Заявленное изобретение относится к судовым движителям и управлением судами, а именно к гребным винтам, а именно к конструкции ступицы и крепления лопастей.
Традиционно используются гребные винты с цельнолитыми лопастями. Они, как правило, изготавливаются путем литья в песчаные формы. Требуемая точность достигается путем ручной обработки. Однако изготовление пресс-формы с большим соотношением площадей по-прежнему остается проблематичным, поскольку демонтаж не возможен из-за перекрытия крыльев. Таким образом, необходимо использовать несколько разделенных форм, что значительно увеличивает затраты.
При работе винта повреждение лопастей часто происходит из-за предметов, плавающих в воде. В более серьезных случаях ремонт невозможен, и винт необходимо заменить.
Одним из выходов является использование встроенных лопастей. Один из таких гребных винтов (см. RU 2504499, опубл. 20.01.2014), включает ступицу, на внешней поверхности которой закреплены в шахматном порядке лопасти в местах заделки. Часть лопастей находится на первой линии, а часть - на второй линии. Таким образом, лопасти смещены относительно друг друга в направлении оси вала винта на величину. Если в известном решении расстояние между местами заделки лопастей составляет величину А1, то в предлагаемом решении это расстояние равно А2, которое больше чем А1. Это позволяет улучшить прочностные характеристики гребного винта, а следовательно, и повысить его нагрузочную способность. Как правило, при такой схеме число лопастей является четным. Расстояние L между первой и второй линиями находится в диапазоне (0,05-0,25) внешнего диаметра ступицы в зоне размещения лопастей. В данном случае привязка к диаметру ступицы идет именно в зоне размещения лопастей, так как диаметр ступицы является переменной величиной, а в зоне расположения лопастей он практически не меняется от первой до второй линии. Крутящий момент на гребной винт передается при помощи вала. При работе гребного винта предложенное расстояние между линиями L не приводит к снижению гидродинамической эффективности гребного винта.
Предлагаемое размещение лопастей на ступице позволяет повысить нагрузочную способность гребного винта и надежность его работы. Кроме того, лопасти легко заменить, если они повреждены. Встроенные винты закрепляются путем привинчивания лопастей к ступице.
Недостатком здесь является необходимое увеличение диаметра ступицы, а также то, что пространство для размещения крыльев на пластине крыла ограничено. Поэтому профили, используемые в области ступицы, могут быть только относительно короткими. В результате снижается эффективность по сравнению с цельнолитыми лопастями. Производство посадки между пластиной крыла и ступицей требует высокой точности, что увеличивает трудозатраты.
Техническим результатом заявленного изобретения является объединение преимуществ цельнолитого винта, такие как, небольшая ступица, конструкция обтекаемой формы в области ступицы и относительно низкая стоимость с преимуществами встроенного винта: взаимозаменяемость лопастей, более простая форма лопастей.
Заявленный технический результат достигается посредством создания сварной конструкции гребного винта подвесного мотора с выхлопом отработанных газов через ступицу гребного винта, содержащая ступицу, по меньшей мере, три лопасти, при этом ступица содержит внутренний и внешний цилиндры, внутренний цилиндр соединен сварным соединением с опорной шайбой и, по меньшей мере, тремя пластинами-спицами, которые в свою очередь соединены сварным соединением с внешним цилиндром ступицы, во внутреннюю часть ступицы запрессована шлицевая демпфирующая втулка, состоящая из демпфирующей резинки и шлицевой части для крепления к мотору, лопасти гребного винта соединены с внешней ступицей посредством сварного соединения, при этом соединительные швы выровнены посредством многоэтапного шлифования.
В частном варианте выполнения внутренняя часть ступицы представляет собой часть отрезанную часть стальной трубы, обработанная на токарном станке.
В еще одном частном варианте выполнения внешняя часть ступицы представляет собой часть отрезанную часть стальной трубы, обработанная на токарном станке.
В другом частном варианте выполнения лопасти выполнены из формованного стального листа.
В частном варианте выполнения сварные швы обрабатываются поэтапно угловыми шлифовальными машинками с увеличивающейся зернистостью абразива.
Заявленное изобретение проиллюстрировано следующими фигурам:
Фиг. 1 - изображает части гребного винта;
Фиг. 2 - изображает детали внутренней части ступицы;
Фиг. 3 - изображает внутреннюю часть ступицы с кольцом и пластинами-спицами в сборе;
Фиг. 4 - изображает внутреннюю часть ступицы с кольцом и пластинами-спицами в сборе вид сбоку;
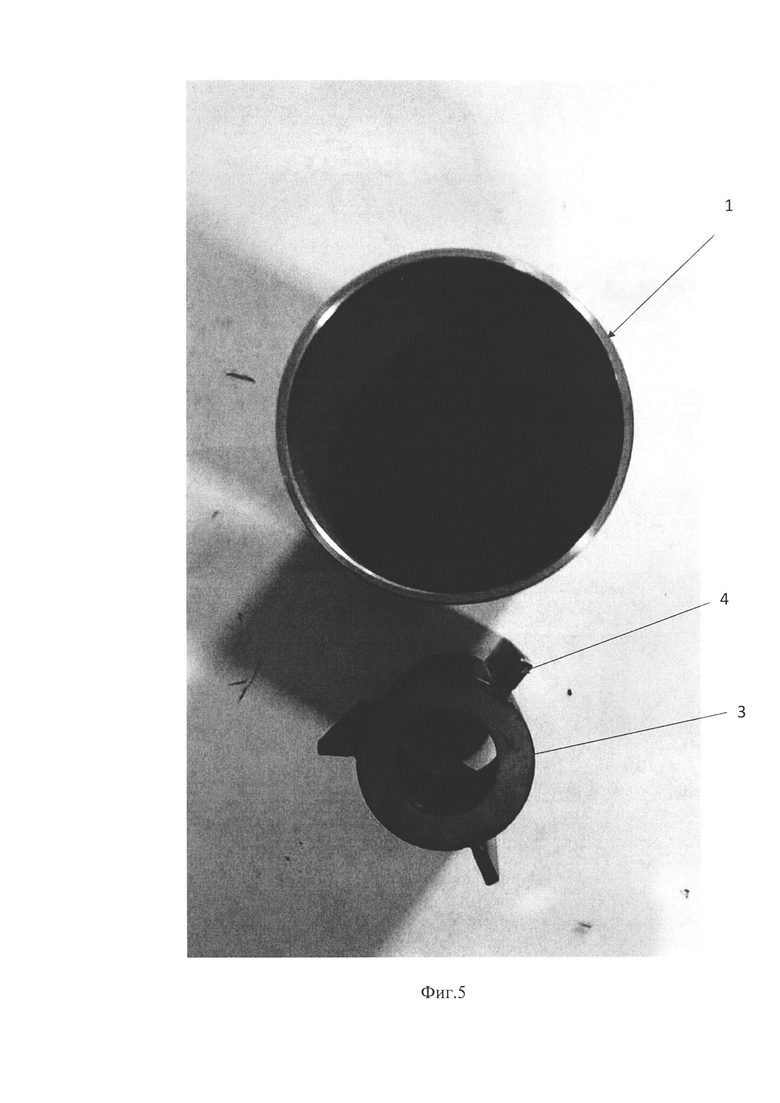
Фиг. 5 - изображает внутреннюю часть ступицы с кольцом и пластинами-спицами в сборе и внешнюю часть ступицы;
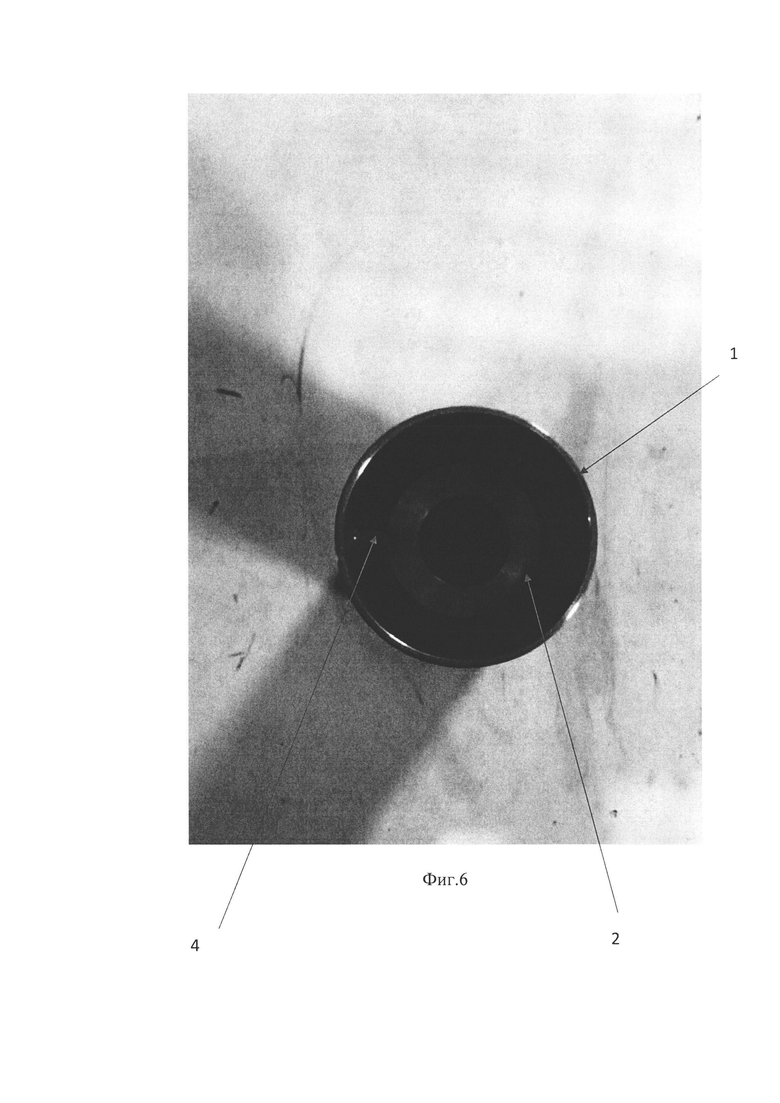
Фиг. 6 - изображает внутреннюю и внешнюю часть ступицы в сборе;
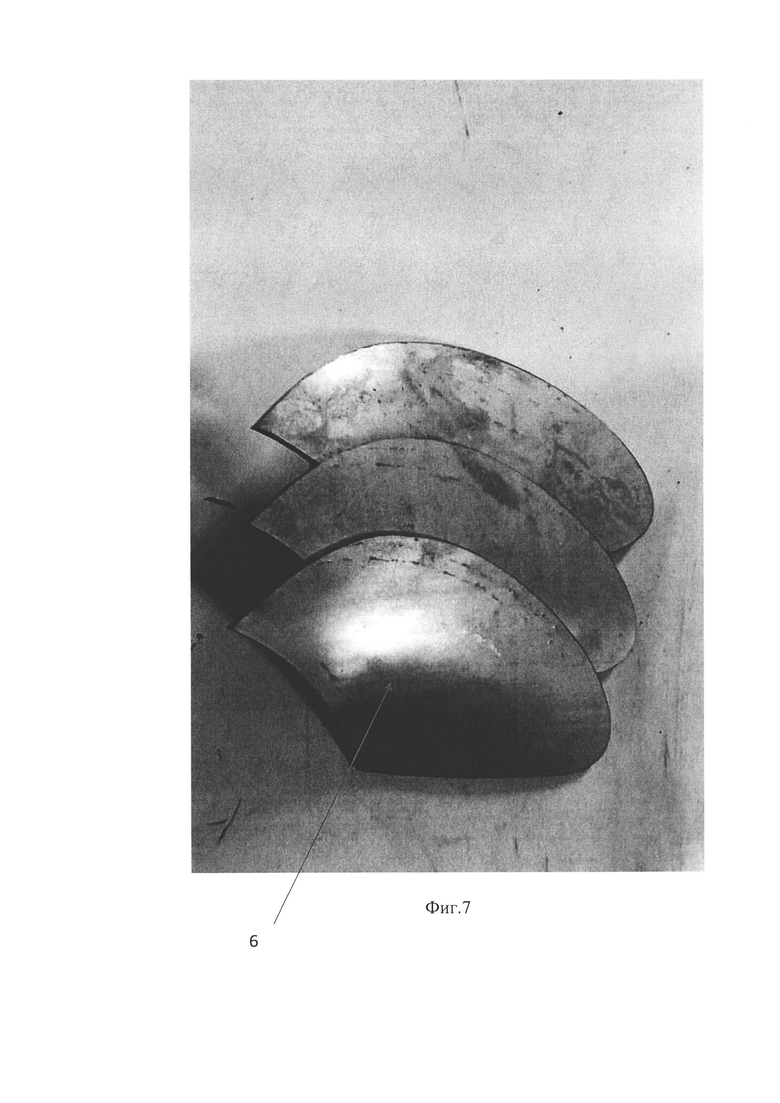
Фиг. 7 - изображает сформированные лопасти;
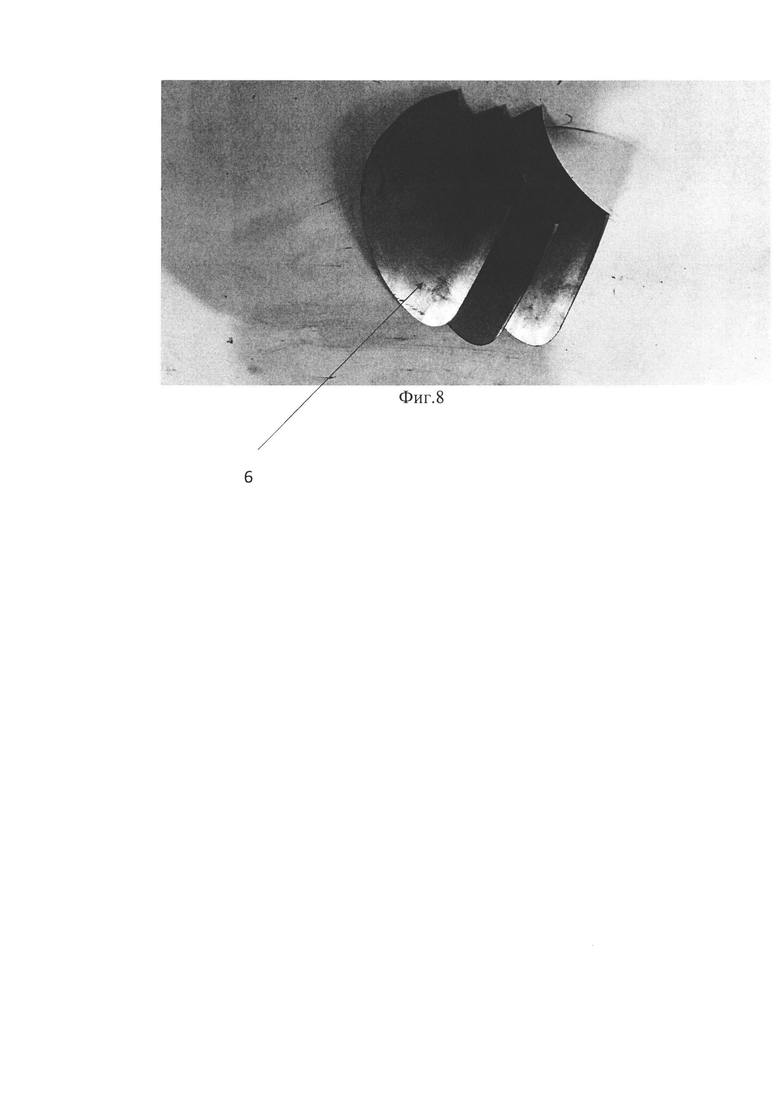
Фиг. 8 - изображает другой вид сформированных лопастей;
Фиг. 9 - изображает шлицевая демпфирующая втулка;
Фиг. 10 - изображает внутреннюю и внешнюю часть ступицы в сборе и сформированные лопасти и шлицевая демпфирующая втулка;
Фиг. 11 - изображает обработанный шлифовкой сварной шов лопастей и ступицы;
Фиг. 12 - изображает запрессованную шлицевую демпфирующую втулку;
Фиг. 13 - гребной винт в сборе.
На фиг. 1-13 позиции обозначают следующее:
1 - внешняя часть ступицы;
2 - внутренняя часть ступицы;
3 - опорная шайба;
4 - пластина-спица;
5 - шлицевая демпфирующая втулка;
6 - лопасть.
Заявленная сварная конструкция гребного винта поворотно-откидных колонок или лодочных подвесных моторов с выхлопом отработанных газов через ступицу гребного винта раскрыта далее в одном из своих вариантов исполнения, поэтому необходимо понимать, что указанный вариант не является исчерпывающим и не в коей мере не ограничивает заявленных прав. Гребной винт состоит из ступицы, состоящей из внешней (1) и внутренней (2) части, которые выполнены в форме цилиндра, соединенные посредством опорной шайбы (3) и трех или более пластин-спиц (4), при это все соединения выполнены сварными. Во внутреннюю часть ступицы запрессована шлицевая демпфирующая втулка (5), состоящая из демпфирующей резинки и шлицевой части. На наружной части при помощи сварки размещают три или более, но не более семи лопастей (6).
Изготавливается гребной винт следующим образом. От стальной трубы соответствующих диаметров отрезаются равные по длине отрезки и обрабатываются на токарном станке, взаимно центрируя обе части. Далее к внутренней части приваривают пластины-спицы, далее соединяют сваркой наружную часть ступицы, пластины-спицы и кольцо. После этого внутрь ступицы запрессовывают шлицевую демпфирующую втулку. Лопасти винта вырезают из стального листа и формуют прессованием для придания им соответствующей формы. Далее лопасти приваривают к наружной части ступицы и многократно обрабатывают наружную часть шва угловыми шлифовальными машинками с увеличивающейся зернистостью абразива.
Таким образом, заявленное изобретение позволяет получить указанный ранее технический результат низкая себестоимость производства и взаимозаменяемость деталей, что в конечном итоге увеличивает потребительскую привлекательность продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гребной винт с регулируемым шагом | 2020 |
|
RU2766366C1 |
| МАЛОШУМНЫЙ ГРЕБНОЙ ВИНТ | 2019 |
|
RU2710142C1 |
| ГРЕБНОЙ ВИНТ С ПРЕДОХРАНИТЕЛЬНОЙ МУФТОЙ | 2012 |
|
RU2644200C2 |
| ПУСТОТЕЛАЯ ЛОПАСТЬ СУДОВОГО ГРЕБНОГО ВИНТА | 2008 |
|
RU2368534C1 |
| ГРЕБНОЙ ВИНТ С АВТОМАТИЧЕСКИМ ИЗМЕНЕНИЕМ ШАГА | 2001 |
|
RU2225804C2 |
| Гребной винт | 2018 |
|
RU2702811C1 |
| ГРЕБНОЙ ВИНТ ВИНТО-РУЛЕВОЙ КОЛОНКИ ВОДНОГО СУДНА И ВИНТО-РУЛЕВАЯ КОЛОНКА С УКАЗАННЫМ ГРЕБНЫМ ВИНТОМ | 2019 |
|
RU2708696C1 |
| Устройство для передачи вращения гребного вала к гребному винту | 1979 |
|
SU965900A1 |
| Гребной винт с многорезонансным демпфирующим устройством для снижения колебаний и резонансного звукоизлучения гребного винта | 2020 |
|
RU2768292C1 |
| БЕСШУМНОЕ УСТРОЙСТВО ГРЕБНОГО ВИНТА МАНЕВРЕННОЙ ПОДВОДНОЙ ЛОДКИ | 2011 |
|
RU2469905C1 |
Изобретение относится к судовым движителям и управлением судами, а именно к гребным винтам, а именно к конструкции ступицы и крепления лопастей. Сварная конструкция гребного винта поворотно-откидных колонок или лодочных подвесных моторов с выхлопом отработанных газов через ступицу гребного винта содержит ступицу, по меньшей мере три лопасти. Ступица содержит внутреннюю и внешнюю части, выполненные в виде цилиндров, внутренний цилиндр соединен сварным соединением с опорной шайбой и по меньшей мере тремя пластинами-спицами, которые, в свою очередь, соединены сварным соединением с внешним цилиндром ступицы, во внутреннюю часть ступицы запрессована шлицевая демпфирующая втулка, состоящая из демпфирующей резинки и шлицевой части для крепления к мотору. Лопасти гребного винта соединены с внешней частью ступицы посредством сварного соединения, при этом соединительные швы выровнены посредством многоэтапного шлифования. Достигается низкая себестоимость производства и взаимозаменяемость деталей. 4 з.п. ф-лы, 13 ил.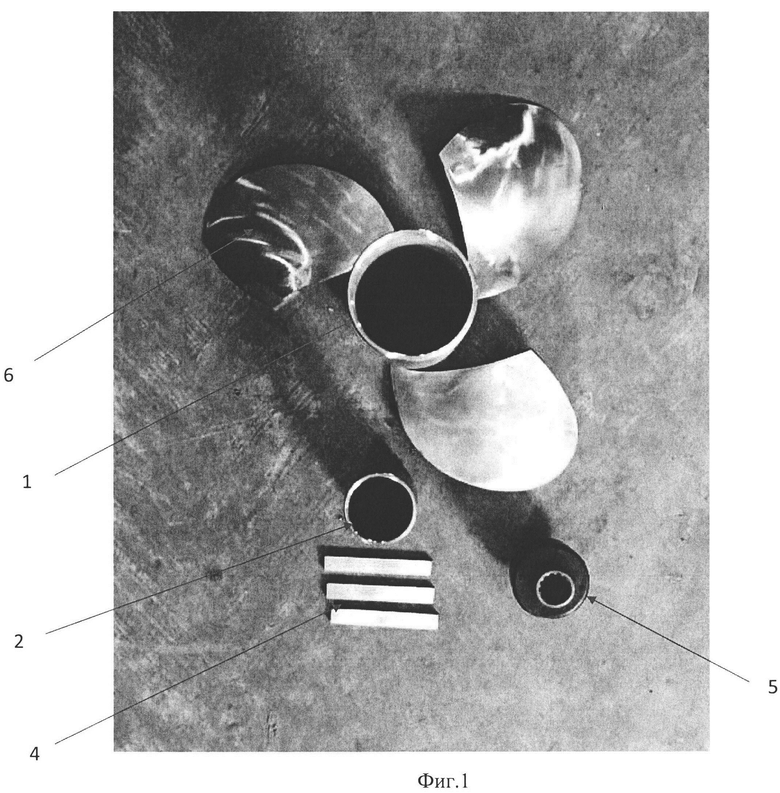
1. Сварная конструкция гребного винта поворотно-откидных колонок или лодочных подвесных моторов с выхлопом отработанных газов через ступицу гребного винта, содержащая ступицу, по меньшей мере три лопасти, отличающаяся тем, что ступица содержит внутреннюю и внешнюю части, выполненные в виде цилиндров, внутренний цилиндр соединен сварным соединением с опорной шайбой и по меньшей мере тремя пластинами-спицами, которые, в свою очередь, соединены сварным соединением с внешним цилиндром ступицы, во внутреннюю часть ступицы запрессована шлицевая демпфирующая втулка, состоящая из демпфирующей резинки и шлицевой части для крепления к мотору, лопасти гребного винта соединены с внешней частью ступицы посредством сварного соединения, при этом соединительные швы выровнены посредством многоэтапного шлифования.
2. Сварная конструкция по п.1, отличающаяся тем, что внутренняя часть ступицы представляет собой отрезанную часть стальной трубы, обработанную на токарном станке.
3. Сварная конструкция по п.1, отличающаяся тем, что внешняя часть ступицы представляет собой отрезанную часть стальной трубы, обработанную на токарном станке.
4. Сварная конструкция по п.1, отличающаяся тем, что лопасти выполнены из формованного стального листа.
5. Сварная конструкция по п.1, отличающаяся тем, что сварные швы обрабатываются поэтапно угловыми шлифовальными машинками с увеличивающейся зернистостью абразива.
| ГРЕБНОЙ ВИНТ | 2012 |
|
RU2504499C1 |
| US 5445497 A1, 29.08.1995 | |||
| Способ получения фенолсульфонфталеина (фенол-рот) и ортокрезолсульфонфталеина (крезол-рот) | 1931 |
|
SU27052A1 |
| Ступица гребного винта регулируемого шага ВРШ | 1961 |
|
SU142903A1 |

