Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию, в котором используется многослойный нетканый материал, имеющий многослойную структуру, в которой множество слоев нетканых материалов наложены друг на друга.
Предшествующий уровень техники
[0002]
В типовых впитывающих изделиях, таких как одноразовые подгузники и гигиенические прокладки, нетканые материалы, имеющие многослойную структуру из двух или более слоев, нетканые материалы, поверхности которых имеют неровность, и так далее используются в качестве их компонентов. Например, в патентном документе 1 описано, что потовпитывающий лист, способный впитывать пот пользователя, расположен на части одноразового подгузника, которая контактирует с кожей пользователя, описано, что многослойный нетканый материал, который имеет многослойную структуру из гидрофобного нетканого материала и гидрофильного нетканого материала и в котором эти нетканые материалы соединены вместе в большом числе вдавленных частей, скрепленных методом сплавления, используется в качестве потовпитывающего листа, а также описано, что многослойный нетканый материал расположен так, что гидрофобный нетканый материал обращен к коже пользователя.
[0003]
В патентном документе 2 в качестве многослойного нетканого материала, пригодного в качестве компонента впитывающего изделия, описан лист нетканого материала, водопроницаемый в одном направлении, обладающий проницаемостью для жидкостей в направлении одной поверхности и не обладающий проницаемостью для жидкостей в противоположном направлении, а также описан - в качестве варианта осуществления листа нетканого материала, водопроницаемого в одном направлении, - нетканый материал, в котором, по меньшей мере, одному слою придана гидрофильность, и остальным слоям не придана гидрофильность. В патентном документе 2 в качестве способа изготовления многослойного нетканого материала также описан способ выполнения процесса скрепления методом сплавления посредством валиков для горячего тиснения на наложенных друг на друга слоях нетканого материала, а также описан - в качестве другого способа изготовления - способ осаждения длинных волокон, имеющих заданную тонину, непосредственно на фильерном нетканом материале и последующего выполнения или процесса перепутывания с помощью такого средства, как иглопробивание, водоструйная обработка или ультразвуковая сварка, или процесса скрепления методом сплавления посредством валиков для горячего тиснения.
[0004]
В патентном документе 3 в качестве функционального фильтра, предназначенного для использования при экстрагировании кофе и чая, описан многослойный нетканый материал, в котором внутренний слой из нетканого материала из гидрофобных микроволокон, и наружный слой из нетканого материала из синтетических волокон, к которому присоединено средство для придания гидрофильности, частично соединены друг с другом посредством адгезива или горячего тиснения.
Перечень ссылок
Патентные документы
[0005]
Патентный документ 1: JP 2004-298467 А
Патентный документ 2: JP 2006-51649 А
Патентный документ 3: JP 2002-233720 А
Сущность изобретения
[0006]
Согласно настоящему изобретению предложен многослойный нетканый материал, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна. Многослойная структура имеет первую поверхность, которая представляет собой поверхность многослойного нетканого материала, и вторую поверхность, которая представляет собой другую поверхность многослойного нетканого материала. Первая поверхность образована гидрофильным первым слоем. Гидрофобный второй слой расположен со стороны первого слоя, более близкой ко второй поверхности. Многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом. Первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей. Если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности.
[0007]
Согласно настоящему изобретению также предложен способ изготовления многослойного нетканого материала, имеющего многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, при этом слои, образующие многослойную структуру, сплавлены друг с другом в межслойных сплавленных частях. Способ изготовления многослойного нетканого материала по настоящему изобретению включает: этап получения многослойного элемента посредством перемещения гидрофильного базового нетканого материала, включающего в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна сплавлены друг с другом, и осаждения гидрофобных волокон, полученных формованием волокон из смолы, на перемещаемом базовом нетканом материале, и этап сплавления слоев друг с другом, заключающийся в нагреве многослойного элемента при одновременном частичном сдавливании многослойного элемента в направлении толщины для образования межслойных сплавленных частей посредством этого.
[0008]
Согласно настоящему изобретению предложено впитывающее изделие, включающее в себя многослойный нетканый материал, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна. Многослойная структура имеет первую поверхность, которая представляет собой поверхность многослойного нетканого материала, и вторую поверхность, которая представляет собой другую поверхность многослойного нетканого материала. Первая поверхность образована гидрофильным первым слоем. Гидрофобный второй слой расположен со стороны первого слоя, более близкой ко второй поверхности. Многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом. Первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей. Если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности. Многослойный нетканый материал расположен так, что вторая поверхность обращена к коже пользователя.
[0009]
Согласно настоящему изобретению предложен потовпитывающий лист, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, при этом потовпитывающий лист имеет первую поверхность и вторую поверхность, расположенную напротив первой поверхности, и потовпитывающий лист используется при второй поверхности, обращенной к коже пользователя. Первая поверхность образована гидрофильным первым слоем. Гидрофобный второй слой расположен со стороны первого слоя, более близкой ко второй поверхности. Многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом. Первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей. Если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности.
Краткое описание чертежей
[0010]
[Фиг.1] Фиг.1 представляет собой вид в разрезе, схематически иллюстрирующий сечение варианта осуществления многослойного нетканого материала согласно настоящему изобретению, выполненное вдоль направления толщины.
[Фиг.2] Фиг.2(а)-2(d) представляют собой виды, каждый из которых схематически иллюстрирует конфигурацию межслойных сплавленных частей согласно настоящему изобретению.
[Фиг.3] Фиг.3(а)-3(h) представляют собой виды, каждый из которых схематически иллюстрирует конфигурацию межволоконных сплавленных частей согласно настоящему изобретению.
[Фиг.4] Фиг.4(а)-4(d) представляют собой виды, каждый из которых схематически иллюстрирует конфигурацию сплавленных частей (межслойных сплавленных частей и межволоконных сплавленных частей) на первой поверхности многослойного нетканого материала согласно настоящему изобретению.
[Фиг.5] Фиг.5 представляет собой схематический чертеж варианта осуществления способа изготовления многослойного нетканого материала согласно настоящему изобретению.
[Фиг.6] Фиг.6 представляет собой схематический вид в перспективе натягиваемого одноразового подгузника в качестве варианта осуществления впитывающего изделия согласно настоящему изобретению.
[Фиг.7] Фиг.7 представляет собой развернутый вид в плане, схематически иллюстрирующий обращенную к коже поверхность (внутреннюю поверхность) подгузника, проиллюстрированного на фиг.6, в его плоско разложенном, нестянутом состоянии.
[Фиг.8] Фиг.8 представляет собой вертикальный вид в разрезе, схематически иллюстрирующий сечение, выполненное по линии I-I на фиг.7.
Описание вариантов осуществления
[0011]
Как описано в патентных литературных источниках 1-3, в случае многослойного нетканого материала, в котором множество листов из нетканого материала наложены друг на друга и соединены вместе в одно целое посредством горячего тиснения, затруднено снижение поверхностной плотности каждого слоя, образующего многослойную структуру, и особенно затруднено уменьшение поверхностной плотности гидрофобного слоя. Таким образом, многослойный нетканый материал имеет в целом большую поверхностную плотность и высокую жесткость, и при его использовании в качестве компонента впитывающего изделия комфортность при ношении может ухудшиться. В случае, когда гидрофобный слой расположен ближе всего к коже пользователя, многослойный нетканый материал обладает недостаточной способностью к впитыванию выделяемой организмом, текучей среды, такой как пот и моча.
[0012]
В качестве способа изготовления многослойного нетканого материала был известен способ, в котором волокна последовательно опускаются и осаждаются из множества формующих головок, расположенных с промежутками в машинном направлении (MD), и осажденные волокна подвергаются горячему тиснению для их соединения с выходной стороны формующей головки, расположенной дальше всего впереди в направлении MD. Многослойный нетканый материал, полученный так называемым прямым формованием волокон, имеет относительно малую поверхностную плотность и низкую жесткость. Таким образом, в случае, когда гидрофобный слой расположен ближе всего к коже пользователя, выделяемая организмом, текучая среда может быть впитана в части, окружающей тисненую часть гидрофобного слоя. Однако в части, окружающей тисненую часть, составляющие волокна гидрофильного слоя, соседнего с гидрофобным слоем, расположены плотно, и гидрофобный слой имеет относительно малую толщину, и поэтому существует вероятность того, что выделяемая организмом, текучая среда будет концентрироваться вокруг тисненой части, так что будет иметь место тенденция к возникновению потока жидкости в обратном направлении.
[0013]
Таким образом, настоящее изобретение относится к выполнению многослойного нетканого материала, имеющего высокую способность к впитыванию выделяемых организмом, текучих сред, таких как пот и моча, способу изготовления многослойного нетканого материала, впитывающему изделию и потовпитывающему листу.
[0014]
Настоящее изобретение будет описано далее со ссылкой на чертежи на основе предпочтительных вариантов его осуществления. Фиг.1 схематически иллюстрирует сечение многослойного нетканого материала 10 как одного варианта осуществления многослойного нетканого материала согласно настоящему изобретению, выполненное вдоль направления Z его толщины. Многослойный нетканый материал 10 имеет многослойную структуру 13 из волокнистых слоев, включающих в себя термопластичные волокна. Волокнистые слои, как правило, представляют собой слои, образующие нетканый материал, то есть однослойный нетканый материал (например, фильерный нетканый материал) или многослойный нетканый материал (например, нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом). Многослойная структура 13 имеет первую поверхность 10а, которая представляет собой поверхность (наружную поверхность) многослойного нетканого материала 10, и вторую поверхность 10b, которая представляет собой другую поверхность (наружную поверхность) многослойного нетканого материала 10 и расположена напротив первой поверхности 10а.
[0015]
Основным признаком многослойного нетканого материала 10 является то, что многослойная структура 13 имеет градиент степени гидрофильности (упоминаемый в дальнейшем как градиент степени гидрофильности) в направлении Z толщины. То есть в многослойной структуре 13 первая поверхность 10а образована гидрофильным первым слоем 11, включающим в себя гидрофильные волокна 14, и гидрофобный второй слой 12, включающий в себя гидрофобные волокна 15, расположен со стороны первого слоя 11, более близкой ко второй поверхности 10b. Эта конфигурация обеспечивает получение многослойной структуры 13 с градиентом степени гидрофильности, при котором «степень гидрофильности является относительно более высокой на стороне, направленной к первой поверхности 10а, чем на стороне, направленной ко второй поверхности 10b», и гидрофильный первый слой 11 предусмотрен с градиентом степени гидрофильности, при котором «степень гидрофильности является относительно низкой на стороне, направленной к первой поверхности 10а, и является относительно высокой на стороне, направленной ко второй поверхности 10b».
[0016]
В многослойном нетканом материале 10, проиллюстрированном на фиг.1, многослойная структура 13 представляет собой двухслойную структуру из гидрофильного первого слоя 11 и гидрофобного второго слоя 12. Первая поверхность 10а образована первым слоем 11 и является гидрофильной. Вторая поверхность 10b образована гидрофобным слоем 12 и является гидрофобной. В данном случае выражение «число слоев многослойной структуры 13 составляет два» относится к общему числу слоев, представляющих собой два слоя, имеющие разные форму или функции (то есть первый слой 11 и второй слой 12), и не соответствует строго числу слоев, представляющих собой волокнистые слои (нетканый материал). То есть, как описано позднее, каждый из первого слоя 11 и второго слоя 12 не является только нетканым материалом, имеющим однослойную структуру, но и также может представлять собой нетканый материал, имеющий многослойную структуру из двух или более слоев (например, нетканый материал со структурой SMS). Например, если первый слой 11 представляет собой нетканый материал со структурой SMS и второй слой 12 представляет собой нетканый материал, имеющий однослойную структуру, несмотря на то, что многослойная структура 13 представляет собой двухслойную структуру, включающую в себя первый слой 11 и второй слой 12, фактическое число слоев нетканого материала составляет в общей сложности четыре, в частности, три слоя в первом слое 11 и один слой во втором слое 12. То есть каждый из первого слоя 11 и второго слоя 12 может состоять из двух или более слоев.
[0017]
В настоящем изобретении степень гидрофильности волокнистых слоев (нетканого материала), которые представляют собой совокупность/скопление волокон, определена на основе угла контакта с водой, измеренного методом, описанным позднее. Если угол контакта составляет менее 90 градусов, волокнистый слой является гидрофильным, и, если угол контакта составляет 90 градусов или более, волокнистый слой является гидрофобным. По мере уменьшения угла контакта с водой, измеренного нижеприведенным методом, степень гидрофильности увеличивается (степень гидрофобности уменьшается), и по мере увеличения угла контакта степень гидрофильности уменьшается (степень гидрофобности увеличивается). В многослойной структуре 13 многослойного нетканого материала 10 угол контакта, измеренный нижеописанным методом, в гидрофильном первом слое 11 составляет менее 90 градусов, и угол контакта, измеренный нижеописанным методом, в гидрофобном втором слое 12 составляет 90 градусов или более.
[0018]
<Метод измерения угла контакта волокнистого слоя (нетканого материала)>
Из волокнистого слоя (нетканого материала) как объекта измерений вырезают кусок, имеющий прямоугольную форму на виде в плане (150 мм в направлении MD и 70 мм в направлении CD), и данный кусок используют в качестве образца для измерений. Капли жидкости, представляющей собой ионообменную воду, «прикрепляют» к предназначенной для измерения угла контакта, заданной поверхности образца для измерений, и регистрируют изображения капель жидкости. Угол контакта измеряют на основе зарегистрированных изображений. Более конкретно, микроскоп VHX-1000, изготавливаемый компанией KEYENCE CORPORATION, используют в качестве измерительного устройства, и объектив с переменным фокусным расстоянием и средним увеличением прикрепляют к микроскопу с наклоном под углом 90°. Образец для измерений размещают на измерительном столике измерительного устройства так, чтобы заданная поверхность для измерений была обращена вверх и чтобы образец для измерений можно было осматривать в направлении CD. После этого жидкие капли из 3 мкл ионообменной воды «прикрепляют» к предназначенной для измерений, заданной поверхности образца для измерений, размещенного на измерительном столике, и изображения капель жидкости регистрируют и захватывают в измерительном устройстве. Из множества зарегистрированных изображений выбирают десять изображений, на которых оба конца или один конец капель жидкости в направлении CD являются «острыми», и измеряют угол контакта с каплями жидкости для каждого из десяти изображений. Среднее значение из данных углов контакта получают в качестве угла контакта волокнистого слоя (нетканого материала) как объекта измерений. Среда для измерений имеет температуру 20°С и относительную влажность 50%.
[0019]
Первый слой 11 образован в основном гидрофильными волокнами 14 и поэтому представляет собой гидрофильный слой. Второй слой 12 образован в основном гидрофобными волокнами 15 и поэтому представляет собой гидрофобный слой. Первый слой 11 содержит, по меньшей мере, 50% масс. гидрофильных волокон 14 относительно общей массы первого слоя 11, и содержание гидрофильных волокон 14 может составлять 100% масс. Второй слой 12 содержит, по меньшей мере, 70% масс. гидрофобных волокон 15 относительно общей массы гидрофобного слоя 12, и содержание гидрофобных волокон 15 может составлять 100% масс.
[0020]
В настоящем изобретении степень гидрофильности волокон определена на основе угла контакта с водой, измеренного методом, описанным позднее. Если угол контакта составляет менее 90 градусов, волокна являются гидрофильными, в то время как если угол контакта составляет 90 градусов или более, волокна являются гидрофобными. По мере уменьшения угла контакта с водой, измеренного нижеприведенным методом, степень гидрофильности увеличивается (степень гидрофобности уменьшается), и по мере увеличения угла контакта степень гидрофильности уменьшается (степень гидрофобности увеличивается). В многослойном нетканом материале 10 угол контакта, измеренный нижеописанным методом, для гидрофильных волокон 14, образующих первый слой 11 многослойной структуры 13, составляет менее 90 градусов, и угол контакта, измеренный нижеописанным методом, для гидрофобных волокон 15, образующих гидрофобный слой 12, составляет 90 градусов или более.
[0021]
<Метод измерения угла контакта>
Из объекта измерений (многослойного нетканого материала) берут волокна, и измеряют угол контакта волокон с водой. При отборе волокон используют ножницы и пинцет. Волокна отбирают из частей многослойного нетканого материала как объекта измерений, в частности, из самой наружной поверхности (внешней поверхности) каждой из первой поверхности и второй поверхности и из зоны многослойного нетканого материала, расположенной между первой поверхностью и второй поверхностью. В качестве измерительного устройства используют автоматический прибор MCA-J для измерения угла контакта, изготавливаемый компанией Kyowa Interface Science Co., Ltd. Для измерения угла контакта используют деионизированную воду. Количество жидкости, выходящей из выпускной части устройства струйного типа, предназначенного для выталкивания капель воды (импульсного инжектора CTC-25, изготавливаемого компанией Cluster Technology Co., Ltd. и имеющего диаметр выпускного отверстия, составляющий 25 мкм), задают равным 15 пиколитрам, и капли воды капают прямо на волокна. Состояние данной капли регистрируют посредством высокоскоростного регистрирующего устройства, соединенного с камерой, ориентированной горизонтально. По соображениям, связанным с последующим анализом изображений, регистрирующее устройство предпочтительно представляет собой персональный компьютер, в который встроено устройство высокоскоростного захвата изображения. При данном измерении изображение регистрируют каждые 17 мс. Первое изображение из зарегистрированных изображений, на котором капля воды падает на волокна, подвергают анализу изображения посредством поставляемого программного обеспечения FAMAS (версия программного обеспечения: 2.6.2; методика анализа: метод покоящейся капли; метод анализа: метод Ɵ/2; алгоритм обработки изображений: неотражающий; вид изображения при обработке изображений: рамка; пороговый уровень: 200, и без коррекции кривизны), и угол, образуемый между поверхностью капель воды, контактирующей с воздухом, и волокнами, вычисляют и используют в качестве угла контакта. Волокна, отбираемые из объекта измерений, отрезают с длиной волокна, составляющей 1 мм, и получающиеся в результате волокна размещают на столике для образца в приборе для измерения угла контакта и удерживают горизонтально. Для одного волокна углы контакта измеряют в двух разных местах. Углы контакта N=5 волокон измеряют с точностью до первого десятичного знака, и среднее значение (округленное до первого десятичного знака) из значений, измеренных в общей сложности в десяти местах, определяют как угол контакта данных волокон с водой. Среда измерений имеет температуру внутри помещения, составляющую 22±2°С, и относительную влажность, составляющую 65±2%. По мере уменьшения угла контакта увеличивается степень гидрофильности.
[0022]
В случае, когда образец для измерений (например, волокна) включен в компонент впитывающего изделия (например, верхний лист или потовпитывающий лист), в качестве способа извлечения/отбора образца для измерений в случае, если компонент, включающий в себя образец для измерений, прикреплен к другому компоненту, например, посредством адгезива или посредством сплавления, должен быть использован способ извлечения компонента, включающего в себя образец для измерений, из впитывающего изделия, и данное скрепление должно быть устранено. Однако, если компонент, включающий в себя образец для измерений, не прикреплен к другому компоненту, может быть использован способ извлечения/отбора образца для измерений непосредственно из впитывающего изделия. В качества способа устранения фиксации компонента предпочтительно использовать способ, в котором адгезив или тому подобное средство, используемый(-ое) для присоединения компонента объекта измерений к другому компоненту во впитывающем изделии, «ослабляют» посредством охлаждающего средства, такого как холодное распыление, и затем компонент объекта измерений осторожно отделяют для извлечения. Этот способ извлечения применяют для измерения объекта измерений согласно настоящему изобретению, например, при измерениях межволоконного расстояния и тонины, описанных позднее. По соображениям, связанным с минимизацией воздействия на средство для придания гидрофильности, нанесенное на компонент, предпочтительно не использовать метод, который может вызывать разрушение или потерю маслянистого средства, такой как нанесение растворителя или вдувание горячего воздуха с использованием сушильного устройства, в качестве метода устранения скрепленной части.
[0023]
Гидрофобные волокна 15 могут быть гидрофобными термопластичными волокнами (волокнами, поддающимися скреплению методом сплавления). Примеры материала для гидрофобных волокон 15 как гидрофобных термопластичных волокон включают: полиолефины, такие как полиэтилен и полипропилен; сложные полиэфиры, такие как полиэтилентерефталат; полиамиды, такие как нейлон 6 и нейлон 66; полиакриловую кислоту, полиалкилметакрилат, поливинилхлорид и поливинилиденхлорид. Каждый из этих материалов может быть использован сам по себе, или два или более из данных материалов могут быть использованы в комбинации.
[0024]
С другой стороны, гидрофильные волокна 14 могут представлять собой гидрофильные термопластичные волокна (волокна, поддающиеся скреплению методом сплавления). В частности, гидрофильные волокна 14 могут представлять собой гидрофильные по своей природе, термопластичные волокна, такие как полиакрилонитрильные волокна, или могут представлять собой гидрофобные термопластичные волокна, пригодные в качестве гидрофобных волокон 15 и подвергнутые обработке для придания гидрофильности. Каждый из данных материалов может быть использован сам по себе, или два или более из данных материалов могут быть использованы в комбинации. Примеры упомянутых последними, «термопластичных волокон, подвергнутых обработке для придания гидрофильности», включают термопластичные волокна, в которые вмешано средство для придания гидрофильности, термопластичные волокна, имеющие поверхности, к которым присоединено средство для придания гидрофильности, и термопластичные волокна, подвергнутые плазменной обработке. Средство для придания гидрофильности может представлять собой любое типовое средство для придания гидрофильности, используемое для применений в гигиенических изделиях.
[0025]
Каждые из гидрофильных волокон 14 и гидрофобных волокон 15 могут представлять собой однокомпонентные волокна, образованные из синтетической смолы (термопластичной смолы) одного типа или из смешанных полимеров в виде смеси синтетических смол двух или более типов, или могут представлять собой двухкомпонентные волокна. Двухкомпонентные волокна в данном случае относятся к волокнам, которые представляют собой синтетические волокна (термопластичные волокна), полученные объединением синтетических смол (термопластичных смол) двух или более типов, имеющих разные компоненты, посредством фильеры и одновременным формованием волокон, и которые имеют структуру, в которой множество компонентов являются непрерывными в направлении длины волокон и скреплены друг с другом в отдельных волокнах. Форма двухкомпонентных волокон может представлять собой форму с оболочкой и ядром или форму с расположением компонентов бок о бок и не ограничена конкретной формой.
[0026]
Каждый из первого слоя 11 и второго слоя 12 может представлять собой нетканый материал, образованный в основном из коротких волокон (нетканый материал из коротких волокон), или нетканый материал, образованный в основном из длинных волокон (нетканый материал из длинных волокон). Выражение «образован в основном из» означает, что доля коротких волокон или длинных волокон в общей массе нетканого материала составляет 70% масс. или более, и данная доля, как правило, составляет 100% масс.
[0027]
Примеры нетканого материала из коротких волокон включают нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, полученный гидроперепутыванием, нетканый материал, полученный иглопробиванием, и нетканый материал, скрепленный посредством химический связей. Длина волокон, представляющих собой основные составляющие волокна (короткие волокна) нетканого материала, предпочтительно составляет 15 мм или более и 100 мм или менее.
[0028]
В настоящем изобретении термин «длинные волокна» относится к волокнам, имеющим длину волокна, составляющую 30 мм или более. В частности, так называемые непрерывные длинные волокна, имеющие длину волокон, составляющую 150 мм или более, предпочтительны, поскольку может быть получен нетканый материал из длинных волокон, имеющий высокую прочность на разрыв. Верхний предел длины волокон для «длинных волокон» не ограничен особым образом. «Нетканый материал из длинных волокон», как правило, относится к нетканому материалу, включающему в себя скопление волокон, в котором длинные волокна скреплены с промежутками посредством частей, скрепленных методом сплавления. Примеры такого нетканого материала из длинных волокон включают однослойный нетканый материал, такой как фильерный нетканый материал и нетканый материал, полученный аэродинамическим способом из расплава, многослойный нетканый материал, в котором фильерные слои или слои, полученные аэродинамическим способом из расплава, в основном образованные длинными волокнами, например, наложены друг на друга, и нетканый материал, скрепленный посредством нагретых валиков и образованный способом кардочесания. Примеры многослойного нетканого материала включают многослойный нетканый материал со структурой SS (фильерный слой (S) - фильерный слой (S)), многослойный нетканый материал со структурой SSS (фильерный слой (S) - фильерный слой (S) - фильерный слой (S)), многослойный нетканый материал со структурой SMS (фильерный слой (S) - слой (М), полученный аэродинамическим способом из расплава, - фильерный слой (S)) и нетканый материал со структурой SMМS (фильерный слой (S) - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - фильерный слой (S)).
[0029]
Способ изготовления многослойного нетканого материала согласно настоящему изобретению, описанный позднее, включает этап получения многослойного элемента посредством перемещения гидрофильного базового нетканого материала, который в конце должен стать первым слоем 11, и посредством осаждения гидрофобных волокон 15, полученных формованием волокон из смолы, на перемещаемом базовом нетканом материале. В многослойном нетканом материале 10, изготовленном способом изготовления, в котором используется такая технология прямого формования волокон, первый слой 11 может представлять собой или нетканый материал из коротких волокон, или нетканый материал из длинных волокон, но второй слой 12, включающий в себя гидрофобные волокна 15, полученные прямым формованием волокон, представляет собой нетканый материал из длинных волокон. Как правило, нетканый материал из длинных волокон является более прочным, чем нетканый материал из коротких волокон.
[0030]
Другой основной признак многослойного нетканого материала 10 заключается во включении двух типов «тонких сплавленных частей», которые являются более тонкими, чем другие периферийные части, и в которых составляющие волокна сплавлены друг с другом. То есть, многослойная структура 13 включает в себя межслойные сплавленные части 16, которые являются более тонкими, чем периферийные части, и в которых слои, образующие многослойную структуру 13, сплавлены друг с другом. Помимо межслойных сплавленных частей 16 первый слой 11, образующий многослойную структуру 13, дополнительно включает в себя межволоконные сплавленные части 17, которые являются более тонкими, чем периферийные части, и в которых составляющие волокна первого слоя 11 сплавлены друг с другом. В межслойных сплавленных частях 16 составляющие волокна слоев, образующих многослойную структуру 13, (то есть первого слоя 11 и второго слоя 12 в проиллюстрированном примере) скреплены друг с другом методом сплавления, и данные слои соединены вместе методом сплавления. В многослойной структуре 13, имеющей такую структуру, межслойные сплавленные части 16 образованы с одной и той же конфигурацией как на первой поверхности 10а, так и на второй поверхности 10b. На первой поверхности 10а межволоконные сплавленные части 17, сформированные только в первом слое 11, образованы с заданной конфигурацией. Тонкие сплавленные части имеют плотность, более высокую, чем плотность в других периферийных частях.
[0031]
Межслойные сплавленные части 16 и межволоконные сплавленные части 17 представляют собой уплотненные части, при этом составляющие волокна в данных частях уплотнены в направлении толщины, и это уплотнение, как правило, выполняют посредством тиснения с помощью средства, способствующего расплавлению и предназначенного для ускорения расплавления термопластичных волокон как составляющих волокон, такого как тепло или ультразвуковые волны, и выполняют, в частности, например, посредством термосварки или ультразвуковой сварки. При рассмотрении такого способа изготовления межслойные сплавленные части 16 и межволоконные сплавленные части 17 также могут быть названы, например, тиснеными частями или сжатыми частями.
[0032]
В многослойном нетканом материале 10 межслойные сплавленные части 16 образованы посредством сдавливания материала-предшественника многослойной структуры 13 (многослойного элемента из первого слоя 11 как базового нетканого материала и осажденного слоя гидрофобных волокон 15) со стороны второй поверхности 10b по направлению к первой поверхности 10а. При данном способе образования межслойные сплавленные части 16 вдавлены со стороны второй поверхности 10b по направлению к первой поверхности 10а, как проиллюстрировано на фиг.1. Межволоконные сплавленные части 17 образованы посредством сдавливания материала-предшественника первого слоя 11 (холста в виде осажденного слоя гидрофильных волокон 14) со стороны первой поверхности 10а по направлению ко второй поверхности 10b. При данном способе образования межволоконные сплавленные части 17 вдавлены со стороны первой поверхности 10а по направлению ко второй поверхности 10b, как проиллюстрировано на фиг.1. В многослойном нетканом материале 10 множество межслойных сплавленных частей 16 рассредоточены на каждой из первой поверхности 10а и второй поверхности 10b. Множество межволоконных сплавленных частей 17 рассредоточены на первой поверхности 10а. В многослойном нетканом материале 10 каждая из первой поверхности 10а и второй поверхности 10b не является плоской поверхностью, не имеющей по существу никакой неровности (углублений и выступов), и представляет собой неровную поверхность, имеющую углубления и выступы.
[0033]
Как описано выше, в случае, когда одна или обе из первой поверхности 10а и второй поверхности 10b многослойного нетканого материала 10 имеют неровность, при применении многослойного нетканого материала 10 в качестве компонента (например, в качестве верхнего листа или потовпитывающего листа) во впитывающем изделии, который может контактировать с кожей пользователя, когда многослойный нетканый материал 10 расположен так, что неровная поверхность контактирует с кожей пользователя, между многослойным нетканым материалом 10 и кожей пользователя образуется зазор, так что влага, образующаяся из выделяемой организмом, текучей среды, такой как выделенные пот и моча, может быть эффективно диффундирована через данный зазор. Таким образом, сухость поверхности многослойного нетканого материала 10 может быть повышена, что может привести к повышению комфортности впитывающего изделия при ношении.
[0034]
Фиг.2 иллюстрирует пример конфигурации (формы и схемы расположения на виде в плане) межслойных сплавленных частей 16. На первой поверхности 10а или второй поверхности 10b конфигурация межслойных сплавленных частей 16 не ограничена примером, проиллюстрированным на фиг.2, и желательная конфигурация может быть использована в пределах сущности настоящего изобретения.
Фиг.2(а)-2(с) иллюстрируют конфигурации, в каждой из которых множество межслойных сплавленных частей 16, имеющих заданную форму на виде в плане, рассредоточены в направлении вдоль поверхности (направлении, ортогональном к направлению толщины многослойного нетканого материала 10). Форма межслойных сплавленных частей 16 на виде в плане представляет собой овал (длинный овал) на фиг.2(а), круг на фиг.2(b) и прямоугольник или ромб на фиг.2(с). Фиг.2(d) иллюстрирует конфигурацию, в которой межслойные сплавленные части 16, которые являются прямолинейными на виде в плане, проходят в заданном направлении. Более конкретно, множество непрерывных прямолинейных межслойных сплавленных частей 16 расположены так, что они пересекаются друг с другом и образуют решетчатую конфигурацию в виде цельных межслойных сплавленных частей 16.
[0035]
Фиг.3 иллюстрирует примеры конфигураций межволоконных сплавленных частей 17. На первой поверхности 10а конфигурация межволоконных сплавленных частей 17 не ограничена примером, проиллюстрированным на фиг.3, и любая желательная конфигурация может быть использована в пределах сущности настоящего изобретения.
Фиг.3(а)-3(е) иллюстрируют конфигурации, в каждой из которых множество межволоконных сплавленных частей 17, имеющих заданную форму на виде в плане, рассредоточены в направлении вдоль поверхности. Форма межволоконных сплавленных частей 17 на виде в плане представляет собой овал на фиг.3(а) и 3(b), круг на фиг.3(с), прямоугольник или ромб на фиг.3(d) и крест на фиг.3(е). На фиг.3(а) направления больших осей множества межволоконных сплавленных частей 17, которые являются овальными на виде в плане, совпадают друг с другом, в то время как на фиг.3(b) множество типов межволоконных сплавленных частей 17, которые являются овальными на виде в плане, рассредоточены так, что направления их больших осей ориентированы в разных направлениях. В конфигурациях с распределенными «точками», проиллюстрированных на фиг.3(а)-3(е), формы межволоконных сплавленных частей 17 на виде в плане могут представлять собой, например, треугольники, многоугольники, имеющие пять или более вершин, и звездочки в дополнение к проиллюстрированным формам. Фиг.3(f)-3(h) иллюстрируют конфигурации, в каждой из которых межволоконные сплавленные части 17, которые являются прямолинейными на виде в плане, проходят в заданных направлениях. На фиг.3(f) множество непрерывных прямолинейных межволоконных сплавленных частей 17 пересекаются друг с другом так, что межволоконные сплавленные части 17 образуют в целом решетчатую конфигурацию. Фиг.3(g) представляет собой вариант решетчатой конфигурации по фиг.3(f), в котором непрерывная прямолинейная конфигурация межволоконных сплавленных частей 17 заменена на прерывистую прямолинейную конфигурацию, в частности, на конфигурацию, в которой используются прерывистые линии (линии с промежутками), на каждой из которых относительно короткие прямолинейные межволоконные сплавленные части 17 расположены с промежутками в заданном направлении. Фиг.3(h) представляет собой другой пример конфигурации прерывистых прямолинейных межволоконных сплавленных частей 17 на фиг.3(g), в частности, пример, в котором межволоконные сплавленные части 17 расположены в виде сот.
[0036]
Фиг.4 иллюстрирует примеры конфигураций межслойных сплавленных частей 16 и межволоконных сплавленных частей 17 на первой поверхности 10а многослойного нетканого материала 10, которая представляет собой поверхность, на которой образованы сплавленные части 16 и 17 обоих типов. Конфигурации сплавленных частей 16 и 17 на первой поверхности 10а не ограничены конфигурациями, проиллюстрированными на фиг.4, и любая желательная конфигурация может быть использована в пределах сущности настоящего изобретения.
Фиг.4(а) иллюстрирует комбинацию конфигурации межслойных сплавленных частей 16 в виде распределенных точек по фиг.2(а) и конфигурации межволоконных сплавленных частей 17 в виде распределенных точек по фиг.3(а). Фиг.4(b) иллюстрирует комбинацию конфигурации межслойных сплавленных частей 16 в виде распределенных точек по фиг.2(b) и конфигурации линейных межволоконных сплавленных частей 17 по фиг.3(h). Фиг.4(с) иллюстрирует комбинацию конфигурации линейных межслойных сплавленных частей 16 по фиг.2(d) и конфигурации межволоконных сплавленных частей 17 в виде распределенных точек по фиг.3(с). Фиг.4(d) иллюстрирует комбинацию конфигурации межслойных сплавленных частей 16 в виде распределенных точек по фиг.2(с) и конфигурации межволоконных сплавленных частей 17 в виде распределенных точек по фиг.3(d).
[0037]
Помимо признаков, описанных выше, многослойный нетканый материал 10 имеет признак, в соответствии с которым в случае, когда доли общей площади межслойных сплавленных частей 16 и межволоконных сплавленных частей 17 относительно площадей первой поверхности 10а и второй поверхности 10b определены соответственно как доли площадей сплавленных частей первой поверхности 10а и второй поверхности 10b, в частности, в случае, когда доля общей площади межслойных сплавленных частей 16 и межволоконных сплавленных частей 17 первой поверхности 10а относительно площади первой поверхности 10а определена как доля площади сплавленных частей первой поверхности 10а и доля общей площади межслойных сплавленных частей 16 и межволоконных сплавленных частей 17 второй поверхности 10b относительно площади второй поверхности 10b определена как доля площади сплавленных частей второй поверхности 10b, доля площади сплавленных частей первой поверхности 10а превышает долю площади сплавленных частей второй поверхности 10b (то есть, установлено соотношение: доля площади сплавленных частей первой поверхности 10а > доля площади сплавленных частей второй поверхности 10b).
[0038]
Поскольку в многослойном нетканом материале 10, имеющем признаки, описанные выше, второй слой 12, образующий вторую поверхность 10b, включает в себя гидрофобные волокна 15 и является гидрофобным, вторая поверхность 10b по существу с затруднениями впитывает выделяемую организмом, текучую среду, такую как пот и моча (водная жидкость). Однако в межслойных сплавленных частях 16 второй поверхности 10b и в частях, периферийных по отношению к ним, не только гидрофобные волокна 15, но и также гидрофильные волокна 14 первого слоя 11, который представляет собой слой, соседний со вторым слоем 12, и имеет более высокую степень гидрофильности, расположены относительно плотно, и поэтому степень гидрофильности является более высокой (угол контакта, измеренный вышеописанным методом, имеет меньшее значение), чем в остальных частях второй поверхности 10b. Соответственно, выделяемая организмом, текучая среда может прилипать преимущественно к межслойным сплавленным частям 16 и частям, периферийным по отношению к ним, на второй поверхности 10b. Кроме того, как описано выше, многослойная структура 13 имеет градиент степени гидрофильности в направлении Z толщины, при котором «степень гидрофильности является более высокой на стороне, направленной к первой поверхности 10а, чем на стороне, направленной ко второй поверхности 10b», и поэтому многослойный нетканый материал 10 имеет высокую способность к впитыванию жидкости от второй поверхности 10b внутрь в направлении Z толщины и имеет большую капиллярную силу. Соответственно, выделяемая организмом, текучая среда, прилипшая к межслойным сплавленным частям 16 и частям, периферийным по отношению к ним, на второй поверхности 10b, быстро втягивается в многослойный нетканый материал 10 главным образом через периферийные участки межслойных сплавленных частей 16 и зоны вблизи них, и, поскольку гидрофильный первый слой 11 имеет градиент степени гидрофильности, при котором «степень гидрофильности является относительно низкой на стороне, направленной к первой поверхности 10а, и относительно высокой на стороне, направленной ко второй поверхности 10b», во время диффузии выделяемой организмом, текучей среды в направлении вдоль поверхности многослойного нетканого материала 10 (направлении, ортогональном к направлению Z толщины) выделяемая организмом, текучая среда перемещается внутрь в направлении Z толщины и впитывается и удерживается внутри гидрофильного первого слоя 11. На второй поверхности 10b части, в которые втягивается жидкость, представляют собой в основном «периферийные участки межслойных сплавленных частей 16 и зоны вблизи них». Как правило, даже если межслойные сплавленные части 16 изменяются до пленочной формы вследствие того, что составляющие волокна утрачивают форму волокон на центральных участках межслойных сплавленных частей 16, участки межслойных сплавленных частей 16 за исключением центральных участков, то есть периферийные участки межслойных сплавленных частей 16 и зоны вблизи них (то есть части вокруг межслойных сплавленных частей 16), не изменяются до формы пленки, и сохраняется форма волокон. Таким образом, периферийные участки межслойных сплавленных частей 16 и зоны вблизи них служат в качестве частей, втягивающих жидкость, на второй поверхности 10b.
[0039]
По соображениям, связанным с дополнительным улучшением способности к впитыванию жидкостей за счет градиента степени гидрофильности, и с учетом исходного условия, заключающегося в том, что угол контакта составляющих волокон (гидрофобных волокон 15) второго слоя 12 больше угла контакта составляющих волокон (гидрофильных волокон 14) первого слоя 11, угол контакта составляющих волокон (гидрофобных волокон 15) второго слоя 12 предпочтительно составляет 95 градусов или более и более предпочтительно 100 градусов или более и предпочтительно 150 градусов или менее и более предпочтительно 130 градусов или менее. С учетом исходного условия, заключающегося в том, что угол контакта составляющих волокон (гидрофильных волокон 14) первого слоя 11 меньше угла контакта составляющих волокон (гидрофобных волокон 15) второго слоя 12, угол контакта составляющих волокон (гидрофильных волокон 14) первого слоя 11 предпочтительно составляет 15 градусов или более и более предпочтительно 20 градусов или более и предпочтительно 88 градусов или менее и более предпочтительно 85 градусов или менее. Степень гидрофильности составляющих волокон может быть отрегулирована посредством соответствующего регулирования, например, степени обработки термопластичных волокон, которые представляют собой основные составляющие волокна многослойного нетканого материала 10, для придания им гидрофильности, в частности, например, типа и/или содержания средства для придания гидрофильности.
[0040]
Как описано выше, межслойные сплавленные части 16 представляют собой важные части, периферийные участки которых и зоны вблизи них представляют собой впитывающие жидкость части при впитывании жидкости с гидрофобной второй поверхности 10b. Тем не менее, поскольку в межслойных сплавленных частях 16 гидрофобный второй слой 12 и гидрофильный первый слой 11 соединены вместе, при сдавливании многослойного нетканого материала 10 в направлении толщины после впитывания жидкости (например, когда многослойный нетканый материал 10 используется в качестве компонента впитывающего изделия с его второй поверхностью 10b, обращенной к коже пользователя, и давление со стороны тела пользователя приложено к многослойному нетканому материалу 10), могло бы возникать так называемое прохождение жидкости в обратном направлении, в частности, жидкость, впитанная и удерживаемая в первом слое 11, могла бы возвращаться ко второй поверхности 10b через периферийные участки межслойных сплавленных частей 16 и зоны вблизи них. Однако первый слой 11 включает в себя межволоконные сплавленные части 17, в которых только составляющие волокна (гидрофильные волокна 14) первого слоя 11 сплавлены друг с другом помимо межслойных сплавленных частей 16, и поэтому межволоконные сплавленные части 17 обеспечивают диффузию жидкости в направлении вдоль поверхности на участках, в которых волокна плотно расположены вокруг межволоконных сплавленных частей 17. Соответственно, проход жидкости в обратном направлении ко второй поверхности 10b может быть эффективно уменьшен.
[0041]
Для дополнительного обеспечения преимущества (достижения как способности к впитыванию жидкостей, так и предотвращения прохода жидкости в обратном направлении) отношение доли площади сплавленных частей первой поверхности 10а (первого значения) к доле площади сплавленных частей второй поверхности 10b (последнему значению) (то есть отношение доли площади сплавленных частей первой поверхности 10а к доле площади сплавленных частей второй поверхности 10b), то есть первое значение/последнее значение, предпочтительно составляет 1,3 или более и более предпочтительно 1,4 или более и предпочтительно 3,0 или менее и более предпочтительно 2,5 или менее. Если данное отношение чрезмерно мало, нелегко обеспечить предотвращение прохода жидкости в обратном направлении, в то время как в случае, если данное отношение чрезмерно большое, количество жидкости, которое может быть впитано и может удерживаться в гидрофильном первом слое 11, может уменьшиться.
[0042]
Первая поверхность 10а включает в себя как межслойные сплавленные части 16, так и межволоконные сплавленные части 17, и эти сплавленные части 16 и 17 могут иметь одинаковую конфигурацию. В альтернативном варианте по соображениям, связанным с обеспечением в большей степени преимущества, описанного выше, сплавленные части 16 и 17 предпочтительно имеют разные конфигурации. Более конкретно, межслойные сплавленные части 16 и межволоконные сплавленные части 17 предпочтительно различаются по, по меньшей мере, двум из характеристик, представляющих собой схему размещения, плоскую форму каждой сплавленной части, площадь каждой сплавленной части, расстояния D16 и D17 между сплавленными частями (минимальные расстояния между сплавленными частями) (см. фиг.1) и шаги Р16 и Р17 (см. фиг.1). В данном случае каждое из расстояний D16 и D17 между сплавленными частями относится к расстоянию между соседними двумя сплавленными частями (двумя из межслойных сплавленных частей 16 или межволоконных сплавленных частей 17) в направлении вдоль поверхности многослойного нетканого материала 10. Каждый из шагов Р16 и Р17 относится к расстоянию между центрами данных двух сплавленных частей на виде в плане.
[0043]
Как межслойные сплавленные части 16, так и межволоконные сплавленные части 17 представляют собой сплавленные части с высокой плотностью, в которых составляющие волокна сплавлены друг с другом с плотностью, более высокой, чем в периферийных частях, и при некоторых условиях сдавливания и нагрева при их образовании, например, форма волокон у термопластичных волокон как составляющих волокон может быть утрачена и изменена на форму пленки. По соображениям, связанным с обеспечением в большей степени преимущества, описанного выше, форма волокон у составляющих волокон межволоконных сплавленных частей 17 предпочтительно сохраняется более стабильно, чем в межслойных сплавленных частях 16. В частности, например, предпочтительно, чтобы форма составляющих волокон межслойных сплавленных частей 16 изменялась на форму пленки, и чтобы форма волокон у составляющих волокон межволоконных сплавленных частей 17 сохранялась и не изменялась на форму пленки. Поскольку форма волокон у составляющих волокон межволоконных сплавленных частей 17 сохраняется относительно стабильно, межволоконные сплавленные части 17, в которых форма волокон сохраняется, имеют большое капиллярное давление вследствие наличия гидрофильных волокон 14, имеющих высокую плотность расположения. Таким образом, способность к удерживанию жидкости в межволоконных сплавленных частях 17 и частях, периферийных по отношению к ним, может быть дополнительно повышена. Кроме того, поскольку форма волокон у составляющих волокон межслойных сплавленных частей 16 относительно утрачивается, может быть эффективно предотвращен проход жидкости в обратном направлении через межслойные сплавленные части 16, в которых форма волокон была утрачена. Формы волокон у составляющих волокон в сплавленных частях 16 и 17 зависят в основном от режима тиснения при образовании сплавленных частей 16 и 17. Если нагрев и сдавливание при тиснении являются относительно слабыми, форма волокна может легко сохраняться для составляющих волокон.
[0044]
Как описано выше, поскольку периферийные участки межслойных сплавленных частей 16 и зоны вблизи них служат в качестве частей для втягивания жидкости при впитывании жидкости со второй поверхности 10b, по соображениям, связанным с повышением способности многослойного нетканого материала к впитыванию жидкостей, вторая поверхность 10b предпочтительно имеет зону рассредоточения межслойных сплавленных частей, в которой множество межслойных сплавленных частей 16 рассредоточены в направлении вдоль поверхности. В частности, в случае, когда многослойный нетканый материал 10 используется в качестве потовпитывающего листа, способного впитывать пот, вторая поверхность 10b предпочтительно имеет зону рассредоточения межслойных сплавленных частей вследствие возможности дополнительного повышения способности к впитыванию пота. Вся зона второй поверхности 10b может представлять собой зону рассредоточения межслойных сплавленных частей, или только часть второй поверхности 10b может представлять собой зону рассредоточения межслойных сплавленных частей. Доля площади зоны рассредоточения межслойных сплавленных частей от всей площади второй поверхности 10b предпочтительно составляет 70% или более и более предпочтительно 80% или более.
[0045]
Что касается схемы расположения межслойных сплавленных частей 16 в зоне рассредоточения межслойных сплавленных частей, то в случае, когда виртуальный круг с радиусом 2 мм расположен в любом месте в зоне рассредоточения межслойных сплавленных частей, представляющей собой зону второй поверхности 10b, часть, по меньшей мере, одной из межслойных сплавленных частей 16 или вся, по меньшей мере, одна из межслойных сплавленных частей 16 предпочтительно заключена в данном виртуальном круге. В данном случае выражение «в случае, когда виртуальный круг с радиусом 2 мм расположен в любом месте в зоне рассредоточения межслойных сплавленных частей, представляющей собой зону второй поверхности 10b, часть, по меньшей мере, одной из межслойных сплавленных частей 16 или вся, по меньшей мере, одна из межслойных сплавленных частей 16 заключена в данном виртуальном круге» означает, что «в случае, когда 10 виртуальных кругов предусмотрены в зоне рассредоточения межслойных сплавленных частей, представляющей собой зону второй поверхности 10b, межслойные сплавленные части 16 могут быть вообще не «включены» в один или два из десяти виртуальных кругов, и достаточно того, чтобы часть межслойных сплавленных частей 16 или межслойные сплавленные части 16 в целом были заключены в, по меньшей мере, одном из оставшихся восьми виртуальных кругов». Виртуальные круги «базируются» на предположении, заключающемся в том, что части, выделяющие пот, (потовые железы) распределены по поверхности кожи тела человека, и структура, описанная выше, позволяет многослойному нетканому материалу 10 более эффективно впитывать пот. В частности,  эффективность обеспечивается, когда межслойные сплавленные части 16 удовлетворяют вышеописанному условию при радиусе виртуального круга, заданном равным 1,5 мм.
эффективность обеспечивается, когда межслойные сплавленные части 16 удовлетворяют вышеописанному условию при радиусе виртуального круга, заданном равным 1,5 мм.
[0046]
Периферийные участки межслойных сплавленных частей 16 и зоны вблизи них представляют собой втягивающие жидкость участки второй поверхности 10b. Следовательно, для обеспечения способности к впитыванию жидкостей, достаточной на практике, необходимо определенное число частей, впитывающих жидкости, то есть периферия межслойных сплавленных частей 16 должна иметь определенную длину, как минимум. Однако чрезмерно большая площадь самих межслойных сплавленных частей 16 не является предпочтительной. Наличие чрезмерного большого количества межслойных сплавленных частей 16 на второй поверхности 10b может привести к уменьшению количества жидкости, которая может быть впитана и может удерживаться в первом слое 11, поскольку не только гидрофобный второй слой 12, но и также гидрофильный первый слой 11 сплавлены вместе в межслойных сплавленных частях 16. По этим соображениям доля общей площади межслойных сплавленных частей 16 (общей площади множества межслойных сплавленных частей 16 в случае, когда вторая поверхность 10b имеет множество межслойных сплавленных частей 16) от площади второй поверхности 10b, то есть доля площади межслойных сплавленных частей 16, предпочтительно составляет 15% или менее и более предпочтительно 12% или менее. Нижний предел данной доли предпочтительно составляет 5% или более и более предпочтительно 6% или более.
[0047]
Межслойные сплавленные части 16 являются непрерывными на всей протяженности многослойной структуры 13 (многослойного нетканого материала 10) в направлении Z толщины, и конфигурация (форма и схема расположения на виде в плане) межслойных сплавленных частей 16 является по существу одинаковой на первой поверхности 10а и второй поверхности 10b. Таким образом, описание конфигурации межслойных сплавленных частей 16 второй поверхности 10b в данном документе (например, зоны рассредоточения межслойных сплавленных частей и доли площади межслойных сплавленных частей 16) также применимо для первой поверхности 10а, если не указано иное.
[0048]
Шаг межслойных сплавленных частей 16 предпочтительно короче шага межволоконных сплавленных частей 17. То есть, как показано на фиг.1, предпочтительно установлено соотношение «шаг Р16 межслойных сплавленных частей 16 < шаг Р17 межволоконных сплавленных частей 17». При данной конфигурации пот может впитываться с того момента времени, когда количество пота мало в начале потоотделения. Таким образом, первый слой 11 имеет большую впитывающую способность. Таким образом, может быть в большей степени обеспечено преимущество, описанное выше (обеспечение как способности к впитыванию жидкостей, так и предотвращения прохода жидкости в обратном направлении).
[0049]
По аналогичным соображениям расстояние между сплавленными частями (минимальное расстояние между сплавленными частями) в случае межслойных сплавленных частей 16 предпочтительно короче расстояния между межволоконными сплавленными частями 17. То есть, как показано на фиг.1, предпочтительно установлено соотношение: «расстояние D16 между сплавленными частями, представляющими собой межслойные сплавленные части 16, < расстояние D17 между сплавленными частями, представляющими собой межволоконные сплавленные части 17». Эта конфигурация с таким расстоянием между сплавленными частями особенно эффективно в случае, когда каждое множество из множества межслойных сплавленных частей 16 и множества межволоконных сплавленных частей 17 распределено в виде точек на виде в плане, например, с конфигурациями, проиллюстрированными на фиг.2(а)-2(с) для межслойных сплавленных частей 16, и конфигурациями, проиллюстрированными на фиг.3(а)-3(е) для межволоконных сплавленных частей 17.
[0050]
Аналогичным образом, по соображениям, связанным с обеспечением как способности к впитыванию жидкостей, так и предотвращения прохода жидкости в обратном направлении, площадь одной межслойной сплавленной части 16 на второй поверхности 10b предпочтительно составляет 0,3 мм2 или менее и предпочтительно меньше площади одной межволоконной сплавленной части 17 на первой поверхности 10а. Площадь одной межслойной сплавленной части 16 на второй поверхности 10b предпочтительно составляет 0,25 мм2 или менее, и нижний предел площади одной межслойной сплавленной части 16 предпочтительно составляет 0,1 мм2 или более и более предпочтительно 0,15 мм2 или более. Отношение площади одной межслойной сплавленной части 16 на второй поверхности 10b (первого значения) к площади одной межволоконной сплавленной части 17 на первой поверхности 10а (последнему значению) (то есть отношение площади одной межслойной сплавленной части 16 на второй поверхности 10b к площади одной межволоконной сплавленной части 17 на первой поверхности 10а), то есть первое значение/последнее значение, предпочтительно составляет 0,25 или более и более предпочтительно 0,3 или более и предпочтительно 0,8 или менее и более предпочтительно 0,75 или менее. Данная конфигурация особенно эффективна в случаях, когда межслойные сплавленные части 16 и межволоконные сплавленные части 17 распределены в виде точек на виде в плане, например, с конфигурациями, проиллюстрированными на фиг.2(а)-2(с) для межслойных сплавленных частей 16, и конфигурациями, проиллюстрированными на фиг.3(а)-3(е) для межволоконных сплавленных частей 17.
[0051]
Поверхностная плотность первого слоя 11 и поверхностная плотность второго слоя 12 не ограничены конкретными значениями и могут быть соответствующим образом отрегулированы, например, в зависимости от применения многослойного нетканого материала 10. Например, в случае, когда многослойный нетканый материал 10 используется в качестве компонента (например, верхнего листа или потовпитывающего листа) впитывающего изделия, такого как одноразовый подгузник или гигиеническая прокладка, по соображениям, связанным с предотвращением объемности при одновременном обеспечении прочности, достаточной на практике, суммарная поверхностная плотность первого слоя 11 и второго слоя 12 предпочтительно составляет 8 г/м2 или более и более предпочтительно 10 г/м2 или более и предпочтительно 30 г/м2 или менее и более предпочтительно 27 г/м2 или менее.
[0052]
В частности, в случае, когда жидкость, подлежащая впитыванию, контактирует сначала с гидрофобным вторым слоем 12 (второй поверхностью 10b), гидрофильный первый слой 11 влияет на способность периферийных участков межслойных сплавленных частей 16 и зон вблизи них на второй поверхности 10b второго слоя 12 к впитыванию жидкости. Как правило, по мере увеличения поверхностной плотности первого слоя 11 впитывающая способность увеличивается и прочность повышается. С другой стороны, если поверхностная плотность первого слоя 11 чрезмерно большая, возникает объемность или увеличивается жесткость. Следовательно, в случае использования многослойного нетканого материала 10 в качестве компонента впитывающего изделия комфортность при ношении может ухудшиться. С учетом вышеизложенного поверхностная плотность первого слоя 11 предпочтительно составляет 5 г/м2 или более и более предпочтительно 7 г/м2 или более и предпочтительно 25 г/м2 или менее и более предпочтительно 20 г/м2 или менее.
[0053]
В случае использования многослойного нетканого материала 10 для впитывания жидкости гидрофобный второй слой 12, как правило, первым контактирует с жидкостью. Если в этом случае второй слой 12 имеет относительно малую поверхностную плотность и относительно малую толщину, второй слой 12 способствует впитыванию жидкости через периферийные участки многослойных сплавленных частей 16 и зоны вблизи них на второй поверхности 10b. С другой стороны, чрезмерно малая поверхностная плотность второго слоя 12 может привести к снижению прочности и проходу жидкости в обратном направлении. С учетом вышеизложенного поверхностная плотность второго слоя 12 предпочтительно составляет 3 г/м2 или более и более предпочтительно 5 г/м2 или более и предпочтительно 15 г/м2 или менее и более предпочтительно 13 г/м2 или менее. Если второй слой 12 имеет поверхностную плотность, составляющую всего лишь приблизительно 3 г/м2, прочность второго слоя 12 является в значительной степени недостаточной, и мог бы возникнуть риск затруднений при изготовлении многослойного нетканого материала 10. С другой стороны, в способе изготовления многослойного нетканого материала согласно настоящему изобретению, описанном позднее, второй слой 12 получают посредством технологии так называемого прямого формования волокон, и поэтому такой риск может быть устранен.
[0054]
Как описано выше, нетканые материалы разных типов могут быть использованы в качестве первого слоя 11 и второго слоя 12. По соображениям, связанным с дополнительным обеспечением преимуществ, описанных выше, в случае применения для впитывания жидкостей, таком как случай использования многослойного нетканого материала 10 в качестве компонента впитывающего изделия, особенно предпочтительно, если гидрофильный первый слой 11 представляет собой фильерный нетканый материал, покрытый средством для придания гидрофильности, или нетканый материал со структурой SMS, покрытый средством для придания гидрофильности.
[0055]
Другие предпочтительные примеры гидрофильного первого слоя 11 включают нетканый материал, скрепленный пропусканием воздуха насквозь, который включает в себя 70% масс. или более, предпочтительно 75% масс. или более гидрофильных волокон 14 и в котором межволоконные сплавленные части 17 образованы во всем нетканом материале, скрепленном пропусканием воздуха насквозь. В этом нетканом материале, скрепленном пропусканием воздуха насквозь, площадь одной межволоконной сплавленной части 17 предпочтительно составляет 0,2 мм2 или более и более предпочтительно 0,3 мм2 или более и предпочтительно 1 мм2 или менее и более предпочтительно 0,8 мм2 или менее. На одной поверхности нетканого материала, скрепленного пропусканием воздуха насквозь, число межволоконных сплавленных частей 17 на единицу площади, представляющую собой площадь квадрата с длиной стороны, составляющей 10 мм, предпочтительно составляет 4 или более и более предпочтительно 6 или более и предпочтительно 30 или менее и более предпочтительно 28 или менее.
[0056]
С другой стороны, гидрофобный второй слой 12 предпочтительно представляет собой фильерный нетканый материал, нетканый материал, полученный аэродинамическим способом из расплава, или многослойный нетканый материал из данных материалов (например, нетканый материал со структурой SMS), поскольку эти материалы имеют относительно малую толщину и, следовательно, относительно легко впитывают жидкость.
[0057]
Гидрофильные волокна 14 как основные составляющие волокна первого слоя 11, как правило, получают посредством выполнения обработки для придания гидрофильности на гидрофобных по своей природе, термопластичных волокнах. То есть, гидрофильный слой 11 представляет собой скопление гидрофобных волокон (например, термопластичных волокон, пригодных в качестве составляющих волокон второго слоя 12), подвергнутых обработке для придания гидрофильности. Как описано выше, эта обработка для придания гидрофильности может представлять собой плазменную обработку, а также нанесение средства для придания гидрофильности на волокна или скопление волокон и вмешивание средства для придания гидрофильности в волокна, и, как правило, обработку, в которой применяется средство для придания гидрофильности.
[0058]
Примеры первого слоя 11 включают вариант, в котором сторона первого слоя 11, более близкая ко второй поверхности 10b, покрыта средством для придания гидрофильности (средство для придания гидрофильности «присоединено» к поверхностям составляющих волокон на стороне, направленной ко второй поверхности 10b). Сторона первого слоя 11, более близкая ко второй поверхности 10b, расположена напротив первой поверхности 10а и служит в качестве поверхности контакта со слоем, соседним с первым слоем 11, то есть слоем, имеющим степень гидрофильности, более низкую, чем степень гидрофильности первого слоя 11 (гидрофобным вторым слоем 12 в примере по фиг.1). В первом слое 11 в данном варианте большее количества средства для придания гидрофильности, присоединенного к поверхностям составляющих волокон, имеется локально на стороне, направленной ко второй поверхности 10b, чем на стороне, направленной к первой поверхности 10а. Таким образом, первый слой 11 имеет градиент степени гидрофильности, при котором степень гидрофильности является относительно низкой на стороне, направленной к первой поверхности 10а, и является относительно высокой на стороне, направленной ко второй поверхности 10b. Таким образом, в случае, когда степень гидрофильности является более высокой на стороне, направленной ко второй поверхности 10b, чем на стороне, направленной к первой поверхности 10а, в первом слое 11, многослойная структура 13 имеет градиент степени гидрофильности, при котором степень гидрофильности увеличивается ступенчато (угол контакта, измеренный вышеописанным методом, уменьшается ступенчато) от гидрофобного второго слоя 12 (второй поверхности 10b), который (-ая) первым (-ой) контактирует с жидкостью, подлежащей впитыванию, внутрь в направлении Z толщины многослойной структуры 13. Таким образом, ожидается, что способность к впитыванию жидкостей будет дополнительно увеличиваться.
[0059]
Способ нанесения средства для придания гидрофильности не ограничен конкретным способом, и в зависимости от обстоятельств может быть использован известный способ, обеспечивающий возможность нанесения покрывающей жидкости, включающей в себя средство для придания гидрофильности. Примеры подходящих способов нанесения покрытий предпочтительно включают нанесение покрытий с помощью гравированного цилиндра, нанесение покрытий контактным способом, нанесение покрытий флексографическим способом, нанесение покрытий распылением, нанесение покрытий обратным валиком и нанесение покрытий с помощью экструзионной головки, и среди данных способов нанесения покрытий особенно предпочтительны нанесение покрытий с помощью гравированного цилиндра, нанесение покрытий флексографическим способом, нанесение покрытий распылением и нанесение покрытий с помощью экструзионной головки. Различные типы поверхностно-активных веществ и тому подобного, используемых для придания гидрофильности компонентам впитывающих изделий, таких как одноразовые подгузники, могут быть использованы в качестве средства для придания гидрофильности без какого-либо особого ограничения.
[0060]
Другим примером первого слоя 11 является гидрофильный нетканый материал, включающий в себя составляющие волокна, в которые вмешано средство для придания гидрофильности. В первом слое 11 в данном варианте средство для придания гидрофильности не присоединено к поверхностям гидрофильных волокон 14 как основных составляющих волокон, а включено в гидрофильные волокна 14. Первый слой 11, одна поверхность которого покрыта средством для придания гидрофильности, имеет градиент степени гидрофильности в направлении Z толщины, как описано выше, в то время как первый слой 11 в варианте, в котором средство для придания гидрофильности вмешано в составляющие волокна, не имеет градиента степени гидрофильности в направлении Z толщины с учетом исходного предположения, заключающегося в том, что составляющие волокна данного слоя равномерно распределены во всем первом слое 11, и степень гидрофильности является одинаковой.
[0061]
На способность многослойного нетканого материала 10 к впитыванию жидкостей влияет не только градиент степени гидрофильности в направлении толщины, описанный выше, но и также в большей или меньшей степени толщина гидрофобного второго слоя 12. Малое межволоконное расстояние и большая толщина гидрофобного нетканого материала представляют собой факторы, обуславливающие увеличение водостойкости. Таким образом, в случае, когда гидрофобный второй слой 12 (вторая поверхность 10b) представляет собой слой, который первым контактирует с жидкостью, подлежащей впитыванию (слой, в который втягивается жидкость), для повышения способности многослойного нетканого материала 10 к впитыванию жидкостей второй слой 12 предпочтительно имеет малую толщину и низкую плотность волокон (длинное межволоконное расстояние). С другой стороны, гидрофильный слой, соседний со вторым слоем 12 (первый слой 11 в проиллюстрированном примере), имеет большую капиллярную силу и поэтому может впитывать воду через гидрофобный слой. Таким образом, этот гидрофильный слой предпочтительно имеет высокую плотность волокон (короткое межволоконное расстояние). В межслойных сплавленных частях 16 и частях, периферийных по отношению к ним, гидрофильные волокна первого слоя 11, имеющего высокую плотность волокон (короткое межволоконное расстояние), легко открываются в направлении второй поверхности 10b из зазоров между волокнами второго слоя 12 (второй поверхности 10b), имеющего относительно низкую плотность волокон (длинное межволоконное расстояние), и жидкость быстро втягивается внутрь из периферийных участков межслойных сплавленных частей 16 и зон вблизи них на второй поверхности 10b и впитывается и удерживается в гидрофильном первом слое 11 более стабильно. По этим соображениям первый слой 11 предпочтительно имеет плотность волокон, более высокую, чем плотность волокон второго слоя 12, то есть предпочтительно имеет более короткое межволоконное расстояние между составляющими волокнами, чем второй слой 12. Межволоконное расстояние определяют нижеприведенным методом.
[0062]
<Метод измерения межволоконного расстояния>
Межволоконное расстояние для скопления волокон, такого как нетканый материал или бумага, получают посредством нижеприведенной Формулы (1), базирующейся на предположении Wrotnowski. Формулу (1), как правило, используют для получения расстояния между волокнами из скопления волокон. Согласно предположению Wrotnowski волокна являются цилиндрическими и расположены регулярно без перекрещивания.
В случае, когда лист объекта измерений (первый гидрофильный слой 11А, второй гидрофильный слой 11В и гидрофобный слой 12) имеет однослойную структуру, межволоконное расстояние для листа, имеющего однослойную структуру, может быть получено посредством Формулы (1).
В случае, когда лист объекта измерений (первый гидрофильный слой 11А, второй гидрофильный слой 11В и гидрофобный слой 12) имеет многослойную структуру, как в случае нетканого материала со структурой SMS, межволоконное расстояние для листа, имеющего многослойную структуру, может быть получено в соответствии с нижеприведенной процедурой.
Сначала межволоконное расстояние для каждого из волокнистых слоев, образующих многослойную структуру, рассчитывают из нижеприведенной Формулы (1). В данном расчете в качестве толщины t, поверхностной плотности W, плотности ρ волокон из смолы и диаметра D волокон, используемых в Формуле (1), соответственно используют те значения, которые используются для слоев объекта измерений. Каждый параметр из толщины t, поверхностной плотности W и диаметра D волокон представляет собой среднее значение из значений, измеренных во множестве мест измерения.
Толщину t (мм) измеряют следующим образом. Сначала из листа, являющегося объектом измерений, вырезают кусок с следующими размерами - 50 мм в продольном направлении × 50 мм в направлении ширины, посредством чего получают вырезанный кусок листа. В случае, когда вырезанный кусок данного размера не может быть получен в качестве листа объекта измерений, например, в случае, когда лист берут из впитывающего изделия малого размера, получают вырезанный кусок, который является настолько большим, насколько это возможно. После этого вырезанный кусок помещают на плоскую пластину, затем плоскую стеклянную пластину размещают на плоской пластине, и груз равномерно размещают на стеклянной пластине так, чтобы нагрузка, включая стеклянную пластину, составляла 49 Па, и измеряют толщину вырезанного куска. В среде для измерений температура составляет 20±2°С, и относительная влажность составляет 65±5%, и оборудование для измерений представляет собой микроскоп (VHX-1000, изготавливаемый KEYENCE CORPORATION). Для измерения толщины вырезанного куска сначала получают увеличенную фотографию плоскости разрезания вырезанного куска. Увеличенная фотография также включает в себя объект, имеющий известные размеры. Далее, шкалу выравнивают относительно увеличенной фотографии плоскости разрезания вырезанного куска, и измеряют толщину вырезанного куска, то есть толщину листа как объекта измерений. Вышеприведенный процесс повторяют три раза, и среднее значение для трех процессов используют в качестве толщины t листа как объекта измерений. В случае, когда лист как объект измерений представляет собой многослойное изделие, границы между слоями определяют на основе различия в диаметре волокон и рассчитывают толщину.
Поверхностную плотность W (г/м2) получают посредством вырезания листа как объекта измерений с заданным размером (например, 12 см × 6 см) и - после измерения массы - деления измеренной массы на площадь, полученную из заданного размера («поверхностная плотность W (г/м2) = масса ÷ площадь, полученная посредством заданного размера»). Измерение выполняют четыре раза, и среднее значение используют в качестве поверхностной плотности.
Плотность ρ (г/см3) волокон из смолы определяют на основе метода измерения, представляющего собой метод измерения с использованием градиентной трубы для определения плотности, описанный в JIS L1015 Метод испытаний для искусственных штапельных волокон (JIS - Японский промышленный стандарт), используя градиентную трубу для определения плотности (URL: http://kikakurui.com/l/L1015-2010-01.html, документ JIS Handbook Fibre - 2000, Japanese Standards Association, стр.764-765).
Диаметр D (мкм) волокон получают таким образом: поперечное сечение волокна для десяти из разрезанных волокон измеряют посредством автоэмиссионного сканирующего электронного микроскопа S-4000, изготавливаемого компанией Hitachi, Ltd., и среднее значение используют в качестве диаметра волокон. Диаметр D волокон измеряют в соответствии с <Методом измерения диаметра волокон>, описанным позднее.
После этого межволоконное расстояние для каждого слоя умножают на долю толщины данного слоя в общей толщине многослойной структуры, и получают сумму полученных таким образом значений для слоев. Соответственно, получают межволоконное расстояние для составляющих волокон заданного листа, имеющего многослойную структуру. Например в нетканом материале со структурой SMS, представляющей собой трехслойную структуру, образованную двумя слоями S и слоем М, два слоя S используют в качестве одного слоя, и если общая толщина t трехслойной структуры составляет 0,11 мм, толщина t слоев S составляет 0,1 мм, межволоконное расстояние LS для слоев S составляет 47,8 мкм, толщина t слоя М составляет 0,01 мм, и межволоконное расстояние LS для слоя М составляет 3,2 мкм, расстояние между волокнами, представляющими собой составляющие волокна нетканого материала со структурой SMS, составляет 43,8 мкм [= (47,9 × 0,1+3,2 × 0,01)/0,11].
[0063]
[Формула 1]
среднее межволоконное расстояние (мкм) = 
D: диаметр волокон (мкм)
ρ: плотность волокон из смолы (г/см3)
t: толщина (мм)
W: поверхностная плотность (г/м2).
[0064]
Отношение межволоконного расстояния для составляющих волокон (гидрофильных волокон 14) первого слоя 11 к межволоконному расстоянию для составляющих волокон (гидрофобных волокон 15) гидрофобного слоя 12, то есть первое значение/последнее значение, предпочтительно составляет 1,1 или более и, более предпочтительно, 10 или более и, предпочтительно, 70 или менее и, более предпочтительно, 50 или менее с учетом исходного условия, заключающегося в том, что первое значение < последнее значение, как описано выше.
Межволоконное расстояние для составляющих волокон (гидрофильных волокон 14) первого слоя 11 предпочтительно составляет 5 мкм или более и, более предпочтительно, 7 мкм или более и, предпочтительно, 100 мкм или менее и, более предпочтительно, 80 мкм или менее.
Межволоконное расстояние для составляющих волокон (гидрофобных волокон 15) второго слоя 12 предпочтительно составляет 7 мкм или более и, более предпочтительно, 10 мкм или более и, предпочтительно, 200 мкм или менее и, более предпочтительно, 150 мкм или менее.
[0065]
По соображениям, связанным с повышением способности к впитыванию жидкостей за счет выполнения многослойного нетканого материала 10 с градиентом плотности волокон, при котором плотность волокон увеличивается от второго слоя 12 к первому слою 11 (к той стороне многослойной структуры 13, которая является внутренней в направлении Z толщины), как описано выше, составляющие волокна (гидрофильные волокна 14) первого слоя 11 предпочтительно имеют диаметр волокон, который меньше диаметра составляющих волокон (гидрофобных волокон 15) второго слоя 12. Диаметр волокон определяют нижеприведенным методом.
[0066]
<Метод измерения диаметра волокон>
Объект измерений (волокнистый слой, многослойный нетканый материал) разрезают бритвой (например, однолезвийной бритвой, изготавливаемой компанией FEATHER SAFETY RAZOR Co., Ltd.), посредством чего получают образец, имеющий прямоугольную форму на виде в плане (8 мм × 4 мм). Объект измерений вырезают осторожно, чтобы не повредить структуру плоскости разрезания образца, образованную разрезанием, например, под действием давления при разрезании. Примеры предпочтительных способов разрезания объекта измерений включают способ, в котором объект измерений помещают в жидкий азот для его замораживания в достаточной степени перед разрезанием объекта измерений и после этого объект измерений разрезают. Используя двустороннюю бумажную ленту (NICE TACK NW-15, изготавливаемую компанией Nichiban Co., Ltd.), образец прикрепляют к столику для образцов. Далее, образец покрывают платиной. При нанесении покрытия используют устройство для ионного напыления Е-1030 (наименование изделия), изготавливаемое компанией Hitachi Naka Seiki Kabushiki Kaisha, и время напыления составляет 30 секунд. Поперечное сечение образца осматривают с помощью автоэмиссионного сканирующего электронного микроскопа S-4000, изготавливаемого компанией Hitachi, Ltd., при 1000-кратном увеличении.
[0067]
В вышеописанном методе измерения диаметра волокон в случае измерения диаметра волокон, представляющих собой составляющие волокна (гидрофильные волокна 14) первого слоя 11, выбирают волокна, соединенные с межволоконными сплавленными частями 17, в то время как в случае измерения диаметра волокон, представляющих собой составляющие волокна (гидрофобные волокна 15) второго слоя 12, выбирают составляющие волокна (гидрофобные волокна 15) второго слоя 12, перекрывающие межволоконные сплавленные части 17, и измеряют длину 10 волокон в направлении ширины по отношению к продольному направлению, и среднее значение из данных длин используют в качестве диаметра волокон.
В случае, когда объект измерений представляет собой комбинированный нетканый материал, образованный множеством волокнистых слоев, имеющих разные диаметры волокон, такой как нетканый материал со структурой SMS или нетканый материал со структурой SMMS, на способность первого слоя 11 к впитыванию жидкостей значительно влияет слой, полученный аэродинамическим способом из расплава, включающий в себя тонкие волокна и имеющий высокую плотность волокон, и на способность к впитыванию жидкостей со второй поверхности 10b значительно влияет слой, полученный аэродинамическим способом из расплава, имеющий тонкие волокна во втором слое 12 и высокую плотность волокон. С учетом вышеизложенного в случае, в котором объект измерений представляет собой комбинированный нетканый материал, образованный множеством волокнистых слоев, имеющих разные диаметры волокон и включающих слой, полученный аэродинамическим способом из расплава, при измерении диаметра волокон комбинированного нетканого материала измеряют диаметр волокон слоя, полученного аэродинамическим способом из расплава, в данном комбинированном нетканом материале.
[0068]
Отношение диаметра волокон, представляющих собой составляющие волокна (гидрофильные волокна 14) первого слоя 11, (первого значения) к диаметру волокон, представляющих собой составляющие волокна (гидрофобные волокна 15) второго слоя 12, (последнему значению) [то есть отношение диаметра волокон, представляющих собой составляющие волокна (гидрофильные волокна 14) первого слоя 11 к диаметру волокон, представляющих собой составляющие волокна (гидрофобные волокна 15) второго слоя 12], то есть первое значение/последнее значение, предпочтительно составляет 0,05 или более и, более предпочтительно, 0,06 или более и, предпочтительно, 0,9 или менее и, более предпочтительно, 0,8 или менее с учетом исходного условия, заключающегося в том, что первое значение < последнее значение, как описано выше.
Диаметр волокон, представляющих собой составляющие волокна (гидрофильные волокна 14) первого слоя 11, предпочтительно составляет 0,5 мкм или более и, более предпочтительно, 1 мкм или более и, предпочтительно, 30 мкм или менее и, более предпочтительно, 20 мкм или менее.
Диаметр волокон, представляющих собой составляющие волокна (гидрофобные волокна 15) второго слоя 12, предпочтительно составляет 3 мкм или более и, более предпочтительно, 5 мкм или более и, предпочтительно, 40 мкм или менее и, более предпочтительно, 30 мкм или менее.
[0069]
По соображениям, связанным с повышением способности многослойного нетканого материала 10 к впитыванию жидкостей, количество волокон (число волокон), представляющих собой гидрофильные волокна 14 как основные составляющие волокна первого слоя 11, на единицу площади предпочтительно превышает количество волокон, представляющих собой гидрофобные волокна 15 как основные составляющие волокна второго слоя 12, на единицу площади. Количество волокон на единицу площади определяют нижеприведенным методом.
[0070]
<Метод определения количества волокон на единицу площади>
Сначала многослойный нетканый материал 10 как объект измерений разрезают бритвой так, что разрезание бритвой осуществляется вдоль межволоконных сплавленных частей 17, способом, аналогичным способу в <Методе измерения диаметра волокон>, посредством чего получают образец. Плоскость разрезания образца осматривают с увеличением (отрегулированным до увеличения, при котором могут быть измерены поперечные сечения приблизительно 30-60 волокон: 150-500-кратном увеличении) посредством сканирующего электронного микроскопа, и подсчитывают число поперечных сечений волокон, которые разрезаны поперек, на единицу площади (приблизительно 0,5 мм2). При подсчете числа поперечных сечений волокон в случае измерения составляющих волокон (гидрофильных волокон 14) первого слоя 11 выбирают волокна, соединенные с межволоконными сплавленными частями 17. При измерении составляющих волокон (гидрофобных волокон 15) второго слоя 12 выбирают составляющие волокна (гидрофобные волокна 15) второго слоя 12, перекрывающие межволоконные сплавленные части 17. При измерении составляющих волокон (гидрофильных волокон 14) первого слоя 11 в случае, когда трудно определить волокна, соединенные с межволоконными сплавленными частями 17, число, полученное вычитанием числа составляющих волокон (гидрофобных волокон 15) второго слоя 12, перекрывающих межволоконные сплавленные части 17, из числа поперечных сечений волокон в определенной зоне в направлении всей толщины рядом с межволоконными сплавленными частями 17, используют в качестве числа составляющих волокон (гидрофильных волокон 14) первого слоя 11. Измерение выполняют в трех местах, и среднее значение для них используют в качестве количества волокон.
[0071]
Отношение количества волокон, представляющих собой гидрофильные волокна 14 первого слоя 11, на единицу площади (первого значения) к количеству волокон, представляющих собой гидрофобные волокна 15 второго слоя 12, на единицу площади (последнему значению) (то есть отношение количества волокон, представляющих собой гидрофильные волокна 14 первого слоя 11, на единицу площади к количеству волокон, представляющих собой гидрофобные волокна 15 второго слоя 12, на единицу площади), то есть первое значение/последнее значение, предпочтительно составляет 1,8 или более и, более предпочтительно, 2,0 или более и, предпочтительно, 8 или менее и, более предпочтительно, 6 или менее с учетом исходного условия, заключающегося в том, что первое значение > последнее значение, как описано выше.
Количество волокон (число волокон), представляющих собой гидрофильные волокна 14 первого слоя 11, на единицу площади предпочтительно составляет 10/мм2 или более и, более предпочтительно, 15/мм2 или более и, предпочтительно, 300/мм2 или менее и, более предпочтительно, 200/мм2 или менее.
Количество волокон (число волокон), представляющих собой гидрофобные волокна 15 второго слоя 12, на единицу площади предпочтительно составляет 3/мм2 или более и, более предпочтительно, 5/мм2 или более и, предпочтительно, 100/мм2 или менее и, более предпочтительно, 70/мм2 или менее.
[0072]
Многослойная структура в многослойном нетканом материале согласно настоящему изобретению может включать в себя другой слой помимо гидрофильного первого слоя, включающего в себя гидрофильные волокна, и гидрофобного второго слоя, включающего в себя гидрофобные волокна, описанных выше. В частности, например, в многослойном нетканом материале 10, проиллюстрированном на фиг.1, слой из длинных волокон, включающий в себя длинные волокна, может быть размещен со стороны второго слоя 12, более близкой ко второй поверхности 10b. То есть, многослойный нетканый материал 10 может иметь многослойную структуру из трех или более слоев, включающих первый слой 11, образующий первую поверхность 10а, слой из длинных волокон (непоказанный), образующий вторую поверхность 10b, и второй слой 12, расположенный между данными слоями.
[0073]
Структура слоя из длинных волокон не ограничена конкретной структурой, но по соображениям, связанным с повышением способности к впитыванию жидкости со второй поверхности 10b, структура предпочтительно представляет собой гидрофильный слой и предпочтительно слой, в основном включающий в себя гидрофильные волокна. Гидрофильные волокна, используемые в первом слое, могут быть использованы без какого-либо особого ограничения в качестве гидрофильных волокон, которые представляют собой основные составляющие волокна слоя из длинных волокон. Примеры слоя из длинных волокон включают слой, включающий в себя гидрофильный слой, включающий в себя волокна, в которые вмешано средство для придания гидрофильности. Поверхностная плотность слоя из длинных волокон не ограничена конкретным значением и предпочтительно составляет 2 г/м2 или более и, более предпочтительно, 3 г/м2 или более и, предпочтительно, 10 г/м2 или менее и, более предпочтительно, 8 г/м2 или менее.
[0074]
В качестве другого варианта осуществления многослойной структуры в многослойном нетканом материале согласно настоящему изобретению эластичный элемент (непоказанный) может быть размещен между первым слоем 11 и вторым слоем 12 в многослойном нетканом материале 10, проиллюстрированном на фиг.1. В случае, когда многослойная структура 13 представляет собой многослойную структуру из трех или более слоев, размещение эластичного элемента не ограничено размещением между первым слоем 11 и вторым слоем 12, и эластичный элемент может быть размещен между любыми слоями. Как описано выше, размещение эластичного элемента между слоями многослойной структуры придает эластичность многослойному нетканому материалу, и диапазон применений многослойного нетканого материала может быть дополнительно увеличен.
[0075]
Эластичный элемент может быть растянут и предпочтительно имеет свойство (эластичность), при котором при снятии усилия в состоянии, в котором эластичный элемент растянут до длины, превышающей в 1,3 раза его исходную длину, (эластичный элемент имеет длину, в 1,3 раза превышающую исходную длину) эластичный элемент возвращается к длине, которая менее чем в 1,1 раза или в 1,1 раза превышает исходную длину. Неэластичный элемент представляет собой элемент, не обладающий такой «эластичностью», то есть элемент, обладающий свойством, при котором при снятии усилия в состоянии, в котором элемент растянут до длины, превышающей в 1,3 раза исходную длину, (элемент имеет длину, в 1,3 раза превышающую исходную длину) элемент не возвращается к длине, которая менее чем в 1,1 раза или в 1,1 раза превышает исходную длину. Форма эластичного элемента не ограничена конкретным примером, и может быть выбрана любая форма, такая как нитевидная форма, листообразная форма или совокупность эластичных волокон (слой эластичных волокон). Например, многослойный нетканый материал 10 (многослойная структура 13), проиллюстрированный (проиллюстрированная) на фиг.1, может принимать форму, в которой множество эластичных элементов в виде нитей размещены между первым слоем 11 и вторым слоем 12 и растянуты в одном и том же направлении. В этом случае многослойный нетканый материал 10 (многослойная структура 13) является эластичным (-ой) в направлении, в котором растянуты эластичные элементы.
[0076]
В качестве материала для эластичных элементов может быть использован полимерный материал, такой как натуральный каучук или термопластичный эластомер. Примеры полимерного материала или эластичного эластомера включают: эластомеры на основе стирола, такие как блок-сополимер стирола и бутадиена с чередованием блоков (SBS), блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этилена-бутадиена с чередованием блоков (SEBS) и блок-сополимер стирола и этилена-пропилена с чередованием блоков (SEPS); эластомеры на основе олефинов (α-олефиновый эластомер на основе этилена и эластомер на основе пропилена, полученные, например, сополимеризацией этилена, бутена и октена)); эластомер на основе сложного полиэфира и эластомер на основе полиуретана.
[0077]
Далее, способ изготовления многослойного нетканого материала согласно настоящему изобретению будет описан со ссылкой на чертежи на основе предпочтительного варианта осуществления. Фиг.5 схематически иллюстрируют пример способа изготовления многослойного нетканого материала 10, описанного выше, в качестве одного варианта осуществления способа изготовления многослойного нетканого материала согласно настоящему изобретению. Как описано выше, многослойный нетканый материал 10 имеет многослойную структуру 13 из волокнистых слоев, включающих в себя термопластичные волокна (гидрофильные волокна 14 и гидрофобные волокна 15), и слои, образующие многослойную структуру 13, сплавлены друг с другом в межслойных сплавленных частях 16.
[0078]
Как проиллюстрировано на фиг.5, способ изготовления многослойного нетканого материала 10 включает: этап получения многослойного элемента 10Р посредством перемещения гидрофильного базового нетканого материала 11Р и осаждения гидрофобных волокон 15, полученных формованием волокон из смолы, на перемещаемом базовом нетканом материале 11Р и этап сплавления слоев друг с другом, заключающийся в формировании межслойных сплавленных частей 16 посредством нагрева многослойного элемента 10Р при одновременном частичном сдавливании многослойного элемента 10Р в направлении толщины. Базовый нетканый материал 11Р включает в себя межволоконные сплавленные части 17, в которых составляющие волокна (гидрофильные волокна 14) сплавлены друг с другом, с плотностью, более высокой, чем в периферийной части. Базовый нетканый материал 11Р должен в конце концов стать первым слоем 11 в многослойном нетканом материале 10, который является объектом изготовления в данном способе изготовления.
[0079]
В этом способе изготовления, проиллюстрированном на фиг.5, сначала базовый нетканый материал 11Р, смотанный в виде рулона, разматывают и перемещают посредством конвейера 50 в одном направлении, обозначенном ссылочной позицией MD, и во время перемещения гидрофобные волокна 15 при формовании выходят из фильеры формующей головки 51, расположенной над конвейером 50, и осаждаются непосредственно на базовом нетканом материале 11Р, посредством чего получают многослойный элемент 10Р. После этого многослойный элемент 10Р перемещают для его подачи между двумя валиками 52 и 53 для тиснения и подвергают горячему тиснению, посредством чего формируются межслойные сплавленные части 16 (этап сплавления слоев друг с другом). Валик 52 для тиснения расположен над перемещаемым многослойным элементом 10Р и во время горячего тиснения контактирует непосредственно с осажденным слоем (холстом) из гидрофобных волокон 15, полученных прямым формованием волокном. Валик 53 для тиснения расположен под перемещаемым многослойным элементом 10Р и контактирует с базовым нетканым материалом 11Р во время горячего тиснения. Что касается наружных периферийных поверхностей валиков 52 и 53, которые контактируют с многослойным элементом 10Р как объектом обработки, то наружная периферийная поверхность валика 53 для тиснения не имеет неровности (углублений и выступов), в то время как наружная периферийная поверхность валика 52 для тиснения имеет выступы (непоказанные) с конфигурацией, которая соответствует конфигурации межслойных сплавленных частей 16 в многослойном нетканом материале 10 как объекте изготовления. В зоне зажима между валиками 52 и 53, имеющими такую конструкцию, многослойный элемент 10Р сдавливается в направлении толщины при его одновременном нагреве до температуры, которая больше или равна температуре плавления термопластичных волокон (гидрофильных волокон 14 и гидрофобных волокон 15), включенных в многослойный элемент 10Р. Соответственно, многослойный элемент 10Р частично сдавливается выступами валика 52 для тиснения со стороны осажденного слоя гидрофобных волокон 15 по направлению к базовому нетканому материалу 11Р, посредством чего в сдавленных частях формируются межслойные сплавленные части 16. Этот этап сплавления слоев друг с другом обеспечивает превращение осажденного слоя из гидрофобных волокон 15 в нетканый материал и соединение данного нетканого материала с базовым нетканым материалом 11Р в одно целое посредством многослойных сплавленных частей 16. Вышеописанным способом получают многослойный нетканый материал 10, имеющий многослойную структуру 13, образованную первым слоем 11 из базового нетканого материала 11Р и вторым слоем 12, представляющим собой осажденный слой (холст) из гидрофобных волокон 15. В многослойном нетканом материале 10, полученном таким образом, межслойные сплавленные части 16 вдавлены со стороны второй поверхности 10b по направлению к первой поверхности 10а.
[0080]
Основным признаком этого способа изготовления является то, что обеспечивается прямое формование гидрофобных волокон 15 и их осаждение на гидрофильном базовом нетканом материале 11Р, например, посредством формования из расплава, в результате чего холст формируется как осажденный слой данных волокон. В этом способе изготовления, в котором используется так называемая технология прямого формования волокон, волокна (гидрофобные волокна 15), полученные посредством временной намотки длинных волокон, полученных формованием из расплава, при использовании намоточного устройства и последующих вытягивания или разрезания получающихся в результате, длинных волокон, не осаждаются на базовом нетканом материале 11Р.
[0081]
При изготовлении многослойного нетканого материала, такого как многослойный нетканый материал 10, использование технологии прямого формования волокон, как в данном способе изготовления, может обеспечить уменьшение поверхностной плотности многослойного нетканого материала по сравнению со способом, в котором множество нетканых материалов накладывают друг на друга в виде стопы и соединяют посредством горячего тиснения. В частности, толщина гидрофобного второго слоя 12, сформированного посредством прямого формования волокон, может быть легко уменьшена. Как описано выше, второй слой 12 предпочтительно имеет относительно малую поверхностную плотность и малую толщину. В этом случае жидкость может быть легко впитана через периферийные участки межслойных сплавленных частей 16 и зоны вблизи них на второй поверхности 10b. Поскольку в данном способе изготовления гидрофобные волокна 15, полученные формованием волокон, осаждаются непосредственно на гидрофильном базовом нетканом материале 11Р для формирования многослойного элемента 10Р посредством этого, гидрофобные волокна 15 легко проходят в базовый нетканый материал 11Р, так что сцепление между первым слоем 11 и вторым слоем 12 увеличивается. Таким образом, как описано выше, получают высококачественный многослойный нетканый материал 10, демонстрирующий высокую способность к впитыванию жидкостей в случае, когда межслойные сплавленные части 16 и части, периферийные по отношению к ним, на второй поверхности 10b используются в качестве частей для втягивания жидкости, и имеющий высокую прочность.
[0082]
Многослойный нетканый материал согласно настоящему изобретению включает вариант, в котором множество вторых слоев 12 наложены друг на друга, и многослойная структура 13 включает в себя три или более слоев. В случае изготовления многослойного нетканого материала в данном виде на этапе получения многослойного элемента 10Р гидрофобные волокна 15 осаждают на базовом нетканом материале 11Р множество раз. В этом случае в способе изготовления, проиллюстрированном на фиг.5, например, множество формующих головок 51 расположены с промежутками в направлении MD перемещения, и гидрофобные волокна 15 при формовании последовательно выходят из каждой формующей головки 51 для их осаждения непосредственно на базовом нетканом материале 11Р.
[0083]
Базовый нетканый материал 11Р может быть изготовлен в соответствии с типовым способом в зависимости от типа базового нетканого материала 11Р. Базовый нетканый материал 11Р, как правило, изготавливают посредством этапа получения холста путем осаждения волокон, полученных формованием волокон из смолы, и этапа сплавления волокон друг с другом, заключающегося в нагреве холста при одновременном частичном сдавливании холста в направлении толщины для образования межволоконных сплавленных частей 17. Например, в случае, когда базовый нетканый материал 11Р (первый слой 11) представляет собой фильерный нетканый материал, данный нетканый материал получают следующим образом. То есть, смоляную композицию как материал для нетканого материала сначала расплавляют, например, посредством экструдера и выдавливают из фильеры формующей головки, тем самым осуществляя формование длинных волокон. Полученные длинные волокна охлаждают посредством охлаждающей текучей среды, и растягивающее усилие прикладывают к длинным волокнам с помощью воздуха для вытягивания так, что длинные волокна будут иметь заданную тонину, и волокна, получающиеся в результате, собирают на собирающей ленте и осаждают до заданной толщины. После этого длинные волокна подвергают процессу сплавления путем горячего тиснения, посредством чего образуют межволоконные сплавленные части 17.
[0084]
На этапе сплавления волокон друг с другом холст (листообразный объект, не подвергнутый сплавлению волокон друг с другом; материал-предшественник базового нетканого материала 11Р), как правило, нагревают при одновременном сдавливании в направлении толщины со стороны одной поверхности, посредством чего образуют межволоконные сплавленные части 17. В случае изготовления многослойного нетканого материала 10 посредством использования технологии так называемого прямого формования волокон и при использовании базового нетканого материала 11Р, включающего в себя межволоконные сплавленные части 17, образованные сдавливанием со стороны данной одной поверхности холста, гидрофобные волокна 15 осаждают на поверхности, противоположной по отношению к сдавленной поверхности (поверхности, на которой образованы вдавленные межволоконные сплавленные части 17) базового нетканого материала 11Р. В многослойном нетканом материале 10, полученном таким образом, межволоконные сплавленные части 17 вдавлены со стороны первой поверхности 10а по направлению ко второй поверхности 10b.
[0085]
Базовый нетканый материал 11Р должен стать гидрофильным первым слоем 11 в многослойном нетканом материале 10 как объекте изготовления и, по меньшей мере, в момент времени перед непосредственным осаждением гидрофобных волокон 15 подвергается обработке для придания гидрофильности. Как описано выше, обработка базового нетканого материала 11Р для придания гидрофильности может предусматривать использование нанесения покрытия из средства для придания гидрофильности на волокна или скопление волокон, вмешивания средства для придания гидрофильности в волокна и известной обработки для придания гидрофильности, такой как плазменная обработка, и, как правило, используют вмешивание средства для придания гидрофильности или нанесение покрытия из средства для придания гидрофильности.
[0086]
Например, в случае, когда базовый нетканый материал 11Р (первый слой 11) представляет собой фильерный нетканый материал, и обработку для придания гидрофильности выполняют посредством вмешивания средства для придания гидрофильности, маточную смесь со средством для придания гидрофильности, полученную расплавлением и вмешиванием средства для придания гидрофильности в термопластичную смолу для получения заданной концентрации средства для придания гидрофильности, и термопластичную смолу как материал для нетканого материала смешивают в заданном соотношении, и смесь расплавляют, например, посредством экструдера и выдавливают из фильеры формующей головки для получения длинных волокон. Эти длинные волокна осаждают для получения холста (предшественника базового нетканого материала 11Р). Длинные волокна, полученные таким образом, представляют собой гидрофильные волокна 14.
[0087]
С другой стороны, в случае выполнения обработки базового нетканого материала 11Р для придания гидрофильности посредством нанесения средства для придания гидрофильности средство для придания гидрофильности, как правило, наносят на гидрофобный нетканый материал (материал-предшественник базового нетканого материала 11Р), полученный обычным способом, образованный термопластичными волокнами (гидрофобными волокнами) и включающий в себя межволоконные сплавленные части 17. В случае изготовления многослойного нетканого материала 10 посредством использования технологии так называемого прямого формования волокон, при которой используется базовый нетканый материал 11Р, покрытый средством для придания гидрофильности, как описано выше, гидрофобные волокна 15 осаждаются на поверхности базового нетканого материала 11Р, покрытой средством для придания гидрофильности. В многослойном нетканом материале 10, полученном таким образом, сторона первого слоя 11, образованного базовым нетканым материалом 11Р, которая находится ближе ко второй поверхности 10b, покрыта средством для придания гидрофильности, и поэтому первый слой 11 имеет градиент степени гидрофильности, при котором степень гидрофильности является относительно низкой на стороне, направленной к первой поверхности 10а, и относительно высокой на стороне, направленной ко второй поверхности 10b, как описано выше. То есть, полученный таким образом, многослойный нетканый материал 10 (многослойная структура 13) имеет градиент степени гидрофильности, при котором степень гидрофильности увеличивается ступенчато от гидрофобного второго слоя 12 (второй поверхности 10b) по направлению к внутренней части многослойной структуры 13 в направлении толщины, и поэтому можно ожидать, что способность к впитыванию жидкостей дополнительно увеличится.
[0088]
В данном способе изготовления процесс каландрования может быть выполнен на многослойном элементе 10Р (многослойном нетканом материале 10) непосредственно перед этапом сплавления слоев друг с другом или непосредственно после этапа сплавления слоев друг с другом, более конкретно, непосредственно перед горячим тиснением или непосредственно после горячего тиснения с использованием двух валиков 52 и 53 для тиснения. Как широко известно, процесс каландрования представляет собой процесс, в котором скопление волокон, такое как нетканый материал, подвергают воздействию тепла и давления посредством каландровых валиков, так что плотность скопления волокон увеличивается. Процесс каландрования, выполняемый на многослойном элементе 10Р непосредственно перед этапом сплавления слоев друг с другом или непосредственно после этапа сплавления слоев друг с другом, может дополнительно способствовать «входу гидрофобных волокон 15 в базовый нетканый материал 11Р», что является преимуществом технологии прямого формования волокон, описанной выше, и поэтому такие свойства многослойного нетканого материала 10, как способность к впитыванию жидкостей и прочность, могут быть дополнительно улучшены. Число и схема расположения каландровых валиков, используемых для процесса каландрования, не ограничены проиллюстрированным примером. Например, могут быть использованы конфигурация с последовательным расположением или наклонным расположением, образованная тремя каландровыми валиками, конфигурация с последовательным расположением, расположением в виде перевернутой буквы L, Z-образным расположением или наклонным Z-образным расположением, образованная четырьмя каландровыми валиками, конфигурация с Z-образным расположением или L-образным расположением, образованная пятью каландровыми валиками. Температура в процессе каландрования предпочтительно меньше или равна температуре размягчения составляющих волокон многослойного элемента 10Р (многослойного нетканого материала 10) как объекта обработки. Процесс каландрования, выполняемый при температуре размягчения или большей температуре, может привести к затвердеванию нетканого материала, что вызывает снижение комфорта для кожи.
[0089]
В данном способе изготовления процесс каландрования может быть выполнен на базовом нетканом материале 11Р перед осаждением гидрофобных волокон 15 на базовом нетканом материале 11Р, более конкретно, перед тем, как базовый нетканый материал 11Р, который перемещается на линии по изготовлению многослойного нетканого материала 10, пройдет через формующую головку 51. Таким образом, межволоконное расстояние в базовом нетканом материале 11 уменьшается, и капиллярное давление увеличивается, так что способность к впитыванию жидкостей повышается. Таким образом, даже в случае, когда гидрофобный второй слой имеет относительно большое межволоконное расстояние и относительно малую поверхностную плотность, может быть обеспечено преимущество, заключающееся в том, что вторая поверхность 10b будет сухой после впитывания жидкости. Таким образом, момент выполнения процесса каландрования в данном способе изготовления может быть любым из момента непосредственно перед этапом сплавления слоев друг с другом или момента непосредственно после этапа сплавления слоев друг с другом, и процесс каландрования может происходить перед осаждением гидрофобных волокон 15 на базовом нетканом материале 11Р, или может соответствовать обоим данным моментам.
[0090]
Кроме того, этап изготовления базового нетканого материала 11Р может предусматривать использование процесса каландрования. То есть, процесс каландрования может быть выполнен на холсте (листообразном объекте, не подвергнутом сплавлению волокон друг с другом; материале-предшественнике базового нетканого материала 11Р) непосредственно перед этапом сплавления волокон друг с другом или непосредственно после этапа сплавления волокон друг с другом.
[0091]
Как описано выше, многослойный нетканый материал согласно настоящему изобретению включает вариант, в котором эластичный элемент, такой как эластичный элемент в виде нитей, в виде листа или в виде скопления эластичных волокон (слоя эластичных волокон), расположен между первым слоем и вторым слоем. В случае изготовления многослойного нетканого материала, имеющего такую конфигурацию, в которой эластичный элемент размещен между слоями в многослойной структуре, эластичный элемент размещают на базовом нетканом материале 11Р перед осаждением гидрофобных волокон 15 на базовом нетканом материале 11Р. Способ размещения эластичного элемента может быть выбран соответствующим образом в зависимости, например, от вида/формы эластичного элемента. Например, в случае размещения слоя эластичных волокон в виде скопления эластичных волокон как эластичного элемента эластичные волокна могут быть получены прямым формованием волокон и осаждены на базовом нетканом материале 11Р аналогично гидрофобным волокнам 15.
[0092]
Нижеприведенное описание будет направлено на впитывающее изделие согласно настоящему изобретению со ссылкой на чертежи, базирующиеся на предпочтительном варианте осуществления. Впитывающее изделие согласно настоящему изобретению отличается тем, что оно включает в себя многослойный нетканый материал согласно настоящему изобретению, описанный выше. В частности, как описано выше, многослойный нетканый материал согласно настоящему изобретению имеет многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, многослойная структура имеет первую поверхность, которая представляет собой поверхность многослойного нетканого материала, и вторую поверхность, которая представляет собой другую поверхность многослойного нетканого материала, первая поверхность образована гидрофильным первым слоем, включающим в себя гидрофильные волокна, и гидрофобный второй слой, включающий в себя гидрофобные волокна, расположен со стороны первого слоя, более близкой ко второй поверхности. Во впитывающем изделии согласно настоящему изобретению многослойный нетканый материал расположен так, что его вторая поверхность обращена к коже пользователя.
[0093]
Фиг.6-8 иллюстрируют натягиваемый подгузник 1, который представляет собой один вариант осуществления впитывающего изделия согласно настоящему изобретению. Описание подгузника 1 будет направлено главным образом на компоненты, отличающиеся от компонентов многослойного нетканого материала 10, который представляет собой вариант осуществления многослойного нетканого материала, описанного выше, и аналогичные компоненты обозначены теми же ссылочными позициями, и их описание не будет повторено. Описание многослойного нетканого материала 10 соответствующим образом применяется для компонентов, не описанных конкретно.
[0094]
Как проиллюстрировано на фиг.6 и 7, подгузник 1 включает в себя переднюю зону А и заднюю зону В, расположенные в продольном направлении Х, и промежностную зону С, расположенную между зонами А и В. Подгузник 1 также включает в себя впитывающий элемент 23, проходящий через переднюю зону А и заднюю зону В, и передний поясной клапан FA и задний поясной клапан FB, расположенные снаружи соответственно от передней и задней частей 23А и 23В впитывающего элемента 23, концевых в продольном направлении Х, и проходящие в боковом направлении Y. В данном случае передняя зона А представляет собой зону, расположенную с передней стороны пользователя, когда пользователь носит впитывающее изделие, такое как одноразовый подгузник, и задняя зона В представляет собой зону, расположенную с задней стороны пользователя, когда пользователь носит впитывающее изделие, такое как одноразовый подгузник. Передняя зона А и задняя зона В представляют собой поясные части, соответствующие талии пользователя, когда пользователь носит подгузник 1.
[0095]
Как проиллюстрировано на фиг.7, передний поясной клапан FA относится к зоне, представляющей собой комбинацию зоны, которая расположена снаружи в продольном направлении Х от края передней части 23А впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны передней зоны А, и проходит в боковом направлении Y, и зоны, которая проходит в боковом направлении Y от передней части 23А впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны передней зоны А. Задний поясной клапан FВ относится к зоне, представляющей собой комбинацию зоны, которая расположена снаружи в продольном направлении Х от края задней части 23В впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны задней зоны В, и проходит в боковом направлении Y, и зоны, которая проходит в боковом направлении Y от задней части 23В впитывающего элемента 23, концевой в продольном направлении Х и расположенной со стороны задней зоны В.
[0096]
Как проиллюстрировано на фиг.6 и 7, подгузник 1 включает в себя впитывающий комплект 2 и наружный покрывающий элемент 3, который расположен со стороны поверхности впитывающего комплекта 2, не обращенной к коже, и обеспечивает фиксацию впитывающего комплекта 2. Наружный покрывающий элемент 3 включает в себя передний поясной клапан FA и задний поясной клапан FB, которые расположены снаружи соответственно от концевых в продольном направлении Х, передней и задней частей 23А и 23В впитывающего элемента 23, образующего впитывающий комплект 2, и проходят в боковом направлении Y. В подгузнике 1 эластифицированная зона (поясная эластифицированная часть G1 и поясная нижняя эластифицированная часть G2) образованы в переднем поясном клапане FA и заднем поясном клапане FB.
[0097]
Как проиллюстрировано на фиг.7, подгузник 1 представляет собой так называемый натягиваемый подгузник, в котором обе боковые краевые части 3а1 и 3а1 передней зоны А наружного покрывающего элемента 3 и обе боковые краевые части 3b1 и 3b1 задней зоны В наружного покрывающего элемента 3 соединены для образования двух боковых швов S и S, отверстия WO для талии и двух отверстий LO и LO для ног (см. фиг.6). Когда наружный покрывающий элемент 3 подгузника 1 в его плоско разложенном, нестянутом состоянии виден на виде в плане, проиллюстрированном на фиг.7, наружный покрывающий элемент 3 предпочтительно разделен на переднюю зону А, расположенную с передней стороны пользователя, когда пользователь носит подгузник 1, заднюю зону В, расположенную с задней стороны пользователя, когда пользователь носит подгузник 1, и промежностную зону С, расположенную между передней зоной А и задней зоной В. Плоско разложенное, нестянутое состояние подгузника 1 в данном случае относится к состоянию, в котором боковые швы S разодраны так, что подгузник 1 развернут, как проиллюстрировано на фиг.7, и эластичные элементы частей развернутого подгузника 1 растянуты до расчетных размеров (соответствующих размерам в плоскости при отсутствии какого-либо воздействия эластичных элементов за счет растягивания эластичных элементов данных частей).
[0098]
В данном документе «поверхность, обращенная к коже», относится к поверхности подгузника 1 или его компонента (например, впитывающего комплекта 2), обращенной к коже пользователя, когда пользователь носит подгузник 1. «Поверхность, не обращенная к коже», относится к поверхности подгузника 1 или его компонента, которая обращена к стороне (стороне предмета одежды), противоположной по отношению к стороне кожи пользователя, когда пользователь носит подгузник 1. В подгузнике 1 продольное направление Х относится к направлению, которое соответствует направлению от передней стороны пользователя к задней стороне и проходит через промежностную часть, и к направлению, проходящему через переднюю зону А и заднюю зону В в состоянии, когда подгузник 1 развернут в плоскости и растянут. Боковое направление Y относится к направлению, ортогональному к продольному направлению Х, и к направлению ширины подгузника 1, развернутого в плоскости и растянутого. Подгузник 1 является симметричным относительно вертикальной осевой линии CL1, проходящей в продольном направлении Х и проиллюстрированной на фиг.7. На фиг.7 ссылочная позиция CL2 обозначает поперечную осевую линию, проходящую в боковом направлении Y так, что она разделяет подгузник 1 пополам, и ортогональную к вертикальной осевой линии CL1.
[0099]
Когда подгузник 1 находится в его плоско разложенном, нестянутом состоянии, проиллюстрированном на фиг.7, в подгузнике 1 впитывающий комплект 2 имеет удлиненную форму, которая является относительно длинной в продольном направлении Х. Впитывающий комплект 2 включает в себя проницаемый для жидкостей, верхний лист 21, образующий поверхность, обращенную к коже, минимально проницаемый для жидкостей (включая водоотталкивающий), задний лист 22, образующий поверхность, не обращенную к коже, и удерживающий жидкости, впитывающий элемент 23, расположенный между данными листами 21 и 22. Как проиллюстрировано на фиг.7, боковые части впитывающего комплекта 2, проходящие в продольном направлении Х (продольном направлении), предусмотрены с манжетами 24 и 24, защищающими от утечки, включающими в себя эластичный элемент и расположенными в продольном направлении Х в растянутом состоянии. В частности, манжеты 24, защищающие от утечки, образованы из минимально проницаемого для жидкостей или водоотталкивающего воздухопроницаемого материала, и эластичные элементы 25 манжет, защищающих от утечки, растянутые в продольном направлении Х, расположены рядом со свободными концами манжет 24, защищающих от утечки. При ношении подгузника стягивание эластичных элементов 25 манжет, защищающих от утечки, вызывает подъем свободных концевых частей манжет 24, защищающих от утечки, так что это препятствует вытеканию выделяемой организмом, текучей среды в боковом направлении Y.
[0100]
Как проиллюстрировано на фиг.7, впитывающий комплект 2, имеющий вышеописанную конфигурацию, присоединен посредством адгезива для фиксации комплекта к центральной части наружного покрывающего элемента 3, при этом его продольное направление соответствует продольному направлению Х подгузника 1 в его плоско разложенном, нестянутом состоянии. Таким образом, наружный покрывающий элемент 3 расположен со стороны не обращенной к коже поверхности заднего листа 22, образующего впитывающий комплект 2, в направлении толщины одноразового подгузника 1 и прикреплен и присоединен к стороне поверхности, не обращенной к коже. Таким образом, в подгузнике 1 впитывающий элемент 23, образующий впитывающий комплект 2, расположен в передней зоне А и задней зоне В.
[0101]
В подгузнике 1, проиллюстрированном на фиг.7, наружный покрывающий элемент 3 включает в себя передний поясной клапан FA и задний поясной клапан FB, которые расположены снаружи соответственно от передней и задней частей 23А и 23В впитывающего элемента 23, концевых в продольном направлении Х, и проходят в боковом направлении Y. Как проиллюстрировано на фиг.6-8, наружный покрывающий элемент 3 включает в себя наружный лист 6 на стороне поверхности, не обращенной к коже и образующей наружную поверхность подгузника 1, и внутренний лист 3i, расположенный со стороны поверхности наружного листа 6, обращенной к коже. Наружный лист 6 включает в себя загнутую часть 6R, в которой выступающая часть, выступающая от каждой из концевых в продольном направлении Х, передней и задней частей внутреннего листа 3i, загнута к стороне поверхности внутреннего листа 3i, обращенной к коже. Как проиллюстрировано на фиг.7, загнутая часть 6R наружного листа 6 имеет прямоугольную форму, удлиненную в боковом направлении Y. Каждая из передней и задней концевых частей 23А и 23В впитывающего комплекта 2 закрыта загнутой частью 6R.
[0102]
Как описано выше, подгузник 1 включает в себя переднюю зону А и заднюю зону В, которые представляют собой поясные части, соответствующие талии пользователя, когда пользователь носит подгузник 1, и, как проиллюстрировано на фиг.7, зоны А и В включают в себя по меньшей мере поясную эластифицированную часть G1 и поясную нижнюю эластифицированную часть G2 в качестве эластифицированных зон и могут также включать в себя эластифицированные части G3 для ног. То есть, наружный покрывающий элемент 3 включает в себя в зонах А и В множество эластичных элементов 71, расположенных с промежутками в продольном направлении Х и проходящих в боковом направлении Y между наружным листом 6 и внутренним листом 3i, образующими наружный покрывающий элемент 3, так что поясная эластифицированная часть G1 и поясная нижняя эластифицированная часть G2 образованы в виде эластифицированных зон, которые являются эластичными в боковом направлении Y в зонах А и В. Наружный покрывающий элемент 3 включает в себя множество эластичных элементов 72 для ног, проходящих в заданном направлении от зон А и В через промежностную зону С между наружными листом 6 и внутренним листом 3i, и поэтому также может включать в себя эластифицированную часть G3 для ноги в качестве эластифицированной зоны в зонах А, В и С.
[0103]
В подгузнике 1, проиллюстрированном на фиг.6 и 7, поясная эластифицированная часть G1 образована в каждом концевом клапане, который расположен снаружи в продольном направлении Х (со стороны, противоположной по отношению к поперечной осевой линии CL2) от краев концевых в продольном направлении Х, передней и задней частей 23А и 23В впитывающего элемента 23, образующего впитывающий комплект 2, в продольном направлении Х. В подгузнике 1 поясная нижняя эластифицированная часть G2 образована в каждом боковом клапане, расположенном в продольном направлении Х между нижним концом поясной эластифицированной части G1, более близким к поперечной осевой линии CL2, и нижним концом бокового шва S. Задний поясной клапан FB и передний поясной клапан FA также представляют собой зону, являющуюся комбинацией концевого клапана (поясной эластифицированной части G1) и части бокового клапана (поясной нижней эластифицированной части G2). В подгузнике 1, проиллюстрированном на фиг.6 и 7, эластифицированная часть G3 для ноги образована на периферии отверстия LO для ноги.
[0104]
Как проиллюстрировано на фиг.6-8, подгузник 1 включает в себя потовпитывающий лист 10 (см. фиг.1), способный впитывать пот. Потовпитывающий лист 10 представляет собой многослойный нетканый материал 10 в качестве варианта осуществления многослойного нетканого материала согласно настоящему изобретению, описанного выше. Потовпитывающий лист 10 расположен так, что вторая поверхность 10b (наружная поверхность гидрофобного второго слоя 12) обращена к коже пользователя.
[0105]
В подгузнике 1 потовпитывающий лист 10 используется в основном для впитывания пота вокруг талии пользователя и расположен в эластифицированной зоне поясной части, описанной выше. То есть, потовпитывающий лист 10 имеет форму, удлиненную в одном направлении на виде в плане, проиллюстрированном на фиг.7, в частности, прямоугольную форму (лентообразную форму). Потовпитывающий лист 10 расположен на всей длине передней зоны А и задней зоны В как поясных частей в их боковом направлении Y, при этом продольное направление прямоугольника совпадает с боковым направлением Y, и проходит, по меньшей мере, в поясной эластифицированной части G1 и поясной нижней эластифицированной части G2. В частности, потовпитывающий лист 10 присоединен к обращенной к коже поверхности загнутой части 6R наружного листа 6 с помощью известного средства соединения, такого как адгезив, термосварка или ультразвуковая сварка. Загнутая часть 6R расположена в месте, более близком к коже пользователя, чем впитывающий элемент 23, когда пользователь носит подгузник 1 (см. фиг.8). Таким образом, потовпитывающий лист 10 на обращенной к коже поверхности загнутой части 6R расположен в месте, более близком к коже пользователя, чем впитывающий элемент 23, когда пользователь носит подгузник 1, и может контактировать с кожей пользователя.
[0106]
В подгузнике 1, имеющем конфигурацию, подобную описанной выше, потовпитывающий лист 10 (многослойный нетканый материал 10), имеющий функцию впитывания пота, расположен ближе всего к коже пользователя подгузника 1 со стороны обращенной к коже поверхности каждой из передней зоны А и задней зоны В как поясных частей, и потовпитывающий лист 10 расположен в эластифицированной зоне, которая включает в себя поясную эластифицированную часть G1 и поясную нижнюю эластифицированную часть G2 и является эластичной в боковом направлении Y. Таким образом, когда пользователь носит подгузник 1, гидрофобная вторая поверхность 10b потовпитывающего листа 10 (см. фиг.1) хорошо прилегает к коже пользователя под действием силы скрепления, обусловленной стягивающей силой, создаваемой эластичной зоной, так что пот с кожи может быть быстро впитан и выделен за счет испарения.
[0107]
Поскольку потовпитывающий лист 10 (многослойный нетканый материал 10) расположен в эластифицированной зоне в подгузнике 1, описанном выше, по соображениям, связанным с улучшением прилегания к коже пользователя, потовпитывающий лист 10 также предпочтительно является эластичным в том же направлении, что и эластифицированная зона, то есть в боковом направлении Y. Исходя из данного соображения, эластичный элемент (растягивающийся элемент), который является эластичным в боковом направлении Y, предпочтительно размещен между первым слоем 11 и вторым слоем 12 в потовпитывающем листе 10. Этот эластичный элемент уже описан выше.
[0108]
Что касается материалов для частей подгузника 1, то, например, верхний лист 21, задний лист 22, впитывающий элемент 23 и манжеты 24, защищающие от утечки, образующие впитывающий комплект 2, могут быть изготовлены из различных материалов, как правило, используемых для впитывающего изделия, такого как одноразовый подгузник, без какого-либо особого ограничения. Например, в качестве верхнего листа 21 могут быть использованы, например, однослойный или многослойный нетканый материал или перфорированная пленка. В качестве заднего листа 22 может быть использована, например, влагопроницаемая полимерная пленка. В качестве впитывающего элемента 23 может быть использована впитывающая сердцевина, образованная частицами впитывающего полимера и волокнистым материалом, покрытыми тонкой бумагой. В качестве манжет 24, защищающих от утечки, может быть использован, например, водоотталкивающий однослойный или многослойный нетканый материал. Примеры эластичного элемента (например, эластичного элемента 25 манжеты, защищающей от утечки, эластичных элементов 71 и эластичных элементов 72 для ног) включают синтетические каучуки, такие как бутадиенстирольный, бутадиеновый, изопреновый и неопреновый, натуральный каучук, сополимер этилена и винилацетата (EVA), гибкий полиолефин и полиуретан. Форма эластичного элемента предпочтительно представляет собой форму нити (например, резиновых нитей), имеющей, например, прямоугольное, квадратное, круглое, овальное или многоугольное поперечное сечение, или, например, форму, подобную корду (например, плоской резинке). В качестве средства для соединения компонентов подгузника 1 могут быть использованы различные адгезивы, такие как термоплавкий адгезив, как правило, используемый для впитывающих изделий данного типа.
[0109]
Настоящее изобретение было описано на основе варианта осуществления, но настоящее изобретение может быть соответствующим образом изменено без какого-либо ограничения варианта осуществления.
Например, в подгузнике 1 многослойный нетканый материал 10 в качестве варианта осуществления многослойного нетканого материала по настоящему изобретению используется в качестве потовпитывающего листа 10. Тем не менее, достаточно того, чтобы впитывающее изделие по настоящему изобретению включало в себя многослойный нетканый материал по настоящему изобретению и чтобы вторая поверхность (гидрофобная поверхность, включающая в себя межслойные сплавленные части) многослойного нетканого материала была расположена напротив кожи пользователя. Многослойный нетканый материал по настоящему изобретению может быть использован в качестве другого компонента материалов помимо потовпитывающего листа, и даже в случае использования многослойного нетканого материала в качестве потовпитывающего листа местоположение многослойного нетканого материала не ограничено местоположением потовпитывающего листа 10 в подгузнике 1.
Примеры другого применения многослойного нетканого материала по настоящему изобретению в качестве компонента впитывающего изделия включают его применение в качестве верхнего листа, расположенного в месте, более близком к коже пользователя, чем впитывающий элемент. То есть, в подгузнике 1 многослойный нетканый материал 10 может быть использован, например, в качестве верхнего листа 21.
[0110]
Несмотря на то, что в наружном покрывающем элементе 3 подгузника 1 эластичные элементы 71 расположены между наружным листом 6 и внутренним листом 3i, как проиллюстрировано на фиг.8, эластичные элементы 71 могут быть не размещены. В случае формирования эластифицированной зоны без эластичных элементов 71 эластичный нетканый материал, который является эластичным в боковом направлении Y, может быть использован в качестве компонента наружного покрывающего элемента 3.
В подгузнике 1 наружный покрывающий элемент 3 имеет непрерывную форму и проходит через переднюю зону А, промежностную зону С и заднюю зону В, как проиллюстрировано на фиг.7. В альтернативном варианте наружный покрывающий элемент 3 может иметь разделенную форму, при которой наружный покрывающий элемент 3 разделен на отдельные элементы, такие как передний наружный покрывающий элемент, задний наружный покрывающий элемент и промежностный наружный покрывающий элемент.
Впитывающее изделие согласно настоящему изобретению не ограничено натягиваемым одноразовым подгузником, проиллюстрированным в виде подгузника 1, и также применимо для всех изделий, предназначенных для использования при впитывании выделяемой организмом, текучей среды, в частности, например, для одноразового подгузника раскрываемого типа или гигиенической прокладки.
Кроме того, потовпитывающий лист согласно настоящему изобретению не ограничен применением для впитывающего изделия, описанного выше, и также применим для изделий, отличных от впитывающего изделия. Например, потовпитывающий лист согласно настоящему изобретению может быть использован в качестве листа самого по себе, предназначенного для вытирания пота пользователем. Кроме того, потовпитывающий лист также применим для стелек для подошв, подмышечных прокладок для впитывания пота, глазных масок, лицевых масок и так далее. Когда потовпитывающий лист согласно настоящему изобретению размещен напротив кожи пользователя, пот с подошв, из подмышек или с лиц может быть быстро впитан и выделен за счет испарения.
В отношении варианта осуществления настоящего изобретения, описанного выше, раскрыто нижеприведенное приложение.
[0111]
<1> Многослойный нетканый материал, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, в котором
многослойная структура имеет первую поверхность, которая представляет собой поверхность многослойного нетканого материала, и вторую поверхность, которая представляет собой другую поверхность многослойного нетканого материала,
первая поверхность образована первым слоем, который является гидрофильным,
второй слой, который является гидрофобным, расположен со стороны первого слоя, направленной ко второй поверхности,
многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом,
первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей, и,
если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности.
[0112]
<2> Многослойный нетканый материал по пункту <1>, в котором отношение доли площади сплавленных частей первой поверхности к доле площади сплавленных частей второй поверхности, то есть первое значение/последнее значение, составляет 1,3-3,0.
<3> Многослойный нетканый материал по пунктам <1> или <2>, в котором межслойные сплавленные части и межволоконные сплавленные части различаются по, по меньшей мере, двум из характеристик, представляющих собой схему размещения, форму каждой из сплавленных частей в плоскости, площадь каждой из сплавленных частей, расстояние между сплавленными частями и шаг.
<4> Многослойный нетканый материал по любому из пунктов <1> - <3>, в котором межслойные сплавленные части вдавлены от второй поверхности по направлению к первой поверхности.
<5> Многослойный нетканый материал по любому из пунктов <1> - <4>, в котором межволоконные сплавленные части вдавлены от первой поверхности по направлению ко второй поверхности.
<6> Многослойный нетканый материал по любому из пунктов <1> - <5>, в котором
вторая поверхность включает в себя зону рассредоточения межслойных сплавленных частей, в которой рассредоточено множество межслойных сплавленных частей, и
в случае, когда виртуальный круг, имеющий радиус, составляющий 2 мм, расположен в некотором месте в зоне рассредоточения межслойных сплавленных частей, часть, по меньшей мере, одной из межслойных сплавленных частей или вся, по меньшей мере, одна из межслойных сплавленных частей включена в данный виртуальный круг.
<7> Многослойный нетканый материал по любому из пунктов <1> - <6>, в котором доля площади межслойных сплавленных частей от площади второй поверхности составляет 15% или менее.
<8> Многослойный нетканый материал по любому из пунктов <1> - <7>, в котором межслойные сплавленные части имеют шаг, более короткий, чем шаг межволоконных сплавленных частей.
<9> Многослойный нетканый материал по любому из пунктов <1> - <8>, в котором площадь каждой из межслойных сплавленных частей на второй поверхности составляет 0,3 мм2 или менее и меньше площади каждой из межволоконных сплавленных частей на первой поверхности.
<10> Многослойный нетканый материал по любому из пунктов <1> - <9>, в котором отношение площади каждой из межслойных сплавленных частей на второй поверхности к площади каждой из межволоконных сплавленных частей на первой поверхности, то есть первое значение/последнее значение, составляет 0,25 или более и 0,8 или менее.
<11> Многослойный нетканый материал по любому из пунктов <1> - <10>, в котором суммарная поверхностная плотность первого слоя и второго слоя составляет 8 г/м2 или более и 30 г/м2 или менее.
<12> Многослойный нетканый материал по любому из пунктов <1> - <11>, в котором поверхностная плотность первого слоя составляет 5 г/м2 или более и 25 г/м2 или менее.
[0113]
<13> Многослойный нетканый материал по любому из пунктов <1> - <12>, в котором в первом слое степень гидрофильности выше на стороне, направленной ко второй поверхности, чем на стороне, направленной к первой поверхности.
<14> Многослойный нетканый материал по любому из пунктов <1> - <13>, в котором первый слой включает в себя составляющие волокна, имеющие поверхности, к которым присоединено средство для придания гидрофильности.
<15> Многослойный нетканый материал по любому из пунктов <1> - <14>, в котором в первом слое средство для придания гидрофильности, присоединенное к поверхностям составляющих волокон, локально имеется в большем количестве на стороне, направленной ко второй поверхности, чем на стороне, направленной к первой поверхности.
<16> Многослойный нетканый материал по любому из пунктов <1> - <15>, в котором первый слой представляет собой гидрофильный нетканый материал, включающий в себя составляющие волокна, в которые вмешано средство для придания гидрофильности.
<17> Многослойный нетканый материал по любому из пунктов <1> - <16>, в котором второй слой имеет поверхностную плотность, составляющую 3 г/м2 или более и 15 г/м2 или менее.
<18> Многослойный нетканый материал по любому из пунктов <1> - <17>, в котором межволоконное расстояние между составляющими волокнами в первом слое короче межволоконного расстояния между составляющими волокнами во втором слое.
<19> Многослойный нетканый материал по любому из пунктов <1> - <18>, в котором количество волокон, представляющих собой составляющие волокна первого слоя, на единицу площади больше количества волокон, представляющих собой составляющие волокна второго слоя, на единицу площади.
<20> Многослойный нетканый материал по любому из пунктов <1> - <19>, в котором составляющие волокна первого слоя имеют диаметр волокон, который меньше диаметра составляющих волокон второго слоя.
<21> Многослойный нетканый материал по любому из пунктов <1> - <20>, в котором слой длинных волокон, включающий в себя длинные волокна, расположен со стороны второго слоя, направленной ко второй поверхности.
<22> Многослойный нетканый материал по пункту <21>, в котором слой длинных волокон включает гидрофильный слой, включающий в себя составляющие волокна, в которые вмешано средство для придания гидрофильности.
<23> Многослойный нетканый материал по любому из пунктов <1> - <22>, в котором эластичный элемент размещен между первым слоем и вторым слоем.
[0114]
<24> Способ изготовления многослойного нетканого материала, имеющего многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, при этом слои, образующие многослойную структуру, сплавлены друг с другом в межслойных сплавленных частях, при этом способ включает:
этап получения многослойного элемента посредством перемещения гидрофильного базового нетканого материала, включающего в себя межволоконные сплавленные части, в которых составляющие волокна расположены с плотностью, более высокой, чем составляющие волокна в частях, периферийных по отношению к межволоконным сплавленным частям, и сплавлены друг с другом, и осаждения гидрофобных волокон, полученных формованием волокон из смолы, на перемещаемом базовом нетканом материале; и
этап сплавления слоев друг с другом, заключающийся в нагреве многослойного элемента при одновременном частичном сдавливании многослойного элемента в направлении толщины для образования межслойных сплавленных частей посредством этого.
[0115]
<25> Способ изготовления многослойного нетканого материала по пункту <24>, в котором процесс каландрования выполняют на многослойном элементе непосредственно перед этапом сплавления слоев друг с другом или непосредственно после этапа сплавления слоев друг с другом.
<26> Способ изготовления многослойного нетканого материала по пункту <24> или <25>, в котором
базовый нетканый материал образуют посредством этапа получения холста путем осаждения гидрофильных волокон, полученных формованием волокон из смолы, и этапа сплавления волокон друг с другом, заключающегося в образовании межволоконных сплавленных частей посредством нагрева холста при одновременном частичном сдавливании холста в направлении толщины, и
процесс каландрования выполняют на холсте непосредственно перед этапом сплавления волокон друг с другом или непосредственно после этапа сплавления волокон друг с другом.
<27> Способ изготовления многослойного нетканого материала по любому из пунктов <24> - <26>, в котором процесс каландрования выполняют на базовом нетканом материале перед осаждением гидрофобных волокон на базовом нетканом материале.
<28> Способ изготовления многослойного нетканого материала по любому из пунктов <24> - <27>, в котором
межволоконную сплавленную часть базового нетканого материала образуют сдавливанием в направлении толщины со стороны одной поверхности базового нетканого материала, и
гидрофобные волокна осаждают на поверхности базового нетканого материала, противоположной по отношению к сдавленной поверхности базового нетканого материала.
<29> Способ изготовления многослойного нетканого материала по любому из пунктов <24> - <28>, в котором одну поверхность базового нетканого материала покрывают средством для придания гидрофильности, и гидрофобные волокна осаждают на поверхности, покрытой средством для придания гидрофильности.
<30> Способ изготовления многослойного нетканого материала по любому из пунктов <24> - <29>, в котором эластичный элемент размещают на базовом нетканом материале перед осаждением гидрофобных волокон на базовом нетканом материале.
<31> Способ изготовления многослойного нетканого материала по любому из пунктов <24> - <30>, в котором на этапе получения многослойного элемента гидрофобные волокна осаждают в общей сложности множество раз на базовом нетканом материале.
[0116]
<32> Впитывающее изделие, содержащее многослойный нетканый материал, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, в котором
многослойная структура имеет первую поверхность, которая представляет собой поверхность многослойного нетканого материала, и вторую поверхность, которая представляет собой другую поверхность многослойного нетканого материала,
первая поверхность образована гидрофильным первым слоем,
гидрофобный второй слой расположен со стороны первого слоя, направленной ко второй поверхности,
многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом,
первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей,
если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности, и
многослойный нетканый материал расположен так, что вторая поверхность обращена к коже пользователя,
[0117]
<33> Впитывающее изделие по пункту <32>, содержащее удерживающий жидкости, впитывающий элемент, при этом многослойный нетканый материал расположен в месте, более близком к коже пользователя, чем впитывающий элемент.
<34> Впитывающее изделие по пункту <32> или <33>, при этом впитывающее изделие включает в себя поясную часть, соответствующую талии пользователя, и многослойный нетканый материал расположен в поясной части.
<35> Впитывающее изделие по пункту <34>, в котором поясная часть включает в себя эластифицированную зону, в которой расположен многослойный нетканый материал.
<36> Впитывающее изделие по пункту <35>, в котором эластичный элемент размещен между первым слоем и вторым слоем в многослойном нетканом материале.
<37> Впитывающее изделие по пункту <32>, содержащее потовпитывающий лист, способный впитывать пот, при этом потовпитывающий лист представляет собой многослойный нетканый материал.
[0118]
<38> Потовпитывающий лист, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, при этом потовпитывающий лист содержит
первую поверхность и вторую поверхность, расположенную напротив первой поверхности, при этом
потовпитывающий лист используется при второй поверхности, обращенной к коже пользователя,
первая поверхность образована первым слоем, который является гидрофильным,
второй слой, который является гидрофобным, расположен со стороны первого слоя, направленной ко второй поверхности,
многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом,
первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей, и,
если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности.
[0119]
<39> Применение многослойного нетканого материала по любому из пунктов <1> - <23> для впитывания пота.
<40> Способ впитывания пота посредством использования многослойного нетканого материала по любому из пунктов <1> - <23>.
Промышленная применимость
[0120]
Согласно настоящему изобретению предложены многослойный нетканый материал, имеющий высокую способность к впитыванию выделяемой организмом, текучей среды, такой как пот и моча, способ изготовления многослойного нетканого материала, впитывающее изделие и потовпитывающий лист.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ПОТОВПИТЫВАЮЩИЙ ЛИСТ | 2017 |
|
RU2713963C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2771305C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2018 |
|
RU2740088C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2744228C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716189C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716314C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723823C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |
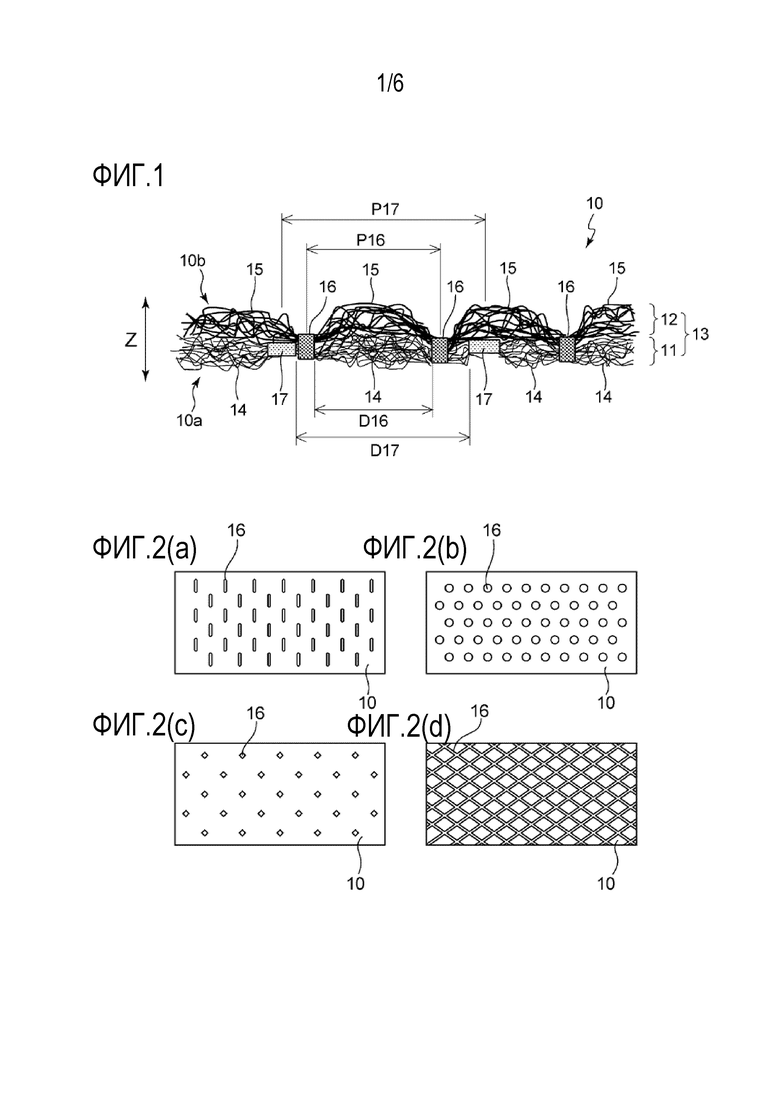
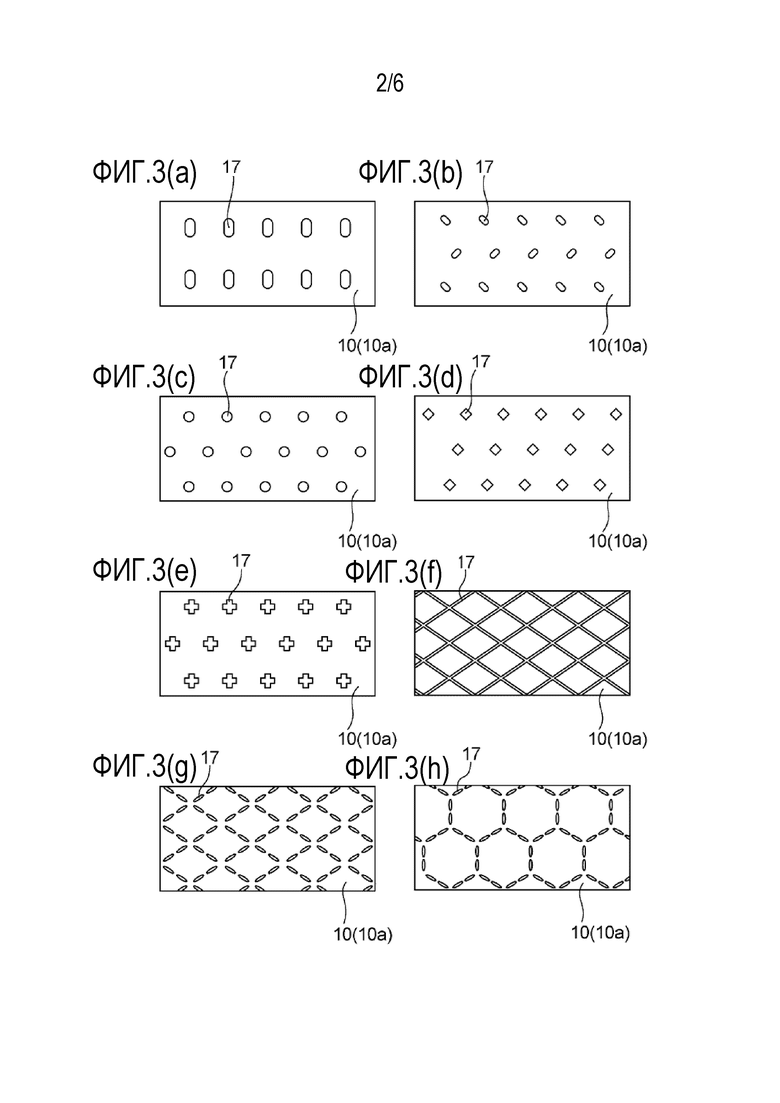




Многослойный нетканый материал (10) согласно настоящему изобретению имеет многослойную структуру (13) из волокнистых слоев, включающих в себя термопластичные волокна. Многослойная структура (13) имеет первую поверхность (10а), которая представляет собой поверхность многослойного нетканого материала (10), и вторую поверхность (10b) в качестве другой поверхности многослойного нетканого материала (10). Первая поверхность (10а) образована гидрофильным первым слоем (11). Гидрофобный второй слой (12) расположен со стороны первого слоя (11), более близкой ко второй поверхности (10b). Многослойная структура (13) включает в себя межслойные сплавленные части (16), которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям (16), и в которых слои, образующие многослойную структуру (13), сплавлены друг с другом. Первый слой (11) включает в себя межволоконные сплавленные части (17), которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям (17), и в которых составляющие волокна первого слоя (11) сплавлены друг с другом, помимо межслойных сплавленных частей (16). Первая поверхность (10а) имеет долю площади сплавленных частей, которая превышает долю площади сплавленных частей второй поверхности (10b). Многослойный нетканый материал (10), имеющий данную структуру, имеет высокую способность к впитыванию выделяемой организмом текучей среды, такой как пот и моча. 27 з.п. ф-лы, 21 ил. 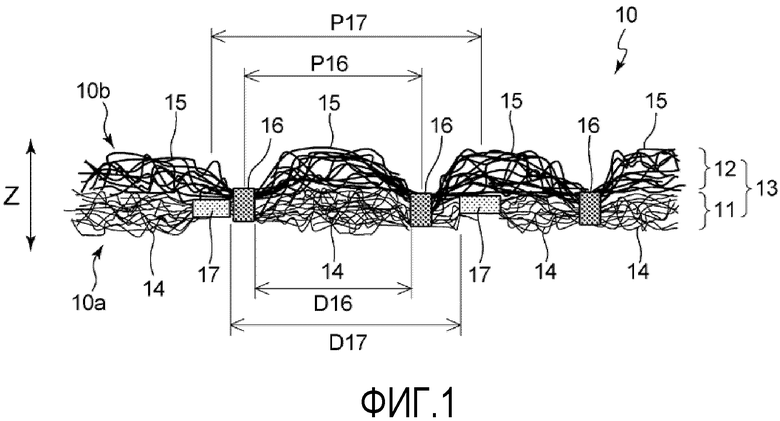
1. Впитывающее изделие, содержащее
поясную часть, соответствующую талии пользователя, причем поясная часть включает в себя многослойный нетканый материал, имеющий многослойную структуру из волокнистых слоев, включающих в себя термопластичные волокна, при этом
многослойная структура имеет первую поверхность, которая представляет собой поверхность многослойного нетканого материала, и вторую поверхность, которая представляет собой другую поверхность многослойного нетканого материала,
первая поверхность образована первым слоем, который является гидрофильным,
второй слой, который является гидрофобным, расположен со стороны первого слоя, направленной ко второй поверхности,
многослойная структура включает в себя межслойные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межслойным сплавленным частям, и в которых слои, образующие многослойную структуру, сплавлены друг с другом,
первый слой включает в себя межволоконные сплавленные части, которые являются более тонкими, чем части, периферийные по отношению к межволоконным сплавленным частям, и в которых составляющие волокна первого слоя сплавлены друг с другом, помимо межслойных сплавленных частей, и,
если предположить, что доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей первой поверхности от площади первой поверхности и доля общей площади межслойных сплавленных частей и межволоконных сплавленных частей второй поверхности от площади второй поверхности представляют собой соответственно долю площади сплавленных частей первой поверхности и долю площади сплавленных частей второй поверхности, то доля площади сплавленных частей первой поверхности превышает долю площади сплавленных частей второй поверхности,
причем многослойный нетканый материал расположен так, что вторая поверхность обращена к коже пользователя.
2. Впитывающее изделие по п.1, содержащее удерживающий жидкость впитывающий элемент, при этом многослойный нетканый материал расположен в месте, более близком к коже пользователя, чем впитывающий элемент.
3. Впитывающее изделие по п.1, в котором второй слой представляет собой нетканый материал из длинных волокон.
4. Впитывающее изделие по п.1, в котором поясная часть включает в себя эластифицированную зону, в которой расположен многослойный нетканый материал.
5. Впитывающее изделие по п.4, в котором эластичный элемент размещен между первым слоем и вторым слоем в многослойном нетканом материале.
6. Впитывающее изделие по п.1, содержащее потовпитывающий лист, способный впитывать пот, при этом потовпитывающий лист представляет собой многослойный нетканый материал.
7. Впитывающее изделие по п.1, в котором отношение доли площади сплавленных частей первой поверхности к доле площади сплавленных частей второй поверхности, то есть первое значение/последнее значение, составляет 1,3-3,0.
8. Впитывающее изделие по п.1, в котором межслойные сплавленные части и межволоконные сплавленные части различаются по меньшей мере по двум из характеристик, представляющих собой схему размещения, форму каждой из сплавленных частей в плоскости, площадь каждой из сплавленных частей, расстояние между сплавленными частями и шаг.
9. Впитывающее изделие по п.1, в котором межслойные сплавленные части вдавлены от второй поверхности по направлению к первой поверхности.
10. Впитывающее изделие по п.1, в котором межволоконные сплавленные части вдавлены от первой поверхности по направлению ко второй поверхности.
11. Впитывающее изделие по п.1, в котором
вторая поверхность включает в себя зону рассредоточения межслойных сплавленных частей, в которой рассредоточены межслойные сплавленные части, и
в случае, когда виртуальный круг, имеющий радиус, составляющий 2 мм, расположен в некотором месте в зоне рассредоточения межслойных сплавленных частей, часть по меньшей мере одной из межслойных сплавленных частей или вся по меньшей мере одна из межслойных сплавленных частей включена в данный виртуальный круг.
12. Впитывающее изделие по п.1, в котором доля площади межслойных сплавленных частей от площади второй поверхности составляет 15% или менее.
13. Впитывающее изделие по п.1, в котором межслойные сплавленные части имеют шаг, более короткий, чем шаг межволоконных сплавленных частей.
14. Впитывающее изделие по п.1, в котором площадь каждой из межслойных сплавленных частей на второй поверхности составляет 0,3 мм2 или менее и меньше площади каждой из межволоконных сплавленных частей на первой поверхности.
15. Впитывающее изделие по п.1, в котором отношение площади каждой из межслойных сплавленных частей на второй поверхности к площади каждой из межволоконных сплавленных частей на первой поверхности, то есть первое значение/последнее значение, составляет 0,25 или более и 0,8 или менее.
16. Впитывающее изделие по п.1, в котором суммарная поверхностная плотность первого слоя и второго слоя составляет 8 г/м2 или более и 30 г/м2 или менее.
17. Впитывающее изделие по п.1, в котором поверхностная плотность первого слоя составляет 5 г/м2 или более и 25 г/м2 или менее.
18. Впитывающее изделие по п.1, в котором в первом слое степень гидрофильности выше на стороне, направленной ко второй поверхности, чем на стороне, направленной к первой поверхности.
19. Впитывающее изделие по п.1, в котором первый слой включает в себя составляющие волокна, имеющие поверхности, к которым присоединено средство для придания гидрофильности.
20. Впитывающее изделие по п.1, в котором в первом слое средство для придания гидрофильности, присоединенное к поверхностям составляющих волокон, локально присутствует в большем количестве на стороне, направленной ко второй поверхности, чем на стороне, направленной к первой поверхности.
21. Впитывающее изделие по п.1, в котором первый слой представляет собой гидрофильный нетканый материал, включающий в себя составляющие волокна, в которые вмешано средство для придания гидрофильности.
22. Впитывающее изделие по п.1, в котором второй слой имеет поверхностную плотность, составляющую 3 г/м2 или более и 15 г/м2 или менее.
23. Впитывающее изделие по п.1, в котором межволоконное расстояние между составляющими волокнами в первом слое короче межволоконного расстояния между составляющими волокнами во втором слое.
24. Впитывающее изделие по п.1, в котором количество волокон, представляющих собой составляющие волокна первого слоя, на единицу площади, больше количества волокон, представляющих собой составляющие волокна второго слоя, на единицу площади.
25. Впитывающее изделие по п.1, в котором составляющие волокна первого слоя имеют диаметр волокон, который меньше диаметра составляющих волокон второго слоя.
26. Впитывающее изделие по п.1, в котором со стороны второго слоя, направленной ко второй поверхности, расположен слой длинных волокон, включающий в себя длинные волокна.
27. Впитывающее изделие по п.26, в котором слой длинных волокон включает гидрофильный слой, включающий в себя составляющие волокна, в которые вмешано средство для придания гидрофильности.
28. Впитывающее изделие по п.1, в котором вторая поверхность является гидрофобной.
| JP 2011156384 A, 18.08.2011 | |||
| JP 2010063934 A, 25.03.2010 | |||
| JP 2007181662 A, 19.07.2007. |

