Изобретение относится к устройству для изготовления нетканых материалов из элементарных волокон, причем элементарные волокна, в частности, состоят из термопластичного синтетического материала, причем имеется, по меньшей мере, одно формующее устройство для формования волокон, причем волокна охлаждаются и вытягиваются и, причем предусмотрено устройство для укладки вытянутых волокон. Изобретение относится также к способу изготовления нетканых материалов из элементарных волокон. Кроме того изобретение относится к нетканому материалу из элементарных волокон. Элементарные волокна отличаются благодаря своей квази бесконечной длине от штапельных волокон, которые имеют много меньшую длину, от, например, 10 до 60 мм.
Устройства и способы изготовления нетканых материалов указанного вида известны из практики в различных формах осуществления. Зачастую требуется изготовление структурированных нетканых материалов соответственно нетканых материалов, получаемых по фильерному способу, с “3D-структурой “ с изменяющимися локальными толщинами соответственно пористостью. Для этого также из практики известны различные мероприятия. Так известно получение соответствующей структуры нетканого материала с помощью формирования давлением соответственно обработки давлением нетканого материала. Изменение формы нетканых материалом может при этом достигаться, как правило, только с помощью предварительного нагревания нетканого полотна вплоть до размягчения синтетического материала. Обработка давлением в этом случае имеет следствием также уплотнение, нетканое полотно становится в целом более плоским и это отрицательно сказывается на ощутимой мягкости нетканого полотна.
Дальше, в частности, для коротких волокон соответственно штапельных волокон известно перегруппирование укладки коротких волокон с помощью сжатого воздуха и затем осуществление упрочнения горячим воздухом. Но это создает границы при выборе материала для нетканого полотна, так как волокна из многих полимеров не без проблем могут упрочняться горячим воздухом. В случае элементарных волокон эти мероприятия в остальном себя не зарекомендовали.
Другой способ базируется на применении структурированной и частично воздухопроницаемой ленты для укладки (ЕР 0 696 333). Лента для укладки оборудована непроницаемыми для воздуха закрывающими элементами и эти закрывающие элементы имеют выступающие из поверхности ленточной сетки сита выступы. Уложенные на ленте для укладки элементарные волокна предварительно упрочняются с помощью связующего – например, упрочняются с помощью горячего воздуха – и затем нетканый материал снимается. Структура нетканого материала получается, так сказать, с помощью отпечатка выступов закрывающих элементов, выступающих из поверхности ленты для укладки. Эти мероприятия чувствительны к помехам и чреваты ошибками и не зарекомендовали себя на практике.
В противоположность этому в основе изобретения лежит техническая проблема создания устройства указанного вида, с которым нетканый материал с 3D структурой может изготавливаться простым и эффективным способом, причем этот нетканый материал отличается эстетически безукоризненной, воспроизводимой 3D структурой и обладает достаточной ощутимой мягкостью. Дальше в основе изобретения лежит техническая проблема создания соответствующего способа для изготовления нетканого материала, а также соответствующего нетканого материала.
Для решения этой технической проблемы изобретение предлагает устройство для изготовления нетканых материалов из элементарных волокон, причем элементарные волокна состоят, соответственно главным образом, в частности, из термопластичного синтетического материала, причем имеется, по меньшей мере, одно формовочное устройство для формования волокон, причем волокна охлаждаются и вытягиваются и, причем предусмотрено устройство для укладки вытянутых волокон с образованием нетканого материала, причем устройство для укладки выполнено в виде ленточной сетки с множеством распределенных по поверхности ленточной сетки отверстий ленточной сетки, причем воздух может засасываться через поверхность ленточной сетки соответственно через отверстия ленточной сетки и, причем для этого ниже ленточной сетки расположен преимущественно, по меньшей мере, один вытяжной вентилятор, причем часть отверстий ленточной сетки образована закрытой.
Согласно особо предпочтительной форме осуществления изобретения в случае предложенного в соответствии с изобретением устройства речь идет об устройстве для нетканого синтетического полотна, причем предусмотрено охлаждающее устройство для охлаждения волокон и вытягивающее устройство для вытягивания волокон. Другая форма осуществления изобретения отличается тем, что предложенное в соответствии с изобретением устройство представляет собой устройство для изготовления нетканого материала типа мелтблоун.
В рамках изобретения содержится, что воздухопроницаемость незакрытой ленточной сетки составляет от 300 до 1100 куб.фт./мин, преимущественно от 350 до 1050 куб.фт./мин и предпочтительно от 400 до 1000 куб.фт./мин и, что воздухопроницаемость частично закрытой ленточной сетки составляет от 150 до 700 куб.фт./мин, преимущественно от 200 до 600 куб.фт./мин и предпочтительно от 250 до 500 куб.фт./мин. Воздухопроницаемость частично закрытой ленточной сетки составляет предпочтительнее от 300 до 500 куб.фт./мин и наиболее предпочтительно от 350 до 500 куб.фт./мин. Незакрытая ленточная сетка в рамках изобретения имеет в виду используемую согласно изобретению ленточную сетку с только открытыми соответственно незакрытыми отверстиями ленточной сетки. На незакрытую ленточную сетку здесь делается ссылка только в качестве справочного материала, так как согласно изобретению применяется частично закрытая ленточная сетка, соответственно ленточная сетка с частью закрытыми отверстиями ленточной сетки. Разумеется, что воздухопроницаемость незакрытой ленточной сетки больше, чем воздухопроницаемость частично закрытой ленточной сетки.
Воздухопроницаемость здесь приводится в куб.фт./мин (cubic-foot/min). Измерение воздухопроницаемости осуществляется преимущественно на площади круга 38,3 см2 при разности давления 125 Па. Целесообразно проводится большое количество отдельных измерений – согласно рекомендациям десять отдельных измерений – и в этом случае получается средняя величина по отдельным измерениям. В рамках изобретения предполагается, что воздухопроницаемость измеряется согласно ASTM D 737. – Дальше в рамках изобретения предполагается, что ленточная сетка имеет ткань из перекрещивающихся нитей. Целесообразно нити ленточной сетки образованы в виде нитей синтетического материала – в частности, в виде моноволокон – и/или в виде металлических нитей. При этом могут применяться круглые и некруглые в поперечном сечении нити. Ткань ленточной сетки может быть выполнена однослойной или также многослойной. При многослойной ткани здесь под поверхностью ленточной сетки понимается поверхность самого верхнего слоя ткани. Согласно предпочтительной форме осуществления ленточная сетка имеет только один слой ткани.
Рекомендованная форма осуществления предложенного в соответствии с изобретением устройства отличается тем, что ленточная сетка имеет ткань из ограничивающих отверстия ленточной сетки нитей основы и нитей утка. Рекомендуется, что ткань ленточной сетки имеет заполнение ткани от 20 до 75 нитей основы/25 мм и преимущественно от 30 до 55 нитей основы/25 мм, а также от 10 до 50 нитей утка 25 мм, предпочтительно от 10 до 40 нитей утка/25 мм.
В рамках изобретения содержится, что множество соответственно большое количество открытых отверстий ленточной сетки расположено с распределением по поверхности ленточной сетки и, что точно также множество соответственно большое количество закрытых отверстий ленточной сетки расположено с распределением по поверхности ленточной сетки. Закрытое отверстие ленточной сетки или несколько примыкающих друг к другу отверстий ленточной сетки образуют закрывающий элемент ленточной сетки. Рекомендуется, что диаметр d cоответственно наименьший диаметр d закрывающего элемента ленточной сетки составляет, по меньшей мере, 1,5 мм, преимущественно, по меньшей мере, 2 мм, и максимально 8 мм, предпочтительно максимально 9мм и, в частности, максимально 10 мм. Целесообразно отношение воздухопроницаемости незакрытой ленточной сетки к воздухопроницаемости частично закрытой ленточной сетки составляет от 1,2 до 4, преимущественно от 1,3 до 3,5, предпочтительно от 1,5 до 3 и предпочтительнее от 1,8 до 2,8.
Закрытые отверстия ленточной сетки соответственно закрывающие элементы обуславливают, что ленточная сетка в противоположность к незакрытой ленточной сетке больше не имеет однородной воздухопроницаемости. В основе изобретения заключается осознание того, что закрывающие элементы вынуждают подводимый к ленточной сетке воздух совершать непосредственно над сеточной ленточной сеткой боковое движение. Подлежащие укладке содержащиеся в этом воздушном потоке волокна следуют, по меньшей мере, частично этому перемещению воздуха и благодаря этому предпочтительно укладываются на открытых соответственно незакрытых зонах ленточной сетки. Таким образом, возникает нетканый материал с различным локальным весом единицы поверхности соответственно с определенной 3D структурой.
Согласно особо рекомендованной форме осуществления изобретения, закрытые отверстия ленточной сетки, соответственно закрывающие элементы расположены с распределением по ленточной сетке с регулярным рисунком. Согласно рекомендациям отверстия ленточной сетки, соответственно закрывающие элементы имеют при этом, в, по меньшей мере, одном направлении в пространстве постоянные расстояния. Согласно предпочтительной форме осуществления изобретения, закрывающие элементы образованы точечно. Точечно подразумевает здесь, в частности, что диаметр закрывающего элемента во всех направлениях в пространстве подобен, соответственно сопоставим или главным образом одинаков. Зарекомендовавший себя вариант осуществления отличается тем, что точечные закрывающие элементы расположены с распределением по ленточной сетке соответственно по поверхности ленточной сетки на определенных расстояниях. Целесообразным наименьший диаметр d этих точечных закрывающих элементов составляет, по меньшей мере, 2 мм, предпочтительно, по меньшей мере, 2,5 мм и предпочтительнее, по меньшей мере, 3 мм, а также максимально 8 мм, предпочтительно максимально 9 мм и весьма предпочтительно максимально 10 мм.
Согласно другой предпочтительной форме осуществления изобретения, закрывающие элементы образованы линейными. В рамках изобретения содержится, что линейные закрывающие элементы, как правило, образованы не точно прямолинейно соответственно линейно и, что, как правило, прежде всего, края линейных закрывающих элементов образованы не точно прямолинейно соответственно линейно. В соответствии с зарекомендовавшим себя вариантом осуществления линейные закрывающие элементы имеют постоянные расстояния, соответственно главным образом постоянные расстояния, друг от друга. Целесообразным линейные закрывающие элементы расположены параллельно, соответственно главным образом, параллельно друг другу. В рамках изобретения содержится, что линейные закрывающие элементы образованы соответственно в виде прерывистых линий, и при этом на одной линии расположены линейные участки закрывающих элементов и линейные открытые зоны ленточной сетки, соединяющие участки. Согласно одной форме осуществления изобретения, линейные закрывающие элементы перекрещиваются, причем преимущественно проходящие в одном направлении линейные закрывающие элементы расположены параллельно друг другу и, причем целесообразно, что линейные проходящие во втором направлении закрывающие элементы (также) расположены параллельно друг другу. В рамках изобретения также содержится, что линейные закрывающие элементы ленточной сетки в различных зонах ленточной сетки, соответственно поверхности ленточной сетки, имеют различную толщину и/или различную ширину (наименьший диаметр d). В случае линейных закрывающих элементов речь может идти также об изогнутых, соответственно криволинейных, линейных закрывающих элементах. Ширина (наименьший диаметр d) линейного закрывающего элемента составляет, по меньшей мере, 1,5 мм, предпочтительно, по меньшей мере, 2 мм, а также согласно рекомендациям максимально 8 мм и, в частности, максимально 9 мм.
Согласно варианту осуществления изобретения, точечные и линейные закрывающие элементы могут комбинироваться друг с другом. В принципе для закрывающих элементов возможны различные геометрические формы и эти различные форму могут также комбинироваться друг с другом. Открытые области ленточной сетки могут быть окружены закрывающими элементами, соответственно закрытыми областями ленточной сетки, и также наоборот.
В рамках изобретения содержится, что для образования закрытых отверстий ленточной сетки, соответственно для образования закрывающих элементов, применяются закрывающие массы из синтетического материала соответственно полимеров. Для образования закрывающих элементов в ткань ленточной сетки, соответственно в отверстия ленточной сетки вводится расплавлено-жидкий, соответственно жидкий, синтетический материал. В случае закрывающей массы речь может идти согласно варианту осуществления о фоточувствительном синтетическом материале, соответственно о фоточувствительной многокомпонентной системе, которая сначала вводится в ткань ленточной сетки и затем отверждается, в частности, под воздействием света, и преимущественно под воздействием ультрафиолетового излучения. В рамках изобретения содержится, что закрывающая масса проникает в отверстия ленточной сетки ткани ленточной сетки и, что образованные рисунки закрывающих элементов зависят от способа ткачества и заполнения ткани. Целесообразно ткань ленточной сетки образована из моноволокна с диаметром от 0,2 до 0,9 мм преимущественно от 0,3 до 0,7 мм. Согласно рекомендациям закрывающий элемент образуется между, по меньшей мере, двумя нитям основы и/или нитями утка, предпочтительно между/поверх, по меньшей мере, тремя нитями основы и/или нитями утка.
Особенно предпочтительно форма осуществления изобретения отличается тем, что закрывающая масса закрывающих элементов расположена только в и/или под поверхностью ленточной сетки и не выступает над поверхностью ленточной сетки. При этом согласно варианту осуществления закрывающая масса простирается по всей толщине, соответственно главным образом по всей толщине ленточной сетки, соответственно ткани ленточной сетки. В соответствии с другим вариантом осуществления закрывающая масса закрывающего элемента, соответственно закрытого отверстия ленточной сетки, простирается только на части толщины ткани ленточной сетки. Преимущественно закрывающая масса закрытого отверстия ленточной сетки, соответственно закрывающего элемента, простирается от поверхности ленточной сетки по направлению вниз, причем в этом случае закрывающая масса – как описано выше – может простираться либо на всю толщину ленточной сетки, либо только на части толщины ленточной сетки. Целесообразно закрывающая масса расположена на, по меньшей мере, 30%, преимущественно на, по меньшей мере, 33% толщины ленточной сетки, соответственно ткани ленточной сетки, причем закрывающая масса, как отмечено выше, простирается предпочтительно от поверхности ленточной сетки по направлению вниз.
Согласно особо предпочтительной форме осуществления изобретения, по меньшей мере, 25%, преимущественно, по меньшей мере, 30% отверстий ленточной сетки используемой в рамках изобретения ленточной сетки образованы закрытыми. Целесообразным является, что максимально 67%, предпочтительно максимально 60% отверстий ленточной сетки образованы закрытыми.
Одна форма осуществления отличается тем, что закрывающая масса закрытых отверстий ленточной сетки, соответственно закрывающих элементов, выступает из поверхности ленточной сетки, а именно, преимущественно на максимально 1,5 мм, целесообразно на максимально 1,0 мм, предпочтительно на максимально 0,8 мм и весьма предпочтительно на максимально 0,6 мм. Предпочтительнее выступает закрывающая масса закрытого отверстия ленточной сетки, соответственно закрывающего элемента, на максимально от 0,3 до 0,6 мм из поверхности ленточной сетки. Но особенно рекомендованная форма осуществления изобретения отличается тем, что закрывающая масса расположена в и/или ниже поверхности ленточной сетки и не выступает над поверхностью ленточной сетки.
Выше было раскрыто, что закрывающие элементы способствуют боковому движению проходящего через ленточную сетку воздуха и, что благодаря этому боковому движению содержащиеся в воздушном потоке волокна следуют за потоком и таким образом укладываются в открытых зонах ленточной сетки. В основе изобретения лежит понимание, что эта укладка может эффективно усиливаться, если закрывающая масса закрывающих элементов будет выступать вверх над поверхностью ленточной сетки. По образовавшемуся вследствие этого закруглению выступающей части уложенные волокна могут соскальзывать в соседнюю открытую зону и различие в плотности волокон, соответственно в весе единицы площади, может выражаться еще сильнее. Дальше в основе изобретения лежит понимание, что высота выступающей из ленточной сетки зоны имеет пределы, так как слишком высоко выступающая зона будет отражаться на уменьшении стабильности укладки волокон. Наконец, в основе изобретения лежит понимание, что выступающая из поверхности ленточной сетки зона должна выступать из поверхности ленточной сетки предпочтительно на максимально 0,6 мм, весьма предпочтительно на максимально 0,5 мм.
Предложенное в соответствии с изобретением устройство имеет, по меньшей мере, одно формовочное устройство, соответственно многоканальный мундштук для экструзии, с которым могут формироваться элементарные волокна. Согласно особо предпочтительной форме осуществления изобретения с помощью предложенного в соответствии с изобретением устройства может изготавливаться нетканое синтетическое полотно типа спанбонд и соответственно устройство выполнено в виде устройства для получения нетканого синтетического полотна типа спанбонд. При этом в качестве элементарных волокон производятся однокомпонентные волокна и/или многокомпонентные волокна, соответственно бикомпонентные волокна. В случае многокомпонентных, соответственно бикомпнонентных волокон, речь может идти об элементарных волокнах с конфигурацией с сердечником и оболочкой или элементарных волокнах с потенциалом извитости, например с конфигурацией бок о бок. Согласно особо предпочтительной форме осуществления изобретения изготовленные с помощью предложенного в соответствии с изобретением устройства, соответственно предложенного в соответствии с изобретением способа, элементарные волокна состоят из, по меньшей мере, полиолефина, в частности, из полипропилена и/или полиэтилена.
Предложенное в соответствии с изобретение устройство в виде устройства для изготовления нетканого синтетического полотна типа спанбонд имеет, по меньшей мере, одно охлаждающее устройство для охлаждения волокон и, по меньшей мере, одно вытягивающее устройство для вытягивания волокон.
Согласно особенно предпочтительному варианту осуществления, которому в рамках изобретения придается особое значение, агрегат из охлаждающего устройства и вытягивающего устройства образован в виде закрытого агрегата, причем кроме подвода охлаждающего воздуха в охлаждающем устройстве не имеется никакого другого подвода воздуха в закрытый агрегат. Это закрытое осуществление предложенного в соответствии с изобретением устройства особенно зарекомендовало себя в сочетании с используемой согласно изобретению ленточной сеткой.
Предпочтительная форма осуществления изобретения дальше отличается тем, что между растягивающим устройством и устройством для укладки, соответственно ленточной сеткой, расположен, по меньшей мере, один диффузор. Выходящие из вытягивающего устройства элементарные волокна пропускаются через диффузор и затем укладываются на устройство для укладки, соответственно на ленточную сетку.
Особый вариант осуществления изобретения отличается тем, что между вытягивающим устройством и ленточной сеткой расположены, по меньшей мере, два диффузора, предпочтительно два диффузора, в направлении потока волокон один за другим. Целесообразно между обоими диффузорами предусмотрен, по меньшей мере, один входной зазор для вторичного воздуха, служащий для входа окружающего воздуха. Форма осуществления с, по меньшей мере, одним диффузором, соответственно с, по меньшей мере, двумя диффузорами и входным зазором для вторичного воздуха в комбинации с предложенной в соответствии с изобретением ленточной сеткой особенно зарекомендовала себя.
В предложенном в соответствии с изобретением устройстве, соответственно в рамках предложенного в рамках изобретения способа, воздух засасывается через ленточную сетку, соответственно засасывается в направлении потока волокон через ленточную сетку. Для этого целесообразно ниже ленточной сетки предусмотреть, по меньшей мере, один вытяжной вентилятор. Целесообразно в направлении транспортировки ленточной сетки расположить друг за другом, по меньшей мере, две, предпочтительно, по меньшей мере, три и предпочтительно три отделенных друг от друга зоны отсасывания. В зоне укладки элементарных волокон, соответственно нетканого материала, при этом предпочтительно предусмотрена основная зона отсасывания, в которой воздух отсасывается с большей скоростью отсасывания, чем, в, по меньшей мере, одной другой зоне отсасывания, соответственно, чем в обеих других зонах отсасывания. Целесообразно, что в основной зоне отсасывания воздух через ленточную сетку засасывается со скоростью отсасывания от 5 до 30 м/с. При этом речь идет о средней относительно поверхности ленточной сетки скорости отсасывания. Зарекомендовавшая себя форма осуществления изобретения отличается тем, что к основной зоне отсасывания в направлении транспортировки ленточной сетки последовательно за ней расположена, по меньшей мере, одна другая зона отсасывания и, что скорость отсасывания отсасываемого в этой другой зоне отсасывания воздуха меньше, чем скорость отсасывания в основной зоне отсасывания. Рекомендуется располагать первую зону отсасывания относительно направления транспортировки ленточной сетки перед основной зоной отсасывания, а вторую зону отсасывания в направлении транспортировки ленточной сетки располагать позади основной зоны отсасывания. Целесообразно устанавливать скорость отсасывания в основной зоне отсасывания, соответственно в зоне укладки нетканого материала больше, чем скорости отсасывания в обеих других зонах отсасывания. Скорости отсасывания в первой и/или во второй зоне отсасывания находятся согласно форме осуществления изобретения между 2 и 10 м/с, в частности, между 2 и 5 м/с.
Рекомендованная форма осуществления изобретения отличается тем, что уложенный на ленточной сетке нетканый материал предварительно упрочняется и особенно предпочтительно, что предварительно упрочняется с помощью уплотняющего катка в качестве устройства для предварительного упрочнения. Целесообразно, что, по меньшей мере один уплотняющий каток образован с обогревом. Согласно другому варианту осуществления изобретения предварительное упрочнение нетканого материла на ленточной сетке может производиться также в виде упрочнения горячим воздухом.
В рамках изобретения содержится, что производится окончательное упрочнение изготовленного в соответствии с изобретением нетканого материала. В принципе окончательное упрочнение может также предприниматься на ленточной сетке. Но согласно предпочтительной описанной ниже форме осуществления нетканый материал снимается с ленточной сетки и затем подвергается окончательному упрочнению.
Разумеется, что уложенное на ленточной сетке нетканое полотно должно снова отделяться от ленточной сетки, соответственно сниматься. Целесообразно это отделение нетканого полотна от ленточной сетки осуществлять после предварительного упрочнения и предпочтительно перед окончательным упрочнением. Наиболее предпочтительная форма осуществления изобретения отличается тем, что для отделения нетканого материала от ленточной сетки воздух (воздух для разделения) через ленточную сетку подается снизу, соответственно в направлении нижней стороны нетканого материала. Преимущественно для этого предусмотрена отдельная воздуходувка и согласно рекомендациям вдувание воздуха производится относительно направления транспортировки ленточной сетки позади, по меньшей мере, одной зоны отсасывания, соответственно позади зоны отсасывания, и прежде всего позади зоны укладки нетканого материала. Особенно зарекомендовало себя в рамках изобретения то обстоятельство, что отделение нетканого материала, соответственно установка воздуходувки для отделения нетканого материала от ленточной сетки осуществляется позади, по меньшей мере, устройства для предварительного упрочнения и, в частности, позади, по меньшей мере, уплотняющего катка. Целесообразно вдувание воздуха для отделения производить в направлении транспортировки нетканого полотна незадолго до положения, в котором укладка из волокон все равно снимается с ленточной сетки. Согласно предпочтительной форме осуществления изобретения воздух, соответственно воздух для отделения нетканого материала, вдувается со скоростью воздуха между от 1 до 40 м/с. Преимущественно над ленточной сеткой предусмотрена, по меньшей мере, одна опорная поверхность для находящегося под нагрузкой воздуха для отделения нетканого материала. Согласно форме осуществления при этом речь идет о воздухопроницаемой, соответственно проницаемой, опорной поверхности, которая согласно варианту осуществления подвергается активной аспирации. В качестве опорной поверхности может применяться, например, самовращающийся проницаемый барабан, поверхность которого образуется предпочтительно тканой металлической сеткой. Дополнительно или в качестве альтернативы может предусматриваться в качестве опорной поверхности расположенная выше ленточной сетки движущаяся вместе дополнительная ленточная сетка. В рамках изобретения содержится, что опорная поверхность – например, образованная в виде барабана или дополнительной ленточной сетки опорная поверхность – подвергается аспирации и преимущественно подвергается аспирации сверху, так что вдуваемый снизу воздух для отделения отсасывается через опорную поверхность.
Для вдувания разъединяющего воздуха для отделения нетканого полотна от ленточной сетки ниже ленточной сетки может располагаться, по меньшей мере, одна расположенная поперек к направлению транспортировки ленточной сетки щель для вдувания. Ширина щели при этом может составлять от 3 до 30 мм. В рамках изобретения содержится, что ширина щели для вдувания регулируется так, что уложенный на ленточной сетке нетканый материал при отделении нетканого материала именно приподнимается и при этом не повреждается.
В рамках изобретения содержится, что нетканый материал – предпочтительно после предварительного упрочнения и преимущественно после отделения от ленточной сетки – окончательно упрочняется. Окончательное упрочнение может производиться, в частности, с, по меньшей мере, одним каландром, соответственно с, по меньшей мере, одним нагретым каландром. В принципе окончательное упрочнение может осуществляться также другим способом, например, в виде упрочнения водяными струями, в виде механического сшивания или в виде упрочнения горячим воздухом.
Форма осуществления изобретения отличается тем, что посредством предложенного в соответствии с изобретением устройство может изготавливаться многослойный материал из нетканого материала типа спанбода и нетканого материала типа мелтблоуна. Отсюда в рамках изобретения содержится применение устройства для изготовления спанбонда – мелтблоуна – спанбонда устройства, (SMS) устройства. В таком устройстве для формования отдельных нетканых материалов применяются две полосы для спанбода и одна полоса для мелтблоуна. Для такой комбинации особенно хорошо зарекомендовали себя предложенное в соответствии с изобретением устройство и предложенный согласно изобретению способ.
Предметом изобретения является также нетканый материал из элементарных волокон, причем элементарные волокна состоят, соответственно главным образом состоят, преимущественно из термопластичного синтетического материала, причем нетканый материал изготовлен с помощью предложенного в соответствии с изобретением устройства и/или с помощью предложенного в соответствии с изобретением способа. В рамках изобретения содержится, что элементарные волокна этого нетканого материала имеют денье-титр от 0,9 до 10. Волокна могут иметь также диаметр от 0,5 до 5 μм. В случае нетканого материала речь может идти о нетканом материале типа спанбонд или нетканом материале типа мелтблоун. Особенно предпочтительным является нетканый материал типа спанбонд.
В основе изобретения лежит понимание, что с предложенным в соответствии с изобретением устройством и с предложенным в соответствии с изобретением способом простым и эффективным в экономическом отношении способом может изготавливаться фильерный нетканый материал с локально различным весом единицы поверхности. В рамках изобретения возможно изготовление подобных нетканых материалов функционально надежным и не требующим больших затрат способом, при котором не приходится ограничиваться в отношении других положительных свойств. В частности, в сравнении с уровнем техники простым и воспроизводимым способом могут производиться 3D структурированные нетканые материалы с мягким восприятием на ощупь. При этом свойства нетканого материала могут направленно и без проблем варьироваться в соответствии с требованиями. В конечном результате отличаются предложенное в соответствии с изобретением устройство и предложенный в соответствии с изобретением способ небольшой стоимостью, незначительными затратами и надежностью в работе.
Ниже изобретение более подробно поясняется с помощью фигур чертежей, представляющая только один пример осуществления. В схематическом изображении показывают:
фиг. 1 - вертикальный разрез предложенного в соответствии с изобретением устройства;
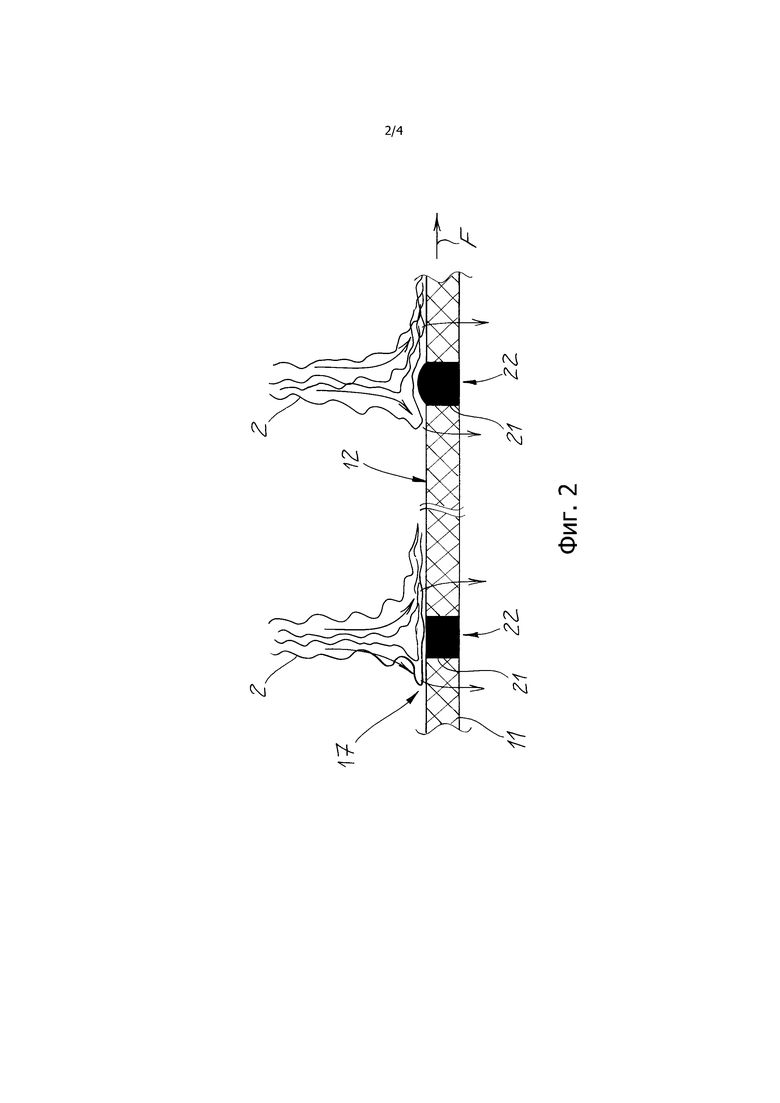
фиг. 2 - сильно увеличенный фрагмент А из фиг. 1;
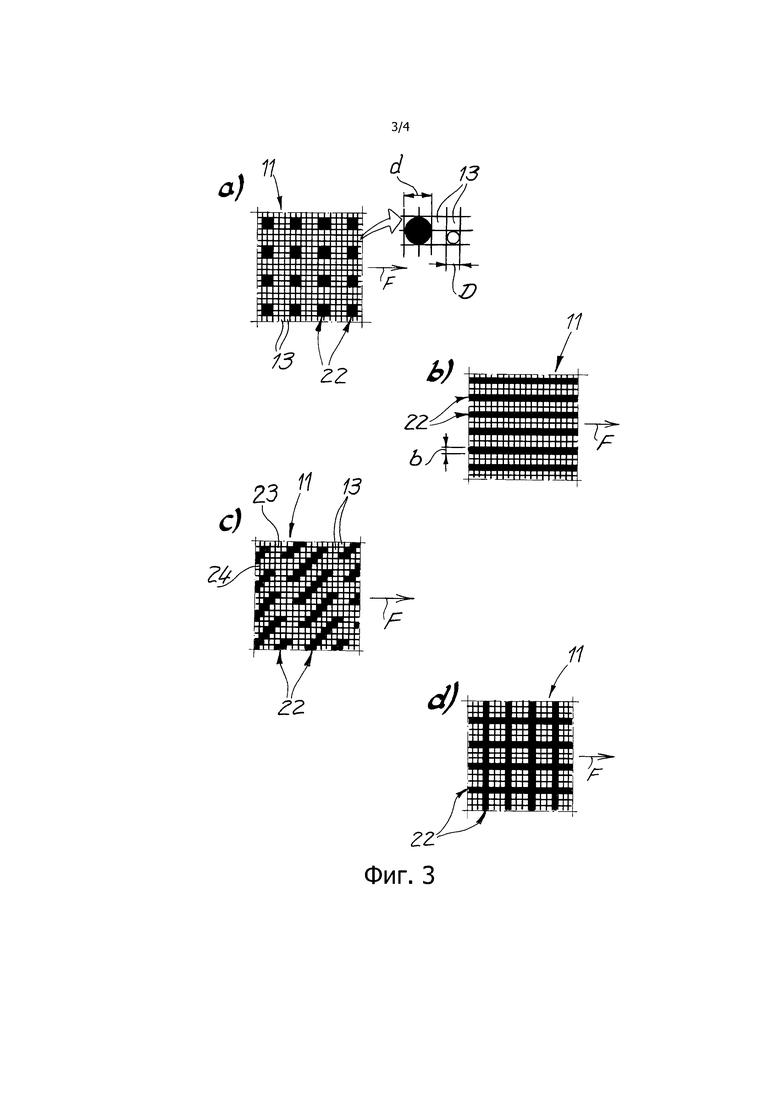
фиг. 3 - вид сверху использованной согласно изобретению ленточной сетки:
а) в первой форме осуществления,
b) во второй форме осуществления,
с) в третьей форме осуществления,
d) в четвертой форме осуществления;
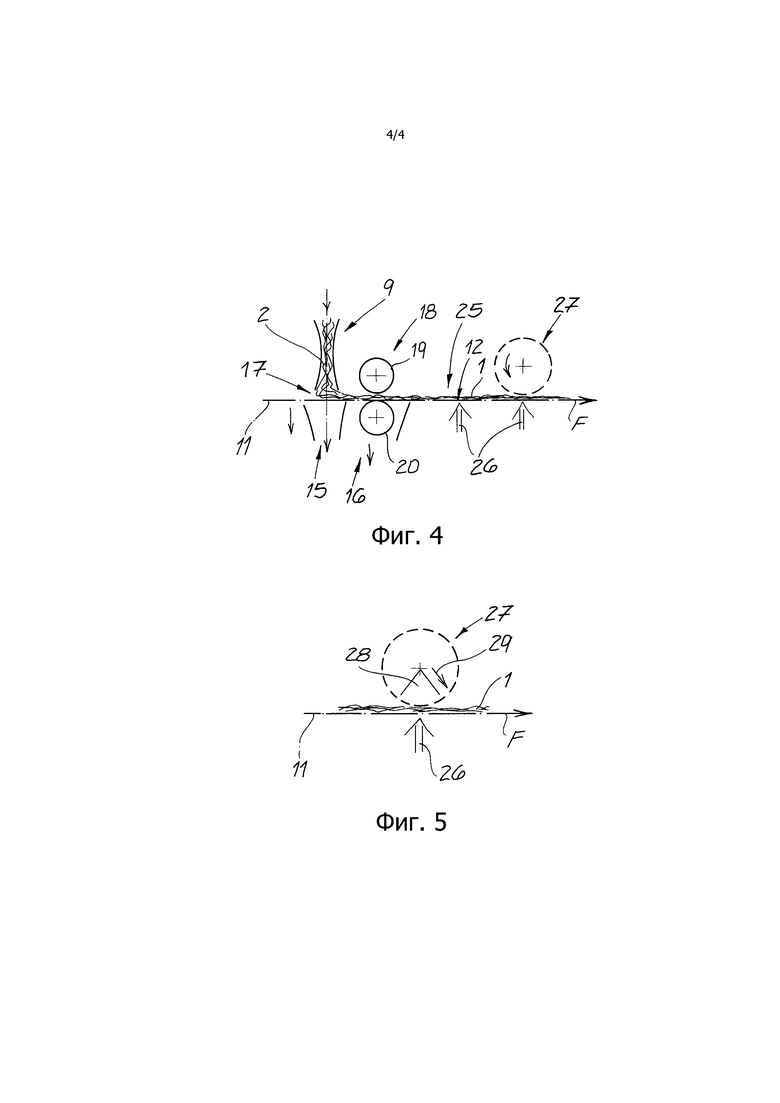
фиг. 4 - увеличенный фрагмент из фиг. 1 в первой форме осуществления; и
фиг. 5 - фрагмент из фиг. 1 во второй форме осуществления.
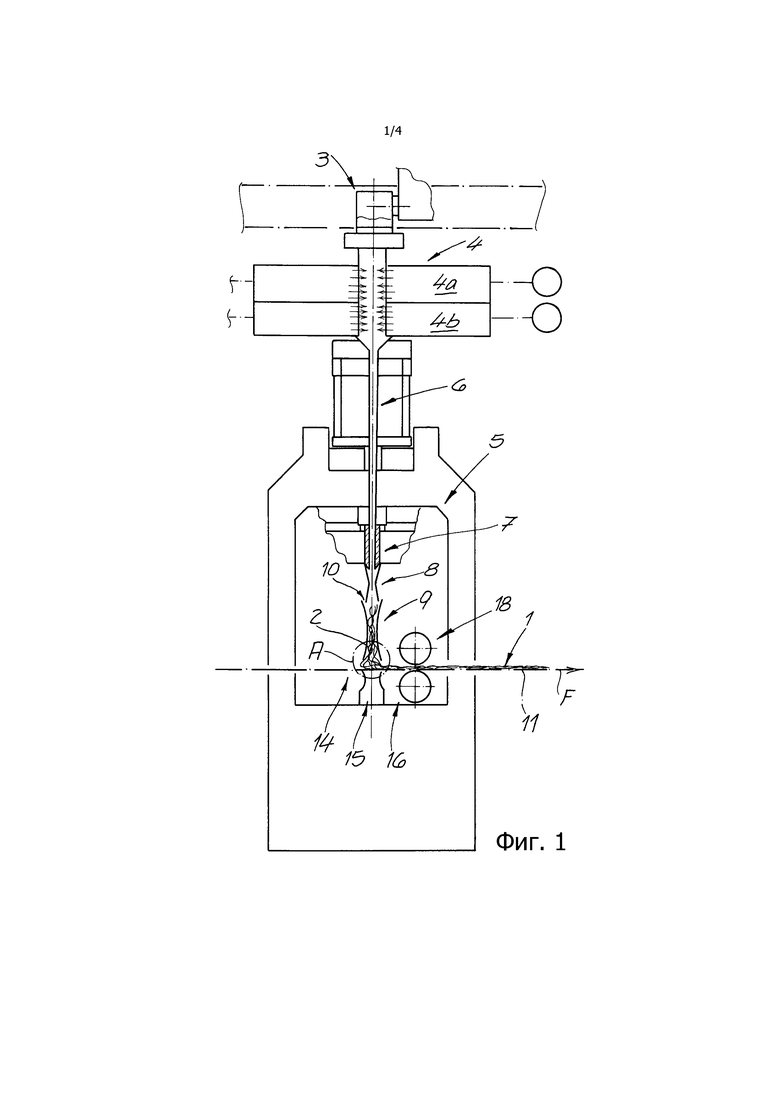
Фигуры показывают предложенное в соответствии с изобретением устройство для изготовления нетканых материалов 1 из элементарных волокон 2. Согласно более предпочтительной форме осуществления в примере осуществления речь идет при этом об устройстве для изготовления нетканых материалов 1 типа спанбонд, соответственно нетканых материалов 1, получаемых по фильерному способу. Элементарные волокна 2 предпочтительно состоят из термопластичного синтетического материала, соответственно главным образом из термопластичного синтетического материала. В предложенном в соответствии с изобретением устройстве элементарные волокна 2 формуются с помощью образованного в виде многоканального мундштука 3 для экструзии формовочного устройства. Вслед за этим элементарные волокна 2 охлаждаются в охлаждающем устройстве 4. Это охлаждающее устройство 4 предпочтительно имеет и в примере осуществления две расположенные одна над другой, соответственно в направлении потока волокон расположенные одна за другой камеры 4а, 4b, из которых охлаждающий воздух различной температуры подается в пространство с потоком волокон. За охлаждающим устройством 4 в направлении потока волокон последовательно включено растягивающее устройство 5 и это растягивающее устройство 5 имеет преимущественно и в примере осуществления сужающийся в направлении потока элементарных волокон 2 промежуточный канал 6, а также примыкающий к нему канал 7 для вытягивания. Согласно рекомендациям и в примере осуществления агрегат из охлаждающего устройства 4 и вытягивающего устройства 5 образован в виде закрытой системы. В этой закрытой системе кроме подвода охлаждающего воздуха, соответственно технологического воздуха, в охлаждающем устройстве 4 не имеется никакого другого подвода воздуха.
Согласно предпочтительной форме осуществления изобретения и в примере осуществления в направлении потока волокон к вытягивающему устройству 5 примыкает, по меньшей мере, один диффузор 8, 9. Целесообразно и в примере осуществления предусмотрены два расположенных один под другим, соответственно один за другим, диффузора 8, 9. Рекомендуется, что между обоими диффузорами 8, 9 предусмотрена входная щель 10 для поступления окружающего воздуха. В рамках изобретения содержится, что элементарные волокна 2 следом за диффузорами 8, 8 укладываются на устройство для укладки в виде ленточной сетки 11. Дальше в рамках изобретения содержится, что при этом речь идет о движущейся по замкнутой траектории ленточной сетке 11.
Ленточная сетка 11 имеет поверхность 12 ленточной сетки с множеством распределенных по поверхности 12 ленточной сетки отверстий 13 ленточной сетки. Согласно изобретению воздух засасывается через поверхность 12 ленточной сетки, соответственно через (открытые) отверстия 13 ленточной сетки. Для этого ниже ленточной сетки 11 расположен, по меньшей мере, один не изображенный подробно на фигурах вытяжной вентилятор. Предпочтительно и в примере осуществления в направлении транспортировки ленточной сетки расположены последовательно друг за другом три отделенные друг от друга зоны 14, 15, 16 отсасывания. В зоне 17 укладки элементарных волокон 2 при этом предпочтительно расположена основная зона 15 отсасывания, в которой воздух через ленточную сетку 11 отсасывается, например, со скоростью отсасывания, соответственно со средней скоростью отсасывания, от 5 до 30 м/с. Целесообразно скорость отсасывания в основной зоне 15 отсасывания отрегулирована таким образом, что она выше, чем скорость отсасывания в других зонах 14 и 16 отсасывания. Первая зона 14 отсасывания при этом расположена перед основной зоной 15 отсасывания и вторая зона 16 отсасывания расположена позади основной зоны 15 отсасывания. Является целесообразным и в примере осуществления над второй зоной 16 предусмотрено устройство 18 для уплотнения с двумя уплотнительными катками 19, 20 для уплотнения, соответственно предварительного упрочнения нетканого материала 1. Согласно рекомендациям и в примере осуществления, по меньшей мере, один из уплотнительных катков 19, 20 выполнен в виде нагреваемого уплотнительного катка 19, 20.
Согласно изобретению часть отверстий 13 ленточной сетки 11 образована закрытой. Соответственно закрытые отверстия 21 ленточной сетки, соответственно закрывающие элементы 22, образуются в ленточной сетке, причем закрывающие элементы 22 составляются из закрытого отверстия 21 ленточной сетки или из нескольких примыкающих друг к другу закрытых отверстий 21 ленточной сетки. Разумеется, что воздухопроницаемость не закрытой ленточной сетки 11 (только открытые отверстия 13 ленточной сетки) больше, чем воздухопроницаемость снабженной закрытыми отверстиями 21 ленточной сетки 11. Например, воздухопроницаемость не закрытой ленточной сетки составляет 600 куб.фт./мин и воздухопроницаемость закрытой ленточной сетки 11 – то есть воздухопроницаемость ленточной сетки 11 с частью закрытыми отверстиями 21 ленточной сетки – только 350 куб.фт./мин. Отношение воздухопроницаемости не закрытой ленточной сетки 11 к воздухопроницаемости частично закрытой ленточной сетки 11 составляет преимущественно от 1,2 до 3. При этом воздухопроницаемость измеряется, в частности, поперек к поверхности 12 ленточной сетки на площади круга 38,3 см2 ленточной сетки при разности давления 125 Па.
Преимущественно и в примере осуществления ленточная сетка 11 имеет ткань из нитей 23 основы и нитей 24 утка, ограничивающих отверстия 13 ленточной сетки. Диаметр D, cоответственно наименьший диаметр D, отверстия 13 ленточной сетки может в примере осуществления составлять 0,5 мм.
При этом целесообразно речь идет о диаметре D относительно нитей, соответственно тканых нитей, расположенных на поверхности, соответственно в слое поверхности ленточной сетки/ткани ленточной сетки. Согласно рекомендациям ткань ленточной сетки 11 имеет заполнение ткани от 25 до 75 нитей основы/25 мм и от 10 до 50 нитей утка/25 мм.
Согласно предпочтительной форме осуществления изобретения закрывающие элементы 22 образованы в ленточной сетке 11 точечно и/или линейчато. Фиг. 3а) показывает точечное образование закрывающих элементов 22 в ленточной сетке 11. (Наименьший) диаметр d такого точечного закрывающего элемента 22 в примере осуществления пусть будет составлять 2 мм. В примере осуществления согласно фиг. 3b) представлены линейные закрывающие элементы 22. Наименьшая ширина линейных закрывающих элементов 22 в примере осуществления пусть будет составлять точно также 2 мм фиг. 3с) показывает другой пример осуществления с прерывистыми линейными закрывающими элементами 22. Линейные закрывающие элементы 22 , впрочем, могут быть образованы не представленным здесь образом в виде изогнутых или дугообразных линий. На фиг. 3d) представлен дополнительный пример осуществления с перекрещивающимися закрывающими элементами 22. И эта форма осуществления хорошо зарекомендовала себя. Фиг. 3а), 3b) и 3d) показывают в остальном формы осуществления, в которых закрывающие элементы 22 образованы симметрично относительно продольного направления, соответственно направления транспортировки ленточной сетки 11. Направление транспортировки F ленточной сетки 11 на фиг. 3а) – 3d) показано стрелкой. Напротив, форма осуществления согласно фиг. 3с) является несимметричной относительно продольного направления, соответственно относительно направления транспортировки F ленточной сетки 11. Симметричные в отношении продольного направления, соответственно направления транспортировки F, формы осуществления в рамках изобретения являются предпочтительными.
На фиг. 4 представлена особо рекомендованная форма осуществления предложенного в соответствии с изобретением устройства. Выходящие из диффузора 9 элементарные волокна 2 в зоне 17 укладки ленточной сетки 11укладываются на поверхности 12 ленточной сетки. Ниже зоны 17 укладки находится основная зона 15 отсасывания для отсасывания технологического воздуха через ленточную сетку соответственно через поверхность 12 ленточной сетки. Вслед за основной зоной 15 отсасывания расположена вторая зона 16 отсасывания, в которой технологический воздух отсасывается с более низкой скоростью воздуха в сравнении с основной зоной 15 отсасывания. Выше второй зоны 16 предусмотрено устройство 18 для уплотнения с двумя уплотнительными катками 19, 20. В направлении транспортировки нетканого материала 1 следом расположена зона 25 разделения. В этой зоне 25 разделения нетканый материал 1, соответственно предварительно упрочненный нетканый материал 1, отсоединяется/отделяется от ленточной сетки 11, соответственно от поверхности 12 ленточной сетки. Для этого воздух вдувается снизу через ленточную сетку 11соответственно в направлении нижней стороны нетканого материала 1. Это наглядно показано на фиг. 4 и 5 с помощью соответствующих стрелок 26. Согласно рекомендованной форме осуществления и в примере осуществления согласно фиг. 4 нагруженный воздухом разъединения нетканый материал 1 опирается на вращающийся вместе в направлении транспортировки ленточной сетки 11 воздухопроницаемый, соответственно проницаемый барабан 27. Барабан 27 может располагаться, например, на расстоянии от 0,5 до 5 мм выше поверхности 12 ленточной сетки. При этом поверхность барабана 27 может быть образована, например, тканой металлической сеткой. Вместо барабана могла бы применяться также движущаяся в направлении транспортировки ленточной сетки 11 дополнительная ленточная сетка (не показана).
Фиг. 5 показывает другую форму осуществления предусмотренного для опоры находящего под нагрузкой воздуха для разъединения нетканого материала 1 барабана 27. В этом примере осуществления барабан 27 имеет зону 28 засасывания для забора воздуха разъединения и здесь дополнительно в направлении ленточной сетки 11, соответственно в направлении нетканого материала, вдувается воздух для обеспечения опоры, чтобы предотвратить провисание элементарных волокон 2 соответственно нетканого материала 1 на барабане 27. Воздух для обеспечения опоры на фиг. 5 обозначен с помощью стрелки 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2008 |
|
RU2401333C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЛАЖНОЙ УКЛАДКИ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2711264C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНЫХ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2710675C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 2016 |
|
RU2705616C1 |
| УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ОБЕЗВОЖИВАНИЯ | 2005 |
|
RU2361976C2 |
| ЭЛАСТИЧНЫЙ ЛАМИНАТ И ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЛАМИНАТ | 2006 |
|
RU2415621C2 |
| ТЕРМОКЛЕЕВОЙ ПОДКЛАДОЧНЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МАТЕРИАЛА | 1994 |
|
RU2106442C1 |
| ВОЛОКНИСТАЯ СТРУКТУРА С ПРОТИВОМИКРОБНЫМ ДЕЙСТВИЕМ | 2015 |
|
RU2728417C2 |
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ ДЛЯ ЛЕНТОЧНОГО ФИЛЬТРА | 2010 |
|
RU2481878C1 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
Устройство для изготовления нетканых материалов из элементарных волокон, причем имеется по меньшей мере одно формовочное устройство для формования волокон, причем волокна охлаждаются и вытягиваются, и причем предусмотрено устройство для укладки вытянутых волокон, которое выполнено в виде ленточной сетки с множеством распределенных по поверхности ленточной сетки отверстий ленточной сетки, причем воздух может засасываться через поверхность ленточной сетки. Часть отверстий ленточной сетки выполнена закрытой, причем воздухопроницаемость незакрытой ленточной сетки составляет от 300 до 1100 куб.фт./мин, и причем воздухопроницаемость частично закрытой ленточной сетки составляет от 150 до 700 куб.фт./мин. 2 н. и 13 з.п. ф-лы, 5 ил.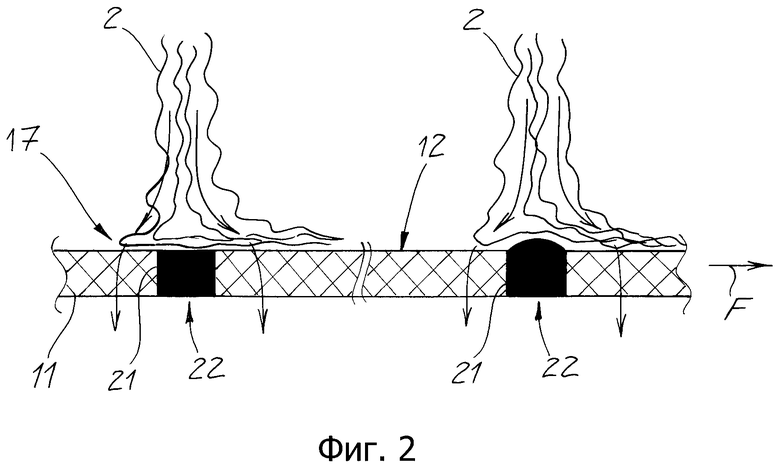
1. Устройство для изготовления нетканых материалов (1) из элементарных волокон (2), причем имеется по меньшей мере одно формовочное устройство для формования волокон (2), причем волокна (2) охлаждаются и вытягиваются, и предусмотрено устройство для укладки вытянутых волокон (2) с образованием нетканого материала (1), причем устройство для укладки выполнено в виде ленточной сетки (11) с множеством распределенных по поверхности (12) ленточной сетки отверстий (13) ленточной сетки, причем воздух может засасываться через поверхность (12) ленточной сетки или через отверстия (13) ленточной сетки, причем для этого под ленточной сеткой (11) расположен предпочтительно по меньшей мере один вытяжной вентилятор, а часть отверстий (13) ленточной сетки образована закрытой, причем воздухопроницаемость незакрытой ленточной сетки составляет от 300 до 1100 куб.фт./мин, преимущественно от 350 до 1050 куб.фт./мин и предпочтительно от 400 до 1000 куб.фт./мин, при этом воздухопроницаемость частично закрытой ленточной сетки составляет от 150 до 700 куб.фт./мин, преимущественно от 250 до 600 куб.фт./мин и предпочтительно от 350 до 500 куб.фт./мин, а закрывающая масса закрывающих элементов (22) расположена в и/или ниже поверхности (12) ленточной сетки и не выступает над поверхностью (12) ленточной сетки или согласно рекомендациям выступает над поверхностью (12) ленточной сетки на максимально 1,5 мм, целесообразно на максимально 1,0 мм, предпочтительно на максимально 0,8 мм, особенно предпочтительно на максимально 0,6 мм и предпочтительнее на максимально от 0,3 до 0,6 мм.
2. Устройство по п. 1, причем ленточная сетка (11) имеет ткань из ограничивающих отверстия (13) ленточной сетки нитей (23) основы и нитей (24) утка.
3. Устройство по п. 1 или 2, причем ткань ленточной сетки (11) имеет заполнение ткани от 20 до 75 нитей основы/25 мм преимущественно от 30 до 50 нитей основы/25 мм, а также от 10 до 50 нитей утка/25 мм, преимущественно от 10 до 40 нитей утка/25 мм.
4. Устройство по любому из пп. 1-3, причем наименьший диаметр d закрывающего элемента (22) ленточной сетки (11) составляет по меньшей мере 1,5 мм, преимущественно по меньшей мере 2 мм и максимально 8 мм, предпочтительно максимально 9 мм, в частности максимально 10 мм.
5. Устройство по любому из пп. 1-4, причем отношение воздухопроницаемости незакрытой ленточной сетки (11) к воздухопроницаемости частично закрытой ленточной сетки составляет от 1,2 до 4, преимущественно от 1,3 до 3,5, предпочтительно от 1,5 до 3 и предпочтительнее от 1,8 до 2,8.
6. Устройство по любому из пп. 1-5, причем закрывающие элементы (22) образованы точечными или линейными.
7. Устройство по любому из пп. 1-6, причем закрывающие элементы (22) расположены с распределением по ленточной сетке (11) в виде регулярно повторяющегося рисунка.
8. Устройство по любому из пп. 1-7, причем предусмотрено по меньшей мере одно охлаждающее устройство (4) для охлаждения волокон (2) и по меньшей мере одно вытягивающее устройство (5) для вытягивания охлажденных волокон (2), причем агрегат из охлаждающего устройства (4) и вытягивающего устройства (5) образован в виде закрытого агрегата, и причем кроме подвода охлаждающего воздуха в охлаждающем устройстве (4) не имеется никакого другого подвода воздуха в этот закрытый агрегат.
9. Устройство по любому из пп. 1-8, причем между вытягивающим устройством (5) и устройством для укладки расположен по меньшей мере один диффузор (8, 9), выполненный с возможностью направления волокон (2) перед укладкой на устройство для укладки.
10. Устройство по любому из пп. 1-9, причем имеется по меньшей мере один уплотняющий каток (19, 20) для предварительного упрочнения уложенного на устройстве для укладки соответственно на ленточной сетке (11) нетканого материала (1), причем уплотняющий каток (19, 20) образован преимущественно с обогревом.
11. Способ изготовления нетканых материалов из элементарных волокон (2), в частности, с устройством по любому из пп. 1-10, причем элементарные волокна (2) формуют, затем охлаждают и вытягивают, а также после этого укладывают на устройстве для укладки в форме ленточной сетки (11) с открытыми и закрытыми отверстиями (13) ленточной сетки сита с образованием нетканого материала (1), причем для термофиксации уложенного на ленточной сетке (11) нетканого материала через ленточную сетку (11) соответственно через поверхность (12) ленточной сетки засасывается воздух, и причем отношение воздухопроницаемости ленточной сетки (11) с исключительно незакрытыми отверстиями (13) ленточной сетки к воздухопроницаемости ленточной сетки (11) с частью закрытыми отверстиями ленточной сетки составляет от 1,2 до 4, преимущественно от 1,3 до 3,5, предпочтительно от 1,5 до 3 и предпочтительнее от 1,8 до 2,8, причем закрывающая масса закрывающих элементов (22) расположена в и/или ниже поверхности (12) ленточной сетки и не выступает над поверхностью (12) ленточной сетки или согласно рекомендациям выступает над поверхностью (12) ленточной сетки на максимально 1,5 мм, целесообразно на максимально 1,0 мм, предпочтительно на максимально 0,8 мм, особенно предпочтительно на максимально 0,6 мм и предпочтительнее на максимально от 0,3 до 0,6 мм.
12. Способ по п. 11, причем нетканые материалы (1) изготавливают в виде нетканого синтетического полотна типа спанбонд.
13. Способ по п. 11 или 12, причем в зоне (17) укладки нетканого материала (1) воздух через ленточную сетку (11) засасывается со скоростью отсасывания от 5 до 25 м/с.
14. Способ по любому из пп. 11-13, причем уложенный нетканый материал (1) предварительно упрочняют и согласно рекомендациям окончательно упрочняют.
15. Способ по любому из пп. 11-14, причем для отделения нетканого материала (1) от ленточной сетки (11) воздух вдувают снизу через ленточную сетку (11) соответственно в направлении нижней стороны нетканого материала (1).

