Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к судну, предназначенному для сборки на его борту одиночных труб в узел, образующий жесткую плеть типа "труба-в-трубе", и к способу изготовления таких плетей типа "труба-в-трубе".
Уровень техники
[0002] Известны разные конфигурации судов для укладки морских трубопроводов, среди которых для укладки подводных жестких трубопроводов чаще всего используют J-образную укладку и S-образную укладку. S-образная укладка обычно применяется для укладки трубопроводов в мелких водах, в J-образная укладка применяется в глубоких водах. Морские месторождения находят и разрабатывают во всем мире, на различных глубинах и с изменениями глубин на запланированных маршрутах трубопроводов. Преимущественно, для всего жесткого морского трубопровода можно использовать судно, способное применять оба способа укладки.
[0003] Из-за того, что такие суда являются плавучими заводами, работающими круглосуточно и без выходных, с численностью персонала 200-500 человек, стоимость эксплуатации судов-трубоукладчиков очень высока. В результате операторы часто стремятся оптимизировать и, тем самым, довести до минимума количество времени, затрачиваемого на освоение морского месторождения.
[0004] Обычные трубопроводы строят, сваривая друг с другом так называемые одиночные трубы длиной около 12 м, для получения окончательной требуемой длины трубопровода на месторождении. Это обычно делается поэтапно, когда одиночные трубы сначала сваривают в двойные плети (24 м), тройные плети (36 м) и/или четверные плети (48 м) прежде, чем приварить к трубопроводу, подвешенному на судне-трубоукладчике, которое ведет укладку морского трубопровода. Применяя эти плети промежуточной длины создается оптимум между минимизацией количества "критического времени", затрачиваемого на изготовление на месте для создания требуемой длины трубопровода, и хранением заранее изготовленных плетей, которыми относительно легко манипулировать. это критическое время определяет количество времени, которое судно-трубоукладчик затрачивает на укладку трубопровода и, по существу, в значительной степени определяет стоимость проекта укладки подводного трубопровода.
[0005] В зависимости от свойств морского месторождения для транспортировки нефти с месторождения могут потребоваться хорошо изолированные эксплуатационные трубопроводы. Это может быть особенно справедливо для глубоководных и сверхглубоководных операций, где температура у дна может привести к отвержению содержимого трубопровода. Обычно в трубопроводах применяется "влажная изоляция". Такая влажная изоляция включает множество материалов изолирующего покрытия, включая вспененные и синтактические полиуретан, полипропилен и силикон, которые наносятся на внешнюю поверхность трубопровода и, поэтому находятся в непосредственном контакте с морской водой. Такие трубы с уже нанесенным покрытием поступают на судно, где посте сварки на монтажной линии нужно нанести лишь небольшую секцию покрытия, именуемую изоляцией сварного шва. Таким образом, время изготовления морского трубопровода определяется операциями погрузки/разгрузки труб, сварки и нанесения изоляции сварного шва.
[0006] Когда нужна еще более эффективная изоляция, наносят "сухой материал", такой как аэрогель, Izoflex или минеральная вата. Как известно, изолирующие свойства этих материалов быстро снижаются по мере того, как материалы насыщаются жидкостью, поэтому трубопроводы с сухой изоляцией должны строиться так, чтобы изоляционные материалы постоянно оставались сухими. Это обычно достигается тем, что трубопроводы строятся по принципу "труба-в-трубе" (далее - ТвТ), где трубопровод содержит внутреннюю и внешнюю трубы, между которым заключен сухой изоляционный материал. Трубопровод ТвТ можно строить как скользящий, обжатый или фиксированный трубопровод, и эти типы трубопроводов ТвТ хорошо известны. В пространстве между внутренней и внешней трубами может также быть создан вакуум для дополнительного улучшения изоляции.
[0007] Из-за двойного количества труб в трубопроводе ТвТ, изготовление таких плетей труб требует более чем вдвое большего количеств производственных этапов, а также увеличенного количества погрузочно-разгрузочных операций и использования специального оборудования. Поэтому, изготовление плетей ТвТ, по существу, требует большего пространства и больше времени. В морских условиях пространство, доступное для этих необходимых операций, ограничено. Для того, чтобы производство в море выполнялось как можно более безопасно, и чтобы ограничить время на производство в море, для проектов по укладке трубопроводов, в которых используются ТвТ, часть работ по изготовлению плетей выполняется на берегу. На берегу изготавливают двойные, тройные и четверные плети ТВТ, которые отправляются на судно-трубоукладчик по заказу на баржах.
[0008] Недостатком такого способа является то, что транспортировка плетей труб связана с транспортными рисками. Дополнительно, он требует усиленной координации и управления проектом, чтобы график предварительного изготовления был согласован с графиками транспортировки и морских монтажных работ. Поскольку проекты по укладке трубопроводов осуществляются во всем мире, приходится иметь дело либо с транспортировкой на очень длинные расстояния, либо с глобальным строительством заводов для минимизации расстояния транспортировки ТвТ, что влечет расходы на строительство полностью оснащенных предприятий по производству плетей ТвТ, или расходы на постоянное перебазирование таких предприятий. Координация транспортировки плетей труб еще более трудна для крайнего севере, где обычные баржи нельзя использовать на протяжении большей части года из-за льдов.
[0009] Поэтому необходимо обеспечить возможность изготовления морских трубопроводов ТвТ со снижением расходов и усилий по оперативной координации.
Раскрытие изобретения
[0010] Согласно настоящему изобретению предлагается судно-трубоукладчик, как определено выше, в котором установлены две линии по производству плетей труб и монтажная линия, при этом линии по производству плетей труб предназначены для одновременной работы с трубами с двумя разными наружными диаметрами для использования в качестве внешней трубы и внутренней трубы, соответственно. Дополнительно, судно имеет участок сборки узлов труба-в-трубе, не котором внутреннюю трубу и внешнюю трубу собирают в конфигурацию труба-в-трубе. Судно имеет компоновку, которая позволяет производить плети ТвТ морских трубопроводов из одиночных труб, где имеющееся пространство используется оптимально и плети ТвТ можно изготавливать безопасно. Не требуется ни наземных предприятий, ни транспортировки плетей ТвТ на судно, поэтому при использовании судна-трубоукладчика по настоящему изобретению использовать наземные предприятия по сборке плетей ТвТ не нужно. В результате, сокращается оперативная координация и общие расходы на проект по укладке морского трубопровода можно снизить. Кроме того, такое судно можно эксплуатировать на крайнем севере, что позволяет прокладывать морские трубопроводы в труднодоступных местах.
[0011] Судно налажено для изготовления по меньшей мере одного из скользящего, обжатого или фиксированного трубопроводов ТвТ. Линии по производству плетей труб на судне могут работать отдельно и независимо друг от друга, позволяя производить внешние и внутренние плети со скоростью, согласованной со скоростью, с которой может работать участок сборки узлов ТвТ.
[0012] Линии по производству плетей труб содержат один или боле участок по изготовлению плетей разной длины из одиночных труб. Каждый участок специализирован на части производственного процесса и содержит специализированное оборудование, что дополнительно способствует ограничению необходимых перемещений труб, оборудования и персонала во время изготовления плети ТвТ. Такое ограничение перемещений труб, оборудования и персонала повышает безопасность. Кроме того, благодаря такому ограничению перемещений можно также уменьшить пространство, выделенное для таких перемещений, что позволяет создавать относительно компактные производственные линии. Дополнительно, специализированные участки производственных линий позволяют одновременно выполнять операции на линии и их можно наладить так, чтобы они не влияли или ограниченно влияли на скорость изготовления трубопровода ТвТ.
[0013] Обе линии по производству плетей труб могут содержать первый участок для сборки одиночных труб в двойные, и второй участок для сборки двойных труб в тройные или четверные, и третий участок для обработки концов труб плети.
[0014] И первый, и второй участки имеют оборудование для подготовки концов труб, сварки и контроля сварки. По существу, на одиночные внешние и внутренние трубы предварительно на берегу нанесено покрытие, поэтому в море обе плети труб требуют только нанесения покрытия на сварной шов. Поэтому, по меньшей мере на одном участке каждой производственной линии имеется также оборудование для нанесения покрытия на сварной шов.
[0015] Кроме того, перед подачей на участок сборки ТвТ на внутреннюю трубу плети ТвТ на участке устанавливают несколько центраторов внутренней трубы и/или водоизолирующих диафрагм. При необходимости можно создавать вакуум.
[0016] После участка сборки ТвТ имеется участок четвертого типа для установки любых внешних объектов, таких как полосы для противодействия вибрациям, вызванным вихреобразованием, гасители лавинного смятия, аноды и/или специальные кованные компоненты трубопровода для внешней трубы. Кроме того, на этом участке на сборку устанавливают фиксирующие зажимы для запирания внешней трубы на внутренней трубе для предотвращения ее соскальзывания во время последующих погрузочно-разгрузочных операция и операция по изготовлению трубопровода.
[0017] Все участки связаны с системой отчетности процесса для обеспечения эффективности, качества и безопасности изготовления.
[0018] Участок сборки узлов труба-в-трубе сконфигурирован для сборки плетей ТвТ длиной от одной и до четырех стандартных длин трубы. Длина плети может меняться и, например, выбираться так, чтобы общая скорость изготовления на производственных линиях была согласована со скоростью, с которой работает монтажная линия. Другие потребности проекта, такие как способ укладки, также могут диктовать длину плети, изготавливаемой на участке сборки плетей ТвТ для подачи на монтажную линию. Сборка четверных плетей на участке сборки позволяет выполнять только одну операцию соединения на монтажной линии на каждые четыре длины трубы, что позволяет монтажной линии работать с высокой скоростью. Однако в зависимости от объема подготовительных работа, которые необходимо выполнить на плетях внутренних и внешних труб перед сборкой, монтажная линия может работать не с постоянной скоростью, если производственные линии и сборочный участок не могут работать с одинаковой скоростью. Таким образом, если проект требует относительно большого объема подготовительных работ, проводимых на плетях внешних и внутренних труб, можно добиться более постоянной скорости работы монтажной линии, когда сборочный участок подает плети ТвТ, состоящие из двойных труб.
[0019] Судно-трубоукладчик может иметь верхнюю палубу и расположенное на ней средство J-образной укладки труб, состоящее из башни для укладки труб, поступающих с монтажной линии, в J-образной конфигурации. Дополнительно, судно оснащено подъемно-транспортным оборудованием для подачи труб или плетей труба-в-трубе с монтажной линии на башню. Башня J-образной укладки может быть расположена так, чтобы вести укладку с борта судна, но в предпочтительном варианте судно имеет шахту, проходящую сквозь верхнюю палубу, а башня для J-образной укладки расположена над шахтой. В такой конфигурации судно укладывает трубу в J-образном режиме сквозь судно через шахту. Шахта предпочтительно имеет прямоугольную форму и размер, достаточный для пропускания структур, встроенных в трубопровод и находящихся на конце трубы, которые нужно соединять и устанавливать как части трубопровода. Преимущество такой конфигурации заключается в том, что судно-трубоукладчик может быть относительно компактным судном традиционной формы, имеющим хорошую стабильность, что позволяет судну развивать высокую транзитную скорость.
[0020] Производственные линии могут быть расположены на верхней палубе или под ней. В предпочтительном варианте судно оснащено линиями по производству плетей труб, расположенными под верхней палубой. Такая компоновка позволяет оптимально использовать пространство судна, благодаря чему значительная часть верхней палубы становится доступной для другой деятельности. Кроме того, благодаря расположению производственных линий под верхней палубой производственные операции автоматически экранируются от погодных условий, позволяя сделать производственную среду более управляемой. Более управляемая производственная среда позволяет добиться большей стабильности качества плетей труб, производимых на борту. Дополнительно, в зависимости от соответствующего расположения производственных линий относительно монтажной линии и башни для J-образной укладки, подъемно-транспортное оборудование для труб может потребовать включения в свой состав подъемников для подъема плетей труб на верхнюю палубу. Здесь плети ТвТ труб будут подниматься в вертикальную башню для J-образной укладки, где их будут приваривать к секции трубопровода, свисающей с судна.
[0021] В другом варианте судно имеет пространство для хранения одиночных труб. Хранение одиночных труб можно организовать как в корпусе судна-трубоукладчика, так и на верхней палубе. Наличие такого склада на борту позволяет судну-трубоукладчику работать независимо, ограничивая или даже исключая применение снабжающих барж в проекте по укладке трубопровода. В результате расходы на проект и координацию дополнительного транспорта можно сократить. Это дает особые преимущества для проектов по укладке трубопроводов в труднодоступных областях, поскольку такие проекты становятся легче управляемыми и более дешевыми.
[0022] Дополнительно, судно может иметь на борту хранилище для изготовленных плетей ТвТ. Наличие такого хранилища позволяет хранить плети ТвТ, которые еще нельзя подать на монтажную линию для окончательной сборки и монтажа. Кроме того, наличие на борту такого хранилища для плетей ТвТ позволяет использовать судна для предварительного изготовления плетей, когда оно еще не подошло к месту укладки морского трубопровода. Таким образом, время транзита судна можно использовать как производственное время, что дополнительно оптимизирует затраты времени судна.
[0023] В другом предпочтительном варианте судно также имеет средство для S-образной укладки, расположенное под верхней палубой и содержащее монтажная линия. Такое судно преимущественно подходит для укладки жесткого трубопровода и в мелких, и в глубоких водах. Для оптимального использования судна башня J-образной укладки предпочтительно расположена для выполнения операций через шахту, одновременно с работой средства для S-образной укладки для изготовления трубопровода. Такое расположение позволяет эксплуатировать средство для S-образной укладки как часть производственной линии для J-образной укладки, оптимально используя пространство и оборудование на борту.
[0024] В другом предпочтительном варианте монтажная линия проходит вдоль центральной оси судна, а шахта расположена с одной стороны от этой монтажной линии. При такой конфигурации возможна ранее описанная одновременная работа шахты и средства для S-образной укладки, при этом движения судна оказывают ограниченный эффект на трубопровод, спускающийся с судна в режиме S-образной укладки.
[0025] Дополнительно, шахта может быть отделена от монтажной линии коффердамом, доходящим до верхней палубы. Благодаря коффердаму операции по J-образной укладке можно проводить только с верхней палубы, и коффердам защищает участки в корпусе судна от этих операций и влияния элементов на операции. Таким образом, наличие коффердама обеспечивает безопасность и создает стабильную рабочую среду внутри корпуса судна. Такая стабильная рабочая среда позволяет поддерживать постоянное качество операций по сварке и нанесению покрытия на производственных линиях и на монтажной линии.
[0026] Монтажная линия для S-образной укладки может содержать один из участков. Такая конфигурация дополнительно оптимизирует пространство и оборудование на борту и позволяет спроектировать судно с обычными для судна-трубоукладчика размерами. Обща длина судна-трубоукладчика может составлять 200-225 м.
[0027] В одном варианте участок сборки плетей ТвТ предназначен для сборки плетей внутренних и внешних труб на монтажной линии. Сборочный участок содержит и монтажная линия, и вставляющий инструмент, расположенный параллельно и непосредственно рядом с монтажной линией. При такой конфигурации монтажная линия используется для выравнивания внутренней и внешней труб и подачи внутренних труб с изоляцией и центраторами и водоизолирующими диафрагмами, если они необходимы. Таким образом большие моменты, создаваемые трубами, ограничиваются, и уже имеющееся оборудование используется оптимально. В режиме J-образной укладки плети ТвТ, изготовленные на монтажной линии затем поднимают на верхнюю палубу для загрузки в башню для J-образной укладки. При J-образной укладке обычно предпочтительны четверные плети ТвТ, поскольку в этом режиме они дают наибольшую скорость укладки. При работе в режиме S-образной укладки монтажная линия также нужен для приваривания плетей ТвТ к трубопроводу, который затем укладывается непосредственно с задней части монтажной линии в море. Первым вариантом работы в режиме S-образной укладки является создание (четверных) плетей ТвТ заранее, и хранение их на судне до начала укладки трубопровода.
[0028] Вторым вариантом является создание плетей ТвТ более короткой длины, например, двойных плетей, тем самым оставляя достаточное пространство на монтажной линии для сварки плетей в трубопровод. В этом альтернативном варианте участок сборки узлов труба-в-трубе расположен параллельно и рядом с линией сварки так, чтобы расстояние между монтажной линией и участком сборки плетей ТвТ был менее 5 метров, что позволяет производит плети ТвТ во время укладки в S-образном режиме. Вставляющий инструмент может быть расположен рядом с участками двойных труб на входном конце монтажной линии и выполнять сборку плетей двойной длины параллельно с работами по изготовлению плетей двойной длины. Плети ТвТ двойной длины затем подают на монтажной линии, где их приваривают к трубопроводу и укладывают в S-образном режиме.
[0029] Кроме того, подъемно-транспортное оборудование для труб может содержать подъемник, расположенный для подъема плетей ТвТ с монтажной линии на верхнюю палубу. Специализированные подъемники, являющиеся частью подъемно-транспортного оборудования, являются безопасным и надежным средством транспортировки плетей ТвТ, которые изготавливаются под верхней палубой и либо должны устанавливаться с использованием башни J-образной укладки на верхней палубе, либо храниться там. Такие специализированные подъемники могут быть расположены на участке сварки среди оборудования для S-образной укладки, или рядом с ним.
[0030] Дополнительно, настоящее изобретение относится к способу укладки трубопровода типа труба-в-трубе с судна-трубоукладчика, имеющего две независимые и отдельные линии по изготовлению плетей труб, монтажная линия и башню для J-образной укладки. Способ содержит этапы, на которых укладывают трубу с судна в J-образном режиме, при этом сначала подают одиночную трубу на первый участок каждой из двух линий по изготовлению плетей труб, в результате чего первая линия по изготовлению плетей труб получает внутренние трубы, а вторая линия по изготовлению плетей труб получает внешние трубы, при этом внутренние трубы имеют наружный диаметр меньший, чем внутренний диаметр внешних труб. Затем на первом участке каждой линии по изготовлению плетей труб изготавливают плети из двух труб. Затем плети из двух труб подают на монтажная линия, где их соединяют для поучения четверных или тройных плетей труб. Затем, плети внешних труб и плети внутренних труб собирают в конфигурацию труба-в-трубе, после чего плеть труба-в-трубе подают в башню для J-образной укладки. Наконец, плеть труба-в-трубе соединяют с трубопроводом и опускают в море.
[0031] Судно может быть судном по настоящему изобретению, и этап сборки плетей внутренних и внешних труб в конфигурацию труба-в-трубе может по меньшей мере частично выполняться на монтажной линии. Для дальнейшей оптимизации компоновки и использования пространства на борту судна все этапы изготовления плетей труб вплоть до сборки плетей внутренних и внешних труб для формирования конфигурации труба-в-трубе могут выполняться под верхней палубой, тогда как башня для J-образной укладки расположена на верхней палубе. В такой конфигурации этап способа укладки трубопровода, на котором плети труба-в-трубе подают в башню для J-образной укладки, содержит этап, на котором плети труба-в-трубе поднимают на верхнюю палубу.
[0032] Наконец, настоящее изобретение относится к участку для сборки плетей внутренних и внешних труб в узел труба-в-трубе, содержащему множество модулей конвейера для выравнивания труб, расположенных для поддержки плети внутренних труб и плети внешних труб так, чтобы их центральные линии образовали одну непрерывную линию, и толкающую-вытягивающую систему для труб, предназначенную для перемещения плети внешних труб относительно плети внутренних труб. Перед сборкой плети внутренних и внешних труб выравнивают так, чтобы их центральные линии лежали на одной оси. Затем начинают сборку, растягивая плеть внутренних труб, используя толкающую-вытягивающую систему, после чего ролики конвейера управляемо транспортируют плеть внешних труб поверх плети внутренних труб. Тем самым модули конвейера налажены так, чтобы оптимизировать смещение внешней плети относительно внутренне плети во время введения. Модули конвейера могут обеспечить компенсацию некруглости и криволинейности труб, чтобы обеспечить плавное введение плети внутренних труб в плеть внешних труб. Автоматизация сборки плетей ТвТ дает хорошее постоянное качество таких плетей ТвТ, и плавное введение ограничивает степень человеческого участия, необходимого для создания соединений и ограничивает время простоя участка. Кроме того, наладка участка позволяет полностью управлять всеми движениями при сборке, позволяя безопасно эксплуатировать участок в морских условиях.
[0033] Участок сборки плетей труба-в-трубе может содержать один или более выравнивающих конвейерных модулей, имеющих множество поддерживающих роликов, расположенных в V-образной конфигурации для поддержки плети внешних труб и обеспечивающих прямолинейное движение трубы вдоль центральной оси. Дополнительно, один или более из выравнивающих конвейерных модулей может иметь множество моторизованных роликов для транспортировки внешней трубы над внутренней трубой для сборки этих труб в конфигурацию труба-в-трубе. Кроме того, один или более из выравнивающих конвейерных модулей может далее иметь по меньшей мере один вращающий ролик для поддержки и вращения внутренней трубы во время ее введения во внешнюю трубу. Конвейерные модули позволяют выполнять вставку с допуском максимум пять миллиметров между внешней окружностью центратора и внутренней окружностью внешней трубы. Множество конвейерных модулей расположены вдоль длины участка сборки для оптимизации смещения внешней плети относительно внутренней. Для поддержки четверной плети внутренних труб требует минимум четыре выравнивающих модуля.
[0034] В одном варианте толкающая-вытягивающая система для труб имеет толкатель конца трубы, расположенный на одном конце участка сборки плетей ТвТ и предназначенный для вталкивания плети внутренних труб во время сборки плети ТвТ. Дополнительно, толкающая-вытягивающая система для труб может иметь систему с двойной пробкой для вытягивания плети внутренних труб в обоих направлениях, содержащую концевую крышку внутренней трубы, расположенную на первом конце участка для соединения с дальним концом плети внутренних труб, и концевую крышку внешней трубы, расположенную на противоположной стороне участка для соединения с дальним концом плети внешних труб. Система с двойной пробкой дале может содержать внутренний соединительный трос, соединяемый с обращенными внутрь сторонами концевой крышки внутренней трубы и концевой крышки внешней трубы. Дополнительно, толкающая-вытягивающая система для труб может иметь лебедку внешней трубы, расположенную на стороне участка, противоположной толкателю, для соединения с обращенной наружу стороной концевой крышки внешней трубы. Лебедки толкателя конца трубы удерживают плети внутренних труб напряженными во время сборки с помощью роликов, заставляя центральные линии плетей труб оставаться выровненными на протяжении всей процедуры сборки и обеспечивая полный контроль над движениями труб. Толкатель конца трубы является регулируемым так, чтобы расстояние между толкателем трубы и лебедкой внешней трубы можно было регулировать на расстояние 4-5 м для компенсации разницы в длине плети труб, возникающей из-за допусков на длину трубы. Кроме того, высота и расстояние от лебедки внешней трубы толкателя конца трубы могут быть регулируемыми, чтобы один и тот же толкатель конца трубы можно было использовать для труб с разным наружным диаметром.
[0035] В одном варианте участок имеет длину не более 110 м, что достаточно для выравнивания восьми 12-метровых труб. Поэтому участок имеет достаточную длину для сборки двух четверных плетей. Участок такой длины можно расположить на большинстве судов-трубоукладчиков, которые обычно имеют длину корпуса по меньшей мере около 200 м.
[0036] Кроме того, участок сборки плетей труба-в-трубе может быть перемещаемым. Такая возможность перемещения позволяет складывать сборочный участок ниже минимальной высоты плети труб так, чтобы оборудование не мешало другим операциям, выполняемым на участке или когда участок находится на монтажной линии, который используется как монтажная линия при S-образной укладке. Альтернативно или дополнительно, узел сборки плетей ТвТ может иметь привинчиваемый фундамент для модулей конвейера и толкателя, что позволяет перемещать инструменты и налаживать линию изготовления плетей ТвТ в соответствии с различными требованиями проекта. Привинчиваемые фундаменты позволяют перемещать модули конвейера и толкателя из области монтажной линии в другое место, например, рядом с линиями изготовления двойных плетей, производящими двойные плети ТвТ.
Краткое описание чертежей
[0037] Далее следует более подробное описание настоящего изобретения со ссылками на приложенные чертежи, где показаны иллюстративные варианты изобретения. Чертежи предназначены исключительно для иллюстрации и не ограничивают изобретательскую концепцию. Объем изобретения ограничивается только определениями, приведенными в формуле.
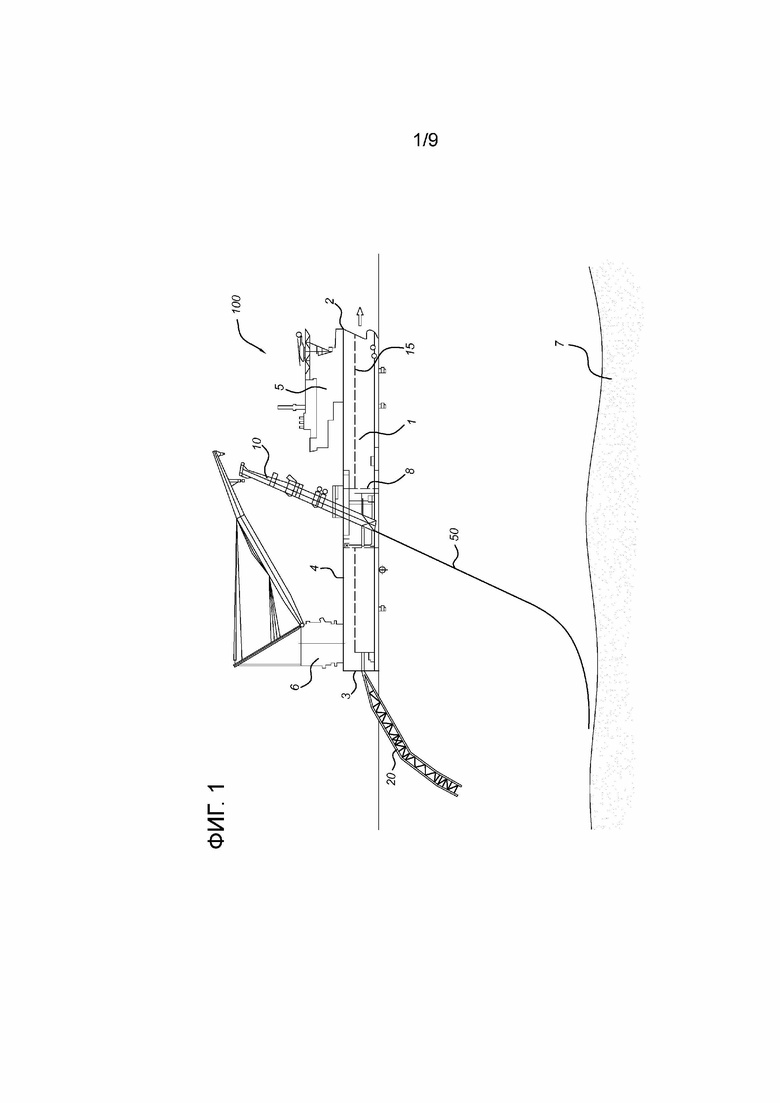
Фиг. 1 - судно-трубоукладчик по настоящему изобретению.
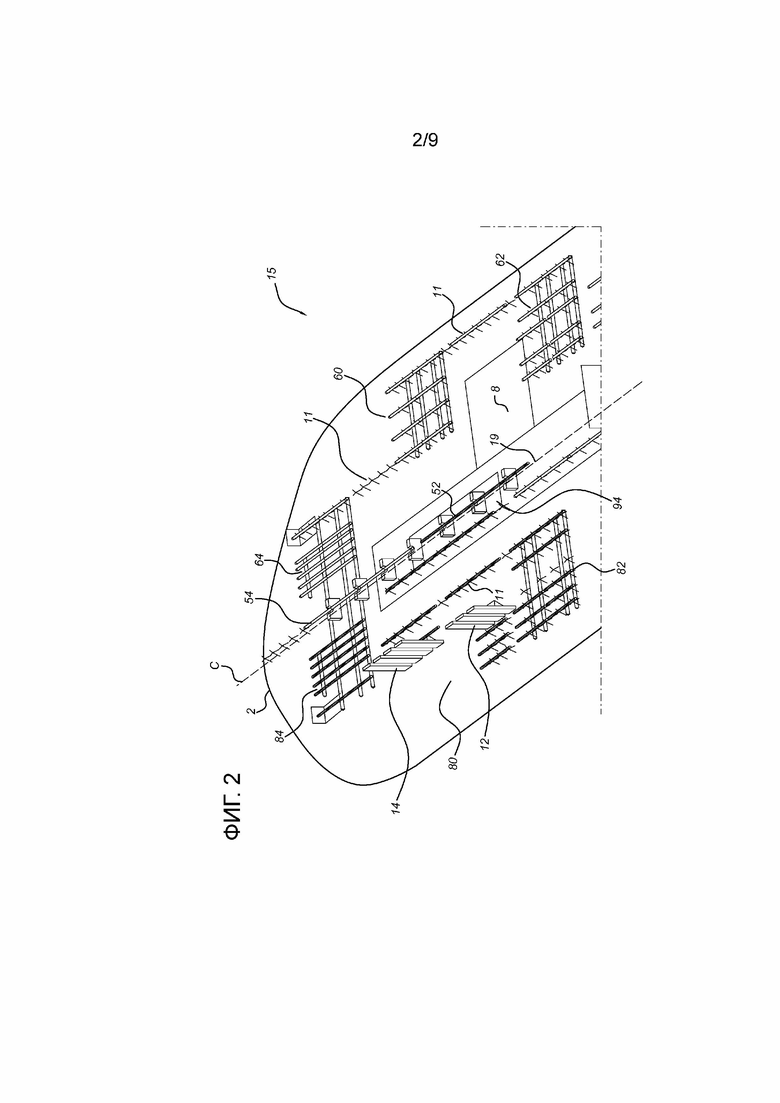
Фиг. 2 - общий вид варианта компоновки участка по изготовлению трубопровода на судне.
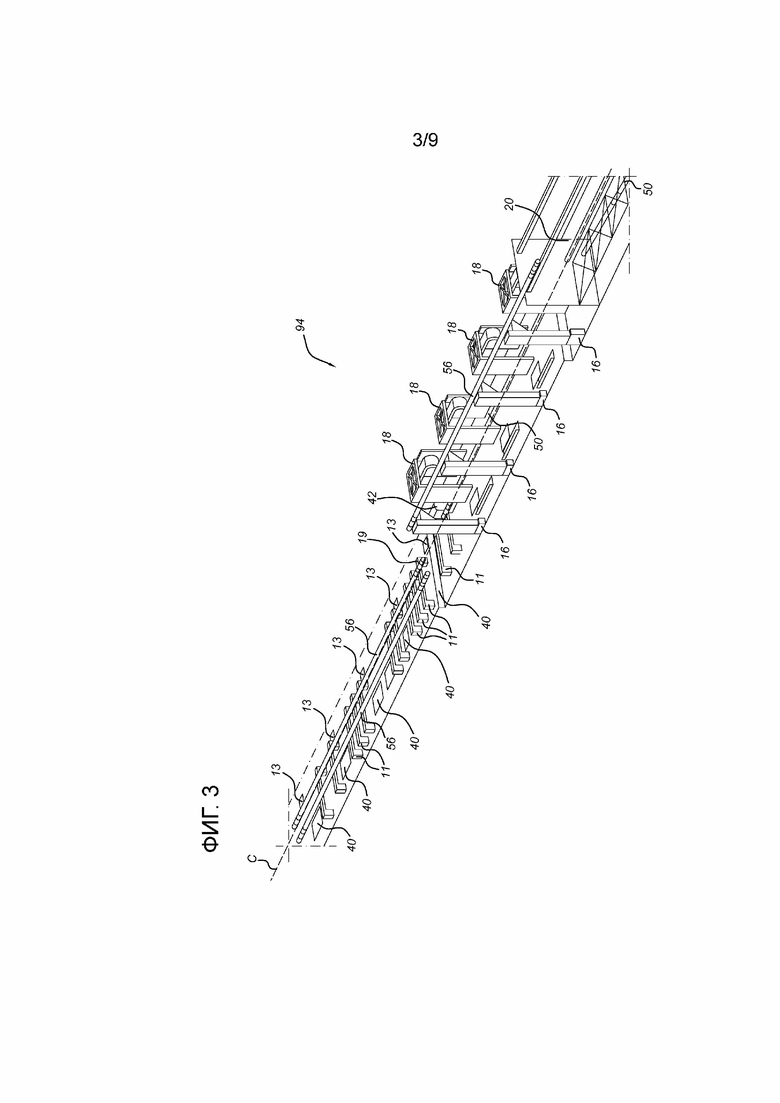
Фиг 3 - общий вид монтажной линии с участком сборки плетей труба-в-трубе и оборудования для S-образной укладки.
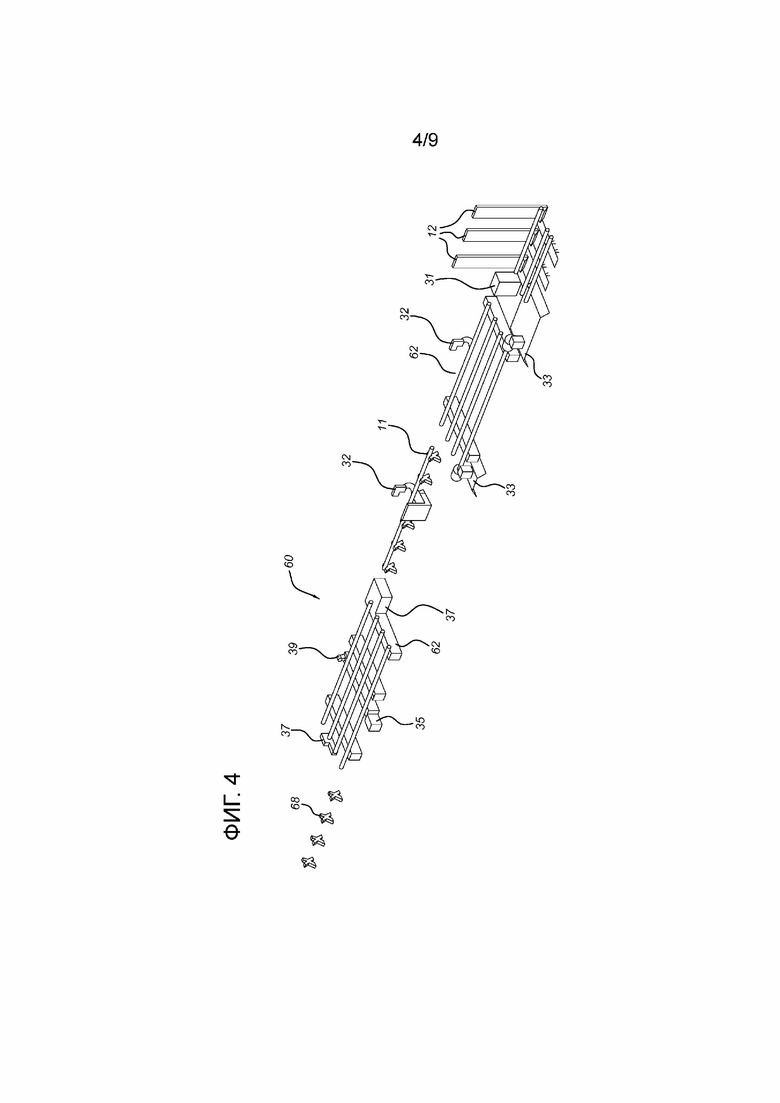
Фиг. 4 - общий вид части правой стороны производственной линии.
Фиг. 5 - общий вид зоны стеллажа для готовых изделий если смотреть со стороны носа.
Фиг. 6 - общий вид оснастки для сборки плетей труба-в трубе на участке сборки плетей труба-в-трубе.
Фиг. 7 - более подробный общий вид толкателя конца трубы толкающей-вытягивающей системы на участке сборки.
Фиг. 8 - более подробный вид конвейерного модуля для выравнивания труб.
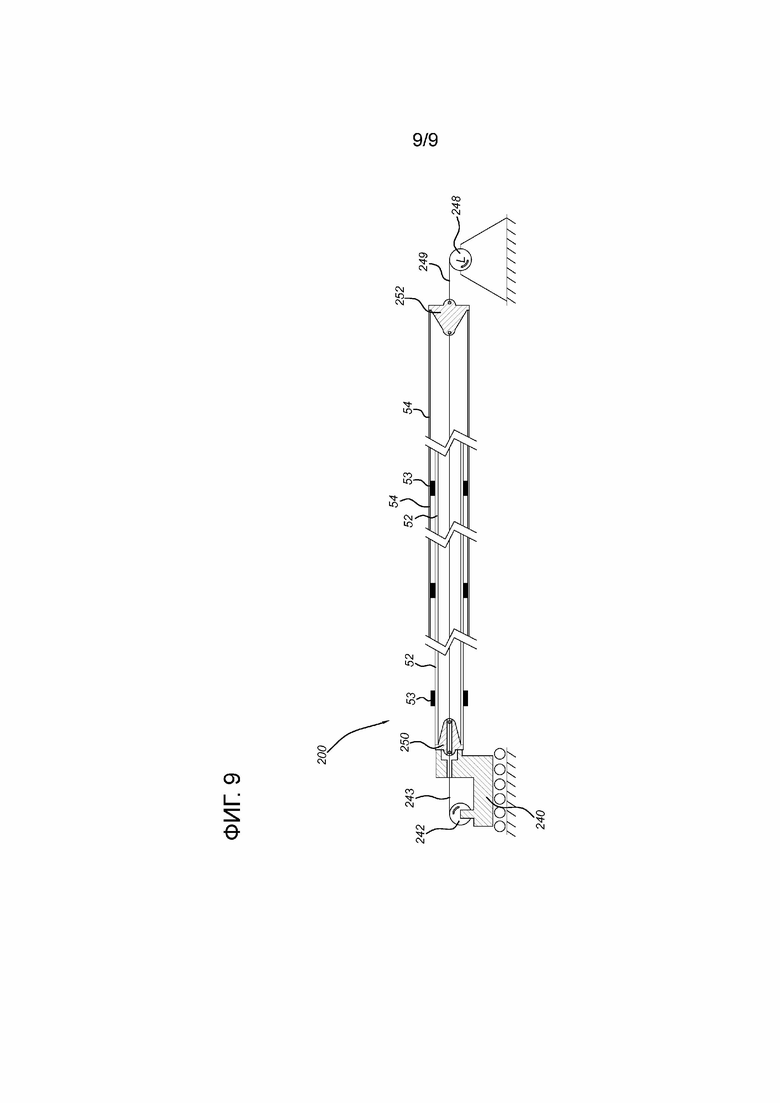
Фиг. 9 - схематическое сечение плетей труб во время сборки плети труба-в-трубе, с толкателем конца трубы, концевыми крышками и лебедками.
Описание предпочтительных вариантов осуществления изобретения
[0038] На фиг. 1 показано судно-трубоукладчик 100 по варианту настоящего изобретения. Судно 100 содержит корпус 1, жилой отсек 5, кран 6, башню 10 для J-образной укладки, и стингер 20 для S-образной укладки, где корпус 1 имеет нос 2, корму 3 и верхнюю палубу 4. Кроме того, на чертеже показан трубопровод 50 и дно 7 моря. Под верхней палубой 4 расположены другие палубы, включая палубу 15 по изготовлению трубопровода. Корпус 1 судна-трубоукладчика определен носом 2 спереди, определяющим нормальное направление движения, кормой 3 сзади и верхней палубой 4 сверху. Над верхней палубой 4 расположены жилой отсек 5 и кран 6, а также башня 10 для J-образной укладки. В показанной конфигурации жилой отсек 5 расположен в носовой части судна, башня 10 для J-образной укладки расположена в средней части, а кран 6 расположен в кормовой части судна так, чтобы кран 6 мог достигать всей верхней палубы 4 и башни 10 для J-образной укладки, не перекрывая вид из жилого отсека 5. Башня 10 для J-образной укладки опускает изготовленный на борту трубопровод 40 на дно 5 через шахту 8 в корпусе. Альтернативно башня 10 для J-образной укладки может быть расположена на одной стороне верхней палубы 4, что позволяет производить укладку с одного борта судна. Дополнительно, судно имеет стингер 20 для S-образной укладки, соединенный с кормой 3 корпуса 1, что позволяет судно также выполнять операции по укладке трубопровода в режиме S-образной укладки.
[0039] На фиг. 2 приведен общий вид компоновки палубы 15 для изготовления трубопровода по варианту настоящего изобретения. Палуба 15 для изготовления трубопровода содержит производственную линию 60 правого борта и производственную линию 80 левого борта, участок 94 сборки плетей ТвТ монтажная линия 19 (показан частично), а также подъемно-транспортное оборудование включая конвейеры 11 и подъемники 12. В этой конфигурации монтажная линия 19 расположен на центрально оси С судна, на которой расположен участок сборки плетей ТвТ, и с каждой стороны, от которой расположена одна линия изготовления. Таким образом, трубы движутся от кормы судна к носу 2 через линии 60, 80 изготовления, где их собирают в конфигурацию труба-в-трубе на сборочном участке 94, и вновь движутся к корме судна через монтажную линию 19.
[0040] Производственная палуба 15 налажена для изготовления плетей труб из одиночных труб до максимальной длины в четыре одиночных трубы. В показанной конфигурации обе производственные линии 60, 80 налажены для изготовления двойных плетей из одиночных труб, и в этом примере правая производственная линия 60 налажена для изготовления плетей 54 внешних труб, а левая производственная линия 80 налажена для изготовления плетей 52 внутренних труб для трубопровода типа труба-в-трубе. Трубы и плети труб транспортируются из рабочей зоны с помощью конвейеров 11, входящих в состав бортового подъемно-транспортного оборудования. После сборки двойные плети внешних и внутренних труб укладываются на соответствующие стеллажи 84, 64 соответствующих производственных линий.
[0041] Далее на центральной оси судна выполняют сборку двойных плетей в четверные плети или, альтернативно, в тройные плети, используя оборудование монтажной линии. Это делается для плетей и внешних, и внутренних труб. Как показано на фиг. 2, пока четверная плеть 54 внешних труб находится на стадии сборки, четверная плеть 52 внутренних труб подготовлена к сварке и проверке, что позволяет установить на плеть 52 внутренних труб теплоизоляцию и другие объекты, например, центраторы, пока заканчиваются работы на плети 54 внешних труб. Сборка плетей 53, 54 внутренних и внешних труб выполняется на смещенной от центра оснастке для введения трубы в трубу сборочного участка 94, для чего плети 53, 54 внутренних и внешних труб переносятся с монтажной линии на этой оснастке. Длина участка 94 достаточна для выравнивания двух четверных плетей в оснастке. После сборки плеть ТвТ переносится обратно на монтажную линию 19 для дальнейшей транспортировки.
[0042] Вариант судна, показанный на фиг. 2, дополнительно содержит шахту 8 для J-образной укладки. Чтобы можно было изготавливать плети труб параллельно с J-образной укладкой, шахта 8 расположена с одной стороны от монтажной линии 19. Следовательно, одна из производственных линий 60 проложена вокруг шахты 8.
[0043] Кроме того, средства для изготовления трубопровода, показанные на фиг. 2, являются участком, расположенным внутри судна, в корпусе под верхней палубой. Для перемещения одиночных и двойных труб между верхней палубой и линиями 60, 80 для изготовления плетей, в состав оборудования входят подъемники 12, 14.
[0044] На фиг. 3 показан общий вид монтажной линии с участком 94 сборки плетей труба-в-трубе по варианту настоящего изобретения. Монтажная линия 19 и участок 94 сборки дополнительно содержат рабочие зоны 40, подъемно-транспортное оборудование для труб и стингер 20 для S-образной укладки. Показанное подъемно-транспортное оборудование содержит продольные конвейеры 11,16, и рычаги 13 переноса, подъемники 16 и натяжители 18. В конфигурации этого примера участок 94 сборки плетей труба-в-трубе расположен на монтажной линии и работает как линия подачи четверных плетей труба-в-трубе на стрингер 20 S-образной укладки для укладки трубопровода 50 в режиме S-образной укладки. Заранее изготовленные плети труба-в-трубе опускают с верхней палубы, используя подъемники 16 на монтажной линии на расположенную не по центру оснастку для введения трубы в трубу участка 94 сборки. Четверную плеть 56 ТвТ перемещают к носу, используя продольные конвейеры 11 до заранее определенного положения вдоль монтажной линии 19. Затем плеть 56 ТвТ перемещают на монтажную линию 19 рычагами 13 переноса. Монтажная линия имеет множество рабочих зон 40 со специализированной оснасткой, расположенных вдоль длины трубы. В этих рабочих зонах осуществляются операции сварки, нанесения покрытия и контроля для присоединения плети 56 труба-в-трубе к трубопроводу 50. Последний участок 42 для присоединения плети труб к трубопроводу в режиме S-образной укладки расположен на монтажной линии 19 рядом с первым натяжителем 18. Натяжители 18 прочно удерживают конец трубопровода перед стингером 20, с которого трубопровод укладывается с судна. Однако следует понимать, что хотя описывается операция S-образной укладки, судно нормально не укладывает трубопровод в S-образном режиме, поскольку такой трубопровод обычно требуется в глубоких водах с J-образной укладкой.
[0045] Подъемники 16 на монтажной линии также можно использовать для подъема плетей труба-в-трубе на верхнюю палубу после того, как плеть будет изготовлена, как показано на фиг. 1, либо для хранения перед S-образной укладкой, либо для подъема в башню для J-образной укладки.
[0046] На фиг. 4 приведен общий вид части производственной линии 60 правого борта, предназначенная для сборки двойных плетей внешних труб. Производственная линия 60 правого борта, налаженная также, как и производственная линия левого борта, содержит подъемники 12 одиночных труб, продольные конвейеры 11 и участок 62 изготовления плетей из двух труб. Этот участок изготовления плетей из двух труб имеет пост 31 сварки внутреннего диаметра, пост 32 сварки наружного диаметра, посты 33 скашивания кромок, пост 35 нанесения покрытия на сварной шов, посты 39 неразрушающего контроля, и посты 37 подготовки концов трубы. Дополнительно, производственная линия 60 содержит зону 68, куда можно переместить участок сборки плетей труба-в-трубе для изготовления двойных плетей труба-в-трубе, если производство будет переналажено на непрерывную работу параллельно с укладкой трубопровода в S-образном режиме.
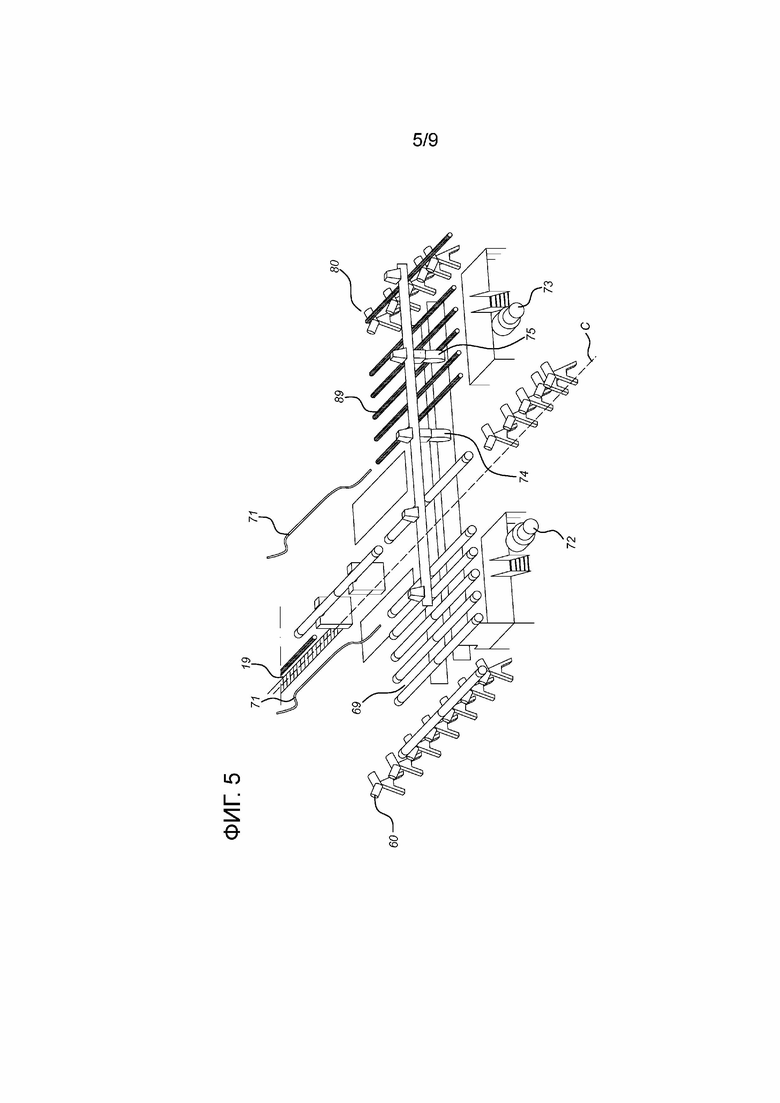
[0047] На фиг. 5 приведен общий вид зоны стеллажа для готовой продукции, если смотреть со стороны носа судна. Зона стеллажа для готовой продукции содержит концы производственных линий 60, 80 правого и левого бортов и начало монтажной линии 19, расположенной вдоль центральной оси С судна. Стеллаж для готовой продукции является буферной зоной для двойных плетей 89 внутренних труб, и двойных плетей 69 внешних труб, приходящих с производственных линий 80, 60 левого и правого бортов и где их подбирают для сборки в тройные или четверные плети. Все подъемно-транспортное и обрабатывающее оборудование для труб в зоне стеллажа для готовой продукции рассчитано на работу и с внутренними, и с внешними трубами и расположено соответствующим образом. Дополнительно, зона стеллажа готовой продукции содержит две выравнивающие системы 74, 75 внутреннего зажима для управления выравнивающими внутренними зажимами 72, 73 внешней трубы и внутренней трубы, а также систему 71 бросательного конца. Система бросательного конца применяется для предварительной установки троса, необходимого для соединения концевых крышек внутренней и внешней труб во время сборки плети труба-в-трубе. Один трос заранее установлен на каждой внутренней и внешней двойной плети на стеллаже готовой продукции.
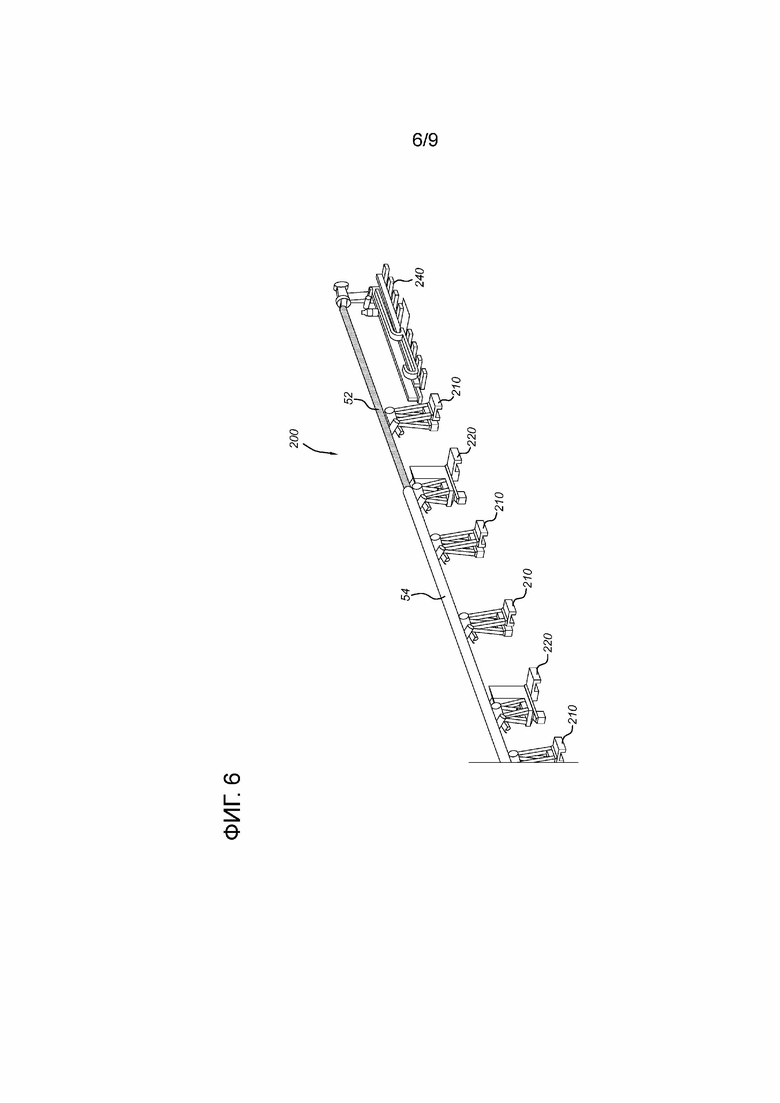
[0048] На фиг. 6 приведен общий вид оснастки 200 для сборки плетей труба-в-трубе на участке 94 сборки плетей ТвТ. Оснастка для сборки плетей труба-в-трубе является толкающей-вытягивающей системой 200, содержащей толкатель 240 конца трубы и конвейерные модули 210, 220. Конвейерные модули 210, 220 и толкатель 240 конца трубы установлены так, чтобы две плети 52, 54 труб, помещенные в толкающую-вытягивающую систему 200, были выровнены. Толкатель 240 конца трубы расположен на конце плети 52 внутренних труб. Вдоль все длины сборочного участка распределено множество конвейерных модулей 210, 220, и первый множество конвейерных модулей 210 установлен на фиксированной высоте для поддержки плети 54 внешних труб во время сборки, а второй множество конвейерных модулей 220 обеспечивает движение труб. Конвейерные модули 220 второго множества более подробно описаны со ссылками на фиг. 8, а детали толкателя 240 конца трубы показаны в описании фиг. 7. Работа толкающей-вытягивающей системы 200 подробно описана ниже со ссылками на фиг. 9. Толкающая-вытягивающая система установлена на привинчиваемом фундаменте с быстросъемными электрическими и гидравлическими соединениями. Такой фундамент позволяет быстро переместить систему из места сборки четверных плетей на монтажной линии в буфер двойных плетей в области стеллажа готовой продукции или на носовой конец участка 68 предварительного изготовления двойных плетей, в зависимости от требований проекта укладки трубопровода. Такой участок можно применять и на береговых предприятиях по изготовлению плетей труба-в-трубе.
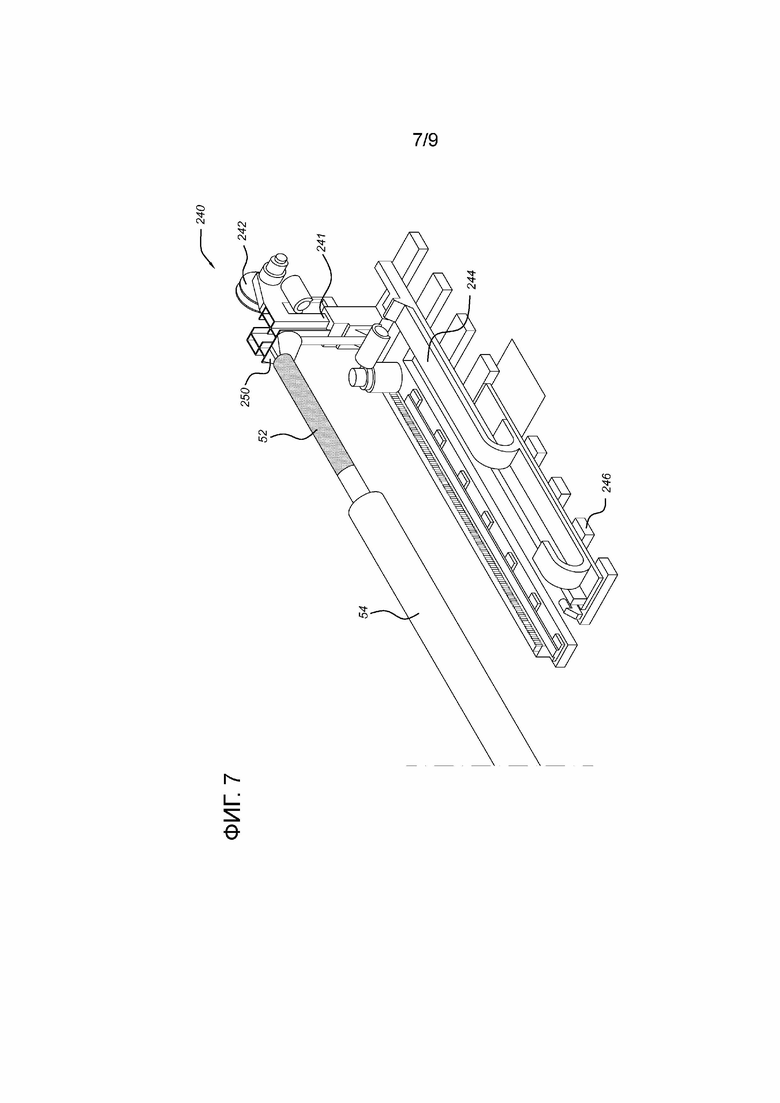
[0049] На фиг. 7 приведен более подробный общий вид толкателя 240 конца трубы толкающей-вытягивающей системы 200 на участке сборки. Толкатель 240 конца трубы имеет раму 241 с привинченным фундаментом 246, продольную регулировочную систему 244, лебедку 242 внутренней трубы и концевую крышку 250 внутренней трубы. Концевая крышка внутренней трубы расположена на верхней стороне рамы 241 толкателя конца трубы. Высота рамы толкателя регулируется, поэтому высоту концевой крышки внутренней трубы можно регулировать для разных диаметров трубы и в соответствии с требованиями к смещению. Лебедка 242 внутренней трубы расположена на раме 241 на противоположной стороне от концевой крышки так, чтобы трос лебедки можно было соединить с той стороной концевой крышки, которая обращена к лебедке. Лебедка используется для натяжения плети 52 внутренних труб перед и во время операций сборки, чтобы внутренняя труба оставалась выровненной и полностью управляемой во время этих операций. Сборка плети труба-в-трубе с помощью толкателя 240 конца трубы, включая операцию натяжения, дополнительно описана со ссылками на фиг. 9. Система 244 продольной регулировки расположена на основании рамы 241 непосредственно над привинченным фундаментом 246 и используется для регулировки положения толкателя конца трубы в направлении длины плетей 52, 54 труб. Продольная регулировочная система 244 позволяет продольно регулировать толкатель 240 конца трубы на длине прибл. 5 м для компенсации разницы между самой длинной и самой короткой плетью 52 труба-в-трубе.
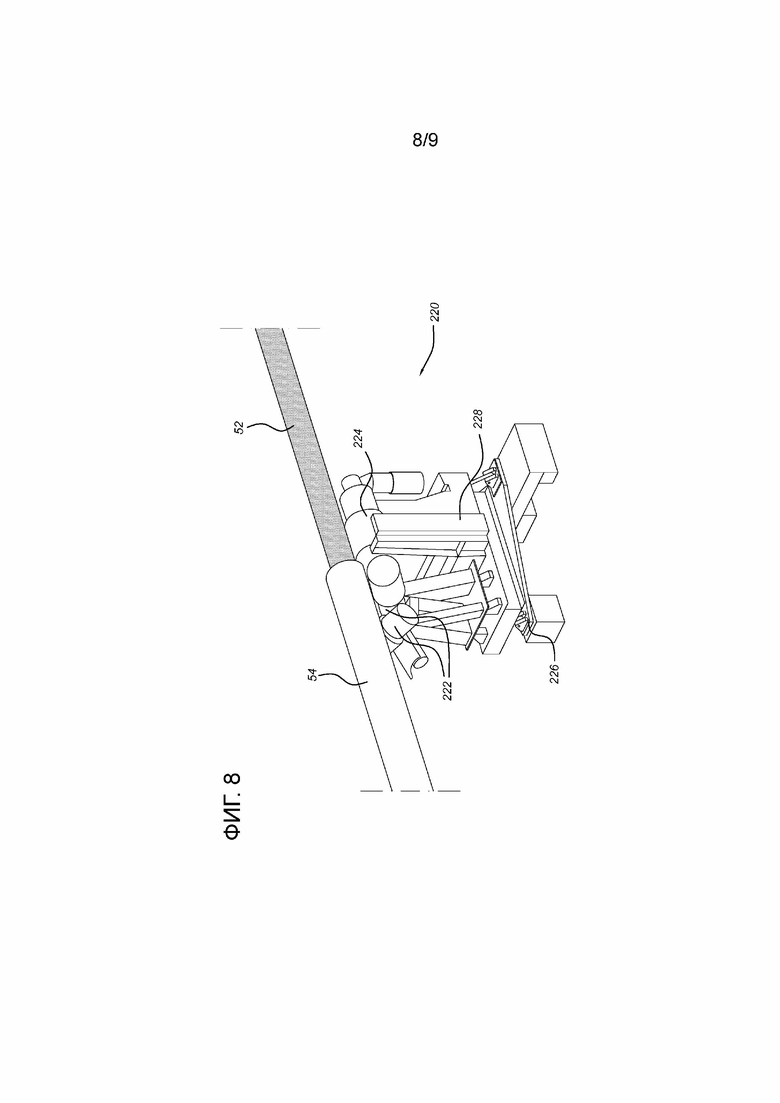
[0050] На фиг. 8 приведен более подробный вид моторизованного выравнивающего конвейерного модуля 220. Модуль 220 имеет моторизованные ролики 222, 224 и раму 228 с привинчиваемым фундаментом 226. Множество моторизованных роликов 222 имеет V-образную конфигурацию для поддержки плети 54 внешних труб. Другой множество моторизованных роликов 224 расположен так, что их ось вращения проходит параллельно плетям труб и приподнят относительно первых двух роликов для вращения плети 52 внутренних труб во время сборки плети труба-в-трубе. Ролики 222, 224 регулируются по высоте для оптимизации смещения внутренней трубы относительно внешней трубы во время сборки. Дополнительно, параллельный множество моторизованных роликов 224 можно перемещать так, чтобы они не контактировали с поверхностью трубы, чтобы дать возможность пройти плети 54 внешних труб. Высота роликов регулируется гидравлической системой, а моторизованные ролики могут приводиться во вращение электродвигателями. Для поддержки четверных плетей труба-в-трубе во время сборки может потребоваться минимум четыре моторизованных выравнивающих конвейерных модуля 220.
[0051] На фиг. 9 показано схематическое сечение плетей труб в толкающей-вытягивающей системе 200 во время сборки плети труба-в-трубе, с толкателем 240 конца трубы, концевыми крышками 250, 252, и лебедками 242, 248 с тросами 243 и 249. В токающую-вытягивающую систему 200 помещены плеть 52 внутренних труб и плеть 54 внешних труб для сборки плети труба-в-трубе, при этом на наружном диаметре плети внутренних труб установлены центраторы 53. На первом конце плети 52 внутренних труб находится концевая крышка 250 внутренней трубы, а ее второй конец вставлен в плеть 54 внешних труб. Плеть 54 внешних труб имеет концевую крышку 252 внешней трубы, установленную на ее конец, наиболее удаленный от плети 52 внутренних труб. Концевые крышки 250, 252 внутренних и внешних труб изготовлены из мягкого материала, чтобы не повредить концы труб во время операций по сборке плетей труба-в-трубе, и каждая концевая крышка является специализированным инструментом под конкретный диаметр конца плети труб. Толкатель 240 конца трубы оснащен концевой крышкой 250 для внутренней трубы. Концевая крышка 250 внутренней трубы имеет канал, благодаря котором трос 243 лебедки 242 внутренней трубы может проходить и сквозь плеть 52 внутренних труб, и сквозь плеть 54 внешних труб и соединяться с внутренней стороной концевой крышки 252 внешней трубы. Обращенная наружу сторона концевой крышки 252 внешней трубы соединена на второй стороне участка, обычно на стороне кормы, с лебедкой 248 внешней трубы. Операторы системы обеспечивают установку системы концевых крышек и регулируют толкатель 240 под высоту и поперечное положение конца плети внутренних труб. Вставление инициируется с помощью комбинации моторизованных роликов 224, описанных со ссылками на фиг. 8, и системы лебедок. Инициация вставления завершается, когда толкатель 240 прилагает к концу трубы минимальное давление. На этом этапе оператор переключает систему лебедок с режима управляемого натяжения в режим постоянного натяжения и выполняет вставление, используя только моторизованные ролики 224, поддерживающие плеть внешних труб. Центраторы 53 трубы-в-трубе, заранее установленные на плеть внутренних труб перед сборкой, обеспечивают постоянный зазор между плетью 52 внутренних труб и плетью 54 внешних труб.
[0052] Настоящее изобретение было описано со ссылками на предпочтительные варианты. Из вышеприведенного подробного описания специалистам будут понятны очевидные возможные изменения и замены. Изобретение следует толковать как включающее все такие изменения и замены, поскольку они входят в объем приложенной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНОЕ ТРУБОУКЛАДОЧНОЕ СУДНО | 2013 |
|
RU2637257C2 |
| СТАНЦИЯ ДЛЯ СБОРКИ ТРУБ | 2016 |
|
RU2706895C2 |
| СУДНО-ТРУБОУКЛАДЧИК И СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2229053C2 |
| СУДНО-ТРУБОУКЛАДЧИК (ВАРИАНТЫ) И СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2230967C2 |
| НАПРАВЛЯЮЩАЯ КОНСТРУКЦИЯ ДЛЯ УКЛАДКИ ПО J-ОБРАЗНОЙ КРИВОЙ | 2017 |
|
RU2707691C1 |
| СПОСОБ УКЛАДКИ ТРУБОПРОВОДА С СУДНА (ВАРИАНТЫ), СПОСОБЫ ХРАНЕНИЯ И ПРЕДВАРИТЕЛЬНОЙ СБОРКИ СЕКЦИЙ ТРУБЫ НА СУДНЕ-ТРУБОУКЛАДЧИКЕ И СУДНО-ТРУБОУКЛАДЧИК (ВАРИАНТЫ) | 2008 |
|
RU2478862C2 |
| СПОСОБ ПРОКЛАДКИ ПОДВОДНОГО ТРУБОПРОВОДА, СИСТЕМА, ЕГО РЕАЛИЗУЮЩАЯ, И МОНТАЖНЫЙ КОМПЛЕКС СОЕДИНЕНИЯ ТРУБ, ИСПОЛЬЗУЕМЫЙ В НЕЙ | 2005 |
|
RU2324100C2 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| ГИБКАЯ ТРУБА | 2017 |
|
RU2743093C2 |
| МОРСКОЕ СУДНО ДЛЯ УКЛАДКИ СТАЛЬНЫХ ТРУБ, ГИБКИХ ЭЛЕМЕНТОВ И ПОДВОДНЫХ КОНСТРУКЦИЙ В ЛЕДОВЫХ УСЛОВИЯХ | 2012 |
|
RU2509677C1 |
Изобретение относится к области судостроения, в частности к судам-трубоукладчикам. Предложено судно-трубоукладчик, имеющее две линии по изготовлению плетей труб и монтажную линию, в котором линии по изготовлению плетей труб предназначены для одновременного изготовления плетей труб двух разных диаметров для использования в качестве внутренней трубы и внешней трубы, соответственно. Далее судно имеет сборочный участок для сборки внешних труб и внутренних труб в конфигурацию труба-в-трубе. Судно имеет компоновку, которая позволяет производить плети труба-в-трубе морских трубопроводов из одиночных труб, где имеющееся пространство используется оптимально и плети труба-в-трубе можно изготавливать безопасно. Не требуется ни наземных предприятий, ни транспортировки плетей труба-в-трубе на судно. В результате сокращается оперативная координация и общие расходы по укладке морского трубопровода можно снизить. Кроме того, такое судно можно эксплуатировать на крайнем севере, прокладывать морские трубопроводы в труднодоступных местах. 3 н. и 31 з.п. ф-лы, 9 ил.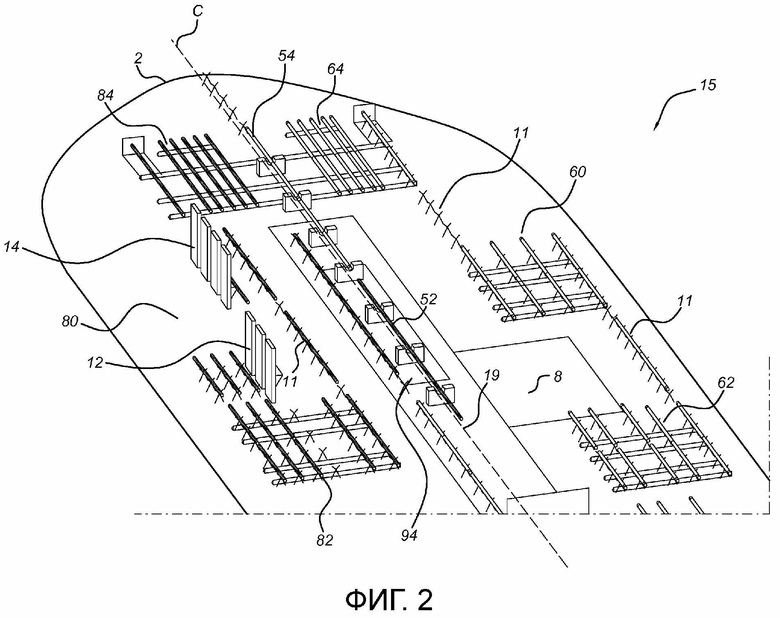
1. Судно-трубоукладчик, содержащее две линии по изготовлению плетей труб и монтажную линию, причем линии по изготовлению плетей труб предназначены для одновременной работы с трубами двух разных наружных диаметров для использования в качестве внутренней трубы и внешней трубы, соответственно, при этом судно дополнительно содержит участок сборки плетей труба-в-трубе для сборки внутренней трубы и внешней трубы в конфигурацию труба-в-трубе.
2. Судно по п. 1, в котором линии по изготовлению плетей труб содержат один или более участков для изготовления плетей разной длины из одиночных труб.
3. Судно по любому из предшествующих пунктов, в котором участок сборки плетей труба-в-трубе выполнен с возможностью сборки плетей труба-в-трубе длиной от одной до четырех длин стандартной трубы.
4. Судно по любому из предшествующих пунктов, дополнительно содержащее хранилище для одиночных труб.
5. Судно по любому из предшествующих пунктов, дополнительно содержащее:
a) верхнюю палубу;
b) средство для J-образной укладки трубопровода, содержащее башню, расположенную над верхней палубой, для J-образной укладки труб, полученных с монтажной линии;
c) подъемно-транспортное оборудование для подачи труб или плетей труба-в-трубе с монтажной линии на башню.
6. Судно по п. 5, дополнительно содержащее шахту, проходящую сквозь верхнюю палубу, причем башня для J-образной укладки расположена над шахтой.
7. Судно по любому из предшествующих пунктов, дополнительно содержащее бортовое хранилище для изготовленных плетей труба-в-трубе.
8. Судно по любому из предшествующих пунктов, оснащенное линиями по изготовлению плетей труб, расположенными под верхней палубой.
9. Судно по любому из пп. 5-8, дополнительно содержащее средство S-образной укладки трубопровода, расположенное под верхней палубой и содержащее монтажную линию.
10. Судно по п. 9, в котором башня для J-образной укладки расположена для выполнения операций сквозь шахту одновременно с работой средства для S-образной укладки для изготовления трубопровода.
11. Судно по п. 9 или 10, в котором монтажная линия проходит вдоль центральной оси судна, причем шахта расположена с одной стороны от монтажной линии.
12. Судно по пп. 9-11, в котором шахта отделена от монтажной линии коффердамом, доходящим до верхней палубы.
13. Судно по любому из пп. 5-12, в котором монтажная линия включает один из участков.
14. Судно по любому из пп. 5-13, в котором участок сборки плетей труба-в-трубе расположен для сборки плетей внутренних и внешних труб на монтажной линии.
15. Судно по любому из пп. 5-13, в котором участок сборки плетей труба-в-трубе расположен параллельно с монтажной линией и рядом с ней так, чтобы расстояние между монтажной линией и участком сборки было менее 5 м.
16. Судно по пп. 9-15, в котором подъемно-транспортное оборудование для труб содержит подъемник, предназначенный для подъема плетей труба-в-трубе с монтажной линии на верхнюю палубу.
17. Способ укладки трубопровода типа труба-в-трубе с судна-трубоукладчика, имеющего две независимые и отдельные линии по изготовлению плетей труб, монтажную линию и башню для J-образной укладки, содержащий этап, на котором укладывают трубу с судна в J-образном режиме, выполняя следующие этапы:
a) подают одиночную трубу на первый участок каждой из двух линий по изготовлению плетей труб, при этом на первый участок по изготовлению плетей труб подают внутренние трубы, а на второй участок по изготовлению плетей труб подают внешние трубы и внутренние трубы имеют наружный диаметр меньший, чем внутренний диаметр внешних труб;
b) изготавливают двойные плети на участке первого типа каждой линии по изготовлению плетей труб;
c) подают двойные плети на монтажную линию;
d) соединяют двойные плети для формирования четверных или тройных плетей труб на монтажной линии;
e) собирают плети внутренних труб и плети внешних труб в конфигурацию труба-в-трубе;
f) подают конфигурацию труба-в-трубе на башню для J-образной укладки; и
g) подсоединяют конфигурацию труба-в-трубе к трубопроводу и опускают трубопровод в море.
18. Способ по п. 17, в котором этап e) по меньшей мере частично выполняют на монтажной линии.
19. Способ по п. 17 или 18, в котором башня для J-образной укладки расположена рядом с шахтой, при этом трубопровод труба-в-трубе опускают через шахту.
20. Способ по любому из пп. 17-19, в котором этапы с a) по e) выполняют под верхней палубой, причем башня для J-образной укладки расположена над верхней палубой, при этом этап f) дополнительно содержит этап, на котором конфигурацию труба-в-трубе поднимают на верхнюю палубу.
21. Способ по любому из пп. 17-20, в котором судно является судном по любому из пп. 5-16.
22. Способ по пп. 17-20, в котором судно является судном по любому из пп. 9-16, и способ дополнительно содержит этап, на котором перед или после укладки трубы в J-образном режиме отпускают и вновь вылавливают трубопровод и выполняют S-образную укладку трубы через корму судна.
23. Участок сборки плетей труба-в-трубе для сборки плетей внутренних и внешних труб в конфигурацию труба-в-трубе, содержащий множество выравнивающих трубы конвейерных модулей, расположенных для поддержки плети внутренних труб и плети внешних труб так, чтобы их центральные линии образовали одну непрерывную линию, и толкающую-вытягивающую систему для труб, расположенную для перемещения плети внешних труб относительно плети внутренних труб.
24. Участок по п. 23, в котором один или более из выравнивающих трубу конвейерных модулей содержит множество поддерживающих роликов, расположенных в V-образной конфигурации для поддержки плети внешних труб и позволяющие перемещать плеть внешних труб прямолинейно вдоль центральной линии.
25. Участок по п. 22 или 23, в котором один или более из выравнивающих трубу конвейерных модулей содержит множество моторизованных роликов для транспортировки внешней трубы над внутренней трубой для сборки труб в конфигурацию труба-в-трубе.
26. Участок по любому из пп. 22-25, в котором один или более из одного или более из выравнивающих трубу конвейерных модулей дополнительно содержит по меньшей мере один вращающий ролик для поддержки и вращения внутренней трубы во время вставления во внешнюю трубу.
27. Участок по любому из пп. 23-26, в котором толкающая-вытягивающая система для труб содержит толкатель конца трубы, расположенный на одном конце участка сборки плетей труба-в-трубе, для толкания плети внутренних труб во время сборки конфигурации труба-в-трубе.
28. Участок по любому из пп. 23-27, в котором толкающая-вытягивающая система для труб дополнительно содержит систему двойной пробки для вытягивания плети внутренних труб в обоих направлениях, содержащую концевую крышку внутренней трубы, расположенную на первом конце участка для соединения с дальним концом плети внутренних труб, и концевую крышку внешней трубы, расположенную на противоположной стороне участка для соединения с дальним концом плети внешних труб.
29. Участок по п. 28, в котором система двойной пробки дополнительно содержит внутренний соединяющий трос, соединяемый с обращенными внутрь сторонами концевой крышки внутренней трубы и концевой крышки внешней трубы сквозь плети труб.
30. Участок по любому из пп. 28 и 29, в котором толкающая-вытягивающая система для труб дополнительно содержит лебедку внутренней трубы, расположенную на толкателе трубы и соединяющуюся с обращенной наружу стороной концевой крышки внутренней трубы.
31. Участок по любому из пп. 28-30, в котором толкающая-вытягивающая система для труб дополнительно содержит лебедку внешней трубы, расположенную на противоположном конце участка относительно толкателя и соединяющуюся с обращенной наружу стороной концевой крышки внешней трубы.
32. Участок по п. 31, в котором высота толкателя конца трубы и расстояние до лебедки внешней трубы регулируются.
33. Участок по любому из пп. 23-32, в котором длина участка не превышает 110 м.
34. Участок по любому из пп. 23-33, выполненный с возможностью перемещения.
| US 2015159775 A1, 11.06.2015 | |||
| СПОСОБ ДОСТИЖЕНИЯ ТРАНСМУРАЛЬНОСТИ ПОВРЕЖДЕНИЯ МИОКАРДА ПРЕДСЕРДИЙ ПРИ ЛЕЧЕНИИ НАДЖЕЛУДОЧКОВЫХ АРИТМИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2394522C2 |
| WO 2008053251 A2, 08.05.2008 | |||
| WO 9635902 A1, 14.11.1996 | |||
| WO 2011037459 A1, 31.03.2011. | |||

