Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию, включающему в себя трехмерный перфорированный лист, в котором два нетканых материала частично сплавлены и объединены в одно целое.
Предшествующий уровень техники
[0002]
Впитывающие изделия, такие как одноразовые подгузники, включают в себя верхний лист, который представляет собой элемент, очень часто входящий в контакт с кожей носителя, и поэтому очень ценны свойства, включающие проницаемость для жидкостей и хорошую текстуру. Вследствие этого были предложены различные технические решения для улучшения таких свойств. Например, в патентном литературном источнике 1 раскрыт верхний лист, имеющий однослойную структуру из нетканого материала, в котором рассредоточены множество каналов для жидкости, и каждый канал для жидкости проходит к стороне, противоположной по отношению к коже носителя (стороне впитывающего элемента), и имеет верхнее отверстие и нижнее отверстие. На поверхности верхнего листа, обращенной к коже, рассредоточено множество верхних отверстий каналов для жидкости и не образованы выступы, выступающие по направлению к коже носителя. Периферийный край отверстия, представляющего собой нижнее отверстие каждого канала для жидкости, образован так, что он имеет более высокую плотность, чем остальная часть канала для жидкости, или так, что он имеет ребро, и выполнен так, чтобы он находился в контакте с обращенной к коже поверхностью впитывающего элемента, который предусмотрен со стороны верхнего листа, не обращенной к коже. Следовательно, полагают, что даже при приложении внешней силы к каналам для жидкости, например, вследствие движения тела носителя, носящего впитывающее изделие, нижние отверстия почти не закрываются, и поэтому выделения могут быть быстро перемещены по каналам для жидкости во впитывающий элемент. Однако в верхнем листе согласно патентному литературному источнику 1 существует вероятность сплющивания трехмерной части каждого канала для жидкости между верхним отверстием и нижним отверстием при приложении давления тела носителя. Следовательно, даже когда маловероятно закрывание нижних отверстий, существует вероятность перекрывания пути для выделений к нижним отверстиям, и поэтому верхний лист имеет недостаточную проницаемость для жидкостей.
[0003]
В патентном литературном источнике 2 раскрыт верхний лист, включающий в себя трехмерный лист, в котором первый нетканый материал и второй нетканый материал частично скреплены методом сплавления для формирования частей, скрепленных методом сплавления, и первый нетканый материал в частях, не скрепленных методом сплавления и окруженных частями, скрепленными методом сплавления, выступает в направлении от второго нетканого материала для формирования большого числа полых выступов. Внутри каждого наружного контура частей верхнего листа, скрепленных методом сплавления, образовано сквозное отверстие, имеющее наружный периферийный край с формой, аналогичной форме наружного контура, и полагают, что сквозные отверстия и полые выступы обеспечивают возможность уменьшения количества жидкости, остающейся на поверхности, обращенной к коже, или уменьшения возврата жидкости для предотвращения покраснения и раздражения кожи носителя. Периферийная часть наружного периферийного края каждого сквозного отверстия превращена в пленку, в которой отсутствует форма волокон, представляющих собой составляющие волокна нетканого материала, и выступает по направлению к центру сквозного отверстия, но не выступает в направлении толщины верхнего листа.
Перечень ссылок
Патентные литературные источники
[0004]
Патентный литературный источник 1: JP 4-152945 А
Патентный литературный источник 2: JP 2015-142721 А
Сущность изобретения
[0005]
Настоящее изобретение относится к впитывающему изделию, имеющему продольное направление, совпадающее с направлением от передней стороны к задней стороне носителя, и боковое направление, ортогональное к продольному направлению. Впитывающее изделие включает в себя верхний лист, подслой, проницаемый для жидкостей, и удерживающий жидкости, впитывающий элемент, и верхний лист, подслой, проницаемый для жидкостей, и удерживающий жидкости, впитывающий элемент последовательно сложены друг на друга в порядке увеличения расстояния от кожи носителя. Верхний лист включает в себя ламинат из первого нетканого материала и второго нетканого материала, и ламинат имеет множество отверстий, проходящих через ламинат в направлении толщины. Первый нетканый материал и второй нетканый материал сплавлены вместе на периферийных краях отверстий для формирования множества частей, скрепленных методом сплавления. Первый нетканый материал в зоне, отличной от частей, скрепленных методом сплавления, выступает в направлении от второго нетканого материала для формирования множества выступов, выступающих по направлению к коже носителя. Каждая часть верхнего листа, скрепленная методом сплавления, имеет выступающую часть, выступающую по направлению к подслою, и множество выступающих частей рассредоточены по поверхности верхнего листа, обращенной к подслою. При прижатии верхнего листа к подслою подслой частично сдавливается выступающими частями верхнего листа.
[0006]
Настоящее изобретение также относится к способу изготовления трехмерного перфорированного листа, который включает в себя ламинат из первого нетканого материала и второго нетканого материала, при этом ламинат имеет множество отверстий, проходящих через ламинат в направлении толщины, первый нетканый материал и второй нетканый материал сплавлены вместе на периферийных краях отверстий для формирования множества частей, скрепленных методом сплавления, первый нетканый материал в зоне, отличной от частей, скрепленных методом сплавления, образует множество выступов, выступающих в направлении от второго нетканого материала, и каждая часть, скрепленная методом сплавления, имеет выступающую часть, выступающую по направлению к стороне, противоположной выступам. Способ изготовления трехмерного перфорированного листа по настоящему изобретению включает этап образования неровности, заключающийся в использовании первого валика, имеющего периферийную поверхность с неровным профилем, и второго валика, имеющего периферийную поверхность с неровным профилем, который предназначен для взаимодействия с неровным профилем первого валика, и обеспечении возможности зажима первого нетканого материала посредством взаимодействующей части между двумя валиками для образования неровности на первом нетканом материале, и этап сплавления и перфорирования, заключающийся в том, что в то время, когда первый нетканый материал с образованной неровностью опирается на периферийную поверхность первого валика, выполняют сложение второго нетканого материала на первый нетканый материал, сплавление второго нетканого материала с первым нетканым материалом в местах, соответствующих выступам первого валика, для образования частей, скрепленных методом сплавления, и дополнительное образование отверстий в местах, в которых образованы части, скрепленные методом сплавления. Этап сплавления и перфорирования включает ввод вершины выступа первого валика в контакт с первым нетканым материалом в месте, в котором должно быть образовано отверстие, и одновременно с этим обеспечение возможности проникновения выступа через расплавленную часть, так что расплавленный материал части, скрепленной методом сплавления, распределяется неравномерно со стороны второго нетканого материала, посредством чего образуется выступающая часть.
Краткое описание чертежей
[0007]
[Фиг.1] Фиг.1 представляет собой схематический вид в плане, показывающий поверхность, обращенную к коже, или сторону верхнего листа одноразового подгузника раскрываемого типа в качестве варианта осуществления впитывающего изделия по настоящему изобретению и представляет собой вид в плане, на котором эластичные элементы каждой части растянуты для расправления подгузника до плоского состояния.
[Фиг.2] Фиг.2 представляет собой схематическое сечение, показывающее сечение, выполненное по линии I-I на фиг.1.
[Фиг.3] Фиг.3 представляет собой схематический вид в плане, показывающий часть поверхности верхнего листа, обращенной к коже, в подгузнике, показанном на фиг.1.
[Фиг.4] Фиг.4 представляет собой схематическое сечение, показывающее сечение, выполненное по линии II-II на фиг.3.
[Фиг.5] Фиг.5 представляет собой схематический вид в перспективе верхнего листа в подгузнике, показанном на фиг.1.
[Фиг.6] Фиг.6(а) и фиг.6(b) представляют собой увеличенные схематические виды в плане, показывающие часть не обращенной к коже поверхности (поверхности, обращенной к подслою) верхнего листа, соответствующего настоящему изобретению, и представляют собой виды, показывающие состояние с распределением выступающих частей в частях, скрепленных методом сплавления, вокруг отверстий.
[Фиг.7] Фиг.7(а) представляет собой вид, частично показывающий вариант осуществления выступа на верхнем листе, соответствующем настоящему изобретению, и соответствующий фиг.4, и фиг.7(b) представляет собой схематический вид, показывающий выступ, когда верхний лист, имеющий выступ, показанный на фиг.7(а), поджат со стороны поверхности, обращенной к коже.
[Фиг.8] Фиг.8 представляет собой схематический вид, показывающий пример производственного устройства, пригодного для изготовления верхнего листа (трехмерного перфорированного листа), показанного на фиг.1
[Фиг.9] Фиг.9 представляет собой вид, показывающий этап сплавления и перфорирования при использовании производственного устройства, показанного на фиг.8.
Описание вариантов осуществления
[0008]
Выделения, подлежащие впитыванию впитывающими изделиями, включают выделения, имеющие сравнительно низкую вязкость, такие как моча, и выделения, имеющие сравнительно высокую вязкость, такие как жидкие фекалии. В случае низковязких выделений капиллярная сила является сравнительно эффективной, и такие выделения с большой вероятностью будут перемещаться в часть, имеющую высокую плотность волокон. Напротив, высоковязкие выделения не могут проникать в часть, имеющую высокую плотность волокон. Следовательно, для быстрого перемещения высоковязких выделений через верхний лист к впитывающему элементу требуются усовершенствования, отличные от тех, которые требуются для низковязких выделений. Например, такие отверстия, проходящие через верхний лист в направлении толщины, как раскрытые в патентных литературных источниках 1 и 2, эффективны для повышения проницаемости для высоковязких выделений. Помимо этого было известно техническое решение, заключающееся в размещении листа, проницаемого для жидкостей и называемого подслоем, или тому подобного между верхним листом и впитывающим элементом, и данное техническое решение эффективно для повышения проницаемости для высоковязких выделений.
[0009]
Однако, когда обычный верхний лист, включающий в себя часть с высокой плотностью волокон, эффективную для повышения проницаемости для низковязких выделений, и отверстия, эффективные для повышения проницаемости для высоковязких выделений, используется в сочетании с подслоем, такой градиент плотности, при котором наружная сторона имеет более высокую плотность волокон, чем внутренняя сторона, образуется между верхним листом, расположенным со стороны впитывающего изделия, наружной в направлении толщины, и подслоем, расположенным с внутренней стороны, и это уменьшает проницаемость для низковязких выделений, включая мочу. Еще не было разработано впитывающее изделие, имеющее очень хорошую способность к впитыванию как низковязких выделений, так и высоковязких выделений.
[0010]
Настоящее изобретение относится к впитывающему изделию, имеющему очень хорошую способность к впитыванию как низковязких выделений, так и высоковязких выделений, и к способу изготовления трехмерного перфорированного листа, используемого для впитывающего изделия.
[0011]
Впитывающее изделие по настоящему изобретению будет описано далее на основе одноразового подгузника раскрываемого типа как предпочтительного варианта осуществления со ссылкой на чертежи. Фиг.1 и фиг.2 показывают одноразовый подгузник 1 раскрываемого типа по варианту осуществления. Подгузник 1 имеет продольное направление Х, совпадающее с направлением от передней стороны к задней стороне носителя, и боковое направление Y, ортогональное к продольному направлению Х, и включает в себя промежностную часть В, подлежащую размещению на промежности носителя, и переднюю часть А и заднюю часть С, проходящие вперед и назад от промежностной части В. Передняя часть А, промежностная часть В и задняя часть С соответствуют зонам подгузника 1, разделенного на три равные части в продольном направлении Х. Промежностная часть В имеет зону, обращенную к выделительной части, которая обращена к выделительной части, включающей пенис и анальное отверстие носителя, носящего подгузник 1, и зона, обращенная к выделительной части, расположена в центре или вокруг центра подгузника 1, определяемом (-го) в продольном направлении Х.
[0012]
Как показано на фиг.2, в подгузнике 1 верхний лист 2, подслой 3, проницаемый для жидкостей, и удерживающий жидкости, впитывающий элемент 4 расположены последовательно в порядке увеличения расстояния от кожи носителя. Более конкретно, подгузник 1 включает в себя впитывающий элемент 4, верхний лист 2, предусмотренный со стороны поверхности впитывающего элемента 4, обращенной к коже, и перекрывающий впитывающий элемент 4 в месте, находящемся ближе к коже носителя, чем впитывающий элемент 4, задний лист 5, предусмотренный со стороны поверхности впитывающего элемента 4, не обращенной к коже, и перекрывающий впитывающий элемент 4 в месте, находящемся дальше от кожи носителя, чем впитывающий элемент 4, и подслой 3, расположенный между верхним листом 2 и впитывающим элементом 4. На таком виде в плане, как показанный на фиг.1, часть, центральная в продольном направлении Х и расположенная в промежностной части В, является узкой и длинной в одном направлении или в продольном направлении Х и образует форму, подобную песочным часам и продолговатую в продольном направлении. Каждый из верхнего листа 2 и заднего листа 5 имеет бóльшие размеры, чем размеры подслоя 3 и впитывающего элемента 4, которые расположены между листами 2, 5, и образует наружную форму подгузника 1 в его плоско разложенном нестянутом состоянии, показанном на фиг.1. Различные листы, обычно используемые в таких впитывающих изделиях, могут быть использованы в качестве заднего листа 5 без какого-либо ограничения. Например, может быть использована (использован) полимерная пленка или ламинат из полимерной пленки и нетканого материала.
[0013]
В представленном описании «поверхность, обращенная к коже» представляет собой одну поверхность впитывающего изделия или его составляющего элемента (например, верхнего листа 2) и обращена к коже носителя во время ношения впитывающего изделия или представляет собой поверхность, находящуюся относительно близко к коже носителя, и «поверхность, не обращенная к коже» представляет собой другую поверхность впитывающего изделия или его составляющего элемента и представляет собой поверхность, противоположную по отношению к коже носителя во время ношения впитывающего изделия (сторону, обращенную к предмету одежды), или представляет собой поверхность, относительно удаленную от кожи носителя. В настоящем описании выражение «во время ношения» означает состояние, в котором сохраняется типовое надлежащее положение при ношении, и исключает случай, в котором впитывающее изделие смещено из надлежащего положения при ношении.
[0014]
Подслой 3 имеет функции, включающие повышение способности к обеспечению проникновения жидкости из верхнего листа 2 во впитывающий элемент 4 и уменьшение возврата жидкости, впитанной впитывающим элементом 4, в верхний лист 2, и перекрывает по существу всю зону поверхности впитывающего элемента 4, обращенной к коже. В представленном варианте осуществления подслой 3 имеет однослойную структуру с прямоугольной формой на виде в плане, имеет по существу такие де форму и размеры на его виде в плане, как форма и размеры впитывающего элемента 4, и не выступает наружу от периферийного края впитывающего элемента 4. В качестве подслоя 3 может быть использован гидрофильный и проницаемый для жидкостей лист, и конкретные примеры включают бумагу, тканый материал и нетканый материал. По соображениям, связанным со сравнительно высокой прочностью и очень хорошей гибкостью, более предпочтительным является нетканый материал. Примеры нетканого материала, образующего подслой 3, включают нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал с точечным скреплением, нетканый материал, скрепленный смолой, нетканый материал, полученный гидроперепутыванием, и нетканый материал, полученный аэродинамическим способом формирования холста. Из них нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный смолой, и нетканый материал, полученный аэродинамическим способом формирования холста, легко впитывают высоковязкие выделения вследствие объемности и низких плотностей волокон и поэтому предпочтительны. Подслой 3 имеет поверхностную плотность, составляющую предпочтительно 10 г/м2 или более, более предпочтительно 15 г/м2 или более и предпочтительно 100 г/м2 или менее, более предпочтительно 70 г/м2 или менее.
[0015]
Впитывающий элемент 4 имеет длинную конфигурацию в продольном направлении Х на таком виде в плане, как показанный на фиг.1, и проходит от передней части А к задней части С. Впитывающий элемент 4 включает в себя удерживающую жидкости, впитывающую сердцевину 40, содержащую впитывающий материал, и лист 41 для обертывания сердцевины, перекрывающий обращенную к коже поверхность и не обращенную к коже поверхность впитывающей сердцевины 40. Впитывающая сердцевина 40 и лист 41 для обертывания сердцевины соединены с помощью известного средства соединения, такого как термоплавкий адгезив. Впитывающая сердцевина 40 является узкой в части, центральной в направлении длины или продольном направлении Х, на таком виде в плане, как показанный на фиг.1, и имеет форму, подобную песочным часам. Впитывающая сердцевина 40 включает в себя скопление материала образующего сердцевину и содержащего впитывающий материал. Любые материалы, обычно используемые в качестве материала, образующего такие впитывающие сердцевины, могут быть использованы в качестве впитывающего материала без ограничения, и примеры включают древесную целлюлозу, гидрофильные волокна, такие как синтетические волокна, обработанные средством для придания гидрофильности, и частицы водопоглощающего полимера. Впитывающая сердцевина 40 может представлять собой волокнистый ламинат из гидрофильных волокон или частиц водопоглощающего полимера, опирающихся на волокнистый ламинат. В качестве листа 41 для обертывания сердцевины может быть использован водопроницаемый листовой материал, и может быть использована (использован), например, бумага или нетканый материал. В подгузнике 1 лист 41 для обертывания сердцевины представляет собой один непрерывный лист 41 для обертывания сердцевины, имеющий ширину, превышающую в два раза или более и в три раза или менее длину впитывающей сердцевины 40 в боковом направлении Y. Один лист 41 для обертывания сердцевины, как показано на фиг.2, перекрывает всю зону обращенной к коже поверхности впитывающей сердцевины 40 и выступает от соответствующих боковых краев впитывающей сердцевины 40, проходящих вдоль продольного направления Х, наружу в боковом направлении Y, и выступающие части загнуты под впитывающую сердцевину 40 и перекрывают всю зону не обращенной к коже поверхности впитывающей сердцевины 40. Конфигурация листа 41 для обертывания сердцевины не ограничена вышеуказанной. Например, лист для обертывания сердцевины может включать в себя лист для обертывания сердцевины, обращенный к коже и перекрывающий обращенную к коже поверхность впитывающей сердцевины 40, и лист для обертывания сердцевины, не обращенный к коже и перекрывающий не обращенную к коже поверхность впитывающей сердцевины 40, и данные два листа могут представлять собой отдельные листы.
[0016]
Как показано на фиг.1, в каждой поясной части передней части А и задней части С или между верхним листом 2 и задним листом 5 в каждой части, краевой в продольном направлении Х, непрерывный эластичный элемент 11 закреплен в состоянии, в котором он растянут в боковом направлении Y, по существу на всей длине подгузника 1 в боковом направлении Y. Соответственно, во время ношения подгузника 1 эластичные элементы 11 в поясной части стягиваются для образования поясных сборок. Между верхним листом 2 и задним листом 5 в бедренной части, соответствующей бедрам носителя в задней части С, множество нитевидных эластичных элементов 12 закреплены в состоянии, в котором они растянуты в боковом направлении Y. Соответственно, во время ношения подгузника 1 эластичные элементы 12 в бедренной части стягиваются для образования сборок для бедер. Между листами 60, образующими манжеты, защищающие от утечки, в частях для левой и правой ног, которые должны быть размещены вокруг ног носителя, и задним листом 5 нитевидные эластичные элементы 13 закреплены в состоянии, в котором они растянуты вдоль продольного направления Х. Соответственно, во время ношения подгузника эластичные элементы 13 в частях для ног стягиваются для образования двух сборок для ног. Верхний лист 2, подслой 3, задний лист 5, впитывающий элемент 4, листы 60 и эластичные элементы 11-13 соединены друг с другом с помощью известного средства соединения, такого как термоплавкий адгезив.
[0017]
Подгузник 1, как показано на фиг.1 и фиг.2, включает в себя две манжеты 6, 6, защищающие от утечки и предусмотренные вдоль соответствующих концов впитывающего элемента 4, определяемых в боковом направлении Y, и предназначены для подъема по направлению к коже носителя, по меньшей мере, в промежностной части В во время ношения подгузника 1. Каждая из манжет 6, 6, защищающих от утечки, включает в себя гидрофобный лист 60, образующий манжету, защищающую от утечки, и проходящий на всей длине подгузника 1 в продольном направлении Х, и один или множество (два в представленном варианте осуществления) нитевидных эластичных элементов 61, которые образуют манжету, защищающую от утечки, и прикреплены к листу 60 в состоянии, в котором они растянуты в продольном направлении Х. Лист 60, образующий манжету, защищающую от утечки, предусмотрен так, что он расположен с двух сторон от того бокового края 4S впитывающего элемента 4, который проходит вдоль продольного направления Х и определяется в боковом направлении Y. В подгузнике 1 в таком плоско разложенном нестянутом состоянии, как показанное на фиг.1, наружный боковой край листа 60, проходящий вдоль продольного направления Х, расположен снаружи в боковом направлении Y по отношению к боковому краю 4S и внутренний боковой край листа 60, проходящий вдоль продольного направления Х, расположен внутри в боковом направлении Y по отношению к боковому краю 4S. Снаружи в боковом направлении Y от бокового края 4S лист 60 присоединен к другим элементам, таким как верхний лист 2 и задний лист 5, для образования фиксирующей части 62. Кроме того, эластичные элементы 61 прикреплены в состоянии, в котором они растянуты в продольном направлении Х, к внутреннему боковому краю листа 60. Внутренний боковой край листа 60, образующего манжету, защищающую от утечки, по меньшей мере, в промежностной части В, в частности, например, в промежностной части В и тех зонах передней части А и задней части С, которые находятся ближе к промежностной части В, представляет собой свободную концевую часть, которая не присоединена к верхнему листу 2, и в тех передней и задней частях передней части А и задней части В, которые являются концевыми в продольном направлении Х, внутренний боковой край присоединен к верхнему листу 2 (не показано). При вышеуказанной структуре во время ношения подгузника 1 стягивающее усилие, создаваемое эластичными элементами 61 в продольном направлении Х, обеспечивает возможность подъема манжет 6, защищающих от утечки, по меньшей мере, в промежностной части В, в которой внутренний боковой край каждого листа 60, образующего манжету, защищающую от утечки, представляет собой свободную концевую часть, при этом свободные концевые части поднимаются по направлению к коже носителя от фиксирующих частей 62 как начальной точки. Между поднимающимися манжетами 6, защищающими от утечки, и верхним листом 2 образуется карман для эффективного предотвращения утечки выделений в боковом направлении в промежностной части В. В качестве листов 60, образующих манжеты, защищающие от утечки, может быть использован гидрофобный листовой материал, и в качестве листового материала могут быть использованы, например, нетканые материалы, полимерные пленки и ламинаты из них, полученные разными способами.
[0018]
Как показано на фиг.1, две скрепляющие ленты 7, 7 предусмотрены на соответствующих боковых краевых частях, проходящих вдоль продольного направления Х в задней части С подгузника 1. К каждой скрепляющей ленте 7 прикреплена часть 71 для прикрепления, включающая в себя охватываемый элемент механической застежки-«липучки». На поверхности, не обращенной к коже, в передней части А подгузника 1 образована зона-«мишень» 8, включающая в себя охватывающий элемент механической застежки-«липучки». Зона-«мишень» 8 образована посредством присоединения и прикрепления охватывающего элемента механической застежки-«липучки» к поверхности, не обращенной к коже, на заднем листе 5, образующем поверхность, не обращенную к коже, в передней части А, посредством использования известного средства соединения, такого как адгезив и термосварка, и обеспечивает возможность прикрепления предназначенной для прикрепления части 71 скрепляющей ленты 7 с возможностью отсоединения.
[0019]
Фиг.3-5 показывают верхний лист 2, один из основных характерных компонентов подгузника 1. Как показано на фиг.2 - фиг.5, верхний лист 2 включает в себя ламинат из первого нетканого материала 20 и второго нетканого материала 21 и имеет множество отверстий 22, проходящих через ламинат в направлении толщины. Два нетканых материала 20, 21 сплавлены вместе на периферийных краях отверстий 22 для формирования множества частей 23, скрепленных методом сплавления. Первый нетканый материал 20 в зоне, отличной от частей 23, скрепленных методом сплавления, выступает в направлении от второго нетканого материала 21 для формирования множества выступов 24, выступающих по направлению к коже носителя, посредством чего образуется трехмерный перфорированный лист.
[0020]
В верхнем листе 2 первый нетканый материл 20 расположен на стороне, относительно близкой к коже носителя, и второй нетканый материал 21 расположен на стороне, относительно удаленной от кожи носителя. Два нетканых материала 20, 21 объединены в одно целое в направлении толщины посредством частей 23, сформированных на части их протяженности и скрепленных методом сплавления, для образования ламината из двух нетканых материалов 20, 21. В первом нетканом материале 20 части, расположенные между множеством частей 23, скрепленных методом сплавления, (между множеством отверстий 22) выпукло выступают в направлении, противоположном второму нетканому материалу 21 для формирования множества полых выступов 24. В верхнем листе 2 сторона второго нетканого материала 21 или поверхность 2b, не обращенная к коже, является по существу плоской, и на стороне первого нетканого материала 20 или на поверхности 2а, обращенной к коже, выступы 24 и остальные зоны (отверстия 22 и части 23, скрепленные методом сплавления) образуют неровность с большой шероховатостью.
[0021]
Верхний лист 2 имеет в плоскости листа первое направление Х и второе направление Y, ортогональное к нему. Когда верхний лист включен в подгузник 1, первое направление Х совпадает с продольным направлением Х или направлением длины подгузника 1 и второе направление Y совпадает с боковым направлением Y или направлением ширины подгузника 1.
Как правило, первое направление Х верхнего листа 2 совпадает с направлением подачи исходного материала первого нетканого материала 20 и второго нетканого материала 21 и во многих случаях с направлением (MD) перемещения во время изготовления верхнего листа 2. Как правило, когда первый нетканый материал 20 и второй нетканый материал 21 представляют собой, например, нетканый материал, первое направление Х верхнего листа 2 во многих случаях совпадает с основным направлением ориентации волокон, представляющих собой составляющие волокна двух нетканых материалов 20, 21.
[0022]
Как показано на фиг.3 - фиг.5, каждое отверстие 22 выполнено в нижней части 25 между множеством выступов 24 и окружено частью 23, скрепленной методом сплавления. Каждое отверстие 22 образовано внутри соответствующей части 23, скрепленной методом сплавления, и проходит через первый нетканый материал 20 и второй нетканый материал 21. Форма каждого отверстия 22 на виде в плане представляет собой фигуру, аналогичную фигуре, образованной равномерным уменьшением формы части 23, скрепленной методом сплавления, и в представленном варианте осуществления форма представляет собой круглую форму, как показано на фиг.3. Однако форма каждой части 23, скрепленной методом сплавления, на виде в плане не ограничена круглой формой, но может быть задана свободно. Примеры формы включают прямоугольную форму, форму дорожки и формы правильных многоугольников.
[0023]
Каждая часть 23, скрепленная методом сплавления, имеет пленочную часть 23F, образованную превращением составляющих волокон верхнего листа 2 в пленку. В описании превращение в пленку означает такое состояние, в котором составляющие волокна в верхнем листе 2 однородно расплавлены вместе без зазора для их сплавления до тех пор, пока не будет наблюдаться отсутствие какой-либо формы волокон, представляющих собой составляющие волокна, и будет маловероятным проникновение жидкости через получающуюся в результате пленку. Пленочная часть 23F представляет собой часть, в которой составляющие волокна подвергнуты расплавлению и отверждению, и поэтому она более твердая и имеет более высокую жесткость, чем остальные части, не превращенные в пленку. Участок части 23, скрепленной методом сплавления, или вся часть 23, скрепленная методом сплавления, может представлять собой пленочную часть 23F, и на распределение пленочной части 23F влияют условия нагрева и сдавливания при формировании части 23, скрепленной методом сплавления, типы нетканых материалов 20, 21 и тому подобное. Пример типового состояния включает конфигурацию, в которой периферийный край отверстия 22 и зона вблизи него представляют собой пленочную часть 23F, и другая зона, например, зона, сравнительно близкая к внутреннему пространству выступа 24, не полностью превращена в пленку.
[0024]
Форма сечения каждого выступа 24 предпочтительно представляет собой куполообразную форму с плавным округлым гребнем в целом, плоскую форму прямоугольного параллелепипеда, форму усеченной прямоугольной пирамиды или тому подобную форму. В варианте осуществления верхний лист 2 имеет округлую куполообразную форму, показанную на фиг.4 и фиг.5.
[0025]
В настоящем изобретении отверстия 22, части 23 вокруг отверстий, скрепленные методом сплавления, и выступы 24 могут быть рассредоточены на верхнем листе 2 в направлении в плоскости. В представленном варианте осуществления они равномерно распределены на верхнем листе 2 в направлении в плоскости. В частности, как показано на фиг.3, отверстия 22 вместе с периферийными частями 23, скрепленными методом сплавления, и выступы 24 выровнены с чередованием в продольном направлении Х. Отверстия 22 вместе с периферийными частями 23, скрепленными методом сплавления, и выступы 24 также выровнены с чередованием в боковом направлении Y. Отверстия 22 вместе с периферийными частями 23, скрепленными методом сплавления, выровнены в направлении, имеющем наклон относительно продольного направления Х и бокового направления Y, и при этом расположены с равными интервалами. Выступы 24 также выровнены в направлении, имеющем наклон относительно продольного направления Х и бокового направления Y, и при этом расположены с равными интервалами. На линиях, соседних в боковом направлении Y, на которых отверстия 22 вместе с периферийными частями 23, скрепленными методом сплавления, и выступы 24 выровнены с чередованием в продольном направлении Х, места расположения отверстий 22 вместе с периферийными частями 23, скрепленными методом сплавления, смещены на полшага в продольном направлении Х, и места расположения выступов 24 также смещены на полшага в продольном направлении Х. На линиях, соседних в продольном направлении Х, на которых отверстия 22 вместе с периферийными частями 23, скрепленными методом сплавления, и выступы 24 выровнены с чередованием в боковом направлении Y, места расположения отверстий 22 вместе с периферийными частями 23, скрепленными методом сплавления, смещены на полшага в боковом направлении Y, и места расположения выступов 24 также смещены на полшага в боковом направлении Y.
[0026]
Примеры нетканого материала, образующего первый нетканый материал 20 и второй нетканый материал 21, включают нетканый материал, скрепленный пропусканием воздуха насквозь, фильерный нетканый материал, нетканый материал, полученный гидроперепутыванием, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, скрепленный смолой, и нетканый материал, полученный иглопробиванием. Также могут быть использованы ламинат из двух или более таких нетканых материалов в сочетании или ламинат из такого нетканого материала и пленки или тому подобного в сочетании. Из них предпочтительно используется нетканый материал, скрепленный пропусканием воздуха насквозь, или фильерный нетканый материал. Каждый из первого нетканого материала 20 и второго нетканого материала 21 имеет поверхностную плотность, составляющую предпочтительно 7 г/м2 или более, более предпочтительно 10 г/м2 или более и предпочтительно 40 г/м2 или менее, более предпочтительно 35 г/м2 или менее.
[0027]
Составляющие волокна первого нетканого материала 20 и второго нетканого материала 21 имеют размер волокна, составляющий предпочтительно 0,5 дтекс или более, более предпочтительно 1,0 дтекс или более и предпочтительно 4,0 дтекс или менее, более предпочтительно 3,0 дтекс или менее по соображениям, связанным, например, с улучшением текстуры.
[0028]
Составляющие волокна первого нетканого материала 20 и второго нетканого материала 21 образованы из термопластичной смолы. Примеры термопластичной смолы включают полиолефиновую смолу, полиэфирную смолу, полиамидную смолу, акрилонитрильную смолу, виниловую смолу и винилиденовую смолу. Примеры полиолефиновой смолы включают полиэтилен, полипропилен и полибутен. Примеры полиэфирной смолы включают полиэтилентерефталат и полибутилентерефталат. Примеры полиамидной смолы включают нейлон. Примеры виниловой смолы включают поливинилхлорид. Примеры винилиденовой смолы включают поливинилиденхлорид. Такие различные смолы могут быть использованы по отдельности или в виде смеси из двух или более из них. Также могут быть использованы продукты модификации таких различных смол. Подобные разные смолы предпочтительно представляют собой смолу, содержащую один или более из гомополимера, статистического сополимера и блок-сополимера в количестве, составляющем 50-100% масс. Также может быть использована смесь смол из таких гомополимера, статистического сополимера и блок-сополимера. По соображениям, связанным с увеличением сопротивления соединения между первым нетканым материалом 20 и вторым нетканым материалом 21 расслаиванию/раздиру, первый нетканый материал 20 и второй нетканый материал 21 предпочтительно образованы из одной и той же термопластичной смолы.
[0029]
Составляющие волокна первого нетканого материала 20 и второго нетканого материала 21 предпочтительно подвергнуты обработке для придания гидрофильности. Если составляющие волокна обладают слабой гидрофильностью или являются гидрофобными, проницаемость для жидкостей, которая представляет собой одну существенную характеристику верхнего листа 2, может быть недостаточной. Обработка для придания гидрофильности может представлять собой любую обработку, обычно выполняемую для таких впитывающих изделий, и примеры включают обработку путем нанесения средства для придания гидрофильности, такого как поверхностно-активное вещество, на поверхность волокна, вмешивание средства для придания гидрофильности в волокна, обработку в коронном разряде и обработку в плазменном разряде. Две или более из данных обработок могут быть выполнены в комбинации.
[0030]
Гидрофильность составляющих волокон первого нетканого материала 20 и второго нетканого материала 21 может быть одинаковой или разной. В последнем случае второй нетканый материал 21 имеет более высокую гидрофильность по сравнению с гидрофильностью первого нетканого материала 20 в варианте осуществления. В описании гидрофильность определена на основе угла контакта с водой, измеренного методом, описанным ниже. Меньший угол контакта с водой указывает на более высокую гидрофильность (более низкую гидрофобность), в то время как больший угол контакта с водой указывает на более низкую гидрофильность (более высокую гидрофобность). Материал, имеющий угол контакта с водой, составляющий менее 90 градусов, является гидрофильным, в то время как материал, имеющий угол контакта с водой, составляющий не менее 90 градусов, является гидрофобным. То, что второй нетканый материал 21 имеет более высокую гидрофильность, чем первый нетканый материал 20, означает, что второй нетканый материал 21 имеет меньший угол контакта с водой, чем первый нетканый материал 20.
[0031]
<Метод измерения угла контакта>
Из объекта измерений (нетканого материала) берут волокно в качестве образца, и измеряют угол контакта волокна с водой. В качестве измерительного устройства используют автоматический прибор MCA-J для измерения угла контакта, изготавливаемый компанией Kyowa Interface Science Co., Ltd. Для измерения углов контакта используют дистиллированную воду. Количество жидкости, выходящей из устройства струйного типа, предназначенного для выталкивания капель воды (импульсного инжектора CTC-25, изготавливаемого компанией Cluster Technology Co., Ltd. и имеющего диаметр отверстия выталкивающего элемента, составляющий 25 мкм), задают равным 20 пиколитрам, и каплю воды капают сверху прямо на волокно. Состояние при опускании регистрируют/записывают посредством высокоскоростного видеорегистратора, соединенного с камерой, установленной горизонтально. По соображениям, связанным с последующим анализом изображений, видеорегистратор предпочтительно представляет собой персональный компьютер, в который встроено устройство высокоскоростного захвата изображения. При измерении изображения записывают каждые 17 мс. Первое изображение из записанных изображений, на котором капля воды достигает волокна, подвергают анализу изображения, используя прилагаемое программное обеспечение FAMAS (версия: 2.6.2; методика анализа: метод покоящейся капли; метод анализа: θ/2; алгоритм обработки изображений: неотражающий; вид изображения при обработке изображений: рамка; пороговый уровень: 200; без коррекции кривизны), для вычисления угла между поверхностью капли воды, находящейся в контакте с воздухом, и волокном для получения угла контакта. Волокно, отбираемое в качестве образца из объекта измерений, отрезают с длиной волокна, составляющей 1 мм, и отрезанное волокно размещают на столике для образца в приборе для измерения угла контакта и удерживают горизонтально. Для одного волокна углы контакта измеряют в двух разных местах. Углы контакта пяти волокон измеряют с точностью до первого десятичного знака, и среднее значение (округленное до первого десятичного знака) из значений, измеренных в общей сложности в 10 местах, определяют как угол контакта волокон с водой. Среда измерений имеет температуру внутри помещения, составляющую 22±2°С, и относительную влажность, составляющую 65±2%.
[0032]
Одним из основных отличительных признаков подгузника 1 является то, что, как показано на фиг.4 и фиг.5, части 23 верхнего листа 2, скрепленные методом сплавления, имеют выступающие части 26, выступающие по направлению к подслою 3 (выступающие по направлению к стороне, противоположной выступам 24), и множество выступающих частей 26 рассредоточены по поверхности, обращенной к подслою 3, или поверхности 2b верхнего листа 2, не обращенной к коже. Каждая выступающая часть 26 расположена в месте, соответствующем периферийному краю соответствующего выступа 24, на поверхности 2b верхнего листа 2, не обращенной к коже (на поверхности второго нетканого материала 21, не обращенной к коже) (на виде в плане, показанном на фиг.3, в месте, перекрывающем периферийный край выступа 24), и выступает ближе к подслою 3, чем периферия, и, по меньшей мере, вершина в направлении выступания может находиться в контакте с подслоем 3.
[0033]
В подгузнике 1, имеющем такую специфическую структуру, при прижатии верхнего листа 2 к подслою 3, в частности, например, когда давление тела носителя будет приложено к верхнему листу 2 во время ношения подгузника 1, подслой 3 частично сдавливается выступающими частями 26 верхнего листа 2. Зоны в подслое 3, сдавленные выступающими частями 26, имеют более высокую плотность волокон, представляющих собой составляющие волокна, чем остальные зоны, не сдавленные выступающими частями 26. В результате в состоянии, в котором давление тела носителя приложено к верхнему листу 2, части 30 с высокой плотностью волокон, имеющие относительно высокую плотность волокон, образуются в зонах в подслое 3, соответствующих выступающим частям 26, как показано на фиг.4, и части 31 с низкой плотностью волокон, имеющие относительно низкую плотность волокон, образуются в остальных зонах (зонах, не сдавленных выступающими частями 26). Части 31 с низкой плотностью волокон перекрывают места образования выступов 24 и перекрывают, по меньшей мере, вершины выступов 24 и зоны вблизи них.
[0034]
Подгузник 1, который имеет такую специфическую структуру, может проявлять очень хорошую способность к впитыванию как низковязких выделений, так и высоковязких выделений.
Другими словами, для низковязких выделений, таких как моча, капиллярная сила, вероятно, будет эффективной, и такие выделения с большой вероятностью будут перемещаться в части, имеющие высокую плотность волокон. Когда обычный верхний лист, имеющий отверстия, части вокруг отверстий, скрепленные методом сплавления, и выступы, выступающие по направлению к коже носителя, используется в сочетании с подслоем, способность к впитыванию высоковязких выделений, таких как жидкие фекалии, обеспечивается отверстиями и подслоем. Однако весь верхний лист представляет собой часть с высокой плотностью волокон, в то время как весь подслой представляет собой часть с низкой плотностью волокон, и поэтому образуется градиент плотности. Соответственно, может быть затруднено перемещение низковязких выделений в подслой.
Напротив, в подгузнике 1, описанном выше, выступающие части 26 верхнего листа 2 частично сдавливают подслой 3 во время ношения, и части 30 с высокой плотностью волокон образуются в подслое 3 со схемой расположения, которая соответствует схеме расположения сдавливающих частей (выступающих частей 26). В результате множество частей 30 с высокой плотностью волокон и частей 31 с низкой плотностью волокон будут распределены в подслое 3 в направлении в плоскости, таким образом, в то время как способность к впитыванию высоковязких выделений поддерживается посредством частей 31 с низкой плотностью волокон, способность к втягиванию низковязких выделений может обеспечиваться частями 30 с высокой плотностью волокон, и может проявляться очень хорошая способность к впитыванию как низковязких выделений, так и высоковязких выделений.
[0035]
Верхний лист 2 имеет многослойную структуру, включающую первый нетканый материал 20, на котором образована неровность, и плоский второй нетканый материал 21, на котором никакая неровность не образована для обеспечения по существу отсутствия неровности, имеет, таким образом, бóльшую способность к сохранению формы отверстий 22, чем верхний лист, включающий в себя один нетканый материал с неровностью, такой как верхний лист, раскрытый в патентном литературном источнике 1, и вряд ли будет вызывать «закрывание» отверстий 22. Следовательно, подгузник 1 несомненно будет оказывать предпочтительные воздействия, обеспечиваемые отверстиями 22, включая быстрое втягивание выделений, в частности, высоковязких выделений, уменьшение количества жидкости, остающейся на поверхности 2а, обращенной к коже, благодаря втягиванию и предотвращение возврата жидкости. Кроме того, когда давление тела носителя будет приложено к верхнему листу 2, давление концентрируется на втором нетканом материале 21, соответственно, выступающие части 26 непременно будут сдавливать подслой 3, и части 30 с высокой плотностью волокон и части 31 с низкой плотностью волокон будут стабильно формироваться в подслое 3 в направлении в плоскости.
[0036]
Для более надежного оказания вышеуказанных предпочтительных воздействий каждая часть верхнего листа 2 предпочтительно имеет нижеуказанные размеры и тому подобные характеристики.
Каждое отверстие 22 имеет площадь отверстия, составляющую предпочтительно 1 мм2 или более, более предпочтительно 2 мм2 или более и предпочтительно 100 мм2 или менее, более предпочтительно 50 мм2 или менее.
Каждое отверстие 22 имеет длину большой оси, составляющую предпочтительно 1 мм или более, более предпочтительно 2 мм или более и предпочтительно 10 мм или менее, более предпочтительно 7 мм или менее. В описании длина большой оси отверстия 22 означает максимальное расстояние в направлении поперек отверстия 22. Когда отверстие 22 имеет круглую форму на виде в плане, как показано на фиг.3, длина большой оси представляет собой диаметр.
Число отверстий 22 на единицу площади (1 см2) составляет предпочтительно одно или более, более предпочтительно четыре или более и предпочтительно 50 или менее, более предпочтительно 30 или менее.
Части 23, скрепленные методом сплавления и имеющие соответствующие выступающие части 26, образованы вокруг отверстий 22, и поэтому число и схема расположения частей 23, скрепленных методом сплавления, (выступающих частей 26) по существу соответствуют числу и схеме расположения отверстий 22.
[0037]
Каждый выступ 24 имеет высоту, составляющую предпочтительно 1 мм или более, более предпочтительно 3 мм или более и предпочтительно 20 мм или менее, более предпочтительно 15 мм или менее.
Каждый выступ 24 на таком виде в плане, как показанный на фиг.3, имеет площадь (площадь нижней части), составляющую предпочтительно 1 мм2 или более, более предпочтительно 4 мм2 или более и предпочтительно 400 мм2 или менее, более предпочтительно 300 мм2 или менее.
Число выступов 24 на единицу площади (1 см2) составляет предпочтительно один или более, более предпочтительно три или более и предпочтительно 15 или менее, более предпочтительно 12 или менее.
[0038]
В представленном варианте осуществления каждая выступающая часть 26 имеет пленочную часть 23F. Пленочная часть 23F имеет более высокую жесткость, чем остальные части в верхнем листе 2, не превращенные в пленку. Выступающая часть 26, имеющая пленочную часть 23F, имеет более высокую жесткость, и выступающая часть 26 затвердевает. Соответственно, сдавливающее усилие, действующее со стороны выступающих частей 26 на подслой 3, увеличивается, и, следовательно, градиент плотности волокон в подслое 3 в направлении в плоскости образуется с большей определенностью. Это приводит к дополнительному улучшению способности к впитыванию как низковязких выделений, так и высоковязких выделений. Часть выступающей части 26 или вся выступающая часть 26 может представлять собой пленочную часть. Для более надежного оказания вышеуказанных предпочтительных воздействий, по меньшей мере, вершина выступающей части 26 в направлении выступания к подслою 3 предпочтительно представляет собой пленочную часть 23F.
[0039]
Каждая выступающая часть 26 может быть образована с совершенно одинаковым размером вокруг отверстия 22, как показано на фиг.6(а), или может быть образована с неравномерным распределением или неодинаковым размером вокруг отверстия 22, как показано на фиг.6(b). Как правило, выступающая часть 26, имеющая больший размер, имеет бóльшую площадь контакта с подслоем 3, и поэтому существует вероятность возникновения градиента плотности волокон в подслое 3 в направлении в плоскости. Следовательно, выступающие части предпочтительно являются большими по соображениям, связанным со способностью подгузника 1 к впитыванию выделений. Однако выступающие части 26 представляют собой результат расплавления и отверждения образующего материала (термопластичной смолы) на периферийном крае отверстий 22, и материал, образующий выступающие части 26, ограничен с учетом соразмерности с остальными частями, включая отверстия 22. Следовательно, сравнительно большая выступающая часть 26, образованная однородной вокруг отверстия 22, как показано на фиг.6(а), может привести к неблагоприятному воздействию на другие части, включая отверстие 22 верхнего листа 2. Когда предусмотрено выполнение сравнительно большой выступающей части 26, такие сравнительно большие участки выступающей части 26 предпочтительно неравномерно распределены на части периферии отверстий 22, как показано на фиг.6(b). При такой конфигурации ограниченное количество материала, образующего каждую выступающую часть 26, может быть избирательно размещено в намеченных зонах вокруг отверстия 22, и выступающая часть 26 может быть увеличена в данных зонах. В результате часть 30 с высокой плотностью волокон, имеющая сравнительно большой размер, образуется в подслое 3 в соответствии с такими сравнительно большим участками выступающей части 26, и это главным образом обеспечивает повышение способности к впитыванию низковязких выделений, таких как моча.
[0040]
Примером неравномерного распределения выступающей части 26 является, как показано на фиг.6(b), конфигурация, в которой материал (термопластичная смола), образующий выступающую часть 26, неравномерно распределен с обеих продольных сторон отверстия 22, проходящих в продольном направлении Х, и образующий материал отсутствует с обеих поперечных сторон отверстия 22 или количество материала, в котором образовано отверстие 22, меньше с обеих боковых сторон, проходящих в боковом направлении Y, чем с продольных сторон, проходящих в продольном направлении Х. В такой конфигурации, как показанная на фиг.6(b), каждая выступающая часть 26 неравномерно распределена в продольном направлении Х, совпадающем с направлением от передней стороны к задней стороне носителя, носящего подгузник 1. Следовательно, в подслое 3, сдавленном такими выступающими частями 26, неравномерно распределенными в продольном направлении Х, части 30 с высокой плотностью волокон, имеющие сравнительно большую площадь, будут распложены с промежутками в продольном направлении Х, и это, в частности, повышает способность к обеспечению диффузии низковязких выделений, таких как моча, которые с большой вероятностью будут втягиваться в части 30 с высокой плотностью волокон в продольном направлении Х, что приводит к предотвращению утечки выделений в боковом направлении или эффективному использованию впитывающего элемента 4. Такое неравномерное распределение выступающих частей 26 вокруг соответствующих отверстий 22 может быть обеспечено посредством технического решения, связанного со способом перемещения второго нетканого материала 21 для образования отверстий 22 во время изготовления верхнего листа 2. Это техническое решение будет описано позднее.
[0041]
Фиг.7 показывает выступ 24А в качестве предпочтительного варианта выполнения выступов верхнего листа, соответствующего настоящему изобретению. Для надежного образования градиента плотности в направлении в плоскости, полезного для повышения способности подслоя 3 к впитыванию низковязких выделений, выступающая часть 26 предпочтительно имеет пленочную часть 23F. Однако пленочная часть 23F не обладает проницаемостью для жидкостей, и поэтому сама выступающая часть 26, имеющая пленочную часть, имеет низкую проницаемость для жидкостей. Это не считается предпочтительным по соображением, связанным с возможностью проникновения жидкости из верхнего листа 2 в подслой 3. Однако, что касается выступа 24А в его естественном состоянии, то в сечении верхнего листа 2 в определенном направлении в направлении плоскости (например, в продольном направлении Х) край 24S выступа, самый наружный в данном определенном направлении, расположен снаружи в данном определенном направлении от выступающей части 26, находящейся рядом с выступом 24А, как показано на фиг.7(а). По этой причине, несмотря на то что выступающая часть 26 имеет пленочную часть 23F и по своей природе имеет низкую проницаемость для жидкостей, повышается способность к проникновению жидкостей из верхнего листа 2 в подслой 3.
[0042]
Другими словами, например, в таком случае, как показанный на фиг.7(а), в котором край 24S выступа 24А, самый наружный в продольном направлении Х в сечении в продольном направлении Х, расположен снаружи в продольном направлении Х от выступающей части 26, находящейся рядом с выступом 24А, при сдавливании выступа 24А по направлению к подслою 3, например, под действием давления тела носителя, носящего подгузник 1, самый наружный край 24S и зона вблизи него входят в контакт с подслоем 3 (зоной в подслое 3, перекрывающей отверстие 22), как показано на фиг.7(b). В этом случае выступ 24А, включающий в себя самый наружный край 24S (часть в первом нетканом материале 20, расположенная ближе к коже носителя, чем второй нетканый материал 21), не превращен в пленку, а сохраняет форму волокон, представляющих собой составляющие волокна. Следовательно, обеспечивается возможность перемещения выделений через часть выступа 24А, контактирующую с подслоем 3, в подслой 3, и, соответственно, обеспечивается возможность проникновения жидкости из верхнего листа 2 в подслой 3. Кроме того, такой контакт выступа 24А с подслоем 3 вызывает сдавливание части в подслое 3, контактирующей с выступом 24А, что приводит к уменьшению расстояния между волокнами в контактирующей части, и поэтому проницаемость для низковязких выделений, таких как моча, особенно увеличивается.
[0043]
Для более надежного оказания таких предпочтительных воздействий посредством самого наружного края 24S выступа 24 в сечении верхнего листа 2 в каком-либо направлении в направлении плоскости край 24S, самый наружный в данном каком-либо направлении, предпочтительно расположен снаружи в данном каком-либо направлении от выступающей части 26, находящейся рядом с выступом 24А. Размещение самого наружного края 24S снаружи выступающей части 26 в любом направлении в верхнем листе 2 в направлении плоскости, как указано выше, может быть обеспечено посредством выбора составляющих волокон первого нетканого материала 20, образующего выступы 24А, способа перемещения первого нетканого материала 20 во время изготовления верхнего листа 2 или тому подобного.
[0044]
В подслое 3 части 32, перекрывающие отверстия 22, (см. фиг.4) предпочтительно имеют большее среднее расстояние между волокнами, чем среднее расстояние между волокнами в частях 30, имеющих высокую плотность волокон и перекрывающих выступающие части 26. При такой конфигурации части 30 с высокой плотностью волокон в подслое 3, перекрывающие выступающие части 26, имеют относительно малое среднее расстояние между волокнами для дополнительного повышения в основном проницаемости для низковязких выделений, таких как моча, в то время как части 32 в подслое 3, перекрывающие отверстия 22, имеют относительно большое среднее расстояние между волокнами для дополнительного повышения в основном проницаемости для высоковязких выделений, таких как жидкие фекалии. Такой подслой 3, имеющий частично различающиеся средние расстояния между волокнами, может быть получен следующим образом: например, верхний лист 2 и подслой 3 скрепляют посредством адгезива, такого как термоплавкий адгезив, для получения ламината, и ламинат сдавливают в направлении толщины. Ламинат может быть сдавлен с любой одной или с обеих из поверхности, обращенной к коже, и поверхности, не обращенной к коже. При сдавливании ламината среднее расстояние между волокнами в частях подслоя 3, перекрывающих выступающие части 26, (частях 30 с высокой плотностью волокон) уменьшается по отношению к остальным частям подслоя 3 (частям 31 с низкой плотностью волокон). Когда адгезив, нанесенный между верхним листом 2 и подслоем 3, проникнет в них и за счет сдавливания будет сохраняться сдавленное состояние, получают подслой 3, в котором части 32, перекрывающие отверстия 22, имеют большее среднее расстояние между волокнами по сравнению с частями, перекрывающими выступающие части 26, (частями 30 с высокой плотностью волокон). Среднее расстояние между волокнами может быть определено нижеприведенном методом.
[0045]
<Метод определения среднего расстояния между волокнами в листе>
Среднее расстояние между волокнами из скопления волокон, такого как нетканый материал и бумага, определяют в соответствии с Выражением (1), базирующимся на гипотезе Wrotnowski. Выражение (1), как правило, используют для определения расстояния между волокнами из скопления волокон. Согласно гипотезе Wrotnowski волокно имеет столбчатую форму и волокна не пересекаются, а расположены регулярно.
Когда лист (подслой) как объект измерений имеет однослойную структуру, среднее расстояние между волокнами листа с однослойной структурой рассчитывают в соответствии с Выражением (1).
Когда лист (подслой) как объект измерений имеет такую многослойную структуру, как известный нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом), среднее расстояние между волокнами листа с многослойной структурой определяют в соответствии с нижеприведенной процедурой.
Сначала среднее расстояние между волокнами каждого слоя, включенного в многослойную структуру, рассчитывают в соответствии с Выражением (1). Для расчета толщина t, поверхностная плотность W, плотность ρ волокон и диаметр D волокон, используемые в Выражении (1), представляют собой значения для слоя, являющегося объектом измерений, и толщину t измеряют посредством осмотра сечения слоя, являющегося объектом измерений, которое выполнено в направлении толщины, с помощью микроскопа. Каждый параметр из толщины t, поверхностной плотности W и диаметра D волокон представляет собой среднее значение из значений, измеренных во множестве мест измерения. Поверхностную плотность W (г/м2) определяют с помощью следующей процедуры: лист как объект измерений вырезают с заданным размером и взвешивают, и значение, полученное взвешиванием, делят на площадь, рассчитанную исходя из заданного размера. Плотность ρ (г/см3) волокон определяют, используя градиентную трубу для определения плотности, в соответствии в методом измерения, представляющим собой метод измерения с использованием градиентной трубы для определения плотности, описанный в JIS L1015 Методы измерений для искусственных штапельных волокон (JIS - Японский промышленный стандарт) (URL, http://kikakurui.com/l/L1015-2010-01.html, или JIS Handbook, Fibers-2000 (Japanese Standards Association), стр.764-765). Диаметр D (мкм) волокон определяют используя сканирующий электронный микроскоп (DSC6200, изготавливаемый компанией Seiko Instruments Inc.), с помощью следующей процедуры: измеряют поперечные сечения 10 разрезанных волокон, и рассчитанное среднее значение принимают в качестве диаметра волокон.
Далее, среднее расстояние между волокнами каждого слоя умножают на долю толщины слоя в общей толщине многослойной структуры, и числовые значения, рассчитанные для соответствующих слоев, суммируют для получения среднего расстояния между волокнами, представляющими собой составляющие волокна заданного листа с многослойной структурой. Например, в нетканом материале со структурой SMS, представляющей собой трехслойную структуру, включающую два слоя S и один слой М, два слоя S рассматриваются совместно как один слой, и когда трехслойная структура имеет общую толщину t, составляющую 0,11 мм, слой S имеет толщину t, составляющую 0,1 мм, слой S имеет среднее расстояние LS между волокнами, составляющее 47,8 мкм, слой М имеет толщину t, составляющую 0,01 мм, и слой М имеет среднее расстояние LS между волокнами, составляющее 3,2 мкм, среднее расстояние между волокнами, представляющими собой составляющие волокна нетканого материала со структурой SMS, составляет 43,8 мкм [= (47,9 × 0,1+3,2 × 0,01)/0,11].
[0046] [Математическое выражение 1]
Среднее расстояние между волокнами (мкм) =  … (1)
… (1)
D: диаметр волокон (мкм)
ρ: плотность волокон (г/см3)
t: толщина (мм)
W: поверхностная плотность (г/м2)
[0047]
Верхний лист 2 может быть изготовлен, например, способом, описанным ниже. Фиг.8 показывает схематическое изображение устройства 50 для изготовления трехмерного перфорированного листа, используемое в способе изготовления по представленному варианту осуществления. Производственное устройство 50 включает в себя первый валик 51, на котором большое число выступов 51а образовано на периферийной поверхности для создания неровного профиля на периферийной поверхности, второй валик 52, имеющий на периферийной поверхности неровный профиль для взаимодействия с неровным профилем первого валика 51, и опорный валик (нагревательный валик) 53, имеющий периферийную поверхность, обращенную к периферийной поверхности первого валика 51.
[0048]
Первый валик 51 имеет множество полостей (непоказанных) на периферийной поверхности, предназначенной для ввода в контакт с первым нетканым материалом 20 как изделием, подлежащим обработке, и включает в себя воздуховсасывающий механизм (непоказанный), соединенный с полостями, и, соответственно, всасывающая сила, действующая со стороны внутреннего пространства валика, позволяет периферийной поверхности удерживать изделие, подлежащее обработке. Второй валик 52 имеет такую же базовую конфигурацию, как первый валик 51, но не включает в себя такой воздуховсасывающий механизм, как включенный в первый валик 51, и, соответственно, его периферийная поверхность не может удерживать лист вследствие отсутствия всасывающей силы, действующей со стороны внутреннего пространства валика. В качестве первого валика 51 и второго валика 52, каждый из которых имеет периферийную поверхность с неровным профилем, могут быть использованы, например, валики, раскрытые в документе JP 2004-174234 А, соответствующем предшествующей заявке заявителя по настоящей заявке. Опорный валик 53 имеет тело вращения с цилиндрической формой, опирающееся на вращающийся вал с возможностью вращения, и периферийная поверхность тела вращения выполнена так, чтобы она была обращена к периферийной поверхности первого валика 51. Периферийная поверхность опорного валика 53 не имеет неровного профиля и является по существу гладкой. Опорный валик 53 снабжен нагревательными средствами (непоказанными), и за счет переноса тепла от нагревательных средств тепло подводится к периферийной поверхности, которая подлежит вводу в контакт со вторым нетканым материалом 21 как изделием, подлежащим обработке.
[0049]
Для изготовления верхнего листа 2 в виде трехмерного перфорированного листа сначала первый нетканый материал 20 разматывают из рулона исходного материала (непоказанного) первого нетканого материала 20. Второй нетканый материал 21 разматывают отдельно из рулона исходного материала (непоказанного) второго нетканого материала 21. Как показано на фиг.8, размотанный первый нетканый материал 20 зажимается взаимодействующей частью между первым валиком 51 и вторым валиком 52 для образования неровности на первом нетканом материале 20 (этап образования неровности). Первый нетканый материал 20 удерживается на периферийной поверхности первого валика 51 под действием всасывающей силы, действующей на периферийную поверхность первого валика 51, и сохраняется состояние с образованной неровностью.
[0050]
Далее, когда первый нетканый материал 20 с образованной неровностью опирается на периферийную поверхность первого валика 51, второй нетканый материал 21 накладывают на первый нетканый материал 20, затем второй нетканый материал 21 сплавляют с первым нетканым материалом 20 в местах, соответствующих выступам 51а первого валика 51, для образования частей 23, скрепленных методом сплавления, и, кроме того, отверстия 22 образуют в местах образования частей 23, скрепленных методом сплавления (этап сплавления и перфорирования). В частности, как показано на фиг.8, в то время когда первый нетканый материал 20 по-прежнему удерживается под действием всасывающей силы на периферийной поверхности первого валика 51, второй нетканый материал 21 накладывают на него, и ламинат из двух нетканых материалов 20, 21 сдавливают между первым валиком 51 и опорным валиком 53 с гладкой периферийной поверхностью. На этом этапе как первый валик 51, так и опорный валик 53, или только опорный валик 53 нагреты ранее до заданной температуры. Соответственно, первый нетканый материал 20 на выступах 51а первого валика 51 и второй нетканый материал 21 соединяют посредством скрепления методом сплавления для образования частей 23, скрепленных методом сплавления, и одновременно образуют отверстия 22 в местах образования частей 23, скрепленных методом сплавления. На этом этапе образующий материал (термопластичная смола) в той части каждой части 23, скрепленной методом сплавления, которая находится в контакте с вершиной выступа 51а, расплавляется, и расплавленный материал перемещается от контактирующей части к ее периферии для образования отверстия 22 с центром, соответствующим контактирующей части. В зависимости от режима нагрева и сдавливания на этапе сплавления и перфорирования, по меньшей мере, часть части 23, скрепленной методом сплавления, превращается пленочную часть 23F, расположенную главным образом вблизи отверстия 22.
[0051]
Вышеуказанные этапы в основном такие же, как в известном способе изготовления трехмерного перфорированного листа, раскрытом в патентном литературном источнике 2. Один из основных признаков способа изготовления в представленном варианте осуществления относится к образованию выступающих частей 26 в частях 23, скрепленных методом сплавления. Другими словами, на этапе сплавления и перфорирования в представленном варианте осуществления, как показано на фиг.9, обеспечивают ввод вершины выступа 51а первого валика 51 в контакт с первым нетканым материалом 20 в месте 27, в котором должно быть образовано отверстие 22 в ламинате из первого нетканого материала 20 и второго нетканого материала 21, и одновременно обеспечивают возможность проникновения выступа 51а в расплавленную часть части 23, скрепленной методом сплавления, так, что расплавленный материал части 23, скрепленной методом сплавления, распределяется неравномерно на стороне второго нетканого материала 21 (стороне опорного валика 53), посредством чего образуется выступающая часть 26. Для образования просто отверстия 22, как в предшествующем уровне техники, достаточно ввести вершину выступа 51а на первом валике 51 в контакт с нагретым местом 27, предназначенным для образования отверстия. Для образования выступающей части 26, выступающей по направлению к стороне, противоположной выступам 24, требуется вставить выступ 51а, используемый для образования отверстия, в отверстие 22 и обеспечить его прохождение через отверстие 22 во время образования отверстия 22, или требуется ввести вершину выступа 51а в контакт с противолежащей периферийной поверхностью опорного валика 53. При таком перфорировании и прохождении выступа валика насквозь, расплавленный материал части 23, скрепленной методом сплавления, выдавливается к стороне второго нетканого материала 21, и поэтому вокруг отверстия 22 образуется выступающая часть 26.
[0052]
Для надежного обеспечения возможности прохождения выступа 51а первого валика 51 сквозь отверстие 22 и стабильного образования выступающей части 26 угол θ1 обхвата первого валика 51 вторым нетканым материалом 21 на выходе (см. фиг.8) предпочтительно составляет 5 градусов или более, более предпочтительно 10 градусов или более. Как показано на фиг.8, когда в сечении, образованном посредством разрезания - по плоской поверхности, ортогональной к оси первого валика 51, - первого валика 51 и второго нетканого материала 21 как изделия, подлежащего обработке, выходной конец в зоне, в которой второй нетканый материал 21 находится в контакте с периферийной поверхностью первого валика 51 (точнее, с первым нетканым материалом 20, опирающимся на периферийную поверхность первого валика 51), представляет собой точку Р1 контакта на выходе, угол θ1 обхвата на выходе означает угол между прямой линией (отрезком прямой), проходящей между точкой Р1 контакта на выходе и осью, и прямой линией (отрезком прямой), проходящей между местом Р0 образования отверстия 22 (зоной зажима между выступом 51а на первом валике 51 и опорным валиком 53) и осью.
[0053]
Два нетканых материала 20, 21 перемещают с соответствующим заданным натяжением к зоне зажима между первым валиком 51 и опорным валиком 53, и в процессе перемещения части 23, скрепленные методом сплавления, и отверстия 22 образуют в зоне зажима. Как описано выше, когда угол θ1 обхвата первого валика 51 вторым нетканым материалом 21 на выходе задан равным сравнительно большей величине и длина части второго нетканого материала 21 (верхнего листа 2), которая проходит от места образования отверстия 22 до стороны, выходной в направлении перемещения, на периферийной поверхности первого валика 51 в направлении вдоль окружности, задана сравнительно большой, выступ 51а проходит с большей определенностью через отверстие 22, и выступающие части 26 образуются более стабильно.
[0054]
По аналогичным соображениям угол обхвата θ2 первого валика 51 вторым нетканым материалом 21 на входе (см. фиг.8) предпочтительно составляет 5 градусов или более, более предпочтительно 10 градусов или более. Как показано на фиг.8, когда в сечении, образованном посредством разрезания - по плоской поверхности, ортогональной к оси первого валика 51, - первого валика 51 и второго нетканого материала 21 как изделия, подлежащего обработке, входной конец в зоне, в которой второй нетканый материал 21 находится в контакте с периферийной поверхностью первого валика 51 (точнее, с первым нетканым материалом 20, опирающимся на периферийную поверхность первого валика 51), представляет собой точку Р2 контакта на входе, угол θ2 обхвата на входе означает угол между прямой линией (отрезком прямой), проходящей между точкой Р2 контакта на входе и осью, и прямой линией (отрезком прямой), проходящей между местом Р0 образования отверстия 22 и осью.
Первый валик 51 имеет радиус, составляющий предпочтительно 30 мм или более, более предпочтительно 50 мм или более и предпочтительно 300 мм или менее, более предпочтительно 200 мм или менее.
[0055]
Как описано выше, неравномерное распределение материала выступающих частей 26 на части окружной периферии отверстий 22 может быть обеспечено посредством регулирования скорости перемещения второго нетканого материала 21 или тому подобного. Например, как показано на фиг.6(b), для неравномерного распределения материала выступающей части 26 с обеих продольных сторон отверстия 22, проходящих в продольном направлении Х, скорость перемещения второго нетканого материала 21 может быть увеличена или уменьшена по отношению к частоте вращения первого валика 51.
[0056]
Как описано выше и как показано на фиг.7, место расположения края 24S, наружного в определенном направлении, - в сечении верхнего листа 2 в данном определенном направлении в направлении плоскости - снаружи в данном определенном направлении от выступающей части 26, находящейся рядом с выступом 24А, может быть обеспечено посредством выбора составляющих волокон первого нетканого материала 20 или регулирования, например, характера перемещения первого нетканого материала 20. В частности, например, второй нетканый материал 21, к которому приложено растягивающее усилие, сплавляют с первым нетканым материалом 20, и после операции, выполняемой с помощью первого валика 51, растягивающее усилие, приложенное ко второму нетканому материалу 21, снимают для обеспечения возможности стягивания/усадки второго нетканого материала 21, и таким образом может быть обеспечено вышеуказанное место размещения.
[0057]
Образование части 23, скрепленной методом сплавления, и образование отверстия 22 можно выполнять не одновременно, как указано выше, а отдельно. Например, когда используется производственное устройство, в котором дополнительный опорный валик (непоказанный) с периферийной поверхностью, которая обращена к периферийной поверхности первого валика 51, предусмотрен с выходной стороны в направлении (MD) перемещения листа по отношению к опорному валику 53, сначала образуют часть 23, скрепленную методом сплавления, в зоне зажима между первым валиком 51 и опорным валиком 53, и после этого отверстие 22 образуют в части 23, скрепленной методом сплавления, в зоне зажима между первым валиком 51 и дополнительным опорным валиком. В этом случае в процессе образования отверстий обеспечивается вышеуказанное усовершенствование, относящееся к образованию выступающей части 26 (перфорирование посредством выступа валика и его прохождение насквозь, регулирование углов обхвата).
[0058]
Настоящее изобретение было описано на основе вариантов осуществления, но настоящее изобретение может быть соответствующим образом модифицировано без его ограничения вариантами осуществления. Например, по соображениям, связанным с улучшением впитывающей способности, защиты от утечки и тому подобного, поверхность подгузника 1, обращенная к коже, может иметь канавки, которые образованы уплотнением верхнего листа 2 и впитывающего элемента 4 как одного целого.
В способе изготовления трехмерного перфорированного листа по настоящему изобретению способ сплавления первого нетканого материала и второго нетканого материала (способ образования частей, скрепленных методом сплавления) не ограничен таким нагревом изделий, подлежащих обработке, как в варианте осуществления, но может представлять собой по существу способ, в котором обеспечивается возможность расплавления материала, образующего нетканый материал, и может быть использована обработка ультразвуковом или тому подобное.
Настоящее изобретение не ограничено таким одноразовым подгузником раскрываемого типа, как в варианте осуществления, и охватывает в широком смысле изделия, используемые для впитывания текучих сред, выделяемых из организма человека (таких как моча, жидкие фекалии, менструальная кровь и пот), и также охватывает натягиваемые одноразовые подгузники, гигиенические прокладки, гигиенические трусы и тому подобное.
Часть, предусмотренная только в одном из вариантов осуществления, может использоваться соответствующим образом с возможностью ее замены другой частью. С учетом вышеприведенных вариантов осуществления настоящего изобретения дополнительно раскрыты следующие аспекты.
[0059]
<1> Впитывающее изделие, имеющее продольное направление, совпадающее с направлением от передней стороны к задней стороне носителя, и боковое направление, ортогональное к продольному направлению, при этом впитывающее изделие содержит:
верхний лист;
подслой, проницаемый для жидкостей; и
удерживающий жидкости, впитывающий элемент,
при этом верхний лист, подслой, проницаемый для жидкостей, и удерживающий жидкости, впитывающий элемент последовательно сложены друг на друга в порядке увеличения расстояния от кожи носителя, при этом
верхний лист включает в себя ламинат из первого нетканого материала и второго нетканого материала, ламинат имеет множество отверстий, проходящих через ламинат в направлении толщины, первый нетканый материал и второй нетканый материал сплавлены вместе на периферийных краях отверстий для формирования множества частей, скрепленных методом сплавления, первый нетканый материал в зоне, отличной от частей, скрепленных методом сплавления, выступает в направлении от второго нетканого материала для формирования множества выступов, выступающих по направлению к коже носителя,
каждая часть верхнего листа, скрепленная методом сплавления, имеет выступающую часть, выступающую по направлению к подслою, и множество выступающих частей рассредоточены по поверхности верхнего листа, обращенной к подслою, и
при прижатии верхнего листа к подслою подслой частично сдавливается выступающими частями верхнего листа.
[0060]
<2> Впитывающее изделие по пункту <1>, в котором материал, образующий выступающую часть, распределен неравномерно на части окружной периферии отверстия.
<3> Впитывающее изделие по пункту <1> или <2>, в котором материал, образующий выступающую часть, распределен неравномерно с обеих продольных сторон отверстия, и
образующий материал отсутствует с обеих поперечных сторон отверстия, или
количество материала, в котором образовано отверстие, меньше с обеих поперечных сторон, чем с продольных сторон.
[0061]
<4> Впитывающее изделие по любому из пунктов <1> - <3>, в котором в сечении верхнего листа в определенном направлении в направлении плоскости край выступа, самый наружный в данном определенном направлении, расположен снаружи в данном определенном направлении от выступающей части, находящейся вблизи выступа.
<5> Впитывающее изделие по любому из пунктов <1> - <4>, в котором в сечении верхнего листа в продольном направлении край выступа, самый наружный в продольном направлении, расположен снаружи в продольном направлении от выступающей части, находящейся вблизи выступа.
<6> Впитывающее изделие по любому из пунктов <1> - <5>, в котором в сечении верхнего листа в каком-либо направлении в направлении плоскости в плоскости край выступа, самый наружный в данном каком-либо направлении, расположен снаружи в данном каком-либо направлении от выступающей части, находящейся вблизи выступа.
[0062]
<7> Впитывающее изделие по любому из пунктов <1> - <6>, в котором одно из отверстий образовано внутри каждой из множества частей, скрепленных методом сплавления, и проходит через первый нетканый материал и второй нетканый материал.
<8> Впитывающее изделие по пункту <7>, в котором форма отверстия на виде в плане представляет собой фигуру, аналогичную фигуре, образованной равномерным уменьшением формы части, скрепленной методом сплавления, на виде в плане.
<9> Впитывающее изделие по любому из пунктов <1> - <8>, в котором часть, скрепленная методом сплавления, имеет пленочную часть, образованную превращением составляющих волокон верхнего листа в пленку.
<10> Впитывающее изделие по пункту <9>, в котором периферийный край отверстия и зона вблизи него представляют собой пленочную часть, и другая зона в верхнем листе не превращена в пленку.
<11> Впитывающее изделие по пункту <9> или <10>, в котором вершина выступающей части в направлении выступания к подслою представляет собой пленочную часть.
[0063]
<12> Впитывающее изделие по любому из пунктов <1> - <11>, в котором в подслое части, перекрывающие отверстия, имеют большее среднее расстояние между волокнами, чем среднее расстояние между волокнами в частях, перекрывающих выступающие части.
<13> Впитывающее изделие по любому из пунктов <1> - <12>, в котором в состоянии, в котором давление тела носителя приложено к верхнему листу, части с высокой плотностью волокон, имеющие относительно высокую плотность волокон, образуются в подслое в зонах, соответствующих выступающим частям, одновременно с этим части с низкой плотностью волокон, имеющие относительно низкую плотность волокон, образуются в других зонах подслоя, и части с низкой плотностью волокон перекрывают места образования выступов.
<14> Впитывающее изделие по любому из пунктов <1> - <13>, в котором отверстие имеет площадь отверстия, составляющую предпочтительно 1 мм2 или более и более предпочтительно 2 мм2 или более и предпочтительно 100 мм2 или менее и более предпочтительно 50 мм2 или менее.
<15> Впитывающее изделие по любому из пунктов <1> - <14>, в котором отверстие имеет длину большой оси, составляющую предпочтительно 1 мм или более и более предпочтительно 2 мм или более и предпочтительно 10 мм или менее и более предпочтительно 7 мм или менее.
<16> Впитывающее изделие по любому из пунктов <1> - <15>, в котором число отверстий на единицу площади, составляющую 1 см2, составляет предпочтительно 1 или более и более предпочтительно 4 или более и предпочтительно 50 или менее и более предпочтительно 30 или менее.
<17> Впитывающее изделие по любому из пунктов <1> - <16>, в котором выступ имеет высоту, составляющую предпочтительно 1 мм или более и более предпочтительно 3 мм или более и предпочтительно 20 мм или менее и более предпочтительно 15 мм или менее.
<18> Впитывающее изделие по любому из пунктов <1> - <17>, в котором выступ на виде в плане имеет площадь (площадь нижней части), составляющую предпочтительно 1 мм2 или более и более предпочтительно 4 мм2 или более и предпочтительно 400 мм2 или менее и более предпочтительно 300 мм2 или менее.
<19> Впитывающее изделие по любому из пунктов <1> - <18>, в котором число выступов на единицу площади, составляющую 1 см2, составляет предпочтительно 1 или более и более предпочтительно 3 или более и предпочтительно 15 или менее и более предпочтительно 12 или менее.
[0064]
<20> Впитывающее изделие по любому из пунктов <1> - <19>, в котором каждый из первого нетканого материала и второго нетканого материала включает в себя нетканый материал, скрепленный пропусканием воздуха насквозь, или фильерный нетканый материал.
<21> Впитывающее изделие по любому из пунктов <1> - <20>, в котором каждый из первого нетканого материала и второго нетканого материала имеет поверхностную плотность, составляющую предпочтительно 7 г/м2 или более и более предпочтительно 10 г/м2 или более и предпочтительно 40 г/м2 или менее и более предпочтительно 35 г/м2 или менее.
<22> Впитывающее изделие по любому из пунктов <1> - <21>, в котором составляющие волокна первого нетканого материала и второго нетканого материала имеют размер волокна, составляющий предпочтительно 0,5 дтекс или более и более предпочтительно 1,0 дтекс или более и предпочтительно 4,0 дтекс или менее и более предпочтительно 3,0 дтекс или менее.
<23> Впитывающее изделие по любому из пунктов <1> - <22>, в котором подслой представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный смолой, или нетканый материал, полученный аэродинамическим способом формирования холста.
<24> Впитывающее изделие по любому из пунктов <1> - <23>, в котором подслой имеет поверхностную плотность, составляющую предпочтительно 10 г/м2 или более и более предпочтительно 15 г/м2 или более и предпочтительно 100 г/м2 или менее и более предпочтительно 70 г/м2 или менее.
[0065]
<25> Впитывающее изделие по любому из пунктов <1> - <24>, в котором в первом нетканом материале части, расположенные между множеством частей, скрепленных методом сплавления, выпукло выступают в направлении, противоположном второму нетканому материалу, для формирования множества полых выступов.
<26> Впитывающее изделие по любому из пунктов <1> - <25>, в котором в верхнем листе сторона второго нетканого материала или сторона поверхности, не обращенной к коже, является по существу плоской, и на стороне первого нетканого материала или на стороне поверхности, обращенной к коже, выступы, отверстия, и части, скрепленные методом сплавления, образуют неровность с большой шероховатостью.
<27> Впитывающее изделие по любому из пунктов <1> - <26>, в котором
верхний лист имеет в плоскости листа первое направление и второе направление, ортогональное к первому направлению, во впитывающем изделии данное первое направление совпадает с продольным направлением впитывающего изделия и данное второе направление совпадает с боковым направлением впитывающего изделия, и
первое направление верхнего листа совпадает с основным направлением ориентации волокон, представляющих собой составляющие волокна первого нетканого материала и второго нетканого материала.
<28> Впитывающее изделие по любому из пунктов <1> - <27>, в котором отверстия вместе с периферийными частями, скрепленными методом сплавления, и выступы выровнены с чередованием как в продольном направлении, так и в боковом направлении.
<29> Впитывающее изделие по любому из пунктов <1> - <28>, в котором отверстия вместе с периферийными частями, скрепленными методом сплавления, выровнены в направлении, имеющем наклон относительно продольного направления и бокового направления, и при этом расположены с равными интервалами, и выступы выровнены в направлении, имеющем наклон относительно продольного направления и бокового направления, и при этом расположены с равными интервалами.
[0066]
<30> Способ изготовления трехмерного перфорированного листа, при этом трехмерный перфорированный лист включает в себя ламинат из первого нетканого материала и второго нетканого материала, при этом ламинат имеет множество отверстий, проходящих через ламинат в направлении толщины, первый нетканый материал и второй нетканый материал сплавлены вместе на периферийных краях отверстий для формирования множества частей, скрепленных методом сплавления, первый нетканый материал в зоне, отличной от частей, скрепленных методом сплавления, образует множество выступов, выступающих в направлении от второго нетканого материала, каждая часть, скрепленная методом сплавления, имеет выступающую часть, выступающую по направлению к стороне, противоположной выступам,
при этом способ включает:
этап образования неровности, заключающийся в использовании первого валика, имеющего периферийную поверхность с неровным профилем, и второго валика, имеющего периферийную поверхность с неровным профилем, который предназначен для взаимодействия с неровным профилем первого валика, и обеспечении возможности зажима первого нетканого материала посредством взаимодействующей части между двумя валиками для образования неровности на первом нетканом материале; и
этап сплавления и перфорирования, заключающийся в том, что в то время, когда первый нетканый материал с образованной неровностью опирается на периферийную поверхность первого валика, выполняют сложение второго нетканого материала на первый нетканый материал, сплавление второго нетканого материала с первым нетканым материалом в местах, соответствующих выступам первого валика, для образования частей, скрепленных методом сплавления, и дополнительное образование отверстий в местах, в которых образованы части, скрепленные методом сплавления, при этом
этап сплавления и перфорирования включает ввод вершины выступа первого валика в контакт с первым нетканым материалом в месте, в котором должно быть образовано отверстие, и одновременно с этим обеспечение возможности проникновения выступа через расплавленную часть, так что расплавленный материал части, скрепленной методом сплавления, распределяется неравномерно со стороны второго нетканого материала, посредством чего образуется выступающая часть.
[0067]
<31> Способ изготовления трехмерного перфорированного листа по пункту <30>, в котором угол обхвата первого валика вторым нетканым материалом на выходе предпочтительно составляет 5 градусов или более и более предпочтительно 10 градусов или более.
<32> Способ изготовления трехмерного перфорированного листа по пункту <30> или <31>, в котором угол обхвата первого валика вторым нетканым материалом на входе предпочтительно составляет 5 градусов или более и более предпочтительно 10 градусов или более.
<33> Способ изготовления трехмерного перфорированного листа по любому из пунктов <30> - <32>, в котором первый валик имеет радиус, составляющий предпочтительно 30 мм или более и более предпочтительно 50 мм или более и предпочтительно 300 мм или менее и более предпочтительно 200 мм или менее.
<34> Способ изготовления трехмерного перфорированного листа по любому из пунктов <30> - <33>, в котором скорость перемещения второго нетканого материала увеличивают или уменьшают по отношению к частоте вращения первого валика.
<35> Способ изготовления трехмерного перфорированного листа по любому из пунктов <30> - <34>, в котором второй нетканый материал, к которому приложено растягивающее усилие, сплавляют с первым нетканым материалом, и после операции, выполняемой посредством первого валика, растягивающее усилие, приложенное ко второму нетканому материалу, снимают.
Промышленная применимость
[0068]
Согласно настоящему изобретению предложено впитывающее изделие, обладающее очень хорошей способностью к впитыванию как низковязких выделений, так и высоковязких выделений. Согласно настоящему изобретению может быть эффективно изготовлен трехмерный перфорированный лист, пригодный в качестве верхнего листа в высококачественном впитывающем изделии, имеющем очень хорошую проницаемость как для низковязких выделений, так и для высоковязких выделений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2836382C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2692030C1 |
| ПОВЕРХНОСТНЫЙ ЛИСТ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ПРЕДУСМОТРЕННОЕ С ДАННЫМ ЛИСТОМ | 2021 |
|
RU2836452C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2772181C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2762025C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2020 |
|
RU2777636C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2795254C1 |

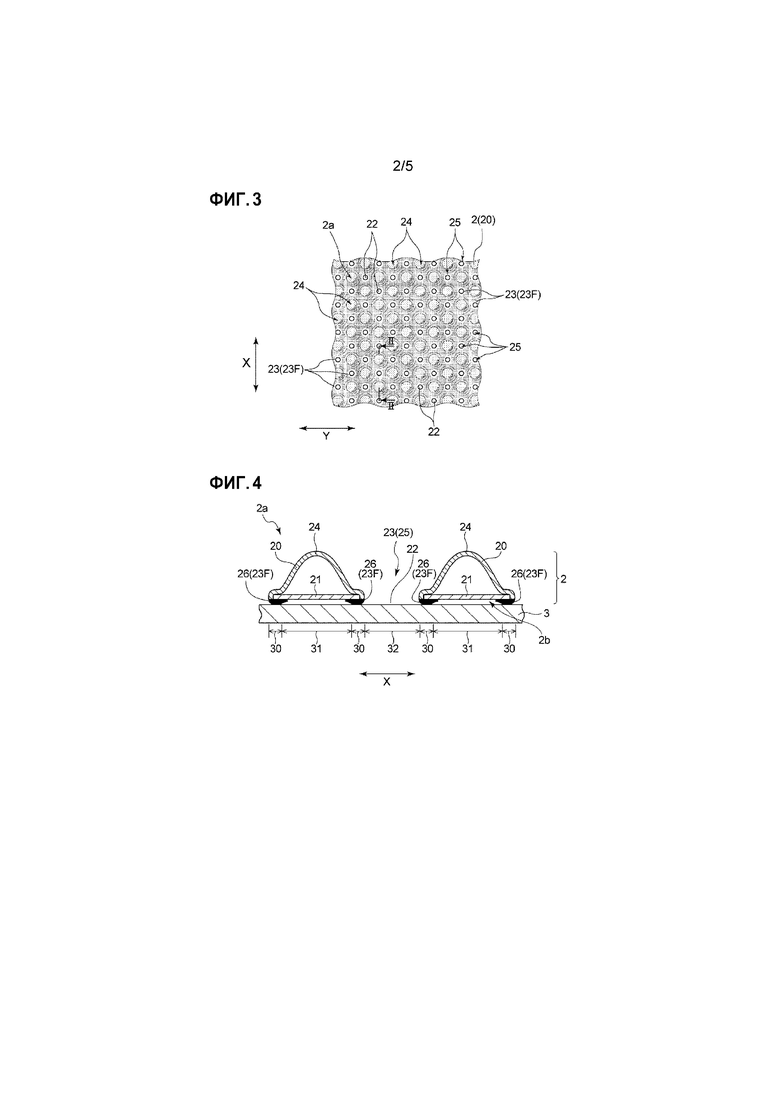


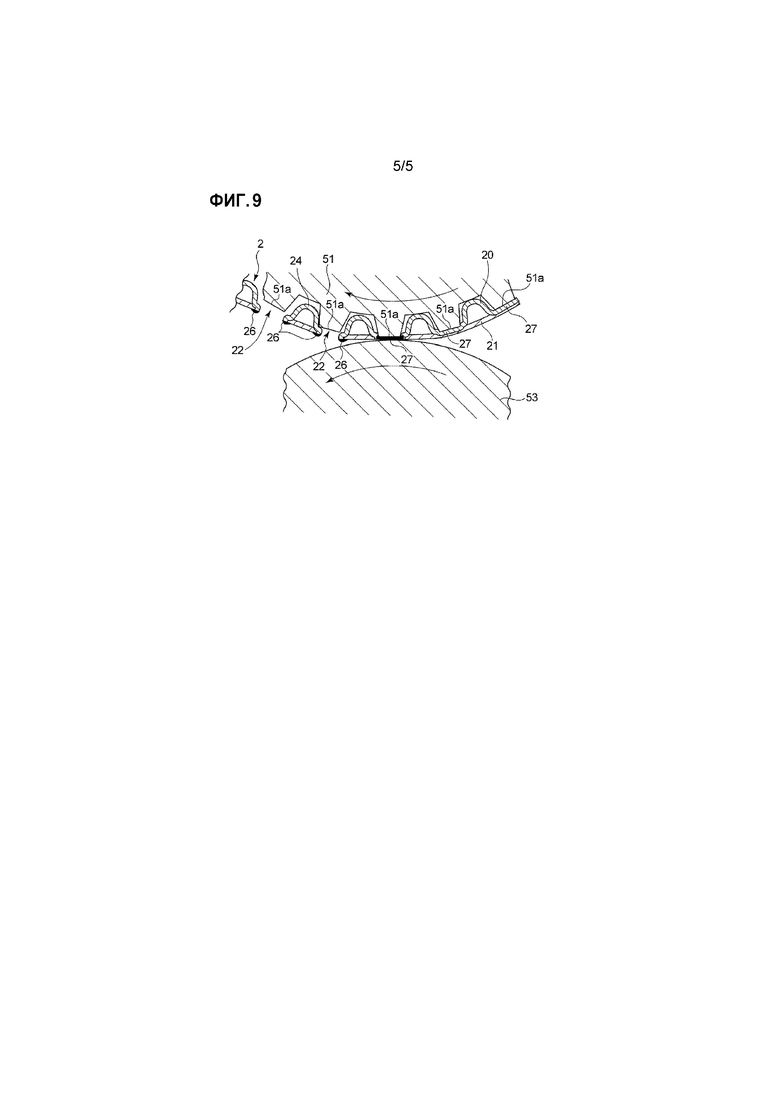
Верхний лист (2) включает в себя ламинат из первого нетканого материала (20) и второго нетканого материала (21), два нетканых материала (20, 21) сплавлены вместе на периферийных краях отверстий (22) для формирования множества частей (23), скрепленных методом сплавления, и первый нетканый материал (20) в зоне, отличной от частей (23), скрепленных методом сплавления, выступает в направлении от второго нетканого материала (21) для формирования множества выступов (24), выступающих по направлению к коже носителя. Каждая часть (23) верхнего листа, скрепленная методом сплавления, имеет выступающую часть (26), выступающую по направлению к подслою (3), и множество выступающих частей (26) рассредоточены по поверхности (2b) верхнего листа (2), обращенной к подслою (3). При прижатии верхнего листа (2) к подслою (3) подслой (3) частично сдавливается выступающими частями (26). 2 н. и 19 з.п. ф-лы, 9 ил. 
1. Впитывающее изделие, имеющее продольное направление, совпадающее с направлением от передней стороны к задней стороне носителя, и боковое направление, ортогональное к продольному направлению, при этом впитывающее изделие содержит:
верхний лист;
подслой, проницаемый для жидкостей; и
удерживающий жидкости впитывающий элемент,
при этом верхний лист, подслой, проницаемый для жидкостей, и удерживающий жидкости впитывающий элемент последовательно cложены друг на друга в порядке увеличения расстояния от кожи носителя, при этом
верхний лист включает в себя ламинат из первого нетканого материала и второго нетканого материала, ламинат имеет множество отверстий, проходящих через ламинат в направлении толщины, первый нетканый материал и второй нетканый материал сплавлены вместе на периферийных краях отверстий для формирования множества частей, скрепленных методом сплавления, первый нетканый материал в зоне, отличной от частей, скрепленных методом сплавления, выступает в направлении от второго нетканого материала для формирования множества выступающих частей, выступающих по направлению к коже носителя,
каждая часть верхнего листа, скрепленная сплавлением, имеет выступающую часть, выступающую по направлению к подслою, и множество выступающих частей рассредоточены на поверхности верхнего листа, обращенной к подслою, и
при прижатии верхнего листа к подслою, подслой частично сдавливается выступающими частями верхнего листа.
2. Впитывающее изделие по п.1, в котором материал, образующий выступающую часть, распределен неравномерно на части периферии отверстия.
3. Впитывающее изделие по п.1, в котором материал, образующий выступающую часть, распределен неравномерно с обеих продольных сторон отверстия, и
образующий материал отсутствует с обеих поперечных сторон отверстия, или
количество материала, в котором образовано отверстие, меньше с обеих поперечных сторон, чем с продольных сторон.
4. Впитывающее изделие по п.1, в котором в сечении верхнего листа в определенном направлении в направлении плоскости край выступа, самый наружный в определенном направлении, расположен снаружи в определенном направлении от выступающей части, находящейся вблизи выступа.
5. Впитывающее изделие по п.1, в котором в сечении верхнего листа в продольном направлении край выступа, самый наружный в продольном направлении, расположен снаружи в продольном направлении от выступающей части, находящейся вблизи выступа.
6. Впитывающее изделие по п.1, в котором в сечении верхнего листа в каком-либо направлении в направлении плоскости край выступа, самый наружный в данном каком-либо направлении, расположен снаружи в данном каком-либо направлении от выступающей части, находящейся вблизи выступа.
7. Впитывающее изделие по п.1, в котором одно из отверстий образовано внутри каждой из множества частей, скрепленных методом сплавления, и проходит через первый нетканый материал и второй нетканый материал.
8. Впитывающее изделие по п.7, в котором форма отверстия на виде в плане представляет собой фигуру, аналогичную фигуре, образованной равномерным уменьшением формы части, скрепленной методом сплавления, на виде в плане.
9. Впитывающее изделие по п.1, в котором часть, скрепленная методом сплавления, имеет пленочную часть, образованную превращением составляющих волокон верхнего листа в пленку.
10. Впитывающее изделие по п.9, в котором периферийный край отверстия и зона вблизи него представляют собой пленочную часть, и другая зона в верхнем листе не превращена в пленку.
11. Впитывающее изделие по п.9, в котором вершина выступающей части в направлении выступания к подслою представляет собой пленочную часть.
12. Впитывающее изделие по п.1, в котором в подслое части, перекрывающие отверстия, имеют большее среднее расстояние между волокнами, чем среднее расстояние между волокнами в частях, перекрывающих выступающие части.
13. Впитывающее изделие по п.1, в котором в состоянии, в котором давление тела носителя приложено к верхнему листу, части с высокой плотностью волокон, имеющие относительно высокую плотность волокон, образуются в подслое в зонах, соответствующих выступающим частям, одновременно с этим части с низкой плотностью волокон, имеющие относительно низкую плотность волокон, образуются в других зонах подслоя, и части с низкой плотностью волокон перекрывают места образования выступов.
14. Впитывающее изделие по п.1, в котором каждый из первого нетканого материала и второго нетканого материала включает в себя нетканый материал, скрепленный пропусканием воздуха насквозь, или фильерный нетканый материал.
15. Впитывающее изделие по п.1, в котором подслой представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный смолой, или нетканый материал, полученный аэродинамическим способом формирования холста.
16. Впитывающее изделие по п.1, в котором в первом нетканом материале части, расположенные между множеством частей, скрепленных методом сплавления, выпукло выступают в направлении, противоположном второму нетканому материалу, для формирования множества полых выступов.
17. Впитывающее изделие по п.1, в котором в верхнем листе сторона второго нетканого материала или сторона поверхности, не обращенной к коже, является по существу плоской, и на стороне первого нетканого материала или на стороне поверхности, обращенной к коже, выступы, отверстия, и части, скрепленные методом сплавления, образуют неровность с большой шероховатостью.
18. Впитывающее изделие по п.1, в котором
верхний лист имеет в плоскости листа первое направление и второе направление, ортогональное к первому направлению, во впитывающем изделии данное первое направление совпадает с продольным направлением впитывающего изделия и данное второе направление совпадает с боковым направлением впитывающего изделия, и
первое направление верхнего листа совпадает с основным направлением ориентации волокон, представляющих собой составляющие волокна первого нетканого материала и второго нетканого материала.
19. Впитывающее изделие по п.1, в котором отверстия вместе с периферийными частями, скрепленными методом сплавления, и выступы выровнены с чередованием как в продольном направлении, так и в боковом направлении.
20. Впитывающее изделие по п.1, в котором отверстия вместе с периферийными частями, скрепленными методом сплавления, выровнены в направлении, имеющем наклон относительно продольного направления и бокового направления, и при этом расположены с равными интервалами, и выступы выровнены в направлении, имеющем наклон относительно продольного направления и бокового направления, и при этом расположены с равными интервалами.
21. Способ изготовления трехмерного перфорированного листа, при этом трехмерный перфорированный лист включает в себя ламинат из первого нетканого материала и второго нетканого материала, при этом ламинат имеет множество отверстий, проходящих через ламинат в направлении толщины, первый нетканый материал и второй нетканый материал сплавлены вместе на периферийных краях отверстий для формирования множества частей, скрепленных сплавлением, первый нетканый материал в зоне, отличной от частей, скрепленных методом сплавления, образует множество выступов, выступающих в направлении от второго нетканого материала, причем каждая часть, скрепленная методом сплавления, имеет выступающую часть, выступающую по направлению к стороне, противоположной выступам,
при этом способ предусматривает:
этап образования неровности, заключающийся в использовании первого валика, имеющего периферийную поверхность с неровным профилем, и второго валика, имеющего периферийную поверхность с неровным профилем, который предназначен для взаимодействия с неровным профилем первого валика, и обеспечении возможности зажима первого нетканого материала посредством взаимодействующей части между двумя валиками для образования неровности на первом нетканом материале; и
этап сплавления и перфорирования, на котором, в то время, когда первый нетканый материал с образованной неровностью поддерживается периферийной поверхностью первого валика, осуществляют ламинирование второго нетканого материала на первый нетканый материал, сплавление второго нетканого материала с первым нетканым материалом в местах, соответствующих выступам первого валика, с образованием частей, скрепленных методом сплавления, и дополнительное образование отверстий в местах, в которых образованы части, скрепленные методом сплавления, при этом
этап сплавления и перфорирования включает ввод вершины выступа первого валика в контакт с первым нетканым материалом в месте, в котором должно быть образовано отверстие, и одновременно с этим обеспечение возможности проникновения выступа через расплавленную часть, так что расплавленный материал части, скрепленной методом сплавления, распределяется неравномерно со стороны второго нетканого материала, посредством чего образуется выступающая часть.
| JP 2002345883 A, 03.12.2002 | |||
| JP 2006255051 A, 28.09.2006 | |||
| JP 2009039177 A, 26.02.2009 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛАСТИЧНЫЙ ЛАМИНАТ | 2006 |
|
RU2413488C1 |

