Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и судну для хранения и/или предварительной сборки труб для их последующего использования судном-трубоукладчиком.
Уровень техники
Укладка морских трубопроводов, например газо- и нефтепроводов, производится с судов, например кораблей, барж, полупогруженных судов и др. Такие суда-трубоукладчики хорошо известны. Примеры описания таких судов-трубоукладчиков приведены в патентах US 3967461, US 4257718, US 5044825 и US 5823712.
Как правило, сборка трубопровода выполняется на участке сварочных работ (главной технологической линии), состоящем из различных технологических станций, например сварочных станций и испытательных станций. Трубопровод наращивается присоединением секций трубы к концу трубопровода. Такие секции трубы (обычно называемые "плети трубопровода") формируются из множества секций трубы единичной длины (обычно называемых "отрезками"), предварительное соединение которых производится либо на береговых трубных участках, либо непосредственно на борту судна-трубоукладчика. Такие отрезки обычно имеют длину 12 м и из них могут быть составлены плети трубопроводов длиной 24 м (двухтрубная плеть или 2П), 36 м (трехтрубная плеть или 3П) или 48 м (четырехтрубная плеть или 4П). Настоящее изобретение относится к случаю, когда сборка таких плетей труб производится на борту судна. Обычно этот процесс называется предварительным. Операции предварительной сборки, выполняемые на судне, могут включать любую или все из следующих операций:
- снятие фасок сварных кромок на концах секций труб единичной длины (отрезков) для последующего соединения;
- выполнение сварки между соседними отрезками в предварительно изготавливаемой плети трубопровода;
- выполнение испытания без разрушения полученного соединяющего сварного шва;
- покрытие полученного соединяющего сварного шва (т.е. частичное или полное восстановление покрытия трубы, которое приходится убирать для того, чтобы обеспечить сварку одиночных отрезков); и
- снятие фасок сварных кромок на концах одиночных отрезков, которые в дальнейшем образуют концы полученной плети трубопровода (составная секция трубы).
Подготовленные таким образом плети трубопроводов могут быть временно складированы в части судна, которая используется для снабжения главной технологической линии (участка сварочных работ). С тем, чтобы избежать излишнего простоя, такая зона хранения может быть приспособлена для хранения заранее заданного минимального количества плетей трубопровода для обеспечения надежной подачи плетей трубопровода на участок сварочных работ. Склад может получать плети трубопроводов более чем от одной системы предварительной сборки плетей. Также следует иметь в виду, что технологические станции на участке сварочных работ располагаются последовательно и обычно отделены друг от друга расстоянием, равным длине плети трубопровода.
Технологические станции в системе предварительной сборки обычно работают параллельно и предназначены для проведения разных операций, например сварки (первый, последующий и чистовой проход), контроля (NDT - испытание без разрушений) и восстановления зоны соединения (покрытие сварного шва, включая утяжеление (FJC)). Как правило, используется от двух до пяти сварочных станций, одна станция контроля (NDT) и по крайней мере одна, возможно, более, станция покрытия сварного шва (FJC) и станция утяжеления. Каждое сварное соединение, таким образом, последовательно обрабатывается на нескольких станциях. В конце цикла укладываемый трубопровод удлиняется на одну плеть трубопровода. Продолжительность цикла определяется технологической станцией с самой медленной операцией (критическая станция). Функция каждого рабочего места обычно определяется путем разделения задач между станциями наиболее рациональным способом (каждой станции поручается одна или более операций). В некоторых случаях (например, в случае секции, состоящей из нескольких отрезков, например, из двух), на участке сварочных работ имеются промежуточные станции, предназначенные для выполнения только операций FJC или утяжеления на промежуточном сварном шве (в системе предварительной сборки плетей трубопровода выполняются вне основной технологической линии). Как в процессе предварительной сборки, так и в ходе операций на участке сварочных работ, сварочные операции вызывают обычно наибольшие задержки в процессе укладки трубопровода. Например, некоторые швы могут потребовать исправления или полного удаления (вырезания), или переделки. Такие операции могут отрицательно сказываться на продолжительности технологического цикла.
В настоящем изобретении ставится задача повышения эффективности выполнения предварительной сборки. Альтернативной или дополнительной задачей изобретения является создание способа предварительной сборки или судна для осуществления этого способа, где используются узкие однокорпусные суда, что обеспечивает укладку трубопроводов в различных условиях с относительно высокой производительностью. Альтернативной или дополнительной задачей изобретения является создание более гибких средств укладки трубопровода, по сравнению с известными в уровне техники. Альтернативной или дополнительной задачей изобретения является создание способа укладки трубопроводов большого диаметра, желательно на большой глубине, или судна для осуществления такого способа.
Конструкция судна и/или способа в соответствии с любой особенностью настоящего изобретения может быть определена в соответствии с раскрытием в патентной заявке Великобритании GB 0704411.8, под названием "Укладка труб под водой", номер регистрации у поверенного 12640 GB/JEB, поданной 7 марта 2007 г. Содержание этой заявки полностью включено в настоящее описание посредством ссылки. Судно и/или способ в соответствии с настоящим изобретением могут включать любой из признаков, раскрытых в этой заявке Великобритании. В частности, формула настоящей заявки может быть уточнена для включения любого из признаков, раскрытых в этой заявке. Например, судно, в соответствии с настоящим изобретением, может включать поднятую трассу укладки трубы и/или защищенную кормовую зону, в соответствии с описанием и формулой этой заявки.
Раскрытие изобретения
В настоящем изобретении предлагается, согласно первой его особенности, способ укладки трубопровода с судна, включающий:
подготовку судна, имеющего палубу, на которой поперек судна размещены большое число станций обработки труб, причем станции обработки труб образуют по крайней мере одну зону обработки труб,
одновременную работу станций обработки труб в первом технологическом режиме для формирования большого числа составных секций трубы, расположенных вдоль длины судна, причем каждая составная секция трубы получена соединением некоторого числа Xi секций трубы единичной длины Li, и
работу станций обработки труб во втором технологическом режиме для формирования большого числа составных секций трубы, причем каждая составная секция трубы получена соединением некоторого числа Xj секций трубы единичной длины Lj, где
Хi>Хj>1, Li<Lj, и
по крайней мере несколько станций обработки труб работают как в первом, так и во втором технологических режимах.
В соответствии с этой первой особенностью изобретения также предлагается судно-трубоукладчик, включающее палубу, на которой имеется по крайней мере одна зона обработки труб, снабженную группой станций обработки труб, установленной по ширине судна и обрабатываемыми секциями трубы, расположенными параллельно с секциями трубы, расположенных вдоль длины судна, в котором:
упомянутая группа станций обработки труб имеет по крайней мере два технологических режима, включающие
первый технологический режим, при котором по крайней мере группа станций обработки труб установлена с возможностью формирования составных секций трубы, причем каждая из составных секций трубы изготовлена из числа Xi секций трубы единичной длины, каждая из которых имеет длину Li, и
второй технологический режим, при котором станции обработки труб, включающие по крайней мере группу станций обработки труб, используемых в первом технологическом режиме, установлены с возможностью формирования составных секций трубы, причем каждая составная секция трубы сформирована из числа Xj секций трубы единичной длины, каждая из которых имеет длину Lj, и в котором
Xi>Xj>1 и Li<Lj.
Таким образом, судно используется в двух различных технологических режимах работы и может вести укладку трубопроводов, используя секции трубы единичной длины различных размеров. В предпочтительном варианте, первый и второй технологические режимы осуществляются в разное время. Способ может выполняться так, что судно проводит укладку единовременно только одного трубопровода. Секции трубы единичной длины, используемые для сборки трубопровода, могут быть по существу целиком сформированы из секций трубы одной длины (т.е. Li либо Lj).
Xi может быть равно трем. Xj может быть равно двум. Xi может быть равно четырем. Xj может быть равно трем. В описанном ниже варианте выполнения изобретения Xi=3 и Xj=2, поэтому здесь в первом технологическом режиме каждая трехзвенная секция трубы сформирована из трех секций трубы единичной длины, а во втором технологическом режиме каждая двухзвенная секция трубы сформирована из двух секций трубы единичной длины.
В пределах области притязаний настоящего изобретения находится, конечно, и вариант с Xi=4 и Xj=2 (на судне изготавливаются либо двухзвенные секции трубы, либо четырехзвенные секции трубы, причем длина двухзвенной секции трубы превышает половину длины четырехзвенной секции трубы), или Xi=4 и Xj=3 (на судне изготавливаются либо трехзвенные секции трубы, либо четырехзвенные секции трубы, причем длина трехзвенной секции трубы превышает 3/4 длины четырехзвенной секции трубы).
Длина Li секций трубы единичной длины, используемых в первом технологическом режиме, может быть больше 5 м. Длина секций трубы единичной длины, используемых во втором технологическом режиме, может быть по крайней мере на 10% больше длины секций трубы единичной длины, используемых в первом технологическом режиме, и, в предпочтительном варианте, больше по крайней мере на 20%. Длина Li секций трубы единичной длины, используемых в первом технологическом режиме, может быть больше 10 м. Например, длина Li может составлять примерно 12 м. Длина Lj секций трубы единичной длины, используемых во втором технологическом режиме, может быть больше 15 м, а длина Lj может составлять примерно 18 м.
Длина и количество секций трубы единичной длины, используемых в первом и во втором технологических режимах, могут быть такими, что длина составных секций трубы, полученных в первом технологическом режиме, по существу равна длине составных секций трубы, полученных во втором технологическом режиме. Таким образом, произведение ХiLi может быть по существу равно произведению XjLj. С учетом сказанного, а также технологических допусков, в пределы области притязаний термина "по существу равны" попадают (а) "точно равны" и (b) "равны друг другу с точностью плюс минус 10%". Такое соотношение может дать возможность технологическим станциям, на которых выполняются операции на стыках между соответствующими составными секциями трубы (например, соответствующих "плетей трубопровода") при присоединении к трубопроводу на участке сварочных работ, иметь по существу одинаковую конфигурацию и в первом, и во втором технологических режимах.
Как упоминалось выше, по крайней мере некоторые из станций обработки труб, используемые в первом технологическом режиме, могут работать как в первом, так и во втором технологических режимах. Некоторые из станций обработки труб могут выполнять одинаковую операцию как в первом, так и во втором технологических режимах при их размещении в одном и том же месте. Наличие большего числа станций обработки труб, обеспечивающих выполнение одинаковой операции в одном и том же месте, как в первом, так и во втором технологических режимах, дает возможность сократить количество изменений на судне для перестройки его работы между первым и вторым технологическими режимами. Некоторые из станций обработки труб могут выполнять одинаковую операцию, но в другом месте, в обоих технологических режимах. Некоторые из станций обработки труб могут выполнять разные операции, но в одном месте в обоих технологических режимах. Некоторые из станций обработки труб могут выполнять операцию в первом технологическом режиме, но она лишняя во втором технологическом режиме.
В варианте выполнения изобретения, реализующем эту первую особенность настоящего изобретения, предложено однокорпусное судно-трубоукладчик, на палубе которого имеется по крайней мере одна зона обработки труб, включающая большое число станций обработки труб, расположенных по ширине судна, и позволяющих вести обработку секций трубы параллельно с секциями трубы, расположенных вдоль длины судна, в котором:
упомянутое большое число станций обработки труб имеет по крайней мере два технологических режима, включающих
первый технологический режим, в котором каждая трехзвенная секция трубы сформирована из трех секций трубы единичной длины, и
второй технологический режим, в котором каждая двухзвенная секция трубы сформирована из двух секций трубы единичной длины, и в котором
длина секций трубы единичной длины, используемых во втором технологическом режиме, по крайней мере на 10% больше длины секций трубы единичной длины, используемых в первом технологическом режиме. Все из упомянутых большого числа станций обработки труб могут быть приспособлены для работы как в первом, так и во втором технологических режимах. Конечно, должно быть понятно, что может возникнуть необходимость в дополнительных станциях обработки труб для изготовления секций трубы в одном или другом, или обоих, первом и втором технологических режимах. Таким образом, по крайней мере одна зона обработки труб может содержать по крайней мере одну дополнительную станцию обработки труб, используемую только в одном из технологических режимов - первом и втором.
В соответствии со второй особенностью настоящего изобретения предложен способ укладки трубопровода с судна, включающий:
a) подготовку судна, включающего палубу, имеющую первую зону обработки труб и вторую зону обработки труб, из которых каждая зона обработки труб содержит большое число станций обработки труб, расположенных по ширине судна и обеспечивающих обработку секций трубы параллельно с секциями трубы, расположенными вдоль длины судна, причем первая и вторая зоны обработки труб отделены друг от друга вдоль длины судна,
b) формирование соединения между двумя секциями трубы единичной длины посредством их расположения встык,
c) формирование, на первой станции обработки труб в первой зоне обработки труб, частичного сварного шва в месте соединения двух секций трубы единичной длины, с образованием, посредством двух секций трубы единичной длины, двухзвенной секции трубы,
d) передача упомянутой двухзвенной секции трубы на вторую станцию обработки труб в первую зону обработки труб,
e) формирование, на второй станции обработки труб, частичного сварного шва в месте соединения двухзвенной секции трубы и добавленной секцией трубы единичной длины, расположенными встык, с образованием трехзвенной секции трубы,
f) передача сформированной таким образом трехзвенной секции трубы на третьей станции обработки труб во вторую зону обработки труб, и
g) добавление наплавленного материала, на третьей станции обработки труб, к области соединения двухзвенной секции трубы и добавленной секции трубы единичной длины.
В одном из вариантов способ укладки трубопровода с судна включает завершение формирования двухзвенной секции трубы в первой зоне обработки труб посредством сварки двух секций трубы единичной длины.
В еще одном варианте способ укладки трубопровода с судна включает выполнение по меньшей мере послесварочной операции на трехзвенной секции трубы посредством дополнительной станции обработки труб во второй зоне обработки труб.
Также предлагается, в соответствии с данной второй особенностью, судно-трубоукладчик, включающее палубу, имеющую первую зону обработки труб и вторую зону обработки труб, в котором:
a) каждая зона обработки труб содержит большое число станций обработки труб, расположенных по ширине судна, причем станции обеспечивают параллельную обработку секций трубы, расположенных вдоль длины судна,
b) первая и вторая зоны обработки труб отделены друг от друга вдоль длины судна,
c) первая зона обработки труб включает первую сварочную станцию для формирования частичного сварного шва в месте соединения двух секций трубы единичной длины, при этом две секции трубы единичной длины образуют двухзвенную секцию трубы,
d) первая зона обработки труб включает вторую сварочную станцию сварного соединения между двухзвенной секцией трубы, переданной с первой сварочной станции, и добавленной секцией трубы единичной длины для формирования трехзвенной секции трубы, и
е) вторая зона обработки труб включает третью сварочную станцию, обеспечивающую добавление наплавленного материала в область соединения между двухзвенной секцией трубы и добавленной секцией трубы единичной длины.
Таким образом, в вариантах выполнения, в соответствии со второй особенностью изобретения, сварка по крайней мере одного из сварных соединений трехзвенной секции трубы производится в двух разных зонах обработки труб, расположенных вдоль длины судна. Обычно все сварочные операции на одном сварном соединении выполняются в быстрой последовательности с тем, чтобы наплавленный материал не остыл слишком сильно, и поэтому, как это обычно делается, все сварочные операции на одном сварном соединении выполняются на судне в одной зоне обработки труб, причем секции трубы не перемещаются вдоль длины судна между сварочными операциями. Хотя предложенный в настоящем изобретении порядок может отличаться от общепринятого порядка, можно полагать, что разделение сварочного процесса между первой и второй зонами обработки труб может обеспечить более качественное и эффективное использование станций обработки труб, расположенных по ширине судна. Например, при таком порядке может улучшаться использование имеющегося пространства по ширине судна, поскольку в настоящем изобретении обеспечивается размещение сварочных станций для выполнения одиночного сварного соединения одного за другим в продольном направлении. При существующей организации процесса, для выполнения сварки на одном сварном соединении требуется три сварочных станции (одна станция для выполнения сварки внутри трубы и две станции для выполнения сварки снаружи трубы). В зоне обработки труб может оказаться достаточно места для размещения поперек палубы только четырех или пяти сварочных станций. Поэтому, в существующих конфигурациях, в одной зоне обработки труб недостаточно места для размещения двух групп из трех сварочных станций, что было бы необходимо для формирования трехзвенных секций трубы (имеющей два сварных соединения). Поэтому приходится размещать две группы по три сварочных станции в разных сварочных зонах, что снижает гибкость организации размещения станций обработки труб на палубе.
Первая сварочная станция может быть предназначена для формирования внутреннего сварного шва в соединении двух секций трубы единичной длины для формирования двухзвенной секции трубы. Первая зона обработки труб может включать сварочную станцию, предназначенную для формирования по крайней мере частичного наружного сварного шва в соединении двух секций трубы единичной длины двухзвенной секции трубы. Первая зона обработки труб может быть предназначена для завершения сварки сварного соединения двух секций трубы единичной длины для формирования двухзвенной секции трубы (например, выполнением последнего сварного шва, но не обязательно начиная сварку этого сварного соединения). Первая зона обработки труб может включать все сварочные станции, которые необходимы для выполнения сварки соединения двух секций трубы единичной длины для формирования двухзвенной секции трубы.
Первая зона обработки труб может включать несколько сварочных станций для формирования частичного сварного шва (т.е. не полностью законченного) в соединении между двухзвенной секцией трубы и добавленной секцией трубы единичной длины. Вторая сварочная станция может быть предназначена для формирования внутреннего сварного шва в месте соединения двухзвенной секции трубы и добавленной секции трубы единичной длины. Первая зона обработки труб может включать сварочную станцию, предназначенную для формирования по крайней мере частичного наружного сварного шва в месте соединения двухзвенной секции трубы и добавленной секции трубы единичной длины. Вторая зона обработки труб может включать дополнительную сварочную станцию, предназначенную для формирования по крайней мере частичного наружного сварного шва в соединении между двухзвенной секцией трубы и добавленной секцией трубы единичной длины. Третья сварочная станция может быть предназначена для завершения сварки сварного соединения между двухзвенной секцией трубы и добавленной секцией трубы единичной длины.
Вторая зона обработки труб может включать одну или более станций послесварочной обработки труб. Станции послесварочной обработки труб могут включать станцию, предназначенную для добавления материала, иного, нежели наплавленный материал, на сварное соединение. Например, станция может быть предназначена для нанесения защитного покрытия трубы и/или цемента на сварное соединение труб. Такая станция может представлять собой FJC станцию (станция покрытия сварного шва и утяжеления). Станции послесварочной обработки труб могут включать станцию, предназначенную для испытания сварного соединения, выполненного на одной или более других станциях. Например, станция может быть предназначена для выполнения контроля (NDT-испытание без разрушений) сварного соединения. Первая зона обработки труб может и не включать станции послесварочной обработки труб. Например, станции в первой зоне обработки труб могут включать только сварочные станции. В первой зоне обработки труб может не быть NDT станций. В первой зоне обработки труб может не быть FJC станций.
Станции обработки труб в первой или второй зонах обработки труб могут включать одну или более станций снятия фасок. На станциях снятия фасок производится снятие фасок на конце секции трубы с тем, чтобы секция трубы могла быть соединена с другой секцией трубы. В предпочтительном варианте выполнения снятие фасок с секций трубы выполняется в зоне, отделенной от первой и второй зон обработки труб. Снятие фасок с секций трубы может выполняться на уровне (по вертикали) в судне, не совпадающем с уровнем расположения по крайней мере одной, а в предпочтительном варианте и двух из первой и второй зон обработки труб.
В соответствии с третьей особенностью изобретения предложено судно-трубоукладчик, включающее палубу, имеющую по крайней мере одну зону обработки труб, содержащую большое число станций обработки труб, расположенных по ширине судна, и зону хранения труб для хранения секций трубы для последующей обработки в зоне обработки труб, причем зона хранения имеет:
по крайней мере два технологических режима работы, включая
первый технологический режим, в котором по крайней мере три комплекта секций трубы единичной длины, каждая из числа Хi секция трубы имеет длину Li, расположенных друг за другом по длине труб,
второй технологический режим, в котором по крайней мере два комплекта секций трубы единичной длины, каждая из числа Xj секция трубы имеет длину Lj, расположенных друг за другом по длине труб, и в которой
Xi>Xj>1 и 5 м<Li<Lj.
Судно может иметь одну зону хранения, образуемую, например, складским бункером, в котором и хранятся группы секций трубы. В каждом комплекте может быть более 10 секций трубы. Понятно, что каждый комплект секций трубы хранится в одной станции складирования (где все секции трубы расположены по существу на одном расстоянии по длине судна).
В соответствии с этой третьей особенностью изобретения также предложен способ хранения секций трубы на судне-трубоукладчике, включающий следующие операции:
подготовку судна, включающего
палубу, имеющую по крайней мере одну зону обработки труб, содержащую большое число станций обработки труб, расположенных по ширине судна, и
зону хранения труб для хранения секций трубы для последующей обработки в зоне обработки труб,
использование зоны хранения в первом технологическом режиме посредством хранения в зоне хранения комплектов секций трубы единичной длины, где каждая из числа Xi секция трубы имеет длину Li, расположенных друг за другом по длине труб,
использование зоны хранения во втором технологическом режиме посредством хранения в зоне хранения комплектов секций трубы единичной длины, где каждая из числа Xj секция трубы имеет длину Lj, расположенных друг за другом по длине труб, где
Xi>Хj>1 и 5 м<Li<Lj.
Таким образом, в вариантах выполнения, согласно третьей особенности изобретения, имеются гибкие средства хранения секций трубы единичной длины двух различных длин. При существующей организации хранения, в отличие от настоящего изобретения, применяются складские бункеры, которые приспособлены для использования только с секциями трубы одного типа (т.е. секциями трубы, имеющими примерно одинаковую длину), при этом бункеры имеют длину несколько больше 12 м. Таким образом, не существует простого пути переделки складских бункеров для хранения секций трубы большей длины. Xi может быть равно 3. Xj может быть равно 2.
В одном из вариантов способ хранения секций трубы на судне-трубоукладчике включает выполнение предварительной сборки и хранение группы составных секций трубы в дополнительной зоне хранения труб, содержащейся в судне.
В соответствии с третьей особенностью изобретения дополнительно предложено однокорпусное судно-трубоукладчик, включающее палубу, имеющую по крайней мере одну зону обработки труб, содержащую большое число станций обработки труб, расположенных по ширине судна, и зону хранения труб для хранения секций трубы для дальнейшей обработки в зоне обработки труб, имеющую:
по крайней мере два технологических режима работы, включающих
первый технологический режим, в котором секции трубы хранятся по крайней мере в трех станциях складирования, расположенных друг за другом по длине судна, причем секции трубы имеют по существу одинаковую длину, составляющую по крайней мере 10 м,
второй технологический режим, в котором секции трубы хранятся по крайней мере в двух станциях складирования, расположенных последовательно по длине труб, и в которых
длина секций трубы во втором технологическом режиме по крайней мере на 10% больше, чем длина секции трубы единичной длины, используемой в первом технологическом режиме. Также предложен способ использования такого однокорпусного судна, во-первых, для хранения в первом технологическом режиме секций трубы в по крайней мере трех станциях складирования, расположенных друг за другом по длине труб, и последующего извлечения из хранилища этих секций трубы, и, во-вторых, для хранения во втором технологическом режиме секций трубы в по крайней мере двух станциях складирования, расположенных друг за другом по длине труб.
В соответствии с третьей особенностью изобретения также предложено однокорпусное судно-трубоукладчик, содержащее палубу, имеющую по крайней мере одну зону предварительной сборки труб, содержащую большое число станций обработки труб и складской бункер для труб для хранения секций трубы единичной длины для последующей обработки в зоне предварительной сборки, причем длина складского бункера больше или равна 36 м, и бункер приспособлен для хранения секций трубы в положении их осей по длине бункера.
В соответствии с четвертой особенностью изобретения предложено судно-трубоукладчик, содержащее палубу, на которой имеется по крайней мере две зоны обработки труб, каждая из которых содержит большое число станций обработки труб, расположенных по ширине судна, и зона хранения труб для хранения секций трубы для последующей обработки в зоне обработки труб, при этом зона хранения проходит по ширине судна и имеет по крайней мере одну зону доступа с палубы по левому борту и по крайней мере одну зону доступа с палубы по правому борту, а судно оборудовано так, что секции трубы могут подаваться из зоны хранения труб через любую зону доступа в любую зону обработки труб.
В соответствии с этой четвертой особенностью изобретения также предложен способ предварительной сборки секций трубы на судне-трубоукладчике, включающий следующие операции:
a) подготовку судна, содержащего
палубу, имеющую по крайней мере две зоны обработки труб, каждая из которых содержит большое число станций обработки труб, расположенных по ширине судна, причем одна зона обработки труб расположена на первой стороне судна, а вторая зона обработки труб расположена на второй стороне судна,
зону хранения труб для хранения секций трубы для последующей обработки в зоне обработки труб, расположенную по ширине судна и имеющую
по крайней мере одну зону доступа с первой стороны судна, и
по крайней мере одну зону доступа со второй стороны судна,
причем первая сторона является одной из сторон по левому борту и по правому борту, а вторая сторона является другой из сторон по левому борту и по правому борту,
b) перемещение секции трубы единичной длины из области зоны хранения с первой стороны судна через зону доступа с первой стороны судна в зону обработки труб с первой стороны судна,
c) передача секции трубы единичной длины от первой стороны судна к зоне обработки труб на второй стороне судна, и
d) затем использование по крайней мере одной из станций обработки труб в зоне обработки труб на второй стороне судна для формирования составной секции трубы из секций трубы единичной длины.
Таким образом, зона хранения труб может обеспечивать подачу секций трубы на любую сторону судна. Такая гибкость может быть полезна, если, по какой-либо причине, обработка труб на судне в полном объеме возможна только с одной его стороны, что может быть, например, если подача секций трубы из зоны хранения с этой стороны судна заблокирована или как-то затруднена. Судно может включать кран на правом борту. Кран правого борта может быть в состоянии передать секции трубы единичной длины с первой стороны на вторую сторону судна. Судно может включать кран на левом борту. Кран левого борта может быть в состоянии передать секции трубы единичной длины с первой на вторую сторону судна. Например, кран левого борта может передать секции трубы единичной длины либо с левого борта судна на правый борт судна, либо с правого борта судна на левый борт судна. Может использоваться перемещение секции трубы единичной длины из зоны доступа в центр судна. Эта операция может выполняться краном, либо, в альтернативном варианте, может выполняться другими конвейерными средствами, например роликовым конвейером с силовым приводом, цепным конвейером или подобными конвейерами. Может использоваться перемещение секции трубы вдоль судна посредством продольного конвейера. Эта операция может выполняться как часть способа передачи секции трубы единичной длины с первой стороны судна на вторую сторону судна.
Приведенное далее описание, в частности, относится к дополнительным признакам, которые могут найти применение в связи с более чем одной особенностью описанного здесь изобретения. Следует, конечно, иметь в виду, что описанные здесь различные особенности изобретения тесно связаны, и поэтому признаки одной особенности изобретения могут быть введены в другие особенности изобретения, описанные здесь. Например, ссылка на признаки зоны хранения труб, зоны обработки труб или технологические режимы судна в связи с одной особенностью изобретения могут в равной степени быть применимы к другим особенностям изобретения. Кроме того, любая особенность способа изобретения может быть использована или быть выполнена в отношении к судну в соответствии с любой другой особенностью изобретения. Аналогично, конфигурация судна в соответствии с любой особенностью изобретения может быть приспособлена к его использованию в способе, в соответствии с любой другой особенностью изобретения. Признаки устройства, согласно изобретению, могут быть введены в способ, согласно изобретению, и наоборот.
Зона обработки труб может представлять собой зону предварительной сборки труб.
Зона хранения труб может быть образована бункером для хранения труб. Зона хранения труб может быть образована несколькими бункерами для хранения труб. Зона хранения труб может быть разделена на по крайней мере два участка вертикальной перегородкой, проходящими по ширине судна. В зоне хранения труб может быть четыре участка, расположенные по схеме "два на два". Каждый участок может быть образован складским бункером. Зоны хранения могут быть расположены по существу симметрично относительно продольной оси судна.
Количество секций трубы, хранящихся в зоне хранения труб в любой момент времени, при работе судна с использованием каждого технологического режима превышает 20 секций трубы и, в предпочтительном варианте, составляет более 100 секций трубы.
В предпочтительном варианте зона хранения труб находится ниже главной палубы судна, желательно, в трюме судна. Зона хранения труб может быть связана с системой транспортировки труб. Система транспортировки труб может быть расположена над зоной хранения труб. Система транспортировки труб может обеспечивать перемещение секций трубы между различными станциями складирования в зоне хранения, по существу параллельно длине судна.
Транспортирующие средства могут обеспечивать перемещение секций трубы единичной длины от зоны хранения труб к зоне предварительной сборки труб. Для хранения составных секций трубы, предварительно изготовленных на борту судна, может быть предусмотрена дополнительная зона хранения. Подобная дополнительная зона хранения также может иметь форму складского бункера, длина которого превышает или равна 36 м. Складские бункеры могут быть открыты или частично открыты с более чем одной стороны. Например, по сторонам бункера могут быть проемы для передачи секций трубы в бункер или из бункера. У бункера может быть менее четырех вертикальных сторон. Стороны бункера могут быть образованы открытой рамой.
Транспортирующие средства могут использоваться для перемещения секций трубы от одной станции обработки труб к другой. Транспортирующие средства могут включать конвейеры, позволяющие перемещать секции трубы продольно, вдоль длины судна. Транспортирующие средства могут включать конвейеры, позволяющие перемещать секции трубы в поперечном направлении, по ширине судна. Транспортирующие средства могут включать подъемники (например, подъемное оборудование или лифты), позволяющие перемещать секции трубы между палубами судна. Транспортирующие средства могут включать роликовые конвейеры с силовым приводом. Транспортирующие средства могут включать цепные конвейеры. Транспортирующие средства могут включать по крайней мере один кран.
Судно, в предпочтительном варианте, представляет собой однокорпусное судно. Судно, в предпочтительном варианте, имеет продолговатую форму на виде сверху. Поэтому палубы судна могут быть относительно узкими по сравнению с длиной судна. В предпочтительном варианте судно включает по крайней мере три палубы для использования при операциях с секциями трубы. На судне может быть, например, палуба предварительной сборки. На судне может быть производственная палуба, на которой размещен участок сварочных работ. На судне может быть, например, складская палуба, на которой хранятся секции трубы.
Палуба предварительной сборки может включать по крайней мере одну зону обработки труб, содержащую большое число станций обработки труб, расположенных по ширине судна. Здесь может быть первая зона обработки труб и дополнительная зона обработки труб, при этом каждая зона обработки труб содержит большое число станций обработки труб, расположенных по ширине судна. Первая и дополнительная зоны обработки труб могут быть расположены в одном месте по длине судна. Станции обработки труб первой и дополнительной зон обработки труб могут быть расположены на по существу одном расстоянии по длине судна. Станции обработки труб первой и дополнительной зон обработки труб могут быть расположены по существу по всей ширине палубы. Здесь, конечно, могут находиться первая и вторая зоны обработки труб, каждая из которых включает большое число станций обработки труб, расположенных по ширине судна, причем вторая зона обработки труб расположена в другом месте по длине судна. На судне может быть четыре зоны обработки труб. Четыре зоны обработки труб могут быть расположены так, что образуются две пары зон обработки труб, причем каждая пара обеспечивает предварительную сборку составных секций трубы независимо от другой пары. Четыре зоны обработки труб могут быть расположены так, что образуются две пары зон обработки труб, причем каждая пара расположена с одной стороны продольной средней линии судна.
В предпочтительном варианте число станций обработки труб, расположенных в зоне обработки труб поперек палубы от продольной средней линии судна до его края, превышает три. Число станций обработки труб в зоне обработки труб, расположенных поперек палубы от продольной средней линии до края судна, может быть менее шести. Общее число станций обработки труб, расположенных на судне для одновременного использования в процессе предварительной сборки составных секций трубы, может быть больше 10, и, в предпочтительном варианте, составляет более 16 и даже может быть более 20. Судно может иметь ширину примерно 30 м или более. Судно может иметь ширину примерно 50 м или меньше. Например, судно может иметь ширину от 35 м до 45 м. Длина судна может составлять более 250 м.
Секции трубы могут иметь относительно большой диаметр. Диаметр секций трубы может составлять более 0,6 м, может быть более 1 м и даже может быть более 1,4 м.
Судно может быть оборудовано для укладки трубопровода на глубоководье, например на глубинах более 1000 м. Судно может быть оборудовано для укладки трубопровода в S-образной конфигурации.
Судно может быть оборудовано для укладки трубопроводов на мелководье, например до глубин менее 500 м, причем диаметр таких трубопроводов составляет более 0,4 м, а в предпочтительном варианте - более 0,6 м. Судно может быть оборудовано для укладки трубопроводов любого диаметра на глубоководье (например, на глубинах более 1000 м) и сверхглубоководных трубопроводов (например, на глубинах более 2000 м). Судно может включать систему динамической стабилизации.
В одном судне или способе обработки секций труб, манипуляций с ними и хранения, могут быть осуществлены несколько различных концепций, относящихся к настоящему изобретению. Любые или все признаки, связанные с этими концепциями, могут использоваться по выбору и могут быть связаны с любой из четырех особенностей изобретения. Далее будут вкратце изложены некоторые из этих признаков (конечно, здесь приводится описание и других признаков, ассоциированных с четырьмя особенностями настоящего изобретения).
На палубе судна, по его ширине, может располагаться большое число станций обработки труб. Станции обработки труб могут образовывать по крайней мере одну зону обработки труб и, возможно, первую и вторую зоны обработки труб. В первом технологическим режиме на станциях обработки труб могут формироваться составные секции трубы, вытянутые вдоль длины судна, причем каждая составная секция трубы сформирована соединением по крайней мере трех секций трубы единичной длины и каждая из них имеет определенную длину. Во втором технологическом режиме работы на станциях обработки труб могут формироваться составные секции трубы посредством соединения нескольких секций трубы единичной длины, каждая из которых имеет определенную длину, и использования меньшего числа более длинных секций трубы единичной длины на каждую секцию из соединенных труб, по сравнению с первым технологическим режимом. По крайней мере несколько из станций обработки труб могут работать как в первом, так и во втором технологических режимах. В процессе предварительной сборки составной секции трубы может понадобиться расположить две секции трубы единичной длины встык для образования между ними места соединения. Затем на первой станции обработки труб в первой зоне обработки труб на месте соединения двух секций трубы единичной длины может быть уложен частичный сварной шов. Соединенные таким образом две секции трубы единичной длины могут считаться образовавшими двухзвенную секцию трубы. Такая двухзвенная секция трубы может быть передана на вторую станцию обработки труб, которая также может находиться в первой зоне обработки труб. Далее, на второй станции обработки труб может быть сформирован частичный сварной шов на месте соединения между двухзвенной секцией трубы и добавленной секцией трубы единичной длины, установленными встык, в результате чего образуется трехзвенная секция трубы. Полученная таким образом трехзвенная секция трубы может быть передана на третью станцию обработки труб, например, находящуюся во второй зоне обработки труб. На третьей станции обработки труб может быть добавлен наплавленный материал на область места соединения между двухзвенной секцией трубы и добавленной секцией трубы единичной длины. Судно может включать зону хранения труб для хранения секций трубы для дальнейшей обработки в зоне обработки труб. Зона хранения может быть использована в двух технологических режимах. В первом технологическом режиме по крайней мере три секции трубы единичной длины, каждая имеющая определенную длину, могут храниться в зоне хранения в станциях складирования, расположенные одна за другой вдоль длины труб. Во втором технологическом режиме меньшее число труб, имеющих большую длину, могут храниться в зоне хранения посредством хранения секций трубы единичной длины в станциях складирования, расположенных одна за другой, вдоль длины труб. Секции трубы единичной длины могут каждая иметь длину более 5 м. Зона хранения может располагаться по ширине судна, например, по существу по всей его ширине. Зона хранения может иметь по крайней мере одну зону доступа с палубы по левому борту. Зона хранения может иметь по крайней мере одну зону доступа с палубы по правому борту. Секция трубы единичной длины может быть перемещена с одной из сторон судна, по левому борту и по правому борту, на другую сторону судна. Секции трубы единичной длины, ранее запасенные на одной стороне судна, могут быть, таким образом, переданы через зону доступа на этой стороне судна в зону обработки труб на противоположной стороне. Секция трубы единичной длины может быть затем использована, вместе с другой секцией трубы, на одной из станций обработки труб в зоне обработки труб для формирования составной секции трубы.
Краткое описание чертежей
Далее, в качестве примера, приводится описание варианта выполнения настоящего изобретения со ссылками на приложенные чертежи, на которых:
Фиг.1 представляет вид сбоку, частично в сечении, судна в соответствии с вариантом выполнения изобретения;
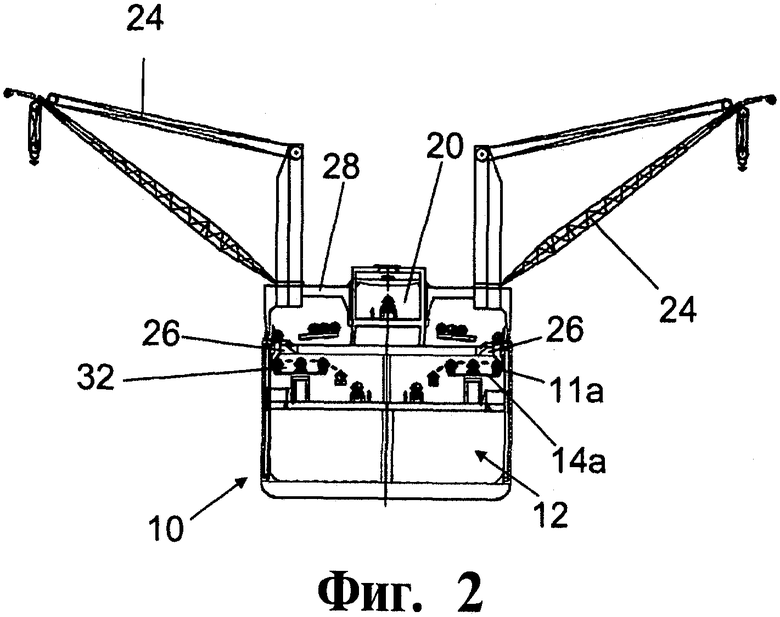
Фиг.2 представляет вид сечения судна вдоль линии А-А на Фиг.1;
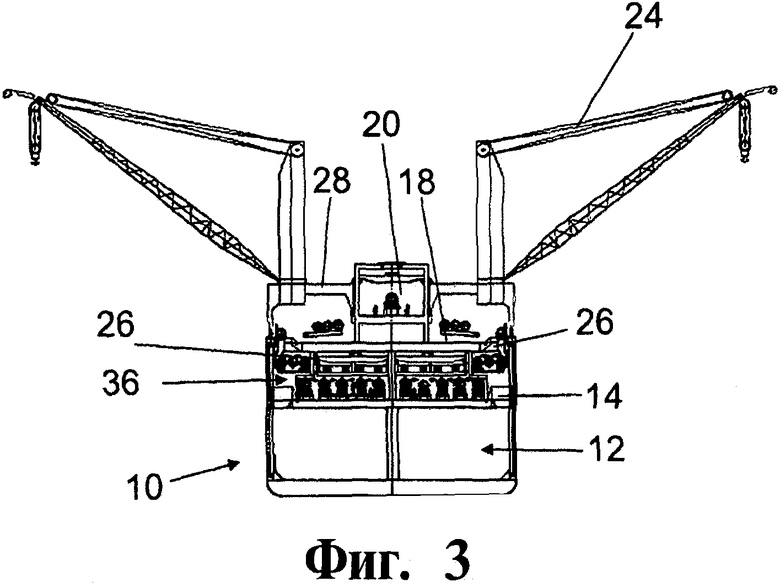
Фиг.3 представляет вид сечения судна вдоль линии В-В на Фиг.1;
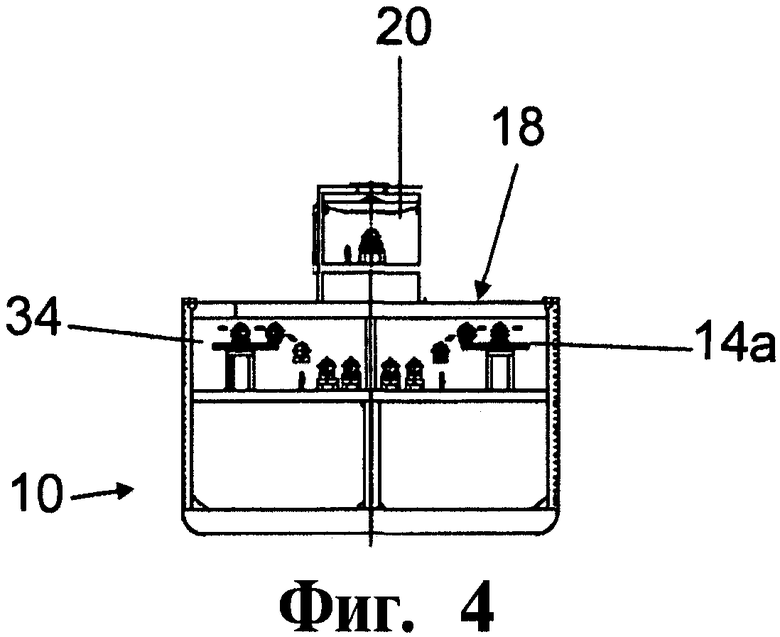
Фиг.4 представляет вид сечения судна вдоль линии С-С на Фиг.1;
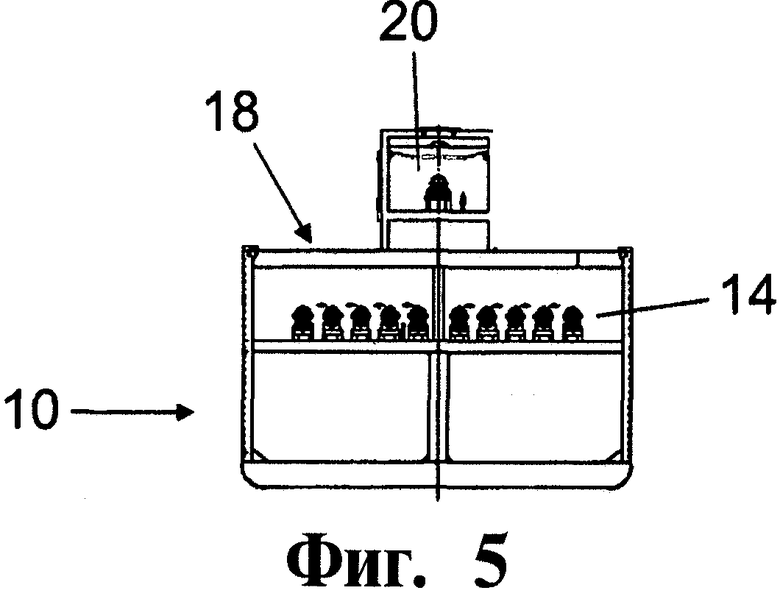
Фиг.5 представляет вид сечения судна вдоль линии D-D на Фиг.1;
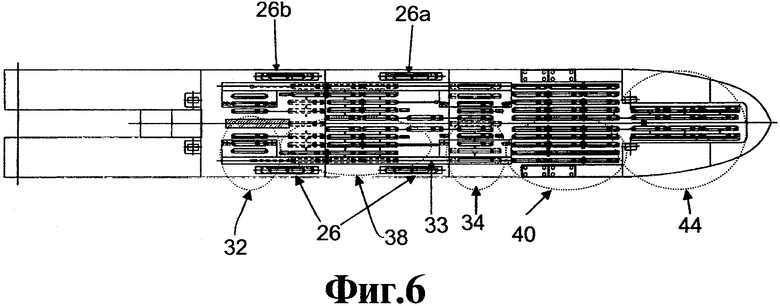
Фиг.6 представляет вид палубы предварительной сборки на виде сверху, когда судно используется для сборки тройных сварных соединений;
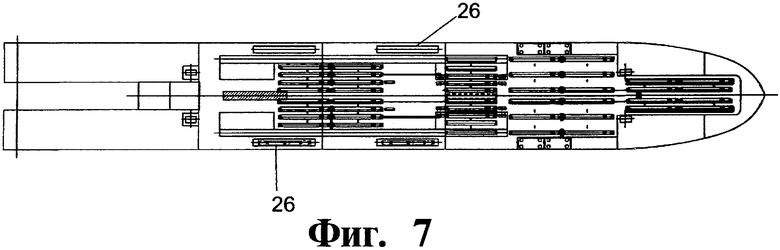
Фиг.7 представляет вид сверху палубы предварительной сборки судна при его использовании для изготовления двухтрубных плетей;
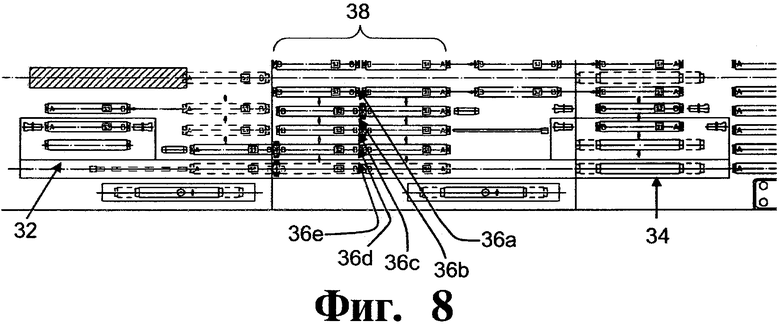
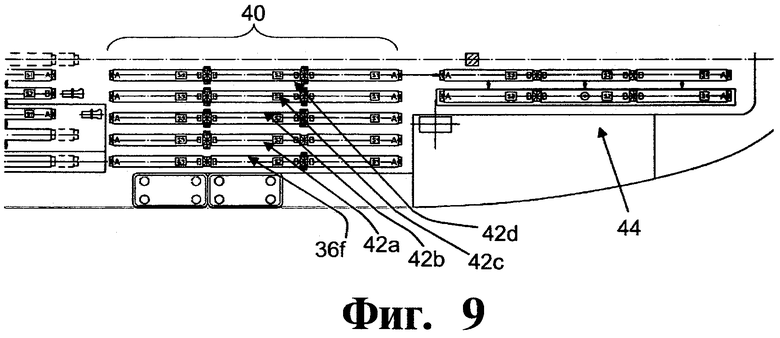
Фиг.8 и 9 представляют увеличенные изображения фрагментов судна, показанного на Фиг.6;
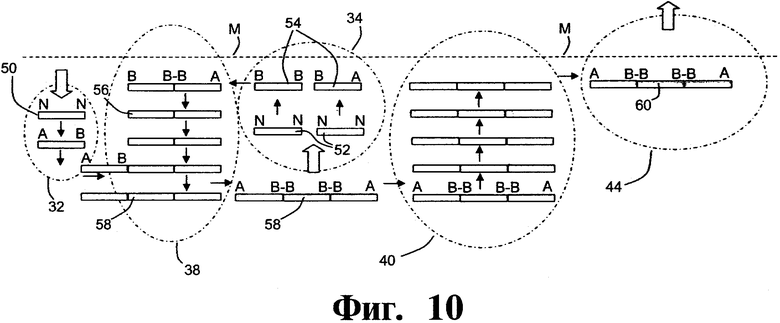
Фиг.10 представляют схематическое изображение, иллюстрирующее последовательность операций при сборке трехтрубной плети трубы, выполняемой на судне, показанном на Фиг.6;
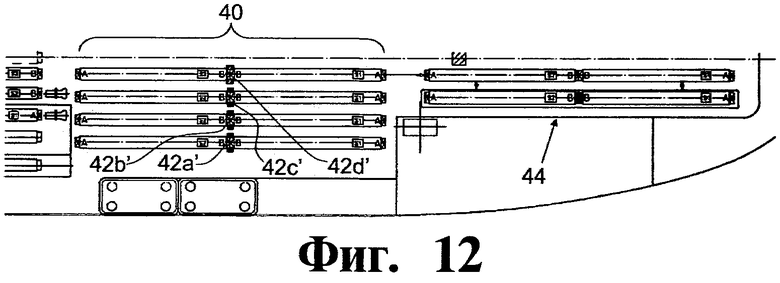
Фиг.11 и 12 представляют увеличенные изображения фрагментов судна, показанного на Фиг.7;
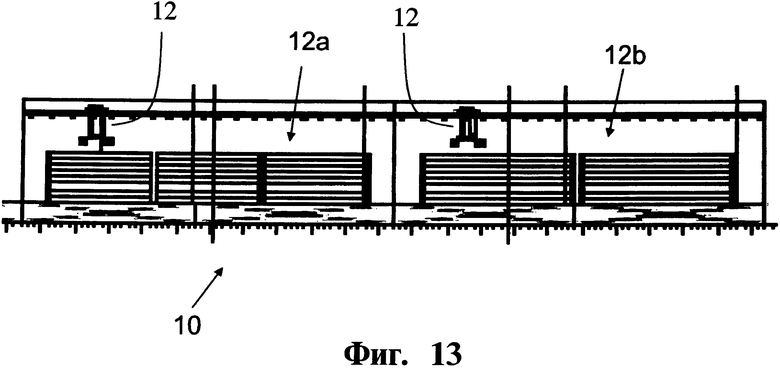
Фиг.13 представляет увеличенный фрагмент изображения судна, показанного на Фиг.1.
Осуществление изобретения
На Фиг.1 показано узкое однокорпусное судно-трубоукладчик 10, ширина которого составляет примерно 40 м по главной палубе, а длина примерно 330 м. Судно 10 предназначено для изготовления и сборки трубопровода из секций трубы единичной длины ("отрезков") и его укладки. Эти секции трубы единичной длины хранятся в зоне 12 хранения в трюме судна. Секции трубы единичной длины, когда это необходимо, транспортируются из зоны 12 хранения в трюме судна на палубу 14 предварительной сборки, где секции трубы единичной длины свариваются для формирования либо двойных сварных секций трубы, либо тройных сварных секций трубы (на Фиг.1 палуба 14 предварительной сборки не видна). Оборудование для хранения труб и предварительной сборки на борту судна расположено симметрично по ширине судна так, что оборудование, находящееся с левого борта, симметрично повторяет оборудование, находящееся с правого борта. На палубе 14 предварительной сборки изготавливаются составные секции трубы, имеющие длину 36 м. 36-метровые составные секции трубы временно хранятся в загрузочной зоне 16 участка сварочных работ (скрыт на виде на Фиг.1) для последующей подачи на главную палубу 18, включающую участок 20 сварочных работ. На участке 20 сварочных работ 36-метровые составные секции трубы привариваются к концу трубопровода, который далее выпускается из судна 10 по узлу 22 спусковой аппарели и плавучих сходней. Секции трубы, используемые судном для укладки, могут иметь сравнительно большой диаметр, например, до 60" (1,52 м).
На Фиг.2-5 приведены схематические чертежи, каждый из которых показывает судно 10 в сечении, причем сечения сделаны в местах в области линий А-А, В-В, С-С и D-D, соответственно. Далее приводится более подробное описание последовательности операций, со ссылкой на Фиг.2-5. Секции трубы единичной длины (обычно называемые отрезками) поставляются на судно 10 специальными совершающими регулярные рейсы судами (например, перевозчиками труб или баржами), которые доставляют секции трубы единичной длины к бортам судна либо по правому борту, либо по левому борту. Секции трубы поднимаются из этих перевозчиков посредством одного из двух кранов 24, предназначенных для этой цели. Секции трубы единичной длины опускаются на главную палубу 18, имеющую в основном открытую конструкцию (сообщается с атмосферой). (В то время как изображения на Фиг.2 и 3 могут создать впечатление, что главная палуба закрыта, следует иметь в виду, что изображения на Фиг.2 и 3 представляют собой виды поперечного сечения, и конструкция, обозначенная цифрой 28 на Фиг.2 и 3, представляет собой поперечную балку, обеспечивающую крепление кранов 24.)
Далее секции трубы единичной длины подаются в зону 12 хранения в трюме судна через одну из четырех зон доступа, которые в данном варианте выполнения имеют вид загрузочных проемов 26, сделанных в главной (верхней) палубе. Каждый проем имеет длину примерно 19 м и ширину примерно 1,8 м. Секции трубы опускаются из проема посредством подъемной системы, причем из имеющихся четырех подъемных систем за каждым проемом закреплена своя система. Каждый из двух кранов 24 может транспортировать секции трубы единичной длины к любому из четырех проемов 26. Каждое из четырех подъемных устройств может одновременно переносить по крайней мере две секции трубы единичной длины и может передвигаться от главной палубы 18 в зону хранения, перемещаясь по высоте примерно на 30 м.
При необходимости, секции трубы единичной длины доставляются подъемными устройствами из зоны 12 хранения в трюме судна к станциям снятия фасок сварных кромок на промежуточной палубе 14а предварительной сборки, которая расположена над первой палубой 14 предварительной сборки и ниже главной палубы 18 (см. Фиг.2 и 4). На судне имеется четыре зоны снятия фасок, расположенные все на одном промежуточном уровне, образующие носовую зону снятия фасок и кормовую зону снятия фасок и расположенные как по левому борту судна, так и по правому борту. Также имеются четыре зоны предварительной сборки труб, где выполняется сварка и дальнейшая обработка сварных соединений труб, причем на одной первой палубе 14 предварительной сборки имеются кормовая и носовая зоны предварительной сборки, из которых две расположены по левому борту, а две расположены по правому борту судна 10 (см. Фиг.3 и 5). Как только завершена предварительная сборка составных секций трубы, законченные соединенные трубы передаются на хранение в зону 16 хранения секций соединенных труб, которая расположена на главной палубе 18, спереди от промежуточной палубы 14а предварительной сборки (со стороны носа).
Составные секции трубы далее подаются другими подъемными устройствами (обычно из зоны 16 хранения) в участок 20 сварочных работ, приподнятый над главной палубой 18.
Судно 10 может быть использовано для укладки трубопровода с использованием либо предварительно собранных двухзвенных секций трубы, либо предварительно собранных трехзвенных секций трубы. Судно, таким образом, имеет два технологических режима: в первом технологическом режиме используются трехтрубные плети трубы (т.е. трехзвенные секции трубы, далее кратко обозначаемые 3П), и второй технологический режим, в котором используются двухтрубные плети трубы (т.е. двухзвенные секции трубы, далее кратко обозначаемые 2П). 3П плети трубы состоят из трех стандартных отрезков (секций трубы единичной длины), каждый имеющий длину 12 м, образующих, таким образом, 3П плеть трубы общей длиной 36 метров. 2П плети трубы состоят из двух отрезков, каждый имеющий длину 18 м, в результате также образующих плети труб длиной примерно 36 м. Стандартная длина секции трубы единичной длины, используемой в области прокладки морских трубопроводов, обычно составляла 12 м. При прокладке трубопроводов на суше все чаще используют секции трубы единичной длины размером 18 м, в результате чего такие секции трубы поставляются некоторыми компаниями, занимающимися поставкой труб.
Далее приводится описание использования судна 10 в первом технологическом режиме, при использовании ЗП плетей трубы, со ссылками на Фиг.2-5, 6, 8 и 9.
Приведенное ниже описание относится к одной стороне судна 10. Должно быть понятно, что поскольку конфигурация оборудования по предварительной сборке труб в основном симметрична, операции, выполняемые на другой стороне, в целом те же самые. Как показано на Фиг.2 и 6, секция трубы единичной длины (далее называемая "отрезком") забирается из заднего трюма 12а (хотя отрезок с тем же успехом мог быть взят из переднего трюма), помещается на подъемник в трюме и затем поднимается на первую промежуточную палубу 14а предварительной сборки, где производится снятие фасок. Каждый отрезок имеет длину примерно 12 м. Первая промежуточная палуба 14а предварительной сборки содержит "участок снятия фасок". Участок снятия фасок расположен примерно на три метра выше палубы 14 предварительной сборки. На участке снятия фасок находится транспортирующая линия, действующая в обоих направлениях, длина которой составляет примерно 80 м и которая начинается непосредственно от носового загрузочного проема 26а и проходит далее кормового загрузочного проема 26b (см. Фиг.6), благодаря чему подъемник, связанный с любым проемом, может подавать отрезки к транспортирующей линии на участке снятия фасок. На Фиг.2 показано сечение судна, включающее кормовые проемы и показывающее секцию 11а трубы, передаваемую вдоль транспортирующей линии (крайняя секция трубы, показанная на Фиг.2). С каждого конца транспортирующей линии на участке снятия фасок расположена станция снятия фасок. Таким образом, как показано на Фиг.6, судно включает кормовую зону 32 снятия фасок и носовую зону 34 снятия фасок. Кормовая зона 32 снятия фасок используется (см. Фиг.2 и 6) для снятия фасок с отдельных отрезков. Носовая зона 34 снятия фасок используется (см. Фиг.4 и 6) для параллельного снятия фасок с двух отрезков на двух станциях снятия фасок. (Таким образом, в 3П технологическом режиме носовая зона 34 снятия фасок имеет вдвое больше станций снятия фасок и обслуживающего персонала, по сравнению с кормовой зоной снятия фасок). Отрезки со снятыми фасками перемещаются в поперечном направлении (по ширине судна) посредством поперечных конвейеров. Нужно иметь в виду, что кроме таких поперечных конвейеров для транспортировки секций трубы от одной станции обработки трубы к следующей станции в поперечном направлении, на судне также имеются транспортные проходы для транспортирования труб в продольном направлении (т.е. по длине судна). Эти продольные конвейеры включают не только упомянутые выше транспортирующие линии, расположенные по бортам судна для транспортирования между проемами 26, но также и центральную транспортирующую линию посередине судна.
На станциях снятия фасок выполняется снятие фасок двух типов, а именно: типа "А" - предназначенный для сварки вольфрамовым электродом в газовой среде (GMAW) и типа "В" - дуговой сварки под флюсом. В случае 3П секций трубы подготавливаются три отрезка с фасками в форме АВ-отрезка (т.е. отрезок, у которого первый конец имеет фаску по типу "А", а второй конец имеет фаску по типу "В"), ВВ-отрезка (т.е. оба конца имеют фаски по типу "В") и ВА-отрезок. Таким образом, тройное соединение формируется посредством дуговой сварки под флюсом двух пар концов с фасками "В"-типа, образуя, тем самым, 3П плеть трубы, имеющую конфигурацию фасок АВ+ВВ+ВА, при которой соединенные концы отрезков 3П плети трубы имеют одинаковый тип фасок (В-В), а крайние грани полученной 3П трубы приспособлены для GMAW сварки, используемой на участке сварочных работ (с образованием А-А сварного соединения между двумя ЗП плетями трубы). В этом варианте выполнения в носовой зоне 34 снятия фасок изготавливаются ВВ- и ВА-отрезки, в то время как в кормовой зоне 32 снятия фасок изготавливаются АВ-отрезки.
После станций снятия фасок отрезки опускаются с участка промежуточной палубы 14а предварительной сборки на участок палубы 14 предварительной сборки, как это видно на Фиг.2 и 4. На палубе 14 предварительной сборки расположена система 3П предварительной сборки, также организованная в две симметричные и независимо работающие части (одна на правом борту, а другая на левом борту). Система 3П предварительной сборки правого борта может снабжаться станциями снятия фасок либо правого борта, либо левого борта, посредством центрального и боковых продольных транспортных проходов. Система 3П предварительной сборки левого борта может, по аналогии, снабжаться станциями снятия фасок либо правого борта, либо левого борта. Таким образом, две части системы 3П предварительной сборки могут работать, при необходимости, используя одну транспортирующую линию с одного борта судна.
Как видно из показанной на Фиг.8 и 9 системе 3П предварительной сборки правого борта, здесь имеются две зоны 38, 40 обработки труб, кормовая зона 38 обработки труб (сварка) и носовая зона 40 обработки труб (сварка и послесварочная обработка). Кормовая зона 38 обработки труб включает три станции 36а-36с 2П сварки (дуговая сварка под флюсом), которые параллельно собирают ВВ- и ВА-отрезки, изготавливаемые на носовой станции снятия фасок; в результате получаются ВВ+ВА сварные соединения. На этих сварных станциях одиночные отрезки, полученные от носовой зоны 34, сначала располагаются в линию так, чтобы мог быть выполнен предварительный наружный сварной шов (первая станция 36а); затем перемещаются ко второй станции 36b, где выполняется внутренний шов; далее перемещаются на третью станцию 36с, где заканчивается наружный сварной шов. Транспортировка от одной сварочной станции 36 к другой происходит путем передачи трубы поперек палубы в поперечном направлении обычно используемыми для этого средствами, например цепным конвейером.
Затем 2П плети передаются далее, на четвертую сварочную станцию 36d (3П сварочная станция) в кормовой зоне 38 обработки труб. Одновременно следующий АВ одиночный отрезок транспортируется от кормовой станции 32 снятия фасок к четвертой сварочной станции 36d, установленной нужным образом (посредством центрирующего стыкового хомута) относительно 2П плети, и приваривается к нему с формированием частичного наружного сварного шва на АВ+ВВ двойном сварном соединении, в результате чего получается частично законченная 3П плеть трубы, имеющая конфигурацию тройного соединения АВ+ВВ+ВА. За этой четвертой сварочной станцией 36d следует пятая сварочная станция 36е, расположенная непосредственно под транспортирующей линией. На пятой сварочной станции 36е выполняется внутренний сварной шов на АВ+ВВ двойном сварном соединении труб, при этом другое ВВ+ВА сварное соединение было закончено на третьей станции 36с. Частично законченное тройное соединение труб затем транспортируется вдоль судна от кормовой зоны 38 обработки труб к носовой зоне 40 обработки труб посредством транспортирующей системы 33 правого борта (см. Фиг.6).
Носовая зона 40 обработки труб включает шестую сварочную станцию 36f (ЗП сварочная станция - см. Фиг.9), на которой заканчивают наружный сварной шов двойного сварного соединения АВ+ВВ, в результате чего получается полностью законченная ЗП плеть труб. Далее, сварное соединение труб передается к первой паре станций послесварочной обработки, расположенной в поперечном месте 42а по ширине судна (см. Фиг.9), для проведения на сварном шве испытаний без разрушений (NDT), причем на каждое испытываемое сварное соединение приходится по станции. Если по результатам выполненного NDT сварное соединение признается непригодным, ЗП плеть трубы отклоняется, как правило, извлекается в продольном направлении в сторону кормы (ниже носовой зоны 34 снятия фаски), либо удаляется иным путем. Носовая зона 40 обработки труб дополнительно включает также три пары станций послесварочной обработки (всего шесть), которые размещены на трех соответствующих поперечных местах 42b, 42 с и 42d по ширине судна. Эти следующие две станции (на местах 42b-42d) предназначены для восстановления покрытия трубы в местах сварных соединений (покрытие сварного шва и утяжеление или FJC станции), причем на каждое сварное соединение приходится по три FJC станции. Поэтому некоторые операции могут производиться одновременно на двух сварных соединениях в ЗП плетях трубы. В частности, в данном варианте выполнения, NDT выполняется одновременно на двух сварных швах одной секции трубы, и аналогично одновременно выполняются и FJC операции. Таким образом, используются четыре места для послесварочной обработки плети трубопровода для выполнения одной операции NDT и трех операций FJC (включая утяжеление) на каждом из двух сварных соединений 3П плетей трубы.
Как только FJC процесс завершен на последней паре FJC станций 42d, предварительная сборка 3П плети трубы считается законченной. 3П плеть трубы (обычно называемая "плетью трубопровода") имеет длину примерно 36 м. 3П плеть трубы далее транспортируется в сторону носа к зоне 44 динамического хранения, которая используется в качестве источника 3П секций трубы для подачи их на участок 20 сварочных работ, где секции трубы привариваются к концу трубопровода, укладываемого судном 10. Эта зона 44 динамического хранения заполняется обоими параллельно работающими 3П системами предварительной сборки (левого и правого бортов) судна. Зона 44 также используется, при необходимости, как зона проведения ремонтных работ с применением сварки. ЗП плети трубы подаются из зоны 44 хранения на главную палубу 18 по предназначенным для этого подъемникам (не показаны на Фиг.9) через специальные проемы (не показаны на Фиг.9).
Описанный выше способ схематически вкратце изображен на Фиг.10, где показано снятие фаски сварных кромок секций 50, 52 трубы с неснятыми фасками в зонах 32, 34 снятия фасок сварных кромок для получения отрезков конфигурации А-В, В-В и В-А со снятыми фасками сварных кромок. Сначала два отрезка 54 со снятыми фасками (с фасками типа В-В и В-А) транспортируются от носовой зоны 34 снятия фаски сварной кромки к первой зоне 38 обработки труб в части судна вблизи средней линии М судна. Два отрезка со снятыми фасками свариваются по мере их продвижения к правому борту судна (вниз на Фиг.10) для образования 2П плети 56 труб (имеющей конфигурацию ВВ+ВА). На правом борту, в первую зону 38 обработки труб со стороны кормы подается отрезок со снятыми фасками по типу А-В (из кормовой зоны 32 снятия фаски), который далее приваривается частичным швом к 2П плети 56 трубы с образованием частично сваренной ЗП плети 58 трубы. Частично сваренная ЗП плеть 58 трубы далее транспортируется к носу судна во вторую зону 40 обработки труб в район правого борта судна. Когда секция трубы транспортируется назад к средней линии М судна, заканчивается сварное соединение между 2П плетью трубы и отрезком со снятыми фасками потипу А-В и проводятся различные операции NDT и FJC, в результате чего получается законченная ЗП плеть 60 трубы, которая транспортируется на нос, где плеть трубы может быть помещена в зону 44 хранения.
Как упоминалось выше, на судне также могут изготавливаться секции трубы в виде двухтрубных плетей, имеющие длину 36 м, путем сварки двух секций трубы единичной длины (отрезков), каждая из которых имеет длину примерно 18 м. Далее приводится описание основных отличий между двумя технологическими режимами, со ссылкой на Фиг.11 и 12. Отрезки единичной длины, имеющие длину 18 м, загружаются в одну из наружных транспортирующих линий (например, транспортирующую линию правого борта). Отсюда отрезки переносятся только в носовую зону 34 снятия фаски, где два отрезка параллельно доводятся до конфигурации фаски АВ и ВА. Кормовая зона снятия фаски при этом может не работать. Затем отрезки со снятыми фасками транспортируются к корме в первую зону 38 обработки труб для сварки друг с другом последовательно на трех сварочных станциях 36b, 36с, 36d (соответствуют упомянутым выше станциям 2-4 в способе предварительной сборки тройного сварного соединения). Первая и пятая сварочные станции 36а и 36е (показаны на Фиг.8) не должны использоваться в данном технологическом режиме. Первая сварочная станция 36а в этом технологическом режиме используется просто как "передаточная станция". На первой сварочной станции 36b отрезки совмещаются по оси посредством центрирующего стыкового хомута, и накладывается частичный наружный сварной шов. На второй сварочной станции 36с выполняется внутренний шов. Полностью сваренная секция трубы далее транспортируется к носу судна на передаточную станцию (шестая сварочная станция в 3П технологическом режиме, не показанный на Фиг.12) во второй зоне 40 обработки труб (см. Фиг.12). 2П секция трубы далее транспортируется к средней линии судна через NDT испытательную станцию 42а' (эквивалент одной из пары NDT станций, используемых в 3П технологическом режиме) и три FJC станции 42b'-42d' (эквивалентны одной из трех из шести FJC станций в 3П технологическом режиме, поскольку в 2П технологическом режиме требуется только одна из каждой пары станций). Следует иметь в виду, что в 2П технологическом режиме число активных работающих станций может быть меньше. Однако в обоих технологических режимах (т.е. как при предварительной сборке 2П секций трубы, так и 3П секций трубы) используется некоторое из однотипного оборудования и некоторые из одинаковых станций, благодаря чему судно 10 может быть легко приспособлено для работы либо в первом (3П), либо во втором (2П) технологическом режиме.
Как было показано выше, конфигурация оборудования судна может быть легко приспособлена для работы либо в 2П технологическом режиме (предварительная сборка 36-метровых секций трубы из двух 18-метровых отрезков), либо в 3П технологическом режиме (предварительная сборка 36-метровых секций трубы из трех 12-метровых отрезков). В любом случае, отрезки обычно доставляются на корабль большими партиями судами меньшего размера и перегружаются на судно 10 посредством кранов 24 и затем хранятся на складском участке (участок самой нижней палубы на судне 10). Зона(-ы) хранения, предназначенные для хранения отрезков, позволяют хранить в зоне хранения отрезки либо 12 метровой длины, либо 18-метровой длины. На Фиг.13 показана зона 12 хранения в трюме судна. В отличие от обычных судов, где такие зоны хранения, как правило, имеют строго определенный размер, примерно 13 м в длину, что ограничивает размер труб, которые можно эффективно хранить, зона 12 хранения в трюме судна в предложенном судне больше и имеет больше открытого пространства. Зона 12 хранения в трюме судна разделена на четыре отдельных отсека-хранилища, каждый из которых имеет длину примерно 38 м, ширину примерно 22 м и высоту примерно 16 м, при этом имеется два носовых отсека 12b (один по левому борту и один по правому борту) и два кормовых отсека 12а (один по левому борту и один по правому борту). Отсеки левого борта и правого борта разделены продольной перегородкой (не показана). Отсеки-хранилища могут быть отделены друг от друга с тем, чтобы обеспечить подъем оборудования и свободное перемещение персонала между хранящимися штабелями труб. Поскольку длина каждого отсека-хранилища превышает 36 м, имеется возможность складировать последовательно по длине три штабеля 12-метровых отрезков (как в кормовом отсеке 12а на Фиг.13) или два штабеля 18-метровых отрезков (как в носовом отсеке 12b на Фиг.13). В то время как на Фиг.1 и 5 показано судно 10, в котором одновременно хранятся отрезки по 12 м и 18 м, должно быть понятно, что судно 10 может в любое время нормально использоваться либо в 2П технологическом режиме, либо в ЗП технологическом режиме.
Как упоминалось выше, имеются четыре перегрузочные зоны доступа, обеспечивающие доступ к отсекам-хранилищам, где каждая зона доступа имеет вид проема 26, ассоциированного с соответствующим отсеком-хранилищем. Секции трубы могут передаваться по продольным конвейерам вдоль по краю главной палубы между носовыми и кормовыми проемами как по левому борту, так и по правому борту. Трубы могут также передаваться другими транспортирующими средствами (например, посредством одного из кранов 24 на борту судна, либо посредством цепных конвейеров на палубе) в поперечном направлении по палубе. Секции трубы могут, следовательно, передаваться от продольного края палубы к средней линии палубы. Отсюда секция трубы может быть передана в сторону кормы или носа посредством центральной транспортирующей линии и/или может быть снова перемещена в поперечном направлении. Таким образом, трубы могут доставляться из любого отсека-хранилища через соответствующий ассоциированный с отсеком проем доступа, для их обработки либо на одной стороне судна с отсеком-хранилищем, либо, при необходимости, на противоположной стороне. Столь гибкая конфигурация может быть использована для повышения производительности, например, позволяя одновременно вести загрузку судна и продолжать предварительную сборку труб. Например, секции трубы могут подаваться к обоим проемам левого борта, затрудняя при этом передачу, обычным порядком (т.е. из отсека-хранилища труб левого борта) секций трубы к станциям обработки труб, расположенных с левого борта. При использовании способа в соответствии с настоящим изобретением станции обработки труб с левого борта и с правого борта могут продолжать работать, поскольку подача секций трубы к обеим сторонам может осуществляться через проемы и из отсеков-хранилищ правого борта.
В то время как настоящее изобретение было описано и проиллюстрировано со ссылкой на конкретные варианты выполнения, специалисту должно быть понятно, что изобретение допускает большое число различных изменений, прямо не показанных в настоящем описании. Например, в носовой зоне снятия фаски можно, в 3П технологическом режиме, выполнять снятие фаски только с отрезка с ВА конфигурацией фаски, в кормовой зоне снятия фаски выполнять снятие фаски с двух отрезков с АВ и ВВ конфигурациями. Снятие фаски с отрезков может, конечно, выполняться и другими путями, с использованием одной или обеих зон снятия фасок на носу и на корме.
Станции снятия фасок могут быть размещены на наклонной плоскости или ступенчатой конструкции с высокими ступенями, спускающимися с участка снятия фаски к палубе предварительной сборки. В качестве другой альтернативы, станции снятия фасок можно расположить непосредственно на палубе предварительной сборки, без использования промежуточной палубы предварительной сборки.
Вместо того чтобы завершать FJC операции на палубе предварительной сборки (т.е. на той же палубе, на которой выполняются сварочные операции предварительной сборки), FJC операции могут выполняться на главной палубе и/или на одном участке с участком сварочных работ.
Когда сварка предварительно собираемых секций трубы завершена (как в 2П технологическом режиме, так и в 3П технологическом режиме), они могут быть переданы на хранение, например, динамическое хранение для дальнейшего использования на участке сварочных работ. Зона хранения готовых предварительно собранных секций трубы может располагаться на палубе предварительной сборки либо параллельно главной палубе.
Вместо кранов 24 для перемещения секций трубы из одного места на судне в другое могут использоваться альтернативные транспортирующие средства, например роликовые конвейеры с силовым приводом и/или подъемники.
Для определения истинного объема притязаний настоящего изобретения следует обратиться к формуле, толкование которой должно охватывать любые эквиваленты. Необходимо учитывать, что признаки изобретения, описанные в качестве предпочтительных, лучших, удобных и др. вариантов, являются необязательными и не ограничивают области притязаний независимых пунктов формулы.

Группа изобретений относится к способу и судну для хранения и/или предварительной сборки труб для их последующего использования судном-трубоукладчиком. Судно включает большое число станций обработки труб, расположенных по ширине судна. В одном варианте выполнения имеется две зоны обработки труб, отделенные друг от друга, вдоль судна. Станции обработки труб могут использоваться в двух технологических режимах. В первом технологическом режиме на судне изготавливаются трехтрубные плети трубопровода (сваренные из трех отрезков секций трубы), а во втором технологическом режиме изготавливаются двухтрубные плети трубопровода, например, из двух секций трубы единичной длины, длина которых существенно больше, чем у секций трубы единичной длины, используемых в первом технологическом режиме. В одном варианте выполнения трехтрубные секции трубы частично свариваются в одной зоне обработки труб, после чего перемещаются вдоль судна в другую зону обработки труб, где на трехтрубной плети выполняются последующие сварочные операции. Для обеспечения работы судна в двух технологических режимах конфигурация складских бункеров для хранения секций труб одиночной длины выбрана так, чтобы в одном бункере можно было разместить по длине встык секции труб одиночной длины различной длины. Техническим результатом заявленной группы изобретений является повышение эффективности выполнения предварительной сборки и укладки. 7 н. и 32 з.п. ф-лы, 13 ил.
1. Способ укладки трубопровода с судна, заключающийся в том, что подготавливают судно, содержащее палубу, поперек которой устанавливают группу станций обработки труб, образуют по меньшей мере одну зону обработки труб, формируют группы составных секций трубы, расположенных вдоль длины судна посредством одновременной работы станций обработки труб в первом технологическом режиме, при этом каждую составную секцию трубы получают соединением числа Xi секций трубы единичной длины Li, и формируют группу составных секций трубы посредством работы станций обработки труб во втором технологическом режиме, при этом каждую составную секцию трубы получают соединением числа Xj секций трубы единичной длины Lj, где Хi>Хj>1, Li<Lj, и по меньшей мере группа станций обработки труб работает как в первом, так и во втором технологическом режимах.
2. Способ по п.1, в котором первый и второй технологические режимы выполняют в разное время.
3. Способ по п.1 или 2, в котором Хi=3 и Xj=2.
4. Способ по п.1, в котором 5 м<Li<Lj.
5. Способ по п.4, в котором Li>10 м и Lj>15 м.
6. Способ по п.1, в котором произведение XiLi, по существу, равно произведению XjLj.
7. Способ по п.1, в котором по меньшей мере группа станций обработки труб выполняет одинаковую операцию в одном месте в первом и во втором технологическом режимах.
8. Способ по п.1, в котором хранение группы секций трубы осуществляют в зоне хранения, образованной по меньшей мере одним складским бункером.
9. Способ по п.8, в котором зона хранения образована группой складских бункеров.
10. Способ по п.1, в котором судно включает по меньшей мере две пары зон обработки труб, каждую из которых располагают на одной стороне продольной средней линии судна.
11. Способ по п.1, в котором число станций обработки труб в зоне обработки труб, расположенных поперек палубы от продольной средней линии до края судна, больше трех.
12. Способ по п.1, в котором число станций обработки труб в зоне обработки труб, расположенных поперек палубы от продольной средней линии до края судна, меньше шести.
13. Способ по п.1, в котором число станций обработки труб составляет более 16.
14. Способ по п.1, в котором ширина судна составляет от 35 до 45 м.
15. Способ по п.1, в котором длина судна составляет более 250 м.
16. Способ по п.1, в котором судно представляет собой однокорпусное судно.
17. Способ по п.1, в котором диаметр секций трубы составляет более 1 м.
18. Способ укладки трубопровода с судна, заключающийся в том, что подготавливают судно, содержащее палубу, имеющую первую зону обработки труб и вторую зону обработки труб, каждая из которых содержит группу станций обработки труб, установленную по ширине судна и выполняющую обработку секций трубы параллельно с секциями трубы, расположенными вдоль длины судна, причем первая и вторая зоны обработки труб отделены друг от друга вдоль длины судна, формируют соединение между двумя секциями трубы единичной длины посредством их расположения встык, образуют двухзвенную секцию трубы посредством формирования частичного сварного шва в месте соединения двух секций трубы единичной длины в первой зоне обработки труб, передают упомянутую двухзвенную секцию трубы на вторую станцию обработки труб в первую зону обработки, образуют трехзвенную секцию трубы посредством формирования частичного сварного шва в месте соединения двухзвенной секции трубы и добавленной секции трубы единичной длины, расположенных встык, на второй станции обработки труб передают трехзвенную секцию трубы на третью станцию обработки труб во вторую зону обработки труб и добавляют наплавленный материал к области соединения между двухзвенной секцией трубы и добавленной секцией трубы единичной длины.
19. Способ по п.18, в котором завершают формирование двухзвенной секции трубы в первой зоне обработки труб посредством сварки двух секций трубы единичной длины.
20. Способ по п.18 или 19, в котором соединение двухзвенной секции трубы и добавленной секции трубы единичной длины на второй станции обработки труб осуществляют посредством сварки внутренним швом.
21. Способ по п.18, в котором соединение двухзвенной секции трубы и добавленной секции трубы единичной длины на второй станции обработки труб осуществляют посредством сварки наружным швом.
22. Способ по п.18, в котором выполняют по меньшей мере послесварочную операцию на трехзвенной секции трубы посредством дополнительной станции обработки труб во второй зоне обработки труб.
23. Способ хранения секций трубы на судне-трубоукладчике, заключающийся в том, что подготавливают судно, содержащее палубу, которая имеет по меньшей мере одну зону обработки труб, снабженную группой станций обработки труб, расположенных по ширине судна, и зону хранения труб для хранения секций трубы и последующей обработки в зоне обработки труб, используют зоны хранения в первом технологическом режиме посредством хранения в них наборов секций трубы единичной длины, в которых каждая из числа Xi секция трубы имеет длину Li расположенных друг за другом по длине труб, и используют зоны хранения во втором технологическом режиме посредством хранения в них наборов секций трубы единичной длины, в которых каждая из числа Xj секция трубы имеет длину Lj расположенных друг за другом по длине труб, при этом Xi>Xj>1 и 5 м<Li<Lj.
24. Способ по п.23, в котором первый и второй технологические режимы выполняют в разное время.
25. Способ по п.23 или 24, в котором Хi=3 и Хj=2.
26. Способ по п.23, в котором Li>10 м и Lj>15 м.
27. Способ по п.23, в котором произведение XiLi, по существу, равно произведению XjLj.
28. Способ по п.23, в котором каждый набор секций трубы содержит более 10 секций трубы.
29. Способ по п.23, в котором зона хранения труб разделена на по меньшей мере два участка вертикальной перегородкой.
30. Способ по п.23, в котором количество секций трубы, хранящихся в зоне хранения труб, составляет более 100.
31. Способ по п.23, в котором зона хранения труб находится в трюме судна.
32. Способ по п.23, в котором судно содержит дополнительную зону хранения труб, на которой выполняют предварительную сборку и хранят группы составных секций трубы.
33. Способ предварительной сборки секций трубы на судне-трубоукладчике, заключающийся в том, что подготавливают судно, содержащее палубу, имеющую по меньшей мере две зоны обработки труб, каждая из которых снабжена группой станций обработки труб, установленной по ширине судна, при этом одна зона обработки труб расположена на первой стороне судна, а вторая зона обработки труб расположена на второй стороне судна, зону хранения труб для хранения секций трубы и последующей обработки в зоне обработки труб, расположенную по ширине судна и имеющую по меньшей мере одну зону доступа с первой стороны судна, и по меньшей мере одну зону доступа со второй стороны судна, причем первая сторона является одной из сторон по левому борту и по правому борту, а вторая сторона является другой из сторон по левому борту и по правому борту, перемещают секции трубы единичной длины из области зоны хранения с первой стороны судна через зону доступа с первой стороны судна в зону обработки труб с первой стороны судна, передают секции трубы единичной длины от первой стороны судна к зоне обработки труб на второй стороне судна и формируют составную секцию трубы из секций трубы единичной длины посредством использования по меньшей мере одной станции обработки труб в зоне обработки труб на второй стороне судна.
34. Способ по п.33, в котором передачу секции трубы единичной длины от первой стороны ко второй стороне судна выполняют посредством крана с первой стороны судна или со второй стороны судна.
35. Способ по п.33 или 34, в котором при передаче секции трубы от первой стороны судна ко второй стороне судна перемещают секции трубы посредством продольного конвейера.
36. Судно-трубоукладчик, включающее палубу, отличающееся тем, что она имеет по меньшей мере одну зону обработки труб, снабженную группой станций обработки труб, установленной по ширине судна, и обрабатываемыми секциями трубы, расположенными параллельно с секциями трубы и вдоль длины судна, при этом упомянутая группа станций обработки труб имеет по меньшей мере два технологических режима, включающих первый технологический режим, при котором по меньшей мере группа станций обработки труб установлена с возможностью формирования составных секций трубы, причем каждая из составных секций трубы сформирована из числа Xi секций трубы единичной длины и имеет длину Li, и второй технологический режим, при котором станции обработки труб, включающие по меньшей мере группу станций обработки труб, используемую в первом технологическом режиме, установлены с возможностью формирования составных секций трубы, каждая из которых сформирована из числа Xj секций трубы единичной длины и имеет длину Lj, при этом Xi>Xj>1 и Li<Lj.
37. Судно-трубоукладчик, включающее палубу, отличающееся тем, что она имеет по меньшей мере одну зону обработки труб, содержащую группу станций обработки труб, установленную по ширине судна, и зону хранения труб для хранения секций трубы и последующей обработки в зоне обработки труб, при этом зона хранения труб имеет по меньшей мере два технологических режима работы, включающих первый технологический режим, в котором по меньшей мере три комплекта секций трубы единичной длины, каждая из числа Xi секция трубы имеет длину Li, расположенных друг за другом по длине труб, и второй технологический режим, в котором по меньшей мере два комплекта секций трубы единичной длины, каждая из числа Xj секция трубы, имеющая длину Lj, расположенных друг за другом по длине труб, при этом Xi>Xj>1 и 5 м<Li<Lj.
38. Судно-трубоукладчик по п.37, отличающееся тем, что Хi=3 и Xj=2.
39. Судно-трубоукладчик, включающее палубу, отличающееся тем, что она имеет первую и вторую зоны обработки труб, разделенные друг с другом вдоль длины судна, каждая из которых содержит группу станций обработки труб, установленную по ширине судна с возможностью параллельной обработки секций трубы, размещенных вдоль длины судна, при этом первая зона обработки труб снабжена первой сварочной станцией для формирования частичного сварного шва в месте соединения двух секций трубы единичной длины, образующих двухзвенную секцию трубы, и второй сварочной станцией для формирования сварного соединения между двухзвенной секцией трубы, переданной с первой сварочной станции, и добавленной секцией трубы единичной длины для формирования трехзвенной секции трубы, и вторая зона обработки труб снабжена третьей сварочной станцией, добавляющей наплавленный материал в область соединения между двухзвенной секцией трубы и добавленной секцией трубы единичной длины.
| ОПТИЧЕСКАЯ КЮВЕТА ДЛЯ ИССЛЕДОВАНИЯ ЖИДКОСТИ В ТОНКОМ СЛОЕ | 1994 |
|
RU2095787C1 |
| СУДНО-ТРУБОУКЛАДЧИК (ВАРИАНТЫ) И СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2230967C2 |
| Трубоукладочное судно | 1990 |
|
SU1773794A1 |
| РОЛИКОВЫЙ УЗЕЛ ДЛЯ СУДНА-ТРУБОУКЛАДЧИКА, СУДНО-ТРУБОУКЛАДЧИК И СПОСОБ УКЛАДКИ ТРУБОПРОВОДА С СУДНА | 1995 |
|
RU2157475C2 |
| NL 8802725 A, 01.06.1990 | |||
| ГРАДИРНЯ | 2006 |
|
RU2335722C2 |

