Настоящее изобретение относится к области многослойных оконных стекол, в частности, для применения в автомобилестроении.
Многослойные стекла широко применяются в автомобильной промышленности, самолетостроении и строительстве. Они обычно состоят из наружного стеклянного листа и внутреннего стеклянного листа, между которыми размещен термопластичный лист, например, из поливинилбутираля (ПВБ), который склеивает их друг с другом.
В области автомобилестроения многослойные стекла используются уже давно в качестве так называемого "безосколочного" стекла для получения ветровых стекол за их способность удерживать кусочки стекла вместе, если стеклянные листы разбились в результате механического удара по поверхности ветрового стекла. В настоящее время они применяются также для боковых стекол, остекления в крыше и задних стекол автотранспортных средств из соображений акустического комфорта и безопасности.
Наружный стеклянный лист, как правило, толще, чем внутренний стеклянный лист, чтобы обеспечить надлежащую стойкость к ударам мелкими камнями и к потенциальным механическим ударам по его поверхности. Современная тенденция состоит в использовании все более тонких внутренних стеклянных листов в целях снижения веса остекления. В то время как наружные стеклянные листы обычно имеют толщину от 1,4 мм до 2,1 мм, желательно использовать очень тонкие внутренние стеклянные листы, толщиной меньше или равной 1,2 мм или даже меньше или равной 1 мм, или даже меньше или равной 0,7 мм.
Очень тонкие внутренние стеклянные листы по своей природе являются очень хрупкими и чрезвычайно чувствительны к механическим ударам. Поэтому с ними обращаются с большой осторожностью в процессе производства многослойного стекла. После изготовления многослойного стекла тонкий лист защищен от механических ударов о его поверхность благодаря тому, что он соединен с термопластичным листом и наружным стеклянным листом. Кроме того, механическую прочность внутренних стеклянных листов можно улучшить химической закалкой.
Однако в контексте настоящего изобретения фирма-заявитель идентифицировала недооцененную до сих пор особую проблему, связанную с такими многослойными стеклами с очень тонкими внутренними стеклянными листами. В частности, оказалось, что очень тонкие стеклянные листы являются особенно хрупкими в отношении механических ударов или других механических ударных нагрузок, прикладываемых к поверхности их кромки. Кроме того, оказалось, что хотя химическая закалка заметно улучшает стойкость к механическим ударам, оказываемым на основную поверхность стеклянного листа, это не справедливо в отношении механических ударов, действующих на его кромочную поверхность.
Таким образом, ручную или автоматизированную операцию обрезки ножом краевой части термопластичной пленки, выступающей за периметр оконного стекла после сборки стеклянных листов и термопластичного листа, сложно, если не невозможно реализовать из-за риска, что нож будет ударять по кромочной поверхности внутреннего стеклянного листа. Чтобы избежать такой операции обрезки, можно использовать термопластичные пленки, заранее нарезанные на подходящие размеры, но это связано с тем недостатком, что требуется аккуратная предварительная резка и точное позиционирование при сборке со стеклянными листами.
Кроме того, еще одна сложность касается кромки оконного стекла, которая видна после установки на автомобиль и которая содержит непрозрачную полосу, проходящую вдоль кромки оконного стекла, что обычно имеет место для ветрового стекла и других автомобильных стекол, кроме бокового оконного стекла в двери. Функцией этой непрозрачной полосы обычно является скрыть кузов автомобиля под кромкой оконного стекла и защитить капли клея, использовавшиеся для установки оконного стекла в кузове, от ультрафиолетового излучения. В таком случае предпочтительно прибегнуть к другому способу устранения эффекта блеска кромок, а не к текстурированию кромочной поверхности термопластичной пленки путем абразивной обработки лишней части пленки после прохождения оконного стекла через автоклав.
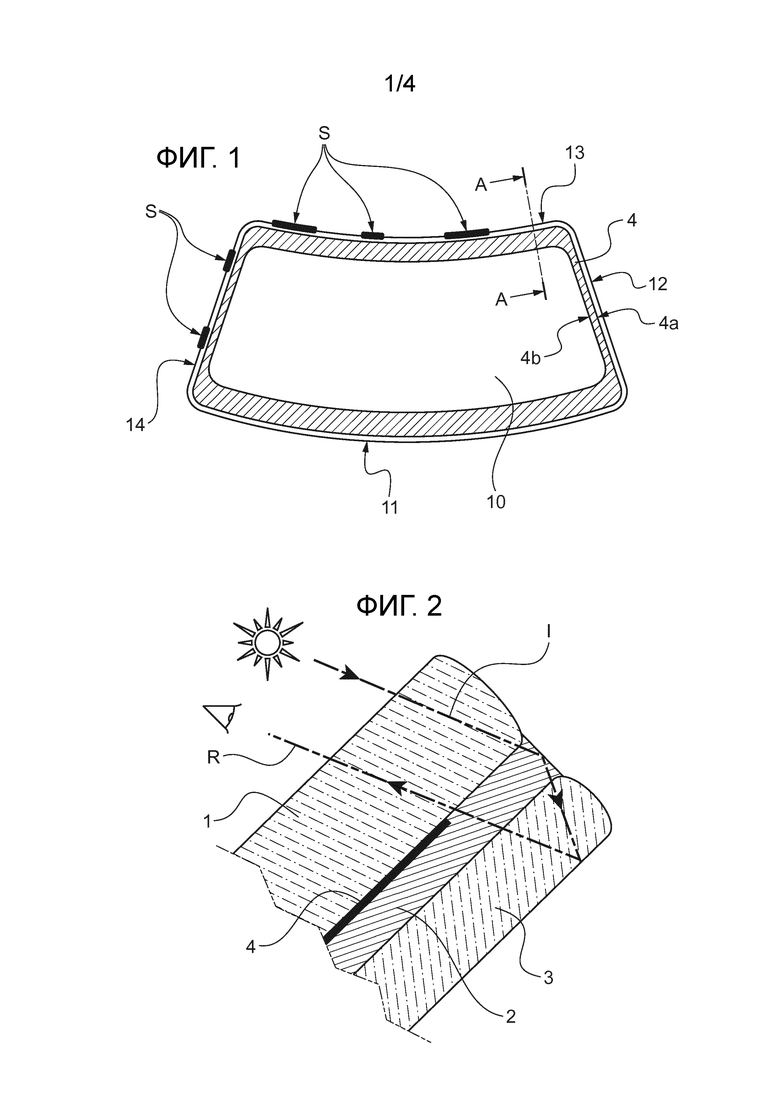
Причиной эффекта блеска кромок является отражение падающего солнечного света отражающей поверхностью кромки термопластичной пленки, света, который распространяется до кромки оконного стекла через места, где отсутствует трафаретная печать, использующаяся для создания вышеуказанной непрозрачной полосы. Явление блеска кромки поясняется на фигуре 2, которая показывает локальное сечение через кромку многослойного стекла: наружное стеклянный лист обозначен позицией 1, внутренний стеклянный лист позицией 3, термопластичная пленка позицией 2, непрозрачная полоса позицией 4. Показан также падающий луч света I, который создает отраженный луч света R, способствующий эффекту блеска кромки. Тот факт, что кромочная поверхность термопластичного листа, состоящего из ПВБ или подобного, является отражающей, связан с тем, что в автоклаве термопластичный материал размягчается, и кромочная поверхность имеет тенденцию к "самовыравниванию", или, альтернативно, с тем, что этот материал затем обрезают ножом после прохождения через автоклав.
На практике из эстетических соображений желательно избегать эффекта блеска кромки, проявляющийся в форме одного или более светящихся сегментов вдоль кромки оконного стекла, видимых наблюдателю. Такой случай проиллюстрирован на фигуре 1, которая показывает многослойное стекло 10 в виде спереди: яркие сегменты символически показаны более толстыми линиями, обозначенными S.
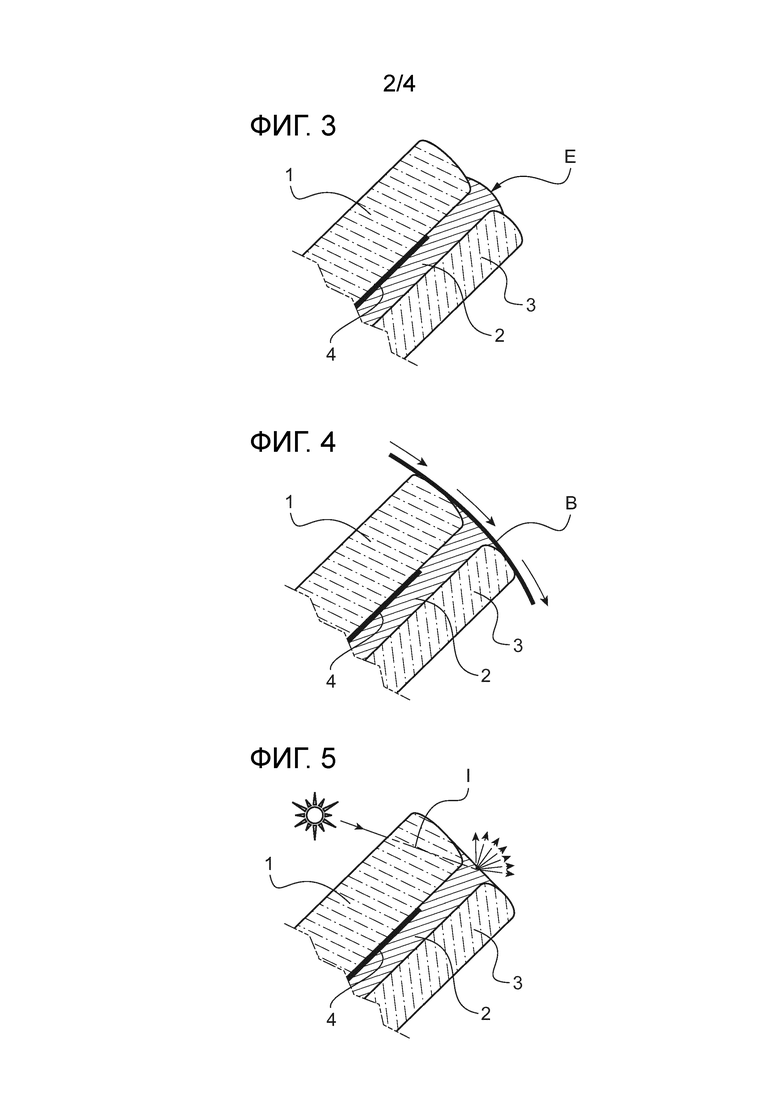
Обычно предпочтительное решение для устранения или ограничения этого недостатка состоит в том, чтобы сделать кромочную поверхность термопластичной пленки светорассеивающей, придав ей тонкую текстуру путем абразивной обработки. Для этого термопластичная пленка до прохождения через автоклав имеет по периферии оконного стекла излишек, который выходит за пределы кромки стеклянных листов, и этот излишек все еще присутствует после прохождения через автоклав (смотри фигуру 3, которая показывает локальное сечение, похожее на сечение с фигуры 2, но в котором термопластичная пленка 4 имеет излишек E перед абразивной обработкой). Затем оконное стекло захватывается роботом, который приводит в контакт периферию оконного стекла с абразивными лентами (см. фигуру 4, где абразивная лента обозначена B), которые удаляют излишек термопластичной пленки, одновременно придавая кромочной поверхности светорассеивающий матовый вид (см. фигуру 5, которая похожа на фигуру 2, но в которой кромочная поверхность термопластичной пленки 2 рассеивает падающий луч света I, а не отражает его).
Однако это решение не очень хорошо подходит в случае многослойных стекол, содержащих очень тонкий внутренний стеклянный лист, так как последний будет разбиваться при контакте с абразивной лентой. Можно прибегнуть и к другим решениям, таким, как нанесение непрозрачной полосы на всю кромку оконного стекла (то есть, чтобы она затем блокировала падающие лучи света) или размещение термопластичной пленки между двумя стеклянными листами, отступив от их краев (в этом случае падающие лучи будут способны отражаться прямо от внутреннего стеклянного листа, создавая однородное отражение вдоль кромки оконного стекла, которое в таком случае не будет дискретным и непривлекательным). Однако эти решения также имеют недостатки: первое делает способ нанесения непрозрачной полосы путем трафаретной печати заметно более сложным, а второе допускает накопление грязи и рост мха в периферийной канавке окна между двумя стеклянными листами после того, как оконное стекло будет установлено на автомобиль, что придает ему непривлекательный внешний вид.
Но главное, фирма-заявитель обнаружила, что проблема хрупкости внутреннего стеклянного листа в отношении механических ударов, приложенных к их кромочной поверхности, сохраняется даже после изготовления многослойного стекла, в отличие от случая, когда удары прикладываются к его главной поверхности. В частности, если многослойное стекло испытывает механический удар по его кромочной поверхности, этот удар может испытываться кромочной поверхностью внутреннего стеклянного листа, так как кромки наружного и внутреннего стеклянных листов обычно располагаются на одном уровне. Таким образом, многослойные стекла могут испытывать удары по их кромочной поверхности даже после того, как их установили в положение целевого назначения. Например, в случае автомобиля это может иметь место с открывающимися боковыми окнами, которые не направляются на их видимой части, с неподвижными боковыми окна с видимыми кромками или даже в случае открывающихся задних окон.
Целью настоящего изобретения является по меньшей мере частично устранить вышеназванные недостатки.
Согласно одному аспекту, изобретение нацелено более конкретно на ограничение риска разбивания многослойных стекол с очень тонким стеклянным листом, вызванного потенциальными механическими ударами по кромочной поверхности оконных стекол. С этой целью настоящее изобретение предлагает многослойное стекло, в частности, многослойное стекло для автомобилей, содержащее: первый стеклянный лист, второй стеклянный лист и полимерный промежуточный слой, находящийся между первым стеклянным листом и вторым стеклянным листом. Второй стеклянный лист имеет толщину менее 1,2 мм, а первый стеклянный лист имеет толщину больше, чем толщина второго стеклянного листа. Кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа на по меньшей мере части периферии оконного стекла.
В той части периферии оконного стекла, где кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа, механические удары о кромочную поверхность оконного стекла не действуют на кромочную поверхность второго стеклянного листа, которая, таким образом, является защищенной, в отличие от ситуации в известном уровне техники, где кромки толстого стеклянного листа и тонкого стеклянного листа обычно расположены на одном уровне. Такие удары претерпевает кромочная поверхность первого стеклянного листа, который является более прочным, чем второй стеклянный лист, благодаря его большей толщине.
Такой отступ может быть ограничен одним или более участками периферии оконного стекла. Предпочтительно предусматривать его на тех участках, которые наиболее подвержены риску ударов по кромочной поверхности оконного стекла после его установки в положение конечного применения. Например, в случае автомобильного оконного стекла, отступ можно реализовать на той периферийной стороне или периферийных сторонах оконного стекла, где его кромочная поверхность остается видимой и доступной после установки на автомобиль и, следовательно, может подвергаться ударам о их кромочную поверхность в течение срока службы автомобиля, однако его не требуется предусматривать к другой периферийной стороне или сторонам, где кромочная поверхность оконного стекла защищена от ударов, например, кузовом автомобиля. Это же справедливо, с необходимыми поправками, для случая, когда лишь часть кромки периферийной стороны оконного стекла остается подверженной ударам после установки в положение целевого назначения.
Конечно, предпочтительно распространить отступ на всю периферию оконного стекла, когда вся периферии подвержена действию ударов о кромочную поверхность после установки стекла в положение целевого назначения.
Однако даже в случаях, когда кромочная поверхность оконного стекла защищена на всей или части периферии после установки в положение его целевого назначения, выгодно распространить отступ на всю периферию оконного стекла. Это связано с тем, что такая мера предосторожности позволяет защитить оконное стекло от механических ударов о его кромочную поверхность на всем периоде от операции сборки оконного стекла до его установки в положение целевого назначения. В течение этого периода оконное стекло подвергается различным манипуляциям или таким операциям, как перемещение на конвейере, укладка в штабель на паллеты, перевозка, хранение, установка в положение конечного назначения, когда нельзя исключить риска ударов о кромочную поверхность.
Кроме того, отступ с успехом позволяет реализовать ручную или автоматизированную операцию обрезки ножом краевой части термопластичной пленки, выступающей за периферию оконного стекла после сборки стеклянных листов и термопластичного листа, без риска, что нож будет соударяться с кромочной поверхностью второго стеклянного листа.
Следует понимать, что когда такое оконное стекло используется в области автомобилей, первый стеклянный лист является наружным листом оконного стекла, а второй стеклянный лист обращен внутрь салона автомобиля.
Как уже указывалось, в известном уровне техники кромки внутреннего и наружного стеклянных листов обычно располагаются на одном уровне, то есть на одном и том же перпендикуляре к главной поверхности стеклянных листов. В виде исключения уже были описаны многослойные стекла, в которых кромка одного стеклянного листа отступает внутрь от кромки другого стеклянного листа, но не в целях защиты кромочной поверхности очень тонкого стеклянного листа от ударов.
Это относится к документам EP 0418123 A1 и EP 0600766 A1, описывающих многослойные стекла, в которых все составляющие стеклянные листы являются толстыми, в отличие от многослойного стекла согласно данному аспекту изобретения, которое содержит стеклянный лист толщиной меньше или равной 1,2 мм. Именно по той причине, что составляющие стеклянные листы и полученное многослойное стекло являются очень толстыми, отступ в указанных документах описан с целью сделать оконное стекло тоньше на его периферии и, тем самым, позволить установить кромку оконного стекла в монтажные и направляющие элементы автомобильной двери, которые были разработаны ранее для однослойного остекления.
В документе WO00/61366 A1 описано оконное стекло, которое ламинировано частично таким образом, что в него можно ввести непрозрачные элементы, такие как фотоэлементы. Составляющие стеклянные листы также являются толстыми и поэтому, чтобы избежать разницы уровней на периферии оконного стекла, где оно опирается на кузов, для сборки и из соображений герметизации, предлагается отступ от кромки оконного стекла.
Документ WO2014/029605 A1 относится к установке механических компонентов в отверстиях в многослойных стеклах, что иногда является проблематичным как в отношении образования отверстий, так и отношении снятия напряжений в месте установки, возникших из-за давления, оказываемого крепежной системой на оконное стекло. Это имеет место в случае опускающегося бокового стекла в двери автомашины, которое имеет отверстие внизу для закрепления элементов, приводящих стекло в движение, а также в случае задних окон, в которых имеется отверстие для устанвоки стеклоочистительной системы. Чтобы избежать таких проблем, указанный документ предлагает образовать установочное отверстие в той части оконного стекла, где наружный стеклянный лист не накрыт внутренним стеклянным листом. Более конкретно, описано боковое оконное стекло, имеющее четыре периферийные стороны и включающее зону вдоль нижней периферийной стороны оконного стекла, где наружный стеклянный лист не накрыт внутренним стеклянным листом. Установочное отверстие для элементов, приводящих в движение стекло, выполнено в этой зоне наружного стеклянного листа до упрочнения и до сборки с другими компонентами оконного стекла. В отличие от этого, настоящее изобретение в соответствии с описанным выше аспектом не зависит от какого-либо фасонирования стеклянных листов для установки на них механических устройств. Таким образом, одним отличительным признаком многослойного стекла является то, что оно имеет периферийную сторону, у которой вся область первого стеклянного листа, не покрытая вторым стеклянным листом, прилегающим к этой периферийной стороне оконного стекла, не имеет отверстий. Следует понимать, что эта область не имеет никаких отверстий, будь то сквозное или глухое отверстие.
Многослойное стекло согласно изобретению отличается также от описанного в указанном выше документе известного уровня техники различными предпочтительными признаками. Следует понимать, что каждый из этих предпочтительных признаков может быть также реализован независимо от другого, названного ранее признака, либо самостоятельно, либо в комбинации с одним или более другими признаками.
Один такой предпочтительный признак заключается в том, что кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа по меньшей мере на 30% периферии оконного стекла, более предпочтительно по меньшей мере на 50% периферии оконного стекла, более предпочтительно на по меньшей мере 70% периферии оконного стекла, или еще более предпочтительно на всей периферии оконного стекла. Под периферией оконного стекла понимается наружная кромка оконного стекла.
Другой из этих предпочтительных признаков заключается в том, что оконное стекло имеет периферийную сторону, для которой отступ меньше или равен 10 мм для всей, непрерывной или дискретной, части периферийной стороны, где кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа.
Согласно еще одному из этих предпочтительных признаков, оконное стекло дополнительно содержит, по меньшей мере на указанной части периферии оконного стекла, непрозрачную полосу, проходящую на некоторое расстояние от кромки первого стеклянного листа. Это расстояние предпочтительно меньше или равно 2 мм.
Согласно еще одному из этих предпочтительных признаков, оконное стекло имеет периферийную сторону, у которой вся область первого стеклянного листа, которая не накрыта вторым стеклянным листом, граничащим с этой периферийной стороной оконного стекла, не имеет отделки, чтобы закрепить на ней какое-либо механическое оборудование.
Многослойное стекло согласно изобретению может дополнительно иметь один или более из следующих предпочтительных признаков, каждый из которых может быть также реализован независимо от вышеуказанных отличительных признаков:
- толщина первого стеклянного листа по меньшей мере на 0,2 мм больше, чем толщина второго стеклянного листа, при этом первый стеклянный лист предпочтительно имеет толщину по меньшей мере 1 мм, более предпочтительно по меньшей мере 1,4 мм, а второй стеклянный лист предпочтительно имеет толщину меньше или равную 1 мм, более предпочтительно меньше или равную 0,7 мм;
- отступ составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм;
- для указанной части периферии оконного стекла (т.е. части, где кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа) кромка второго стеклянного листа отступает внутрь от кромки полимерного слоя;
- отступ кромки второго стеклянного листа от кромки полимерного слоя превышает 1 мм, более предпочтительно больше или равен 1,5 мм;
- отступ кромки второго стеклянного листа от кромки полимерного слоя меньше 10 мм, более предпочтительно меньше 5 мм;
- часть полимерного слоя, которая выступает за кромку второго стеклянного листа, не имеет дополнительной толщины по сравнению с частью полимерного слоя, проложенного между первым и вторым стеклянными листами, или имеет дополнительную толщину, соответствующую максимум одной трети, более предпочтительно максимум одной четверти и еще более предпочтительно максимум одной десятой толщины второго стеклянного листа. Более того, предпочтительно, чтобы эта дополнительная толщина была меньше или равна одной десятой толщины части полимерного слоя, проложенного между двумя стеклянными листами;
- для указанной части периферии оконного стекла, кромка полимерного слоя проходит под наклоном к кромке первого стеклянного листа, составляя острый угол с внутренней главной поверхностью первого стеклянного листа, при этом кромка второго стеклянного листа отступает внутрь от кромки полимерного слоя;
- указанный угол, с одной стороны, больше 20°, предпочтительно больше 30°, а с другой стороны, меньше 80°, предпочтительно меньше 60°;
- для указанной части периферии оконного стекла кромка полимерного слоя является текстурированной, предпочтительно с использованием абразивной обработки, чтобы рассеивать свет;
- для указанной части периферии оконного стекла то, что кромка полимерного слоя проходит под наклоном к кромке первого стеклянного листа, составляя острый угол с внутренней главной поверхностью первого стеклянного листа, предпочтительно достигается в результате абразивной обработки кромки полимерного слоя; при необходимости кромку полимерного слоя текстурируют путем той же абразивной обработки, чтобы заставить ее рассеивать свет;
- для указанной части периферии оконного стекла кромка полимерного слоя отступает внутрь от кромки первого стеклянного листа;
- для указанной части периферии оконного стекла между первым стеклянным листом и вторым стеклянным листом предусмотрена непрозрачная полоса, причем кромка второго стеклянного листа находится на промежуточном уровне между наружной кромкой и внутренней кромкой непрозрачной полосы;
- для указанной части периферии оконного стекла непрозрачная полоса предусмотрена между первым стеклянным листом и полимерным слоем, причем кромка полимерного слоя находится на промежуточном уровне между наружной кромкой и внутренней кромкой непрозрачной полосы;
- оконное стекло содержит уплотнение, жестко закрепленное на по меньшей мере указанной части периферии оконного стекла;
- второй стеклянный лист был обработан путем химической закалки;
- оконное стекло является стеклом для автомобиля, в частности:
> ветровым стеклом, или
> неопускающимся боковым оконным стеклом, предпочтительно с кромочной поверхностью, которая видна и доступна после установки на автомобиль, или
> опускающимся боковым оконным стеклом, предназначенным для установки в двери автомобиля, в этом случае указанная часть периферии оконного стекла (где кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа) предпочтительно включает, по меньшей мере частично, а более предпочтительно полностью, часть кромки оконного стекла, которая видна и доступна, когда оконное стекло перемещается от своего закрытого положения в свое открытое положение в двери; или
> задним стеклом, в частности, задним стеклом с кромкой, которая видна и доступна после установки на автомобиль, и/или которая имеет четыре периферийные стороны, причем указанная часть периферии оконного стекла включает, по меньшей мере частично, а предпочтительно полностью, две периферийные стороны оконного стекла, более предпочтительно три периферийные стороны и еще более предпочтительно все четыре периферийные стороны; или
> неоткрывающимся стеклом в крыше автомобиля, у которого по меньшей мере часть кромки предпочтительно является видимой и доступной после установки в крыше автомобиля; или
> оконным стеклом, образующим открывающийся прозрачный люк в крыше автомобиля, в этом случае часть периферии оконного стекла (где кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа) предпочтительно включает, по меньшей мере частично, а более предпочтительно полностью, часть кромки оконного стекла, которая становится видимой и доступной, когда оконное стекло перемещается от своего закрытого положения в свое открытое положение в крыше.
В другом аспекте изобретение относится к применению такого многослойного стекла в автотранспортном секторе. В еще одном аспекте изобретение относится к автомобилю, содержащему такое многослойное стекло.
В другом аспекте изобретение относится к способу получения многослойного стекла, включающему:
- первый этап, состоящий в предварительной компоновке оконного стекла путем размещения и удерживание вместе листа, который образует полимерный слой между первым стеклянным листом и вторым стеклянным листом, таким образом, чтобы в по меньшей мере части периферии предварительно скомпонованного оконного стекла:
> кромка второго стеклянного листа отступала внутрь от кромки первого стеклянного листа, причем размеры второго стеклянного листа меньше, чем размеры первого стеклянного листа,
> кромка полимерного слоя отступала внутрь от кромки первого стеклянного листа, и
> кромка второго стеклянного листа находилась вровень с или отступала внутрь от кромки полимерного слоя; затем
- второй этап, состоящий в обработке предварительно скомпонованного оконного стекла в автоклаве, чтобы обеспечить физико-химическое склеивание стеклянных листов друг с другом посредством полимерного слоя,
причем в указанном способе размеры листа, составляющего полимерный слой, выбирают по отношению к размерам стеклянных листов так, чтобы на первом этапе в указанной части периферии оконного стекла, там, где кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа, полимерный слой находился вровень с или выходил за кромку второго стеклянного листа, но не выходил за кромку первого стеклянного листа, с учетом допуска на точность относительного позиционирования листа, образующего полимерный слой, и двух стеклянных листов.
Таким образом, способ позволяет гарантировать, что кромка полимерного слоя никогда не будет отступать внутрь от кромок двух стеклянных листов, тем самым предотвращая образование канавки между двумя стеклянными листами, которая нежелательна, если оконное стекло не снабжено периферийным уплотнением, как с точки зрения защиты кромки второго стеклянного листа от ударов, так и с точки зрения риска загрязнения паза. Следует понимать, что этот способ может быть реализован, чтобы получить вышеописанное оконное стекло согласно изобретению, обладающее, когда это целесообразно, одним или более из предпочтительных признаков, которые указаны выше или которые упоминаются ниже в описании предпочтительных вариантов осуществления изобретения, если, конечно, они не являются несовместимыми со способом.
Другие аспекты, особенности и преимущества изобретения выявятся после рассмотрения нижеследующего описания предпочтительных вариантов осуществления изобретения, при этом описание приводится на примерах с обращением в прилагаемым чертежам.
Фигура 1 схематически показывает автомобильное ветровое стекло в виде спереди и иллюстрирует нежелательное явление блеска кромок в форме нескольких блестящих сегментов на кромке многослойного стекла.
Фигура 2 показывает локальное сечение через кромку многослойного стекла и поясняет явление блеска кромок.
Фигуры 3-5 показывают локальные сечения через кромку многослойного стекла, иллюстрируя одну возможность избавиться от явления блеска кромок.
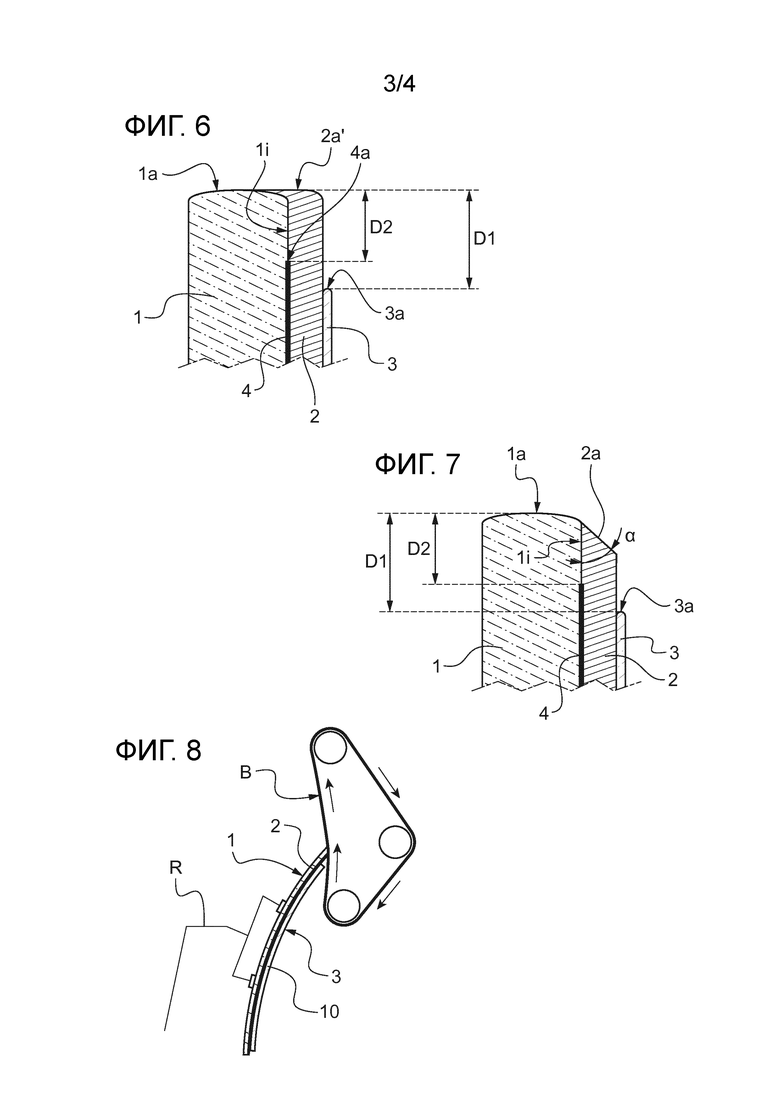
Фигуры 6 и 7 схематически показывают для автомобильного ветрового стекла согласно первому варианту осуществления изобретения, локальное сечение через кромку многослойного стекла по линии сечения A-A, показанной на фигуре 1, соответственно перед и после того, как кромочная поверхность полимерного слоя была обработана абразивным инструментом, чтобы устранить эффект блеска кромки.
Фигура 8 показывает метод обработки абразивным инструментом кромочной поверхности полимерного слоя оконного стекла, чтобы получить профиль кромки оконного стекла, показанный на фигуре 7.
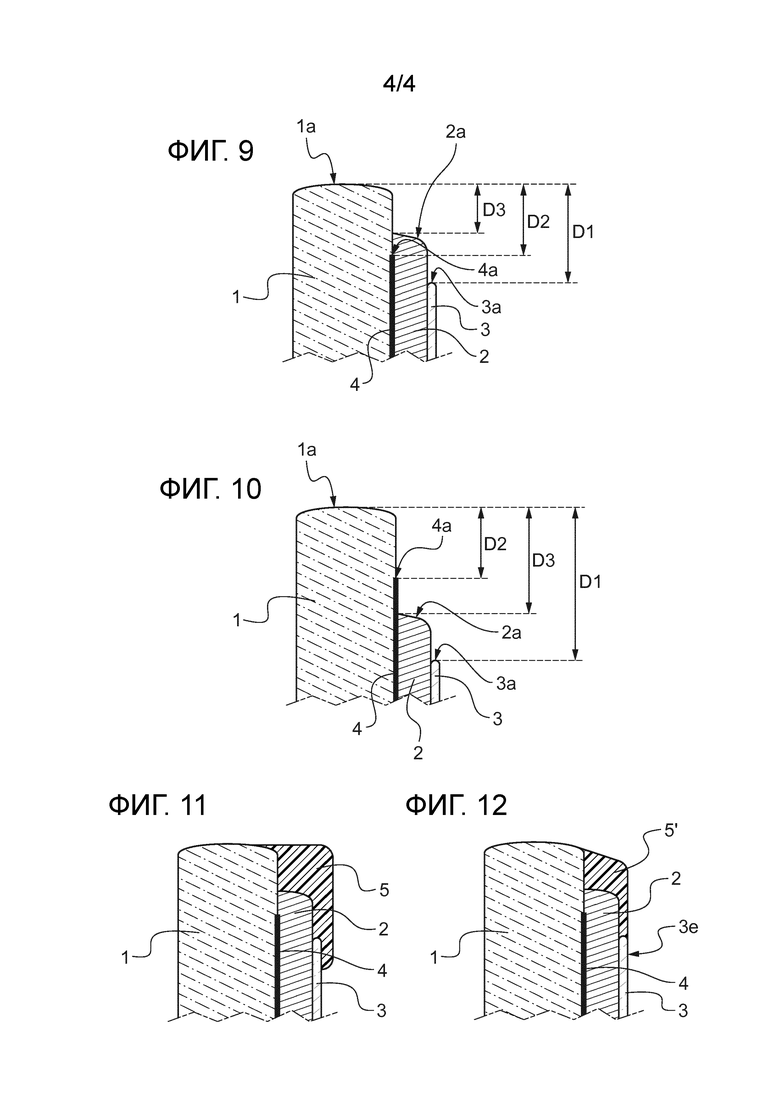
Фигура 9 схематически показывает локальное сечение через кромку многослойного стекла по линии сечения A-A с фигуры 1, но в соответствии со вторым вариантом осуществления изобретения.
Фигура 10 показывает локальное сечение, аналогичное сечению с фигуры 9, но соответствующее альтернативной форме относительного расположения кромок разных компонентов многослойного стекла.
Фигуры 11 и 12 иллюстрируют локальное сечение через кромку многослойного стекла в соответствии с третьим вариантом осуществления.
Ниже с обращением к фигурам 6-8 будет описан первый вариант осуществления автомобильного ветрового стекла согласно изобретению. Общий вид ветрового стекла соответствует виду ветрового стекла 10 с фигуры 1, которая показывает его в положении установки на автомобиле. Оно содержит четыре периферийные стороны, а именно нижнюю сторону 11, две боковых стороны 12, 14 и верхнюю сторону 13.
Альтернативно, это может быть автомобильное многослойное стекло, отличное от ветрового стекла, например, боковое стекло, которое предназначено для жесткой установки на автомобиле или установки с возможностью опускания в двери, заднее стекло или, альтернативно, стекло для прозрачного люка в крыше автомобиля, открывающееся или неподвижное. Обычно все эти оконные стекла имеют в виде спереди по существу многоугольный контур (правда, с изогнутыми сегментами), который очень часто включает четыре периферийных стороны, но их общая форма может различаться. В случае боковых оконных стекол некоторые из них имеют всего три периферийные стороны. В таких приложениях оконное стекло обычно является гнутым, хотя оно может быть также и плоским. В более широком смысле, оконное стекло может предназначаться для применения не только в автомобилях, но и в других областях, в частности, для авиации, в этом случае оно может иметь форму диска, который в контексте настоящего изобретения насчитывает всего одну периферийную сторону, или для строительной промышленности. Нижеследующее описание применимо, с необходимыми поправками, независимо от общей формы оконного стекла или его конечного применения.
Как можно видеть на фигуре 6, оконное стекло является ламинатом из двух листов: оно содержит первый стеклянный лист 1, являющийся наружным листом ветрового стекла 10, и второй стеклянный лист 3, являющийся внутренним листом.
Наружный и внутренний стеклянные листы 1, 3 могут быть листами обычного типа. В случае облегченного остекления наружный стеклянный лист 1 предпочтительно имеет толщину, выбранную из диапазона от 1,4 мм до 2,1 мм. Он может быть и толще, например, составлять до 3,5 мм или даже больше, для особых приложений, где желательна повышенная механическая прочность. С другой стороны, толщина наружного стеклянного листа 1 может быть меньше 1,4 мм для некоторых частных приложений, где допустима меньшая механическая прочность, но предпочтительно толщина больше или равна 1 мм.
В целях облегчения веса оконного стекла внутренний стеклянный лист 3 имеет толщину менее 1,2 мм, более предпочтительно меньше или равную 1 мм и еще более предпочтительно меньше или равную 0,7 мм.
Наружный стеклянный лист 1 можно подвергнуть обработке, которая повышает его поверхностную механическую прочность, применяя, например, обычной термообработке отпуском или закалкой, или подвергнуть обработке отжигом, то есть без приложения значительного давления к его поверхностям, как это обычно бывает при ламинировании ветровых стекол для автомобилей. Однако для обоих указанных выше вариантов выгодно механически упрочнить кромку стеклянного листа, прикладывая к кромке касательные сжимающие напряжения во время изготовления листа.
Внутренний стеклянный лист 3 предпочтительно подвергают обработке, которая повышает его механическую прочность. Учитывая его малую толщину, предпочтительна обработка путем химической закалки, так как она создает на стекле поверхностные зоны, находящиеся под сжимающими напряжениями, тогда как центральная зона находится под растягивающим напряжением. Методы химической закалки сами по себе известны, можно сослаться, например, на статью René Gy "Ion exchange for glass strengthening", в Materials science & engineering: B, vol. 149, No. 2, 25/03/2008, Elsevier, ISSN: 0921 5107, pp 159-165. Конечно, состав стеклянных листов 1, 3 выбирают так, чтобы он подходил для применения к ним такой обработки.
Известным способом между двумя стеклянными листами 1,3 размещают полимерный промежуточный слой 2, он служит для их склеивания друг с другом. Как правило, это может быть лист поливинилбутираля (ПВБ) толщиной 0,76 мм. Альтернативно, это может быть любой другой подходящий материал, такой как лист этиленвинилацетата (ЭВА) или полиуретана. В зависимости от назначения оконного стекла, можно даже залить смолу между стеклянными листами 1, 3 и затем полимеризовать. Толщина полимерного слоя 2 может быть разной. Он может быть также образован из нескольких наложенных друг на друга листов полимера, которые могут быть выполнены из одного и того же материала или из разных материалов.
Наружная кромка 3a внутреннего стеклянного листа 3 отступает внутрь от наружной кромки 1a наружного стеклянного листа 1 на ненулевое расстояние, обозначенное D1. Выгодно образовать такой отступ по всей периферии оконного стекла 10, так как в таком случае вся периферия внутреннего стеклянного листа 3 защищена от ударов о кромочную поверхность многослойного стекла.
Отступ D1 может быть малым. Однако предпочтительно, чтобы он составлял по меньшей мере 1 мм, более предпочтительно по меньшей мере 2 мм или же по меньшей мере 3 мм, что облегчает позиционирование внутреннего стеклянного листа 3 с отступом внутрь относительно наружного стеклянного листа 1 при сборке этих листов, с учетом допуска на точность позиционирования. Отступ D1 может быть постоянным на всей периферии оконного стекла 10, но может также различаться в зависимости от стороны оконного стекла.
В случае ветрового стекла оконное стекло содержит непрозрачную полосу 4, обычно черного цвета, но можно и другого, распространяющуюся на короткое расстояние от периферии оконного стекла 10, как показано на фигуре 1. Функцией этой полосы 4 обычно является скрыть кузов автомобиля под кромкой оконного стекла 10 и защитить каплю клея, использовавшегося для прикрепления оконного стекло 10 к кузову, от ультрафиолетового излучения. Как правило, этого можно достичь, нанося эмаль, чернила или краску путем трафаретной печати на тот или другой стеклянный лист. Эту полосу предпочтительно наносят на внутреннюю сторону 1i наружного стеклянного листа 1. Альтернативно, непрозрачную полосу 4 наносят на одну из сторон полимерного промежуточного слоя 2, например, путем нанесения чернил, как описано в WO 95/00329 A1. Для удобства операции нанесения эмали, чернил или краски, из которых образуется полоса 4, эта полоса расположена с небольшим отступом, на расстояние, обозначенное D2, от кромки 1e наружного стеклянного листа 1. Из эстетических соображений расстояние D2 предпочтительно меньше или равно 2 мм.
Предпочтительно, чтобы кромка 3a внутреннего стеклянного листа 3 находилась на промежуточном уровне между наружной 4a и внутренней 4b кромками полосы 4. Это улучшает эстетичность оконного стекла, так как кромка 3a не видна потребителю через места, где отсутствует трафаретная печать у кромки оконного стекла. В результате предпочтительно, чтобы отступ D1 был меньше или равен 10 мм на всей периферии оконного стекла 1 или по меньшей мере на боковых сторонах 12, 14 и верхней стороне 13, где непрозрачная полоса 4 обычно является менее широкой. Независимо от этих рассуждений, предпочтительно, чтобы отступ D1 был меньше или равен 10 мм по меньшей мере на всей части периферии оконного стекла, где его главная поверхность подвержена ударам, чтобы получить максимальную пользу от многослойности оконного стекла в этой области.
Во время сборки оконного стекла наружная кромка 2a' полимерного промежуточного слоя 2 не отступает внутрь от кромки 1a наружного стеклянного листа 1. После окончательной сборки оконного стекла 10, то есть, в данном случае, после автоклавирования для обеспечения физико-химического склеивания стеклянных листов посредством полимерного слоя 2, кромку 2a' полимерного слоя 2 подвергают абразивной обработке, показанной на фигуре 8.
Целью этой абразивной обработки является текстурирование кромочной поверхности полимерного слоя 2, чтобы она рассеивала свет, а не отражала, иногда это позволяет устранить или существенно снизить эффект блеска кромки. Абразивная обработка стала возможной благодаря тому, что кромка 3a внутреннего стеклянного листа 3 отступает внутрь как от кромки 1a наружного стеклянного листа 1, так и от кромки 2a' полимерного слоя 2.
Абразивную обработку можно реализовать следующим образом. Оконное стекло 10 перемещают манипулятором R так, чтобы кромка 2a' вступала в контакт с циркулирующей абразивной лентой B. Место контакта между абразивной лентой B и кромкой 2a' наклонено так, чтобы исключить или по меньшей мере ограничить контакт с наружным стеклянным листом 1. Абразивную обработку можно осуществить, используя последовательно несколько абразивных лент со все более мелким зерном. Абразивная лента B движется в направлении от полимерного слоя 2 к наружному стеклянному листу 1, тем самым предотвращая риск отслаивания полимерного слоя 2 от наружного стеклянного листа 1.
После этой абразивной обработки текстурированная кромка полимерного слоя 2, обозначенная позицией 2a на фигуре 7, расположена под острым углом, обозначенным α, к внутренней главной поверхности 1i первого стеклянного листа 1. Обычно предпочтительно, чтобы угол α был больше 20° или даже больше 30°. С другой стороны, предпочтительно, чтобы он был меньше 80° или даже меньше 60°. В более широком смысле угол α выбирают так, чтобы кромка 3a внутреннего стеклянного листа 3 отступала внутрь от кромки 2a полимерного слоя 2, чтобы избежать риска контакта абразивной ленты B с кромкой 3a внутреннего стеклянного листа 3 во время абразивной обработки.
То, что в результате кромка 2a является скошенной, выгодно по сравнению с вариантом, в котором она была бы перпендикулярной, то есть если бы угол α составлял 90°, как в известном уровне техники, поскольку риск отслаивания полимерного слоя 2 от наружного стеклянного листа 1 после изготовления оконного стекла минимизируется, а эффект уменьшения или устранения блеска кромки повышается.
Далее с обращением к фигуре 9 будет описан второй вариант осуществления многослойного стекла. Он базируется на первом варианте осуществления, при этом одинаковые позиции используются для обозначения одинаковых элементов, и его описание применимо полностью, за исключением следующих различий.
В этом варианте осуществления кромка 2a полимерного слоя 2 отступает внутрь на ненулевое расстояние, обозначенное D3, от кромки 1a наружного стеклянного листа 1 в оконном стекле 10 в его готовом состоянии. Уже только этот отступ позволяет ограничить риск блеска кромки независимо от любой возможной обработки кромки 2a, чтобы сделать ее неотражающей. Таким образом, подобную обработку кромки 2a в этом варианте осуществления можно опустить.
Предпочтительно, чтобы отступ D3 был меньше отступа D1 кромки 3a. Это позволяет избежать образования канавки между стеклянными листами 1, 3 на кромочной поверхности оконного стекла, которая могла бы засоряться после монтажа оконного стекла на автомобиле. Отступ кромки 3a внутреннего стеклянного листа 3 относительно кромки 2a полимерного слоя 2, другими словами, разность (D1-D3) предпочтительно превышает 1 мм или даже больше или равна 1,5 мм. С другой стороны, предпочтительно чтобы эта разность (D1-D3) была меньше 10 мм или даже меньше 5 мм, чтобы ограничить свободную поверхность полимерного слоя 2, которая подвергается старению и которая может по своей природе быть липкой, что нежелательно. Следует понимать, что по определению этот отступ измеряют, используя за точку отсчета для кромки 2a полимерного слоя 2 ее самую высокую точку, то есть наиболее удаленную от кромки 3a внутреннего стеклянного листа 3; напомним при этом, что кромка 2a обычно скошена и изогнута в направление к кромке 3a внутреннего стеклянного листа 3 из-за размягчения полимерного слоя 2 при обработке в автоклаве. На практике самая высокой точкой кромки 2a полимерного слоя 2 обычно является точка, в которой кромка 2a полимерного слоя 2 пересекается с внутренней поверхностью наружного стеклянного листа 1a (смотри точку, которая служит точкой отсчета для расстояния D3 на фигуре 9).
В любом случае, при изготовлении оконного стекла с полимерным слоем 2, поставляемом в форме листа, предпочтительно выбирать размеры листа, из которого образован полимерный слой 2, больше, чем размеры внутреннего стеклянного листа 3, чтобы после сборки оконного стекла полимерный слой 2 всегда был на одном уровне или выступал за кромку внутреннего стеклянного листа 3, учитывая допуски на относительное позиционирование листа, из которого образован полимерный слой 2, и внутреннего стеклянного листа 3. Этот допуск на точность позиционирования обычно составляет±1 мм. Таким образом, теоретически выгодно задать выступание полимерного слоя 2 за кромку 3a внутреннего стеклянного листа 3 по меньшей мере на 1 мм, более предпочтительно по меньшей мере на 1,5 мм, обеспечивая тем самым, что внутренний стеклянный лист 3 будет фактически иметь отступ (D1-D3) больше или равный 0 мм или, соответственно, больше или равный 0,5 мм, с учетом допуска на точность позиционирования. Однако, как упоминалось выше, можно предусмотреть, чтобы фактический отступ (D1-D3) был даже еще больше, а именно, составлял по меньшей мере 1 мм или даже более 1,5 мм.
В этом втором варианте осуществления особенно предпочтительно, чтобы отступ D3 кромки 2a полимерного слоя 2 был больше, чем отступ D2 наружной кромки 4a непрозрачной полосы 4. Этот случай проиллюстрирован на фигуре 10. В частности, кромка 2a полимерного слоя 2 находится на промежуточном уровне между наружной 4a и внутренней 4b кромками полосы 4, это же справедливо для внутреннего стеклянного листа 3, как уже упоминалось выше в связи с первым вариантом осуществления. В результате полностью устраняется риск блеска кромки, и улучшается эстетичность оконного стекла, поскольку ни кромка 3a внутреннего стеклянного листа 3, ни кромка 2a полимерного слоя не видны пользователю через места отсутствия трафаретной печати на периферии оконного стекла.
Фигура 11 показывает третий вариант осуществления согласно изобретению. Он базируется на втором варианте осуществления, то есть на варианте, в котором кромка 2a полимерного слоя 2 также отступает внутрь от кромки 1a наружного стеклянного листа 1, неважно, идет ли речь о варианте с фигуры 9 или с фигуры 10.
Этот третий вариант осуществления отличается от предыдущего только тем, что оконное стекло снабжено уплотнением 5, жестко прикрепленном по периферии стекла, например, выдавливанием или приклеиванием. Оно предпочтительно предусмотрено вокруг всей периферии оконного стекла 10. Уплотнение 5 позволяет устранить эффект яркости кромки и обеспечивает идеальную эстетическую отделку кромки оконного стекла, если смотреть со стороны внутреннего стеклянного листа 3, так как кромки 2a и 3a скрыты.
Уплотнение с успехом может быть выполнено из резины, или эластомера, или какого-нибудь другого материала, способного поглощать механические удары, в этом случае оно также защищает кромку 3a внутреннего стеклянного листа 3 от механических ударов.
Как можно видеть, уплотнение 5 может охватывать кромку 2a полимерного слоя и кромку 3a внутреннего стеклянного листа 3. Можно также предусмотреть, чтобы оно накрывало всю или часть кромки 1a наружного стеклянного листа 1, в этом случае оно будет также защищать ее от механических ударов.
Фигура 12 иллюстрирует вариант конфигурации, альтернативной показанному на фигуре 11, в которой уплотнение, обозначенное позицией 5', также находится в контакте с кромкой 3a внутреннего стеклянного листа, но располагается вровень с наружной стороной 3e внутреннего стеклянного листа 3. Другими словами, в отличие от варианта уплотнения 5 с фигуры 11, уплотнение 5' не распространяется на наружную сторону 3e.
В третьем варианте осуществления можно предусмотреть, чтобы кромка 2a полимерного слоя 2 отступала внутрь от кромки 3a внутреннего стеклянного листа 3, создавая тем самым периферийный паз для улучшения закрепления уплотнения 5 или 5'.
Прикрепление уплотнения 5 или 5' путем выдавливания на или приклеивания к кромке оконного стекла, как описано в третьем варианте осуществления, предпочтительнее, чем в случае, когда буртик, предназначенный исполнять все или некоторые из функций, указанных для уплотнения 5 или 5', получали на кромке 3a внутреннего стеклянного листа благодаря избытку материала полимерного слоя 2, скопившегося в этой точке в процессе изготовления оконного стекла. Дело в том, что управлять созданием такого буртика в процессе изготовления особенно сложно, в частности, существует риск недостатка или, наоборот, избытка материала для локального образования буртика, что иногда может, в частности, отрицательно сказаться на функции защиты внутреннего стеклянного листа и желаемого привлекательного вида. Напротив, прикрепление уплотнения путем приклеивания или выдавливания его на кромку оконного стекла не создает таких сложностей.
Из-за вышеуказанных проблем предпочтительно избегать для создания такого буртика использования полимерного слоя 2. Однако, в случаях, когда полимерный слой 2 поставляется в виде листа, этот лист размягчается при обработке в автоклаве, обеспечивая физико-химическое склеивание стеклянных листов друг с другом с помощью полимерного слоя 2, и, следовательно, полимер может течь и испытывать небольшое увеличение толщины в части, выступающей за кромку 3a внутреннего стеклянного листа 3. Таким образом, как во втором варианте осуществления, описанном в связи с фигурами 9 и 10, то есть в отсутствие прикрепленного уплотнения 5 или 5', так и в третьем варианте осуществления, описанном в связи с фигурами 11 и 12, то есть когда оконное стекло снабжено прикрепленном периферийным уплотнением 5 или 5', предпочтительно, чтобы после обработки в автоклаве часть полимерного слоя 2, которая может выступать за кромку 3a внутреннего стеклянного листа 3, не имела дополнительной толщины по сравнению с частью полимерного слоя 2, проложенного между наружным стеклянным листом 1 и внутренним стеклянным листом 3, или по крайней мере, чтобы эта дополнительная толщина была ограничена, составляя не более одной трети, более предпочтительно не более одной четвертой, еще более предпочтительно, не более одной десятой толщины внутреннего стеклянного листа 3. Кроме того, предпочтительно, чтобы эта дополнительная толщина была меньше или равна одной десятой толщины части полимерного слоя, проложенного между наружным стеклянным листом 1 и внутренним стеклянным листом 3.
Следует понимать, что локальные сечения, изображенные на фигурах для различных вариантов осуществления, могут относиться ко всей или части периферии многослойного стекла. Кроме того, отступы D1, D2, D3 и угол α могут, в зависимости от конкретного случая, быть одинаковыми или разными для разных расматриваемых периферийных сторон оконного стекла, подчиняясь одновременно соответствующим соотношениям между собой, какие указаны выше.
Разумеется, настоящее изобретение не ограничено описанными и проиллюстрированными примерами и вариантом осуществления, но может быть реализовано во многих модификациях, доступных специалистам в данной области. В частности, следует понимать, что многослойные стекла согласно изобретению не обязательно содержат непрозрачную полосу 4, например, в случае опускающегося бокового стекла в двери автотранспортного средства или при применении не в автомобилях, а в других областях.
Изобретение относится к области многослойного остекления, применяемого в автомобилестроении, и касается многослойного стекла с очень тонким внутренним стеклом, установленным с отступом. Многослойное стекло содержит два стеклянных листа и полимерный промежуточный слой, размещенный между ними. Первый стеклянный лист является более толстым, чем второй стеклянный лист, толщина которого меньше 1,2 мм. Кромка второго стеклянного листа отступает внутрь от кромки первого стеклянного листа по всей или части периферии оконного стекла. Изобретение обеспечивает защиту более хрупкого внутреннего стеклянного листа от механических ударов о кромочную поверхность оконного стекла. 14 з.п. ф-лы, 12 ил.
1. Многослойное стекло для автомобилестроения, содержащее:
- первый стеклянный лист (1) и второй стеклянный лист (3), и
- полимерный промежуточный слой (2), размещенный между первым стеклянным листом и вторым стеклянным листом,
причем:
- второй стеклянный лист (3) имеет толщину менее 1,2 мм,
- первый стеклянный лист (1) имеет толщину больше, чем толщина второго стеклянного листа (3),
- кромка (3a) второго стеклянного листа (3) смещена от кромки (1a) первого стеклянного листа (1) по меньшей мере на части периферии стекла (10), и
- стекло имеет периферийную сторону (11; 12; 13; 14), на которой вся часть первого стеклянного листа (1), которая не накрыта вторым стеклянным листом (2), граничащим с указанной периферийной стороной стекла, свободна от отверстий.
2. Стекло по п. 1, в котором толщина первого стеклянного листа (1) по меньшей мере на 0,2 мм больше, чем толщина второго стеклянного листа (3), при этом первый стеклянный лист (1) предпочтительно имеет толщину по меньшей мере 1 мм, более предпочтительно по меньшей мере 1,4 мм, а второй стеклянный лист (3) предпочтительно имеет толщину меньше или равную 1 мм, более предпочтительно меньше или равную 0,7 мм.
3. Стекло по п. 1 или 2, в котором кромка (3a) второго стеклянного листа (3) смещена от кромки (1a) первого стеклянного листа (1) на всей периферии стекла или по меньшей мере на 30% периферии стекла, более предпочтительно по меньшей мере на 50% периферии стекла и еще более предпочтительно по меньшей мере на 70% периферии стекла.
4. Стекло по любому из пп. 1-3, в котором расстояние (D1) смещения составляет по меньшей мере 1 мм, предпочтительно по меньшей мере 2 мм, более предпочтительно по меньшей мере 3 мм.
5. Стекло по любому из пп. 1-4, содержащее периферийную сторону (12; 13; 14), для которой расстояние (D1) смещения меньше или равно 10 мм на всей части указанной периферийной стороны, у которой кромка (3a) второго стеклянного листа (3) смещена от кромки (1a) первого стеклянного листа (1).
6. Стекло по любому из пп. 1-5, в котором для указанной части периферии стекла кромка (3a) второго стеклянного листа (3) смещена от кромки (2a) полимерного слоя (2).
7. Стекло по любому из пп. 1-6, в котором для указанной части периферии стекла кромка (2a) полимерного слоя (2) проходит под углом от кромки (1a) первого стеклянного листа (1), составляя острый угол (α) с внутренней главной поверхностью (1i) первого стеклянного листа (1), при этом кромка (3a) второго стеклянного листа (3) смещена от кромки (2a) полимерного слоя (2).
8. Стекло по п. 7, в котором угол (α), с одной стороны, больше 20°, предпочтительно больше 30°, а с другой стороны, меньше 80°, предпочтительно меньше 60°.
9. Стекло по любому из пп. 1-8, в котором для указанной части периферии стекла кромка (2a) полимерного слоя (2) является текстурированной, чтобы рассеивать свет.
10. Стекло по любому из пп. 1-6, в котором для указанной части периферии стекла кромка (2a) полимерного слоя (2) смещена от кромки (1a) первого стеклянного листа (1).
11. Стекло по любому из пп. 1-10, содержащее, по меньшей мере для указанной части периферии стекла, непрозрачную полосу (4), проходящую на заданное расстояние от кромки (1a) первого стеклянного листа (2).
12. Стекло по п. 11, в котором для указанной части периферии стекла непрозрачная полоса (4) находится между первым стеклянным листом (1) и вторым стеклянным листом (3), при этом кромка (3a) второго стеклянного листа (3) находится на промежуточном уровне между наружной кромкой (4a) и внутренней кромкой (4b) непрозрачной полосы (4).
13. Стекло по п. 11 или 12, в котором для указанной части периферии стекла непрозрачная полоса (4) находится между первым стеклянным листом (1) и полимерным слоем (2), при этом кромка (2a) полимерного слоя (2) находится на промежуточном уровне между наружной кромкой (4a) и внутренней кромкой (4b) непрозрачной полосы (4).
14. Стекло по любому из пп. 1-13, содержащее уплотнение (5; 5'), жестко закрепленное на по меньшей мере указанной части периферии стекла.
15. Стекло по любому из пп. 1-14, в котором второй стеклянный лист (3) был обработан путем химической закалки.
| JP 2007197288 A, 09.08.2007 | |||
| FR 2000890 A1, 19.09.1969 | |||
| WO 2014029605 A1, 27.02.2014 | |||
| FR 3012073 A1, 24.04.2015. |

