УРОВЕНЬ ТЕХНИКИ
Область техники
[1] Настоящее изображение относится к способам изготовления монтажной платы, предусматривающим формирование слоя межсоединений на поверхности подложки, а также к монтажным платам.
Раскрытие предшествующего уровня техники
[2] Известные способы изготовления монтажной платы включают в себя субтрактивный, полуаддитивный и аддитивный способы. Для изготовления монтажных плат высокой плотности используют преимущественно полуаддитивный способ.
[3] В патентной заявке JP 2016-225524 A, например, раскрыто изготовление монтажной платы полуаддитивным способом. Способ, раскрытый в патентной заявке JP 2016-225524 А, предусматривает последовательное нанесение диэлектрического слоя, затравочного слоя и первого слоя металлизации на поверхность базового слоя (подложки) и формирование рисунка предварительно заданной формы в смоляном резисте на поверхности первого слоя металлизации. Далее способ включает в себя этап формирования второго слоя металлизации на открытой части первого слоя металлизации, не содержащей рисунка в резисте, и удаление рисунка в резисте. Далее, способ предусматривает удаление первого слоя металлизации и затравочного слоя при использовании второго слоя металлизации в качестве маски для формирования рисунка межсоединений, включающего в себя затравочный слой, первый слой металлизации и второй слой металлизации.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[4] Способ изготовления монтажной платы, раскрытый в патентной заявке JP 2016-225524 А, должен формировать рисунок в смоляном резисте, имеющий заданную толщину на поверхности первого слоя металлизации для формирования второго слоя металлизации. Если при изготовлении монтажной платы не требуется использовать рисунок в резисте, рисунок в резисте должен быть удален. Таким образом, использование этого способа осложнено тем, что для формирования и удаления рисунка в резисте требуется большое число этапов, и образуется большое количество жидких отходов.
[5] В патентной заявке JP 2016-225524 A второй слой металлизации формируют только на поверхности (верхней поверхности) первого слоя металлизации. Поэтому площадь контакта между вторым и первым слоем металлизации невелика, особенно при разводке высокой плотности, и существует необходимость в улучшении адгезии между вторым и первым слоем металлизации.
[6] В связи с этим настоящим изобретением предложен способ изготовления монтажной платы, позволяющий сформировать слой межсоединений, отличающийся высокой адгезией и не содержащий рисунка в смоляном резисте, а также такая монтажная плата.
[7] Способ изготовления монтажной платы согласно настоящему изобретению предусматривает изготовление монтажной платы, содержащей диэлектрическую подложку и слой межсоединений с предварительно заданным рисунком межсоединений, размещенный на поверхности диэлектрической подложки, причем способ содержит следующие этапы: подготовку подложки с затравочным слоем, причем подложка с затравочным слоем содержит: электропроводящий подслой на поверхности диэлектрической подложки; и затравочный слой с предварительно заданным рисунком, соответствующим рисунку межсоединений на поверхности подслоя, причем затравочный слой содержит металл; размещение твердоэлектролитной мембраны между анодом и затравочным слоем в качестве катода, прижатие твердоэлектролитной мембраны к затравочному слою и подслою и приложение напряжения между анодом и подслоем для восстановления ионов металла, содержащихся в твердоэлектролитной мембране, тем самым формируя слой металлизации на поверхности затравочного слоя; и удаление открытого участка подслоя, не содержащего затравочного слоя и слоя металлизации для формирования слоя межсоединений, содержащего подслой, затравочный слой и слой металлизации на поверхности диэлектрической подложки, и таким образом изготовление монтажной платы. В процессе формирования слоя металлизации на поверхности затравочного слоя, по меньшей мере, часть поверхности подслоя, на которой не образован затравочный слой, содержит оксид.
[8] Способ изготовления монтажной платы согласно настоящему изобретению предусматривает формирование слоя металлизации на подложке с затравочным слоем, содержащей: подслой на поверхности диэлектрической подложки; и затравочный слой на поверхности подслоя. Для этого способом предусмотрено прижатие твердоэлектролитной мембраны к затравочному слою и подслою и приложение напряжения между анодом и подслоем для восстановления ионов металла, содержащихся в твердоэлектролитной мембране и тем самым формирования слоя металлизации на поверхности затравочного слоя. Поверхность подслоя содержит оксид, вследствие чего такая поверхность подслоя, предположительно, имеет более высокую энергию активации реакции восстановления ионов металла по сравнению с поверхностью (многослойной поверхностью) и боковыми поверхностями затравочного слоя. Твердоэлектролитную мембрану прижимают к затравочному слою и подслою таким образом, чтобы твердоэлектролитная мембрана плотно соприкасалась как с подслоем, так и с затравочным слоем. Тем не менее, способ позволяет избирательно формировать слой металлизации только на поверхности затравочного слоя. Таким образом, способ формирует слой металлизации на поверхности затравочного слоя без использования рисунка в смоляном резисте. После этого открытый участок подслоя без затравочного слоя и слоя металлизации удаляют, формируя тем самым слой межсоединений с предварительно заданным рисунком межсоединений на поверхности диэлектрической подложки. Как было указано выше, способ формирует слой металлизации на поверхности затравочного слоя без использования рисунка в смоляном резисте, поэтому способ не нуждается в формировании и удалении рисунка в резисте. Таким образом, способ не требует большого числа этапов изготовления монтажной платы и не приводит к образованию большого количества жидких отходов.
[9] Способ предусматривает приложение напряжения между анодом и подслоем, прижатие твердоэлектролитной мембраны к затравочному слою и подслою и, тем самым, формирование слоя металлизации с одновременной деформацией твердоэлектролитной мембраны таким образом, чтобы ее форма соответствовала форме затравочного слоя и подслоя. В результате слой металлизации формируют на поверхности затравочного слоя и боковых поверхностях затравочного слоя, то есть слой металлизации формируют таким образом, чтобы он покрывал многослойную поверхность, являющуюся поверхностью затравочного слоя, а также боковые поверхности затравочного слоя. Это улучшает адгезию между слоем металлизации и затравочным слоем по сравнению со случаем, в котором слой металлизации формируют только на поверхности затравочного слоя.
[10] В некоторых вариантах способа изготовления монтажной платы, как было указано выше, при формировании слоя металлизации на поверхности затравочного слоя естественная оксидная пленка, содержащая оксид, формируется, по меньшей мере, на участке поверхности подслоя, на котором не сформирован затравочный слой. Такая конфигурация облегчает формирование подслоя таким образом, чтобы подслой содержал оксид на поверхности. Под естественной оксидной пленкой понимают оксидную пленку, естественным образом формирующуюся на поверхности вещества, находящегося в атмосферных условиях. В одном из примеров естественная оксидная пленка представляет собой пассивную пленку, формирующуюся на поверхности Al, Cr, Ti и их сплавов, а также SiO2, формирующийся на поверхности ZrSi2 и WSi2.
[11] В некоторых вариантах способа изготовления монтажной платы, как было указано выше, при использовании в качестве электролита раствора сульфата меди в концентрации 1 моль/л при температуре 25°С, в качестве противоэлектрода используют проволоку из бескислородной меди, в качестве эталонного электрода используют насыщенный каломельный электрод, а первую кривую поляризации с использованием материала подслоя в качестве рабочего электрода и вторую кривую поляризации с использованием металла затравочного слоя в качестве рабочего электрода измеряют при заданной скорости развертки потенциала 10 мВ/с, причем потенциал первой кривой поляризации при плотности тока 0,1 мА/см2 превышает потенциал второй кривой поляризации при плотности тока 0,1 мА/см2 на 0,02 В и более. Такая конфигурация обеспечивает достаточно большую разность (примерно 0,02 В и более) потенциалов роста кривой поляризации между материалом подслоя и материалом затравочного слоя, что позволяет избирательно формировать слой металлизации только на поверхностях затравочного слоя и подслоя, непосредственно соприкасающихся с твердоэлектролитной мембраной при формировании слоя металлизации на поверхности затравочного слоя.
[12] В некоторых вариантах способа изготовления монтажной платы, как было указано выше, при подготовке подложки с затравочным слоем способ предусматривает подготовку подложки, содержащей в качестве диэлектрической подложки поверхность со средним арифметическим отклонением Ra профиля не более 1 μм, и формирование подслоя путем напыления на поверхность диэлектрической подложки. Обычно площадь соприкосновения подложки с подслоем уменьшается с ростом среднего арифметического отклонения Ra профиля подложки, поэтому адгезия уменьшается соответственно. Таким образом, известные способы изготовления монтажной платы предусматривают придание поверхности подложки шероховатости для обеспечения адгезии между подложкой и подслоем за счет эффекта якоря. Как было указано выше, способ согласно настоящему изобретению формирует подслой на поверхности диэлектрической подложки путем напыления, что позволяет прочно соединить подложку и подслой ковалентной связью. То есть, даже если подложка имеет среднее арифметическое отклонение Ra профиля не более 1 μм, способ обеспечивает достаточную адгезию между подложкой и подслоем. Поэтому способ не требует придания шероховатости поверхности подложки для сохранения адгезии между подложкой и подслоем.
[13] В некоторых вариантах осуществления затравочный слой формируют на поверхности подслоя таким образом, чтобы соотношение линии/интервала между линиями составляло от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно. Такое среднее арифметическое отклонение Ra профиля подложки, равное 1 μм или менее, уменьшает также среднее арифметическое отклонение Ra профиля подслоя. При нанесении краски на поверхность подслоя такой подслой предотвращает деформацию краски за счет формы поверхности (неровностей поверхности) подслоя. Это упрощает формирование затравочного слоя с малым соотношением линии/интервала между линиями от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно. Такой тонкий затравочный слой означает очень малую площадь контакта между слоем металлизации и затравочным слоем, если слой металлизации формируется только на поверхности затравочного слоя, вследствие чего адгезия между слоем металлизации и затравочным слоем ухудшается. Напротив, способ изготовления монтажной платы согласно настоящему изобретению позволяет сформировать слой металлизации таким образом, чтобы он покрывал поверхность и боковые поверхности затравочного слоя, как было раскрыто выше. Это улучшает адгезию между слоем металлизации и затравочным слоем. Таким образом, тонкий затравочный слой обеспечивает достаточную адгезию между слоем металлизации и затравочным слоем.
[14] В некоторых вариантах способа изготовления монтажной платы, как было указано выше, при подготовке подложки с затравочным слоем способ предусматривает нанесение на поверхность подслоя краски, содержащей наночастицы металла, и последующее спекание наночастиц металла для формирования затравочного слоя. Такая краска, содержащая наночастицы металла, облегчает формирование затравочного слоя с мелким рисунком.
[15] В некоторых вариантах способа изготовления монтажной платы, как было указано выше, при подготовке подложки с затравочным слоем способ предусматривает формирование затравочного слоя на поверхности подслоя таким образом, чтобы предварительно заданный рисунок затравочного слоя содержал несколько независимых рисунков, размещенных на удалении друг от друга. Даже при конфигурации, когда затравочный слой содержит несколько независимых рисунков, расположенных на удалении друг от друга, эти независимые рисунки электрически соединены друг с другом посредством подслоя, вследствие чего слой металлизации формируется в том числе на независимых рисунках затравочного слоя при приложении напряжения между анодом и подслоем. То есть, в то время как обычные способы требуют формирования вывода для подачи напряжения на каждый из нескольких независимых рисунков, расположенных отдельно друг от друга, предложенный способ изготовления не требует наличия вывода для подачи напряжения на каждый из независимых рисунков, поскольку независимые рисунки электрически соединены друг с другом через подслой. Таким образом, нет необходимости в пространстве для формирования вывода, а значит, способ позволяет формировать рисунок межсоединений более высокой плотности.
[16] Монтажная плата согласно настоящему изобретению содержит диэлектрическую подложку и слой межсоединений с предварительно заданным рисунком межсоединений, размещенный на поверхности диэлектрической подложки. Слой межсоединений содержит многослойную структуру из слоев: электропроводящий подслой, размещенный на поверхности диэлектрической подложки; затравочный слой, размещенный на поверхности подслоя и содержащий металл; и слой металлизации, размещенный на поверхности затравочного слоя. Затравочный слой содержит боковую поверхность, проходящую от многослойной поверхности, являющейся поверхностью затравочного слоя в направлении подслоя. Слой металлизации покрывает поверхность и боковую поверхность затравочного слоя. По меньшей мере, одна область поверхности подслоя, на которой отсутствует затравочный слой, содержит оксид.
[17] Согласно монтажной плате по настоящему изобретению, слой металлизации покрывает поверхность и боковую поверхность затравочного слоя. Это улучшает адгезию между слоем металлизации и затравочным слоем по сравнению со случаем, в котором слой металлизации формируют только на поверхности затравочного слоя.
[18] Монтажная плата согласно настоящему изобретению может быть изготовлена раскрытым выше способом изготовления монтажной платы.
[19] В некоторых вариантах осуществления монтажной платы, как было указано выше, слой металлизации на поверхности затравочного слоя имеет толщину, превышающую толщину слоя металлизации на боковой поверхности. Такая конфигурация позволяет сохранить толщину слоя межсоединений, не уменьшая интервал между проводящими дорожками, и тем самым облегчает поддержание надежной изоляции между проводящими дорожками.
[20] В некоторых вариантах осуществления монтажной платы, как было указано выше, слой межсоединений выполнен с сужающейся формой, так что сужается в зависимости от расстояния от диэлектрической подложки в части, находящейся ближе к диэлектрической подложке, чем поверхность затравочного слоя, и выполнен с расширяющейся формой, так что расширяется в зависимости от расстояния от диэлектрической подложки в части, находящейся дальше от диэлектрической подложки, чем поверхность затравочного слоя. Слой межсоединений имеет сужающуюся часть, ширина которой меньше ширины расширяющейся части. Такая конфигурация позволяет сохранить ширину межсоединений с расширяющейся частью и увеличить расстояние между сужающимися частями проводящих дорожек (интервал межсоединений в непосредственной близости от поверхности диэлектрической подложки). Таким образом, монтажная плата обеспечивает надежную изоляцию между проводящими дорожками.
[21] В некоторых вариантах осуществления монтажной платы, как было указано выше, затравочный слой имеет соотношение линии/интервала между линиями от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно. Такой тонкий затравочный слой означает очень малую площадь контакта между слоем металлизации и затравочным слоем, если слой металлизации формируется только на поверхности затравочного слоя, вследствие чего адгезия между слоем металлизации и затравочным слоем ухудшается. Напротив, монтажная плата согласно настоящему изобретению содержит слой металлизации, покрывающий поверхность и боковые поверхности затравочного слоя, как было раскрыто выше. Такая конфигурация улучшает адгезию между слоем металлизации и затравочным слоем, то есть облегчает адгезию между слоем металлизации и тонким затравочным слоем.
ПОЛУЧЕННЫЙ ЭФФЕКТ
[22] Настоящим изобретением предложена монтажная плата, содержащая слой межсоединений с высоким качеством адгезии, который сформирован без рисунка на смоляном резисте.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
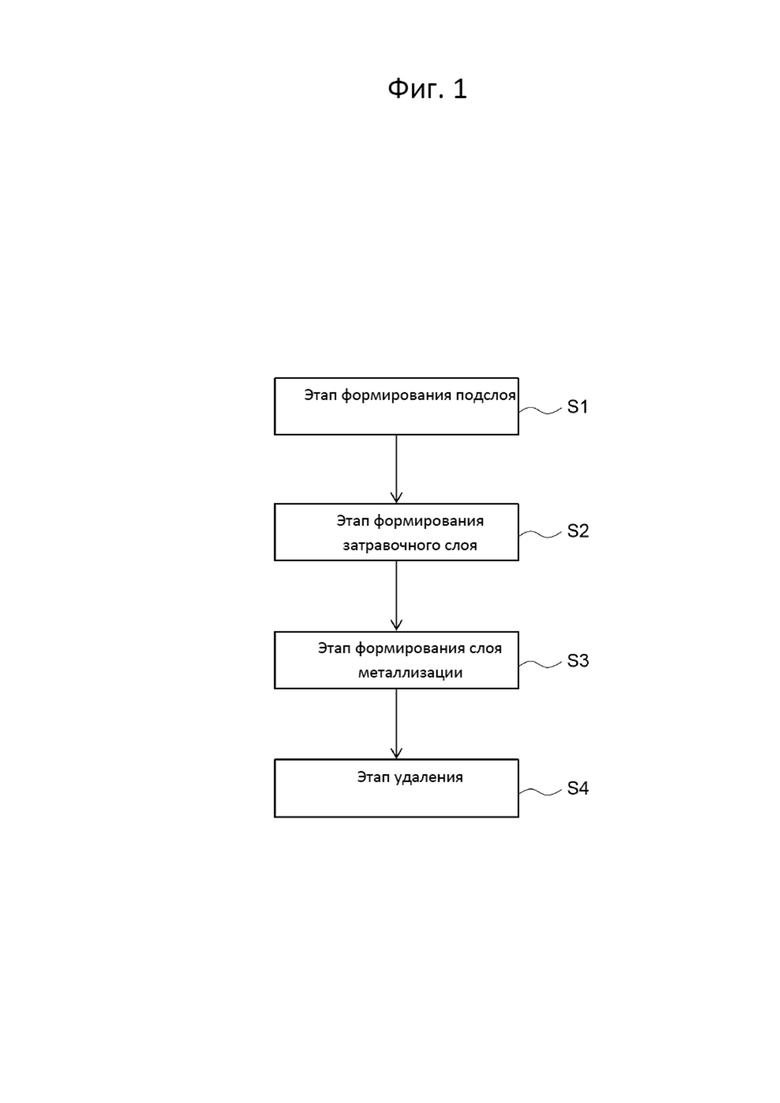
[23] На ФИГ. 1 изображена блок-схема способа изготовления монтажной платы в соответствии с одним из вариантов осуществления настоящего изобретения;
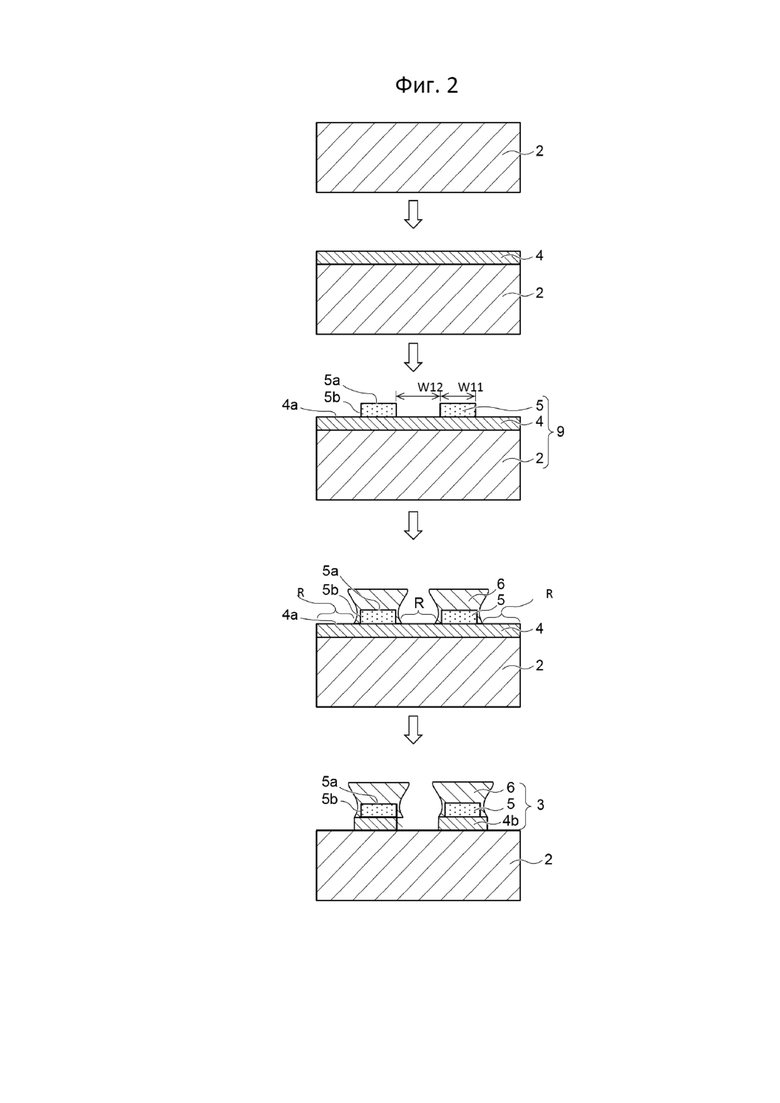
На ФИГ. 2 схематично изображен способ изготовления монтажной платы в соответствии с одним из вариантов осуществления настоящего изобретения;
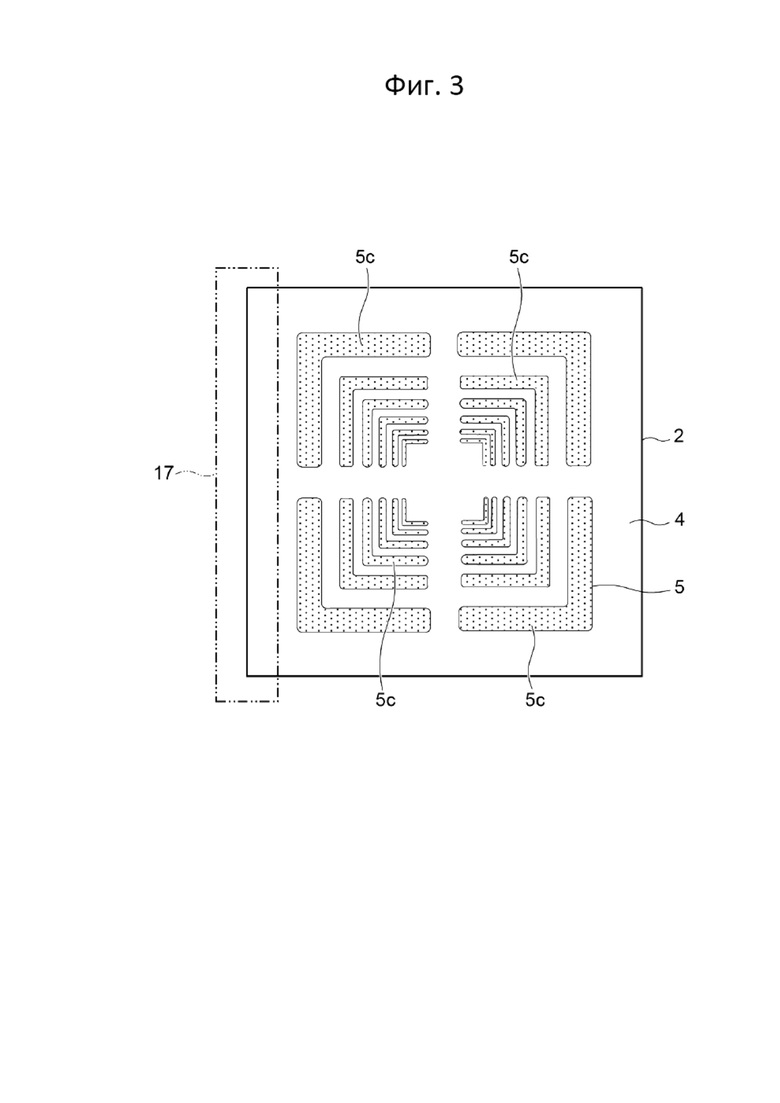
На ФИГ. 3 в плане изображен затравочный слой, содержащий независимые рисунки на поверхности подслоя монтажной платы согласно одному из вариантов осуществления настоящего изобретения;
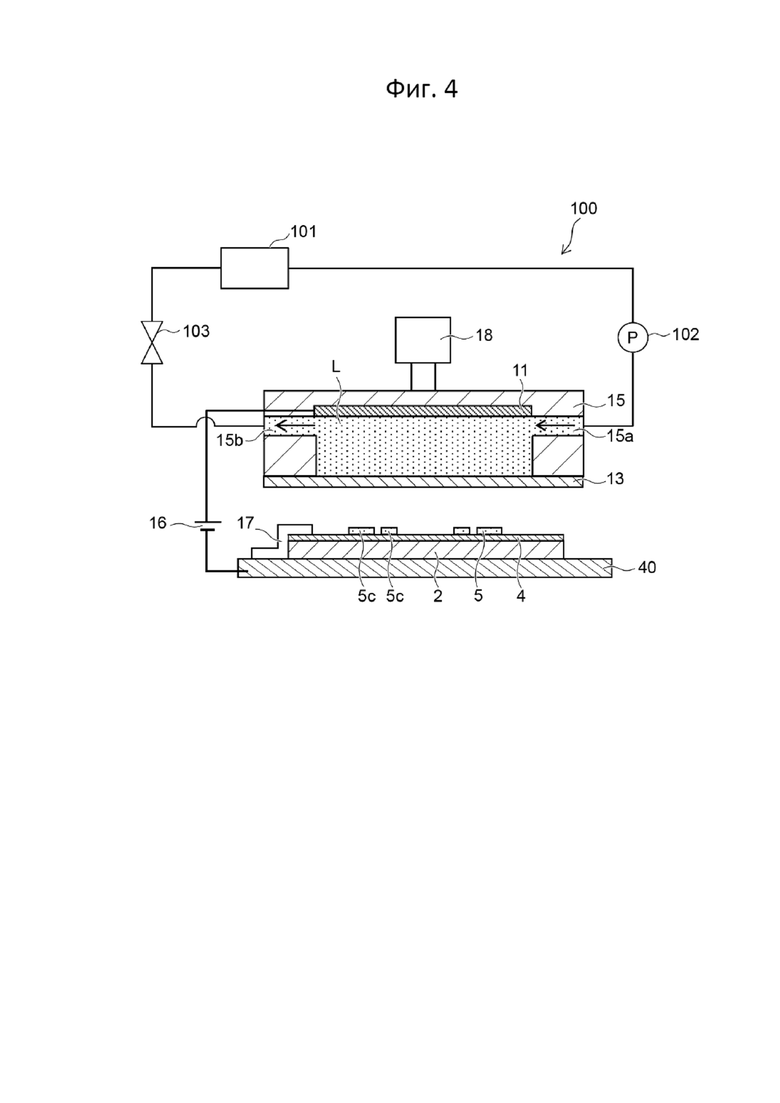
На ФИГ. 4 изображен вид в поперечном сечении, показывающий структуру устройства для осаждения пленки, используемого для изготовления монтажной платы в соответствии с одним из вариантов осуществления настоящего изобретения;
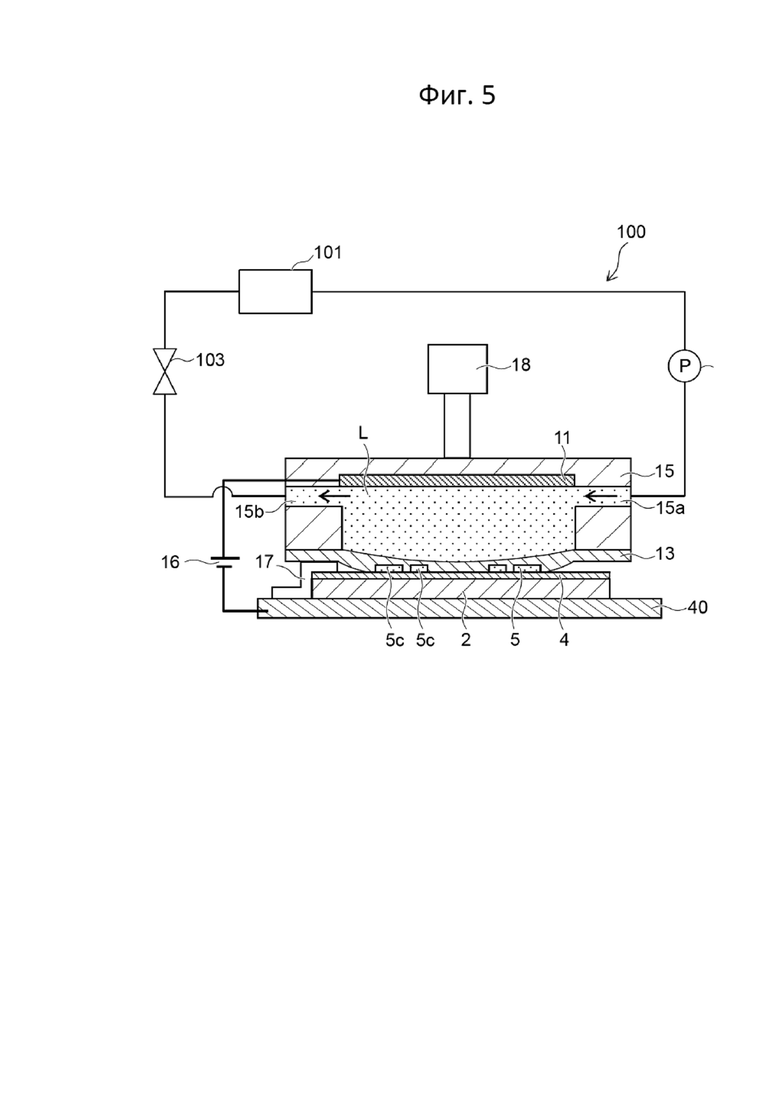
На ФИГ. 5 изображен вид в поперечном сечении, показывающий устройство осаждения пленки после опускании корпуса на предварительно заданную высоту относительно состояния, изображенного на ФИГ. 4;
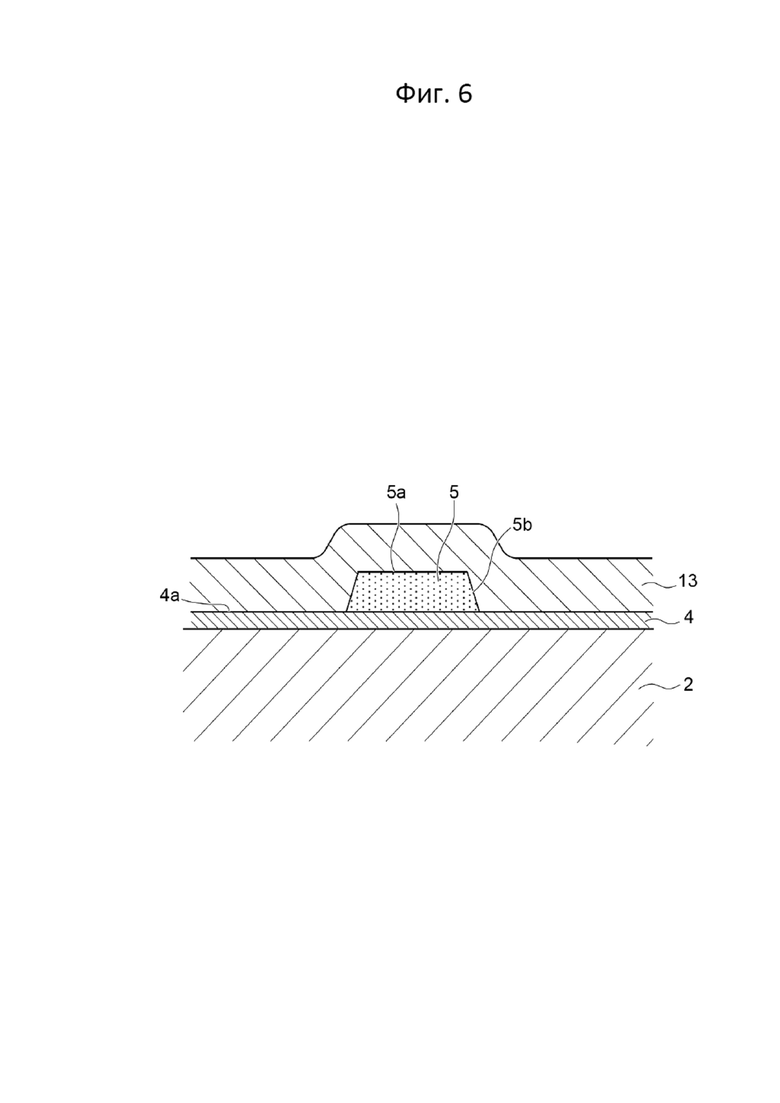
На ФИГ. 6 изображен вид в поперечном сечении, показывающий твердоэлектролитную мембрану, плотно соприкасающаяся с боковыми поверхностями затравочного слоя;
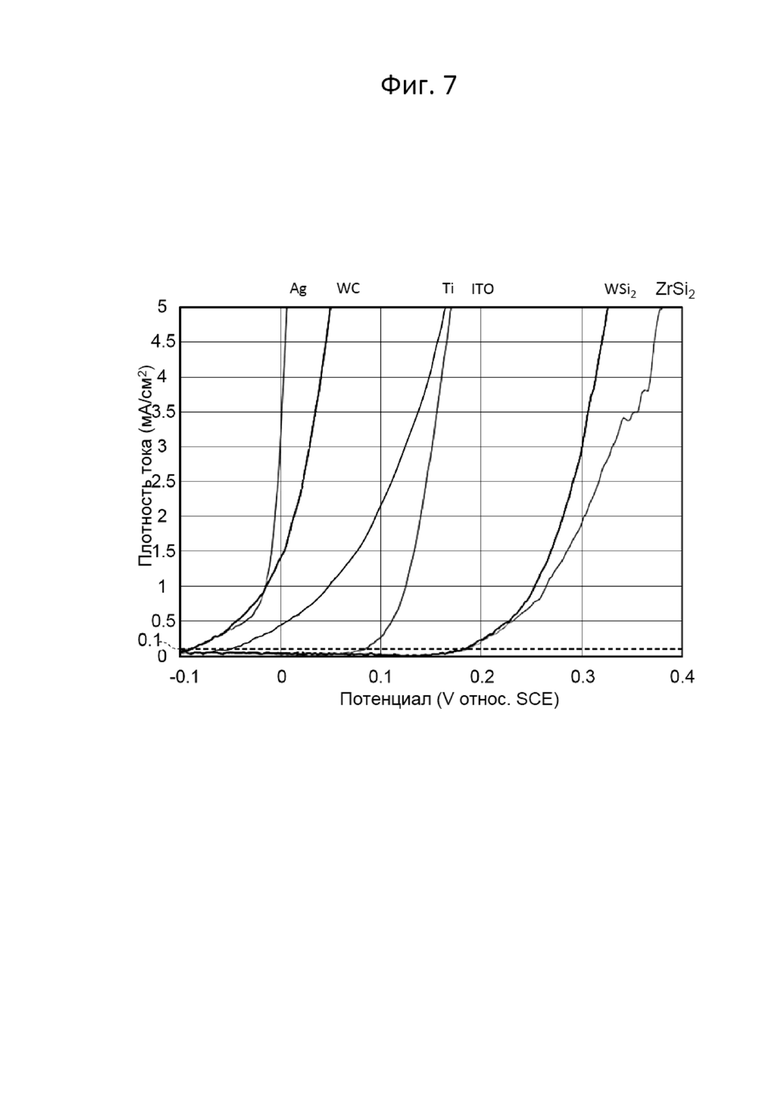
На ФИГ. 7 изображены кривые поляризации (поляризационные характеристики) WSi2, ZrSi2, ITO, Ti, WC и Ag (серебро);
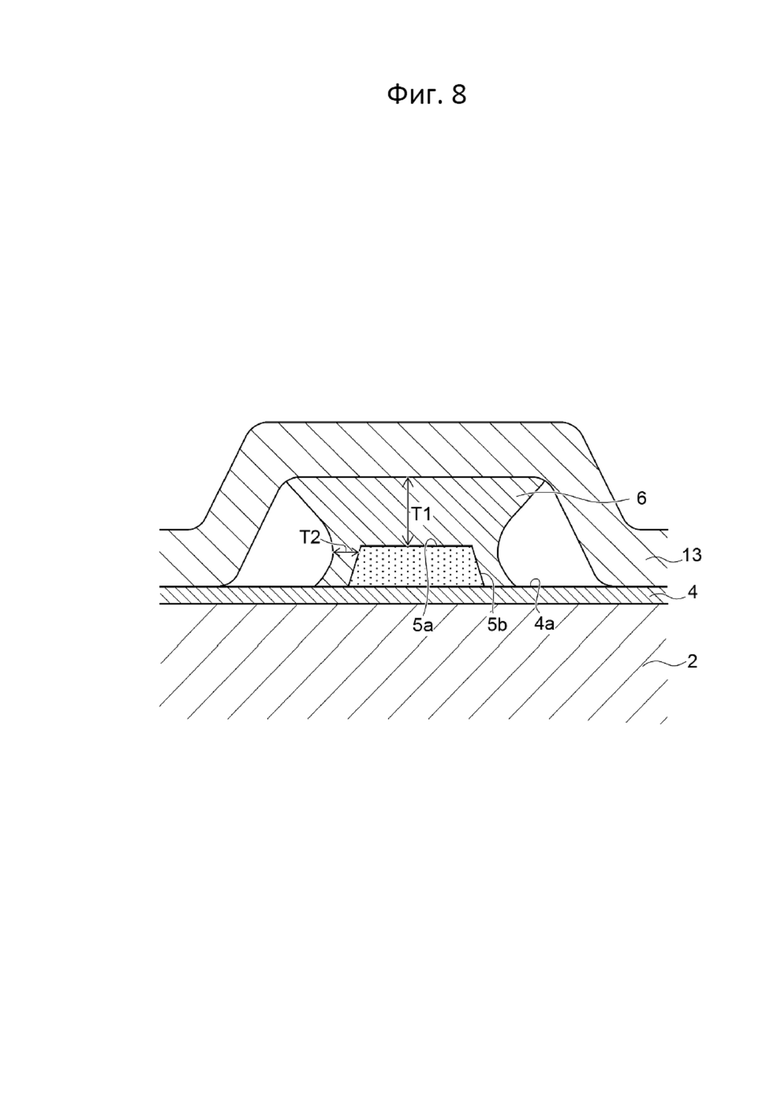
На ФИГ. 8 изображен вид в поперечном сечении, показывающий твердоэлектролитную мембрану, удаленную от боковых поверхностей затравочного слоя;
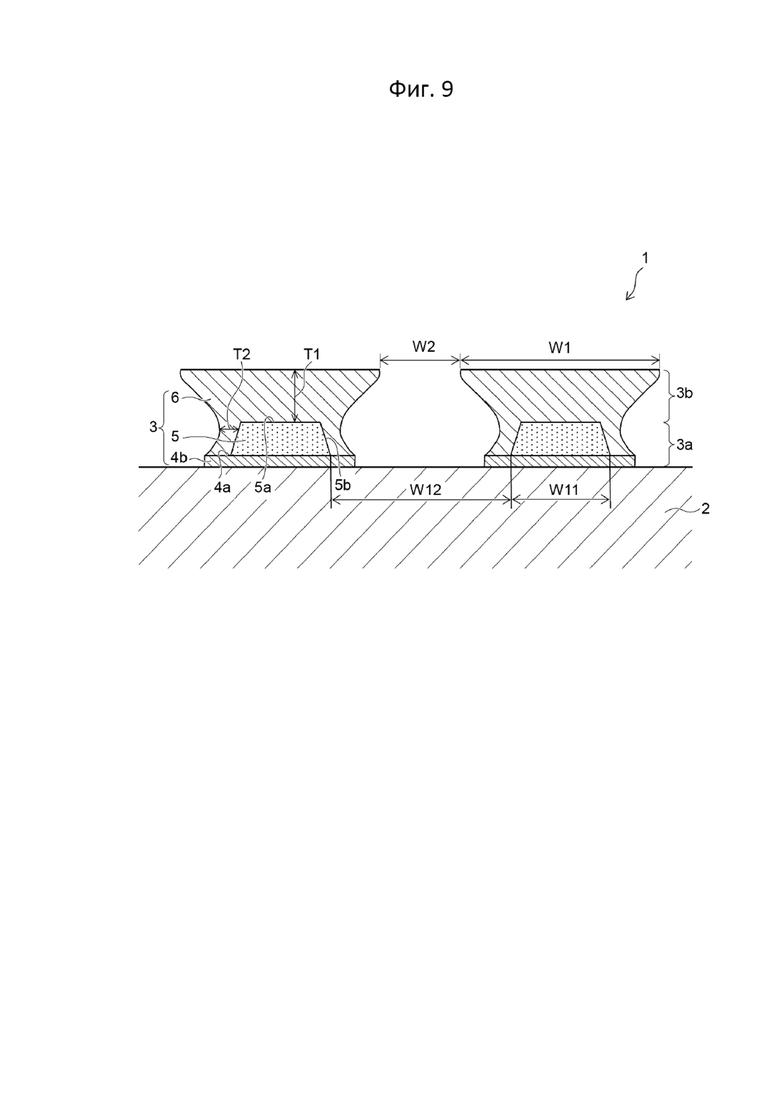
На ФИГ. 9 изображен вид в поперечном сечении, показывающий структуру слоя межсоединений в монтажной плате в соответствии с одним из вариантов осуществления настоящего изобретения;
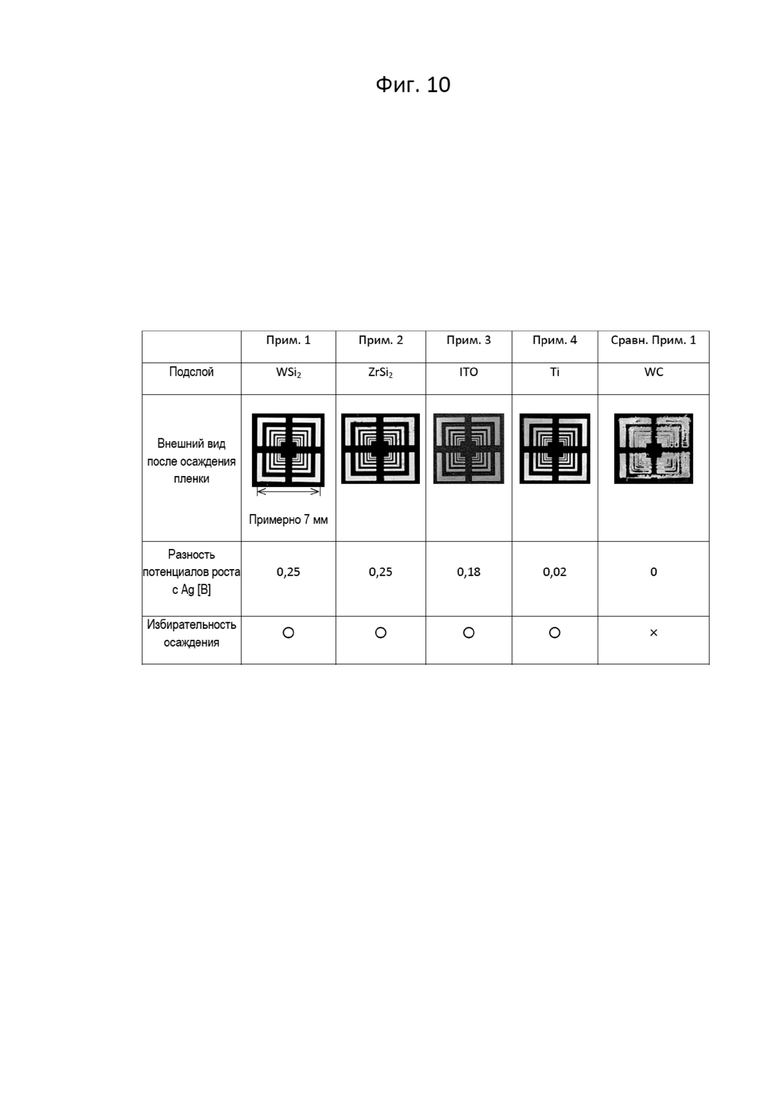
На ФИГ. 10 приведены фотографии, иллюстрирующие слои межсоединений в примерах 1-4 и сравнительном примере 1;
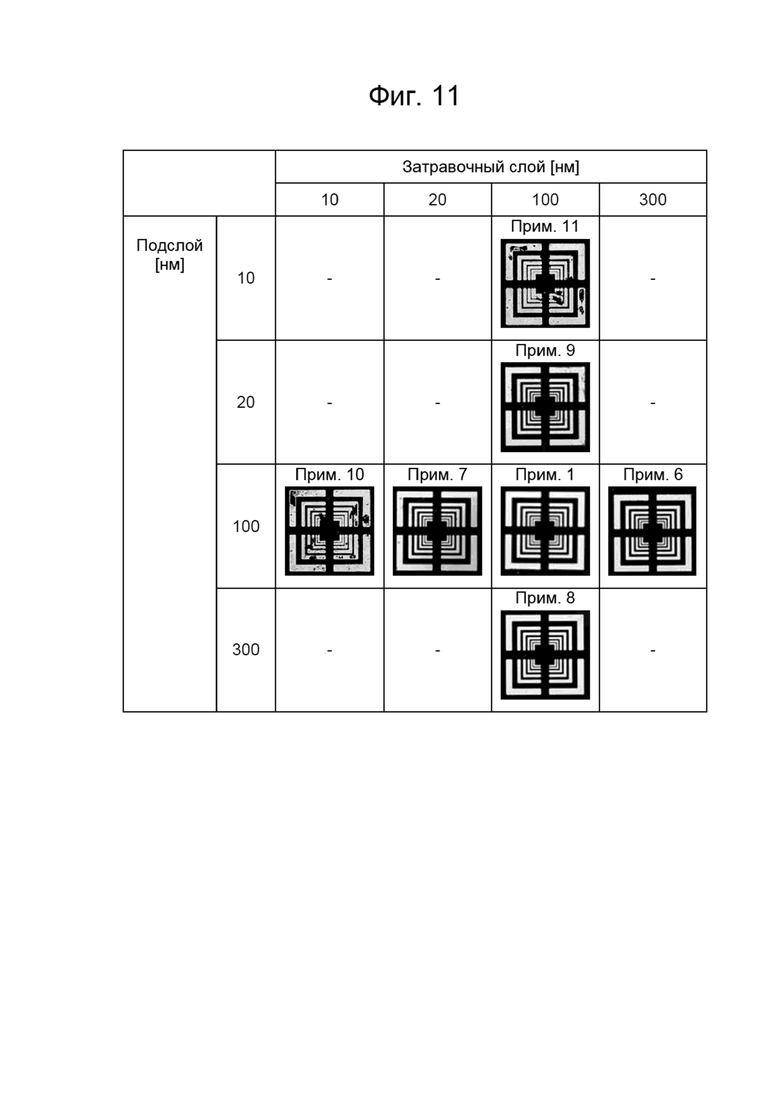
На ФИГ. 11 приведены фотографии, иллюстрирующие слои межсоединений в примерах 1 и 6-11;
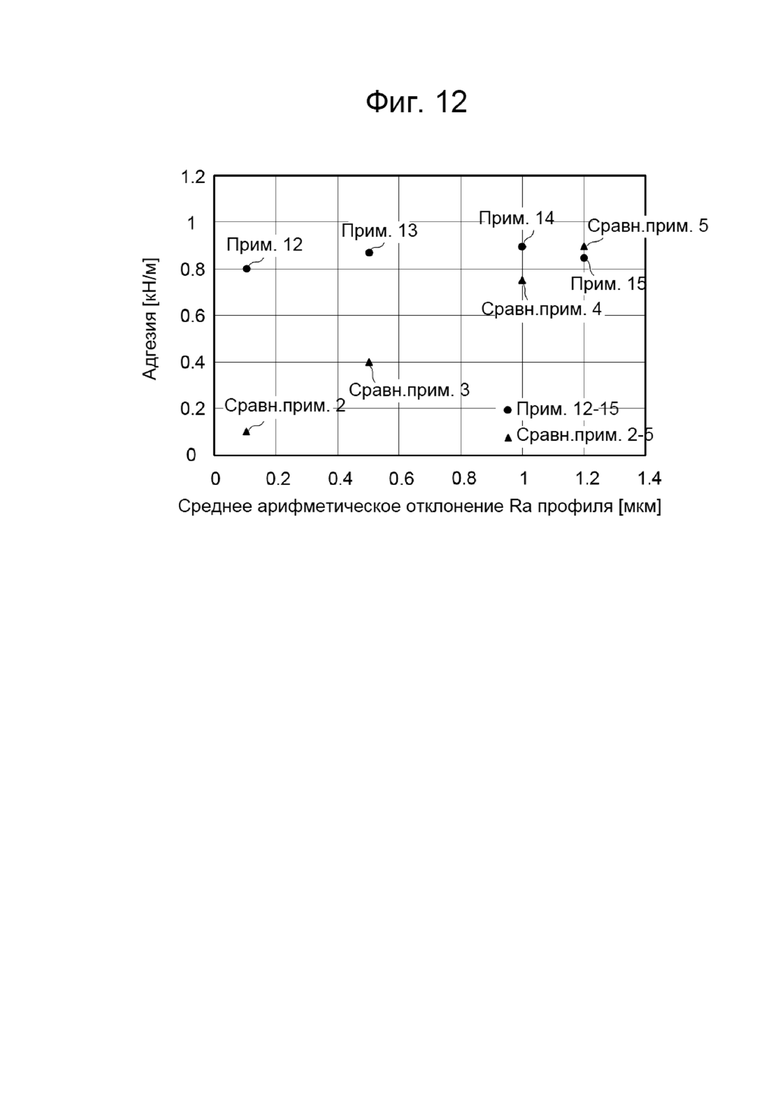
На ФИГ. 12 показан результат испытания на отслаивание для примеров 12-15 и сравнительных примеров 2-5; и
На ФИГ. 13 приведены фотографии, иллюстрирующие слой межсоединений в примере 16.
ПОДРОБНОЕ РАСКРЫТИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[24] Ниже раскрыта монтажная плата и способ изготовления монтажной платы в соответствии с вариантами осуществления настоящего изобретения.
[25] Сначала будет рассмотрен способ изготовления монтажной платы 1 в соответствии с одним из вариантов осуществления настоящего изобретения. На ФИГ. 1 изображена блок-схема способа изготовления монтажной платы 1 в соответствии с одним из вариантов осуществления настоящего изобретения. Как показано на ФИГ. 1, способ изготовления монтажной платы 1 содержит этап S1 формирования подслоя, этап S2 формирования затравочного слоя, этап S3 формирования слоя металлизации и этап S4 удаления. Ниже рассмотрен пример способа изготовления монтажной платы 1 согласно настоящему изобретению, содержащий этап S1 формирования подслоя и этап S2 формирования затравочного слоя. В другом примере способ изготовления монтажной платы 1 согласно настоящему изобретению не содержит этапа S1 формирования подслоя и этапа S2 формирования затравочного слоя, но может содержать этап подготовки подложки с затравочным слоем 9, содержащей подслой 4 на поверхности диэлектрической подложки 2 и затравочный слой 5 на поверхности подслоя 4. Способ изготовления монтажной платы 1 согласно настоящему изобретению не содержит этапа S1 формирования подслоя и может содержать этап подготовки подложки с подслоем, содержащей подслой 4 на поверхности подложки 2, и этап S2 формирования затравочного слоя. В любом случае, способ позволяет подготовить подложку с затравочным слоем 9, содержащую подложку 2, подслой 4 и затравочный слой 5.
[26] Как показано на ФИГ. 2, на этапе S1 формирования подслоя формируют электропроводящий подслой 4 на поверхности подготовленной диэлектрической подложки 2. Подслой 4 формируют на всей поверхности подложки 2 без использования маски.
[27] Подложка 2, по существу, не ограничена, и в некоторых вариантах осуществления подложку 2 выполняют из стеклоэпоксидной смолы, она представляет собой гибкую пленкообразную подложку, изготовленную из полиимидной смолы, например, или подложку выполненную из стекла. В частности, в некоторых вариантах осуществления используют подложку из стеклоэпоксидной смолы. В случае подложки 2 из смолы возможно использование термопластичных смол, в частности, смолы ABS, AS, AAS, PS, EVA, PMMA, PBT, PET, PPS, PA, POM, PC, PP, PE, смолы из смеси полимеров, содержащей эластомер и полипропилен, модифицированной смолы PPO, смолы PTFE или ETFE, термореактивных смол, например, фенольной смолы, меламиновой смолы, аминосмолы, ненасыщенной полиэфирной смолы, полиуретана, диаллилфталата, силиконовой смолы или алкидной смолы, смолы, полученной добавлением цианата, например, эпоксидной смолы, и жидкокристаллического полимера.
[28] В некоторых вариантах осуществления поверхность подложки 2 (верхняя поверхность на ФИГ. 2) представляет собой плоскую поверхность. Среднее арифметическое отклонение Ra профиля поверхности подложки 2, по существу, не ограничено и составляет 1 μм или менее в некоторых вариантах осуществления. Такое среднее арифметическое отклонение Ra профиля подложки 2, равное 1 μм или менее, уменьшает также среднее арифметическое отклонение Ra профиля подслоя 4. Нанесение краски на поверхность подслоя 4, которое будет рассмотрено ниже, предотвращает деформацию краски за счет формы поверхности (неровностей поверхности) подслоя 4. Такая конфигурация упрощает формирование затравочного слоя 5 с соотношением тонкая линия/интервал от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно. В настоящем раскрытии и формуле изобретения среднее арифметическое отклонение Ra профиля представляет собой значение, измеренное в соответствии со стандартом JIS B0601-1994.
[29] Поверхность подслоя 4 содержит оксид. Примеры слоя, поверхность которого содержит оксид, могут представлять собой слой, на поверхности которого образуется естественная оксидная пленка, и слой, содержащий оксид по всей толщине слоя. В некоторых вариантах осуществления подслой 4 представляет собой слой, на поверхности которого образуется естественная оксидная пленка. Под естественной оксидной пленкой понимают оксидную пленку, естественным образом образующуюся на поверхности вещества, находящегося в атмосферных условиях. Естественная оксидная пленка представляет собой, в частности, пассивную пленку, образующуюся на поверхности Al, Cr, Ti и их сплавов, а также SiO2, образующийся на поверхности ZrSi2 и WSi2.
[30] Если подслой 4 представляет собой слой, на поверхности которого образуется естественная оксидная пленка, такой подслой 4 в некоторых вариантах осуществления может быть выполнен из силицида. Под силицидом понимают соединение, состоящее из металла и кремния. Если подслой 4 выполнен из силицида, в некоторых вариантах осуществления силицид представляет собой силицид переходного металла. Под силицидом переходного металла понимают силицид, состоящий из переходного металла и кремния. Если подслой 4 выполнен из силицида переходного металла, таким силицидом переходного металла в некоторых вариантах осуществления может быть FeSi2, CoSi2, MoSi2, WSi2, VSi2, ReSi1.75, CrSi2, NbSi2, TaSi2, TiSi2 или ZrSi2, а также в некоторых вариантах осуществления ZrSi2 или WSi2.
[31] Выбор материала подслоя 4, по существу, не ограничен, и в некоторых вариантах осуществления может представлять собой силицид переходного металла, в частности, ZrSi2 или WSi2, оксид металла, в частности, ITO (оксид индия и олова), Ti, сплавы с содержанием Ti, сплавы с содержанием Cr, в частности, нержавеющую сталь, и электропроводящую смолу. В частности, в некоторых вариантах осуществления подслой 4 изготавливают из силицида переходного металла, в частности, ZrSi2 или WSi2. Толщина подслоя 4, по существу, не ограничена и в некоторых вариантах осуществления составляет от 20 нм до 300 нм включительно. Толщина подслоя 4 менее 20 нм может привести к неровностям в части слоя 6 металлизации на этапе S3 формирования слоя металлизации, раскрытом ниже. Толщина подслоя 4 более 300 нм улучшает формирование слоя 6 металлизации на раскрытом ниже этапе S3 формирования слоя металлизации, однако затраты на материалы и технологические процессы, необходимые для формирования и удаления подслоя 4, возрастают, а значит снижается экономическая целесообразность.
[32] В одном из примеров подслой 4 может быть сформирован напылением. При этом образуется ковалентная связь подслоя 4 с подложкой 2, что позволяет плотно соединить подслой 4 с подложкой 2. Даже если подложка 2 будет иметь среднее арифметическое отклонение Ra профиля не более 1 μм, такой подслой 4 позволит предотвратить отслаивание подслоя 4 от подложки 2. То есть, даже если подложка 2 имеет среднее арифметическое отклонение Ra профиля не более 1 μм, такой подслой 4 обеспечит достаточную адгезию между подложкой 2 и подслоем 4. Когда подложка 2 изготовлена из стеклоэпоксидной смолы, а подслой 4 изготовлен из силицида переходного металла, например, WSi2 или ZrSi2, адгезия между подслоем 4 и подложкой 2 улучшается. Способ формирования подслоя 4, по существу, не ограничен, и вместо напыления можно использовать другой способ, например, физическое осаждение из паровой фазы и химическое осаждение из паровой фазы, или электролитическое осаждение. Такое плотное соединение подслоя 4 и подложки 2 за счет ковалентной связи исключает необходимость в придании шероховатости поверхности подложки 2 для обеспечения адгезии между подслоем 4 и подложкой 2. Обычно площадь соприкосновения подложки 2 с подслоем 4 уменьшается со средним арифметическим отклонением Ra профиля подложки 2, и адгезия уменьшается соответственно. Поэтому обычно монтажные платы требуют придания шероховатости поверхности подложки.
[33] На этапе S2 формирования затравочного слоя формируют затравочный слой 5, имеющий предварительно заданный рисунок и содержащий металл на поверхности подслоя 4. Это формирует подложку с затравочным слоем 9, содержащую подложку 2, подслой 4 и затравочный слой 5.
[34] Нежелательно изготавливать затравочный слой 5 из того же материала, что и подслой 4, так как слой 6 металлизации не может быть избирательно сформирован на поверхности затравочного слоя 5, как будет раскрыто ниже. В некоторых вариантах осуществления затравочный слой 5 представляет собой слой, на поверхности которого не образуется естественная оксидная пленка, или слой, не содержащий оксида по всей своей толщине. Если на поверхности затравочного слоя 5 образуется естественная оксидная пленка, то в некоторых вариантах осуществления толщина естественной оксидной пленки затравочного слоя 5 будет меньше толщины естественной оксидной пленки подслоя 4. В частности, затравочный слой 5 может быть изготовлен из серебра, меди, золота, палладия и платины, причем в некоторых вариантах осуществления затравочный слой 5 выполнен из серебра или меди. Затравочный слой 5 может быть выполнен из двух и более материалов из группы, в которую входит серебро, медь, золото, палладий и платина.
[35] Толщина затравочного слоя 5, по существу, не ограничена и в некоторых вариантах осуществления составляет от 20 нм до 300 нм включительно. Толщина затравочного слоя 5 менее 20 нм может привести к неровностям в части слоя 6 металлизации на этапе S3 формирования слоя металлизации, раскрытом ниже. Толщина затравочного слоя 5 более 300 нм улучшает формирование слоя 6 металлизации на раскрытом ниже этапе S3 формирования слоя металлизации, однако стоимость материалов и процесса, необходимого для формирования затравочного слоя 5, возрастает, а значит снижается экономическая целесообразность. Соотношение линии/интервала между линиями затравочного слоя 5, по существу, не ограничено и составляет, например, от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно. То есть в одном из примеров линия (ширина линии) W11 затравочного слоя 5 составляет от 2 μм до 100 μм включительно, а интервал (интервал между линиями) W12 в затравочном слое 5 составляет от 2 μм до 100 μм включительно. Соотношение линии/интервала между линиями представляет собой соотношение ширины W11 линии/интервала W12 между линиями на виде в плане монтажной платы 1. Линия (ширина линии) W11 и интервал (интервал между линиями) W12 затравочного слоя 5 могут иметь одинаковые размеры или могут иметь различные размеры.
[36] Такой тонкий затравочный слой 5 означает очень малую площадь контакта между слоем 6 металлизации и затравочным слоем 5 в том случае, если слой 6 металлизации формируется только на поверхности (многослойной поверхности) 5а затравочного слоя 5. Это ухудшает адгезию между слоем 6 металлизации и затравочным слоем 5. Монтажная плата 1 согласно настоящему изобретению содержит слой 6 металлизации, размещенный для покрытия поверхности 5а и боковой поверхности 5b затравочного слоя 5, как будет раскрыто ниже. Это улучшает адгезию между слоем 6 металлизации и затравочным слоем 5, то есть облегчает адгезию между слоем 6 металлизации и тонким затравочным слоем 5.
[37] Как показано на ФИГ. 3, затравочный слой 5 формируют таким образом, чтобы получить несколько независимых рисунков 5с, расположенных на удалении друг от друга. На ФИГ. 3 несколько независимых рисунков 5c заштрихованы. Несколько независимых рисунков 5с электрически соединены друг с другом через подслой 4, вследствие чего слой 6 металлизации формируют, в том числе, на независимых рисунках 5с затравочного слоя 5 на раскрытом ниже этапе S3 формирования слоя металлизации. То есть, в то время, как обычные способы требуют формирования вывода для подачи напряжения на каждый из нескольких независимых рисунков, расположенных отдельно друг от друга, способ, предложенный настоящим изобретением, не требует формирования вывода для подачи напряжения на каждый из независимых рисунков 5с, поскольку независимые рисунки 5с электрически соединены друг с другом через подслой 4. Таким образом, нет необходимости в пространстве для формирования вывода, а значит, способ позволяет выполнять рисунок разводки более высокой плотности.
[38] В одном из примеров, на этапе S2 формирования затравочного слоя краску, содержащую частицы металла, наносят на поверхность подслоя 4, после чего отверждают, формируя затравочный слой 5 с предварительно заданным рисунком. Способ нанесения краски на поверхность подслоя 4, по существу, не ограничен, в частности, возможно использование различных способов печати, например, трафаретной, струйной и переводной печати. В одном из примеров затравочный слой 5 может быть сформирован без использования краски путем испарения или напыления. Способ отверждения нанесенной краски на поверхности подслоя 4, по существу, не ограничен, в частности, могут быть использованы различные способы, такие как спекание металлических частиц в краске или отверждение краски путем нагрева или сушки. При получении затравочного слоя 5 спеканием спекание выполняют при температуре жаропрочности подложки 2 или более низкой температуре (например, примерно 250°С или ниже, если подложка 2 изготовлена из стеклоэпоксидной смолы).
[39] Выбор материала металлических частиц в краске, по существу, не ограничен, и в некоторых вариантах осуществления материалом металлических частиц может быть серебро, медь, золото, палладий или платина. В частности, в некоторых вариантах осуществления металлические частицы состоят из серебра или меди. Металлические частицы могут быть выполнены из двух и более материалов из группы, в которую входит серебро, медь, золото, палладий и платина. Диаметр частиц металла, по существу, не ограничен и в некоторых вариантах осуществления уменьшен для формирования межсоединений порядка μм. В одном из примеров диаметр частиц находится в нанометровом диапазоне и составляет от 1 нм до 100 нм включительно. Такие частицы металла также называют наночастицами металла. В одном из примеров могут быть использованы наночастицы металла диаметром 20 нм и менее, что позволяет снизить температуру плавления частиц металла и, тем самым, облегчить спекание. Краска, содержащая наночастицы металла, облегчает формирование затравочного слоя 5 с мелким рисунком.
[40] Выбор дисперсионной среды и добавок, содержащихся в краске, по существу, не ограничен, и в некоторых вариантах осуществления они обладают свойством испарения во время спекания. В одном из примеров в качестве дисперсионной среды можно использовать деканол, а в качестве добавки можно использовать соль линейной жирной кислоты, содержащую примерно 10-17 атомов углерода.
[41] На виде в поперечном сечении затравочный слой 5 имеет поверхность 5a (верхнюю поверхность на ФИГ. 2) со стороны, противоположной стороне подложки 2, и боковые поверхности 5b, проходящие от обоих концов поверхности 5a к подложке 2. На виде в поперечном сечении затравочный слой 5 имеет сужающуюся форму, сужающуюся в зависимости от расстояния от подложки 2, или имеет форму прямоугольника.
[42] В настоящем варианте осуществления перед выполнением этапа S3 формирования слоя металлизации поверхность 4а подслоя 4 содержит оксид. Выбор оксида, по существу, не ограничен. Оксид может представлять собой естественную оксидную пленку, образующуюся на поверхности силицида, например, ZrSi2 или WSi2, или на поверхности металла, например, Ti или нержавеющей стали. Оксид может представлять собой оксидную пленку, отдельно нанесенную на поверхность силицида, металла или иного материала при условии, что на затравочный слой 5 можно будет избирательно подавать напряжение. Оксид, содержащий естественную оксидную пленку, позволяет легко сформировать подслой 4, поверхность 4a которого содержит оксид. В одном из примеров, когда подслой 4 содержит силицид, например, ZrSi2 или WSi2, на поверхности силицида образуется естественная оксидная пленка, содержащая SiO2. Если оксид представляет собой естественную оксидную пленку, такая естественная оксидная пленка образуется по всей поверхности 4а подслоя 4. Если оксид представляет собой отдельно нанесенную оксидную пленку, такая оксидная пленка образуется на участке поверхности 4а подслоя 4 без затравочного слоя 5 после этапа S2 формирования затравочного слоя. В любом случае, по меньшей мере, участок поверхности 4а подслоя 4 без затравочного слоя 5 содержит оксид.
[43] На этапе S3 формирования слоя металлизации формируют слой 6 металлизации на поверхности 5а затравочного слоя 5. Выбор материала слоя 6 металлизации, по существу, не ограничен, и в некоторых вариантах осуществления примером материала может быть медь, никель, серебро или золото. В частности, в некоторых вариантах осуществления слой 6 металлизации выполнен из меди. Толщина слоя 6 металлизации, по существу, не ограничена и в некоторых вариантах осуществления составляет от 1 μм до 100 μм включительно.
[44] Ниже раскрыта структура устройства 100 для осаждения пленки (см. ФИГ. 4), используемого для формирования слоя 6 металлизации на этапе S3 формирования слоя металлизации. Устройство 100 для осаждения пленки представляет собой устройство для осаждения пленки (устройство для электролитического осаждения), используемое для осаждения металлического покрытия (слоя 6 металлизации согласно настоящему варианту осуществления) способом электролитического осаждения твердого вещества, и формирует слой 6 металлизации на поверхности 5а затравочного слоя 5.
[45] Как показано на ФИГ. 4, устройство 100 для осаждения пленки содержит металлический анод 11, твердоэлектролитную мембрану 13, размещенную между анодом 11 и затравочным слоем 5, служащим катодом, и источник 16 питания для приложения напряжения между анодом 11 и подслоем 4. Подслой 4 и затравочный слой 5 электрически соединены между собой, поэтому во время осаждения пленки между анодом 11 и затравочным слоем 5 протекает электрический ток, вызванный приложением напряжения между анодом 11 и подслоем 4 от источника 16 питания.
[46] В настоящем варианте осуществления устройство 100 для осаждения пленки дополнительно содержит корпус 15. В корпус 15 помещают анод 11 и раствор L (в дальнейшем раствор L металла), содержащий ионы металла, в частности, меди, никеля, серебра или золота, то есть материал формируемого металлического покрытия (в данном случае – слоя 6 металлизации). Точнее говоря, пространство для размещения раствора L металла определяется между анодом 11 и твердоэлектролитной мембраной 13, и находящийся в этом пространстве раствор L металла течет с одной стороны на другую сторону.
[47] Анод 11 имеет форму пластины и может представлять собой либо растворимый анод, изготовленный из того же материала (например, меди), что и металлическое покрытие (в данном случае, слой 6 металлизации), либо анод, изготовленный из материала (например, титана), нерастворимого в растворе L металла. В данном варианте осуществления анод 11 и твердоэлектролитная мембрана 13 размещены на удалении друг от друга. В другом варианте осуществления анод 11 и твердоэлектролитная мембрана 13 могут соприкасаться друг с другом, и анод 11 может содержать пористое тело, пропускающее раствор L металла и поставляющее ионы металла на твердоэлектролитную мембрану 13. В этом случае, когда анод 11 прижат к твердоэлектролитной мембране 13, может произойти неравномерное осаждение вследствие изменения силы прижатия анода 11 к твердоэлектролитной мембране 13. Поэтому такая конфигурация прижатия анода 11 к твердоэлектролитной мембране 13 является неподходящей для изготовления межсоединений высокой плотности. Тем не менее, если плотность межсоединений невысока, негативное влияние неравномерного осаждения невелико, поэтому корпус 15 может иметь структуру с прижатием анода 11 к твердоэлектролитной мембране 13.
[48] Выбор твердоэлектролитной мембраны 13, по существу, не ограничен при условии, что при контакте твердоэлектролитной мембраны 13 с раствором L металла, как было указано выше, твердоэлектролитная мембрана 13 может быть насыщена (может содержать) ионами металла, а при подаче напряжения металл, происходящий из ионов металла, может осаждаться на поверхности катода (затравочный слой 5). В одном из примеров толщина твердоэлектролитной мембраны 13 составляет примерно от 5 μм до 200 μм. В частности, твердоэлектролитная мембрана 13 может быть выполнена из смолы с функцией катионного обмена, в том числе смолы на основе фтора, например, Nafion (зарегистрированная торговая марка) производства компании DuPont, углеводородной смолы, полиамидокислотной смолы и Selemion (серии CMV, CMD, CMF) производства компании Asahi Glass Co.
[49] Как было указано выше, раствор L металла представляет собой жидкость, содержащую металл металлического покрытия, формирующегося в ионном состоянии, в частности, медь, никель, серебро или золото. Раствор L металла представляет собой раствор (ионизацию) этих металлов в кислоте, например, азотной кислоте, фосфорной кислоте, янтарной кислоте, сульфате никеля или пирофосфорной кислоте.
[50] Кроме того, устройство 100 для осаждения пленки содержит подъемник 18 над корпусом 15, предназначенный для перемещения корпуса 15 вверх и вниз. Выбор подъемника 18, по существу, не ограничен при условии, что он способен перемещать корпус 15 вверх и вниз. В одном из примеров подъемник 18 может представлять собой гидравлический или пневматический цилиндр, электрический привод, линейную направляющую или двигатель. Корпус 15 содержит вход 15a для приема поставляемого раствора L металла и выход 15b для выгрузки раствора L металла. Вход 15a и выход 15b соединены трубой с резервуаром 101. Раствор L металла, откачанный насосом 102 из резервуара 101, поступает в корпус 15 через вход 15а, выходит из выхода 15b и возвращается в резервуар 101. Устройство 100 для осаждения пленки содержит клапан 103 регулирования давления на выходе 15b, причем клапан 103 регулирования давления и насос 102 поддерживают предварительно заданное давление раствора L металла в корпусе 15. В такой конфигурации твердоэлектролитная мембрана 13 прижимает затравочный слой 5 во время осаждения пленки за счет давления жидкости раствора L металла. В результате металлическое покрытие (слой 6 металлизации) может быть сформировано на затравочном слое 5 при равномерном прижатии затравочного слоя 5 твердоэлектролитной мембраной 13.
[51] Устройство 100 для осаждения пленки согласно данному варианту осуществления содержит металлическое крепление 40 для фиксации подложки 2. Металлическое крепление 40 электрически соединено (является электропроводящим) с отрицательным электродом источника 16 питания. Положительный электрод источника 16 питания электрически соединен (является электропроводящим) с встроенным в корпус 15 анодом 11.
[52] В частности, устройство 100 для осаждения пленки содержит электропроводящий элемент 17, который при осаждении пленки металлического покрытия соприкасается с частью подслоя 4 или затравочного слоя 5 (в частности, с их концами) таким образом, чтобы обеспечить непрерывную электрическую цепь между отрицательным электродом источника 16 питания и подслоем 4 или затравочным слоем 5. Электропроводящий элемент 17 выполнен с возможностью прикрепления к подложке 2 таким образом, чтобы он соприкасался с частью подслоя 4 во время осаждения пленки, и мог быть отделен от подложки 2. Электропроводящий элемент 17 представляет собой металлическую пластину, покрывающую часть края подложки 2, причем часть электропроводящего элемента 17 изогнута таким образом, чтобы она соприкасалась с металлическим креплением 40. Это позволяет пропускать ток через металлическое крепление 40 к подслою 4 через электропроводящий элемент 17. Электропроводящий элемент 17 может быть выполнен с возможностью соприкосновения с частью затравочного слоя 5. В этом случае также та часть затравочного слоя 5, которая соприкасается с электропроводящим элементом 17, через подслой 4 проводит ток в другую часть затравочного слоя 5.
[53] Как показано на ФИГ. 4, на этапе S3 формирования слоя металлизации подложку 2 и электропроводящий элемент 17 размещают в предварительно заданных положениях на металлическом креплении 40. После этого, как показано на ФИГ. 5, подъемник 18 опускает корпус 15 на предварительно заданную высоту. Когда раствор L металла нагнетают насосом 102, твердоэлектролитная мембрана 13 деформируется в соответствии с формой затравочного слоя 5 и подслоя 4, как показано на ФИГ. 6, и раствор L металла в корпусе 15 находится под заданным постоянным давлением, устанавливаемым клапаном 103 регулирования давления. То есть твердоэлектролитная мембрана 13 способна равномерно прижимать поверхность 5а и боковые поверхности 5b затравочного слоя 5 и поверхность 4a подслоя 4 посредством регулируемого давления жидкого раствора L металла в корпусе 15. Таким образом, когда твердоэлектролитная мембрана 13 прижимает поверхность 5а и боковые поверхности 5b затравочного слоя 5 и поверхность 4а подслоя 4, между анодом 11 и подслоем 4 приложено напряжение. В результате металл, происходящий из ионов металла, содержащихся в твердоэлектролитной мембране 13, осаждается на поверхность 5а и боковые поверхности 5b затравочного слоя 5. Приложенное напряжение непрерывно восстанавливает ионы металла из раствора L металла в корпусе 15 на катоде, в результате чего слой 6 металлизации формируется в твердоэлектролитной мембране 13.
[54] Поверхность 4а подслоя 4 содержит оксид, вследствие чего такая поверхность 4а подслоя 4, предположительно, имеет более высокую энергию активации реакции восстановления ионов металла по сравнению с поверхностью 5а и боковыми поверхностями 5b затравочного слоя 5. В такой конфигурации, несмотря на то, что твердоэлектролитная мембрана 13 непосредственно соприкасается с поверхностью 5а и боковыми поверхностями 5b затравочного слоя 5 и поверхностью 4a подслоя 4, ток протекает только по поверхности 5а и боковым поверхностям 5b затравочного слоя 5. Поэтому ионы металлов (в данном случае ионы меди), содержащиеся в твердоэлектролитной мембране 13, восстанавливаются на поверхности 5а и боковых поверхностях 5b, и металл (в данном случае медь) осаждается на этих поверхностях. В результате слой 6 металлизации избирательно образуется на поверхности 5а и боковых поверхностях 5b затравочного слоя 5 и поверхности 4а подслоя 4.
[55] Точнее говоря, как показано на ФИГ. 7, потенциал роста кривой поляризации (первой кривой поляризации) материала (например, WSi2, ZrSi2, ITO и Ti) подслоя 4 превышает потенциал роста кривой поляризации (второй кривой поляризации) материала (в данном случае серебра) затравочного слоя 5. Это означает, что поверхность 4а подслоя 4 имеет более высокую энергию активации реакции восстановления ионов металла по сравнению с поверхностью 5а и боковыми поверхностями 5b затравочного слоя 5. Под потенциалом роста понимают потенциал, при котором плотность тока начинает увеличиваться. Потенциал роста трудно поддается определению, когда плотность тока приближается к 0 мА/см2 (ошибка будет нарастать), поэтому за потенциал роста в данном случае принимают потенциал, соответствующий плотности тока 0,1 мА/см2. Потенциал роста кривой поляризации WC в значительной степени совпадает с потенциалом роста кривой поляризации (второй кривой поляризации) материала (в данном случае серебра) затравочного слоя 5. Поэтому WC нельзя использовать в качестве подслоя 4. Кривые поляризации, показанные на ФИГ. 7, будут раскрыты позже со ссылкой на примеры.
[56] Например, на поверхности WSi2 и ZrSi2 образуется естественная оксидная пленка SiO2. Потенциал при плотности тока 0,1 мА/см2 в этих кривых поляризации, таким образом, превышает потенциал при плотности тока 0,1 мА/см2 в кривой поляризации серебра на 0,02 В и более. Это означает, что при приложении напряжения, например, 0,1 В, между анодом 11 из меди и подслоем 4 из WSi2 или ZrSi2 ток протекает через затравочный слой 5 из серебра, но не протекает через подслой 4 из WSi2 или ZrSi2. Иными словами, когда ток протекает через затравочный слой 5, ток не протекает через подслой 4, так как на поверхности 4а подслоя 4 имеется оксид, и энергия активации поверхности 4а относительно высока, как было указано выше. Таким образом, разность потенциалов роста кривых поляризации между подслоем 4 и затравочным слоем 5 достаточно велика (примерно 0,02 В и более), что позволяет избирательно формировать слой 6 металлизации на затравочном слое 5, то есть только на поверхности 5а и боковых поверхностях 5b затравочного слоя 5 и поверхности 4а подслоя 4, непосредственно соприкасающихся с твердоэлектролитной мембраной 13. Таким образом, слой 6 металлизации формируется не только на поверхности 5а затравочного слоя 5, но и на боковых поверхностях 5b, что улучшает адгезию между слоем 6 металлизации и затравочным слоем 5 по сравнению со случаем, в котором слой 6 металлизации формируют только на поверхности 5а затравочного слоя 5.
[57] Когда напряжение приложено постоянно между анодом 11 и подслоем 4 в этом состоянии, на поверхности 5а и боковых поверхностях 5b затравочного слоя 5 постепенно формируется слой 6 металлизации, и толщина слоя 6 металлизации увеличивается. В это время слой 6 металлизации на каждой из боковых поверхностей 5b растет от боковой поверхности 5b в направлении вдоль поверхности 4a подслоя 4 (направление влево-вправо на ФИГ. 8), и слой 6 металлизации формируется на поверхности 4a подслоя 4 только в части, близкой к затравочному слою 5.
[58] Когда металл (в данном случае медь) осаждается на поверхность 5а и боковые поверхности 5b затравочного слоя 5, ток концентрируется на обоих концах поверхности 5а затравочного слоя 5 на ФИГ. 6. Таким образом, слой 6 металлизации растет, в том числе, в направлении ширины, то есть слой 6 металлизации расширяется в соответствии с удалением от затравочного слоя 5. Когда толщина слоя 6 металлизации увеличивается по сравнению с состоянием на ФИГ. 6, твердоэлектролитная мембрана 13 находится на удалении от нижних концов боковых поверхностей 5b затравочного слоя 5, как показано на ФИГ. 8. Таким образом, слой 6 металлизации не будет расти на боковых поверхностях 5b затравочного слоя 5.
[59] Постоянно приложенное напряжение между анодом 11 и подслоем 4 приводит к получению формы слоя 6 металлизации, показанной на ФИГ. 8. В частности, толщина T1 слоя 6 металлизации на поверхности 5а затравочного слоя 5 превышает толщину T2 слоя 6 металлизации на боковой поверхности 5b.
[60] После формирования слоя 6 металлизации с предварительно заданной толщиной T1, прекращают приложение напряжения между анодом 11 и подслоем 4, а также прекращают нагнетание раствора L металла насосом 102. После этого корпус 15 поднимают на предварительно заданную высоту, а подложку 2 снимают с металлического крепления 40.
[61] Как было указано выше, на этапе S3 формирования слоя металлизации формируют слой 6 металлизации путем электролитического осаждения, что увеличивает скорость осаждения пленки и тем самым ускоряет нанесение покрытия по сравнению с вариантом, в котором слой 6 металлизации формируют способом неэлектролитной металлизации.
[62] На этапе S4 удаления удаляют открытый участок R без затравочного слоя 5 и слоя 6 металлизации подслоя 4 без использования маски, в результате чего слой 3 межсоединений, содержащий подслой 4b, затравочный слой 5 и слой 6 металлизации, образуется на поверхности подложки 2. Выбор способа удаления открытого участка R, по существу, не ограничен; допускается использование различных способов, в частности, плазменного травления, напыления и химического травления. В одном из примеров, если подслой 4 выполнен из WSi2 или ZrSi2, в некоторых вариантах осуществления открытый участок R удаляют плазменным травлением с использованием газа CF4.
[63] Соотношение линии/интервала между линиями слоя 3 межсоединений, по существу, не ограничено. В одном из примеров, когда интервал между линиями затравочного слоя 5 составляет 2 μм, примерно 1 μм оставляют для интервала слоя 3 межсоединений. С этой точки зрения, когда соотношение линия/интервал между линиями затравочного слоя 5 составляет от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно, например, соотношение линия/интервал между линиями слоя 3 межсоединений составит от 3 μм до 101 μм включительно/от 1 μм до 99 μм включительно. Монтажная плата 1 с такой тонкой разводкой подходит для монтажа высокой плотности. Соотношение линии/интервала между линиями представляет собой соотношение ширины W1 дорожки/интервала W2 между дорожками на плане монтажной платы 1 (см. ФИГ. 9).
[64] Как показано на ФИГ. 9, слой 3 межсоединений формируется сужающимся (трапециевидная форма на ФИГ. 9), который сужается в зависимости от расстояния от подложки 2 в части 3а, расположенной ближе к подложке 2, чем поверхность 5а затравочного слоя 5. Слой 3 межсоединений формируется расширяющимся (обратная трапециевидная форма на ФИГ. 9) в зависимости от расстояния от подложки 2 в части 3b, расположенной дальше от подложки 2, чем поверхность 5а затравочного слоя 5. Ширина сужающейся части (части 3а) слоя 6 металлизации меньше ширины расширяющейся части (части 3b) слоя 6 металлизации. Это сохраняет ширину проводящей дорожки с расширяющейся частью и расширяет интервал между проводящими дорожками (интервал между дорожками в непосредственной близости от поверхности подложки 2) между сужающимися частями. Это сохраняет надежную изоляцию между проводящими дорожками.
[65] Толщина T1 слоя 6 металлизации на поверхности 5а затравочного слоя 5 превышает толщину T2 слоя 6 металлизации на боковой поверхности 5b. Это позволяет сохранить толщину слоя 3 межсоединений, не уменьшая интервал между проводящими дорожками слоя 3 межсоединений, и тем самым облегчает поддержание надежной изоляции между проводящими дорожками. В одном из примеров толщина Т1 слоя 6 металлизации на поверхности 5а составляет от 1 μм до 100 μм включительно, а толщина Т2 слоя 6 металлизации на боковой поверхности 5b составляет 2 μм и менее. Толщина T1 слоя 6 металлизации, составляющая 1 μм или более, позволяет предотвратить избыточное сопротивление проводящих дорожек даже при тонкой разводке слоя 3 межсоединений. Толщина T1 слоя 6 металлизации, составляющая 100 μм и менее, позволяет избежать избыточно длительного времени (время нанесения покрытия), необходимого для формирования слоя 6 металлизации.
[66] Таким образом, способ позволяет получить монтажную плату 1, показанную на ФИГ. 9.
[67] В настоящем варианте осуществления твердоэлектролитную мембрану 13 прижимают к затравочному слою 5 и подслою 4, а между анодом 11 и подслоем 4 прикладывают напряжение, как было указано выше. В результате восстанавливаются ионы металла, содержащиеся в твердоэлектролитной мембране 13, что формирует слой 6 металлизации на поверхности 5а и боковых поверхностях 5b затравочного слоя 5. Для формирования слоя 6 металлизации на поверхности 5а затравочного слоя 5 твердоэлектролитную мембрану 13 прижимают к затравочному слою 5 и подслою 4. При этом твердоэлектролитная мембрана 13 тесно контактирует как с подслоем 4, так и затравочным слоем 5. Поверхность 4а подслоя 4 содержит оксид, вследствие чего такая поверхность 4а подслоя 4, предположительно, имеет более высокую энергию активации реакции восстановления ионов металла по сравнению с поверхностью (поверхностью 5а и боковыми поверхностями 5b) затравочного слоя 5. При этом слой 6 металлизации избирательно формируется только на поверхности затравочного слоя 5 и подслоя 4, что позволяет сформировать слой 6 металлизации на поверхности затравочного слоя 5 без использования рисунка в смоляном резисте. После этого открытый участок R подслоя 4 без затравочного 5 слоя и слоя 6 металлизации удаляют, формируя тем самым слой 3 межсоединений с предварительно заданной схемой межсоединений на поверхности подложки 2. Как было указано выше, способ формирует слой 6 металлизации на поверхности затравочного слоя 5 без использования рисунка в смоляном резисте, таким образом, способ не нуждается в формировании и удалении рисунка в резисте. Таким образом, способ не требует много этапов изготовления монтажной платы 1 и не приводит к образованию большого количества жидких отходов.
[68] Поскольку твердоэлектролитную мембрану 13 прижимают к затравочному слою 5 и подслою 4, напряжение приложено между анодом 11 и подслоем 4. Это формирует слой 6 металлизации при деформации твердоэлектролитной мембраны 13 таким образом, чтобы соответствовать форме затравочного слоя 5 и подслоя 4. В результате слой 6 металлизации формируют на поверхности 5а и боковых поверхностях 5b затравочного слоя 5, то есть слой 6 металлизации формируют таким образом, чтобы он покрывал поверхность 5а и боковые поверхности 5b затравочного слоя 5. Это улучшает адгезию между слоем 6 металлизации и затравочным слоем 5 по сравнению со случаем, в котором слой 6 металлизации формируют только на поверхности 5а затравочного слоя 5.
ПРИМЕРЫ
[69] Ниже раскрыты примеры настоящего изобретения.
[70]
<Материал затравочного слоя>
(Пример 1)
Монтажная плата 1 была изготовлена согласно раскрытому выше способу изготовления, с использованием стекла в качестве материала подложки 2, WSi2 в качестве материала подслоя 4, серебра в качестве материала затравочного слоя 5 и меди в качестве материала слоя 6 металлизации. В частности, подслой 4 из WSi2 сформировали на поверхности подложки 2 из стекла напылением с использованием WSi2 в качестве мишени. При этом толщина подслоя 4 составила 100 нм. Затем на поверхности подслоя 4 с помощью краски, содержащей наночастицы серебра со средним диаметром частиц 50 нм, сформировали затравочный слой 5 толщиной 100 нм. При этом краску наносили на поверхность подслоя 4 способом трафаретной печати, а наночастицы серебра спекали при температуре 120°С для формирования затравочного слоя 5. Затравочный слой 5 сформировали таким образом, чтобы он содержал несколько независимых рисунков 5с.
[71] В дальнейшем слой 6 металлизации сформировали на поверхности 5а затравочного слоя 5 с помощью устройства 100 для осаждения пленки. В качестве раствора L металла использовали водный раствор сульфата меди 1,0 моль/л, в качестве анода 11 использовали бескислородную медную проволоку, а в качестве твердоэлектролитной мембраны 13 использовали Nafion (зарегистрированная торговая марка) (толщиной примерно 8 μм). В то время как твердоэлектролитную мембрану 13 прижимали к затравочному слою 5 с давлением 1,0 МПа с помощью насоса 102, слой 6 металлизации формировался при плотности тока 0,23 мА/см2 с приложенным напряжением примерно 0,5 В (контроль постоянного тока на уровне примерно 100 мА). Толщина T1 слоя 6 металлизации составила 5 μм.
[72] После этого открытый участок R подслоя 4 без затравочного слоя 5 и слоя 6 металлизации удалили способом вакуумно-плазменного травления с использованием газа CF4. Таким образом была получена монтажная плата 1 согласно примеру 1.
[73]
(Пример 2)
Материалом подслоя 4 являлся ZrSi2. В остальном способ изготовления соответствовал способу в примере 1.
[74]
(Пример 3)
Материалом подслоя 4 являлся ITO. В остальном способ изготовления соответствовал способу в примере 1.
[75]
(Пример 4)
Материалом подслоя 4 являлся Ti. В остальном способ изготовления соответствовал способу в примере 1.
[76]
(Сравнительный пример 1)
Материалом подслоя 4 являлся WC. В остальном способ изготовления соответствовал способу в примере 1.
[77]
После этого были исследованы слои 3 межсоединений в примерах 1-4 и сравнительном примере 1. На ФИГ. 10 показаны результаты.
[78] Как показано на ФИГ. 10, слои 3 межсоединений в примерах 1-4 сформированы оптимальным образом. В частности, медь (слой 6 металлизации) не формировалась в области без затравочного слоя 5 (открытый участок R подслоя 4) и формировалась только на затравочном слое 5. Медь (слой 6 металлизации) равномерно формировалась на затравочном слое 5, при этом затравочный слой 5, например, не был открыт. Напротив, в сравнительном примере 1 осаждение меди (слой 6 металлизации) имело место, в том числе, в области без затравочного слоя 5 (область на WC). Это показывает, что слой 6 металлизации был избирательно осажден в примерах 1-4, и слой 6 металлизации не был (или был менее) избирательно осажден в сравнительном примере 1.
[79] Для определения причины были исследованы кривые поляризации (поляризационные характеристики) WSi2, ZrSi2, ITO, Ti, WC и серебра. В частности, в качестве электролита использовали раствор сульфата меди в концентрации 1 моль/л при температуре 25°С, в качестве противоэлектрода использовали бескислородную медную проволоку, в качестве эталонного электрода использовали насыщенный каломельный электрод (НС-205С производства компании DKK-TOA Co.). После этого кривые поляризации (поляризационные характеристики) были измерены при скорости развертки потенциала 10 мВ/с с использованием в качестве рабочего электрода потенциостата (HZ-7000 производства компании Hokuto Denko Co.) с WSi2, ZrSi2, ITO, Ti, WC или серебром. При этом в качестве электролитической ячейки использовали химический стакан, количество электролита составляло 1,0 л, а скорость перемешивания составляла 300 об/мин. В результате были получены кривые поляризации (поляризационные характеристики) WSi2, ZrSi2, ITO, Ti, WC и серебра, изображенные на ФИГ. 7.
[80] Как показано на ФИГ. 7, отличие потенциалов роста WSi2, ZrSi2, ITO, Ti и WC от потенциала роста серебра составили примерно 0,25 В, примерно 0,25 В, примерно 0,18 В, примерно 0,02 В и примерно 0 В, соответственно. Под потенциалом роста в этом случае понимают потенциал при плотности тока 0,1 мА/см2.
[81] Это показывает, что в качестве материала подслоя 4 можно использовать материал с разностью потенциалов роста примерно 0,02 В и более относительно материала затравочного слоя 5 (в данном случае серебра) при плотности тока 0,1 мА/см2, что позволяет сформировать слой 6 металлизации только на затравочном слое 5 и не формировать его в области без затравочного слоя 5 (открытый участок R подслоя 4). Такой подслой 4 с большой разностью потенциала роста относительно затравочного слоя 5 увеличивает избирательность осаждения при формировании слоя 6 металлизации. Это предотвращает осаждение слоя 6 металлизации на подслой 4 даже в том случае, если слой 6 металлизации формируют при большей плотности тока, ускоряя тем самым формирование слоя 6 металлизации.
[82]
<Поперечное сечение слоя межсоединений>
(Пример 5)
Материалом подложки 2 являлась стеклоэпоксидная смола, а толщина Т1 слоя 6 металлизации на поверхности 5а затравочного слоя 5 составила 10 μм. В остальном способ изготовления соответствовал способу в примере 1. Затем было исследовано поперечное сечение слоя 3 межсоединений в примере 5.
[83] Подобно схематичному виду в поперечном сечении на ФИГ. 9, слой 6 металлизации в примере 5 имел форму, покрывающую поверхность 5а и боковые поверхности 5b затравочного слоя 5. Толщина T1 слоя 6 металлизации на поверхности 5а затравочного слоя 5 превышала толщину T2 слоя 6 металлизации на боковой поверхности 5b. Толщина Т1 слоя 6 металлизации на поверхности 5а составила 10 μм, а толщина Т2 слоя 6 металлизации на боковой поверхности 5b составила 2 μм и менее.
[84] Слой 3 межсоединений был сформирован с сужающейся формой (трапециевидная форма на ФИГ. 9), которая сужается в зависимости от расстояния от подложки 2 в части 3а, расположенной ближе к подложке 2, чем поверхность 5а затравочного слоя 5. Слой 3 межсоединений был выполнен с расширяющейся формой (обратная трапециевидная форма на ФИГ. 9) в зависимости от расстояния от подложки 2 в части 3b, расположенной дальше от подложки 2, чем поверхность 5а затравочного слоя 5. Ширина сужающейся части (части 3а) слоя 3 межсоединений была меньше ширины расширяющейся части (части 3b) слоя 3 межсоединений.
[85]
<Оптимальная толщина подслоя и затравочного слоя>
(Пример 6)
Толщина затравочного слоя 5 составила 300 нм. В остальном способ изготовления соответствовал способу в примере 1.
[86]
(Пример 7)
Толщина затравочного слоя 5 составила 20 нм. В остальном способ изготовления соответствовал способу в примере 1.
[87]
(Пример 8)
Толщина подслоя 4 составила 300 нм. В остальном способ изготовления соответствовал способу в примере 1.
[88]
(Пример 9)
Толщина подслоя 4 составила 20 нм. В остальном способ изготовления соответствовал способу в примере 1.
[89]
(Пример 10)
Толщина затравочного слоя 5 составила 10 нм. В остальном способ изготовления соответствовал способу в примере 1.
[90]
(Пример 11)
Толщина подслоя 4 составила 10 нм. В остальном способ изготовления соответствовал способу в примере 1.
[91] В примерах 6, 7 и 10 толщину затравочного слоя 5 регулировали путем изменения количества наносимой краски. В примерах 8, 9 и 11 толщину подслоя 4 регулировали путем изменения времени напыления. После этого были исследованы слои 3 межсоединений в примерах 1 и 6-11. На ФИГ. 11 показаны результаты.
[92] Как показано на ФИГ. 11, слои 3 межсоединений в примерах 1, 6-9 сформированы оптимальным образом. В частности, медь (слой 6 металлизации) не формировалась в области без затравочного слоя 5 (открытый участок R подслоя 4) и формировалась только на затравочном слое 5. Медь (слой 6 металлизации) равномерно формировалась на затравочном слое 5, при этом затравочный слой 5, например, не был открыт. Таким образом, было установлено, что монтажную плату 1 можно формировать оптимальным образом, установив толщину подслоя 4 равной от 20 нм до 300 нм включительно, а толщину затравочного слоя 5 – равной от 20 нм до 300 нм включительно.
[93] В примерах 10 и 11 медь (слой 6 металлизации) не была сформирована в области без затравочного слоя 5 (открытый участок R подслоя 4) и формировалась только на затравочном слое 5. Тем не менее медь (слой 6 металлизации) не была сформирована в части области на затравочном слое 5, что означает появление неравномерности. Степень неравномерности части меди (слоя 6 металлизации), как в примерах 10 и 11, не вызывает проблем при использовании монтажной платы 1.
[94] Монтажная плата 1, имеющая толщину подслоя 4 более 300 нм и толщину затравочного слоя 5 более 300 нм еще можно сформировать оптимальным образом. Однако это снижает экономическую целесообразность, так как увеличиваются затраты на материал и технологические процессы, необходимые для формирования подслоя 4 и затравочного слоя 5 и удаление подслоя 4.
[95]
(Пример 12)
Материалом подложки 2 являлась стеклоэпоксидная смола, а среднее арифметическое отклонение Ra профиля подложки 2 составило 0,1 μм. В остальном способ изготовления соответствовал способу в примере 1.
[96]
(Пример 13)
Среднее арифметическое отклонение Ra профиля подложки 2 составило 0,5 μм. В остальном способ изготовления соответствовал способу в примере 12.
[97]
(Пример 14)
Среднее арифметическое отклонение Ra профиля подложки 2 составило 1,0 μм. В остальном способ изготовления соответствовал способу в примере 12.
[98]
(Пример 15)
Среднее арифметическое отклонение Ra профиля подложки 2 составило 1,2 μм. В остальном способ изготовления соответствовал способу в примере 12.
[99]
(Сравнительный пример 2)
Материалом подложки 2 являлась стеклоэпоксидная смола, а среднее арифметическое отклонение Ra профиля подложки 2 составляло 0,1 μм. После этого медную разводку сформировали на поверхности подложки 2 способом неэлектролитной металлизации с использованием известного полуаддитивного способа.
[100]
(Сравнительный пример 3)
Среднее арифметическое отклонение Ra профиля подложки 2 составляла 0,5 μм. В остальном способ изготовления соответствовал способу в сравнительном примере 2.
[101]
(Сравнительный пример 4)
Среднее арифметическое отклонение Ra профиля подложки 2 составляла 1,0 μм. В остальном способ изготовления соответствовал способу в сравнительном примере 2.
[102]
(Сравнительный пример 5)
Среднее арифметическое отклонение Ra профиля подложки 2 составляла 1,2 μм. В остальном способ изготовления соответствовал способу в сравнительном примере 2.
[103] Среднее арифметическое отклонение Ra профиля подложки 2 в примерах 12-15 и сравнительных примерах 2-5 было выверено в процессе изготовления подложки 2. После этого было выполнено испытание на отслаивание в примерах 12-15 и сравнительных примерах 2-5. Ширина слоя 3 межсоединений была принята равной 10 мм, и слой 3 межсоединений был вытянут в направлении, перпендикулярном подложке 2.
[104] Как показано на ФИГ. 12, адгезия слоя 3 межсоединений к подложке 2 в примерах 12-15 составила примерно 0,8 кН/м, примерно 0,87 кН/м, примерно 0,9 кН/м и примерно 0,85 кН/м соответственно. Во всех примерах 12-15 имело место разрушение (отслаивание) внутри подложки 2. Таким образом, обнаружилось, что слои 3 межсоединений в примерах 12-15 прочно приклеивались к подложке 2 независимо от среднего арифметического отклонения Ra профиля их подложек 2.
[105] Адгезия слоя 3 межсоединений к подложке 2 в сравнительных примерах 2-5 составила примерно 0,1 кН/м, примерно 0,4 кН/м, примерно 0,64 кН/м и примерно 0,89 кН/м соответственно. В сравнительных примерах 2-4 на границе раздела между слоем 3 межсоединений (медная разводка, выполненная способом неэлектролитной металлизации) и подложкой 2 наблюдалось отслаивание, а разрушение (отслаивание) внутри подложки 2 имело место только в сравнительном примере 5. Таким образом, обнаружилось, что при среднем арифметическом отклонении Ra профиля подложки 2 не более 1,0 μм в сравнительных примерах 2-5 имели место трудности с надежным соединением слоев 3 межсоединений (выполнение медной разводки путем неэлектролитной металлизации) с подложкой 2. Напротив, способ изготовления согласно настоящему изобретению обеспечивает надежное соединение слоев 3 межсоединений с подложкой 2, как показано в примерах 12-15, даже если среднее арифметическое отклонение Ra профиля подложки 2 составляло 1,0 μм и менее. Поэтому способ изготовления согласно данному варианту осуществления особенно эффективен, когда среднее арифметическое отклонение Ra профиля подложки 2 составляет 1,0 μм и менее.
[106] Адгезия слоя 3 межсоединений к подложке 2 в примерах 12-15 была улучшена благодаря тому, что в этих примерах подслой 4 был сформирован на поверхности подложки 2 путем напыления, что позволило прочно соединить подложку 2 с подслоем 4 благодаря ковалентной связи Si-O. Аналогичным образом, формирование подслоя 4 на поверхности подложки 2 путем испарения создает прочное соединение подложки 2 с подслоем 4 за счет ковалентной связи, что также улучшает адгезию слоя 3 межсоединений к подложке 2.
[107]
(Пример 16)
Материалом подслоя 4 являлся ZrSi2 и толщина подслоя составляла 100 нм. В остальном способ изготовления соответствовал способу в примере 1. Затем был исследован слой 3 межсоединений в примере 16.
[108] Как показано на ФИГ. 13, слой 3 межсоединений в примере 16 сформирован оптимальным образом. В частности, медь (слой 6 металлизации) не была сформирована в области без затравочного слоя 5 (открытый участок R подслоя 4) и формировалась только на затравочном слое 5. Медь (слой 6 металлизации) равномерно формировалась на затравочном слое 5, при этом затравочный слой 5, например, не был открыт.
[109] Раскрытый здесь вариант осуществления изобретения следует истолковывать как во всех отношениях имеющий иллюстративный, а не ограничивающий характер. Объем настоящего изобретения определен формулой изобретения, а не раскрытием вариантов осуществления, и предполагает включение в себя любых модификаций в пределах значения и объема, эквивалентных формуле изобретения.
[110] Например, в вышеприведенном варианте осуществления показан пример наличия слоя 3 межсоединений только на одной поверхности подложки 2, однако настоящее изобретение не ограничивается этим вариантом. В другом примере, слой 3 межсоединений может быть предусмотрен на одной и другой поверхности подложки 2 (с верхней и нижней стороны) для формирования двухслойной подложки. В другом варианте осуществления подложка может быть многослойной и состоять из четырех (и более) слоев.
[111] В вышеуказанном варианте осуществления рассмотрен пример способа изготовления монтажной платы 1, содержащий этап S1 формирования подслоя и этап S2 формирования затравочного слоя. То есть в приведенном выше варианте осуществления раскрыт пример включения этапа формирования подслоя 4 на поверхности подложки 2 и этапа формирования затравочного слоя 5 на поверхности подслоя 4. Настоящее изобретение не ограничивается перечисленными вариантами, и способ позволяет подготовить подложку 2, содержащую подслой 4 на поверхности, а затем сформировать затравочный слой 5 на поверхности подслоя 4, или же подготовить подложку 2, содержащую подслой 4 и затравочный слой 5 на поверхности, а затем сформировать слой 6 металлизации на поверхности затравочного слоя 5.
РАСКРЫТИЕ УСЛОВНЫХ ЗНАКОВ
[112]
1 Монтажная плата
2 Подложка
3 Слой межсоединений
3a, 3b Часть
4, 4b Подслой
4a Поверхность
5 Затравочный слой
5a Поверхность
5b Боковая поверхность
5c Независимый рисунок
6 Слой металлизации
9 Подложка с затравочным слоем
11 Анод
13 Твердоэлектролитная мембрана
L Раствор металла
R Открытый участок
T1, T2 Толщина.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПЕЧАТНЫХ ПЛАТ ИЗ СТЕКЛОТЕКСТОЛИТА | 1992 |
|
RU2040129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПЕЧАТНЫХ ПЛАТ | 1992 |
|
RU2040130C1 |
| Способ изготовления монтажных плат | 1979 |
|
SU788455A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| МОНТАЖНАЯ ПЛАТА С ЭЛЕКТРИЧЕСКИМИ И ОПТИЧЕСКИМИ МЕЖСОЕДИНЕНИЯМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2577669C2 |
| ТКАНАЯ МОНТАЖНАЯ ПЛАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2600037C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПОЛОСКОВЫХ ПЛАТ ДЛЯ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ | 2001 |
|
RU2206187C1 |
| Способ изготовления монтажной платы | 1980 |
|
SU930775A1 |
| СПОСОБ ПРОИЗВОДСТВА РАСПЫЛЯЕМЫХ МИШЕНЕЙ ИЗ ЛИТЫХ ДИСИЛИЦИДОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2356964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |

Изобретение относится к монтажной плате. Техническим результатом является увеличение адгезии между слоем металлизации и затравочным слоем. Упомянутый технический результат достигается тем, что выполняют подготовку подложки с затравочным слоем, содержащей подслой на поверхности диэлектрической подложки и затравочный слой на поверхности подслоя, причем затравочный слой имеет предварительно заданную схему межсоединений и содержит металл, прижатие к затравочному слою и подслою твердоэлектролитной мембраны, приложение напряжения между анодом и подслоем для восстановления ионов металла в мембране и формирования слоя металлизации на поверхности затравочного слоя, и удаление открытого участка без затравочного слоя и слоя металлизации подслоя. 2 н. и 9 з.п. ф-лы, 13 ил.
1. Способ изготовления монтажной платы, содержащей диэлектрическую подложку и слой межсоединений с предварительно заданным рисунком межсоединений, размещенный на поверхности диэлектрической подложки, причем способ содержит следующие этапы:
подготовка подложки с затравочным слоем, причем подложка с затравочным слоем содержит: электропроводящий подслой на поверхности диэлектрической подложки и затравочный слой с предварительно заданным рисунком, соответствующим рисунку межсоединений на поверхности подслоя, причем затравочный слой содержит металл;
размещение твердоэлектролитной мембраны между анодом и затравочным слоем в качестве катода, прижатие твердоэлектролитной мембраны к затравочному слою и подслою и приложение напряжения между анодом и подслоем для восстановления ионов металла, содержащихся в твердоэлектролитной мембране, и тем самым формирования слоя металлизации на поверхности затравочного слоя; и
удаление открытого участка подслоя, не содержащего затравочного слоя и слоя металлизации для формирования слоя межсоединений, содержащего подслой, затравочный слой и слой металлизации на поверхности диэлектрической подложки, и, таким образом, изготовление монтажной платы, причем в процессе формирования слоя металлизации на поверхности затравочного слоя, по меньшей мере, часть поверхности подслоя, на которой не образован затравочный слой, содержит оксид.
2. Способ изготовления монтажной платы по п. 1, в котором в процессе формирования слоя металлизации на поверхности затравочного слоя естественная оксидная пленка, содержащая оксид, формируется, по меньшей мере, на участке поверхности подслоя, на котором не сформирован затравочный слой.
3. Способ изготовления монтажной платы по п. 1 или 2, в котором при использовании в качестве электролита раствора сульфата меди в концентрации 1 моль/л при температуре 25°С, в качестве противоэлектрода используют проволоку из бескислородной меди, в качестве эталонного электрода используют насыщенный каломельный электрод, а первую кривую поляризации с использованием материала подслоя в качестве рабочего электрода и вторую кривую поляризации с использованием металла затравочного слоя в качестве рабочего электрода измеряют при заданной скорости развертки потенциала 10 мВ/с, причем потенциал первой кривой поляризации при плотности тока 0,1 мА/см2 превышает потенциал второй кривой поляризации при плотности тока 0,1 мА/см2 на 0,02 В или более.
4. Способ изготовления монтажной платы по любому из пп. 1-3, в котором при подготовке подложки с затравочным слоем способ предусматривает подготовку подложки, содержащей поверхность со средним арифметическим отклонением Ra профиля не более 1 μм, в качестве диэлектрической подложки, и формирование подслоя путем напыления на поверхность диэлектрической подложки.
5. Способ изготовления монтажной платы по п. 4, в котором затравочный слой формируют на поверхности подслоя таким образом, чтобы соотношение линии/интервала между линиями составляло от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно.
6. Способ изготовления монтажной платы по любому из пп. 1-5, в котором при подготовке подложки с затравочным слоем в способе наносят на поверхность подслоя краску, содержащую наночастицы металла, и затем выполняют спекание наночастиц металла для формирования затравочного слоя.
7. Способ изготовления монтажной платы по любому из пп. 1-6, в котором при подготовке подложки с затравочным слоем в способе формируют затравочный слой на поверхности подслоя таким образом, чтобы предварительно заданный рисунок затравочного слоя содержал несколько независимых рисунков, размещенных на удалении друг от друга.
8. Монтажная плата, содержащая диэлектрическую подложку и слой межсоединений с предварительно заданным рисунком межсоединений, размещенный на поверхности диэлектрической подложки, причем слой межсоединений содержит многослойную структуру из:
электропроводящего подслоя, размещенного на поверхности диэлектрической подложки;
затравочного слоя, размещенного на поверхности подслоя и содержащего металл; и
слоя металлизации, размещенного на поверхности затравочного слоя,
причем затравочный слой содержит боковую поверхность, проходящую от многослойной поверхности, являющейся поверхностью затравочного слоя, в направлении подслоя, слой металлизации покрывает поверхность и боковую поверхность затравочного слоя, по меньшей мере одна область поверхности подслоя, на которой отсутствует затравочный слой, содержит оксид.
9. Монтажная плата по п. 8, в которой слой металлизации на поверхности затравочного слоя имеет толщину, превышающую толщину слоя металлизации на боковой поверхности.
10. Монтажная плата по п. 8 или 9, в которой слой межсоединений имеет сужающуюся форму, так что сужается в зависимости от расстояния от диэлектрической подложки в части, находящейся ближе к диэлектрической подложке, чем поверхность затравочного слоя, и имеет расширяющуюся форму, так что расширяется в зависимости от расстояния от диэлектрической подложки в части, находящейся дальше от диэлектрической подложки, чем поверхность затравочного слоя, и слой межсоединений имеет сужающуюся часть, ширина которой меньше, чем ширина расширяющейся части.
11. Монтажная плата по любому из пп. 8-10, в которой затравочный слой имеет соотношение линии/интервала между линиями от 2 μм до 100 μм включительно/от 2 μм до 100 μм включительно.
| US 2015014178 A1, 15.01.2015 | |||
| РАСТВОР ДЛЯ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПЛЕНКИ И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПЛЕНКИ | 2015 |
|
RU2614655C2 |
| JPH 01165786 A, 29.06.1989 | |||
| US 5298687 A, 29.03.1994 | |||
| УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ ВЕЩЕСТВ И ЧАСТИЦ ИЗ СУСПЕНЗИЙ И РАСТВОРОВ | 1995 |
|
RU2098193C1 |

