей мере, 50 мм, преимущественно, по меньшей мере, 80 мм и предпочтительно, по меньшей мере, 100 мм в направлении потока охлаждающего воздуха перед выпрямителем (18) потока соответствующей воздухоподводящей кабины (5, 6).
13. Устройство по любому из пп. 1-12, отличающееся тем, что несколько гомогенизирующих элементов (23) расположены на расстоянии от выпрямителя (18) потока в направлении потока охлаждающего воздуха друг за другом и на расстоянии друг от друга в воздухоподводящей кабине (5, 6).
14. Устройство по п. 13, отличающееся тем, что расстояние ах между двумя расположенными в воздухоподводящей кабине (5, 6) в направлении потока друг за другом гомогенизирующими элементами (23) составляет, по меньшей мере, 50 мм, преимущественно, по меньшей мере, 80 мм и предпочтительно, по меньшей мере, 100 мм.
15. Устройство по любому из пп. 13 или 14, отличающееся тем, что свободная открытая поверхность расположенных друг за другом гомогенизирующих элементов (23) возрастает от одного гомогенизирующего элемента (23) к другому гомогенизирующему элементу (23) в направлении соответствующего выпрямителя (18) потока.
16. Устройство по любому из пп. 1-15, отличающееся тем, что поверхность гомогенизирующего элемента (23) простирается, по меньшей мере, по наибольшей части площади QL сечения соответствующей воздухоподводящей кабины (5, 6) или по наибольшей части площади сечения соответствующей секции (16, 17) воздухоподводящей кабины (5, 6).
17. Устройство по любому из пп. 1-16, отличающееся тем, что площадь QZ сечения подводящего трубопровода (22) увеличивается ступенчато, в частности несколькими ступенями, или непрерывно до площади QL сечения воздухоподводящей кабины (5, 6) или до площади сечения секции (16, 17) воздухоподводящей кабины (5, 6).
18. Способ производства нетканых материалов из бесконечных элементарных нитей (1), в частности из бесконечных элементарных нитей (1) из термопласта, причем бесконечные элементарные нити (1) прядут из фильеры (2) и охлаждают в охлаждающей камере (4) охлаждающим воздухом, при этом охлаждающий воздух вводят в охлаждающую камеру (4) из расположенных на ее противоположных сторонах воздухоподводящих кабин (5, 6),
причем охлаждающий воздух в воздухоподводящей кабине (5, 6) направляют через, по меньшей мере, один плоскостной гомогенизирующий элемент (23) для гомогенизации охлаждающего воздуха, при этом плоскостной гомогенизирующий элемент (23) имеет отверстия, и свободная открытая поверхность плоскостного гомогенизирующего элемента (23) составляет 1-40%, преимущественно 2-35% и предпочтительно 2-30% всей поверхности плоскостного гомогенизирующего элемента (23),
причем охлаждающий воздух вслед за, по меньшей мере, одним плоскостным гомогенизирующим элементом (23) вводят в охлаждающую камеру (4) через выпрямитель (18) потока.
19. Способ по п. 18, отличающийся тем, что элементарные нити обдувают в охлаждающей камере (4) охлаждающим воздухом со скоростью 0,15-3 м/с, преимущественно 0,15-2,5 м/с и предпочтительно 0,17-2,3 м/с.
20. Способ по п. 18 или 19, отличающийся тем, что элементарные нити обдувают в охлаждающей камере (4) объемным потоком охлаждающего воздуха 200-14000 м3/ч/м, преимущественно 250-13000 м3/ч/м и предпочтительно 300-12000 м3/ч/м.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| DE 3744657 A1, 10.11.1988 | |||
| US 5028375 A, 02.07.1991 | |||
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО ПОЛОТНА ИЗ ЭЛЕМЕНТАРНОГО ВОЛОКНА | 2013 |
|
RU2613869C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВЫХОДЯЩИХ ИЗ ФИЛЬЕР СФОРМОВАННЫХ ИЗ ПОЛИМЕРНОГО РАСПЛАВА НИТЕЙ | 2001 |
|
RU2244049C2 |

