Изобретение относится к способу переработки мелкокускового сырья для получения высококачественной стали во всех видах сталеплавильных агрегатов (далее по тексту СА). Производительность СА определяется эффективностью следующих этапов производства: скоростью завалки металлической шихты в СА, интенсивностью процесса плавления и выгрузкой жидкой стали из чаши СА.
Применение в сталеплавильном производстве мелкокускового лома (далее по тексту МКЛ), мелкодисперсного железа (далее по тексту МДЖ) или стальной окалины (далее по тексту СО), относящихся к группе сыпучих материалов создает ряд неразрешимых проблем, связанных с возникновением нежелательных проявлений на этапе завалки МКЛ или МДЖ или СО в СА в виде просыпания сырья, что приводит к потерям указанного сырья на этапе плавки ввиду его спекания и всплывания на поверхность жидкой стали, повышения окисленности жидкой стали, что приводит к снижению качества и потери выхода жидкой стали. МКЛ, МДЖ и СО как металлическая шихта обладает очень важными достоинствами, такими как высокая насыпная плотность (около 3 т/м3) и хорошим магнитным сцеплением для перевалки и загрузки электромагнитным способом.
Известен патент, в котором раскрыт способ загрузки шихты в электродуговую печь, и согласно которому осуществляют введение на подину печи кокса и последующую завалку мелкого, среднего и тяжелого лома (виды лома, в соответствии с ГОСТ 2787-75, отраслевыми стандартами, нормативами и техническими условиями), чугуна. Таким образом достигается интенсификация плавления шихты и сокращение поломок электродов (патент СССР №1280024, 30.12.1986). Недостатками данного способа является весьма ограниченное использование в сталеплавильном производстве завалки лома, поскольку данный способ предполагает только плавку на сухую ванну, тогда как наиболее распространенный способ плавки лома в промышленной металлургии предусматривает плавку на жидкую ванну. Это обусловлено тем, что при плавке на жидкую ванну мелкий(мелкокусковой) лом, просыпаясь между кусками среднего и тяжелого лома, и попадая на слой шлака, находящегося над слоем жидкого металла, спекается. Таким образом, существенно снижается выход стали, а также ее качество ввиду отклонения пропорциональности по массе завалки шихты каждого вида.
Также на этапе завалки в СА мелкокускового сырья: МКЛ, МДЖ и СО с применением магнитной шайбы возможны существенные потери сырья, в виде просыпания, что приводит к сложности соблюдения точности пропорций завалки между МКЛ или МДЖ или СО и крупно- и среднекусковым ломом, в результате чего проблематично получить высококачественную сталь. Далее на этапе плавки, в случае отклонения пропорциональности по массе завалки шихты каждого вида возможны осложнения, приводящие к отклонению процесса плавки от нормального режима, что также приводит к снижению качества стали.
Другим недостатком указанного изобретения является отсутствие возможности эффективного использования металлургических добавок ввиду недостаточно плотного контакта с шихтой, просыпание добавок между ломом в жидкую ванну.
Техническая проблема, на решение которой направлено заявляемое изобретение заключается в разработке технологичного, эффективного и нетрудоемкого способа переработки мелкокускового сырья для получения высококачественной стали, позволяющего применять МКЛ и/или МДЖ и/или СО на ровне с обычной металлической шихтой при плавке как на сухую, так и жидкую ванну и позволяющего добиться повышения эффективности процесса завалки указанного сырья в СА.
Техническим результатом изобретения является
повышение эффективности процесса производства высококачественной стали при применении МКЛ и/или МДЖ и/или СО на ровне с применением среднего и тяжелого лома за счет повышения эффективности плавки МКЛ и/или МДЖ и/или СО, что приводит к существенному повышению выхода жидкой стали, и достигается путем прочной локальной фиксации МКЛ или МДЖ или СО между слоями среднего и тяжелого лома в СА, повышением степени активации процесса плавки за счет обеспечения оптимальных условий для работы металлургических добавок с исключением нежелательных процессов спекания и всплывания на поверхность, что способствует снижению окисленности жидкой стали, а также снижение трудоемкости способа, расширение функциональных возможностей, что обусловлено возможностью применения способа при плавке как на сухую, так и жидкую ванну, и повышение качества стали за счет возможности точного дозирования МКЛ или МДЖ или СО в СА для получения стали с заданными характеристиками.
Указанный технический результат достигается за счет способа производства высококачественной стали, включающего загрузку в печь крупнокускового лома и мелкокускового железосодержащего сырья (МЖС), проведение плавки до полного их расплавления, растворения и восстановления в ванне жидкого металла. В качестве МЖС используют мелкокусковой железосодержащий лом (МКЛ) и/или мелкодисперсное железо (МДЖ) и/или окалину, при этом до момента начала плавки осуществляют укладку рассчитанного количества мелкокускового железосодержащего лома и/или мелкодисперсного железа и/или окалины в контейнеры типа биг-бэг с последующим их размещением в сталеплавильном агрегате между крупнокусковым ломом в нижней части сталеплавильного агрегата ближе к подине или ванне жидкого металла. В качестве лома, между которым осуществляют размещение биг-бэгов может использоваться средний и тяжелый лом.
Традиционно в сталеплавильном производстве размер куска, вид металлического стального или чугунного лома (металлической шихты) в РФ регламентируется ГОСТ 2787-75, отраслевыми стандартами, нормативами и техническими условиями. Мелкокусковой лом определяется следующими техническими параметрами: вес куска менее 0.5 кг и размер куска менее 50 мм. Под мелкодисперсным железом понимается железосодержащее сырье фракции куска и/или частиц с размерами от 0 мм до 50 мм с содержанием металлического железа более 90%. Стальная окалина представляет из себя плоские многослойные структуры с толщиной от нескольких мкм до сотен мкм и состоит в основном из окислов железа. Традиционно вышеуказанное сырье без дополнительного процесса окускования, брикетирования или гранулирования в качестве железосодержащего сырья в металлургическом производстве массово практически не используется.
В качестве мягкой емкости для размещения мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины преимущественно используются мягкие горючие емкости, гибкие контейнеры, то есть, емкости, выполненные из материала, не препятствующего зажатию МКЛ или МДЖ или СО, уложенного в емкость, традиционным кусковым ломом (например, средним и/или тяжелым) после завалки в чашу СА и сгорающего в процессе плавки. В качестве мягкой емкости могут использоваться полимерные гибкие контейнеры, например, биг-бэги.
В качестве металлургических добавок для смешения с МКЛ и/или МДЖ и/или СО и укладки в биг-бэг возможно использование флюсов (известняк, кремнезем, плавиковый шпат и т. д.), модификаторов, содержащих алюминий, бор, азот и восстановителей (углеродо-кремне-содержащее сырье).
Расположение биг-бэгов со смесью МКЛ и/или МДЖ и/или СО и металлургических добавок при завалке в нижнюю часть сталеплавильного агрегата, ближе к подине и/или ванне жидкого металла, позволяет добиться существенного ускорения процесса плавки, расплавления, растворения и восстановления содержимого биг-бэгов при наполнении сталеплавильного ковша жидкой сталью.
При указанном расположении биг-бэгов к моменту полного набора в чаше СА жидкой стали или к началу выхода первого шлака наружу все сырье, уложенное в биг-бэг, проходит этапы плавления, размешивания, растворения и восстановления. Это позволяет не только ускорить процесс плавки сырья и таким образом, снижает трудоемкость способа, но и обеспечивает повышение эффективности плавки мелкокускового лома мелкодисперсного железа и стальной окалины, что приводит к существенному повышению выхода жидкой стали и повышению эффективности процесса производства высококачественной стали в целом.
Применение в способе биг-бэгов позволяет упростить, ускорить и обеспечить контролируемую по весу завалку мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины, а также локально зафиксировать данное сырье в мягкой гибкой емкости в объеме традиционного кускового лома (например, среднего или тяжелого) в нижней части сталеплавильного агрегата ближе к подине и/или ванне жидкого металла. Таким образом, удается избежать просыпания МКЛ и/или МДЖ и/или СО между кусками более крупного лома до момента начала плавки. Кроме того, размещение МКЛ и/или МДЖ и/или СО в мягкие емкости позволяет при завалке в СА обжать указанное сырье со всех сторон между кусками более крупного лома, что приводит к его удерживанию в зафиксированном положении в нижней части сталеплавильного агрегата ближе к подине и/или ванне жидкого металла и после сгорания контейнера и также предотвращает просыпание мелких частиц между кусками более крупного лома.
Также было установлено, что эффективность плавления локализованного и плотно сдавленного в биг-бэгах сырья аналогична эффективности плавления крупнокускового лома, что не достигается при завалке МКЛ, МДЖ и СО без использования мягких емкостей, т.е навалом.
Таким образом, локальная фиксация МКЛ и/или МДЖ и/или СО в мягкой емкости исключает негативные проявления в процессе плавления, такие, как просыпание сырья на подину и спекание мелкого сырья, всплывание на поверхность жидкой стали, и обеспечивает снижение окисленности жидкой стали, в результате, удается достичь повышения выхода жидкой стали и существенного повышения эффективности плавки мелкокускового сырья и процесса производства стали в целом. Также возможность фиксации МКЛ и/или МДЖ и/или СО позволяет осуществлять плавку в оптимальном положении в СА, а именно, в нижней части сталеплавильного агрегата ближе к подине и/или ванне жидкого металла и, таким образом, ускорить процесс плавки и снизить трудоемкость способа.
Использование биг-бэгов и сыпучих свойств МКЛ и/или МДЖ и/или СО позволяет использовать качественное смешивание и локализацию металлургических добавок в объеме мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины, избежать просыпания металлургических добавок. Возможность локализации и тесного контакта мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины с металлургическими добавками (например, флюсами и/или модификаторами и/или восстановителями) за счет их совместного размещения в биг-бэге позволяет добиться повышения эффективности и скорости реакции добавок и, как следствие, повышения выхода жидкой стали при плавлении мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины, что в целом обеспечивает повышение эффективности плавки МКЛ и/или МДЖ и/или СО и, как следствие, выхода жидкой стали. Таким образом, достигается повышение эффективности процесса производства стали из мелкокускового лома, мелкодисперсного железа и стальной окалины за счет повышения выхода жидкой стали при плавлении мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины, управляемой активизации процесса плавки. Это обусловлено тем, что в объеме мелкодисперсных материалов добавки быстро и активно вступают в сталеплавильный процесс, тем самым исключаются непредсказуемые технологические задержки процесса плавки и/или наоборот активизируют процессы плавки. При контакте со средне- или крупнокусковым ломом указанных положительных эффектов не наблюдается.
Локализация и фиксация мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины, достигаемая в способе, позволяет добиться получения стали более высокого качества, что обусловлено перемешиванием мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины с металлургическими добавками и их тесным контактом, исключением просыпания мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины и всплывания на поверхности стали, которое может привести к сохранению в массе жидкой стали вкраплений нерасплавленных фаз фракций сырья.
Таким образом, возможность локализации и тесного контакта мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины с металлургическими добавками приводит к повышению степени активации процесса плавки за счет обеспечения оптимальных условий для работы металлургических добавок с исключением нежелательных процессов спекания и всплывания на поверхность, что способствует снижению окисленности жидкой стали и приводит к что приводит к существенному повышению выхода жидкой стали в процессе переработки мелкокускового сырья и эффективности процесса производства высококачественной стали в целом.
Локализация и фиксация мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины по настоящему способу также позволяет получить сталь более высокого качества. Кроме того, возможность прочной фиксации МКЛ и/или МДЖ и/или СО в биг-бэгах между слоями лома позволяет осуществлять плавку как на сухую, так и на жидкую ванну, что существенно расширяет функциональные возможности способа.
Возможность обеспечения контролируемой по весу завалки мелкокускового лома с исключением потери сырья и, таким образом, обеспечения более точного контроля количества загружаемого сырья в СА и соблюдения пропорций между МКЛ, МДЖ и СО и традиционным ломом (средним и тяжелым) за счет применения биг-бэгов позволяет упростить процесс, а также обеспечить получение стали высокого качества.
Кроме того, применение биг-бэгов позволяет существенно ускорить процесс завалки и, таким образом, снизить трудоемкость процесса.
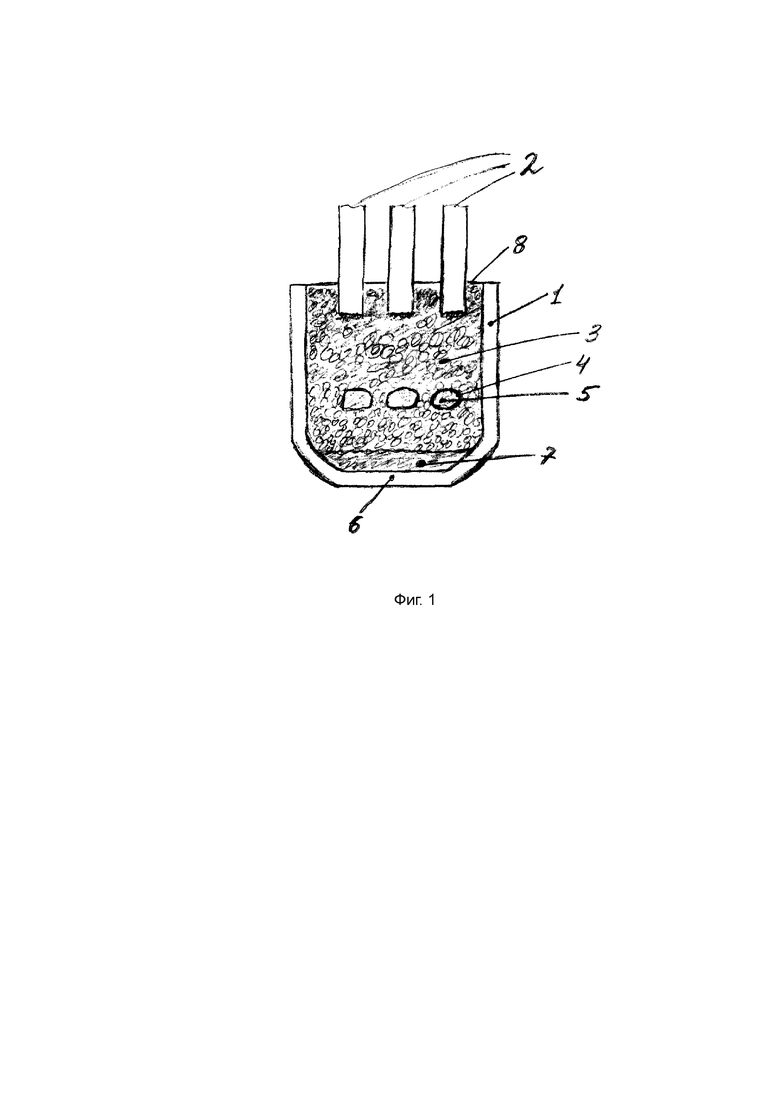
Сущность изобретения поясняется фигурой 1, на которой изображено расположение мелкокускового лома и/или мелкодисперсного железа и/или стальной окалины в сталеплавильной печи.
На фигуре позициями 1-8 обозначены:
1 - чаша сталеплавильной печи;
2 - угольные электроды;
3 - лом крупно- и среднекусковой, различных видов;
4 - биг-бэг;
5 - мелкокусковой лом и/или мелкодисперсное железо и/или стальная окалина с металлургическими добавками;
6 - подина СА;
7 - жидкая ванна;
8 - свод СА.
Способ переработки МКЛ и/или МДЖ и/или СО может быть проиллюстрирован на следующих примерах. В биг-бэг вместе с МКЛ, МДЖ и СО в помешанном виде дозировано добавляют восстановители - для нейтрализации избыточной окисленности или флюсы - для наведения в процессе плавки шлака должного качества, или модификаторы - для влияния на процесс кристаллизации. Величина добавки определяется расчетным способом или эмпирически.
Пример 1. Стальную окалину с размером частиц от 100 до 200 мкм смешивают с восстановителем в соотношении 4:1 в смесителе, после чего полученной смесью заполняют полипропиленовые биг-бэги грузоподъемностью до 1,5 т, после чего биг-бэги заваливают на слой крупнокускового лома (кусок более от 50 мм) в нижнюю часть сталеплавильной печи. После чего биг-бэги сверху засыпают смесью крупнокускового (среднего или тяжелого) лома до верху, но не выше свода СА. Кроме того, биг-бэги заваливают в печь таким образом, чтобы между ними свободное пространство можно было завалить традиционным ломом так, чтобы обеспечить токопроводящий канал от электродов до подины СА. Далее включают сталеплавильную печь и производят плавку загруженного сырья. Плавка проводится при температуре 1650-1670С. Плавка начинается с верхнего слоя шихты. Жидкий металл стекает на дно и начинает взаимодействовать с сырьем в биг-бэгах. Жидкий металл начинает поглощать сырье в биг-бэгах и в этот момент функциональное назначение биг-бэгов заканчивается и начинается процесс плавления, смешивания и растворения сырья заваленного в биг-бэгах в жидком металле. При этом, после того, как происходит расплавление биг-бэга, не наблюдается просыпание частиц стальной окалины через куски крупнокускового лома в ванну с жидким металлом.
Разработанный способ позволяет перерабатывать стальную окалину с размером частиц от 100 до 200 мкм на 95%.
Пример 2. Мелкодисперсное железо с размером частиц от 1 до 50 мм смешивают с флюсами, в соотношении 25:1 в смесителе, после чего полученной смесью заполняют полипропиленовые биг бэги грузоподъемностью до 1,5 т. Далее биг-бэги заваливают на слой крупнокускового лома (среднего или тяжелого) в нижнюю часть сталеплавильной печи. После чего биг-бэги сверху засыпают смесью крупнокускового (среднего или тяжелого) лома до верху, но не выше свода СА. Кроме того, биг-бэги заваливают в печь таким образом, чтобы между ними свободное пространство можно было завалить традиционным ломом так, чтобы обеспечить токопроводящий канал от электродов до подины СА. Далее включают сталеплавильную печь и производят плавку загруженного сырья. Плавка проводится при температуре 1650-1670С. Плавка начинается с верхнего слоя шихты. Жидкий металл стекает на дно и начинает взаимодействовать с сырьем в биг-бэгах. Жидкий металл начинает поглощать сырье в биг-бэгах и в этот момент функциональное назначение биг-бэгов заканчивается и начинается процесс плавления, смешивания и растворения сырья заваленного в биг-бэгах в жидком металле. При этом, после того, как происходит расплавление биг-бэга, не наблюдается просыпание мелкодисперсного железа через куски крупнокускового лома в ванну с жидким металлом.
Разработанный способ позволяет перерабатывать мелкодисперсное железо с размером частиц от 1 до 50 мм на 98%.
Пример 3. Мелкокусковой лом с размером частиц от 1 до 50 мм смешивают с модификатором ферросплавом бора (для повышения прочности стали) в соотношении 50:1 в смесителе, после чего полученной смесью заполняют полипропиленовые биг-бэги грузоподъемностью до 1,5 т, после чего биг-бэги заваливают на слой крупнокускового (среднего или тяжелого) лома в нижнюю часть сталеплавильной печи. После чего биг-бэги сверху засыпают смесью крупнокускового (среднего или тяжелого) лома до верху, но не выше свода СА. Кроме того, биг-бэги заваливают в печь таким образом, чтобы между ними свободное пространство можно было завалить традиционным ломом так, чтобы обеспечить токопроводящий канал от электродов до подины СА. Далее включают сталеплавильную печь и производят плавку загруженного сырья. Плавка проводится при температуре 1650-1670С. Плавка начинается с верхнего слоя шихты. Жидкий металл стекает на дно и начинает взаимодействовать с сырьем в биг-бэгах. Жидкий металл начинает поглощать сырье в биг-бэгах и в этот момент функциональное назначение биг-бэгов заканчивается и начинается процесс плавления, смешивания и растворения сырья заваленного в биг-бэгах в жидком металле. При этом, после того, как происходит расплавление биг-бэга, не наблюдается просыпание мелкокускового лома через куски крупнокускового лома в ванну с жидким металлом.
Разработанный способ позволяет перерабатывать мелкокусковой лом с размером частиц от 1 до 50 мм на 99%.
Таким образом, локализация сырья, уложенного в биг-бэги, между слоями лома, его размещение в нижней части СА ближе к подине и/или ванне жидкого металла между ломом в совокупности позволяет с большой эффективностью использовать настоящий способ для получения стали с высоким качеством в СА как с жидкой, так и сухой ванной.
Кроме того, реализация способа также позволяет повысить эффективность использования мелкого стального металлического лома и железосодержащего продукта, что создает условия для применения нового вида сырья, не используемого ранее мелкодисперсного железа и стальной окалины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАГРУЗКИ ШИХТЫ В ДУГОВУЮ ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2018 |
|
RU2697129C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2018 |
|
RU2699468C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ | 2014 |
|
RU2573847C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ ЭЛЕКТРОПЕЧАХ ИЗ МЕТАЛЛОЛОМА | 1996 |
|
RU2108399C1 |
| СПОСОБ ВЫПЛАВКИ ПРИРОДНОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1994 |
|
RU2113496C1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКА | 2017 |
|
RU2688789C2 |
| СПОСОБ ВЫПЛАВКИ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1999 |
|
RU2180007C2 |
| Способ выплавки стали в дуговой электропечи | 1981 |
|
SU954434A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2005 |
|
RU2285726C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
Изобретение относится к металлургии и может быть использовано для получения высококачественной стали во всех сталеплавильных агрегатах. В качестве мелкокускового железосодержащего сырья (МЖС) используют мелкокусковой железосодержащий лом (МКЛ), и/или мелкодисперсное железо (МДЖ), и/или окалину, при этом до момента начала плавки осуществляют укладку рассчитанного количества мелкокускового железосодержащего лома, и/или мелкодисперсного железа, и/или окалины в контейнеры типа биг-бэг с последующим их размещением в сталеплавильном агрегате между крупнокусковым ломом в нижней части сталеплавильного агрегата ближе к подине или ванне жидкого металла. Изобретение позволяет повысить эффективность процесса производства высококачественной стали за счет локальной фиксации контейнеров с упомянутым сырьем, снизить трудоемкость процесса выплавки и расширить функциональные возможности за счет проведения плавки как на сухую, так и жидкую ванну, а также повысить качество стали за счет возможности точного дозирования исходных материалов шихты. 2 з.п. ф-лы, 1 ил., 3 пр.
1. Способ получения стали в сталеплавильной печи, включающий загрузку в печь крупнокускового лома и мелкокускового железосодержащего сырья (МЖС), проведение плавки до полного их расплавления, растворения и восстановления в ванне жидкого металла, отличающийся тем, что в качестве МЖС используют мелкокусковой железосодержащий лом, и/или мелкодисперсное железо, и/или окалину, при этом до момента начала плавки осуществляют укладку рассчитанного количества мелкокускового железосодержащего лома, и/или мелкодисперсного железа, и/или окалины в контейнеры типа биг-бэг с последующим их размещением в сталеплавильном агрегате между крупнокусковым ломом в нижней части сталеплавильного агрегата ближе к подине или ванне жидкого металла.
2. Способ по п.1, отличающийся тем, что в качестве крупнокускового лома используют средний и тяжелый лом.
3. Способ по п.1, отличающийся тем, что укладку мелкокускового железосодержащего лома, и/или мелкодисперсного железа, и/или окалины в биг-бэг осуществляют вместе с металлургическими добавками.
| Способ загрузки шихты в дуговую печь | 1984 |
|
SU1280024A1 |
| СПОСОБ ПЛАВКИ МАТЕРИАЛОВ В ЖИДКОЙ ВАННЕ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152436C2 |
| Приемник для газоанализатора | 1928 |
|
SU11641A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 4565574 A, 21.01.1986. | |||

