Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию и потовпитывающему листу, в которых используется многослойный нетканый материал, имеющий многослойную структуру, в которой множество нетканых материалов наложены друг на друга в виде слоев.
Предшествующий уровень техники
[0002]
В обычных впитывающих изделиях, таких как одноразовые подгузники и гигиенические прокладки, используются составляющие элементы, такие как нетканый материал, имеющий многослойную структуру, включающую в себя два или более слоев, или нетканый материал, имеющий поверхность с выступами и углублениями. Например, в патентном документе 1 раскрыта конфигурация, в которой потовпитывающий лист, способный впитывать пот носителя, расположен в части одноразового подгузника, которая контактирует с кожей носителя. В данном документе также раскрыто использование - в качестве потовпитывающего листа - многослойного нетканого материала, имеющего многослойную структуру, включающую в себя гидрофобный нетканый материал и гидрофильный нетканый материал, при этом данные два нетканых материала соединены вместе посредством множества частей, соединенных методом сплавления, которые заглублены в виде углублений, и раскрыто то, что многослойный нетканый материал расположен так, что гидрофобный нетканый материал обращен к стороне кожи носителя.
[0003]
В патентном документе 2 в качестве многослойного нетканого материала, пригодного в качестве составляющего элемента впитывающего изделия, раскрыт лист нетканого материала, пропускающий воду в одном направлении, который является проницаемым для жидкостей в направлении от одной поверхности, но является не проницаемым для жидкостей в противоположном направлении. В данном документе в качестве варианта осуществления листа нетканого материала, пропускающего воду в одном направлении, также раскрыт лист, в котором по меньшей мере один слой представляет собой нетканый материал, которому придана гидрофильность, а остальное представляет собой нетканый материал, которому не придана гидрофильность. В патентном документе 2 в качестве способа изготовления многослойного нетканого материала также раскрыт способ наложения множества нетканых материалов друг на друга и выполнения соединения методом сплавления посредством валика для горячего тиснения. В данном документе в качестве другого способа изготовления раскрыт способ, в котором сначала длинные волокна с заданной тониной накладывают непосредственно на фильерный нетканый материал и затем выполняют перепутывание с помощью такого средства, как иглопробивание, водоструйная обработка, ультразвуковая сварка и т.д., или выполняют скрепление методом сплавления посредством валика для горячего тиснения.
Перечень ссылок
Патентные документы
[0004]
Патентный документ 1: JP 2004-298467 А
Патентный документ 2: JP 2006-51649 А
Сущность изобретения
[0005]
Настоящее изобретение относится к впитывающему изделию, включающему в себя многослойный нетканый материал, имеющий многослойную структуру, в которой множество волокнистых слоев наложены друг на друга. Многослойный нетканый материал имеет первую поверхность, образующую одну поверхность, и вторую поверхность, образующую другую поверхность, и многослойный нетканый материал включает в себя гидрофильный первый слой, образующий первую поверхность, и гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя. Первый слой включает в себя волокна, не поддающиеся скреплению методом сплавления. Второй слой образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна. Многослойный нетканый материал включает в себя в некоторых частях на виде в плане многослойного нетканого материала межслойные соединенные части, в которых слои, образующие многослойную структуру, соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть. Часть, включающая в себя межслойную соединенную часть, заглублена в виде углубления от стороны второй поверхности по направлению к стороне первой поверхности. Составляющие волокна первого слоя в межслойной соединенной части сохранены в виде волокон. Составляющие волокна второго слоя в межслойной соединенной части расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя и затвердевает. Многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя. Впитывающее изделие включает в себя часть для талии/бедер, соответствующую талии/бедрам носителя, и многослойный нетканый материал расположен в части для талии/бедер.
[0006]
Настоящее изобретение также относится к потовпитывающему листу, имеющему многослойную структуру, в которой множество волокнистых слоев наложены друг на друга. Потовпитывающий лист имеет первую поверхность и вторую поверхность, расположенную со стороны, противоположной по отношению к первой поверхности, и потовпитывающий лист используется при второй поверхности, обращенной к стороне кожи носителя. Потовпитывающий лист включает в себя гидрофильный первый слой, образующий первую поверхность, и гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя. Первый слой включает в себя волокна, не поддающиеся скреплению методом сплавления. Второй слой образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна. Потовпитывающий лист включает в себя в некоторых частях на виде в плане многослойного нетканого материала межслойные соединенные части, в которых слои, образующие многослойную структуру, соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть. Участок, включающий в себя межслойную соединенную часть, заглублен в виде углубления от стороны второй поверхности по направлению к стороне первой поверхности. Составляющие волокна первого слоя в межслойной соединенной части сохранены в виде волокон. Составляющие волокна второго слоя в межслойной соединенной части расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя и затвердевает. Потовпитывающий лист способен впитывать пот.
Краткое описание чертежей
[0007]
[Фиг. 1] Фиг. 1 представляет собой вид в разрезе, схематически иллюстрирующий сечение вдоль направления толщины многослойного нетканого материала согласно варианту осуществления настоящего изобретения.
[Фиг. 2] Фиг. 2 представляет собой увеличенный вид межслойной соединенной части в многослойном нетканом материале, проиллюстрированном на Фиг. 1.
[Фиг. 3] Фиг. 3(а)-3(d) представляют собой схематические изображения, схематически иллюстрирующие конфигурации межслойных соединенных частей согласно настоящему изобретению.
[Фиг. 4] Фиг. 4 представляет собой схематическое изображение варианта осуществления способа изготовления многослойного нетканого материала согласно настоящему изобретению.
[Фиг. 5] Фиг. 5 представляет собой схематический вид в перспективе натягиваемого одноразового подгузника, который представляет собой вариант осуществления впитывающего изделия по настоящему изобретению.
[Фиг. 6] Фиг. 6 представляет собой развернутый вид в плане, схематически иллюстрирующий сторону обращенной к коже поверхности (сторону внутренней поверхности) подгузника по Фиг. 5 в расправленном и растянутом состоянии.
[Фиг. 7] Фиг. 7 представляет собой продольное сечение, схематически иллюстрирующее сечение, выполненное по линии I-I на Фиг. 6.
Описание вариантов осуществления
[0008]
В случаях, когда многослойные нетканые материалы изготавливают посредством наложения множества нетканых материалов друг на друга и соединения нетканых материалов с образованием одного целого посредством горячего тиснения, как раскрыто в патентных документах 1 и 2, трудно уменьшить поверхностную плотность каждого из слоев, образующих многослойную структуру и в особенности трудно уменьшить поверхностную плотность гидрофобного слоя. Таким образом, многослойный нетканый материал в целом имеет высокую поверхностную плотность и высокую жесткость, что может привести к снижению комфортности при ношении в случаях, когда многослойный нетканый материал используется в качестве составляющего элемента впитывающего изделия. Кроме того, размещение гидрофобного слоя в месте, наиболее близком к коже носителя, может привести к низкой способности к впитыванию выделяемой организмом текучей среды, такой как пот и моча.
[0009]
Известный способ изготовления многослойных нетканых материалов включает: последовательное опускание и укладку волокон, выходящих из множества формующих головок, расположенных с промежутками в машинном направлении (MD), и соединение в одно целое стопы волокон посредством горячего тиснения в месте, находящемся за формующей головкой, расположенной дальше всех по ходу в машинном направлении. Многослойные нетканые материалы, изготовленные данным способом, который называют непрерывным прямым формованием, имеют относительно низкую поверхностную плотность и низкую жесткость. Таким образом, даже в случаях, когда гидрофобный слой нетканого материала расположен в месте, наиболее близком к коже носителя, выделяемая организмом, текучая среда может впитываться из периферии тисненых частей в гидрофобном слое. Однако составляющие волокна гидрофильного слоя, соседнего с гидрофобным слоем, имеют высокую плотность расположения на периферии данных тисненых частей. Кроме того, в таких нетканых материалах толщина гидрофобного слоя является относительно малой. Таким образом, выделяемая организмом, текучая среда стремится скапливаться на периферии тисненых частей, и это может привести к повторному смачиванию.
[0010]
Настоящее изобретение относится к выполнению впитывающего изделия и потовпитывающего листа, которые вряд ли будут вызывать повторное смачивание и которые обладают очень хорошей способностью к впитыванию выделяемой организмом текучей среды, такой как пот и моча.
[0011]
Настоящее изобретение описано ниже со ссылкой на чертежи в соответствии с предпочтительными вариантами его осуществления. Фиг. 1 схематически иллюстрирует выполненное вдоль направления Z толщины сечение многослойного нетканого материала 10, который представляет собой вариант осуществления многослойного нетканого материала, используемого во впитывающем изделии по настоящему изобретению. Многослойный нетканый материал 10 имеет многослойную структуру 13, в которой множество волокнистых слоев наложены друг на друга. Как правило, каждый волокнистый слой представляет собой соответствующий слой, образующий нетканый материал, то есть однослойный нетканый материал (например, фильерный нетканый материал) или многослойный нетканый материал (например, нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом). Многослойная структура 13 имеет первую поверхность 10а, образующую одну поверхность многослойного нетканого материала 10, и вторую поверхность 10b, образующую другую поверхность многослойного нетканого материала 10 и расположенную со стороны, противоположной по отношению к первой поверхности 10а.
[0012]
Одним из некоторых основных признаков многослойного нетканого материала 10 является то, что многослойная структура 13 имеет градиент степени гидрофильности в направлении Z толщины. Более конкретно, в многослойной структуре 13 первая поверхность 10а образована гидрофильным первым слоем 11, включающим в себя гидрофильные волокна, и гидрофобный второй слой 12, включающий в себя гидрофобные волокна, расположен со стороны второй поверхности 10b относительно первого слоя 11; при данной конфигурации многослойная структура 13 будет выполнена с градиентом степени гидрофильности, при этом сторона первой поверхности 10а имеет относительно более высокую степень гидрофильности, чем сторона второй поверхности 10b.
Волокна, образующие первый слой 11, также упоминаются как первые волокна 14, и волокна, образующие второй слой 12, также упоминаются как вторые волокна 15.
[0013]
В многослойном нетканом материале 10, проиллюстрированном на Фиг. 1, многослойная структура 13 представляет собой двухслойную структуру, включающую в себя гидрофильный первый слой 11 и гидрофобный второй слой 12, при этом первая поверхность 10а образована первым слоем 11 и является гидрофильной, в то время как вторая поверхность 10b образована вторым слоем 12 и является гидрофобной. В данном документе выражение «число слоев в многослойной структуре 13 составляет два» относится к общему числу слоев в двух слоях (первом слое 11 и втором слое 12), имеющих разные формы или функции, и необязательно соответствует числу волокнистых слоев (нетканых материалов) в строгом смысле. Более конкретно, как дополнительно описано ниже, каждый из первого слоя 11 и второго слоя 12 не ограничен только нетканым материалом, имеющим однослойную структуру, но и также может представлять собой нетканый материал с многослойной структурой (например, нетканый материал со структурой SMS), имеющий два или более слоев. Так, например, в случаях, в которых первый слой 11 представляет собой нетканый материал, имеющий однослойную структуру, и второй слой 12 представляет собой нетканый материал со структурой SMS, многослойная структура 13 представляет собой двухслойную структуру, включающую в себя первый слой 11 и второй слой 12, но фактическое число слоев нетканых материалов в общей сложности составляет четыре, включая один слой в первом слое 11 и три слоя во втором слое 12. Суть в том, что каждый из первого слоя 11 и второго слоя 12 может включать в себя два или более слоев.
[0014]
В настоящем изобретении степень гидрофильности волокнистого слоя (нетканого материала), который представляет собой скопление волокон, определена на основе угла контакта с водой, измеренного в соответствии с методом, описанным ниже. Если угол контакта составляет менее 90 градусов, волокнистый слой является гидрофильным; если угол контакта составляет 90 градусов или более, волокнистый слой является гидрофобным. Чем меньше угол контакта с водой, определенный в соответствии с нижеприведенным методом, тем выше степень гидрофильности (или тем ниже степень гидрофобности); чем больше угол контакта, тем ниже степень гидрофильности (или тем выше степень гидрофобности). В многослойной структуре 13 многослойного нетканого материала 10 угол контакта гидрофильного первого слоя 11, определенный в соответствии с нижеприведенным методом, составляет менее 90 градусов, и угол контакта гидрофобного второго слоя 12, определенный в соответствии с нижеприведенным методом, составляет 90 градусов или более.
[0015]
{Метод определения угла контакта волокнистого слоя}
Из волокнистого слоя, подлежащего измерению, вырезают образец для измерений, имеющий прямоугольную форму на виде в плане, длину 150 мм в машинном направлении и ширину 70 мм в поперечном направлении. Каплю ионообменной воды капают на поверхность образца для измерений, на которой должен быть измерен угол контакта, и осуществляют видеозапись капли воды для измерения угла контакта на основе зарегистрированного изображения. Более конкретно, используемое измерительное устройство представляет собой микроскоп (VHX-1000 от компании Keyence Corporation), который имеет объектив с переменным фокусным расстоянием и средним увеличением, прикрепленный в состоянии, в котором он наклонен под углом 90°. Образец для измерений размещают на измерительном столике измерительного устройства так, чтобы поверхность для измерений была обращена вверх, и чтобы образец для измерений можно было осматривать в поперечном направлении. После этого каплю ионообменной воды с объемом 3 мкл капают на предназначенную для измерений поверхность образца для измерений, который был размещен на измерительном столике, и изображения капли воды регистрируют и захватывают посредством измерительного устройства. Из зарегистрированных изображений выбирают десять изображений, на которых можно четко видеть один или оба края капли воды в поперечном направлении, и угол контакта с каплей воды измеряют на каждом из десяти изображений. Среднее значение из измеренных углов контакта рассматривают как угол контакта волокнистого слоя как объекта измерений. Среда для измерений имеет температуру 20°C и относительную влажность 50%.
[0016]
Первый слой 11 образован в основном гидрофильными волокнами и, следовательно, представляет собой гидрофильный слой. Второй слой 12 предпочтительно образован в основном гидрофобными волокнами и, следовательно, представляет собой гидрофобный слой. Первый слой 11 включает в себя по меньшей мере 50% масс. гидрофильных волокон, и содержание гидрофильных волокон может составлять 100% масс. от общей массы первого слоя 11. Второй слой 12 образован в основном гидрофобными волокнами и включает в себя по меньшей мере 90% масс. гидрофобных волокон; содержание гидрофобных волокон может составлять 100% масс. от общей массы второго слоя 12.
[0017]
В настоящем изобретении угол контакта гидрофильного волокна, определенный в соответствии с нижеприведенным методом, составляет менее 90 градусов, и угол контакта гидрофобного волокна составляет 90 градусов или более. Степень гидрофильности волокна определяют на основе угла контакта с водой, определенного в соответствии с нижеприведенным методом; волокно является гидрофильным, если угол контакта составляет менее 90 градусов, и волокно является гидрофобным, если угол контакта составляет 90 градусов или более. Чем меньше величина угла контакта, определенного в соответствии с нижеприведенным методом, тем выше степень гидрофильности (или тем ниже степень гидрофобности); чем больше угол контакта, тем ниже степень гидрофильности (или тем выше степень гидрофобности).
[0018]
{Метод определения угла контакта волокон}
Волокна, извлеченные из каждого из первого слоя и второго слоя многослойного нетканого материала посредством использования ножниц и пинцета, представляют собой объект измерений. Пять кусков волокон отбирают из каждого из первого слоя и второго слоя, и измеряют угол контакта каждого куска волокна.
Автоматический прибор MCA-J для измерения угла контакта от компании Kyowa Interface Science Co., Ltd. используют в качестве измерительного устройства. Для измерения угла контакта используют деионизированную воду. Количество жидкости, выходящей из эжектора струйного типа, предназначенного для выталкивания капель воды (Pulse Injector CTC-25 от компании Cluster Technology Co., Ltd. с диаметром выпускного отверстия, составляющим 25 мкм), задают равным 15 пиколитров, и каплю воды капают точно на волокно. То, каким образом капля опускается, регистрируют посредством высокоскоростного регистрирующего устройства, соединенного с камерой, установленной горизонтально. По соображениям, связанным с последующим анализом зарегистрированных изображений, регистрирующее устройство предпочтительно представляет собой персональный компьютер, в который встроено устройство высокоскоростного захвата изображения. При данном измерении изображения регистрируют каждые 17 мс. Первое изображение из записанных видеоизображений, которое показывает каплю воды, опустившуюся на волокно, подвергают анализу, используя сопровождающее программное обеспечение FAMAS (версия программного обеспечения: 2.6.2; методика анализа: метод покоящейся капли; метод анализа: метод θ/2; алгоритм обработки изображений: неотражающий; вид изображения при обработке изображений: рамка; пороговый уровень: 200; коррекция кривизны: отсутствует) для расчета угла, образуемого между волокном и поверхностью раздела «капля воды - воздух», который рассматривают как угол контакта. Волокна, извлекаемые из каждого объекта измерений, отрезают с длиной волокна, составляющей 1 мм, и волокно размещают на опоре для образца в приборе для измерения угла контакта и удерживают горизонтально на ней. Для одного куска волокна угол контакта измеряют в двух разных местах. В соответствии с данным методом угол контакта измеряют для каждого из пяти извлеченных кусков волокон с точностью до первого десятичного знака, и среднее значение (округленное до первого десятичного знака) из измеренных значений, полученных в общей сложности в десяти местах, определяют как угол контакта волокон с водой. Среда измерений имеет температуру 22±2°C и относительную влажность 65±2%. Чем меньше величина угла контакта, тем выше степень гидрофильности.
[0019]
В случае, когда образец для измерений (например, волокно) включен в составляющий элемент (например, верхний лист или потовпитывающий лист) впитывающего изделия, образец для измерений может быть извлечен в соответствии с нижеприведенными способами. В случаях, в которых составляющий элемент, включающий в себя образец для измерений, прикреплен к другому составляющему элементу посредством адгезива, скрепления методом сплавления и т.д., может оказаться необходимым устранение скрепления для извлечения составляющего элемента, включающего в себя образец для измерений, из впитывающего изделия. В случаях, в которых составляющий элемент, включающий в себя образец для измерений, не прикреплен к другому составляющему элементу, образец для измерений может быть извлечен непосредственно из впитывающего изделия. Что касается способа устранения прикрепления составляющего элемента, то предпочтительно сначала уменьшить прочность адгезива и т.д., используемого во впитывающем изделии для соединения составляющего элемента, подлежащего измерению, и другого составляющего элемента, посредством использования охлаждающего средства, такого как холодное распыление, и затем осторожно отделить и извлечь составляющий элемент, подлежащий измерению. Этот способ извлечения может быть применен для различных измерений, используемых для объектов измерений в настоящем изобретении, например, при измерении межволоконного расстояния и измерении тонины, дополнительно описанных ниже. Следует отметить, что по соображениям, связанным с минимизацией воздействия на средства для придания гидрофильности, нанесенные на составляющие элементы, предпочтительно не использовать методы, которые могут вызывать разрушение или устранение маслянистых средств, такие как нанесение растворителя или вдувание горячего воздуха посредством сушильного устройства, для устранения скрепленных частей.
[0020]
Первый слой 11 включает в себя волокна, не поддающиеся скреплению методом сплавления. Предпочтительно, чтобы первый слой 11 был образован в основном волокнами, не поддающимися скреплению методом сплавления. Кроме того, как описано выше, первый слой 11 представляет собой гидрофильный слой, так что предпочтительно, чтобы первый слой 11 был образован в основном гидрофильными волокнами, не поддающимися скреплению методом сплавления. Выражение «образован в основном гидрофильными волокнами, не поддающимися скреплению методом сплавления» означает, что содержание гидрофильных волокон, не поддающихся скреплению методом сплавления, превышает содержание других волокон. Например, предпочтительно, чтобы в первом слое 11 содержание гидрофильных волокон, не поддающихся скреплению методом сплавления, составляло 50% масс. или более по отношению к общей массе первого слоя 11. Содержание гидрофильных волокон, не поддающихся скреплению методом сплавления, может составлять 100% масс. по отношению к общей массе первого слоя 11.
Примеры гидрофильных волокон, не поддающихся скреплению методом сплавления, которые могут быть использованы, включают натуральные волокна, гидратцеллюлозные волокна или полусинтетические волокна. Примеры натуральных волокон включают хлопковые волокна, шелк, целлюлозные волокна и волокна лиоцелл, которые представляют собой очищенные целлюлозные волокна. Примеры гидратцеллюлозных волокон включают регенерированные волокна, такие как вискозные волокна и медно-аммиачные волокна. Примеры полусинтетических волокон включают ацетаты.
Гидрофильные волокна одного типа, не поддающиеся скреплению методом сплавления, могут быть использованы по отдельности, или два или более типов могут быть использованы в комбинации.
[0021]
Помимо вышеупомянутых гидрофильных волокон, не поддающихся скреплению методом сплавления, первый слой 11 может включать в себя гидрофильные волокна, поддающиеся скреплению методом сплавления. Гидрофильные волокна, поддающиеся скреплению методом сплавления, могут включать волокна, которые были подвергнуты обработке для придания гидрофильности так, чтобы угол контакта стал меньше 90 градусов. Примеры таких волокон включают волокна, включающие в себя гидрофилизирующее средство, вмешанное в них, волокна, имеющие гидрофилизирующее средство, прилипшее к их поверхности, или волокна, подвергнутые плазменной обработке. Отсутствуют особые ограничения в отношении гидрофилизирующего средства при условии, что оно представляет собой гидрофилизирующее средство, обычно используемое для гигиенических изделий.
Гидрофобные волокна могут включать волокна, которые были подвергнуты обработке для придания гидрофобности так, чтобы угол контакта был равен 90 градусам или имел большее значение. Примеры таких волокон включают волокна, такие как длинные волокна, включающие в себя средство для придания гидрофобности, вмешанное в них, волокна, имеющие средство для придания гидрофобности, прилипшее к их поверхности, или волокна, подвергнутые плазменной обработке. Отсутствуют особые ограничения в отношении средства для придания гидрофобности при условии, что оно представляет собой средство для придания гидрофобности, обычно используемое для гигиенических изделий.
[0022]
Первый слой 11 предпочтительно представляет собой нетканый материал, образованный вышеупомянутыми волокнами, включенными в первый слой 11, и более предпочтительно нетканый материал, образованный в основном вышеупомянутыми волокнами, не поддающимися скреплению методом сплавления. Волокна, не поддающиеся скреплению методом сплавления, предпочтительно представляют собой короткие волокна. Более конкретно, первый слой 11 предпочтительно представляет собой нетканый материал, образованный в основном короткими волокнами, не поддающимися скреплению методом сплавления, - то есть нетканый материал из коротких волокон, не поддающихся скреплению методом сплавления. Примеры таких нетканых материалов включают нетканые материалы, полученные гидроперепутыванием, нетканые материалы, полученные иглопробиванием, и химически скрепленные нетканые материалы.
В настоящем изобретении «короткие волокна» относятся к волокнам, имеющим длину волокон, составляющую 70 мм или менее, предпочтительно 64 мм или менее.
В настоящем изобретении «длина волокон» относится к средней длине волокон, которую определяют в соответствии с нижеприведенным методом.
[0023]
{Определение средней длины волокон}
Длину волокон, представляющих собой волокна, образующие первый слой или второй слой многослойного нетканого материала, определяют в соответствии с методом определения средней длины волокон (методом С) из JIS L1015 (JIS - Японский промышленный стандарт). В случаях, когда короткие волокна состоят из целлюлозы, среднюю длину волокон определяют посредством измерения в соответствии с JIS Р8226:2006 (Целлюлозные материалы: Определение длины волокон посредством автоматизированного оптического анализа).
[0024]
Второй слой 12 образован в основном длинными волокнами. Длинные волокна будут дополнительно определены ниже.
Второй слой 12 образован в основном волокнами, поддающимися скреплению методом сплавления. В данном документе выражение «образован в основном волокнами, поддающимися скреплению методом сплавления» означает, что содержание волокон, поддающихся скреплению методом сплавления, больше содержания волокон, не поддающихся скреплению методом сплавления. Вышеупомянутые гидрофобные волокна представляют собой волокна, поддающиеся скреплению методом сплавления.
Примеры материалов для длинных волокон, поддающихся скреплению методом сплавления, включают: полиолефины, такие как полиэтилен и полипропилен; сложные полиэфиры, такие как полиэтилентерефталат; полиамиды, такие как нейлон 6 и нейлон 66; и смолы для волокон, такие как полиакрилаты, полиалкилметакрилаты, поливинилхлорид и поливинилиденхлорид. Вышеупомянутое волокно одного типа может быть использовано по отдельности, или два или более типов могут быть использованы в комбинации.
[0025]
Волокна, используемые в качестве составляющих волокон второго слоя 12, могут представлять собой однокомпонентные волокна, образованные из синтетической смолы одного типа или из смешанного полимера, образованного смешиванием синтетических смол двух или более типов, или двухкомпонентные волокна. В данном документе двухкомпонентные волокна относятся к комбинированным волокнам, которые получены объединением синтетических смол двух или более типов, имеющих разные компоненты, посредством фильеры и одновременным формованием волокон из смол и в которых компоненты соединены вместе в одном волокне в соответствии со структурой, непрерывной в направлении длины волокон. Примеры видов двухкомпонентных волокон включают волокна с ядром и оболочкой и волокна с расположением компонентов бок о бок, но не ограничены конкретно данными видами.
[0026]
В настоящем изобретении «длинные волокна» относятся к волокнам, имеющим длину волокна, составляющую 75 мм или более, предпочтительно 100 мм или более. Более предпочтительно, если волокна представляют собой непрерывные длинные волокна, имеющие длину волокна, составляющую 150 мм или более, поскольку может быть получен длинноволокнистый нетканый материал, имеющий высокую прочность на разрыв. Верхний предел длины волокна для вышеупомянутых «длинных волокон» не имеет особых ограничений. «Длинноволокнистый нетканый материал», как правило, относится к нетканому материалу, включающему в себя скопление волокон, в котором длинные волокна скреплены с промежутками посредством частей, скрепленных методом сплавления. Примеры таких длинноволокнистых нетканых материалов включают: однослойные нетканые материалы, такие как фильерные нетканые материалы и нетканые материалы, полученные аэродинамическим способом из расплава; многослойные нетканые материалы, образованные посредством наложения друг на друга фильерных слоев и/или слоев, полученных аэродинамическим способом из расплава, образованных в основном длинными волокнами, и нетканые материалы, скрепленные посредством нагретых валиков и образованные кардочесанием. Примеры многослойных нетканых материалов включают многослойные нетканые материалы со структурой SS (фильерный слой (S) - фильерный слой (S)), многослойные нетканые материалы со структурой SSS (фильерный слой (S) - фильерный слой (S) - фильерный слой (S)), многослойные нетканые материалы со структурой SMS (фильерный слой (S) - слой (М), полученный аэродинамическим способом из расплава, - фильерный слой (S)) и нетканые материалы со структурой SMMS (фильерный слой (S) - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - фильерный слой (S)). В общем случае длинноволокнистые нетканые материалы имеют более высокую прочность, чем коротковолокнистые нетканые материалы.
[0027]
Как проиллюстрировано на Фиг. 1, многослойный нетканый материал 10 включает в себя в некоторых частях на виде в плане многослойного нетканого материала 10 межслойные соединенные части 16, в которых слои, образующие многослойную структуру 13, соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийные части. В каждой межслойной соединенной части 16 часть составляющих волокон (вторых волокон 15) второго слоя 12, образующего многослойную структуру 13, расплавлена и прикреплена методом сплавления к первому слою 11, и посредством этого первый слой 11 и второй слой 12 соединены вместе.
[0028]
В многослойном нетканом материале 10 межслойные соединенные части 16 образованы посредством сдавливания материала-предшественника многослойной структуры 13 (то есть многослойного материала, образованного из первого слоя 11 как базового слоя и стопы вторых волокон 15) со стороны второй поверхности 10b по направлению к стороне первой поверхности 10а. Вследствие данного способа формирования, как проиллюстрировано на Фиг. 1 и 2, участок, включающий в себя каждую межслойную соединенную часть 16, заглублен в виде углубления от стороны второй поверхности 10b по направлению к стороне первой поверхности 10а. Другими словами, межслойная соединенная часть 16 образована в нижней части углубления 17, сформированного сдавливанием, например, тиснением, как описано ниже, и соединяет первый слой 11 и второй слой 12 вместе. В каждом углублении 17, образованном сдавливанием, составляющие волокна первого слоя 11 и второго слоя 12 сильно уплотнены по сравнению с частями, периферийными по отношению к углублениям 17. В многослойном нетканом материале 10 множество межслойных соединенных частей 16 выполнены рассредоточенно на каждой из первой поверхности 10а и второй поверхности 10b. В варианте осуществления, проиллюстрированном на Фиг. 1, первая поверхность 10а многослойного нетканого материала 10 представляет собой плоскую поверхность, не имеющую по существу никаких выступов или углублений, в то время как вторая поверхность 10b представляет собой поверхность с выступами и углублениями, имеющую выступы и углубления. На виде в плане каждой из первой поверхности 10а и второй поверхности 10b межслойные соединенные части 16 образованы в соответствии с одной и той же конфигурацией.
[0029]
Углубление 17, - то есть часть, включающая в себя межслойную соединенную часть 16, - представляет собой часть, в которой составляющие волокна уплотнены в направлении толщины. Это уплотнение, как правило, выполняют посредством тиснения с использованием средства, способствующего расплавлению, такого как тепло или ультразвуковые волны, которое способствует расплавлению волокон, поддающихся скреплению методом сплавления, и, более конкретно, с использованием, например, термосварки или ультразвуковой сварки. При рассмотрении способа изготовления участок, включающий в себя межслойную соединенную часть 16, также может упоминаться как тисненый участок или сжатый/сдавленный участок.
[0030]
Как проиллюстрировано на Фиг. 1, первый слой 11, образующий многослойную структуру 13 в данном варианте осуществления, включает в себя только межслойные соединенные части 16. Первый слой 11 также может включать в себя помимо межслойных соединенных частей 16 уплотненные части (непроиллюстрированные), которые имеют меньшую толщину, чем периферийные части, и в которых составляющие волокна первого слоя 11 сильно уплотнены. Такие уплотненные части сформированы в первом слое в соответствии со схемой расположения, отличающейся от схемы расположения межслойных соединенных частей 16, и имеют более высокую плотность, чем части, периферийные по отношению к ним.
Такие уплотненные части могут быть сформированы посредством сдавливания материала-предшественника (холста, который представляет собой стопу первых волокон 14) первого слоя 11 со стороны первой поверхности 10а по направлению к стороне второй поверхности 10b или от стороны второй поверхности 10b по направлению к стороне первой поверхности 10а. Вследствие данного способа формирования каждая уплотненная часть имеет форму, при которой она заглублена в виде углубления от стороны первой поверхности 10а по направлению к стороне второй поверхности 10b или от стороны второй поверхности 10b по направлению к стороне первой поверхности 10а. Кроме того, множество таких уплотненных частей выполнены рассредоточенно на первой поверхности 10а. Как описано выше, многослойный нетканый материал 10 может включать в себя уплотненные части на первой поверхности 10а, и посредством этого первая поверхность 10а может представлять собой поверхность с выступами и углублениями, выполненную с выступами и углублениями.
[0031]
При выполнении выступов и углублений на одной или обеих из первой поверхности 10а и второй поверхности 10b многослойного нетканого материала 10 многослойный нетканый материал 10 может быть размещен так, что поверхность с выступами и углублениями будет контактировать с кожей носителя в случаях, в которых, например, многослойный нетканый материал 10 используется в качестве составляющего элемента (например, потовпитывающего листа) впитывающего изделия, который может контактировать с кожей носителя. Таким образом, образуется пространство между многослойным нетканым материалом 10 и кожей носителя, которое позволяет влаге, образующейся вследствие выпущенной выделяемой организмом, текучей среды, такой как пот или моча, эффективно рассеиваться через данное пространство. Таким образом, может быть обеспечена поверхность многослойного нетканого материала 10 с улучшенным ощущением сухости, и может быть повышена комфортность при ношении впитывающего изделия.
[0032]
В многослойном нетканом материале 10 второй слой 12, образующий вторую поверхность 10b, включает в себя гидрофобные волокна и, следовательно, является гидрофобным, и, таким образом, по существу трудно впитывает выделяемую организмом, текучую среду (водную текучую среду), такую как пот или моча. Однако межслойные соединенные части 16 и части, периферийные по отношению к ним, на второй поверхности 10b включают в себя не только гидрофобные волокна, но и также включают в себя гидрофильные волокна первого слоя 11 - который является соседним со вторым слоем 12 и имеет более высокую степень гидрофильности, - при этом данные гидрофильные волокна расположены относительно плотно и поэтому имеют более высокую степень гидрофильности (или меньший угол контакта, определенный в соответствии с вышеуказанным методом) по сравнению с другими частями второй поверхности 10b. Таким образом, на второй поверхности 10b выделяемая организмом, текучая среда может преимущественно прилипать к многослойным соединенным частям 16 и частям, периферийным по отношению к ним. Как описано выше, многослойная структура 13 выполнена с градиентом степени гидрофильности в направлении Z толщины, при этом «сторона первой поверхности 10а имеет относительно более высокую степень гидрофильности, чем сторона второй поверхности 10b». Следовательно, выделяемая организмом, текучая среда, прилипающая к многослойным соединенным частям 16 и частям, периферийным по отношению к ним, на второй поверхности 10b, легко втягивается в многослойный нетканый материал 10 в основном через периферийный край межслойных соединенных частей 16 и зону вблизи него. Периферийный край каждой межслойной соединенной части 16 представляет собой границу между частью, в которой составляющие волокна (вторые волокна 15) второго слоя 12 были расплавлены посредством сдавливания, такого как тиснение, и частью, в которой волокна не расплавлены. Зона вблизи межслойной соединенной части 16/окрестность межслойной соединенной части 16 представляет собой часть, отличную от межслойной соединенной части 16 в углублении 17, и представляет собой часть в углублении 17, в которой составляющие волокна (вторые волокна 15) второго слоя 12, окружающие межслойную соединенную часть 16, скопились с высокой плотностью расположения, но по-прежнему сохраняют свою форму волокон.
[0033]
По соображениям, связанным с более надежным обеспечением эффекта впитывания жидкости благодаря градиенту степени гидрофильности, предпочтительно, чтобы, исходя из того, что угол контакта составляющих волокон (гидрофобных волокон) второго слоя 12 больше угла контакта составляющих волокон (гидрофильных волокон) первого слоя 11, угол контакта составляющих волокон второго слоя 12 предпочтительно составлял 95 градусов или более, более предпочтительно 100 градусов или более и предпочтительно 150 градусов или менее, более предпочтительно 130 градусов или менее. Кроме того, исходя из того, что угол контакта составляющих волокон (гидрофильных волокон) первого слоя 11 меньше угла контакта составляющих волокон (гидрофобных волокон) второго слоя 12, угол контакта составляющих волокон первого слоя 11 предпочтительно составляет 5 градусов или более, более предпочтительно 10 градусов или более и предпочтительно 88 градусов или менее, более предпочтительно 85 градусов или менее. Степень гидрофильности составляющих волокон можно регулировать посредством регулирования, например, типа и/или содержания средства для придания гидрофильности в зависимости от конкретного случая.
[0034]
По соображениям, связанным с улучшением эффекта впитывания жидкости за счет градиента степени гидрофильности, предпочтительно, чтобы в первом слое 11 степень гидрофильности на стороне первой поверхности 10а была относительно низкой и степень гидрофильности со стороны второй поверхности 10b была относительно высокой. При данной конфигурации выделяемая организмом, текучая среда, которая была втянута в многослойный нетканый материал 10, может впитываться и удерживаться гидрофильным первым слоем 11 со стороны, внутренней в направлении Z толщины, при одновременном обеспечении ее диффузии в направлении в плоскости (то есть направлении, ортогональном к направлению Z толщины) многослойного нетканого материала 10.
[0035]
Каждая из межслойных соединенных частей 16 представляет собой соединенную часть, в которой составляющие волокна второго слоя 12 расплавлены и прикреплены к первому слою 11 методом сплавления. Составляющие волокна первого слоя 11 в каждой межслойной соединенной части 16 по-прежнему сохраняют свою форму волокон, как проиллюстрировано на Фиг. 1 и 2. С другой стороны, составляющие волокна второго слоя 12 в каждой межслойной части 16 расплавлены за счет нагрева, например, при тиснении, и, следовательно, превратились в составляющую смолу 15а, в которой форма волокон была утрачена. Часть расплавленной составляющей смолы 15а проходит между составляющими волокнами первого слоя и затвердевает, как проиллюстрировано на Фиг. 2. В части, перекрывающей каждую из межслойных соединенных частей 16 в направлении Z толщины, первый слой 11 многослойного нетканого материала 10 по данному варианту осуществления имеет часть, в которую вошла расплавленная составляющая смола 15а вторых волокон 15, и часть, в которую расплавленная составляющая смола не вошла. В первом слое 11 многослойного нетканого материала 10 составляющая смола 15а может входить в часть, перекрывающую каждую межслойную соединенную часть 16 в направлении Z толщины, на всей ее протяженности, но предпочтительно, чтобы имелись части, в которые составляющая смола 15а, образованная за счет расплавления вторых волокон 15, не вошла, как в данном варианте осуществления.
Следует отметить, что достаточно того, чтобы в каждой межслойной части 16 была расплавлена часть составляющих волокон второго слоя 12.
[0036]
Как описано выше, поскольку смола волокон межслойной соединенной части 16 в каждом углублении 17 сильно уплотнены по сравнению с периферией углубления 17, жидкость, такая как пот, вероятно, будет прилипать к ним. С другой стороны, на периферийном крае межслойных соединенных частей 16 и в зоне вблизи него составляющие волокна (вторые волокна 15) второго слоя имеют тенденцию сохранять свою форму волокон в отличие от межслойных соединенных частей 16, и поэтому жидкость может легко проходить между вторыми волокнами 15 за счет прилипания ко вторым волокнам 15, которые сохраняют свою форму волокон. Другими словами, жидкость, которая вошла в каждое углубление 17, может быть легко втянута по направлению к стороне первой поверхности 10а от периферийного края и из окрестности межслойной соединенной части 16 в углублении 17. Таким образом, периферийный край и окрестность межслойной соединенной части 16 в каждом углублении 17 служат в качестве зоны втягивания жидкости.
Кроме того, в каждой межслойной соединенной части 16 составляющие волокна первого слоя 11 сохраняют свою форму волокон, в то время как составляющая смола 15а, которая представляет собой расплавленную часть составляющих волокон второго слоя, проходит между составляющими волокнами первого слоя 11. Таким образом, на периферийном крае межслойной соединенной части 16 первые волокна 14 первого слоя проходят между вторыми волокнами 15 второго слоя, перемешиваясь с ними, и, следовательно, жидкость может быть легко втянута от стороны второй поверхности 10b к стороне первой поверхности 10а.
Кроме того, второй слой образован в основном длинными волокнами. Таким образом, вторые волокна 15 ориентированы в направлении в плоскости многослойного нетканого материала, что уменьшает толщину второго слоя. Кроме того, толщина второго слоя, вероятно, будет дополнительно уменьшена за счет образования межслойных соединенных частей 16. Таким образом, жидкость, которая проникла в периферийный край и окрестность каждой межслойной соединенной части 16, может легко входить в контакт с гидрофильными первыми волокнами 14 первого слоя 11, посредством чего обеспечивается возможность легкого впитывания жидкости на стороне второй поверхности 10b.
Таким образом, многослойный нетканый материал 10 имеет очень хорошую впитывающую способность вследствие вышеупомянутого градиента степени гидрофильности, выполнения периферийного края и окрестности каждой межслойной соединенной части 16, которые служат в качестве зоны втягивания жидкости, выполнения частей, в которых перемешиваются вторые волокна 15, которые представляют собой гидрофобные составляющие волокна второго слоя 12, и первые волокна 14, которые представляют собой гидрофильные составляющие волокна 14 первого слоя 11, и выполнения тонких частей во втором слое 12, в которых расстояние до первого слоя 11 мало.
[0037]
В случаях, когда первый слой 11 включает в себя короткие волокна, короткие волокна будут ориентированы не только в направлении в плоскости многослойного нетканого материала, но и также в направлении толщины, посредством чего достигается эффект, заключающийся в обеспечении возможности того, что гидрофильные первые волокна 14 будут легко проходить между гидрофобными вторыми волокнами 15, ориентированными в направлении в плоскости второго слоя 12.
[0038]
Как описано выше, в части, перекрывающей каждую из межслойных соединенных частей 16 в направлении Z толщины, первый слой 11 многослойного нетканого материала 10 по данному варианту осуществления имеет часть, в которую вошла расплавленная составляющая смола 15а вторых волокон 15, и часть, в которую расплавленная составляющая смола не вошла (см. Фиг. 1 и 2). При данной конфигурации в частях, отличных от межслойных соединенных частей 16 в направлении в плоскости многослойного нетканого материала, волокна первого слоя 11 со стороны второй поверхности 10b скреплены вместе посредством расплавленных вторых волокон 15 и, следовательно, уплотнены более сильно, чем волокна на стороне первой поверхности 10а. С другой стороны, на стороне первой поверхности 10а первого слоя 11 первые волокна 14 не скреплены в направлении толщины, и поэтому межволоконное расстояние является большим. Это создает градиент плотности расположения волокон между стороной первой поверхности 10а и стороной второй поверхности 10b также в пределах первого слоя 11, посредством чего достигается эффект удерживания жидкости внутри многослойного нетканого материала 10.
[0039]
Периферийный край и окрестность межслойной соединенной части 16 в каждом углублении 17 представляют собой важные части, служащие в качестве зоны втягивания жидкости в случаях впитывания жидкости от гидрофобной второй поверхности 10b. С другой стороны, поскольку гидрофобный второй слой 12 и гидрофильный первый слой 11 соединены вместе в каждой межслойной соединенной части 16, часть составляющих волокон второго слоя 12 в межслойной соединенной части 16 утрачивает форму волокон как волокон, поддающихся скреплению методом сплавления, и превращается в расплавленную составляющую смолу 15а; таким образом, в случаях, когда многослойный нетканый материал 10 сдавливается в направлении толщины после впитывания жидкости (например, когда давление со стороны тела носителя будет приложено к многослойному нетканому материалу 10 в случаях, в которых многослойный нетканый материал 10 используется в качестве составляющего элемента впитывающего изделия при второй поверхности 10b, обращенной к стороне кожи носителя), посредством составляющей смолы 15а, то есть межслойных соединенных частей 16, эффективно подавляется повторное смачивание стороны второй поверхности 10b. Таким образом, в случаях, когда многослойный нетканый материал 10 используется в качестве элемента впитывающего изделия, который контактирует с кожей носителя, может быть обеспечена очень хорошая текстура на ощупь, например, отсутствие липкости, даже после впитывания выделяемой организмом, текучей среды, такой как пот, многослойным нетканым материалом 10.
На форму волокон, представляющих собой составляющие волокна в межслойных соединенных частях 16, главным образом влияют условия тиснения во время формирования межслойных соединенных частей 16; при относительном смягчении условий нагрева/сдавливания во время тиснения существует вероятность сохранения формы волокон, представляющих собой составляющие волокна.
[0040]
Второй слой 12 по данному варианту осуществления включает в себя в некоторых частях на виде в плане многослойного нетканого материала сплавленные соединенные части, в которых волокна, поддающиеся скреплению методом сплавления, соединены вместе. Сплавленные соединенные части представляют собой части, в которых составляющие волокна второго слоя 12 расплавлены и отверждены. По соображениям, связанным с улучшением способности к втягиванию жидкости, предпочтительно, чтобы сплавленные соединенные части образовывали часть второго слоя в соответствующей межслойной соединенной части 16. Другими словами, предпочтительно, чтобы сплавленные соединенные части образовывали часть второго слоя 12 в каждой межслойной соединенной части 16 в направлении толщины многослойного нетканого материала, то есть такую часть в каждой межслойной соединенной части 16, в которой составляющие волокна второго слоя были расплавлены. В этом случае составляющие волокна (вторые волокна), расплавленные в сплавленных соединенных частях, проходят между составляющими волокнами первого слоя 11, сохраняющими свою форму волокон, и затвердевают. Предпочтительно, чтобы по меньшей мере половина сплавленных соединенных частей образовывала часть второго слоя в каждой межслойной соединенной части 16, и более предпочтительно, чтобы все сплавленные соединенные части образовывали часть второго слоя в каждой межслойной соединенной части 16.
[0041]
Межслойные соединенные части 16 сформированы в некоторых частях на виде в плане многослойного нетканого материала 10, но отсутствуют особые ограничения на конфигурацию данных частей при их формировании. Фиг. 3 иллюстрирует примеры конфигураций (форм на виде в плане и схем расположения) межслойных соединенных частей 16. Следует отметить, что конфигурация межслойных соединенных частей 16 при их образовании на первой поверхности 10а или второй поверхности 10b не ограничена теми, которые проиллюстрированы на Фиг. 3, и любая заданная конфигурация может быть использована в пределах объема, который не отклоняется от сущности настоящего изобретения.
Фиг. 3(а)-3(с) иллюстрируют конфигурации, в которых множество межслойных соединенных частей 16, каждая из которых имеет заданную форму на виде в плане, предусмотрены рассредоточенно в направлении в плоскости (то есть направлении, ортогональном к направлению толщины многослойного нетканого материала 10). Форма каждой межслойной соединенной части 16 на виде в плане является эллиптической (овальной) на Фиг. 3(а), круглой на Фиг. 3(b) и квадратной/ромбической на Фиг. 3(с). Фиг. 3(d) иллюстрирует конфигурацию, в которой межслойные соединенные части 16, имеющие линейную форму на виде в плане, расположены так, что они проходят в заданных направлениях. Более конкретно, множество непрерывных линий, образованных межслойными соединенными частями 16, расположены так, что они пересекаются друг с другом, и межслойные соединенные части 16 образуют в целом решетчатую конфигурацию.
[0042]
Как описано выше, периферийный край и окрестность каждой межслойной соединенной части 16 представляют собой части, служащие в качестве зоны втягивания жидкости в случаях впитывания жидкости со стороны второй поверхности 10b. Таким образом, по соображениям, связанным с повышением способности многослойного нетканого материала 10 к впитыванию жидкости, предпочтительно, чтобы вторая поверхность 10b имела зону расположенных рассредоточенно, межслойных соединенных частей, в которой множество межслойных соединенных частей 16 расположены рассредоточенно в направлении в плоскости. Выполнение второй поверхности 10b с вышеупомянутой зоной расположенных рассредоточенно, межслойных соединенных частей особенно предпочтительно в случаях, когда многослойный нетканый материал 10 подлежит использованию в качестве потовпитывающего листа, способного впитывать пот, поскольку может быть дополнительно повышена способность к впитыванию пота. Вся зона второй поверхности 10b может образовывать зону расположенных рассредоточенно, межслойных соединенных частей, или только часть второй поверхности 10b может образовывать зону расположенных рассредоточенно, межслойных соединенных частей. Доля площади зоны расположенных рассредоточенно, межслойных соединенных частей от всей площади второй поверхности 10b предпочтительно составляет 70% или более, более предпочтительно 80% или более.
[0043]
Что касается схемы расположения межслойных соединенных частей 16 в зоне расположенных рассредоточенно, межслойных соединенных частей, то предпочтительно, чтобы часть по меньшей мере одной межслойной соединенной части 16 или вся по меньшей мере одна межслойная соединенная часть 16 была заключена в пределах воображаемого круга, имеющего радиус 2 мм и выполненного виртуально в произвольном месте в пределах зоны расположенных рассредоточенно, межслойных соединенных частей, представляющей собой зону второй поверхности 10b. В данном документе выражение «часть по меньшей мере одной межслойной соединенной части 16 или вся по меньшей мере одна межслойная соединенная часть 16 заключена в пределах воображаемого круга, имеющего радиус 2 мм и выполненного виртуально в произвольном месте» означает, что в случае, если десять таких воображаемых кругов предусмотрены в зоне расположенных рассредоточенно, межслойных соединенных частей, представляющей собой зону второй поверхности 10b, один или два из данных десяти воображаемых кругов вообще не должен/не должны обязательно включать в себя межслойную соединенную часть 16, и будет достаточно того, чтобы каждый из оставшихся восьми воображаемых кругов включал в себя часть по меньшей мере одной межслойной соединенной части 16 или всю по меньшей мере одну межслойную соединенную часть 16. Предполагается, что вышеупомянутые воображаемые круги отображают части, выделяющие пот (потовые железы), расположенные рассредоточенно по поверхности кожи тела человека. Выполнение многослойного нетканого материала 10 с вышеупомянутой конфигурацией обеспечивает возможность более эффективного впитывания пота. Еще  эффективность обеспечивается, если межслойные соединенные части 16 удовлетворяют вышеописанному условию в случаях, когда вышеупомянутый воображаемый круг имеет радиус 1,5 мм.
эффективность обеспечивается, если межслойные соединенные части 16 удовлетворяют вышеописанному условию в случаях, когда вышеупомянутый воображаемый круг имеет радиус 1,5 мм.
[0044]
Участки, включающие в себя межслойные соединенные части 16, служат в качестве зон, втягивающих жидкость, на второй поверхности 10b, и поэтому по соображениям, связанным с обеспечением способности к впитыванию жидкостей, достаточной для применения на практике, необходимо выполнить определенное число межслойных соединенных частей 16. Другими словами, длина периферии каждой межслойной соединенной части 16 должна иметь по меньшей мере определенную величину. С другой стороны, не является предпочтительной ситуация, в которой площадь межслойных соединенных частей 16 является слишком большой; кроме того, если имеется слишком много межслойных соединенных частей 16 на второй поверхности 10b, количество жидкости, которая может быть впитана первым слоем 11 и может удерживаться в нем, может уменьшиться, поскольку в межслойных соединенных частях 16 не только гидрофобный второй слой 12, но и также гидрофильный первый слой 11 скреплен методом сплавления. По этим соображениям предпочтительно, чтобы выраженная в процентах доля общей площади межслойных соединенных частей 16 (то есть общей площади межслойных соединенных частей 16 в случаях, когда множество межслойных соединенных частей 16 образованы на второй поверхности 10b) от площади второй поверхности 10b, - то есть выраженная в процентах доля площади межслойных соединенных частей 16, - предпочтительно составляла 15% или менее, более предпочтительно 12% или менее. Нижний предел вышеупомянутой доли, выраженной в процентах, предпочтительно составляет 5% или более, более предпочтительно 6% или более.
[0045]
Каждая межслойная соединенная часть 16 является непрерывной на всей протяженности многослойной структуры 13 (многослойного нетканого материала 10) в направлении Z толщины, и, таким образом, конфигурация (форма на виде в плане и схема расположения) межслойных соединенных частей 16 является по существу одинаковой на первой поверхности 10а и второй поверхности 10b на виде в плане. Следовательно, разъяснение в настоящем Описании в отношении конфигурации межслойных соединенных частей 16 на второй поверхности 10b (например, зоны расположенных рассредоточенно, межслойных соединенных частей, выраженной в процентах доли площади межслойных соединенных частей 16 и т.д.) также применимо для первой поверхности 10а, если конкретно не указано иное.
[0046]
Аналогичным образом по соображениям, связанным с обеспечением как способности к впитыванию жидкостей, так и способности к предотвращению повторного смачивания, предпочтительно, чтобы площадь одной межслойной соединенной части 16 на второй поверхности 10b предпочтительно составляла 1 мм2 или менее, более предпочтительно 0,8 мм2 или менее, и ее нижний предел предпочтительно составляет 0,1 мм2 или более, более предпочтительно 0,15 мм2 или более.
[0047]
Поверхностная плотность первого слоя 11 и второго слоя 12 не ограничена конкретной величиной и может быть соответствующим образом отрегулирована в зависимости, например, от применения многослойного нетканого материала 10. Например, в случаях, когда многослойный нетканый материал 10 используется в качестве составляющего элемента (верхнего листа, потовпитывающего листа и т.д.) впитывающего изделия, такого как одноразовый подгузник или гигиеническая прокладка, по соображениям, связанным с обеспечением прочности, достаточной для применения на практике, при одновременном подавлении объемности, предпочтительно, чтобы суммарная поверхностная плотность первого слоя 11 и второго слоя 12 предпочтительно составляла 11 г/м2 или более, более предпочтительно 14 г/м2 или более и предпочтительно 55 г/м2 или менее, более предпочтительно 50 г/м2 или менее.
[0048]
В частности, в случаях, когда первый слой 11 обеспечивает диффузию и удерживание жидкости, впитанной через гидрофобный второй слой 12 (вторую поверхность 10b), поверхностная плотность первого слоя 11 будет связана со способностью к впитыванию жидкости; как правило, чем больше поверхностная плотность первого слоя 11, тем выше впитывающая способность и тем выше прочность. С другой стороны, если поверхностная плотность первого слоя 11 является слишком высокой, многослойный нетканый материал может стать объемным или жестким; это может привести к снижению комфортности при ношении в случаях, когда многослойный нетканый материал используется в качестве составляющего элемента впитывающего изделия. С учетом вышеприведенных факторов поверхностная плотность первого слоя 11 предпочтительно составляет 8 г/м2 или более, более предпочтительно 11 г/м2 или более и предпочтительно 40 г/м2 или менее, более предпочтительно 35 г/м2 или менее.
[0049]
В случаях, когда многослойный нетканый материал 10 используется для впитывания жидкости, гидрофобный второй слой 12 обычно представляет собой сторону, которая первой контактирует с жидкостью. При данном виде использования жидкость может легко впитываться через периферийный край и окрестность межслойных соединенных частей 16 на второй поверхности 10b, если второй слой 12 имеет относительно низкую поверхностную плотность и малую толщину. С другой стороны, по соображениям, связанным с повторным смачиванием и снижением прочности, второй слой 12 должен иметь по меньшей мере определенный уровень поверхностной плотности. С учетом вышеприведенных факторов поверхностная плотность второго слоя 12 предпочтительно составляет 3 г/м2 или более, более предпочтительно 5 г/м2 или более и предпочтительно 25 г/м2 или менее, более предпочтительно 15 г/м2 или менее, еще более предпочтительно 13 г/м2 или менее. Следует отметить, что при изготовлении многослойного нетканого материала 10 по меньшей мере определенный уровень поверхностной плотности обычно требуется по соображениям, связанным с прочностью второго слоя 12; однако при изготовлении многослойного нетканого материала в соответствии со способом, дополнительно описанным ниже, второй слой 12 изготавливают так называемым способом непрерывного прямого формования, при этом в данном случае изготовление может осуществляться без каких-либо проблем даже тогда, когда поверхностная плотность составляет всего 3 г/м2.
[0050]
Как описано выше, нетканые материалы разных типов могут быть использованы для первого слоя 11 и второго слоя 12. Однако по соображениям, связанным с более надежным обеспечением вышеупомянутых эффектов в случаях, когда многослойный нетканый материал 10 используется для впитывания жидкости, - например, в случаях, когда многослойный нетканый материал используется в качестве составляющего элемента впитывающего изделия, - особенно предпочтительно, чтобы гидрофильный первый слой 11 представлял собой нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный посредством нагретых валиков, или нетканый материал, полученный гидроперепутыванием, которые изготовлены посредством смешивания или наложения друг на друга волокон, поддающихся скреплению методом сплавления и изготовленных из смолы, которая покрыта или смешана с гидрофилизирующим средством, и гидрофильных волокон, не поддающихся скреплению методом сплавления.
[0051]
Другие предпочтительные примеры гидрофильного первого слоя 11 включают скрепленный пропусканием воздуха насквозь, нетканый материал или скрепленный посредством нагретых валиков, нетканый материал, включающие в себя гидрофильные волокна в количестве 70% масс. или более, более предпочтительно 75% масс. или более, и более предпочтительно включают нетканый материал, скрепленный пропусканием воздуха насквозь, или нетканый материал, полученный гидроперепутыванием, в которых вышеупомянутые уплотненные части образованы на всей их протяженности. В нетканом материале, скрепленном пропусканием воздуха насквозь, или нетканом материале, скрепленном посредством нагретых валиков, площадь одной уплотненной части предпочтительно составляет 0,1 мм2 или более, более предпочтительно 0,15 мм2 или более и предпочтительно 1 мм2 или менее, более предпочтительно 0,8 мм2 или менее. Кроме того, на одной поверхности нетканого материала, скрепленного пропусканием воздуха насквозь, или нетканого материала, скрепленного посредством нагретых валиков, число уплотненных частей на единицу площади, представляющую собой квадрат с длиной стороны, составляющей 10 мм, предпочтительно составляет четыре или более, более предпочтительно шесть или более и предпочтительно 30 или менее, более предпочтительно 28 или менее.
[0052]
В качестве гидрофобного второго слоя 12 предпочтительно использовать фильерный нетканый материал, нетканый материал, полученный аэродинамическим способом из расплава, или многослойный нетканый материал из данных материалов (например, нетканый материал со структурой SMS), поскольку толщина является относительно малой, что обеспечивает возможность относительно легкого впитывания жидкости.
[0053]
Гидрофильные волокна, включенные в первый слой 11, могут быть получены посредством подвергания волокон обработке для придания гидрофильности. Другими словами, первый слой 11 может включать в себя скопление волокон (например, волокон, поддающихся скреплению методом сплавления), подвергнутых обработке для придания гидрофильности. Для обработки с целью придания гидрофильности можно, например, покрыть волокна или скопление волокон гидрофилизирующим средством, вмешать гидрофилизирующее средство в волокна или использовать плазменную обработку, но, как правило, используют гидрофилизирующее средство.
[0054]
Примером первого слоя 11 является конфигурация, в которой сторона второй поверхности 10b покрыта гидрофилизирующим средством (то есть гидрофилизирующее средство прилипает к поверхности составляющих волокон со стороны второй поверхности 10b). Сторона первого слоя 11 со стороны второй поверхности 10b представляет собой сторону, противоположную первой поверхности 10а, и представляет собой поверхность, которая входит в контакт со слоем, прилегающим к первому слою 11, - то есть с поверхностью, имеющей более низкую степень гидрофильности, чем первый слой 11 (то есть гидрофобным вторым слоем 12 в варианте осуществления, проиллюстрированном на Фиг. 1). В первом слое 11, имеющем вышеупомянутую конфигурацию, со стороны ко второй поверхности 10b имеется большее количество гидрофилизирующего средства, которое прилипает к поверхности составляющих волокон, таких как волокна, не поддающиеся скреплению методом сплавления, чем на стороне первой поверхности 10а. Таким образом, первый слой 11 имеет градиент степени гидрофильности, при котором сторона первой поверхности 10а имеет относительно более низкую степень гидрофильности, и сторона второй поверхности 10b имеет относительно более высокую степень гидрофильности. В случаях, когда сторона первого слоя 11 со стороны второй поверхности 10b имеет более высокую степень гидрофильности, чем сторона со стороны первой поверхности 10а, как описано выше, образуется градиент степени гидрофильности в многослойной структуре 13, при котором степень гидрофильности увеличивается ступенчато (то есть угол контакта, определенный в соответствии с вышеуказанным методом, уменьшается ступенчато) от гидрофобного второго слоя 12 (второй поверхности 10b), который первым входит в контакт с жидкостью, подлежащей впитыванию, по направлению к той стороне многослойной структуры 13, которая является внутренней в направлении Z толщины. Следовательно, можно ожидать дополнительного повышения способности к впитыванию жидкости.
[0055]
Способ нанесения гидрофилизирующего средства не ограничен конкретным способом, и в зависимости от обстоятельств может быть использован любой известный способ нанесения раствора для нанесения покрытия, включающего в себя гидрофилизирующее средство. Примеры подходящих способов нанесения покрытий включают нанесение покрытий с помощью гравированного цилиндра, нанесение покрытий контактным способом, нанесение покрытий флексографическим способом, нанесение покрытий распылением, нанесение покрытий обратным валиком и нанесение покрытий с помощью экструзионной головки, и среди вышеуказанных способов особенно предпочтительны нанесение покрытий с помощью гравированного цилиндра, нанесение покрытий флексографическим способом, нанесение покрытий распылением и нанесение покрытий с помощью экструзионной головки, которые обеспечивают возможность нанесения покрытия в соответствии с заданным рисунком. Различные типы поверхностно-активных веществ, используемых для придания гидрофильности составляющим элементам во впитывающих изделиях, таких как одноразовые подгузники, могут быть использованы в качестве гидрофилизирующего средства без особого ограничения.
[0056]
Другим примером первого слоя 11 является конфигурация, в которой гидрофилизирующее средство нанесено на составляющие волокна (первые волокна 14) на этапе формования или на этапе вытягивания во время изготовления составляющих волокон. В этом случае каждое волокно подвергают обработке для придания гидрофильности, и поэтому гидрофильность полученного нетканого материала является однородной и стабильной.
В альтернативном варианте также можно изготовить первый слой 11, имеющий разные степени гидрофильности со стороны первой поверхности 10а и со стороны второй поверхности 10b, посредством наложения друг на друга множества холстов, образованных из волокон, имеющих разные степени гидрофильности, и подвергания холстов обработке горячим воздухом на этапе изготовления холстов, на котором используется кардочесальная машина. В этом случае при использовании волокон, имеющих более высокую степень гидрофильности, для первого слоя 11 со стороны второй поверхности 10b, можно получить нетканый материал, имеющий градиент степени гидрофильности, при котором сторона первой поверхности 10а имеет относительно более низкую степень гидрофильности и сторона второй поверхности 10b имеет относительно более высокую степень гидрофильности. Как описано выше, в случаях, когда первый слой 11 со стороны второй поверхности 10b имеет более высокую степень гидрофильности, чем со стороны первой поверхности 10а, в многослойной структуре 13 формируется градиент степени гидрофильности, при котором степень гидрофильности увеличивается ступенчато (то есть угол контакта, определенный в соответствии с вышеуказанным методом, уменьшается ступенчато) от гидрофобного второго слоя 12 (второй поверхности 10b), который первым входит в контакт с жидкостью, подлежащей впитыванию, по направлению к той стороне многослойной структуры 13, которая является внутренней в направлении Z толщины. Следовательно, можно ожидать дополнительного повышения способности к впитыванию жидкости.
[0057]
Кроме того, во время создания нетканого материала для первого слоя 11 посредством наложения друг на друга множества холстов, образованных из волокон, имеющих разные степени гидрофильности, как описано выше, можно ожидать дополнительного повышения способности к впитыванию жидкости при смешивании волокон, не поддающихся скреплению методом сплавления, таких как целлюлозные, хлопковые или гидратцеллюлозные, со стороны второй поверхности 10b.
В данном случае приведено описание способа создания первого слоя 11 посредством способа скрепления пропусканием воздуха насквозь, в котором нетканый материал создают за счет пропускания горячего воздуха сквозь холсты, но различные другие известные способы формирования нетканых материалов, такие как использование нагретых валиков, гидроперепутывание или иглопробивание, могут быть использованы в качестве способа преобразования холстов в нетканый материал.
[0058]
На способность многослойного нетканого материала 10 к впитыванию жидкости влияет не только вышеупомянутый градиент степени гидрофильности в направлении толщины, но и также в немалой степени толщина гидрофобного второго слоя 12. В гидрофобном волокнистом слое малое межволоконное расстояние и большая толщина представляют собой факторы, которые увеличивают водостойкость. Таким образом, в случаях, когда гидрофобный второй слой 12 (вторая поверхность 10b) служит в качестве слоя, который первым входит в контакт с жидкостью, подлежащей впитыванию, (то есть слоя, втягивающего жидкость) предпочтительно, чтобы толщина второго слоя 12 была малой и плотность расположения волокон была низкой (то есть чтобы межволоконное расстояние было большим) для повышения способности многослойного нетканого материала 10 к впитыванию жидкости. С другой стороны, большие капиллярные силы позволяют гидрофильному слою (первому слою 11 в проиллюстрированном варианте осуществления), который является соседним со вторым слоем, впитывать жидкость, проходящую через гидрофобный слой; таким образом, предпочтительно, чтобы плотность расположения волокон гидрофильного слоя была высокой (то есть чтобы межволоконное расстояние было коротким). В межслойных соединенных частях 16 и частях, периферийных по отношению к ним, первые волокна 14 первого слоя 11, которые имеют более высокую плотность расположения волокон (то есть короткое межволоконное расстояние), вероятно, будут открыты для воздействия со стороны второй поверхности 10b между волокнами второго слоя 12 (второй поверхности 10b), которые имеют относительно низкую плотность расположения волокон (то есть длинное межволоконное расстояние). Это обеспечивает возможность быстрого втягивания жидкости внутрь от периферийного края и из окрестности межслойных соединенных частей 16 на второй поверхности 10b и обеспечивает возможность более стабильного впитывания и удерживания втянутой жидкости гидрофильным первым слоем 11. По этим соображениям предпочтительно, чтобы первый слой 11 имел более высокую плотность расположения волокон, чем второй слой 12, - то есть составляющие волокна первого слоя имеют более короткое межволоконное расстояние, чем во втором слое. Также предпочтительно, чтобы составляющие волокна первого слоя 11 со стороны второй поверхности 10b, имели более короткое межволоконное расстояние, чем составляющие волокна на стороне первой поверхности 10а первого слоя 11. Межволоконное расстояние определяют в соответствии с нижеприведенным методом.
[0059]
{Метод определения межволоконного расстояния}
Межволоконное расстояние для скопления волокон, такого как нетканый материал или бумага, можно определить посредством формулы (2), описанной позднее и базирующейся на предположении Wrotnowski. Формулу (2), как правило, используют для определения расстояния между волокнами из скопления волокон. Согласно предположению Wrotnowski, волокна являются круглоцилиндрическими и волокна выровнены регулярно без перекрещивания друг с другом.
В случаях, когда лист, подлежащий измерениям, (первый слой 11, второй слой 12) имеет однослойную структуру, межволоконное расстояние для листа с однослойной структурой может быть получено посредством формулы (2).
В случаях, когда лист, подлежащий измерениям, (первый слой 11, второй слой 12) имеет многослойную структуру, подобную нетканому материалу со структурой SMS, межволоконное расстояние в волокнистом слое с многослойной структурой может быть определено в соответствии с нижеприведенной процедурой.
Сначала межволоконное расстояние в каждом волокнистом слое, образующем многослойную структуру, рассчитывают в соответствии с формулой (2). Толщина t, поверхностная плотность W, плотность ρ смолы волокон и диаметр D волокон, используемые в формуле (2), представляют собой значения, соответствующие слою, для которого выполняются измерения. Каждый параметр из толщины t, поверхностной плотности W и диаметра D волокон представляет собой среднее значение из значений, измеренных во множестве мест измерения.
Толщину t (мм) измеряют в соответствии с нижеприведенным методом. Сначала из листа, подлежащего измерениям, вырезают кусок с длиной 50 мм в продольном направлении и шириной 50 мм в направлении ширины для получения вырезанного куска листа. Однако, если вырезанный кусок данного размера не может быть получен из листа, подлежащего измерениям, например, в случаях, когда лист берут из впитывающего изделия малого размера, получают вырезанный кусок, который является настолько большим, насколько это возможно. После этого вырезанный кусок размещают на плоской пластине, и плоскую стеклянную пластину размещают на нем. Груз равномерно размещают на стеклянной пластине так, чтобы нагрузка, включая вес стеклянной пластины, составляла 49 кПа, и измеряют толщину вырезанного куска в этом состоянии. В среде для измерений температура составляет 20±2°C и относительная влажность составляет 65±5%. Микроскоп (VHX-1000 от компании Keyence Corporation) используют в качестве измерительного устройства. Для измерения толщины вырезанного куска сначала получают увеличенное изображение поверхности (сечения) вырезанного куска, полученной разрезанием. На увеличенном изображении одновременно «захвачено» изделие с известным размером. Далее, толщину вырезанного куска, - то есть толщину листа, подлежащего измерениям, - измеряют в соответствии со шкалой, соответствующей увеличенному изображению сечения вырезанного куска. Толщину в зоне, отличной от межслойных соединенных частей 16, измеряют в качестве толщины листа. Вышеуказанный процесс выполняют три раза, и среднее значение из трех результатов измерений определяют как толщину t листа, подлежащего измерениям. В случаях, когда лист, подлежащий измерениям, представляет собой многослойное изделие, толщину рассчитывают посредством определения границы между слоями исходя из диаметра волокон.
Поверхностную плотность W (г/м2) определяют посредством вырезания листа, подлежащего измерениям, с заданным размером (например, 12×6 см), измерения массы вырезанного куска и деления измеренного значения массы на площадь, рассчитанную из вышеуказанного заданного размера (Поверхностная плотность W (г/м2) = Масса ÷ Площадь, рассчитанная из заданного размера). Измерение выполняют четыре раза, и среднее значение определяют как поверхностную плотность.
Плотность ρ (г/см3) смолы волокон определяют в соответствии с методом измерения с использованием градиентной трубы для определения плотности, описанным в JIS L1015 (Методы испытаний для искусственных штапельных волокон), посредством использования градиентной трубы для определения плотности (URL: http://kikakurui.com/l/L1015-2010-01.html; см. также JIS Handbook Fibers (2000), Japanese Standards Association, стр. 764-765).
Диаметр D (мкм) волокон представляет собой среднее значение, полученное посредством измерения поперечного сечения каждого из десяти кусков разрезанных волокон при использовании автоэмиссионного сканирующего электронного микроскопа S-4000 от компании Hitachi, Ltd. Метод измерения диаметра D волокон такой, как описанный в дальнейшем (Метод измерения диаметра волокон).
Далее, межволоконное расстояние для составляющих волокон в заданном листе с многослойной структурой может быть определено посредством умножения сначала межволоконного расстояния в каждом слое на долю толщины данного слоя во всей толщине многослойной структуры и последующего сложения значений, полученных для соответствующих слоев. Например, для нетканого материала с трехслойной структурой SMS, включающего в себя два слоя S и один слой М, два слоя S рассматривают совместно как один слой, и в случаях, когда общая толщина t трехслойной структуры составляет 0,11 мм, толщина t слоя S составляет 0,1 мм, межволоконное расстояние LS для слоя S составляет 47,8 мкм, толщина t слоя М составляет 0,01 мм, и межволоконное расстояние LS для слоя М составляет 3,2 мкм, расстояние между волокнами, представляющими собой составляющие волокна нетканого материала со структурой SMS, составляет 43,8 мкм [= (47,9×0,1+3,2×0,01)/0,11].
[0060]
[Математическое выражение 1]

(D: диаметр волокон (мкм); ρ: плотность смолы волокон (г/см3); t: толщина (мм); W: поверхностная плотность (г/м2))
[0061]
Исходя из того, что межволоконное расстояние L2 между составляющими волокнами (вторыми волокнами 15) второго слоя 12 больше межволоконного расстояния L1 между составляющими волокнами (первыми волокнами 14) первого слоя 11 (L1<L2), как описано выше, предпочтительно, чтобы отношение (L2/L1) межволоконного расстояния L2 между составляющими волокнами (вторыми волокнами 15) второго слоя 12 к межволоконному расстоянию L1 между составляющими волокнами (первыми волокнами 14) первого слоя 11 предпочтительно составляло 1,1 или более, более предпочтительно 10 или более и предпочтительно 70 или менее, более предпочтительно 50 или менее.
Межволоконное расстояние L1 между составляющими волокнами (первыми волокнами 14) первого слоя 11 предпочтительно составляет 5 мкм или более, более предпочтительно 7 мкм или более и предпочтительно 100 мкм или менее, более предпочтительно 80 мкм или менее.
Межволоконное расстояние L1a между составляющими волокнами (первыми волокнами 14) на стороне первой поверхности 10а первого слоя 11 предпочтительно составляет 10 мкм или более, более предпочтительно 15 мкм или более и предпочтительно 100 мкм или менее, более предпочтительно 80 мкм или менее. Межволоконное расстояние L1b между составляющими волокнами (первыми волокнами 14) первого слоя 11 со стороны второй поверхности 10b, предпочтительно составляет 5 мкм или более, более предпочтительно 7 мкм или более и предпочтительно 80 мкм или менее, более предпочтительно 70 мкм или менее. Межволоконное расстояние L1a между составляющими волокнами на стороне первой поверхности 10а первого слоя 11 определяют в части, находящейся на расстоянии в направлении Z толщины от первой поверхности 10а первого слоя 11, составляющем 50% от толщины первого слоя 11. Межволоконное расстояние L1b между составляющими волокнами первого слоя 11 со стороны второй поверхности 10b, определяют в части, находящейся на расстоянии в направлении Z толщины от стороны первого слоя 11, которое составляет 50% от толщины первого слоя 11.
Межволоконное расстояние L2 между составляющими волокнами (вторыми волокнами 15) второго слоя 12 предпочтительно составляет 7 мкм или более, более предпочтительно 10 мкм или более и предпочтительно 200 мкм или менее, более предпочтительно 150 мкм или менее.
[0062]
По соображениям, связанным с получением многослойного нетканого материала 10 с таким градиентом плотности расположения волокон, при котором плотность расположения волокон увеличивается от второго слоя 12 к первому слою 11 (то есть к той стороне многослойной структуры 13, которая является внутренней в направлении Z толщины), и повышением способности к впитыванию жидкости посредством этого, как описано выше, предпочтительно, чтобы составляющие волокна (первые волокна 14) первого слоя 11 имели меньший диаметр волокон, чем составляющие волокна (вторые волокна 15) второго слоя 12.
По тем же соображениям предпочтительно, чтобы составляющие волокна первого слоя 11 со стороны второй поверхности 10b, имели меньший диаметр волокон, чем составляющие волокна первого слоя 11 со стороны первой поверхности 10а.
Диаметр волокон измеряют в соответствии с нижеприведенным методом.
[0063]
{Метод измерения диаметра волокон}
Объект измерений (волокнистый слой или многослойный нетканый материал) разрезают бритвой (например, однолезвийной бритвой от компании Feather Safety Razor Co., Ltd.) для получения образца для измерений, имеющего прямоугольную форму на виде в плане (8×4 мм). При разрезании объекта измерений проявляют осторожность, чтобы при разрезании не разрушить структуру поверхности образца для измерений, образованной разрезанием, под действием давления и т.д. Предпочтительный способ разрезания объекта измерений заключается в погружении объекта измерений в жидкий азот и замораживании объекта измерений в достаточной степени перед разрезанием, и последующем разрезании объекта измерений. Затем с помощью двусторонней бумажной ленты (Nicetack NW-15 от компании Nichiban Co., Ltd.) образец для измерений прикрепляют к столику для образцов. Затем образец для измерений подвергают нанесению покрытия из платины. Нанесение покрытия выполняют, используя устройство для ионного напыления Е-1030 (наименование изделия) от компании Hitachi Naka Seiki, Ltd., при времени напыления, составляющем 30 секунд. Поверхность образца для измерений, полученную разрезанием, осматривают при 1000-кратном увеличении с помощью автоэмиссионного сканирующего электронного микроскопа S-4000 от компании Hitachi, Ltd.
[0064]
Следует отметить, что в вышеуказанном методе измерения диаметра волокон измерение составляющих волокон (первых волокон 14) первого слоя 11 выполняют посредством выбора волокон в зоне, отличной от межслойных соединенных частей 16, и там, где волокна 14 первого слоя 11 спутаны друг с другом, в то время как измерение составляющих волокон (вторых волокон 15) второго слоя 12 выполняют посредством выбора составляющих волокон (вторых волокон 15), которые находятся в зоне, отличной от межслойных соединенных частей 16, и там, где волокна второго слоя 12 являются непрерывными между межслойными соединенными частями и не скреплены друг с другом. Длину в направлении ширины по отношению к продольному направлению каждого волокна измеряют для десяти кусков волокон для каждых из первых волокон 14 и вторых волокон 15, и среднее значение определяют в качестве диаметра волокон. Измерение составляющих волокон на стороне первой поверхности 10а первого слоя 11 выполняют посредством выбора волокон, которые находятся в зоне, отличной от межслойных соединенных частей 16, и которые расположены на поверхности со стороне первой поверхности 10а, и измерение составляющих волокон на первого слоя 11 со стороны второй поверхности 10b, выполняют посредством выбора волокон, которые находятся в зоне, отличной от межслойных соединенных частей 16, и которые расположены на поверхности со стороны второй поверхности 10b.
В случаях, когда объект измерений представляет собой комбинированный нетканый материал, включающий в себя множество волокнистых слоев с разными диаметрами волокон, такой как нетканый материал со структурой SMS или нетканый материал со структурой SMMS, на способность первого слоя 11 к впитыванию жидкостей значительно влияет слой, полученный аэродинамическим способом из расплава, в котором волокна являются тонкими и плотность расположения волокон является высокой, а также на способность к впитыванию жидкостей с стороны второй поверхности 10b значительно влияет слой, полученный аэродинамическим способом из расплава, в котором волокна второго слоя 12 являются тонким и плотность расположения волокон является высокой. С учетом вышеизложенного в случаях, в которых объект измерений представляет собой комбинированный нетканый материал, который образован из множества волокнистых слоев с разными диаметрами волокон и который включает в себя слой, полученный аэродинамическим способом из расплава, измерение диаметра волокон выполняют посредством измерения диаметра волокон в слое комбинированного нетканого материала, полученном аэродинамическим способом из расплава.
[0065]
Исходя из того, что диаметр D2 волокон, представляющих собой составляющие волокна (вторые волокна 15) второго слоя 12, больше диаметра D1 волокон, представляющих собой составляющие волокна (первые волокна 14) первого слоя 11 (D1<D2), как описано выше, предпочтительно, чтобы отношение (D1/D2) диаметра D1 волокон, представляющих собой составляющие волокна (первые волокна 14) первого слоя 11, к диаметру D2 волокон, представляющих собой составляющие волокна (вторые волокна 15) второго слоя 12, предпочтительно составляло 0,05 или более, более предпочтительно 0,06 или более и предпочтительно 0,9 или менее, более предпочтительно 0,8 или менее.
Диаметр D1 волокон, представляющих собой составляющие волокна (первые волокна 14) первого слоя 11, предпочтительно составляет 0,5 мкм или более, более предпочтительно 1 мкм или более и предпочтительно 30 мкм или менее, более предпочтительно 20 мкм или менее.
Диаметр волокон, представляющих собой составляющие волокна (первые волокна 14) на стороне первой поверхности 10а первого слоя 11, предпочтительно составляет 3 мкм или более, более предпочтительно 5 мкм или более и предпочтительно 30 мкм или менее, более предпочтительно 25 мкм или менее. Диаметр волокон, представляющих собой составляющие волокна (первые волокна 14) первого слоя 11 со стороны второй поверхности 10b, предпочтительно составляет 0,5 мкм или более, более предпочтительно 1 мкм или более и предпочтительно 25 мкм или менее, более предпочтительно 20 мкм или менее
Диаметр волокон, представляющих собой составляющие волокна (вторые волокна 15) второго слоя 12, предпочтительно составляет 3 мкм или более, более предпочтительно 5 мкм или более и предпочтительно 40 мкм или менее, более предпочтительно 30 мкм или менее.
[0066]
Многослойная структура в многослойном нетканом материала согласно настоящему изобретению может включать в себя помимо гидрофильного первого слоя и гидрофобного второго слоя, описанных выше, другие слои со стороны первой поверхности 10а первого слоя 11 или со стороны второй поверхности 10b второго слоя 12 в такой степени, при которой эффекты от настоящего изобретения не ухудшаются. Например, в многослойном нетканом материале 10, проиллюстрированном на Фиг. 1, отдельный слой может быть размещен со стороны первой поверхности 10а первого слоя 11. Другими словами, многослойный нетканый материал 10 может иметь многослойную структуру с тремя или более слоями, включающую: отдельный слой (непроиллюстрированный), образующий первую поверхность 10а; второй слой 12, образующий вторую поверхность 10b, и первый слой 11, расположенный между данными двумя слоями.
[0067]
Еще один вариант осуществления многослойной структуры в многослойном нетканом материала согласно настоящему изобретению представляет собой конфигурацию, в которой многослойный нетканый материал 10, проиллюстрированный на Фиг. 1, включает в себя эластичные элементы (непроиллюстрированные), размещенные между первым слоем 11 и вторым слоем 12. В случаях, в которых многослойная структура 13 пр5едставляет собой многослойную структуру, включающую в себя три или более волокнистых слоев, как описано выше, размещение эластичных элементов не ограничено их размещением между первым слоем 11 и вторым слоем 12, и эластичные элементы могут быть размещены между произвольными слоями из множества волокнистых слоев. Размещение эластичных элементов между слоями многослойной структуры обеспечивает придание эластичности многослойному нетканому материалу и может обеспечить дополнительное расширение области применения многослойного нетканого материала.
[0068]
Эластичные элементы поддаются растягиванию и предпочтительно обладают свойством (эластичностью), при котором при растягивании эластичных элементов до длины, превышающей в 1,3 раза исходную длину, (то есть до длины, составляющей 1,3 от исходной длины) и последующем снятии усилия в данном состоянии эластичные элементы возвращаются к длине, которая в 1,1 раза или менее превышает исходную длину. Следует отметить, что неэластичный элемент представляет собой элемент, не обладающий данной «эластичностью», - то есть элемент, который не растягивается до длины, которая в 1,3 раза или более превышает исходную длину, без разрыва, или элемент, обладающий свойством, при котором при его растягивании до длины, превышающей в 1,3 раза исходную длину, (то есть до длины, составляющей 1,3 от исходной длины) и последующем снятии усилия в данном состоянии, элемент не возвращается к длине, которая превышает в 1,1 раза или менее исходную длину. Отсутствуют особые ограничения в отношении формы эластичных элементов, и может быть произвольно выбрана любая из различных форм, такая как нить, лист или скопление эластичных волокон (слой эластичных волокон). Например, в многослойном нетканом материале 10 (многослойной структуре 13), проиллюстрированном (-й) на Фиг. 1, множество нитевидных (имеющих форму элементарных нитей) эластичных элементов могут быть размещены между первым слоем 11 и вторым слоем 12 так, что они будут проходить в одном и том же направлении, и в этом случае многослойному нетканому материалу 10 (многослойной структуре 13) придается растяжимость в направлении, в котором проходят эластичные элементы.
[0069]
Еще один вариант осуществления многослойной структуры в многослойном нетканом материале согласно настоящему изобретению представляет собой конфигурацию, в которой по меньшей мере один из первого слоя 11 и второго слоя 12 в многослойном нетканом материале 10, проиллюстрированном на Фиг. 1, представляет собой лист, обладающий способностью к растягиванию в направлении ширины.
Лист, обладающий растяжимостью, относится к листообразному элементу, обладающему вышеупомянутой «эластичностью». Лист, который не обладает растяжимостью, относится к листообразному элементу, который не обладает вышеупомянутой «эластичностью». Примеры вариантов листов, которые могут быть соответственно использованы, включают: (1) растяжимые нетканые материалы, в которых растягивающийся волокнистый слой присоединен к одной поверхности или обеим поверхностям эластичного волокнистого слоя с образованием одного целого с ним; (2) растяжимые нетканые материалы, в которых растягивающийся волокнистый слой присоединен к одной поверхности или обеим поверхностям сетчатого эластичного листа с образованием одного целого с ним; (3) растяжимые листы, в которых растягивающийся волокнистый слой присоединен к одной поверхности или обеим поверхностям эластичного листа, состоящего из эластичной пленки, с образованием одного целого с ним, и (4) растяжимые листы, в которых множество эластичных элементарных нитей/волокон, которые размещены так, что они проходят в одном направлении, не пересекаясь друг с другом, соединены с растягивающимся нетканым материалом в состоянии, в котором они по существу не растянуты на всей их длине.
Использование листа, обладающего растяжимостью в направлении ширины, в качестве первого слоя 11 и/или второго слоя 12 обеспечивает придание эластичности многослойному нетканому материалу и может обеспечить дополнительное расширение области применения многослойного нетканого материала.
[0070]
В качестве материалов эластичных элементов и эластичных элементарных нитей в растяжимых листах можно использовать натуральные каучуки или термопластичные эластомерные полимерные материалы. Примеры термопластичных эластомерных полимерных материалов включают: эластомеры на основе стирола, такие как блок-сополимер стирола и бутадиена с чередованием блоков (SBS), блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этилена-бутадиена с чередованием блоков (SEBS) и блок-сополимер стирола и этилена-пропилена с чередованием блоков (SEPS); эластомеры на основе олефинов (например, α-олефиновые эластомеры на основе этилена и эластомеры на основе пропилена, полученные сополимеризацией этилена, бутена, октана и т.д.); эластомеры на основе сложных полиэфиров и эластомеры на основе полиуретанов.
[0071]
Далее, предпочтительный вариант осуществления способа изготовления многослойного нетканого материала по настоящему изобретению описан со ссылкой на чертежи. Фиг. 4 схематически иллюстрирует вариант осуществления способа изготовления многослойного нетканого материала.
[0072]
Как проиллюстрировано на Фиг. 4, представленный способ изготовления включает: этап наложения, заключающийся в получении многослойного элемента 10Р посредством перемещения базового листа 11Р и укладки - на перемещаемый базовый лист 11Р - волокон (вторых волокон 15), поддающихся скреплению методом сплавления, которые представляют собой длинные волокна, полученные формованием смолы, и этап соединения слоев друг с другом, заключающийся в сдавливании многослойного элемента 10Р в некоторых частях в направлении толщины и нагреве многослойного элемента 10Р для формирования межслойных соединенных частей 16.
[0073]
Более конкретно, базовый лист 11Р, который смотан в виде рулона, разматывают и перемещают посредством конвейера 50 в одном направлении, обозначенном ссылочной позицией MD. Во время перемещения вторые волокна 15 при формовании выходят из фильеры формующей головки 51, расположенной над конвейером 50, и подвергаются укладке в стопу непосредственно на базовом листе 11Р для получения многослойного элемента 10Р посредством этого. Отформованные вторые волокна 15 представляют собой волокна, поддающиеся скреплению методом сплавления, которые являются длинными волокнами. Многослойный элемент 10Р продолжают перемещать и подают между двумя валиками 52 и 53 для тиснения, в зоне которых многослойный элемент 10Р подвергают горячему тиснению для формирования межслойных соединенных частей 16 посредством этого (этап соединения слоев друг с другом). Валик 52 для тиснения расположен над перемещаемым многослойным элементом 10Р и во время горячего тиснения контактирует со стопой (холстом) из вторых волокон 15, полученных непрерывным прямым формованием. Валик 53 для тиснения расположен под перемещаемым многослойным элементом 10Р и контактирует с базовым листом 11Р во время горячего тиснения. Наружная окружная периферийная поверхность валика 53 для тиснения не имеет выступов и углублений, в то время как наружная окружная периферийная поверхность валика 52 для тиснения имеет выступы (непроиллюстрированные), образованные с конфигурацией, которая соответствует конфигурации межслойных соединенных частей 16. Посредством зажимной части между валиками 52 и 53 для тиснения, имеющими вышеуказанную конфигурацию, многослойный элемент 10Р сдавливается в направлении толщины при его одновременном нагреве до температуры, которая равна или больше температуры плавления вторых волокон 15, включенных в многослойный элемент, и посредством этого многослойный элемент 10Р сдавливается в некоторых частях выступами валика 52 для тиснения от стороны, на которой уложены вторые волокна 15, по направлению к стороне базового листа 11Р, и посредством этого межслойные соединенные части 16 формируются в сдавленных частях. Таким образом, стопу вторых волокон 15 преобразуют в нетканый материал, образующий второй слой 12, и объединяют в одно целое с базовым листом 11Р посредством межслойных соединенных частей 16. Кроме того, вторые волокна 15 входят в базовый лист 11Р. Другими словами, расплавленные составляющие волокна (вторые волокна) проходят между составляющими волокнами первого слоя (то есть базового листа 11Р), сохраняющими свою форму волокон, и затвердевают.
[0074]
Многослойный нетканый материал согласно настоящему изобретению охватывает конфигурации, в которых множество вторых слоев 12 наложены друг на друга для формирования многослойной структуры 13, имеющей три или более слоев. Многослойный нетканый материал, имеющий такую конфигурацию, может быть изготовлен просто посредством укладки вторых волокон 15 множество раз на базовый лист 11Р на этапе получения многослойного элемента 10Р. Например, в вышеуказанном способе изготовления множество формующих головок 51 могут быть расположены с промежутками в направлении MD транспортирования, и вторые волокна 15 могут быть последовательно отформованы посредством формующих головок 51.
[0075]
Для формирования первого слоя 11 предпочтительно, чтобы базовый лист 11Р представлял собой нетканый материал, образованный в основном волокнами, не поддающимися скреплению методом сплавления. Примеры таких нетканых материалов включают: нетканые материалы, изготовленные посредством смешивания волокон, не поддающихся скреплению методом сплавления, с волокнами, поддающимися скреплению методом сплавления; комбинированные нетканые материалы, изготовленные посредством наложения волокон, не поддающихся скреплению методом сплавления, на нетканый материал, поддающийся скреплению методом сплавления, или подвергания волокон, не поддающихся скреплению методом сплавления, бумагоделательным процессам на нетканом материале, поддающемся скреплению методом сплавления, и нетканые материалы, включающие в себя уплотненные части, которые имеют более высокую плотность, чем части, периферийные по отношению к ним, и в которых составляющие волокна (первые волокна 14) уплотнены вместе. Более предпочтительно, если базовый лист 11Р представляет собой нетканый материал, образованный в основном гидрофильными волокнами, не поддающимися скреплению методом сплавления.
Базовый лист 11Р может быть изготовлен в соответствии с обычным способом в зависимости от типа базового листа 11Р. Более конкретно, базовый лист 11Р может быть изготовлен посредством этапа получения волокнистого холста путем укладки волокон в стопу, например, посредством кардочесания, и этапа уплотнения, такого как тиснение, заключающегося в формировании уплотненных частей посредством сдавливания волокнистого холста в некоторых частях в направлении толщины. В альтернативном варианте базовый лист может быть изготовлен посредством известного способа изготовления нетканого материала, такого как гидроперепутывание или иглопробивание, которые не включает этап уплотнения.
[0076]
Волокна, представляющий собой материал базового листа 11Р, могут быть подвергнуты вышеупомянутой обработке для придания гидрофильности, чтобы сделать базовый лист 11Р гидрофильным. В этом случае обработку для придания гидрофильности выполняют по меньшей мере перед прямой укладкой вторых волокон 15 в стопу. Любой из вышеупомянутых способов нанесения покрытия может быть использован в случаях выполнения обработки для придания гидрофильности посредством нанесения гидрофилизирующего средства.
[0077]
В представленном способе изготовления предпочтительно подвергнуть многослойный элемент 10Р (многослойный нетканый материал 10) процессу каландрования до или после этапа соединения слоев друг с другом. Таким образом, это будет дополнительно содействовать вводу вторых волокон 15 в базовый лист 11Р, и таким образом могут быть дополнительно улучшены различные свойства многослойного нетканого материала 10, такие как способность к впитыванию жидкостей и прочность. Как хорошо известно в данной области техники, процесс каландрования представляет собой процесс подвода тепла и приложения давления посредством каландровых валиков к скоплению волокон, такому как нетканый материал, для сильного уплотнения скопления волокон. Отсутствуют особые ограничения в отношении числа и схемы расположения каландровых валиков, подлежащих использованию в процессе каландрования, при этом применяемые примеры включают: конфигурацию с последовательным расположением или наклонным расположением, образованную тремя каландровыми валиками, конфигурацию с последовательным расположением, расположением в виде перевернутой буквы L, Z-образным расположением или наклонным Z-образным расположением, образованную четырьмя каландровыми валиками, и конфигурацию с Z-образным расположением или L-образным расположением, образованную пятью каландровыми валиками. Температура в процессе каландрования предпочтительно равна или меньше температуры размягчения составляющих волокон многослойного элемента 10Р (многослойного нетканого материала 10), подлежащего обработке. Выполнение процесса каландрования при температуре, превышающей температуру размягчения, может привести к тому, что нетканый материал станет жестким, что ухудшает текстуру при восприятии на ощупь.
[0078]
Кроме того, базовый лист 11Р может быть подвергнут процессу каландрования перед получением многослойного элемента 10Р. Таким образом, межволоконное расстояние в базовом листе 11Р уменьшается и капиллярное давление увеличивается, в результате чего повышается способность к впитыванию жидкостей. Это обеспечивает достижение эффекта, заключающегося в том, что сторона второй поверхности 10b будет оставаться сухой даже после впитывания жидкости даже в случаях, когда гидрофобный второй слой имеет относительно большое межволоконное расстояние и низкую поверхностную плотность. Кратко формулируя, можно указать, что процесс каландрования в данном способе изготовления может выполняться непосредственно перед этапом соединения слоев друг с другом или сразу после этапа соединения слоев друг с другом и/или перед укладкой вторых волокон 15 на базовый лист 11Р.
[0079]
Процесс каландрования может быть использован на этапе изготовления базового листа 11Р. Более конкретно, материал-предшественник базового листа 11Р может быть подвергнут процессу каландрования непосредственно перед этапом уплотнения или сразу после этапа уплотнения.
[0080]
Как описано выше, многослойный нетканый материал согласно настоящему изобретению охватывает конфигурации, в которых эластичные элементы, имеющие любую из различных форм, такую как нить, лист или скопление эластичных волокон (слой эластичных волокон), размещены между первым слоем и вторым слоем. В случаях изготовления многослойного нетканого материала, выполненного с такой конфигурацией, в которой эластичные элементы размещены между слоями многослойной структуры, эластичные элементы просто должны быть поданы на базовый лист 11Р перед укладкой вторых волокон 15 на базовом листе 11Р. Способ размещения эластичных элементов может быть выбран соответствующим образом в зависимости, например, от формы эластичных элементов. Например, в случаях, когда эластичный элемент, подлежащий размещению, представляет собой слой эластичных волокон, который является скоплением эластичных волокон, эластичные волокна могут быть получены непрерывным формованием и поданы прямо на базовый лист 11Р подобно вторым волокнам 15.
[0081]
Впитывающее изделие по настоящему изобретению описано ниже в соответствии с предпочтительными вариантами его осуществления со ссылкой на чертежи. Впитывающее изделие по настоящему изобретению отличается тем, что оно включает в себя вышеупомянутый многослойный нетканый материал. Более конкретно, как описано выше, многослойный нетканый материал согласно настоящему изобретению имеет многослойную структуру, в которой множество волокнистых слоев наложены друг на друга, и многослойная структура имеет первую поверхность, образующую одну поверхность многослойного нетканого материала, и вторую поверхность, образующую другую поверхность, и многослойный нетканый материал включает в себя гидрофильный первый слой, образующий первую поверхность, и гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя. Во впитывающем изделии по настоящему изобретению многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя.
[0082]
Фиг. 5-7 иллюстрируют натягиваемый одноразовый подгузник 1, который представляет собой вариант осуществления впитывающего изделия по настоящему изобретению. Нижеприведенное описание подгузника 1 будет направлено главным образом на составляющие элементы, отличающиеся от составляющих элементов в вышеуказанном многослойном нетканом материале 10, который представляет собой вариант осуществления многослойного нетканого материала; составляющие элементы, которые являются такими же, обозначены теми же ссылочными позициями, и разъяснение их опущено. Разъяснение в отношении многослойного нетканого материала 10 соответствующим образом имеет силу для составляющих элементов, которые не описаны конкретно.
[0083]
Как проиллюстрировано на Фиг. 5 и 6, подгузник 1 включает в себя в продольном направлении Х переднюю зону А, заднюю зону В и промежностную зону С, расположенную между зонами А и В. Подгузник включает в себя впитывающий элемент 23, проходящий между передней зоной А и задней зоной В, и дополнительно включает в себя передний поясной клапан FA и задний поясной клапан FB, которые расположены снаружи соответственно от соответствующих передней и задней частей 23А и 23В впитывающего элемента 23, концевых в продольном направлении Х, и каждый из которых проходит в боковом направлении Y. В данном случае передняя зона А представляет собой зону, которая расположена с передней стороны носителя при ношении впитывающего изделия, такого как одноразовый подгузник, и задняя зона В представляет собой зону, которая расположена с задней стороны носителя при ношении впитывающего изделия, такого как одноразовый подгузник. Передняя зона А и задняя зона В образуют часть для талии/бедер, соответствующую талии/бедрам носителя при ношении подгузника 1.
[0084]
Как проиллюстрировано на Фиг. 6, передний поясной клапан FA относится к зоне, образованной из зоны, которая расположена снаружи в продольном направлении Х от края передней части 23А впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны передней зоны А, и которая проходит в боковом направлении Y, и зоны, которая проходит в боковом направлении Y от передней части 23А впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны передней зоны А. Задний поясной клапан FB относится к зоне, образованной из зоны, которая расположена снаружи в продольном направлении Х от края задней части 23В впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны задней зоны В, и которая проходит в боковом направлении Y, и зоны, которая проходит в боковом направлении Y от задней части 23В впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны задней зоны В.
[0085]
Как проиллюстрировано на Фиг. 5 и 6, подгузник 1 включает в себя впитывающий узел 2 и наружный покрывающий элемент 3, который расположен со стороны не обращенной к коже поверхности впитывающего узла 2, и к которому прикреплен впитывающий узел 2. Наружный покрывающий элемент 3 включает в себя передний поясной клапан FA и задний поясной клапан FB, которые расположены соответственно снаружи от соответствующих концевых в продольном направлении Х, передней и задней частей 23А и 23В впитывающего элемента 23, образующего впитывающий узел 2, и которые проходят в боковом направлении Y. В подгузнике 1 эластифицированная зона (поясная эластифицированная часть G1 и расположенная ниже пояса, эластифицированная часть G2) образованы в каждом из переднего поясного клапана FA и заднего поясного клапана FB.
[0086]
Как проиллюстрировано на Фиг. 6, подгузник 1 представляет собой так называемый натягиваемый одноразовый подгузник (см. Фиг. 5), в котором два боковых шва S и S, отверстие WO для талии и два отверстия LO и LO для ног образованы посредством соединения обеих, а именно левой и правой, боковых краевых частей 3а1 и 3а1 наружного покрывающего элемента 3 в передней зоне А вместе с обеими, а именно левой и правой, боковыми краевыми частями 3b1 и 3b1 наружного покрывающего элемента 3 в задней зоне В. Как проиллюстрировано на Фиг. 6, на виде в плане подгузника 1 в расправленном и растянутом состоянии, наружный покрывающий элемент 3 подгузника 1 предпочтительно разделен на переднюю зону А, подлежащую размещению с передней стороны носителя при ношении, заднюю зону В, подлежащую размещению с задней стороны носителя при ношении, и промежностную зону С, расположенную между передней зоной А и задней зоной В. В данном документе «расправленное и растянутое состояние подгузника 1» относится к состоянию, в котором боковые швы S разорваны для перевода подгузника 1 в расправленное (развернутое) состояние и эластичные элементы в различных частях расправленного подгузника 1 растянуты так, что подгузник будет расправлен до его расчетного размера (размера, когда подгузник расправлен в плоскости в состоянии, в котором воздействие эластичных элементов полностью устранено), как проиллюстрировано на Фиг. 6.
[0087]
В данном описании «обращенная к коже поверхность» относится к поверхности подгузника 1 или его составляющего элемента (например, впитывающего узла 2), обращенной к стороне кожи носителя при ношении подгузника, в то время как «не обращенная к коже поверхность» относится к поверхности подгузника 1 или его составляющего элемента, которая обращена к стороне (то есть стороне предмета одежды), противоположной по отношению к коже носителя при ношении подгузника. В подгузнике 1 продольное направление Х представляет собой направление, соответствующее направлению, проходящему от передней стороны носителя к задней стороне через промежностную часть, и представляет собой направление, проходящее от передней зоны А к задней зоне В, когда подгузник 1 расправлен и растянут до плоского состояния. Боковое направление Y представляет собой направление, ортогональное к продольному направлению Х, и представляет собой направление ширины подгузника 1, когда он расправлен и растянут до плоского состояния. Подгузник 1 имеет лево-правую симметрию относительно продольной осевой линии CL1, проходящей в продольном направлении Х, как проиллюстрировано на Фиг. 6. На Фиг. 6 ссылочная позиция CL2 обозначает поперечную осевую линию, которая проходит в боковом направлении Y, разделяет подгузник 1 пополам и является ортогональной к продольной осевой линии CL1.
[0088]
Как проиллюстрировано на Фиг. 6, в подгузнике 1 впитывающий узел 2 имеет продолговатую форму, которая является относительно длинной в продольном направлении Х, когда подгузник 1 находится в расправленном и растянутом состоянии. Впитывающий узел 2 включает в себя проницаемый для жидкостей, верхний лист 21, образующий обращенную к коже поверхность, минимально проницаемый для жидкостей (или водоотталкивающий), задний лист 22, образующий не обращенную к коже поверхность и удерживающий жидкости, впитывающий элемент 23, расположенный между листами 21 и 22. Кроме того, как проиллюстрировано на Фиг. 6, обе боковые стороны впитывающего узла 2, которые проходят вдоль продольного направления Х (направления длины), соответственно предусмотрены с манжетами 24 и 24, защищающими от утечки, каждая из которых включает в себя эластичные элементы, размещенные в состоянии, в котором они растянуты в продольном направлении Х. Более конкретно, каждая манжета 24, защищающая от утечки, образована из воздухопроницаемого и минимально проницаемого для жидкостей/водоотталкивающего материала, и вблизи свободного конца каждой манжеты 24, защищающей от утечки, эластичные элементы 25, образующие манжету, защищающую от утечки, размещены в состоянии, в котором они растянуты в продольном направлении Х. При ношении подгузника стягивание эластичных элементов 25, образующих манжеты, защищающие от утечки, вызывает подъем стороны, соответствующей свободному концу обеих манжет 24, защищающих от утечки, что препятствует вытеканию выделяемой организмом, текучей среды в боковом направлении Y.
[0089]
Как проиллюстрировано на Фиг. 6, впитывающий узел 2, имеющий вышеописанную конфигурацию, присоединен посредством адгезива для фиксации узла к центральной части наружного покрывающего элемента 3 так, что продольное направление впитывающего узла соответствует продольному направлению Х подгузника 1 в расправленном и растянутом состоянии. Как описано выше, по отношению к направлению толщины одноразового подгузника 1 наружный покрывающий элемент 3 расположен со стороны не обращенной к коже поверхности заднего листа 22, образующего впитывающий узел 2, и присоединен/прикреплен к не обращенной к коже стороне поверхности заднего листа 22. Таким образом, в подгузнике 1 впитывающий элемент 23, образующий впитывающий узел 2, расположен так, что он проходит между передней зоной А и задней зоной В.
[0090]
Как проиллюстрировано на Фиг. 6, в подгузнике 1 наружный покрывающий элемент 3 включает в себя передний поясной клапан FA и задний поясной клапан FB, которые расположены соответственно снаружи в продольном направлении Х от соответствующих передней и задней концевых частей 23А и 23В впитывающего элемента 23, и которые проходят в боковом направлении Y. Кроме того, как проиллюстрировано на Фиг. 5-7, наружный покрывающий элемент 3 включает в себя наружный лист 6 на стороне не обращенной к коже поверхности и образующей наружную поверхность подгузника 1, и внутренний лист 3i, расположенный с обращенной к коже стороны поверхности наружного листа 6. Наружный лист 6 имеет загнутую часть 6R, образованную посредством загибания выступающей части наружного листа, выступающей от определяемого в продольном направлении Х, переднего или заднего конца внутреннего листа 3i, по направлению к обращенной к коже стороне поверхности внутреннего листа 3i. Как проиллюстрировано на Фиг. 6, загнутая часть 6R наружного листа 6 образована с прямоугольной формой, удлиненной в боковом направлении Y. Каждая из передней и задней концевых частей 23А и 23В впитывающего узла 2 закрыта загнутой частью 6R.
[0091]
Как описано выше, подгузник 1 включает в себя переднюю зону А и заднюю зону В в качестве части для талии/бедер, которая соответствует талии/бедрам носителя при ношении подгузника. Как проиллюстрировано на Фиг. 6, каждая из зон А и В включает в себя по меньшей мере поясную эластифицированную часть G1 и расположенную ниже пояса, эластифицированную часть G2, образованные в виде эластифицированной зоны. Кроме того, могут быть образованы эластифицированные части G3 для ног. Более конкретно, наружный покрывающий элемент 3 включает в себя в каждой из зон А и В множество эластичных элементов 71, предусмотренных между наружным листом 6 и внутренним листом 3i, образующими наружный покрывающий элемент 3, при этом эластичные элементы предусмотрены в состоянии, в котором они растянуты в боковом направлении Y, и размещены с промежутками в продольном направлении Х. Таким образом, поясная эластифицированная часть G1 и расположенная ниже пояса, эластифицированная часть G2 формируются в виде эластифицированной зоны, обладающей растяжимостью в боковом направлении Y, в каждой из зон А и В. Кроме того, наружный покрывающий элемент 3 включает в себя множество эластичных элементов 72 для ног, проходящих от каждой из зон А и В до промежностной зоны С и предусмотренных между наружным листом 6 и внутренним листом 3i в состоянии, в котором эластичные элементы 72 растянуты в заданном направлении. Таким образом, эластифицированные части G3 для ног могут быть сформированы в виде эластифицированной зоны в зонах А, В и С.
[0092]
В подгузнике 1, проиллюстрированном на Фиг. 5 и 6, поясная эластифицированная часть G1 образована в клапане, концевом в продольном направлении Х, который расположен дальше снаружи в продольном направлении Х (то есть со стороны, противоположной по отношению к поперечной осевой линии CL2), чем край каждой из концевых в продольном направлении Х, передней и задней частей 23А и 23В впитывающего элемента 23, образующего впитывающий узел 2. Кроме того, в подгузнике 1 расположенная ниже пояса, эластифицированная часть G2 образована в боковых клапанах, расположенных в продольном направлении Х между нижним концом поясной эластифицированной части G1, расположенным со стороны поперечной осевой линии CL2, и соответствующими нижними концами боковых швов S. Каждый из вышеупомянутых заднего поясного клапана FB и переднего поясного клапана FA также представляют собой зону, образованную из концевого клапана (поясной эластифицированной части G1) и части боковых клапанов (расположенной ниже пояса, эластифицированной части G2). Кроме того, в подгузнике 1, проиллюстрированном на Фиг. 5 и 6, эластифицированная часть G3 для ноги образована вдоль периферийной краевой части каждого отверстия LO для ноги.
[0093]
Как проиллюстрировано на Фиг. 5-7, подгузник 1 включает в себя потовпитывающий лист 10 (см. Фиг. 1), способный впитывать пот. Данный потовпитывающий лист 10 представляет собой многослойный нетканый материал 10, который представляет собой вышеуказанный вариант осуществления многослойного нетканого материала согласно настоящему изобретению. Потовпитывающий лист 10 расположен так, что вторая поверхность 10b (наружная поверхность гидрофобного второго слоя 12) обращена к стороне кожи носителя.
[0094]
В подгузнике 1 потовпитывающий лист 10 предназначен для впитывания пота в основном в зоне талии/бедер носителя и расположен в вышеупомянутой части для талии/бедер. Более конкретно, потовпитывающий лист 10 расположен в эластифицированной зоне части для талии/бедер. То есть потовпитывающий лист 10 имеет форму, которая является удлиненной - более конкретно, прямоугольной (непрерывной) - в одном направлении на виде в плане, как проиллюстрировано на Фиг. 6, расположен на определяемой в боковом направлении Y, всей длине каждой из передней зоны А и задней зоны В, образующих часть для талии/бедер, - при этом направление длины листа соответствует боковому направлению Y, - и расположен так, что он охватывает по меньшей мере поясную эластифицированную часть G1 и расположенную ниже пояса, эластифицированную часть G2. Более подробно, потовпитывающий лист 10 присоединен к обращенной к коже поверхности загнутой части 6R наружного листа 6 с помощью известного средства соединения, такого как адгезив, термосварка или ультразвуковая сварка. Загнутая часть 6R расположена ближе к коже носителя, чем впитывающий элемент 23, при ношении подгузника 1 (см. Фиг. 7), и, таким образом, потовпитывающий лист 10, размещенный на обращенной к коже поверхности загнутой части 6R, будет расположен ближе к коже носителя, чем впитывающий элемент 23, при ношении подгузника 1 и, следовательно, может входить в контакт с кожей носителя.
[0095]
В подгузнике 1, имеющем вышеуказанную конфигурацию, потовпитывающий лист 10 (многослойный нетканый материал 10), имеющий функцию впитывания пота, расположен ближе всего к коже носителя, носящего подгузник 1, со стороны обращенной к коже поверхности каждой из передней зоны А и задней зоны В, образующих часть для талии/бедер, и зона, в которой расположен потовпитывающий лист 10, представляет собой эластифицированную зону, которая включает в себя поясную эластифицированную часть G1 и расположенную ниже пояса, эластифицированную часть G2 и обладает растяжимостью в боковом направлении Y. Таким образом, при ношении подгузника 1 стягивание, вызываемое стягивающим усилием, создаваемым эластифицированной зоной, создает возможность контакта гидрофобной второй поверхности 10b (см. Фиг. 1) потовпитывающего листа 10 с кожей носителя при очень хорошей прилегаемости и возможность быстрого впитывания пота, выделяющегося из кожи. Кроме того, даже после впитывания пота лист не становится липким и имеет очень хорошую текстуру на ощупь. Таким образом, потовпитывающий лист 10 (многослойный нетканый материал 10) может быть использован соответствующим образом в качестве листа для впитывающего изделия.
[0096]
Как описано выше, в подгузнике 1 потовпитывающий лист 10 (многослойный нетканый материал 10) расположен в эластифицированной зоне, и поэтому по соображениям, связанным с повышением способности к прилеганию к коже носителя, предпочтительно, чтобы потовпитывающий лист 10 также обладал растяжимостью в том же направлении, что и эластифицированная зона, - то есть в боковом направлении Y. По этим соображениям предпочтительно, чтобы эластичный элемент (растягивающийся элемент), обладающий растяжимостью в боковом направлении Y, был размещен между первым слоем 11 и вторым слоем 12 потовпитывающего листа 10. Эластичный элемент представляет собой эластичный элемент, подобный описанному выше.
[0097]
Ниже описаны материалы для образования различных частей подгузника 1. Для верхнего листа 21, заднего листа 22, впитывающего элемента 23, манжет 24, защищающих от утечки, и т.д., образующих впитывающий узел 2, можно использовать без особого ограничения материалы различных типов, обычно используемые во впитывающих изделиях, таких как одноразовые подгузники. Например, для верхнего листа 21 можно использовать, например, нетканый материал с однослойной или многослойной структурой или пористую пленку. Для заднего листа 22 можно использовать, например, влагопроницаемую полимерную пленку. Для впитывающего элемента 23 можно использовать впитывающую сердцевину, образованную частицами впитывающего полимера и волокнистыми материалами, при этом впитывающая сердцевина закрыта тонкой бумагой. Для манжет 24, защищающих от утечки, можно использовать, например, водоотталкивающий нетканый материал с однослойной или многослойной структурой. Для различных эластичных элементов (эластичных элементов 25, образующих манжеты, защищающие от утечки, эластичных элементов 71, эластичных элементов 72 для ног и т.д.) можно использовать, например, синтетический каучук, такой как бутадиенстирольный, бутадиеновый, изопреновый или неопреновый, натуральный каучук, сополимер этилена и винилацетата (EVA), растяжимые полиолефины или полиуретан. Что касается форм эластичных элементов, то можно предпочтительно использовать нитевидные элементы (резиновые нити), имеющие прямоугольную, квадратную, круглую, эллиптическую или многоугольную форму поперечного сечения, или лентообразные элементы (резиновые ленты). В качестве средства соединения, которое соединяет составляющие элементы подгузника 1 вместе, можно использовать один из различных типов адгезивов, такой как термоплавкий адгезив, обычно используемый для впитывающих изделий данных типов.
[0098]
Настоящее изобретение было описано выше в соответствии с вариантами его осуществления, но настоящее изобретение не ограничено вышеприведенными вариантами осуществления и может быть модифицировано соответствующим образом.
Например, в подгузнике 1 многослойный нетканый материал 10 используется в качестве потовпитывающего листа, но многослойный нетканый материал 10 может быть использован во впитывающем изделии по настоящему изобретению в качестве другого составляющего элемента, отличного от потовпитывающего листа, при условии, что вторая поверхность (гидрофобная поверхность, имеющая межслойные соединенные части) расположена так, что она обращена к стороне кожи носителя. Даже в случаях, когда многослойный нетканый материал используется в качестве потовпитывающего листа, место для размещения данного листа не ограничено местом, в котором потовпитывающий лист 10 расположен в подгузнике 1. Примером другого применения многослойного нетканого материала является его применение в качестве верхнего листа, который расположен ближе к коже носителя, чем впитывающий элемент. То есть в подгузнике 1 многослойный нетканый материал 10 может быть использован в качестве верхнего листа 21. Таким образом, многослойный нетканый материал 10 может быть использован соответствующим образом в качестве листа для впитывающего изделия.
[0099]
Как проиллюстрировано на Фиг. 6, наружный покрывающий элемент 3 подгузника 1 включает в себя эластичные элементы 71, размещенные между наружным листом 6 и внутренним листом 3i, но эластичные элементы 71 необязательно должны быть предусмотрены. В случаях формирования эластифицированной зоны без эластичных элементов 71 растяжимый нетканый материал, обладающий способностью к растягиванию в боковом направлении Y, может быть использован в качестве компонента наружного покрывающего элемента 3.
Как проиллюстрировано на Фиг. 6, в подгузнике 1 наружный покрывающий элемент 3 имеет непрерывную форму и проходит через переднюю зону А, промежностную зону С и заднюю зону В, но вместо этого наружный покрывающий элемент 3 может иметь форму, при которой наружный покрывающий элемент 3 разделен на передний наружный покрывающий элемент, подлежащий размещению с передней стороны носителя, и задний наружный покрывающий элемент, подлежащий размещению с задней стороны носителя. В альтернативном варианте наружный покрывающий элемент 3 может иметь форму, при которой наружный покрывающий элемент 3 разделен на передний наружный покрывающий элемент, задний наружный покрывающий элемент и промежностный наружный покрывающий элемент, расположенный между передним наружным покрывающим элементом и задним наружным покрывающим элементом. В случаях, в которых наружный покрывающий элемент 3 имеет разделенную форму, вышеуказанный многослойный нетканый материал предпочтительно включен в по меньшей мере один из переднего наружного покрывающего элемента и заднего наружного покрывающего элемента, более предпочтительно, по меньшей мере в задний наружный покрывающий элемент.
Впитывающее изделие согласно настоящему изобретению не ограничено натягиваемым одноразовым подгузником, подобным вышеуказанному подгузнику 1, и также применимо вообще для изделий, которые используются для впитывания выделяемой организмом, текучей среды, и применимо, например, для одноразовых подгузников раскрываемого типа и гигиенических прокладок.
Применение потовпитывающего листа по настоящему изобретению не ограничено применением для вышеупомянутых впитывающих изделий, и он может быть применен для изделий, отличных от впитывающих изделий. Например, потовпитывающий лист по настоящему изобретению может быть использован как есть в качестве листа, используемого пользователем для вытирания пота. Другие примеры применения включают стельки для подошв, подмышечные прокладки для впитывания пота, глазные маски и лицевые маски; при размещении потовпитывающего листа по настоящему изобретению так, чтобы он был обращен к стороне кожи носителя, пот, выделяющийся из подошв, подмышек или лица, может быть быстро впитан. Кроме того, применение для лицевых масок и т.д., которые удерживаются в контакте с кожей даже после впитывания пота, предотвращает прилипание к коже и обеспечивает отличную текстуру на ощупь.
В отношении вышеприведенных вариантов осуществления настоящего изобретения также раскрыты нижеуказанные дополнительные признаки.
[0100]
{1} Впитывающее изделие, содержащее многослойный нетканый материал, имеющий многослойную структуру, в которой множество волокнистых слоев наложены друг на друга, при этом:
многослойный нетканый материал имеет первую поверхность, образующую одну поверхность, и вторую поверхность, образующую другую поверхность, и многослойный нетканый материал включает в себя гидрофильный первый слой, образующий первую поверхность, и гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя;
первый слой включает в себя волокна, не поддающиеся скреплению методом сплавления;
второй слой образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна;
многослойный нетканый материал включает в себя в некоторых частях на виде в плане многослойного нетканого материала межслойные соединенные части, в которых слои, образующие многослойную структуру, соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть;
участок, включающий в себя межслойную соединенную часть, заглублен в виде углубления от стороны второй поверхности по направлению к стороне первой поверхности;
составляющие волокна первого слоя в межслойной соединенной части сохранены в виде волокон;
составляющие волокна второго слоя в межслойной соединенной части расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя и затвердевает;
многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя; и
впитывающее изделие включает в себя часть для талии/бедер, соответствующую талии/бедрам носителя, и многослойный нетканый материал расположен в части для талии/бедер.
[0101]
{2} Впитывающее изделие по пункту {1}, в котором в части, перекрывающей межслойную соединенную часть в направлении толщины многослойного нетканого материала, первый слой имеет часть, в которую вошла расплавленная составляющая смола второго слоя, и часть, в которую не вошла расплавленная составляющая смола.
{3} Впитывающее изделие по пункту {1} или {2}, в котором:
второй слой включает в себя в некоторых частях на виде в плане многослойного нетканого материала сплавленные соединенные части, в которых волокна, поддающиеся скреплению методом сплавления, соединены вместе; и
сплавленные соединенные части образуют часть второго слоя в соответствующей межслойной соединенной части.
{4} Впитывающее изделие по любому из пунктов {1}-{3}, при этом:
впитывающее изделие включает в себя эластифицированную зону в части для талии/бедер; и
многослойный нетканый материал расположен в эластифицированной зоне.
{5} Впитывающее изделие по любому из пунктов {1}-{4}, при этом:
впитывающее изделие включает в себя удерживающий жидкости впитывающий элемент; и
многослойный нетканый материал расположен в месте, более близком к коже носителя, чем впитывающий элемент.
{6} Впитывающее изделие по любому из пунктов {1}-{5}, при этом:
впитывающее изделие включает в себя впитывающий узел, включающий в себя удерживающий жидкости, впитывающий элемент, и наружный покрывающий элемент, прикрепленный к не обращенной к коже стороне поверхности впитывающего узла;
наружный покрывающий элемент включает в себя передний наружный покрывающий элемент, подлежащий размещению с передней стороны носителя, и задний наружный покрывающий элемент, подлежащий размещению с задней стороны;
по меньшей мере задний наружный покрывающий элемент включает в себя многослойный нетканый материал; и
многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя.
{7} Впитывающее изделие по любому из пунктов {1}-{6}, в котором суммарная поверхностная плотность первого слоя и второго слоя многослойного нетканого материала предпочтительно составляет 11 г/м2 или более, более предпочтительно 14 г/м2 или более и предпочтительно 55 г/м2 или менее, более предпочтительно 50 г/м2 или менее.
{8} Впитывающее изделие по любому из пунктов {1}-{7}, в котором первый слой многослойного нетканого материала имеет поверхностную плотность от 8 до 40 г/м2.
{9} Впитывающее изделие по любому из пунктов {1}-{8}, в котором поверхностная плотность первого слоя многослойного нетканого материала предпочтительно составляет 8 г/м2 или более, более предпочтительно 11 г/м2 или более и предпочтительно 40 г/м2 или менее, более предпочтительно 35 г/м2 или менее.
{10} Впитывающее изделие по любому из пунктов {1}-{9}, в котором второй слой многослойного нетканого материала имеет поверхностную плотность от 3 до 25 г/м2.
[0102]
{11} Впитывающее изделие по любому из пунктов {1}-{10}, в котором поверхностная плотность второго слоя многослойного нетканого материала предпочтительно составляет 3 г/м2 или более, более предпочтительно 5 г/м2 или более и предпочтительно 25 г/м2 или менее, более предпочтительно 15 г/м2 или менее, еще более предпочтительно 13 г/м2 или менее.
{12} Впитывающее изделие по любому из пунктов {1}-{11}, в котором:
общая площадь межслойных соединенных частей многослойного нетканого материала составляет 15% или менее от всей площади многослойного нетканого материала; и
площадь одной межслойной соединенной части составляет 1 мм2 или менее.
{13} Впитывающее изделие по любому из пунктов {1}-{12}, в котором выраженная в процентах доля площади межслойных соединенных частей предпочтительно составляет 5% или более, более предпочтительно 6% или более и предпочтительно 15% или менее, более предпочтительно 12% или менее.
{14} Впитывающее изделие по любому из пунктов {1}-{13}, в котором площадь одной межслойной соединенной части на второй поверхности предпочтительно составляет 0,1 мм2 или более, более предпочтительно 0,15 мм2 или более и предпочтительно 1 мм2 или менее, более предпочтительно 0,8 мм2 или менее.
{15} Впитывающее изделие по любому из пунктов {1}-{14}, в котором:
первый слой многослойного нетканого материала образован в основном волокнами, не поддающимися скреплению методом сплавления; и
волокна, не поддающиеся скреплению методом сплавления, составляют по меньшей мере 50% от составляющих волокон первого слоя.
{16} Впитывающее изделие по любому из пунктов {1}-{15}, в котором волокна, не поддающиеся скреплению методом сплавления, представляют собой натуральные волокна, гидратцеллюлозные волокна или полусинтетические волокна.
{17} Впитывающее изделие по любому из пунктов {1}-{16}, в котором волокна, не поддающиеся скреплению методом сплавления, представляют собой короткие волокна.
{18} Впитывающее изделие по любому из пунктов {1}-{17}, в котором составляющие волокна первого слоя имеют более короткое межволоконное расстояние, чем во втором слое.
{19} Впитывающее изделие по пункту {18}, в котором соотношение (L2/L1) между межволоконным расстоянием L1 между составляющими волокнами первого слоя и межволоконным расстоянием L2 между составляющими волокнами второго слоя предпочтительно составляет 1,1 или более, более предпочтительно 10 или более и предпочтительно 70 или менее, более предпочтительно 50 или менее.
{20} Впитывающее изделие по пункту {18} или {19}, в котором межволоконное расстояние L1 между составляющими волокнами первого слоя предпочтительно составляет 5 мкм или более, более предпочтительно 7 мкм или более и предпочтительно 100 мкм или менее, более предпочтительно 80 мкм или менее.
[0103]
{21} Впитывающее изделие по любому из пунктов {18}-{20}, в котором межволоконное расстояние L2 между составляющими волокнами второго слоя предпочтительно составляет 7 мкм или более, более предпочтительно 10 мкм или более и предпочтительно 200 мкм или менее, более предпочтительно 150 мкм или менее.
{22} Впитывающее изделие по любому из пунктов {1}-{21}, в котором составляющие волокна первого слоя многослойного нетканого материала имеют меньший диаметр волокон, чем составляющие волокна второго слоя.
{23} Впитывающее изделие по пункту {22}, в котором отношение (D1/D2) диаметра D1 волокон, представляющих собой составляющие волокна первого слоя, к диаметру D2 волокон, представляющих собой составляющие волокна второго слоя, предпочтительно составляет 0,05 или более, более предпочтительно 0,06 или более и предпочтительно 0,9 или менее, более предпочтительно 0,8 или менее.
{24} Впитывающее изделие по пункту {22} или {23}, в котором диаметр D1 волокон, представляющих собой составляющие волокна первого слоя, предпочтительно составляет 0,5 мкм или более, более предпочтительно 1 мкм или более и предпочтительно 30 мкм или менее, более предпочтительно 20 мкм или менее.
{25} Впитывающее изделие по любому из пунктов {22}-{24}, в котором диаметр D2 волокон, представляющих собой составляющие волокна второго слоя, предпочтительно составляет 3 мкм или более, более предпочтительно 5 мкм или более и предпочтительно 40 мкм или менее, более предпочтительно 30 мкм или менее.
{26} Впитывающее изделие по любому из пунктов {1}-{25}, в котором составляющие волокна первого слоя многослойного нетканого материала со стороны второй поверхности имеют более высокую степень гидрофильности, чем составляющие волокна на стороне первой поверхности первого слоя.
{27} Впитывающее изделие по любому из пунктов {1}-{26}, в котором составляющие волокна на стороне первого слоя многослойного нетканого материала со стороны второй поверхности, имеют более короткое межволоконное расстояние, чем составляющие волокна на стороне первой поверхности первого слоя.
{28} Впитывающее изделие по пункту {27}, в котором межволоконное расстояние L1a между составляющими волокнами на стороне первой поверхности первого слоя предпочтительно составляет 10 мкм или более, более предпочтительно 15 мкм или более и предпочтительно 100 мкм или менее, более предпочтительно 80 мкм или менее.
{29} Впитывающее изделие по пункту {27} или {28}, в котором межволоконное расстояние L1b между составляющими волокнами первого слоя со стороны второй поверхности, предпочтительно составляет 5 мкм или более, более предпочтительно 7 мкм или более и предпочтительно 80 мкм или менее, более предпочтительно 70 мкм или менее.
{30} Впитывающее изделие по любому из пунктов {1}-{29}, в котором составляющие волокна первого слоя со стороны второй поверхности, имеют меньший диаметр волокон, чем составляющие волокна на стороне первой поверхности первого слоя.
[0104]
{31} Впитывающее изделие по пункту {30}, в котором диаметр волокон, представляющих собой составляющие волокна на стороне первой поверхности первого слоя, предпочтительно составляет 3 мкм или более, более предпочтительно 5 мкм или более и предпочтительно 30 мкм или менее, более предпочтительно 25 мкм или менее.
{32} Впитывающее изделие по пункту {30} или {31}, в котором диаметр волокон, представляющих собой составляющие волокна первого слоя со стороны второй поверхности, предпочтительно составляет 0,5 мкм или более, более предпочтительно 1 мкм или более и предпочтительно 25 мкм или менее, более предпочтительно 20 мкм или менее.
{33} Впитывающее изделие по любому из пунктов {1}-{32}, в котором эластичный элемент размещен между множеством волокнистых слоев многослойного нетканого материала.
{34} Впитывающее изделие по любому из пунктов {1}-{33}, в котором один или оба из первого слоя и второго слоя многослойного нетканого материала обладает/обладают способностью к растягиванию в направлении ширины, ортогональном к продольному направлению впитывающего изделия.
{35} Впитывающее изделие по любому из пунктов {1}-{34}, в котором первый слой включает в себя по меньшей мере 50% масс. гидрофильных волокон.
{36} Впитывающее изделие по любому из пунктов {1}-{35}, в котором второй слой образован в основном гидрофобными волокнами и включает в себя по меньшей мере 90% масс. гидрофобных волокон.
{37} Впитывающее изделие по любому из пунктов {1}-{36}, в котором:
угол контакта составляющих волокон второго слоя больше угла контакта составляющих волокон первого слоя; и
угол контакта составляющих волокон второго слоя предпочтительно составляет 95 градусов или более, более предпочтительно 100 градусов или более и предпочтительно 150 градусов или менее, более предпочтительно 130 градусов или менее.
{38} Впитывающее изделие по любому из пунктов {1}-{37}, в котором:
угол контакта составляющих волокон первого слоя меньше угла контакта составляющих волокон второго слоя; и
угол контакта составляющих волокон первого слоя предпочтительно составляет 5 градусов или более, более предпочтительно 10 градусов или более и предпочтительно 88 градусов или менее, более предпочтительно 85 градусов или менее.
{39} Впитывающее изделие по любому из пунктов {1}-{38}, в котором:
помимо межслойных соединенных частей первый слой включает в себя уплотненные части, образованные посредством сильного уплотнения/увеличения плотности расположения составляющих волокон первого слоя, при этом каждая из уплотненных частей имеет меньшую толщину, чем периферийная часть; и
площадь одной уплотненной части предпочтительно составляет 0,1 мм2 или более, более предпочтительно 0,15 мм2 или более и предпочтительно 1 мм2 или менее, более предпочтительно 0,8 мм2 или менее.
[0105]
{40} Потовпитывающий лист, имеющий многослойную структуру, в которой множество волокнистых слоев наложены друг на друга, при этом потовпитывающий лист имеет первую поверхность и вторую поверхность, расположенную со стороны, противоположной по отношению к первой поверхности, при этом потовпитывающий лист используется при второй поверхности, обращенной к стороне кожи носителя, при этом потовпитывающий лист содержит:
гидрофильный первый слой, образующий первую поверхность; и
гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя, при этом:
первый слой включает в себя волокна, не поддающиеся скреплению методом сплавления;
второй слой образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна;
потовпитывающий лист включает в себя в некоторых частях на виде в плане потовпитывающего листа межслойные соединенные части, в которых слои, образующие многослойную структуру, соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть;
участок, включающий в себя межслойную соединенную часть, заглублен в виде углубления от стороны второй поверхности по направлению к стороне первой поверхности;
составляющие волокна первого слоя в межслойной соединенной части сохранены в виде волокон; и
составляющие волокна второго слоя в межслойной соединенной части расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя и затвердевает.
Промышленная применимость
[0106]
В соответствии с настоящим изобретением предложены впитывающее изделие и потовпитывающий лист, которые вряд ли будут вызывать повторное смачивание и которые обладают очень хорошей способностью к впитыванию выделяемой организмом текучей среды, такой как пот и моча.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ПОТОВПИТЫВАЮЩИЙ ЛИСТ | 2017 |
|
RU2713963C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2771305C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2018 |
|
RU2740088C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2744228C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716189C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716314C1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2017 |
|
RU2753916C2 |
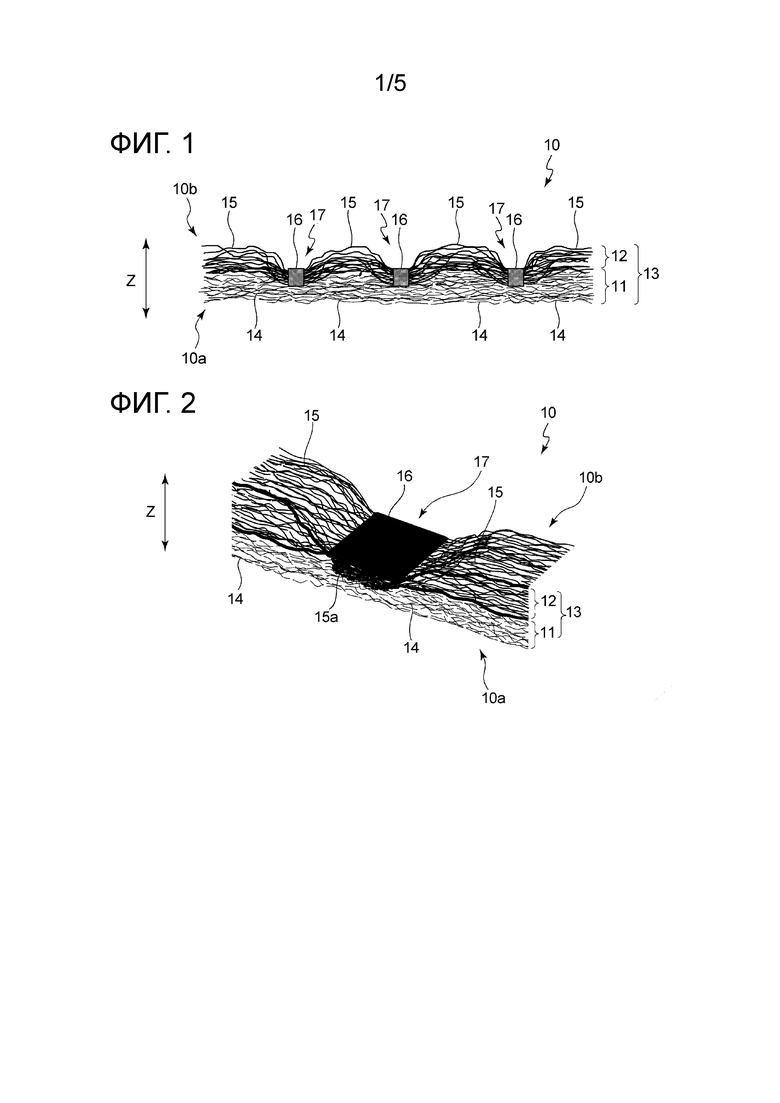
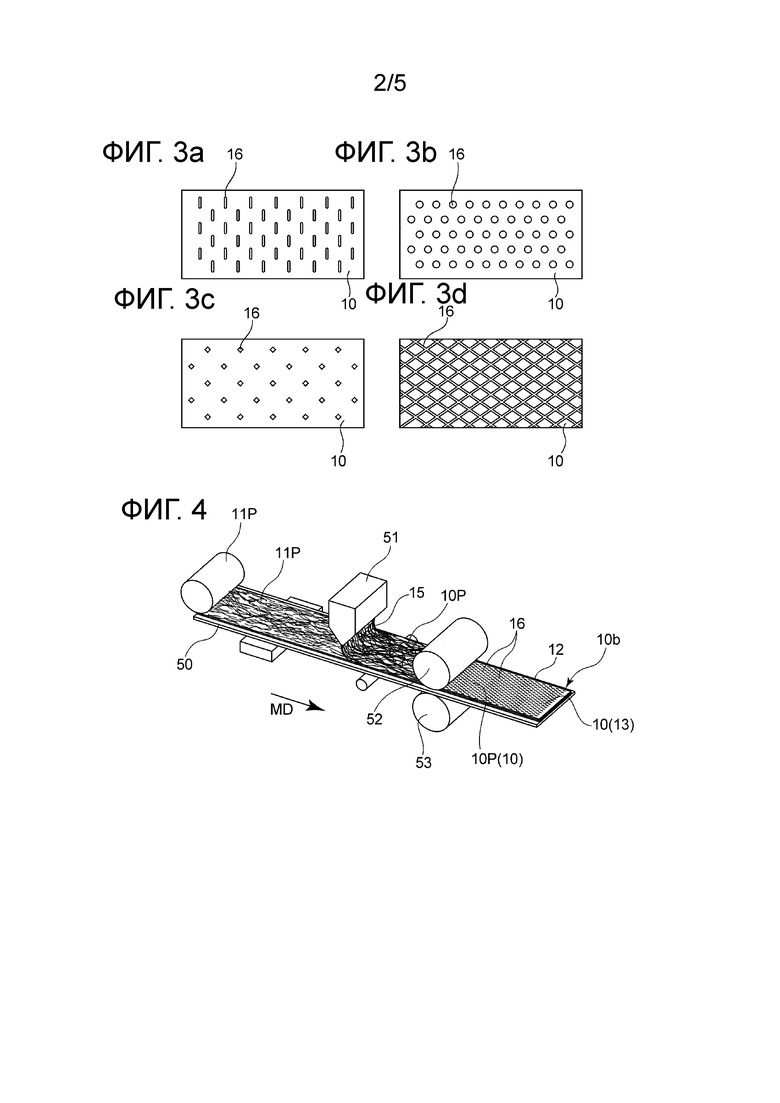
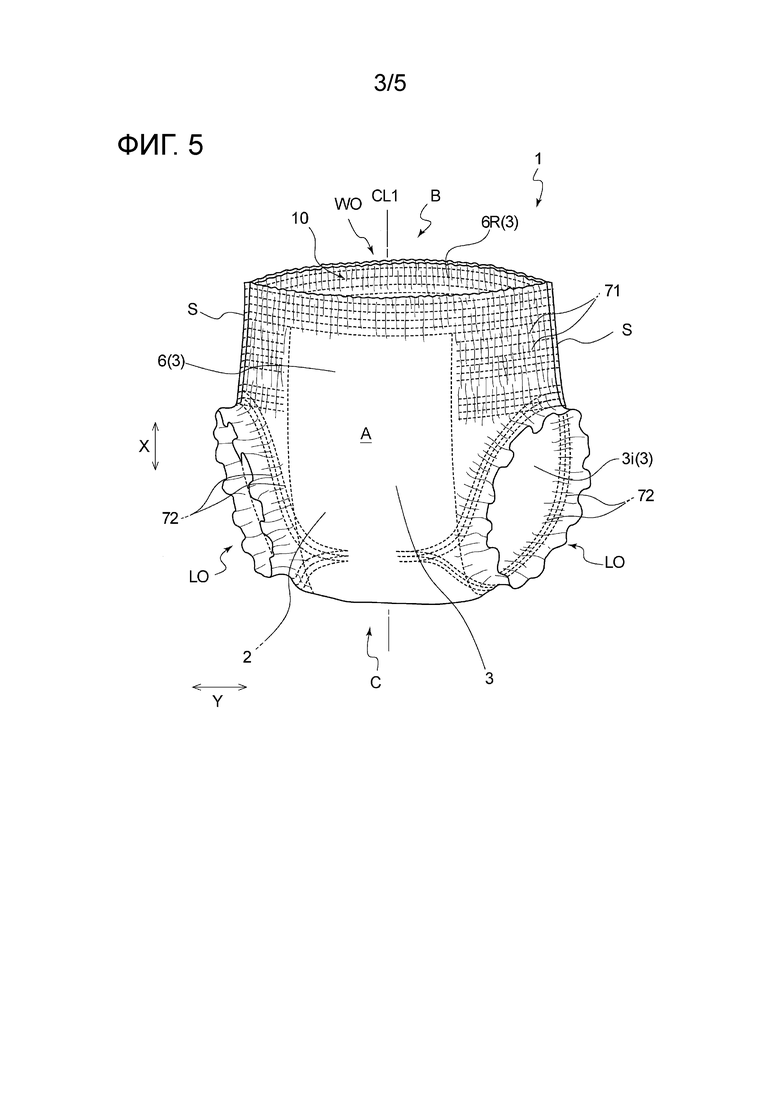


Многослойный нетканый материал (10) впитывающего изделия (1) по настоящему изобретению включает в себя гидрофильный первый слой (11) и гидрофобный второй слой (12). Первый слой (11) включает в себя волокна, не поддающиеся скреплению методом сплавления. Второй слой (12) образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна. Многослойный нетканый материал (10) включает в себя в некоторых частях на виде в плане межслойные соединенные части (16), в которых слои, образующие многослойную структуру (13), соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть. Участок, включающий в себя межслойную соединенную часть (16), заглублен в виде углубления от стороны второй поверхности (10b) по направлению к стороне первой поверхности (10а). В межслойной соединенной части (16) составляющие волокна первого слоя (11) сохранены в виде волокон и составляющие волокна (15) второго слоя (12) расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя (11) и затвердевает. Многослойный нетканый материал (10) расположен в части впитывающего изделия (1), предназначенной для талии/бедер, так, что вторая поверхность (10b) обращена к стороне кожи носителя.
1. Впитывающее изделие, содержащее многослойный нетканый материал, имеющий многослойную структуру, в которой множество волокнистых слоев наложены друг на друга, при этом:
многослойный нетканый материал имеет первую поверхность, образующую одну поверхность, и вторую поверхность, образующую другую поверхность, и многослойный нетканый материал включает в себя гидрофильный первый слой, образующий первую поверхность, и гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя;
первый слой включает в себя волокна, не поддающиеся скреплению методом сплавления;
второй слой образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна;
многослойный нетканый материал включает в себя в некоторых частях на виде в плане многослойного нетканого материала межслойные соединенные части, в которых слои, образующие многослойную структуру, соединены вместе, причем каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть;
участок, включающий в себя межслойную соединенную часть, заглублен в виде углубления от стороны второй поверхности по направлению к стороне первой поверхности;
составляющие волокна первого слоя в межслойной соединенной части сохранены в виде волокон;
составляющие волокна второго слоя в межслойной соединенной части расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя и затвердевает;
многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя;
впитывающее изделие включает в себя часть для талии/бедер, соответствующую талии/бедрам носителя, и многослойный нетканый материал расположен в части для талии/бедер; и
составляющие волокна первого слоя многослойного нетканого материала со стороны второй поверхности имеют более высокую степень гидрофильности, чем составляющие волокна первого слоя со стороны первой поверхности.
2. Впитывающее изделие, содержащее многослойный нетканый материал, имеющий многослойную структуру, в которой множество волокнистых слоев наложены друг на друга, при этом:
многослойный нетканый материал имеет первую поверхность, образующую одну поверхность, и вторую поверхность, образующую другую поверхность, и многослойный нетканый материал включает в себя гидрофильный первый слой, образующий первую поверхность, и гидрофобный второй слой, расположенный со стороны второй поверхности относительно первого слоя;
первый слой включает в себя волокна, не поддающиеся скреплению методом сплавления;
второй слой образован в основном волокнами, поддающимися скреплению методом сплавления, которые представляют собой длинные волокна;
многослойный нетканый материал включает в себя в некоторых частях на виде в плане многослойного нетканого материала межслойные соединенные части, в которых слои, образующие многослойную структуру, соединены вместе, при этом каждая из межслойных соединенных частей имеет меньшую толщину, чем периферийная часть;
участок, включающий в себя межслойную соединенную часть, заглублен в виде углубления от стороны второй поверхности по направлению к стороне первой поверхности;
составляющие волокна первого слоя в межслойной соединенной части сохранены в виде волокон;
составляющие волокна второго слоя в межслойной соединенной части расплавлены, и часть расплавленной составляющей смолы проходит между составляющими волокнами первого слоя и затвердевает;
многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя;
впитывающее изделие включает в себя часть для талии/бедер, соответствующую талии/бедрам носителя, и многослойный нетканый материал расположен в части для талии/бедер; и
составляющие волокна первого слоя со стороны второй поверхности имеют меньший диаметр волокон, чем составляющие волокна на стороне первой поверхности первого слоя.
3. Впитывающее изделие по п. 1 или 2, в котором на участке перекрываия межслойной соединенной части в направлении толщины многослойного нетканого материала, первый слой имеет участок, в который вошла расплавленная составляющая смола второго слоя, и участок, в который не вошла расплавленная составляющая смола.
4. Впитывающее изделие по п. 1 или 2, в котором:
второй слой включает в себя в некоторых частях на виде в плане многослойного нетканого материала сплавленные соединенные части, в которых волокна, поддающиеся скреплению методом сплавления, соединены вместе; и
сплавленные соединенные части образуют участок второго слоя в соответствующей межслойной соединенной части.
5. Впитывающее изделие по п. 1 или 2, при этом:
впитывающее изделие включает в себя эластифицированную зону в части для талии/бедер; и
многослойный нетканый материал расположен в эластифицированной зоне.
6. Впитывающее изделие по п. 1 или 2, при этом:
впитывающее изделие включает в себя удерживающий жидкости впитывающий элемент; и
многослойный нетканый материал расположен в месте, более близком к коже носителя, чем впитывающий элемент.
7. Впитывающее изделие по п. 1 или 2, при этом:
впитывающее изделие включает в себя впитывающий узел, включающий в себя удерживающий жидкости впитывающий элемент и наружный покрывающий элемент, прикрепленный к не обращенной к коже стороне поверхности впитывающего узла;
наружный покрывающий элемент включает в себя передний наружный покрывающий элемент, подлежащий размещению с передней стороны носителя, и задний наружный покрывающий элемент, подлежащий размещению с задней стороны;
по меньшей мере задний наружный покрывающий элемент включает в себя многослойный нетканый материал; и
многослойный нетканый материал расположен так, что вторая поверхность обращена к стороне кожи носителя.
8. Впитывающее изделие по п. 1 или 2, в котором первый слой многослойного нетканого материала имеет поверхностную плотность от 8 до 40 г/м2.
9. Впитывающее изделие по п. 1 или 2, в котором второй слой многослойного нетканого материала имеет поверхностную плотность от 3 до 25 г/м2.
10. Впитывающее изделие по п. 1 или 2, в котором:
общая площадь межслойных соединенных частей многослойного нетканого материала составляет 15% или менее от всей площади многослойного нетканого материала; и
площадь одной межслойной соединенной части составляет 1 мм2 или менее.
11. Впитывающее изделие по п. 1 или 2, в котором:
первый слой многослойного нетканого материала образован в основном волокнами, не поддающимися скреплению методом сплавления; и
волокна, не поддающиеся скреплению методом сплавления, составляют по меньшей мере 50% от составляющих волокон первого слоя.
12. Впитывающее изделие по п. 1 или 2, в котором волокна, не поддающиеся скреплению методом сплавления, представляют собой короткие волокна.
13. Впитывающее изделие по п. 1 или 2, в котором составляющие волокна первого слоя имеют более короткое межволоконное расстояние, чем во втором слое.
14. Впитывающее изделие по п. 1 или 2, в котором составляющие волокна первого слоя многослойного нетканого материала имеют меньший диаметр волокон, чем составляющие волокна второго слоя.
15. Впитывающее изделие по п. 1 или 2, в котором составляющие волокна первого слоя многослойного нетканого материала со стороны второй поверхности имеют более короткое межволоконное расстояние, чем составляющие волокна первого слоя со стороны первой поверхности.
16. Впитывающее изделие по п. 1 или 2, в котором эластичный элемент размещен между множеством волокнистых слоев многослойного нетканого материала.
17. Впитывающее изделие по п. 1 или 2, в котором один или оба из первого слоя и второго слоя многослойного нетканого материала обладает/обладают способностью к растягиванию в направлении ширины, ортогональном к продольному направлению впитывающего изделия.
| JP 2017113188 A, 29.06.2017 | |||
| JP 2008246043 A, 16.10.2008 | |||
| JP 2017213360 A, 07.12.2017 | |||
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СОЕДИНЕННЫЕ МЕЖДУ СОБОЙ ЛЕНТЫ ДЛЯ ТАЛИИ И НОГ | 2015 |
|
RU2615261C1 |

