Изобретение относится к области радиоэлектроники, в частности к производству многослойных печатных плат (МПП) с высокой плотностью размещения элементов, и может быть использовано при монтаже микросхем с малым шагом.
Из уровня техники известен способ изготовления многослойных интегральных схем и многослойных печатных плат с использованием полимерной подложки (патент RU №2186469, опубликовано 27.07.2002 г., МПК: H05K 3/46). Способ включает формирование двусторонних плат с электропереходами, в том числе через металлизированные отверстия в контактных площадках, диэлектрических прокладок с отверстиями, нанесение припоя на контактные площадки, сборку двусторонних плат с электропереходами в пакет и термическое прессование пакета. Перед соединением двусторонних плат с электропереходами в пакет создают электрически связанные с проводниками схемы контактные площадки без отверстий, расположенные над или под контактными площадками без отверстий смежной платы, наносят припой на данные контактные площадки, собирают и термически прессуют пакет двусторонних плат с электропереходами. При этом контактные площадки без отверстий смежных двусторонних плат с электропереходами соединяются между собой, образуя вертикальные электропереходы с одной двусторонней платы с электропереходами на другую.
К недостаткам данного способа изготовления многослойных печатных плат можно отнести недостаточную надежность изготовленных указанным способом многослойных печатных плат.
Известен способ изготовления многослойного модуля печатных плат с высокой плотностью размещения элементов (патент RU №2279770, опубликовано 10.07.2006 г., МПК: H05K 3/46). Способ включает подготовку двусторонней подложки с печатными схемами и металлизированными сквозными отверстиями, плотное присоединение с одной стороны подложки, посредством жидкого эпоксидного клеящего материала двухэтапного отверждения дополнительного слоя, сформированного в виде пленки из полиимидной смолы, одна сторона которой содержит металлическое покрытие, причем указанный слой присоединяют неметаллизированной стороной пленки из смолы. Осуществляют избирательное вытравливание указанного металлического покрытия дополнительного слоя, для удаления металла в заданных местах для формирования микроотверстий напротив расположенных под ними металлизированных областей подложки. Производят анизотропное химическое формирование сквозных микроотверстий через указанную пленку путем погружения указанной пленки в статическую ванну водного раствора этилендиамина с добавлением гидроокиси калия в количестве, пропорциональном толщине пленки из полиимидной смолы и поперечному размеру микроотверстий, при температуре по меньшей мере 25°С, с последующей промывкой с использованием моющего средства. Удаляют слой клеящего материала, остающегося на дне микроотверстий, проходящих через пленку, путем распыления на него растворителя, так что микроотверстия проходят до расположенных под ними металлизированных областей подложки. Осуществляют металлизацию указанных микроотверстий так, что формируемый в них слой металла находится в электропроводном контакте с вышеуказанными, расположенными под ними металлизированными областями и с внешним металлическим покрытием указанного слоя. Производят избирательное вытравливание указанного металлического покрытия для формирования на нем печатных схем, находящихся в электропроводном контакте с указанными металлизированными микроотверстиями.
К недостаткам данного способа изготовления многослойных печатных плат можно отнести высокую плотность межсоединений.
Наиболее близким к предлагаемому является способ изготовления многослойных печатных плат (патент RU №2474985, опубликовано 10.02.2013 г., МПК: H05K 3/46). Способ изготовления многослойных печатных плат путем сборки в пакет n одно - или двусторонних печатных плат с выполненными в них металлизированными отверстиями и n-1 слоев склеивающих прокладок между соединяемыми печатными платами, последующего вакуумного горячего прессования пакета с образованием межслойного соединения контактирующих между собой металлизированных отверстий отдельных печатных плат. При этом перед сборкой пакета металлизированные отверстия плат заполняют вулканизирующимся в процессе прессования наполнителем, который после прессования удаляют из сквозных отверстий.
К недостаткам данного способа изготовления многослойных печатных плат можно отнести невозможность его использования при изготовлении уникальной аппаратуры с высокой надежностью.
Технический результат, на достижение которого направлено предлагаемое техническое решение, заключается в снижении плотности межсоединений, повышении их надежности, исключении разнотолщинности медного покрытия, обеспечении точных размеров элементов топологии при изготовлении многослойных печатных плат.
Технический результат достигается тем, что способ изготовления многослойной печатной платы (МПП) включает изготовление двусторонних или односторонних печатных плат, изготовление слоев склеивающих прокладок, сборку печатных плат в пакет с размещением между соединяемыми печатными платами склеивающих прокладок, последующее вакуумное горячее прессование пакета. При этом он отличается от прототипа тем, что сборку печатных плат, образующих слои МПП, в пакет осуществляют методом послойного наращивания путем напрессовки каждого последующего слоя через прокладку на основу МПП, состоящую из слоев, не содержащих глухих переходных отверстий. Причем перед наращиванием последующего слоя в печатных платах выполняют глухие переходные отверстия, размещаемые непосредственно под контактными площадками выводов элементов, выполняют их металлизацию, производят нанесение фоторезиста с использованием дополнительных фотошаблонов и получением вспомогательного технологического слоя, выполняют заращивание глухих переходных отверстий медью, производят снятие фоторезиста. После чего осуществляют механическое удаление излишков меди, выравнивание толщины меди по всей поверхности печатной платы, нанесение рисунка топологии каждого слоя, после сборки и прессования пакета выполняют сквозные переходные металлизированные отверстия и нанесение рисунка внешних слоев МПП.
При изготовлении современных сложных электронных устройств с высокой надежностью основной задачей разработчиков многослойных печатных плат является снижение плотности межсоединений при их изготовлении, что дает возможность разместить электрическую схему на печатной плате с меньшими габаритными размерами, использовать микросхемы BGA с меньшим шагом, снизить слойность печатной платы, повысить надежность межсоединений, избежать замыканий при установке планарных микросхем и микросхем BGA с использованием поверхностного монтажа, исключение разнотолщинности медного покрытия, обеспечение точных размеров элементов топологии при изготовлении многослойных печатных плат.
Решение поставленной задачи в данном изобретении достигается за счет смещения переходных отверстий непосредственно под контактные площадки выводов микросхем, с последующим заращиванием их медью. При использовании данного способа изготовления многослойных печатных плат применяется технология послойного наращивания на печатную плату (основу) последующих слоев. Причем, чтобы исключить неравномерность толщины медного покрытия перед операцией гальванического заращивания глухих отверстий медью производят нанесение фоторезиста с использованием дополнительного фотошаблона и получением вспомогательных технологических слоев, после чего выполняют заращивание глухих переходных отверстий медью и осуществляют удаление фоторезиста.
Сущность полезной модели поясняется рисунками Фиг. 1 - Фиг. 7
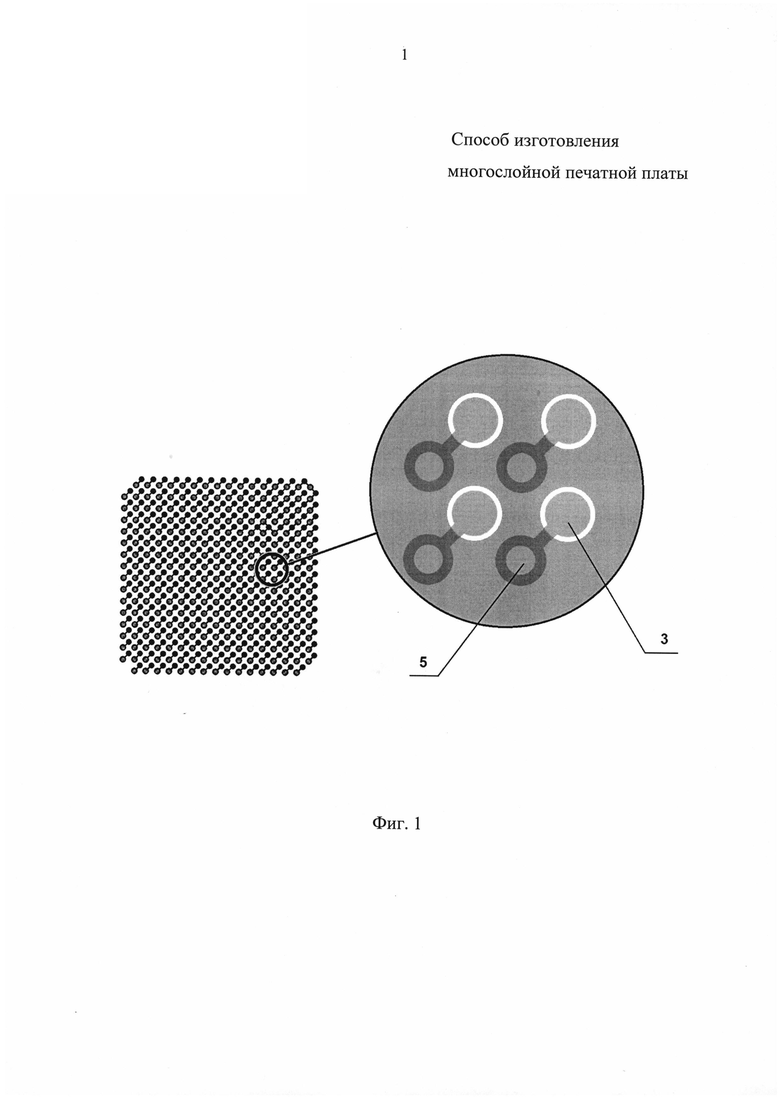
На Фиг. 1 изображена многослойная печатная плата для размещения микросхемы BGA с переходными отверстиями (вид сверху).
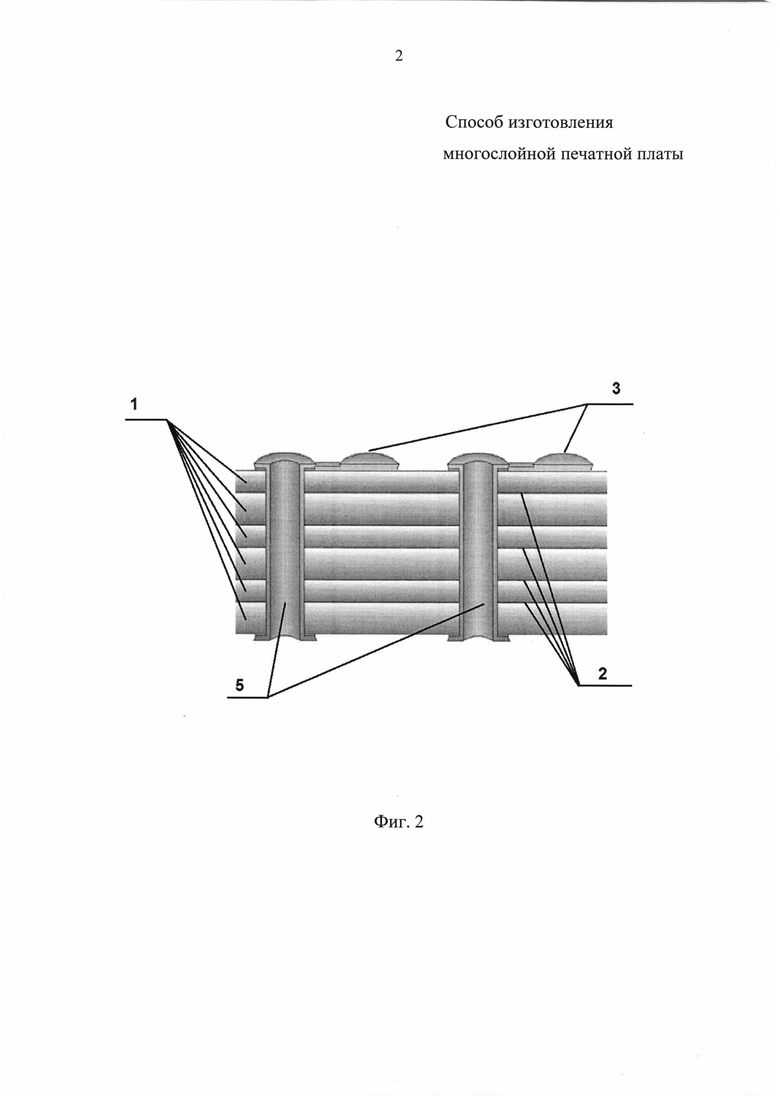
На Фиг. 2 изображена многослойная печатная плата для размещения микросхемы BGA с переходными отверстиями (в разрезе).
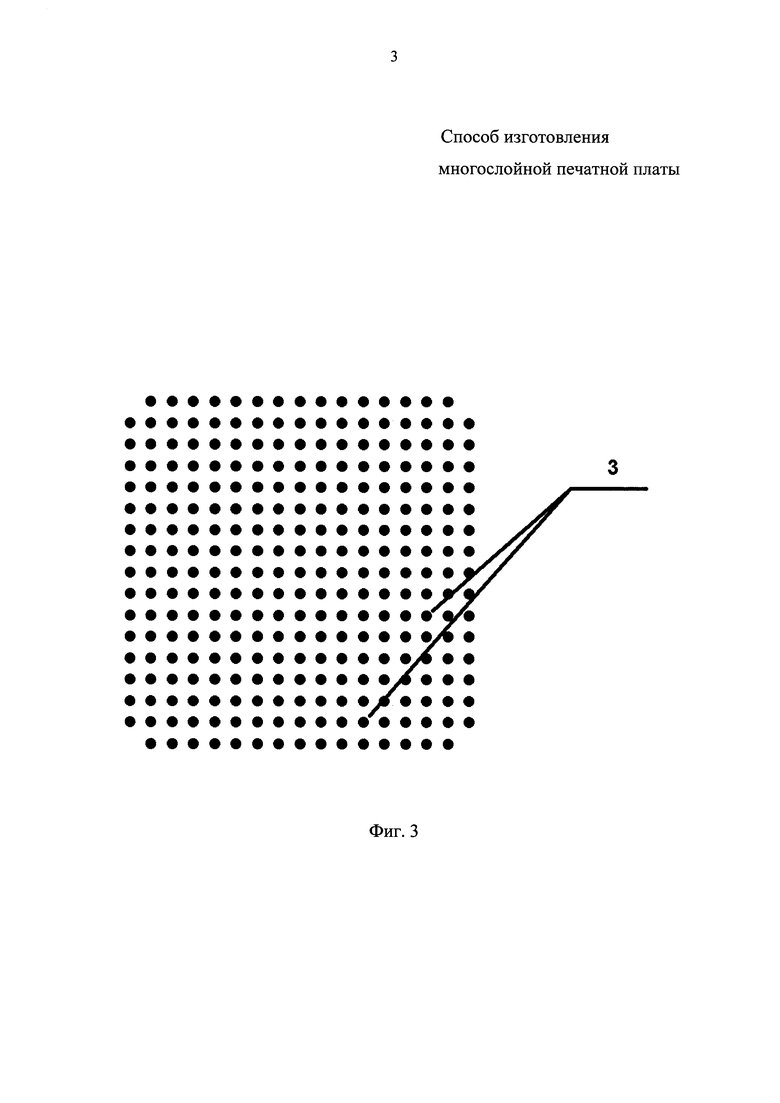
На Фиг. 3 изображена предлагаемая многослойная печатная плата для размещения микросхемы BGA с глухими отверстиями под контактными площадками (вид сверху).
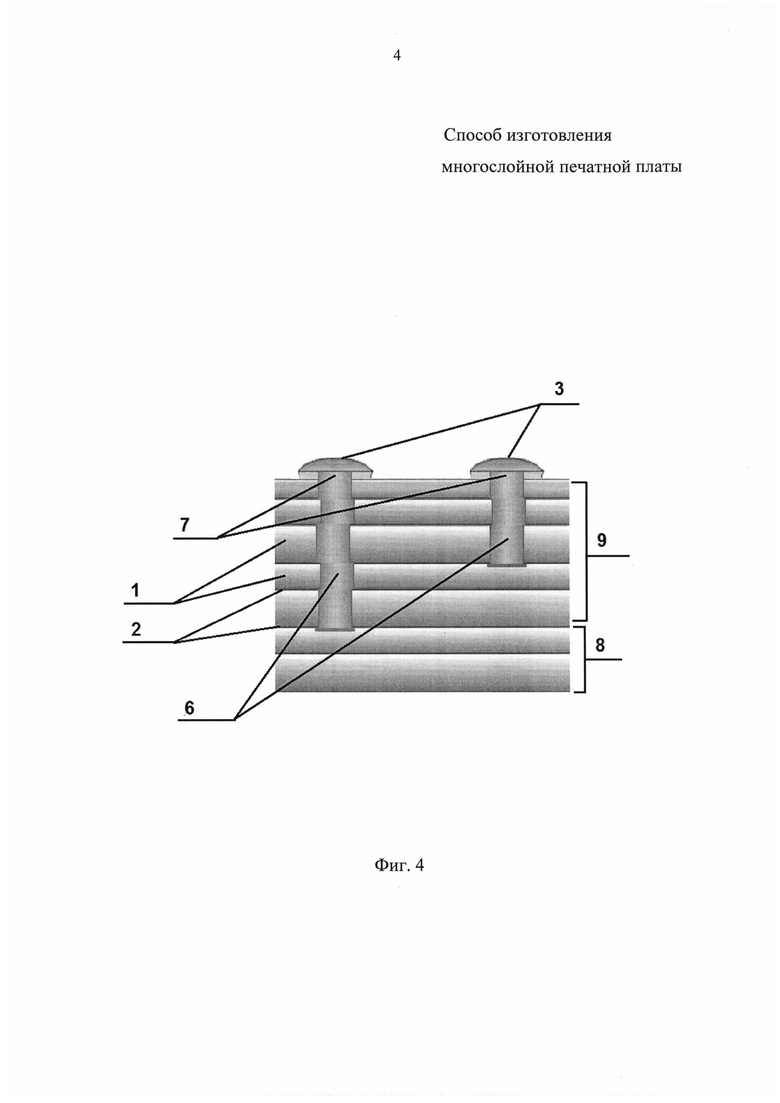
На Фиг. 4 изображена предлагаемая многослойная печатная плата для размещения микросхемы BGA с глухими отверстиями под контактными площадками (в разрезе).
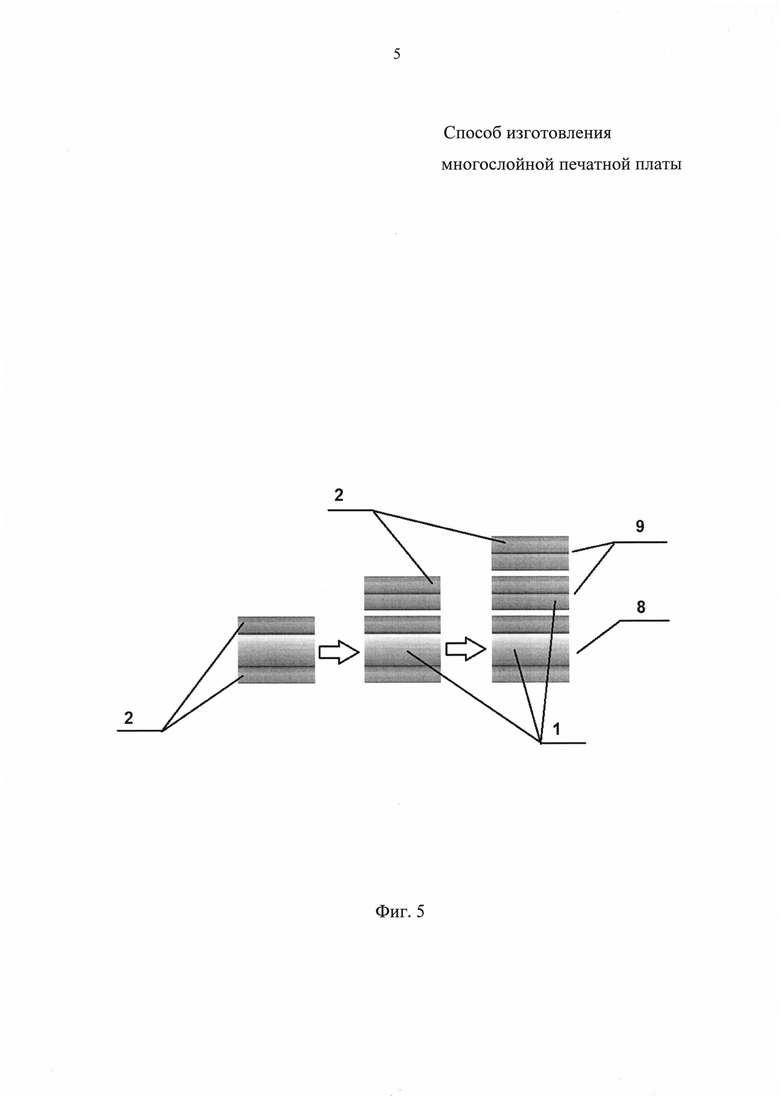
На Фиг. 5 изображена последовательность сборки пакета четырехслойной печатной платы с глухими межслойными переходными отверстиями с первого на третий слой и сквозными отверстиями с первого на четвертый слой.
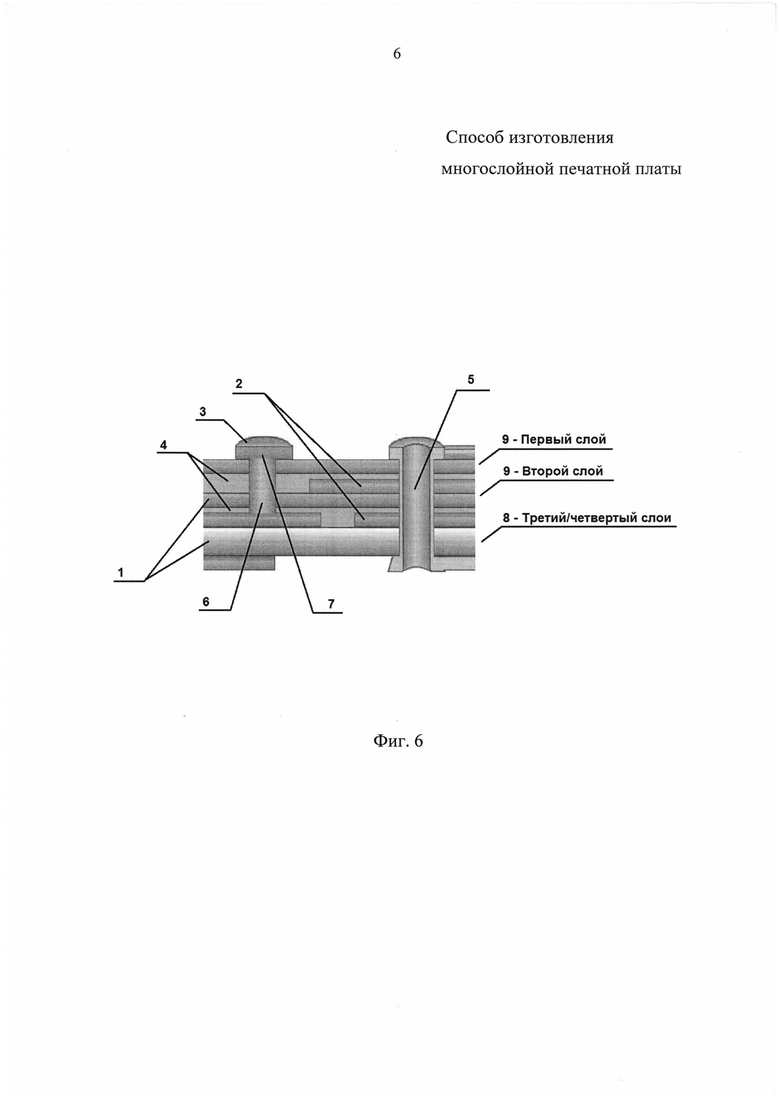
На Фиг. 6 изображен разрез четырехслойной печатной платы с глухими межслойными переходными отверстиями с первого на третий слой и сквозными отверстиями с первого на четвертый слой.
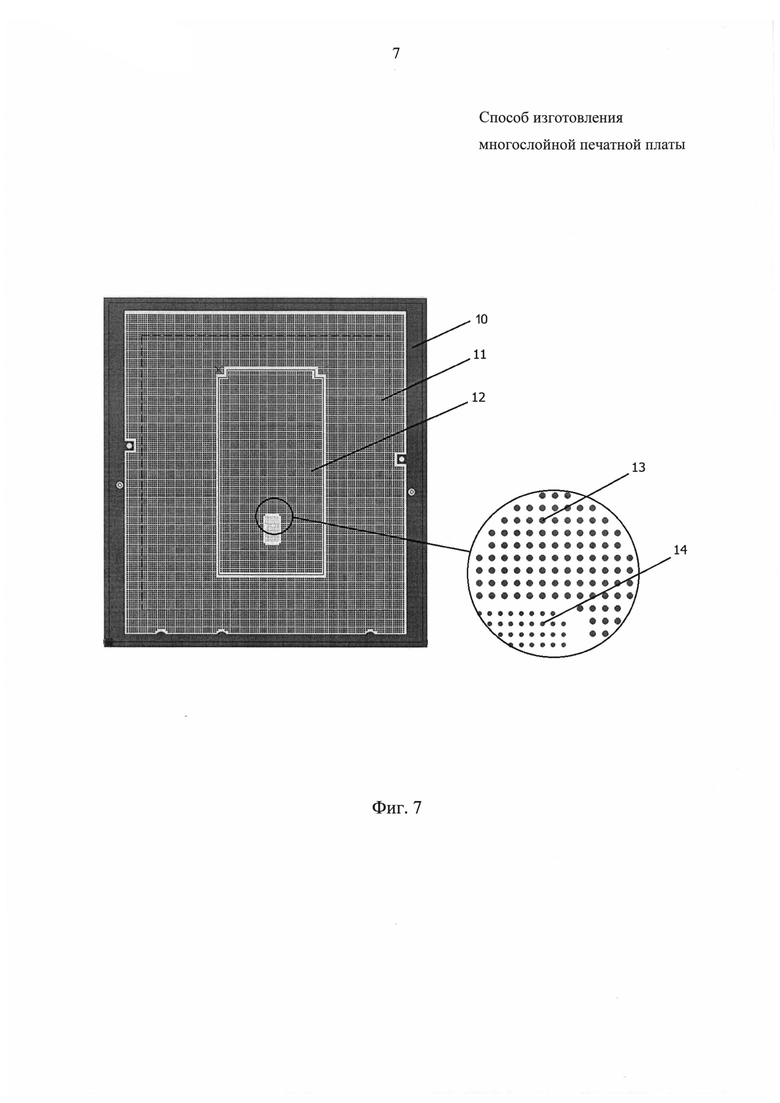
На Фиг. 7 изображена заготовка печатной платы с вспомогательным фотошаблоном.
Способ изготовления многослойных печатных плат включает следующие этапы. Сначала изготавливают основу многослойной печатной платы (например, известным способом фотолитографии, в виде двусторонней печатной платы), содержащей слои диэлектрического материала 1, на двух сторонах которого расположены слои проводящего материала 2, а также контактные площадки 3 выводов элементов для осуществления электрических соединений между элементами печатной схемы, расположенные в заданных координатах на поверхности основы МПП. Изготавливают последующие слои МПП в виде печатных плат, каждая из которых содержит слой диэлектрического материала 1, на одной стороне которого расположен слой проводящего материала 2. Подготавливают прокладки 4 для разделения соседних слоев с рисунками печатных схем МПП. Осуществляют сборку печатных плат в пакет методом послойного наращивания на основу 8 последующих слоев 9 с размещением между соединяемыми печатными платами прокладок 4, с последующим вакуумным горячим прессованием МПП. После чего выполняют сквозные переходные металлизированные отверстия 5 для создания межслойных электрических соединений в контактных площадках всех слоев. Наносят рисунок внешних слоев.
При изготовлении МПП класса высокой плотности, как в печатной плате основы 8 (в соответствии со схемой), так и в печатных платах последующих слоев 9, наращиваемых на основу МПП, производят сверление глухих переходных отверстий 6. Глухие переходные отверстия 6 предназначены для соединения наружного слоя с одним или несколькими внутренними слоями МПП.
Устанавливать переходные отверстия можно разными способами, но наиболее эффективным и часто используемым является установка переходных отверстий по диагонали от контактных площадок для выводов элементов (Фиг. 1, Фиг. 2). Причем для больших BGA микросхем (>600 выводов) рекомендуется выводить переходные отверстия с каждой стороны платы в разные стороны для уменьшения дефектов при монтаже (Технологии в производстве электроники. Часть III. Гибкие печатные платы / Под общ. ред. A.M. Медведева и Г.В. Мылова - М.: "Группа ИДТ", 2008 - 488 с.).
В предлагаемом способе изготовления многослойной печатной платы глухие переходные отверстия 6 в печатных платах слоев в соответствии со схемой выполняют непосредственно под контактными площадками 3 выводов элементов (Фиг. 3, Фиг. 4). Осуществляют химическое меднение глухих переходных отверстий 6. Выполняют нанесение фоторезиста с использованием дополнительного фотошаблона и получением вспомогательного технологического слоя. Производят заращивание глухих переходных отверстий медью 7 с использованием операции гальванического меднения. Удаляют слой фоторезиста. Осуществляют механическое удаление излишков меди с поверхности печатной платы на установке механической зачистки поверхности, выравнивание толщины меди по всей поверхности заготовки. Получают токопроводящий рисунок схемы в каждом слое. Осуществляют сборку и прессование печатных плат через склеивающие прокладки в пакет. После чего выполняют сквозные переходные металлизированные отверстия и нанесение рисунка внешних слоев МПП.
На Фиг. 7 представлена заготовка печатной платы с дополнительным фотошаблоном, где
10 - заготовка печатной платы,
11 - технологическое поле,
12 - печатная плата с дополнительным фотошаблоном,
13 - контактные площадки на поверхности печатной платы,
14 - контактные площадки в области заращиваемых медью отверстий.
Для качественного производства МПП необходимо избежать гальваническое меднение всей поверхности заготовки при заполнении глухих отверстий медью.
Поставленная задача решается введением дополнительного технологического шаблона и получением вспомогательного слоя перед операцией гальванического меднения.
В результате введения дополнительного фотошаблона гальваническое меднение происходит только в местах, открытых в фотошаблоне. Операция выравнивания поверхности заготовки сводится к удалению излишков меди в местах, открытых на фотошаблоне, до уровня медной фольги. Это облегчает и снижает временные затраты на процесс механической подготовки поверхности, исключает появление разнотолщинности медного покрытия, гарантирует соблюдение точных размеров элементов топологии при последующем травлении.
Структуру дополнительного фотошаблона определяют следующие элементы:
- участки поверхности в местах заполнения глухих отверстий для выполнения их заращивания медью. Наилучшей формой с точки зрения механической планаризации является круг. Поэтому в местах расположения глухих отверстий на фотошаблоне позиционируют круглые контактные площадки, диаметр которых превышает диаметр сверла;
- участки по всей площади поверхности печатной платы для равномерного распределения плотности тока по всей заготовке и стабилизации процесса планаризации (отсутствие задиров и царапин).
Требования к данным элементам на фотошаблоне диктуются размером рисунка шлифовального диска установки планаризации, а также процентным соотношением заращиваемой поверхности к площади общей поверхности печатной платы, исходя из токовых режимов установки гальванического меднения.
Проведенные опытные работы показали, что наилучшие результаты достигаются при соотношении площади заращиваемой поверхности к площади общей поверхности 1:5, при использовании круглых контактных площадок диаметром 0,7 мм с шагом 1,4 мм.
Таким образом, за счет смещения переходных отверстий непосредственно под контактные площадки выводов элементов (например, микросхем BGA) и заращивания их медью полностью устранены короткие замыкания между токоведущими элементами МПП в процессе пайки, снижена плотность межсоединений, повышена их надежность. Предлагаемый способ изготовления многослойных печатных плат позволяет значительно снизить плотность межсоединений и повысить их надежность, что в свою очередь дает возможность уменьшить габариты и число слоев многослойных печатных плат, избежать замыканий при установке с использованием поверхностного монтажа микросхем с планарными выводами и микросхем с малым шагом. Использование метода послойного наращивания позволяет получить высокую плотность размещения проводников во всех слоях печатной платы и очень высокую плотность монтажа.
Операция выравнивания поверхности заготовки сводится к удалению излишков меди в местах, открытых на фотошаблоне, до уровня медной фольги. Это облегчает и снижает временные затраты на процесс механической подготовки поверхности, исключает появление разнотолщинности медного покрытия, гарантирует соблюдение точных размеров элементов топологии при последующем травлении.
Предлагаемый способ может быть использован в экспериментальном и мелкосерийном производстве для установки микросхем с малым шагом, при изготовлении многослойных печатных плат (МПП).
В качестве примера рассмотрим способ изготовления четырехслойной печатной платы для установки микросхемы BGA, с глухими межслойными переходами с первого на третий слой и сквозными переходными отверстиями с первого на последний слой. Формирование данной печатной платы осуществляют методом фотолитографии на фольгированных подложках. На начальном этапе изготавливают основу 8 многослойной печатной платы, состоящую из слоев, не содержащих глухих переходных отверстий (третий и четвертый слои на Фиг. 5). Затем изготавливают второй слой МПП, включающий диэлектрический материал 1 и проводник 2. Осуществляют сборку в пакет путем напрессовки второго слоя через прокладку 4 на основу МПП 8 методом послойного наращивания. Во втором слое выполняют глухие переходные отверстия 6 на глубину, непосредственно под контактными площадками 3 для распайки микросхем BGA. Осуществляют химическое меднение глухих переходных отверстий 6. Выполняют нанесение фоторезиста с использованием дополнительного фотошаблона и получением вспомогательного технологического слоя (Фиг. 7). Производят заращивание глухих переходных отверстий медью 7 с использованием операции гальванического меднения (Фиг. 6). Удаляют слой фоторезиста. Осуществляют механическое удаление излишков меди с поверхности печатной платы на установке механической зачистки поверхности, выравнивание толщины меди по всей поверхности заготовки. Осуществляют нанесение рисунка топологии второго слоя.
Аналогично второму слою изготавливают первый слой и через прокладку 4 напрессовывают его на заготовку, содержащую второй, третий и четвертый слои. Выполняют во втором слое глухие переходные отверстия 6 на глубину в области размещения контактных площадок 3. Осуществляют химическое меднение глухих переходных отверстий 6. Выполняют нанесение фоторезиста с использованием дополнительного фотошаблона и получением вспомогательного технологического слоя. Производят заращивание глухих переходных отверстий 6 медью 7 с использованием операции гальванического меднения. Удаляют слой фоторезиста. Осуществляют механическое удаление излишков меди с поверхности печатной платы на установке механической зачистки поверхности, выравнивание толщины меди по всей поверхности заготовки. Осуществляют подготовку участков в областях контактных площадок 3 микросхем на установке лазерной подготовки поверхности. Производят вакуумное горячее прессование пакета собранных печатных плат. Осуществляют сверление сквозных переходных отверстий 5 в собранной МПП, их металлизацию и нанесение рисунка внешних слоев (первого и четвертого).
Результатом использования данного технического решения является заполнение освобожденных от переходных отверстий мест между контактными площадками выводов микросхемы BGA элементами токопроводящего рисунка. Зарощенное переходное отверстие будет выполнять роль контактирующего элемента с выводом элемента (микросхемы BGA) и одновременно обеспечивать межслойную связь с другими элементами схемы.
Таким образом, снижение плотности межсоединений многослойной печатной платы, за счет смещения переходных отверстий под контактные площадки выводов элементов (микросхем BGA) и заращивания их медью, дает возможность разместить электрическую схему на печатной плате с меньшими габаритными размерами, использовать микросхемы BGA с меньшим шагом, снизить слойность печатной платы, повысить надежность межсоединений, избежать замыканий при установке планарных микросхем и микросхем BGA с использованием поверхностного монтажа, полностью устранить короткие замыкания между токоведущими элементами МПП в процессе пайки. Использование дополнительного фотошаблона облегчает и снижает временные затраты на процесс механической подготовки поверхности, исключает появление разнотолщинности медного покрытия, гарантирует соблюдение точных размеров элементов топологии при последующем травлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2014 |
|
RU2574290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ С ИСПОЛЬЗОВАНИЕМ ПОЛИМЕРНОЙ ПОДЛОЖКИ | 2000 |
|
RU2186469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2602084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ СВЕРХПЛОТНОГО МОНТАЖА | 2013 |
|
RU2534024C1 |
| Способ изготовления многослойных печатных плат | 2022 |
|
RU2801440C1 |
| Способ изготовления многослойных печатных плат | 1978 |
|
SU780237A1 |
| Способ получения заполненных переходных металлизированных сквозных отверстий печатной платы | 2015 |
|
RU2619913C2 |
| МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА | 1999 |
|
RU2149526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ГИБКО-ЖЕСТКИХ ИНТЕГРАЛЬНЫХ ПЛАТ | 2012 |
|
RU2489814C1 |
| Способ изготовления многослойных печатных плат | 1981 |
|
SU1018269A1 |
Изобретение относится к производству многослойных печатных плат (МПП) с высокой плотностью размещения элементов и может быть использовано при монтаже микросхем с малым шагом. Технический результат - снижение плотности межсоединений при изготовлении МПП. Достигается тем, что в способе изготовления МПП сборку печатных плат, образующих слои МПП, в пакет осуществляют методом послойного наращивания путем напрессовки каждого последующего слоя через прокладку на основу МПП, состоящую из слоев, не содержащих глухих переходных отверстий. При этом перед наращиванием последующего слоя в печатных платах, образующих слои МПП, выполняют глухие переходные отверстия, размещаемые непосредственно под контактными площадками выводов элементов, выполняют их металлизацию, производят нанесение фоторезиста с использованием дополнительных фотошаблонов и получением вспомогательного технологического слоя, выполняют заращивание глухих переходных отверстий медью, производят снятие фоторезиста, после чего осуществляют механическое удаление излишков меди, выравнивание толщины меди по всей поверхности печатной платы, нанесение рисунка топологии каждого слоя, после сборки и прессования пакета выполняют сквозные переходные металлизированные отверстия и нанесение рисунка внешних слоев МПП. 7 ил.
Способ изготовления многослойной печатной платы (МПП), включающий изготовление двусторонних или односторонних печатных плат, изготовление слоев склеивающих прокладок, сборку печатных плат в пакет с размещением между соединяемыми печатными платами склеивающих прокладок, последующее вакуумное горячее прессование пакета, отличающийся тем, что сборку печатных плат, образующих слои МПП, в пакет осуществляют методом послойного наращивания путем напрессовки каждого последующего слоя через прокладку на основу МПП, состоящую из слоев, не содержащих глухих переходных отверстий, при этом перед наращиванием последующего слоя в печатных платах выполняют глухие переходные отверстия, размещаемые непосредственно под контактными площадками выводов элементов, выполняют их металлизацию, производят нанесение фоторезиста с использованием дополнительных фотошаблонов и получение вспомогательных технологических слоев, выполняют заращивание глухих переходных отверстий медью, производят снятие фоторезиста, после чего осуществляют механическое удаление излишков меди, выравнивание толщины меди по всей поверхности печатной платы, нанесение рисунка топологии каждого слоя, после сборки и прессования пакета выполняют сквозные переходные металлизированные отверстия и нанесение рисунка внешних слоев МПП.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2011 |
|
RU2474985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2011 |
|
RU2462011C1 |
| Аппарат для промывки расправленной по ширине ткани | 1958 |
|
SU120831A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ЗАГОТОВОК ПЕЧАТНЫХ ПЛАТ | 1990 |
|
SU1757433A1 |
| US 5800650 A, 01.09.1998 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 6440542 B1, 27.08.2002. | |||

