Изобретение относится к области машиностроения, в частности к фильтроэлементам, используемым в составе фильтров для очистки жидких и газообразных сред.
Известен фильтр скважинного насоса, содержащий цилиндрический корпус из отрезка перфорированной трубы и фильтрующую систему, расположенную снаружи цилиндрического корпуса. Фильтрующая система выполнена из фильтрующих элементов в виде трубчатого элемента из проницаемого материала из спиральной проволоки «металлорезина» и установлена на центраторе, который расположен в кольцевой полости между корпусом и фильтрующей системой и фильтр дополнительно снабжен регулировочной шайбой. По варианту исполнения центратор выполнен из колец в форме тавра или двутавра в поперечном сечении, кольца установлены между соседними фильтрующим элементами с охватом их концов (по патенту RU89188, кл. F03D 29/00, опубл. 27.11.2009).
Недостатком данного фильтра является то, что фильтрующие элементы соединяются между собой металлическими кольцами в форме тавра или двутавра, что не обеспечивает герметичного соединения фильтрующих элементов между собой, а также уменьшает площадь фильтрации.
Известен проволочный фильтр, который содержит фильтрующую часть, выполненную в виде тела вращения и состоящую из проволоки, навитой в виде спиралей, уложенных рядами, смещенными друг относительно друга в плоскости оси фильтра и в перпендикулярной ей плоскости, и подвергнутых прессованию с возможностью образования многослойной пористой структуры фильтрующей части. Фильтрующая часть выполнена в виде кольца с цилиндрической образующей. Проволочный фильтр дополнительно снабжен соосными с фильтрующей частью обечайками, охватывающими каждый из обоих торцов фильтрующей части и выполненными в виде колец с цилиндрической образующей, параллельной цилиндрической образующей кольца фильтрующей части, и П-образным сечением в плоскости, проходящей вдоль оси вращения фильтрующей части, открытым со стороны торцов фильтрующей части с возможностью заглубления последних вовнутрь колец обечаек. Соединение обеих обечаек с заглубленными в них торцами фильтрующей части по цилиндрическим поверхностям примыкания выполнено жестким с образованием единой детали и герметизацией торцов фильтрующей части (по патенту RU2470695, кл. B01D 39/12, опубл. 27.12.2012).
Недостатком данного фильтра является то, что при соединении между собой фильтрующих элементов не обеспечивается их герметичное соединение, так как место контакта металлических обечаек никак не уплотнено, также обечайки уменьшают площадь фильтрации.
Наиболее близким техническим решением является фильтрующий элемент в виде тела вращения, например цилиндра с центральным отверстием, изготовленный из проволочной спирали или отрезков спирали, растянутых до шага, равного диаметру спирали, намотанных на технологический центральный стержень с перекрещиванием приблизительно под 90° в соседних слоях с образованием шарообразной, или бочкообразной, или цилиндрической заготовки, подвергнутой холодному прессованию. Фильтрующий элемент может быть изготовлен в следующих исполнениях: с плоскими торцами, с одним плоским торцом и одним коническим торцом, выполненным в виде внутреннего или внешнего усеченного конуса с одинаковым углом конуса α, с коническими торцами с таким же углом конуса α - одним, выполненным в виде внутреннего усеченного конуса, и другим - в виде внешнего усеченного конуса (по патенту RU2553302, кл. B01D 29/11, B21F 27/18, опубл. 10.06.2015).
Недостатком данной конструкции является недостаточная герметизация в местах стыка торцов фильтрующих элементов между собой и элементами фильтра, в составе которого они используются. Для повышения герметичности стыков фильтрующие элементы прижимают друг к другу, но при этом сила прижатия не может быть слишком большой, так как при этом увеличиться тонкость фильтрации и гидравлическое сопротивление фильтра. Поэтому данный способ не является эффективным для герметизации стыков фильтрующих элементов. Также, следует отметить, что при сжатии фильтрующих элементов с коническими торцами будет происходить деформация фильтрующих элементов в радиальном направлении.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении эффективности работы фильтроэлемента за счет обеспечения герметичности его соединения с другими фильтроэлементами и деталями.
Указанный технический результат достигается тем, что фильтроэлемент выполнен в виде тела вращения с концентрическим отверстием и изготовлен из проницаемого материала, представляющего собой прессованную металлическую проволочную заготовку, и отличается тем, что торцы выполнены конгруэнтными друг другу в виде замков зигзагообразной формы.
Кроме того, замки могут быть выполнены с упорными торцевыми поверхностями, при этом один замок выполнен в виде цилиндрического выступа, а другой замок в виде цилиндрического паза.
Кроме того, замки могут быть выполнены с упорными торцевыми поверхностями, при этом один замок выполнен в виде внешнего конуса, а другой замок в виде внутреннего конуса.
Кроме того, упорные торцевые поверхности могут быть перпендикулярны оси фильтроэлемента, выполнены под углом к оси и быть параллельными друг другу.
Кроме того, для формирования цилиндрической проволочной заготовки может использоваться металлическая рукавная сетка или металлическая спиральная проволока.
Описанный фильтроэлемент изготавливается способом, который заключается в прессовании проволочной заготовки в форме, повторяющей форму фильтроэлемента, и отличается тем, что в качестве проволочной заготовки используется металлическая рукавная сетка.
Кроме того, может использоваться гофрированная металлическая рукавная сетка.
Кроме того, диаметр рукавной сетки может быть меньше диаметра фильтроэлемента и больше диаметра отверстия в нем.
Кроме того, для формирования цилиндрической проволочной заготовки может дополнительно использоваться спиральная металлическая проволока, соотношение проволоки и металлической рукавной сетки не более 1:10.
Для целей настоящей заявки понятия рукав сетчатый, сетка рукавная, насадка сетчатая рукавная принимаются тождественными.
Предлагаемое изобретение поясняется следующими чертежами:
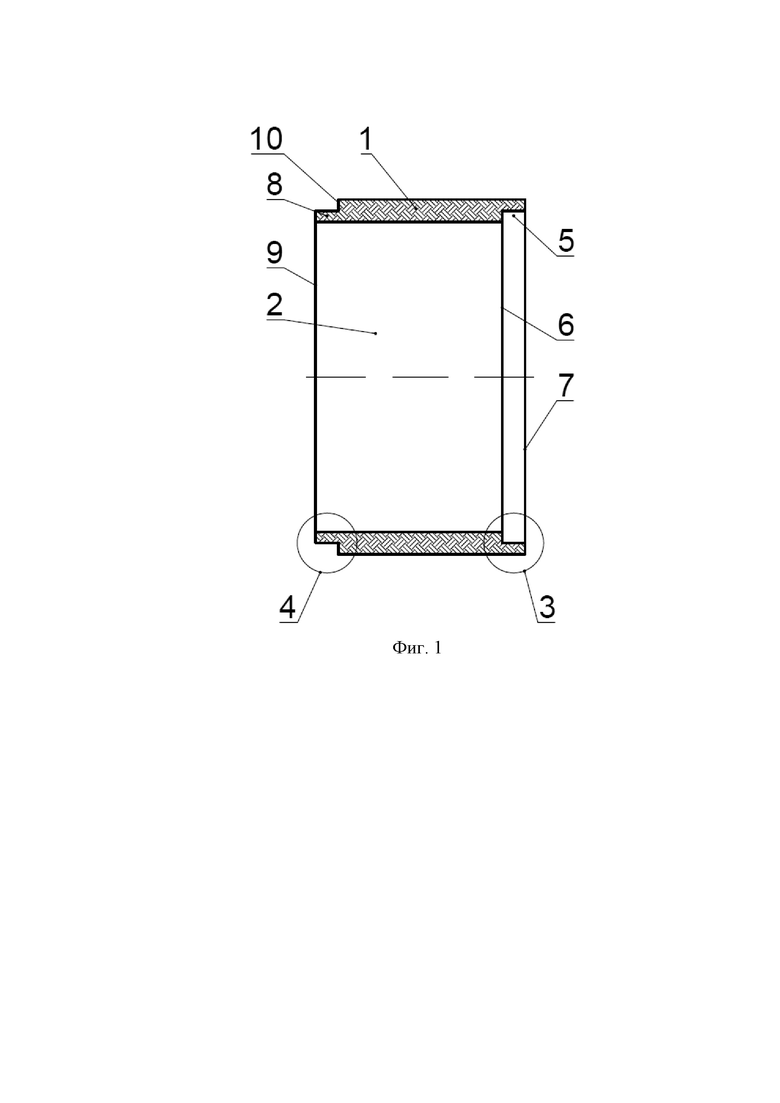
Фиг. 1 – фильтроэлемент с замками в виде цилиндрического выступа и паза, продольный разрез;
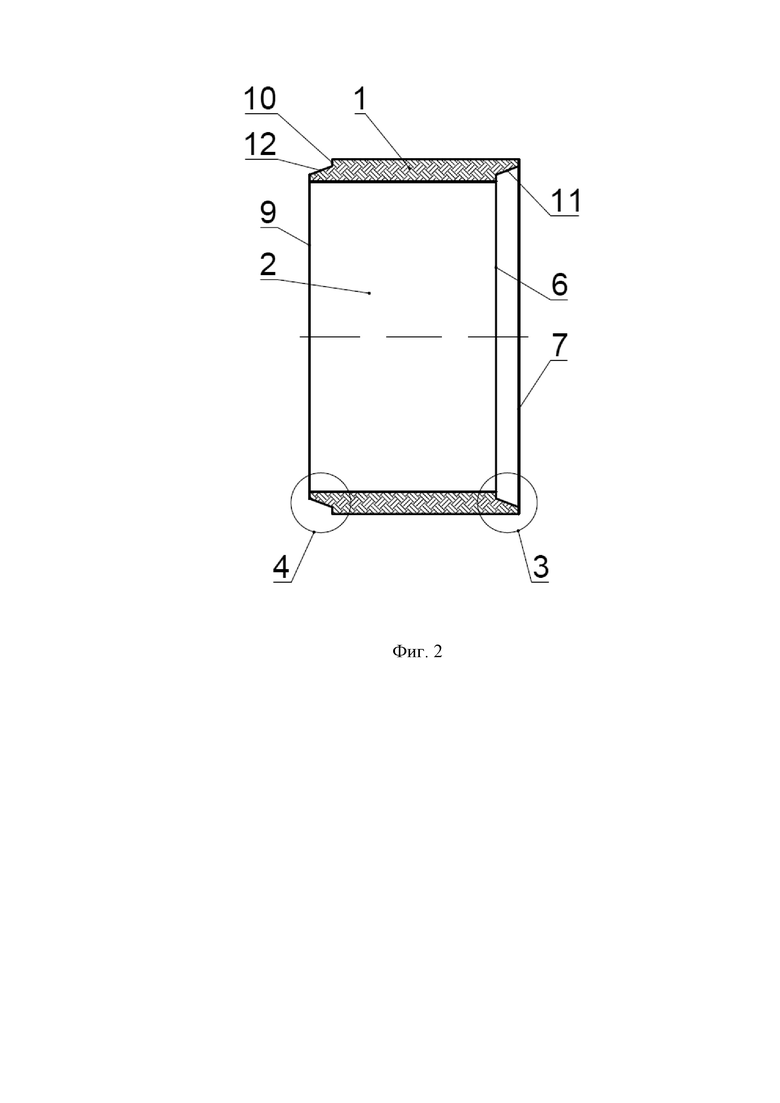
Фиг. 2 – фильтроэлемент с замками в виде внешнего и внутреннего конусов, продольный разрез;
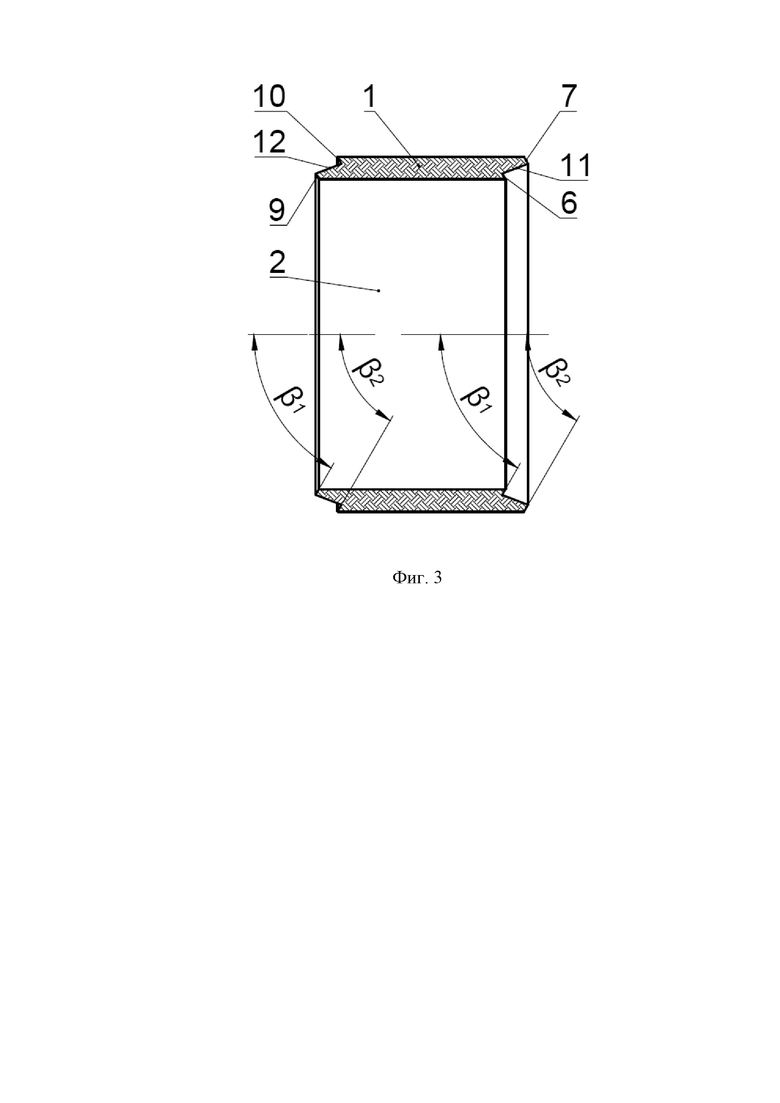
Фиг. 3 – фильтроэлемент с упорными торцевыми поверхностями, выполненными под углом, продольный разрез;
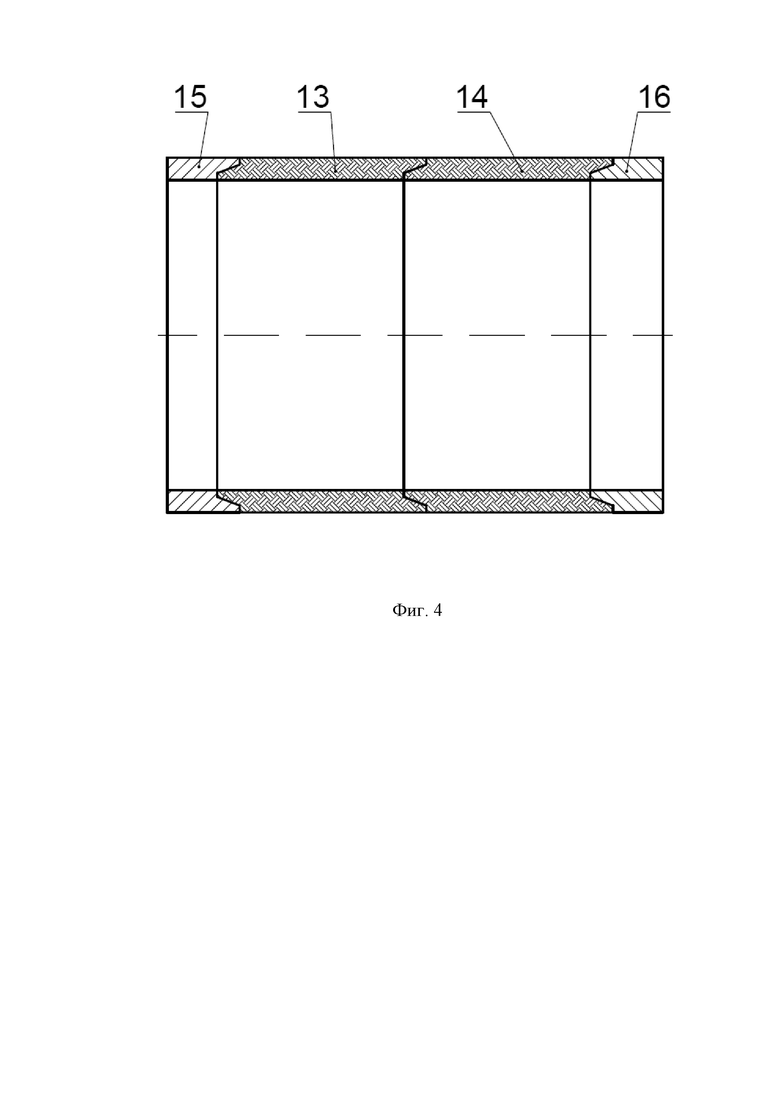
Фиг. 4 – соединение фильтроэлементов между собой и смежными деталями;
Фиг. 5 – фильтроэлемент, пример выполнения.
Фильтроэлемент (фиг. 1) представляет собой тело вращения 1 с концентрическим отверстием 2. Торцы фильтроэлемента выполнены в виде конгруэнтных замков 3 и 4. Замок 3 представляет собой цилиндрический паз 5 с упорными торцевыми поверхностями 6 и 7, а замок 4 – цилиндрический выступ 8 с упорными торцевыми поверхностями 9 и 10.
На фиг. 2 показан фильтроэлемент с замками в виде внутреннего конуса 11 с упорными торцевыми поверхностями 6 и 7 и внешнего конуса 12 с упорными торцевыми поверхностями 9 и 10.
На фиг. 3 показан фильтроэлемент с упорными торцевыми поверхностями 6 и 9, 7 и 10, выполненными под углом β1 и β2 к оси фильтроэлемента. Углы β1 и β2 могут быть равны друг другу.
Для реализации описанного соединения необходимо точное выполнение размеров замков фильтроэлементов. Традиционно применяемые способы изготовления фильтроэлементов из прессованной спиральной проволоки хоть и позволяют изготовить предложенные фильтроэлементы, но, как показала практика, не позволяют добиться необходимой точности. Необходимой точности изготовления можно добиться, применяя в качестве проволочной заготовки рукавную сетку. Сетка помещается в форму, повторяющую по форме форму фильтроэлемента, и прессуется с необходимым для обеспечения требуемой тонкости фильтрации усилием. Возможно, применение комбинированной проволочной заготовки, выполненной как из рукавной сетки, так и из спиральной проволоки. Но при этом для обеспечения точности выполнения замков соотношение проволоки и металлической рукавной сетки должно быть не более 1:10.
Применение.
На фиг. 4 показано соединение фильтроэлементов 13 и 14 между собой и смежными деталями 15 и 16. Детали 15 и 16 имеют конструкцию замков аналогичную конструкциям замков 3 и 4 соответственно. При соединении друг с другом внешний конус 12 замка 4 входит во внутренний конус 11 замка 3, торцевые поверхности 6, 7 прижимаются к торцевым поверхностям 9, 10 соответственно.
Выполнение замков зигзагообразной формы конгруэнтными друг другу позволяют добиться плотного герметичного соединения фильтроэлементов между собой и другими деталями, не деформируя их.
Таким образом, решения, используемые в изобретении, способствуют повышению эффективности работы фильтроэлемента за счет обеспечения герметичности его соединения с другими фильтроэлементами и деталями и обеспечивают достижение технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ФИЛЬТРУЮЩИЙ | 2020 |
|
RU2739655C1 |
| ФИЛЬТРУЮЩИЙ МОДУЛЬ (ВАРИАНТЫ) | 2019 |
|
RU2705682C1 |
| ПРОНИЦАЕМАЯ МАТРИЦА ДЛЯ ИНФРАКРАСНОЙ ГОРЕЛКИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2784251C1 |
| ФИЛЬТРОЭЛЕМЕНТ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТИ | 2020 |
|
RU2763134C1 |
| ФИЛЬТР И ФИЛЬТРОЭЛЕМЕНТ | 2024 |
|
RU2841522C1 |
| ЧАШЕЧНАЯ МАНЖЕТА ПАКЕРА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2815799C1 |
| ФИЛЬТРОЭЛЕМЕНТ И ЕГО ПРИМЕНЕНИЕ | 2022 |
|
RU2785721C1 |
| ФИЛЬТР И ФИЛЬТРОЭЛЕМЕНТ | 2018 |
|
RU2703038C1 |
| Поршневой модуль устройства для гидравлической защиты погружного электродвигателя (варианты) | 2018 |
|
RU2717474C2 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ЗАЩИТЫ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2018 |
|
RU2688127C9 |
Изобретение относится к области машиностроения, в частности к фильтроэлементам, используемым в составе фильтров для очистки жидких и газообразных сред. Изобретение касается фильтроэлемента, выполненного в виде тела вращения с концентрическим отверстием и изготовленного из проницаемого материала, представляющего собой прессованную металлическую проволочную заготовку, в котором торцы выполнены конгруэнтными друг другу в виде замков зигзагообразной формы, а для формирования цилиндрической проволочной заготовки используется металлическая рукавная сетка. Изобретение также касается способа изготовления фильтроэлемента. Технический результат - повышение эффективности работы фильтроэлемента за счет обеспечения герметичности его соединения с другими фильтроэлементами и деталями. 2 н. и 9 з.п. ф-лы, 5 ил.
1. Фильтроэлемент, выполненный в виде тела вращения с концентрическим отверстием и изготовленный из проницаемого материала, представляющего собой прессованную металлическую проволочную заготовку, и отличающийся тем, что торцы выполнены конгруэнтными друг другу в виде замков зигзагообразной формы, а для формирования цилиндрической проволочной заготовки используется металлическая рукавная сетка.
2. Фильтроэлемент по п.1, отличающийся тем, что замки выполнены с упорными торцевыми поверхностями, при этом один замок выполнен в виде цилиндрического выступа, а другой замок в виде цилиндрического паза.
3. Фильтроэлемент по п.1, отличающийся тем, что замки выполнены с упорными торцевыми поверхностями, при этом один замок выполнен в виде внешнего конуса, а другой замок в виде внутреннего конуса.
4. Фильтроэлемент по пп.2 и 3, отличающийся тем, что упорные торцевые поверхности перпендикулярны оси фильтроэлемента.
5. Фильтроэлемент по пп.2 и 3, отличающийся тем, что упорные торцевые поверхности выполнены под углом к оси фильтроэлемента.
6. Фильтроэлемент по п.5, отличающийся тем, что упорные торцевые поверхности параллельны друг другу.
7. Фильтроэлемент по п.1, отличающийся тем, что для формирования цилиндрической проволочной заготовки дополнительно используется спиральная металлическая проволока, соотношение проволоки и металлической рукавной сетки не более 1:10.
8. Способ изготовления фильтроэлемента по п.1, заключающийся в прессовании проволочной заготовки в форме, повторяющей форму фильтроэлемента, и отличающийся тем, что для формирования цилиндрической проволочной заготовки используется металлическая рукавная сетка.
9. Способ изготовления по п.8, отличающийся тем, что используется гофрированная металлическая рукавная сетка.
10. Способ изготовления по п.8 или 9, отличающийся тем, что диаметр рукавной сетки меньше диаметра фильтроэлемента и больше диаметра отверстия в нем.
11. Способ изготовления по п.8 или 9, отличающийся тем, что для формирования цилиндрической проволочной заготовки дополнительно используется спиральная металлическая проволока, соотношение проволоки и металлической рукавной сетки не более 1:10.
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2553302C1 |
| Способ флотации шеелитовых руд | 1957 |
|
SU114869A1 |
| ПРОВОЛОЧНЫЙ ФИЛЬТР (ВАРИАНТЫ) | 2011 |
|
RU2470695C1 |
| Магнитный фрезер для извлечения мелких металлических предметов из скважин | 1945 |
|
SU89188A1 |
| CN 201603472 U, 13.10.2010 | |||
| Эектрическая машина | 1973 |
|
SU475708A1 |

