ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к горячекатаному стальному листу из содержащей Nb ферритной нержавеющей стали, а также к способу его производства. Настоящее изобретение также относится к способу производства листа холоднокатаной и отожженной стали с использованием этого горячекатаного стального листа в качестве исходного стального листа.
УРОВЕНЬ ТЕХНИКИ
[0002]
Содержащая Nb ферритная нержавеющая сталь имеет хорошую обрабатываемость благодаря содержащимся в ней C и N, и является полезной для различных целей, включая кухонную утварь, элементы бытовой техники, строительные элементы и подобное. Содержащая Nb ферритная нержавеющая сталь также является полезной в качестве термостойкого материала, например для элементов выхлопного тракта автомобиля, благодаря ее превосходной высокотемпературной прочности. В связи с прогрессом в усложнении формы элементов в последние годы от содержащей Nb ферритной нержавеющей стали требуется иметь превосходную обрабатываемость для применения различных типов прессования. Очень важно, чтобы стальной лист, используемый для сложного прессования, имел большое отношение пластической деформации r.
[0003]
Различные попытки были предприняты для улучшения значения r листа из содержащей Nb ферритной нержавеющей стали. Например, PTL 1 описывает способ подвергания исходного материала, имеющего отношение рекристаллизации от 10 до 90%, холодной прокатке и отжигу для того, чтобы довести полное содержание выделений в продуктовом стальном листе до 0,05-0,60 мас.%. PTL 2 описывает способ подвергания горячекатаного листа холодной прокатке с валком большого диаметра без отжига для получения конкретной текстуры. PTL 3 описывает способ подвергания отжигу горячекатаного листа, полученного путем горячей прокатки при температуре извлечения 1200°C или больше и температуре сматывания 500°C или меньше, для того, чтобы получить стальной лист, имеющий нерекристаллизованную структуру в центральной части в направлении толщины листа, а затем подвергания этого стального листа холодной прокатке и отжигу для обеспечения текстуры, имеющей большое количество кристаллов с кристаллографической ориентацией {111}.
[0004]
Подвергнутый холодной обработке элемент из листа ферритной нержавеющей стали может иметь в некоторых случаях поверхностную шероховатость, называемую образованием вмятин, что часто становится проблемой. В последние годы от стального листа для элемента выхлопного тракта автомобиля также требуется улучшенная стойкость к образованию вмятин. Очень трудно улучшить стойкость к образованию вмятин с помощью обычных методик для улучшения значения r, представленных в описанных выше PTL 1-3.
[0005]
PTL 4 описывает методику улучшения стойкости к образованию вмятин, которая эффективна также и для листа из содержащей Nb ферритной нержавеющей стали. Эта методика включает в себя горячую прокатку обычным способом, а затем отжиг горячекатаного листа с помощью специального двухступенчатого способа, объединяющего предварительный отжиг в течение короткого периода времени и главный отжиг в течение одного часа или более. Однако с помощью этой методики трудно улучшить значение r.
[0006]
PTL 5 описывает методику улучшения обрабатываемости с помощью процесса горячей прокатки литого сляба, нагретого до температуры от 1000 до 1200°C. В этой методике Ti добавляется в небольшом количестве к содержащей Nb стали для уменьшения размера и плотности композитных выделений, содержащих главным образом TiN, и тем самым обрабатываемость и ударная вязкость благодаря TiN улучшаются (параграф 0015). Также в этом патентном документе указывается, что важно, чтобы средняя скорость охлаждения в диапазоне температур, в котором TiN становится грубым при литье, составляла 5°C в секунду или больше (параграф 0060). Однако этот документ не описывает способа для улучшения значения r или стойкости к образованию вмятин листа из содержащей Nb ферритной нержавеющей стали.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0007]
Патентный документ 1: JP-A-2005-298854
Патентный документ 2: JP-A-2006-233278
Патентный документ 3: JP-A-2013-209726
Патентный документ 4: JP-A-2006-328525
Патентный документ 5: JP-A-2010-235995
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0008]
Задачей настоящего изобретения является улучшить одновременно значение r и стойкость к образованию вмятин листа из содержащей Nb ферритной нержавеющей стали.
РЕШЕНИЕ ПРОБЛЕМЫ
[0009]
В результате подробных исследований авторы настоящего изобретения нашли, что для решения вышеупомянутой задачи важно, чтобы содержащие Nb выделения, сформированные в литом слябе, остались в горячекатаном стальном листе в большом количестве. Когда температура нагрева сляба перед горячей прокаткой составляет 1150°C или меньше, при которых содержащие Nb выделения легко остаются в исходном виде без формирования твердого раствора, содержащие Nb выделения могут остаться в горячекатаном стальном листе в количестве, по существу эквивалентном их количеству в литом слябе.
[0010]
Когда стальной лист, имеющий большое количество диспергированных в нем содержащих Nb выделений, подвергается холодной прокатке и отжигу, эти выделения проявляют эффект скрепления, обеспечивая тем самым текстуру, имеющую большое количество кристаллов с кристаллографической ориентацией {111}, которая выгодна для повышения значения r.
[0011]
Горячекатаный стальной лист, имеющий большое количество оставшихся в нем содержащих Nb выделений, находится в таком состоянии, что деформация концентрируется вокруг этих выделений по существу во всем стальном листе. Эта концентрированная деформация способствует формированию ядер рекристаллизации в каждом месте внутри стального листа при отжиге горячекатаного листа, и рекристаллизованные зерна образуются во всем стальном листе. Когда эти рекристаллизованные зерна растут, образуется тонкая случайная структура рекристаллизации, обеспечивающая тем самым лист горячекатаной и отожженной стали, в котором подавлено формирование колоний (групп кристаллических зерен, имеющих приблизительно одинаковую кристаллографическую ориентацию). Когда стальной лист подвергается холодной прокатке и отжигу, получается рекристаллизованная текстура, которая значительно меньше зависит от колоний, и стойкость к образованию вмятин улучшается.
Настоящее изобретение было выполнено на основе этих знаний.
[0012]
Настоящее изобретение предлагает исходный лист из ферритной нержавеющей стали для отжига и холодной прокатки, имеющий следующий химический состав в мас.%: от 0,004 до 0,030% C, 1,50% или меньше Si, 1,50% или меньше Mn, 0,040% или меньше P, 0,010% или меньше S, от 12,0 до 25,0% Cr, от 0,005 до 0,025% N, от 0,20 до 0,80% Nb, 0,10% или меньше Al, от 0 до 3,0% Mo, от 0 до 2,0% Cu, от 0 до 2,0% Ni, от 0 до 0,30% Ti, от 0 до 0,0030% B, и остаток из Fe с неизбежными примесями, и имеющий существующее количество содержащих Nb выделений, равное 0,20 мас.% или больше.
[0013]
Этот исходный стальной лист может иметь толщину, например, от 3,0 до 6,0 мм. «Исходный стальной лист ферритной нержавеющей стали для отжига и холодной прокатки» означает промежуточный продукт в виде листа нержавеющей стали, который должен быть подвергнут отжигу на последующей стадии, а затем холодной прокатке на стадии применения термической истории или истории обработки. Представительные примеры этого включают в себя горячекатаный стальной лист, то есть стальной лист в нетронутом состоянии после горячей прокатки (так называемый горячий лист). Перед холодной прокаткой обычно выполняется стадия удаления окалины, такая как кислотное травление.
[0014]
Содержащие Nb выделения представляют собой фазу выделений, содержащих Nb в качестве составного элемента, и соответствуют карбиду, нитриду, карбонитриду и интерметаллическому соединению ниобия (такому как фаза Лавеса). Является ли фаза выделений содержащими Nb выделениями, может быть подтверждено таким аналитическим методом, как EDX (энергодисперсионный флуоресцентный рентгеновский анализ) и т.п. Существующее количество содержащих Nb выделений в стальном листе может быть определено способом электролитической экстракции следующим образом.
[0015]
Способ для определения существующего количества содержащих Nb выделений
В неводном растворе электролита, содержащем 10 мас.% ацетилацетона, 1 мас.% тетраметиламмонийхлорида и 89 мас.% метилового спирта, потенциал от -100 мВ до 400 мВ прикладывается к образцу стального листа с известной массой относительно насыщенного каломельного электрода (SCE), матрица (металлическая матрица) образца полностью растворяется, после чего жидкость, содержащая нерастворенные вещества, фильтруется микропористым фильтром с диаметром пор 0,2 мкм, и твердые вещества, оставшиеся на фильтре, собираются как экстракционный остаток. Массовая доля экстракционного остатка относительно массы растворенного образца определяется как существующее количество (мас.%) содержащих Nb выделений.
[0016]
Для стали, имеющей вышеупомянутый химический состав, экстракционный остаток, полученный вышеупомянутым образом, может быть по существу остатком, сформированным из содержащих Nb выделений. Следовательно, массовая доля экстракционного остатка, собранного с помощью описываемого способа электролитической экстракции, определяется как существующее количество содержащих Nb выделений.
[0017]
Содержащие Nb выделения предпочтительно имеют средний диаметр эквивалентной окружности частиц от 2,0 до 10,0 мкм. Эквивалентный диаметр окружности представляет собой диаметр круга, имеющего площадь, равную площади частицы, измеренной на плоскости наблюдаемого изображения. Средний диаметр частицы может быть получен следующим образом.
[0018]
Способ для получения среднего диаметра частицы содержащих Nb выделений
Поверхность поперечного сечения (поверхность L) стального листа, которая является параллельной к направлению прокатки и к направлению толщины, наблюдается с помощью SEM, для всех частиц содержащих Nb выделений, наблюдаемых в поле зрения, за исключением частиц, имеющих эквивалентный диаметр окружности менее 0,10 мкм, и частиц, имеющих части, выступающие за границы поля зрения, измеряется эквивалентный диаметр окружности (мкм), и значение, получаемое путем деления суммы эквивалентных диаметров окружностей измеренных частиц на общее количество измеренных частиц, принимается за средний диаметр частицы (мкм) содержащих Nb выделений. Общее количество измеренных частиц составляет 100 или больше со множественными полями зрения, которые выбираются случайным образом и не накладываются друг на друга. Эквивалентный диаметр окружности частицы может быть вычислен из площади частицы, полученной посредством обработки изображения SEM с помощью программного обеспечения для обработки изображений.
[0019]
Исходный стальной лист из ферритной нержавеющей стали для отжига и холодной прокатки может быть произведен с помощью способа, содержащего горячую прокатку отливки, такой как непрерывнолитой сляб, включающую нагревание отливки до температуры от 1 000 до 1150°C, а затем извлечение.
[0020]
Настоящее изобретение также предлагает в качестве листа ферритной нержавеющей стали с улучшенными значением r и стойкостью к образованию вмятин холоднокатаный и отожженный лист из ферритной нержавеющей стали, имеющей вышеупомянутый химический состав, имеющей существующее количество содержащих Nb выделений, равное 0,19 мас.% или больше, и имеющей высоту W волнистости, определяемую следующим пунктом (A), равную 2,0 мкм или меньше. Этот холоднокатаный и отожженный лист стали может иметь толщину, например, от 1,0 до 2,5 мм.
(A) Образец для испытания на разрыв JIS № 5 берется из стального листа так, чтобы его продольное направление соответствовало направлению прокатки стального листа; деформация растяжения прикладывается к этому образцу до тех пор, пока степень удлинения параллельной части тестового образца не достигнет 20%; затем деформация растяжения снимается для того, чтобы получить тестовый образец; профиль поверхности этого тестового образца в центральной части в продольном направлении измеряется в поперечном направлении (то есть в направлении, перпендикулярном к направлению прокатки); кривая волнистости, имеющая компонент длины волны от 0,5 до 8,0 мм, определяется в соответствии с японским промышленным стандартом JIS B0601:2013 с величинами отсечения λf 8,0 мм и λc 0,5 мм; и среднеарифметическая волнистость Wa (мкм) получается из этой кривой волнистости и принимается за высоту W волнистости.
[0021]
Лист ферритной нержавеющей стали с улучшенными значением r и стойкостью к образованию вмятин может быть произведен с помощью следующего способа производства.
Способ для производства холоднокатаного и отожженного листа из ферритной нержавеющей стали, содержащий:
горячую прокатку отливки из стали, имеющей вышеупомянутый химический состав, включающую нагревание отливки до температуры от 1000 до 1150°C, а затем извлечение, для получения исходного стального листа (горячекатаного стального листа), имеющего существующее количество содержащих Nb выделений 0,2 мас.% или больше;
подвергание исходного стального листа отжигу (отжигу горячекатаного листа) при температуре от 900 до 1100°C; и
подвергание этого стального листа, подвергнутого отжигу, холодной прокатке и отжигу.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0022]
В соответствии с настоящим изобретением достигается лист из содержащей Nb ферритной нержавеющей стали, имеющий одновременно улучшенное значение r и стойкость к образованию вмятин. Этот стальной лист является полезным для элементов, которые должны иметь высокую обрабатываемость при прессовании и превосходный профиль поверхности после обработки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023]
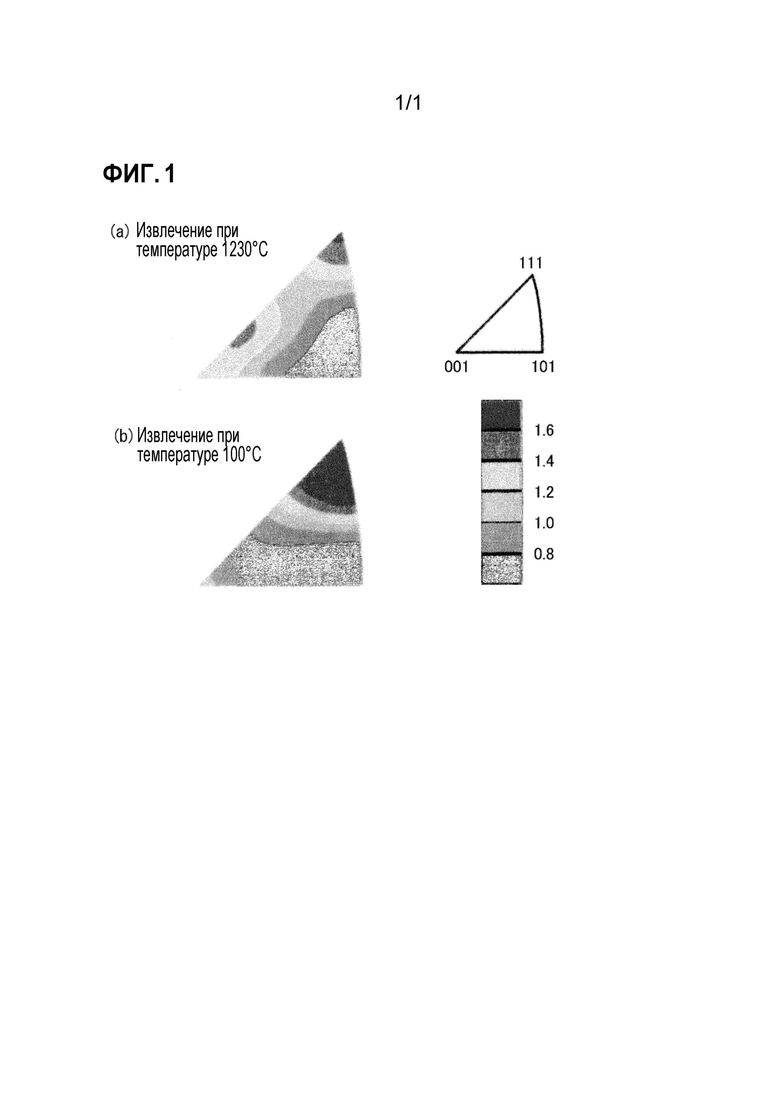
Фиг. 1 иллюстрирует карту кристаллографической ориентации 001 холоднокатаного и отожженного листа из содержащей Nb ферритной нержавеющей стали.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0024]
Химический состав
Настоящее изобретение относится к ферритной нержавеющей стали, содержащей следующие элементы. Проценты в химическом составе стального листа, если явно не указано иное, представляют собой массовые проценты.
[0025]
C и N образуют карбонитрид Nb при соединении с Nb. Карбонитрид Nb способствует формированию текстуры, выгодной для улучшения значения r. Карбонитрид Nb также подавляет образование колоний в процессе производства стального листа и способствует повышению стойкости к образованию вмятин. Для достаточного проявления этих функций их содержание должно составлять 0,004 мас.% или больше для C и 0,005 мас.% или больше для N. Слишком большое количество C и N может сделать сталь более твердой, и может быть фактором, уменьшающим ударную вязкость горячекатаного стального листа. Слишком большое количество C и N может также быть фактором, чрезмерно уменьшающим количество растворенного Nb, который является эффективным для повышения высокотемпературной прочности. Их содержание ограничивается величиной 0,030 мас.% или меньше для C и 0,025 мас.% или меньше для N. «Карбонитрид Nb» в настоящем документе означает составную фазу, содержащую Nb, связанный с одним или с обоими из C и N.
[0026]
Si и Mn являются эффективными в качестве раскислителей, и кроме того улучшают стойкость к высокотемпературному окислению. Более эффективно, чтобы их содержание составляло 0,05 мас.% или больше для Si и 0,10 мас.% или больше для Mn. Эти элементы, которые содержатся в большом количестве, могут сделать сталь более твердой, и могут быть фактором, уменьшающим обрабатываемость и ударную вязкость. Содержание Si ограничено величиной 1,50 мас.% или меньше, и более предпочтительно 1,00 мас.% или меньше. Содержание Mn ограничено величиной 1,50 мас.% или меньше.
[0027]
P и S, которые содержатся в большом количестве, могут быть фактором уменьшения коррозионной стойкости и т.п. Содержание P может составлять 0,040 мас.% или меньше, а содержание S может составлять 0,010 мас.% или меньше. Чрезмерное уменьшение P и чрезмерное уменьшение S могут быть экономически невыгодными из-за увеличенной нагрузки при производстве стали. Обычно их содержание может поддерживаться в диапазоне от 0,005 до 0,040 мас.% для P и в диапазоне от 0,0005 до 0,010 мас.% для S.
[0028]
Ni имеет функцию подавления коррозии, и может быть добавлен в зависимости от потребности. В этом случае более эффективно, чтобы содержание Ni составляло 0,01 мас.% или больше. Однако Ni является элементом, стабилизирующим фазу аустенита, и поэтому его чрезмерное добавление к ферритной нержавеющей стали может сформировать фазу мартенсита и ухудшить обрабатываемость. Чрезмерное добавление Ni может также увеличить затраты. Содержание Al ограничено величиной 2,0 мас.% или меньше.
[0029]
Cr важен для обеспечения коррозионной стойкости нержавеющей стали. Cr также является эффективным для улучшения стойкости к высокотемпературному окислению. Для того, чтобы эти свойства проявились, содержание Cr обязательно должно составлять 12,0 мас.% или больше. Cr, который содержится в большом количестве, может сделать сталь более твердой, и может быть фактором, уменьшающим обрабатываемость. Сталь, имеющая содержание Cr 25,0 мас.% или меньше, является целевой в настоящем документе. Содержание Cr может также составлять 20,0 мас.% или меньше.
[0030]
Mo является элементом, эффективным для повышения коррозионной стойкости, и может быть добавлен в зависимости от потребности. В этом случае более эффективно, чтобы содержание Mo составляло 0,03 мас.% или больше. Однако большое его количество может уменьшить горячую обрабатываемость, обрабатываемость и ударную вязкость стали, и может привести к увеличению производственных затрат. В том случае, когда Mo добавляется, его содержание обязательно находится в диапазоне 3,0 мас.% или меньше.
[0031]
Cu является элементом, эффективным для повышения низкотемпературной ударной вязкости, а также для повышения высокотемпературной прочности. Следовательно, Cu может быть добавлена в зависимости от потребности. В этом случае более эффективно, чтобы содержание Cu составляло 0,02 мас.% или больше. Однако Cu, которая добавляется в большом количестве, может уменьшить обрабатываемость. В том случае, когда Cu добавляется, ее содержание обязательно находится в диапазоне 2,0 мас.% или меньше.
[0032]
Nb является эффективным для увеличения высокотемпературной прочности. В настоящем изобретении, в частности, Nb является важным элементом для повышения значения r и стойкости к образованию вмятин посредством использования содержащих Nb выделений. Содержание Nb обязательно должно составлять 0,20 мас.% или больше, и более предпочтительно 0,30 мас.% или больше. Nb, который содержится в чрезмерном количестве, может быть фактором, уменьшающим ударную вязкость. В результате различных исследований было установлено, что содержание Nb должно быть ограничено величиной 0,80 мас.% или меньше, и может составлять 0,60 мас.% или меньше.
[0033]
Al является эффективным в качестве раскислителя. Для того, чтобы получить этот эффект в достаточной степени, содержание Al должно составлять 0,001 мас.% или больше. Al, который содержится в чрезмерном количестве, может увеличить твердость, а также может уменьшить обрабатываемость и ударную вязкость. Содержание Al ограничено величиной 0,10% или меньше.
[0034]
B является эффективным для повышения вторичной обрабатываемости, и может быть добавлен в зависимости от потребности. В этом случае более эффективно, чтобы его содержание составляло 0,0002 мас.% или больше. Однако содержание B, которое превышает 0,0030 мас.%, может ухудшить гомогенность структуры металла посредством формирования Cr2B, и обрабатываемость в некоторых случаях может быть уменьшена. В том случае, когда В содержится, его содержание находится в диапазоне 0,0030 мас.% или меньше.
[0035]
Ti выполняет функцию фиксации C и N, и является элементом, эффективным для сохранения коррозионной стойкости и стойкости к высокотемпературному окислению стали на высоких уровнях. Следовательно, Ti может быть добавлен в зависимости от потребности. Для того, чтобы получить этот эффект в достаточной степени, более эффективно, чтобы содержание Ti составляло 0,05 мас.% или больше. Однако Ti, который содержится в чрезмерном количестве, может уменьшить ударную вязкость и обрабатываемость стали, и может оказать негативное влияние на поверхностные свойства продукта. В том случае, когда Ti содержится, его содержание находится в диапазоне 0,30 мас.% или меньше.
[0036]
Существующее количество содержащих Nb выделений в горячекатаном стальном листе
Количество содержащих Nb выделений, существующих в исходном листе ферритной нержавеющей стали для отжига и холодной прокатки (то есть горячекатаном стальном листе), является важным для повышения значения r и стойкости к образованию вмятин листа холоднокатаной и отожженной стали, который получается путем применения истории термообработки отжига, холодной прокатки и отжига к исходному стальному листу. В том случае, когда большое количество содержащих Nb выделений существует в горячекатаном стальном листе, эти выделения проявляют эффект скрепления, обеспечивая тем самым текстуру, имеющую большое количество кристаллов с кристаллографической ориентацией {111}, выгодной для улучшения значения r. Кроме того, деформация, концентрирующаяся вокруг содержащих Nb выделений, облегчает рекристаллизацию при отжиге горячекатаного листа, и формирование колоний (групп кристаллических зерен, имеющих приблизительно одинаковую кристаллографическую ориентацию) подавляется. Когда лист горячекатаной и отожженной стали подвергается холодной прокатке и отжигу, получается рекристаллизованная текстура, в которой колонии являются разделенными, и стойкость к образованию вмятин улучшается.
[0037]
В результате подробных исследований было найдено, что при строгом поддержании существующего количества содержащих Nb выделений в исходном стальном листе (горячекатаном стальном листе) на уровне 0,20 мас.% или больше могут быть одновременно улучшены значение r и стойкость к образованию вмятин стального листа конечного продукта (то есть листа холоднокатаной и отожженной стали). Верхний предел существующего количества содержащих Nb выделений ограничен содержаниями Nb, C и N в стали, и таким образом может особенно не ограничиваться, и может составлять, например, 0,50 мас.% или меньше.
[0038]
Способ для производства горячекатаного стального листа
При горячей прокатке стальной отливки, такой как сляб непрерывного литья, имеющей вышеупомянутый химический состав, важно, чтобы температура отвода тепла составляла от 1000 до 1150°C. Когда отливка нагревается до температуры выше 1150°C, растворение содержащих Nb выделений уменьшает количество содержащих Nb выделений перед началом горячей прокатки. В результате становится трудным устойчиво сохранить существующее количество содержащих Nb выделений в горячекатаном стальном листе равным вышеупомянутому предписанному количеству. Когда температура нагрева отливки составляет менее 1000°C, влияние литой структуры в значительной степени остается в структуре металла после горячей прокатки, и колонии имеют тенденцию к формированию. Время выдержки при температуре от 1000 до 1150°C (то есть промежуток времени, в течение которого температура материала находится в диапазоне от 1000 до 1150°C) может составлять, например, от 30 до 200 мин. Могут использоваться условия горячей прокатки для обыкновенного листа из содержащей Nb нержавеющей стали, отличающиеся от регулирования температуры отвода тепла отливки, описанного выше. Например, температуры в соответствующих проходах горячей прокатки могут составлять от 650 до 1000°C, а температура сматывания может составлять от 300 до 650°C. Горячекатаный стальной лист, имеющий толщину, например, от 3,0 до 6,0 мм, производится вышеупомянутым образом, и горячекатаный стальной лист используется в качестве исходного стального листа из ферритной нержавеющей стали для отжига и холодной прокатки. Путем подвергания отливки, имеющей вышеупомянутый химический состав, горячей прокатке может быть получен горячекатаный стальной лист, имеющий содержащие Nb выделения со средним диаметром эквивалентной окружности частиц от 2,0 до 10,0 мкм.
[0039]
Способ для производства листа холоднокатаной и отожженной стали
Вышеупомянутый исходный стальной лист (горячекатаный стальной лист) подвергается отжигу горячекатаного листа при температуре от 900 до 1100°C. Когда температура отжига составляет меньше чем 900°C, обработанная (прокатанная) структура может остаться и формировать нерекристаллизованную структуру, простирающуюся в направлении прокатки. В этом случае улучшение стойкости к образованию вмятин может быть недостаточным. При более высокой температуре, превышающей 1100°C, содержащие Nb выделения, остающийся в большом количестве, могут частично растворяться, и рекристаллизованную текстуру, выгодную для повышения значения r, становится трудно получить на последующей стадии. Отжиг горячекатаного листа может быть выполнен с помощью обычного оборудования для непрерывного отжига. В этом случае продолжительность отжига может составлять, например, от 0 до 30 с в терминах продолжительности выдержки (то есть промежутка времени, когда температура материала удерживается равной предписанной температуре отжига).
[0040]
Окисленная окалина удаляется кислотным травлением и т.п. с поверхности стального листа после завершения отжига горячекатаного листа, который затем подвергается холодной прокатке. Может быть достаточно того, чтобы степень обжатия при холодной прокатке могла вызвать рекристаллизацию при окончательном отжиге в качестве последующей стадии. Например, может быть эффективной степень обжатия при холодной прокатке, равная 50% или больше. Верхний предел степени обжатия при холодной прокатке ограничен возможностями оборудования, и обычно может быть установлен в диапазоне 90% или меньше. Толщина листа после холодной прокатки может составлять, например, от 1,0 до 2,5 мм.
[0041]
После холодной прокатки выполняется окончательный отжиг. Этот отжиг может быть выполнен при обычных условиях. Например, эти условия могут включать в себя диапазон температуры от 1000 до 1100°C и продолжительность выдержки от 0 до 30 с. В соответствии с вышеупомянутыми процедурами может быть получен лист холоднокатаной и отожженной стали, имеющий как улучшенное значение r, так и улучшенную стойкость к образованию вмятин.
[0042]
Существующее количество содержащих Nb выделений в листе холоднокатаной и отожженной стали
В листе холоднокатаной и отожженной стали, получаемом с помощью вышеупомянутых процедур, содержащие Nb выделения, существовавшие в горячекатаном стальном листе, существуют в большом количестве даже после холодной прокатки и окончательного отжига. В результате различных исследований было найдено, что в холоднокатаном и отожженном листе из содержащей Nb стали, имеющей вышеупомянутый химический состав, существующее количество содержащих Nb выделений для улучшения значения r составляет 0,19 мас.% или больше, и более предпочтительно 0,20 мас.% или больше. Верхний предел содержащих Nb выделений в листе холоднокатаной и отожженной стали ограничен содержаниями в стали Nb, C и N аналогично случаю горячекатаного стального листа, и таким образом может особенно не ограничиваться, и может составлять, например, 0,50 мас.% или меньше.
[0043]
Стойкость листа холоднокатаной и отожженной стали к образованию вмятин
Стойкость к образованию вмятин может быть оценена высотой W волнистости, определяемой вышеупомянутым пунктом (A). Холоднокатаный и отожженный лист из содержащей Nb стали, имеющей вышеупомянутый химический состав, с высотой W волнистости, равной 2,0 мкм или меньше, может оцениваться как имеющий превосходную стойкость к образованию вмятин.
[0044]
Фиг. 1 иллюстрирует карту кристаллографической ориентации для 001 обратной ориентации полюсов для холоднокатаного и отожженного стального листа, имеющего толщину 2,0 мм, произведенного из отливки содержащей Nb ферритной нержавеющей стали, имеющей содержание Nb 0,40 мас.%, посредством процесса, включающего в себя горячую прокатку, отжиг горячекатаного листа, холодную прокатку и окончательный отжиг. Эта карта ориентации получена для плоскости (плоскости Z), перпендикулярной к направлению толщины листа, на основе данных о распределения осей кристаллографической ориентации, измеренных для поперечного сечения (поперечного сечения L), параллельного направлению прокатки и направлению толщины листа, с помощью EBSD (дифракции обратно-рассеянных электронов). Распределение плотности ориентации относительно плотности ориентации в случайной кристаллографической ориентации l кодировано цветом. Фиг. 1(a) показывает обычный материал с температурой отвода тепла от отливки перед горячей прокаткой 1230°C, а Фиг. 1(b) показывает материал настоящего изобретения с температурой отвода тепла 1100°C. Для обоих случаев общими являются другие условия, чем температура отвода тепла от отливки. Этот чертеж получен путем преобразования первоначального цветного изображения в шкалу оттенков серого. Из этого чертежа видно, что доля ориентации в плоскости {111} значительно увеличена на Фиг. 1(b), где температура отвода тепла от отливки перед горячей прокаткой является более низкой. Кристаллографическая ориентация является эффективной для улучшения значения r.
Примеры
[0045]
Стали, имеющие химические составы, показанные в Таблице 1, были получены обычным способом в виде отливок (слябов непрерывного литья). Каждая из отливок была извлечена при температуре нагрева отливки, показанной в Таблице 2, на 120 мин, а затем была подвергнута горячей прокатке для того, чтобы получить горячекатаный стальной лист, имеющий толщину 4,5 мм. Температура последнего прохода горячей прокатки находилась в диапазоне от 650 до 700°C, а температура сматывания находилась в диапазоне от 500 до 650°C.
[0046]
Таблица 1
[0047]
Образец для испытания был взят из каждого из горячекатаных стальных листов, и существующее количество содержащих Nb выделений было получено с помощью способа электролитической экстракции в соответствии с описанным выше «Способом для получения существующего количества содержащих Nb выделений». Поверхность поперечного сечения (поперечного сечения L) каждого из горячекатаных стальных листов, параллельного к направлению прокатки и направлению толщины, наблюдалась с помощью SEM марки S-4000 производства компании Hitachi, Ltd., и средний диаметр частицы содержащих Nb выделений был получен в соответствии с описанным выше «Способом для получения среднего диаметра частиц содержащих Nb выделений».
[0048]
Лист холоднокатаной и отожженной стали был произведен из вышеупомянутого горячекатаного стального листа. Горячекатаный стальной лист был подвергнут отжигу при температуре, показанной в Таблице 2, и кислотному травлению на линии непрерывного отжига и кислотного травления. Продолжительность отжига находилась в диапазоне от 0 до 30 с в терминах продолжительности выдержки. Полученный лист горячекатаной и отожженной стали (толщина листа: 4,5 мм), был подвергнут холодной прокатке, а затем окончательному отжигу при температуре от 1000 до 1100°C при продолжительности выдержки от 0 до 30 с и кислотному травлению на линии непрерывного отжига и кислотного травления для того, чтобы получить лист холоднокатаной и отожженной стали, имеющий толщину 2 мм. Образец для испытания был взят из каждого из листов холоднокатаной и отожженной стали и измерен на предмет определения значения r, высоты волнистости, существующего количества содержащих Nb выделений и изменения твердости ΔHV до и после высокотемпературной обработки. Существующее количество содержащих Nb выделений было измерено с помощью способа электролитической экстракции в соответствии с описанной выше процедурой, и результаты показаны в Таблице 2. Другие значения были измерены следующими способами.
[0049]
Значение r
Значение r представляет собой значение, получаемое путем деления истинной деформации в направлении ширины на истинную деформацию в направлении толщины (см. стандарт JIS G0202:2013, № 1182). Образцы для испытания на разрыв № 13B в соответствии со стандартом JIS были взяты из листа холоднокатаной и отожженной стали в направлении прокатки, в направлении под углом 45° относительно направления прокатки, и в направлении, перпендикулярном к направлению прокатки, и значение r в каждом из направлений при приложении деформации растяжения 14,4% было вычислено с помощью следующего выражения (1) при количестве образцов для испытания n=3.
Значение r=ln(W0/W)/ln(t0/t) (1)
В этом выражении W0 означает ширину (мм) параллельной части тестового образца перед испытанием на разрыв, W означает ширину (мм) параллельной части тестового образца после испытания на разрыв, t0 означает толщину (мм) параллельной части тестового образца перед испытанием на разрыв, и t означает толщину (мм) параллельной части тестового образца после испытания на разрыв.
В каждом из направлений среднее значение для n=3 образцов принималось в качестве значения r этого направления (и обозначалось соответственно как r0, r45 и r90). Эти значения подставлялись в следующее выражение (2) для определения среднего значения r листа холоднокатаной и отожженной стали.
среднее значение r=(r0+2r45+r90)/4 (2)
[0050]
При увеличении среднего значения r стальной лист менее подвержен уменьшению толщины при пластическом формовании, и следовательно оценивается как имеющий хорошую обрабатываемость. Предполагая прессовую обработку элемента выхлопного тракта автомобиля с увеличенной сложностью формы, образец, имеющий среднее значение r, равное 1,20 или больше, оценивался как годный (имеющий хорошее значение r), а образец с более низким значением оценивался как негодный (имеющий недостаточное значение r). Результаты показаны в Таблице 2.
[0051]
Высота волнистости
Тестовый образец JIS № 5 (по стандарту JIS Z2241:2011) брался из листа холоднокатаной и отожженной стали так, что его продольное направление совпадало с направлением прокатки стального листа, и деформация растяжения 20% прикладывалась к этому тестовому образцу в направлении прокатки с последующим снятием деформации растяжения для того, чтобы получить тестовый образец. Профиль поверхности тестового образца в центральной части измерялся с помощью контактного измерителя шероховатости поверхности (SURFCOM 2900DX производства компании Tokyo Seimitsu Co., Ltd.) согласно вышеупомянутому пункту (A), и среднеарифметическая волнистость Wa получалась на основе этого профиля и принималась за высоту W волнистости (мкм). При высоте волнистости 2,0 мкм или меньше стальной лист оценивался как имеющий превосходную стойкость к образованию вмятин даже при высокой степени обработки. Соответственно образец для испытания, имеющий высоту волнистости 2,0 мкм или меньше, оценивался как пригодный (имеющий хорошую стойкость к образованию вмятин), а образец для испытания, имеющий большую высоту волнистости, превышающее, оценивался как непригодный (имеющий недостаточную стойкость к образованию вмятин). Результаты показаны в Таблице 2.
[0052]
Таблица 2
Подчеркнутое значение: вне области охвата настоящего изобретения
[0053]
В Примерах настоящего изобретения горячекатаный стальной лист имеет достаточно большое содержание содержащих Nb выделений. Холоднокатаный и отожженный лист стали, полученный из исходного горячекатаного стального листа посредством подходящего отжига горячекатаного листа, имеет большое среднее значение r и малую высоту волнистости. Соответственно, требования к улучшению значения r и стойкости к образованию вмятин для листа из содержащей Nb ферритной нержавеющей стали удовлетворяются одновременно. Этот холоднокатаный и отожженный лист стали содержит содержащие Nb выделения, остающиеся в большом количестве, и таким образом считается, что существующее количество содержащих Nb выделений сохраняется на высоком уровне даже после отжига горячекатаного листа, что способствует формированию кристаллографической ориентации, выгодной для повышения значения r в процессе холодной прокатки и окончательного отжига.
[0054]
С другой стороны, в Сравнительных примерах № 21 и 24 количество содержащих Nb выделений в горячекатаном стальном листе является небольшим, так как используется обычная температура нагрева отливки. Соответственно, значение r листа холоднокатаной и отожженной стали не может быть улучшено. В № 22, хотя количество содержащих Nb выделений в горячекатаном стальном листе уменьшается благодаря высокой температуре нагрева отливки, значение r листа холоднокатаной и отожженной стали улучшается, поскольку температура отжига горячекатаного листа является относительно низкой. Однако стойкость к образованию вмятин ухудшается. В №№ 23 и 25, хотя используется горячекатаный стальной лист, имеющий достаточное содержание содержащих Nb выделений, получаемый лист холоднокатаной и отожженной стали имеет ухудшенную стойкость к образованию вмятин благодаря низкой температуре отжига горячекатаного листа.
Изобретение относится к области металлургии, а именно к горячекатаному стальному листу из ферритной нержавеющей стали, подвергаемому отжигу и холодной прокатке. Лист имеет химический состав, содержащий, мас.%: от 0,004 до 0,030% C, 1,50% или меньше Si, 1,50% или меньше Mn, 0,040% или меньше P, 0,010% или меньше S, от 12,0 до 25,0% Cr, от 0,005 до 0,025% N, от 0,20 до 0,80% Nb, 0,10% или меньше Al, от 0 до 3,0% Mo, от 0 до 2,0% Cu, от 0 до 2,0% Ni, от 0 до 0,30% Ti, от 0 до 0,0030% B, остальное - Fe и неизбежные примеси. Количество в листе выделений, содержащих Nb, составляет 0,20 мас.% или более, а средний диаметр частиц указанных выделений составляет от 2,0 до 10,0 мкм применительно к диаметру эквивалентной окружности. Лист обладает требуемой обрабатываемостью и высокой стойкостью к образованию вмятин. 4 н. и 1 з.п. ф-лы, 1 ил., 2 табл.
1. Горячекатаный стальной лист из ферритной нержавеющей стали для отжига и холодной прокатки, имеющий химический состав, содержащий, мас.%: от 0,004 до 0,030% C, 1,50% или меньше Si, 1,50% или меньше Mn, 0,040% или меньше P, 0,010% или меньше S, от 12,0 до 25,0% Cr, от 0,005 до 0,025% N, от 0,20 до 0,80% Nb, 0,10% или меньше Al, от 0 до 3,0% Mo, от 0 до 2,0% Cu, от 0 до 2,0% Ni, от 0 до 0,30% Ti, от 0 до 0,0030% B, и остаток из Fe с неизбежными примесями, и имеющий существующее количество содержащих Nb выделений, равное 0,20 мас.% или больше,
причем содержащие Nb выделения имеют средний диаметр частиц от 2,0 до 10,0 мкм применительно к диаметру эквивалентной окружности.
2. Способ производства горячекатаного стального листа из ферритной нержавеющей стали по п. 1, содержащий горячую прокатку стальной отливки, имеющей химический состав, содержащий, мас.%: от 0,004 до 0,030% C, 1,50% или меньше Si, 1,50% или меньше Mn, 0,040% или меньше P, 0,010% или меньше S, от 12,0 до 25,0% Cr, от 0,005 до 0,025% N, от 0,20 до 0,80% Nb, 0,10% или меньше Al, от 0 до 3,0% Mo, от 0 до 2,0% Cu, от 0 до 2,0% Ni, от 0 до 0,30% Ti, от 0 до 0,0030% B, и остаток из Fe с неизбежными примесями, включающую нагревание отливки до температуры от 1000 до 1150°C, а затем извлечение.
3. Холоднокатаный и отожженный лист из ферритной нержавеющей стали, имеющей химический состав, содержащий, мас.%: от 0,004 до 0,030% C, 1,50% или меньше Si, 1,50% или меньше Mn, 0,040% или меньше P, 0,010% или меньше S, от 12,0 до 25,0% Cr, от 0,005 до 0,025% N, от 0,20 до 0,80% Nb, 0,10% или меньше Al, от 0 до 3,0% Mo, от 0 до 2,0% Cu, от 0 до 2,0% Ni, от 0 до 0,30% Ti, от 0 до 0,0030% B, и остаток из Fe с неизбежными примесями, имеющий существующее количество содержащих Nb выделений, равное 0,19 мас.% или больше, и имеющий высоту W волнистости, определяемую следующим пунктом (A), равную 2,0 мкм или меньше, где:
(A) образец для испытания на разрыв берется из стального листа так, чтобы его продольное направление соответствовало направлению прокатки стального листа; деформация растяжения прикладывается к этому образцу до тех пор, пока степень удлинения параллельной части тестового образца не достигнет 20%; затем деформация растяжения снимается для того, чтобы получить тестовый образец; профиль поверхности этого тестового образца в центральной части в продольном направлении измеряется в поперечном направлении, то есть в направлении, перпендикулярном к направлению прокатки; кривая волнистости, имеющая компонент длины волны от 0,5 до 8,0 мм, определяется величинами отсечения λf 8,0 мм и λc 0,5 мм; и среднеарифметическая волнистость Wa (мкм) получается из этой кривой волнистости и принимается за высоту W волнистости.
4. Холоднокатаный и отожженный лист из ферритной нержавеющей стали по п. 3, который имеет толщину от 1,0 до 2,5 мм.
5. Способ производства холоднокатаного и отожженного листа из ферритной нержавеющей стали, содержащий:
горячую прокатку отливки из стали, имеющей химический состав, содержащий, мас.%: от 0,004 до 0,030% C, 1,50% или меньше Si, 1,50% или меньше Mn, 0,040% или меньше P, 0,010% или меньше S, от 12,0 до 25,0% Cr, от 0,005 до 0,025% N, от 0,20 до 0,80% Nb, 0,10% или меньше Al, от 0 до 3,0% Mo, от 0 до 2,0% Cu, от 0 до 2,0% Ni, от 0 до 0,30% Ti, от 0 до 0,0030% B, и остаток из Fe с неизбежными примесями, включающую нагревание отливки до температуры от 1000 до 1150°C, а затем извлечение для того, чтобы получить горячекатаный стальной лист, имеющий существующее количество содержащих Nb выделений, равное 0,20 мас.% или больше, и средний диаметр частиц выделений от 2,0 до 10,0 мкм применительно к диаметру эквивалентной окружности;
подвергание горячекатаного стального листа отжигу при температуре от 900 до 1100°C; и
подвергание этого стального листа, подвергнутого отжигу, холодной прокатке и отжигу.
| JP 2000256749 A, 19.09.2000 | |||
| JP 58199822 A, 21.11.1983 | |||
| НЕРЖАВЕЮЩАЯ СТАЛЬ, ОБЛАДАЮЩАЯ ХОРОШИМИ ПРОВОДИМОСТЬЮ И ПЛАСТИЧНОСТЬЮ, ДЛЯ ПРИМЕНЕНИЯ В ТОПЛИВНОМ ЭЛЕМЕНТЕ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2010 |
|
RU2518832C2 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ С ХОРОШЕЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2528520C2 |

