Настоящее изобретение относится к способу изготовления износостойкой плиты на основе древесного материала, снабженной декоративным слоем, и производственной линии для выполнения этого способа.
Большое количество изделий или поверхностей изделий, которые подвержены износу из-за механического воздействия, должны быть защищены от преждевременного повреждения или разрушения в результате истирания путем нанесения противоизносных слоев. Под этими изделиями могут подразумеваться, например, мебель, плиты для внутренней отделки, полы и т. д. В зависимости от частоты и интенсивности воздействия должны при этом применяться различные защитные меры, чтобы пользователю была гарантирована максимально возможная продолжительность эксплуатации.
Большое количество вышеупомянутых изделий имеют декоративные поверхности, которые быстро становятся неприглядными при истирании из-за интенсивного использования и/или больше не подлежат чистке. Эти декоративные поверхности очень часто состоят из бумаги, пропитанной термореактивными смолами, которая прессуется в так называемых короткотактных проходных прессах на применяемую опорную плиту на основе древесного материала. Меламиноформальдегидную смолу очень часто используют в качестве термореактивной смолы.
Одним подходом для улучшения сопротивления истиранию декоративных поверхностей является нанесение или введение обеспечивающих износостойкость частиц в прилегающие к поверхности слои смолы. Его можно, например, применять путем нанесения на соответствующие поверхности жидкой смолы, содержащей обеспечивающие износостойкость частицы, причем в случае декоративных плит на основе древесного материала преимущественно применяют частицы корунда в качестве обеспечивающих износостойкость частиц. Однако при нанесении корундосодержащей меламиновой смолы было обнаружено, что различия в плотности между меламиновой смолой и корундом вызывают проблемы, связанные с осаждением. Это приводит к образованию отложений в резервуарах для приготовления смеси, насосах, трубопроводах и узлах для нанесения посредством валиков. По этой причине, с одной стороны, со всей области часто необходимо удалять отложения путем чистки, а с другой стороны, для достижения определенного уровня истирания необходимо также наносить большее количество корунда. Кроме того, упомянутое осаждение приводит к неравномерности покрытия в блоках нанесения, что также должно быть компенсировано более высокой дозировкой. Другим серьезным недостатком этой технологии является то, что корундосодержащие составы смол вызывают значительное истирание всех частей установки, которые вступают в контакт с составом смолы. В свою очередь, более высокая дозировка в сочетании с проблемами осаждения приводит к снижению прозрачности в случае более высоких классов истирания. Это особенно негативно влияет на темные декоры.
Чтобы избежать оседания частиц корунда в жидкой смоле и связанных с этим проблем, другой подход нанесения обеспечивающих износостойкость частиц заключается в нанесении их на еще жидкий слой смолы, который был нанесен на плиту на основе древесного материала, с использованием подходящего устройства. При этом обнаружено, что частицы корунда не сразу и не полностью проникают в слой смолы, а вместо этого частично находятся друг поверх друга с зазорами. Осыпающиеся частицы корунда могут развеиваться в результате следующих воздушных потоков, например, в случае сушилки с циркуляцией воздуха, расположенной ниже по потоку, которая высушивает влажный слой меламиновой смолы, в результате чего этот корунд теряет предполагаемую функцию (защиту от износа) и вместо этого приводит к истиранию в частях установки, расположенных ниже по потоку, таких как сушилка.
Существуют разные недостатки для производства. Например, было замечено, что образованию однородной завесы распределения препятствует электростатический заряд частицы корунда. Кроме того, вихреобразование в конвекционной сушилке приводит к потере корунда и требует увеличенного количества корунда; сушилка загрязняется корундом; происходит быстрое истирание конвейерных цепей в сушилке из-за корунда; то есть приводит к общим увеличенным материальным затратам из-за потери корунда и истирания цепей. Кроме того, сильный воздушный поток в сушилке приводит к рассеиванию мелких частиц корунда в производственном цехе, что представляет опасность для здоровья присутствующих работников. Также может быть производственный простой из-за загрязнения оптических датчиков установки корундовой пылью.
Поэтому в основе настоящего изобретения лежит техническая задача, заключающаяся в устранении и исправлении вышеупомянутых недостатков предыдущего подхода, который состоит в распределении обеспечивающих износостойкость частиц на плиты на основе древесного материала, покрытые жидкой смолой.
Поставленная задача обеспечивается согласно настоящему изобретению посредством способа с признаками пункта 1 формулы изобретения и производственной линии с признаками пункта 11 формулы изобретения.
Соответственно, предложен способ изготовления износостойкой плиты на основе древесного материала с верхней стороной и нижней стороной, при этом на верхней стороне предусматривают по меньшей мере один декоративный слой, в частности в качестве напечатанного декора, и при этом на декоративный слой наносят защитный слой из еще не полностью отвержденной формальдегидной смолы, при этом способ включает следующие этапы:
- нанесение по меньшей мере одного первого слоя смолы на по меньшей мере один декоративный слой на верхней стороне плиты на основе древесного материала, при этом плиту на основе древесного материала, снабженную защитным слоем и декоративным слоем, перед нанесением первого слоя смолы не нагревают в сушилке,
- равномерное распределение обеспечивающих износостойкость частиц на первый слой смолы на верхней стороне плиты на основе древесного материала,
- при этом первый слой смолы, снабженный обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала после нанесения не высушивают, и
- нанесение по меньшей мере одного второго слоя смолы на первый (еще) влажный слой смолы, снабженный обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала,
- последующее высушивание структуры из первого слоя смолы и второго слоя смолы на верхней стороне плиты на основе древесного материала в по меньшей мере одном сушильном устройстве.
Соответственно, настоящий способ позволяет экономически выгодным образом предоставлять плиты на основе древесного материала, снабженные декоративным слоем, разных форматов с высоким сопротивлением истиранию. Согласно настоящему способу первый слой смолы, в частности в форме первого слоя термореактивной смолы, такой как слой меламиноформальдегидной смолы, наносят на декоративный слой (предварительно обработанный или предварительно необработанный) плиты на основе древесного материала. Изначально высушивания или подсушивания первого слоя смолы не происходит, но вместо этого обеспечивающие износостойкость частицы равномерно распределяются на влажный или еще жидкий первый слой смолы на верхней стороне плиты на основе древесного материала с применением подходящего распределительного устройства. Поскольку первый слой смолы все еще является жидким во время распределения, обеспечивающие износостойкость частицы могут быть погружены в слой смолы. Затем (то есть без промежуточной сушки первого слоя смолы с распределенными на него обеспечивающими износостойкость частицами) на еще влажный первый слой смолы наносят второй слой смолы. Это происходит путем установки дополнительного блока нанесения непосредственно за настилочной машиной (т. е. между первой сушилкой и настилочной машиной). Дополнительно установленный блок нанесения собирает с помощью своей функции нанесения валиком обеспечивающие износостойкость частицы, которые не прикреплены к первому слою смолы или не проникают в первый слой смолы, и переносит их обратно в блок нанесения смолы. В нем определена равновесная концентрация, и удаленные обеспечивающие износостойкость частицы равномерно наносят на следующие поверхности с помощью валика. Таким образом, происходит накопление обеспечивающих износостойкость частиц во втором блоке нанесения вплоть до содержания обеспечивающих износостойкость частиц макс. 10%. В дополнение к предотвращению выдувания или захвата осыпающихся частиц, также может быть уменьшен или даже в значительной степени устранен неблагоприятный эффект частиц корунда, выступающих из покрытой поверхности, например, на следующую пресс-прокладку.
С помощью настоящего способа можно снизить потребление обеспечивающего износостойкость материала, поскольку в сушилке отсутствуют потери обеспечивающих износостойкость частиц, таких как корунд. В то же время снижается загрязнение окружающей среды пылью и очевидное воздействие на здоровье работников; а также отложения корундовой пыли на частях установки производственной линии. Существенным преимуществом является также уменьшение отложения корунда на конвейерных цепях и, таким образом, экономия дополнительных материальных затрат вследствие замены цепей. Кроме того, увеличивается срок эксплуатации пресс-прокладки в последующем процессе прессования для формирования слоистого материала. В целом технологические затраты снижаются благодаря снижению затрат на материалы и техобслуживание. Кроме того, нет необходимости устанавливать новое приборное оборудование/устройства на производственной линии.
Согласно настоящему изобретению плиту на основе древесного материала, снабженную декоративным слоем, перед нанесением первого слоя смолы не нагревают в сушилке, такой как, например, ИК-сушилка. Этого можно достичь благодаря отключению ИК-сушилки, предусмотренной на производственной линии, или исключению из производственной линии ИК-сушилки. За счет избежания нагревания плиты на основе древесного материала, снабженной декоративным слоем, отсутствует электростатический заряд поверхности плиты, и завеса распределения становится однородной при распределении корунда.
Специалисту в данной области техники не является очевидным отказ от нагревания плиты на основе древесного материала с нанесенной печатью в ИК-сушилке, поскольку защитный слой из смолы обычно наносят на декоративные слои, наносимые прямой печатью. Защитный слой может представлять собой формальдегидсодержащую смолу, в частности меламиноформальдегидную смолу, мочевиноформальдегидную смолу или меламиномочевиноформальдегидную смолу, и содержать стеклянные шарики (размером 50-150 мкм) в качестве прокладки для промежуточного хранения плит. Этот защитный слой служит временной защитой декоративного слоя для хранения перед дальнейшей обработкой. Защитный слой на декоративном слое еще не полностью отвержден, но имеет определенное остаточное содержание влаги, составляющее приблизительно 10%, предпочтительно приблизительно 6%, и лишь способен к сшиванию. Такие защитные слои описаны, например, в WO 2010/112125 А1 или ЕР 2 774 770 В1.
Обычно применяемый этап нагревания декоративных слоев, снабженных таким термореактивным защитным слоем, служит для высушивания защитного слоя и для регулирования степени остаточного содержания влаги и, следовательно, липкости защитного слоя и адгезии последующих слоев смолы.
Однако в случае настоящего способа было обнаружено, что этап нагревания защитного слоя негативно влияет на рисунок распределения обеспечивающих износостойкость частиц. Исключение нагревания плиты на основе древесного материала с нанесенной печатью, снабженной защитным слоем, приводит к однородности рисунка распределения, и, таким образом, происходит равномерное рассеивание обеспечивающих износостойкость частиц на поверхности плиты.
Применяемые в представленном способе слои смолы основываются предпочтительно на формальдегидсодержащих смолах на водной основе, в частности меламиноформальдегидной смоле, мочевиноформальдегидной смоле или меламиномочевиноформальдегидной смоле.
Из WO 2007/042258 A1 известен способ изготовления износостойких плит с декоративной поверхностью и распределенными на ней обеспечивающими износостойкость частицами, в котором на плиту ХДФ наносят печать после соответствующей предварительной обработки (грунтовкой, грунтовочным покрытием) способом глубокой печати, и напечатанный узор сушат, но применяемая лаковая система значительно отличается от системы смол на водной основе, применяемой согласно изобретению.
Так, в WO 2007/042258 А1 акрилатсодержащая полиэфирная смола (LaromerUP35D) наносится в качестве лаковой основы в количестве 20-50 г/м2. Частицы корунда или частицы оксида алюминия распределяются на еще не затвердевший лак. Затем на влажную лаковую основу наносится защитный лак с распределенными обеспечивающими износостойкость частицами. Отверждаемая в результате излучения акрилатная смола (Laromer LR8987) применяется в качестве основной смолы для защитного лака. После нанесения первого слоя лака он по меньшей мере частично не отверждается или не загустевает для фиксации лака. Эта процедура известна специалисту в данной области техники в акрилатсодержащих лаковых системах. Такие лаковые системы смешивают с реактивными разбавителями и фотоинициаторами для обработки, которые служат для регулировки вязкости, поверхностных свойств и степени сшивания отвержденного лака. При этом реактивный разбавитель на 100% соединяется с лаком во время процесса отверждения, так что количество нанесения также является количеством, которое в конечном счете остается на плите. Поэтому высушивание для удаления растворителя не требуется ни до, ни после нанесения лака. Напротив, нагревание до и/или после нанесения лака может привести к нежелательному испарению реактивного разбавителя, который, как и акрилатсодержащая лаковая система, вызывает раздражение; соответственно, следует избегать применения тепла во время обработки.
В отличие от лаковых систем в WO 2007/042258 А1 в представленном способе применяются системы смол на водной основе, в частности системы формальдегидсодержащих смол на водной основе. Эти системы смол на водной основе должны быть обязательно высушены в процессе изготовления, при этом они могут быть изготовлены для полимеризации путем поликонденсации и образования конечного продукта вследствие этого. Соответственно, не является очевидным или явным отказ от одного или более этапов нагревания или высушивания в способе изготовления плит на основе древесного материала улучшенного качества, в которых наносят системы смол на водной основе.
В одном из вариантов способа первый слой смолы наносят в количестве 10-100 г/м2, предпочтительно 40-80 г/м2, особенно предпочтительно 45-60 г/м2. Нанесение первого слоя смолы происходит, например, посредством валика для нанесения с канавками в первом блоке нанесения. Содержание твердых частиц первого слоя смолы составляет 50-70 вес. %, предпочтительно 50-60 вес. %, особенно предпочтительно 55 вес. %. Толщина первого нанесенного на декоративный слой слоя смолы составляет от 10 до 100 мкм, предпочтительно от 40 до 80 мкм, особенно предпочтительно от 45 до 60 мкм.
В еще одном варианте осуществления представленного способа в качестве обеспечивающих износостойкость частиц применяют частицы корунда (оксида алюминия), карбида бора, кремниевого ангидрида, карбида кремния. Особенно предпочтительными являются частицы корунда. При этом речь идет предпочтительно о белом электрокорунде высшего качества с высокой степенью прозрачности, так что негативное воздействие на визуальный эффект нижележащего декора является максимально малым. Корунд имеет неравномерную пространственную форму.
Количество распределенных обеспечивающих износостойкость частиц составляет от 10 до 50 г/м2, предпочтительно от 10 до 30 г/м2, особенно предпочтительно от 15 до 25 г/м2. Количество распределенных обеспечивающих износостойкость частиц зависит от класса износа, который должен быть достигнут. Таким образом, количество обеспечивающих износостойкость частиц в случае класса износа AC3 находится в диапазоне от 10 до 15 г/м2, в случае класса износа AC4 - от 15 до 20 г/м2 и в случае класса износа AC5 - от 20 до 25 г/м2. В настоящем случае готовые плиты обладают предпочтительно классом износа AC4.
Применяются обеспечивающие износостойкость частицы с зернистостью классов F180-F240, предпочтительно F200. Размер зерен класса F180 находится в диапазоне 53-90 мкм, F220 - 45-75 мкм, F230 - 34-82 мкм, F240 - 28-70 мкм (согласно стандарту FEPA). В одном варианте в качестве обеспечивающих износостойкость частиц применяют белый электрокорунд высшего качества F180-F240, предпочтительно с основным диапазоном размера зерен 53-90 мкм. В особенно предпочтительном варианте осуществления применяют частицы корунда класса F200, при этом F200 представляет собой смесь F180 и F220 и содержит диаметр от 53 до 75 мкм.
Обеспечивающие износостойкость частицы не должны быть слишком мелкозернистыми (опасность образования пыли), но также не должны быть слишком крупнозернистыми. Поэтому размер обеспечивающих износостойкость частиц является компромиссом. Однако в целом частицы корунда должны быть больше, чем весь верхний слой, чтобы достичь износостойкости.
В приведенном далее варианте осуществления можно применять силанизированные частицы корунда. Типичными силанизирующими средствами являются аминосиланы.
В приведенном далее варианте представленного способа наносимая на верхнюю сторону плиты на основе древесного материала смола может содержать в качестве первого слоя смолы волокна, в частности древесные волокна или целлюлозные волокна. Количество наносимых волокон, таких как, например, целлюлозные волокна, составляет при нанесении их вместе с первым слоем смолы 0,1-0,5 г/м2, предпочтительно 0,2-0,4 г/м2, особенно предпочтительно 0,25 г/м2.
Добавление волокон, таких как целлюлозные волокна, в первый слой способствует улучшению вязкости жидкости на основе смолы и вместе с этим увеличенному нанесению первого верхнего слоя на плиту на основе древесного материала.
В еще одном варианте осуществления представленного способа второй слой смолы, наносимый на верхнюю сторону плиты на основе древесного материала, наносят в количестве 10-50 г/м2, предпочтительно 20-30 г/м2, особенно предпочтительно 20-25 г/м2. В целом количество второго слоя смолы меньше, чем количество первого слоя смолы.
Общее количество первого и второго слоя смолы составляет 50-100 г/м2, предпочтительно 60-80 г/м2, особенно предпочтительно 70 г/м2. Так, в одном варианте количество первого слоя смолы составляет 50 г/м2 и количество второго слоя смолы 25 г/м2.
Как уже упоминалось выше, происходит накопление обеспечивающих износостойкость частиц во втором слое смолы путем захвата осыпающихся частиц вторым блоком нанесения. Таким образом, в смоле, наносимой в качестве второго слоя смолы, содержание обеспечивающих износостойкость частиц может достигать от 5 до 15 вес.%, предпочтительно 10 вес.%.
В еще одном варианте осуществления по меньшей мере одна плита на основе древесного материала представляет собой древесно-волокнистую плиту средней плотности (МДФ), древесно-волокнистую плиту высокой плотности (ХДФ), или ориентированно-стружечную плиту (ОСП), или клееную плиту и/или плиту на основе древесно-пластикового композита.
В одном варианте параллельно со вторым слоем смолы на верхней стороне плиты на основе древесного материала также наносят слой смолы на нижнюю сторону плиты на основе древесного материала. Количество слоя смолы, нанесенного на нижнюю сторону плиты на основе древесного материала, может составлять 50-100 г/м2, предпочтительно 60-80 г/м2, особенно предпочтительно 60 г/м2. Предпочтительно нижний слой смолы окрашен (например, в коричневый), чтобы имитировать стабилизирующий слой.
Содержание твердых частиц смолы, применяемой для верхней стороны и нижней стороны, составляет 50-70 вес. %, предпочтительно 50-60 вес. %, особенно предпочтительно 55 вес. % как для верхней стороны, так и для нижней стороны.
Второй слой смолы предпочтительно наносят параллельно или одновременно на верхнюю сторону и нижнюю сторону плиты на основе древесного материала посредством по меньшей мере одного двустороннего устройства для нанесения (узла для нанесения посредством валиков). После нанесения второго слоя смолы происходит высушивание (высушивание воздухом) структуры из первого и второго слоя смолы в первом сушильном устройстве. После этого по меньшей мере один слой смолы наносят на нижнюю сторону плиты на основе древесного материала вместе со вторым слоем смолы, наносимым на верхнюю сторону плиты на основе древесного материала.
Слой (слои) смолы, нанесенный (нанесенные) на нижней стороне, действуют в качестве стабилизирующего слоя. Нанесение слоев смолы на верхнюю сторону и нижнюю сторону плит на основе древесного материала примерно в одинаковых количествах гарантирует, что силы растяжения, возникающие при прессовании нанесенных слоев на плиту на основе древесного материала, взаимно компенсируются. Стабилизирующий слой, нанесенный на нижнюю сторону, примерно соответствует по слоистой структуре и соответствующей толщине слоев последовательности слоев, нанесенных на верхней стороне, с разницей в наличии обеспечивающих износостойкость частиц и стеклянных шариков, как подробно описано ниже.
В еще одном варианте осуществления представленного способа по меньшей мере один дополнительный слой смолы, предпочтительно третий, четвертый, пятый, шестой и седьмой слои смолы, наносят на высушенную структуру из первого и второго слоев смолы, снабженных обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала и соответственно после нанесения высушивают.
Кроме того, предпочтительно дополнительные слои смолы содержат стеклянные шарики и/или волокна, в частности древесные волокна или целлюлозные волокна.
Таким образом, третий слой смолы может быть нанесен параллельно на верхнюю сторону и нижнюю сторону плиты на основе древесного материала, то есть на соответствующую высушенную структуру смолы. В случае верхней стороны она является структурой смолы из первого и второго слоев смолы с обеспечивающими износостойкость частицами, а в случае нижней стороны она является слоем смолы.
Количество третьего слоя смолы, нанесенного на верхнюю сторону плиты на основе древесного материала, может составлять 10-50 г/м2, предпочтительно 20-30 г/м2, особенно предпочтительно 25 г/м2.
Количество слоя смолы, нанесенного параллельно на нижнюю сторону плиты на основе древесного материала, может составлять 30-80 г/м2, предпочтительно 40-60 г/м2, особенно предпочтительно 50 г/м2.
Содержание твердых частиц смолы, применяемой для третьего слоя смолы, составляет 50-70 вес. %, предпочтительно 50-60 вес. %, особенно предпочтительно 55 вес. % как для верхней стороны, так и для нижней стороны.
В еще одном варианте осуществления представленного способа по меньшей мере один четвертый слой смолы наносят соответственно на верхнюю сторону и параллельно на нижнюю сторону плиты на основе древесного материала.
Количество четвертого слоя смолы, нанесенного на верхнюю сторону плиты на основе древесного материала, может составлять 10-40 г/м2, предпочтительно 15-30 г/м2, особенно предпочтительно 20 г/м2, при этом содержание твердых частиц составляет 50-80 вес. %, предпочтительно 60-70 вес. %, особенно предпочтительно 60-65 вес. %, например, 61,5 вес. %.
В одном варианте в качестве четвертого слоя смолы смола, наносимая на верхнюю сторону плиты на основе древесного материала, может содержать стеклянные шарики, при этом стеклянные шарики предпочтительно действуют как прокладка. Предпочтительно применяемые стеклянные шарики имеют диаметр 50-100 мкм, предпочтительно 60-80 мкм. Количество наносимых стеклянных шариков при нанесении вместе с третьим слоем составляет 1-5 г/м2, предпочтительно 2-4 г/м2, особенно предпочтительно 3 г/м2.
В еще одном варианте стеклянные шарики могут быть распределены на четвертый слой смолы, нанесенный на верхнюю сторону плиты на основе древесного материала. В этом случае, то есть при распределении стеклянных шариков, количество наносимых стеклянных шариков составляет 5-10 г/м2, предпочтительно 6-8 г/м2, особенно предпочтительно 6 г/м2.
Количество слоя смолы, нанесенного параллельно на нижнюю сторону плиты на основе древесного материала, может составлять 20-70 г/м2, предпочтительно 30-50 г/м2, особенно предпочтительно 40 г/м2 при содержании твердых частиц 50-70 вес. %, предпочтительно 50-60 вес. %, особенно предпочтительно 55 вес. %.
Также предпочтительно слой смолы, нанесенный соответственно на верхнюю сторону и нижнюю сторону плиты на основе древесного материала, высушивают в по меньшей мере одном сушильном устройстве.
После процесса высушивания четвертого верхнего слоя смолы и параллельного нижнего слоя смолы необязательно можно наносить соответственно по меньшей мере один пятый слой смолы на верхнюю сторону и нижнюю сторону плиты на основе древесного материала.
Количество пятого слоя смолы, нанесенного на верхнюю сторону плиты на основе древесного материала, может составлять 10-40 г/м2, предпочтительно 15-30 г/м2, особенно предпочтительно 20 г/м2 при содержании твердых частиц 50-80 вес. %, предпочтительно 60-70 вес. %, особенно предпочтительно 60-65 вес. %, например, 61,6 вес. %.
В приведенном далее варианте представленного способа смола, наносимая в качестве пятого слоя смолы на верхнюю сторону плиты на основе древесного материала, содержит стеклянные шарики. В случае добавления стеклянных шариков к наносимой смоле количество наносимых стеклянных шариков составляет 1-5 г/м2, предпочтительно 2-4 г/м2, особенно предпочтительно 3 г/м2.
Количество слоя смолы, нанесенного параллельно на нижнюю сторону плиты на основе древесного материала, может составлять 10-60 г/м2, предпочтительно 20-50 г/м2, особенно предпочтительно 30 г/м2 при содержании твердых частиц 50-70 вес. %, предпочтительно 50-60 вес. %, особенно предпочтительно 55 вес. %.
В еще одном приведенном далее варианте представленного способа шестой и седьмой слои смолы наносят на верхнюю сторону и соответственно дополнительные к ним слои смолы - на нижнюю сторону плиты на основе древесного материала. Также нанесенные на верхнюю сторону шестой и седьмой слои смолы могут соответственно содержать волокна или стеклянные шарики.
Следует также отметить, что добавки, такие как отвердители, смачивающие средства, пеногасители, антиадгезивы и/или другие компоненты, могут быть соответственно добавлены ко всем слоям смолы.
Шестой и седьмой слои смолы (в качестве последних слоев), нанесенные соответственно на верхней стороне и нижней стороне плиты на основе древесного материала, высушивают соответственно в по меньшей мере одном дополнительном сушильном устройстве, связанном с соответствующим блоком нанесения. Высушивание соответствующих слоев смолы происходит предпочтительно при остаточном содержании влаги 6-9 вес. %, например, в сушилке с циркуляцией воздуха.
На этапе прессования, следующем за последним этапом высушивания, происходит прессование слоистой структуры под воздействием давления и температуры в короткотактном проходном прессе при температурах от 150 до 250°C, предпочтительно от 180 до 230°C, особенно предпочтительно 200°C и давлении от 100 до 1000 Н/см2, предпочтительно от 300 до 700 Н/см2, особенно предпочтительно от 400 до 600 Н/см2.
Как уже было упомянуто выше, декоративный слой может быть нанесен посредством прямой печати. В случае прямой печати наносят пигментированную печатную краску на водной основе с помощью способа глубокой печати или цифровой печати, при этом пигментированную печатную краску на водной основе можно наносить более чем в один слой, например, в виде слоев в количестве от двух до десяти, предпочтительно слоев в количестве от трех до восьми.
В случае прямой печати наносят по меньшей мере один декоративный слой с помощью аналогичного упомянутого способа глубокой печати и/или цифровой печати. Способ глубокой печати представляет собой технологию печати, в которой элементы, которые должны быть отображены, присутствуют в виде углублений в печатной форме и окрашены перед печатью. Печатная краска находится в основном в углублениях и является следствием давления прижима печатной формы и сил сцепления на объекте, на который должна быть нанесена печать, таком как, например, древесно-волокнистая опорная плита. С другой стороны, при цифровой печати изображение печати передается непосредственно с компьютера на печатную машину, такую как, например, лазерный принтер или струйный принтер. При этом применение статичной печатной формы не обязательно. В обоих способах возможно применение красок на водной основе и чернил или красителей на основе УФ. Также возможно объединение указанных технологий печати в виде глубокой и цифровой печати. Подходящая комбинация технологий печати может быть выполнена либо непосредственно на опорной плите или на печатаемом слое, либо перед печатью путем согласования применяемых электронных записей данных.
Также возможно расположение между плитой на основе древесного материала или опорной плитой и по меньшей мере одним декоративным слоем по меньшей мере одного слоя грунтового покрытия.
Предпочтительно применяемый при этом слой грунтового покрытия содержит композицию из казеина в качестве связующего вещества и неорганических пигментов, в частности неорганических цветовых пигментов. В качестве цветовых пигментов в слое грунтового покрытия могут применяться белые пигменты, такие как титана диоксид, или также дополнительные цветовые пигменты, такие как карбонат кальция, сульфат бария или карбонат бария. В дополнение к цветовым пигментам и казеину грунтовое покрытие может содержать еще воду в качестве растворителя. Также предпочтительно нанесенный пигментированный грунтовый слой состоит из по меньшей мере одного, предпочтительно из по меньшей мере двух, особенно предпочтительно из по меньшей мере четырех нанесенных друг за другом покрытий или слоев, при этом количество нанесения между покрытиями или слоями может быть одинаковым или разным.
С помощью представленного способа можно изготавливать износостойкую плиту на основе древесного материала, снабженную декоративным слоем, со структурой смолы с обеспечивающими износостойкость частицами. Плита на основе древесного материала, снабженная декоративным слоем, содержит структуру смолы из первого и второго слоев смолы, соответственно содержащих обеспечивающие износостойкость частицы, на верхней стороне, соответствующего им слоя смолы на нижней стороне, по меньшей мере одного третьего слоя смолы на верхней стороне и соответствующего ему слоя смолы на нижней стороне плиты на основе древесного материала, по меньшей мере одного четвертого, пятого, шестого и седьмого слоев смолы на верхней стороне, а также соответствующих им слоев смолы на нижней стороне плиты на основе древесного материала, при этом в слоях смолы от четвертого по седьмой, предусмотренных на верхней стороне плиты на основе древесного материала, соответственно могут содержаться стеклянные шарики.
В одном предпочтительном варианте осуществления согласно представленному способу возможно изготовление износостойкой плиты на основе древесного материала со следующей слоистой структурой (если смотреть снизу вверх): стабилизирующий слой из шести слоев смолы - плита на основе древесного материала - слой грунтового покрытия - напечатанный декоративный слой - защитный слой, в частности защитный слой из еще не полностью отвержденной смолы, - первый слой смолы с целлюлозными волокнами - слой из обеспечивающих износостойкость частиц - второй слой смолы - третий слой смолы - четвертый слой смолы со стеклянными шариками - пятый слой смолы со стеклянными шариками - шестой слой смолы со стеклянными шариками - седьмой слой смолы со стеклянными шариками.
Защитный слой служит для покрытия декора и защиты декора во время промежуточного хранения (укладка в слои, хранение, транспортировка). Дополнительные слои смолы на верхней стороне образуют в целом защитную пленку, которая защищает готовый слоистый материал от износа.
Производственная линия для выполнения представленного способа содержит следующие элементы:
- по меньшей мере одно первое устройство для нанесения, предназначенное для нанесения первого слоя смолы на верхнюю сторону плиты на основе древесного материала;
- по меньшей мере одно устройство, расположенное по направлению обработки за первым устройством для нанесения и предназначенное для распределения предварительно определенного количества обеспечивающих износостойкость частиц;
- по меньшей мере одно второе устройство для нанесения, расположенное по направлению обработки за первым устройством для нанесения и распределительным устройством и предназначенное для нанесения второго слоя смолы на верхнюю сторону плиты на основе древесного материала;
- по меньшей мере одно первое сушильное устройство, расположенное по направлению обработки за вторым устройством для нанесения и предназначенное для высушивания слоистой структуры из первого и второго слоев смолы.
В одном предпочтительном варианте представленной производственной линии перед первым устройством для нанесения сушильное устройство не предусмотрено или в случае, если сушильное устройство установлено в качестве части производственной линии, это сушильное устройство не используется, то есть не работает.
Также между распределительным устройством и вторым устройством для нанесения сушильное устройство не предусмотрено. Более того, еще влажная плита вставляется непосредственно во второе устройство для нанесения после того, как она выходит из распределительного устройства.
В одном варианте производственной линии второе устройство для нанесения, предназначенное для нанесения второго слоя смолы, выполнено в качестве двустороннего блока нанесения, так что одновременно или параллельно со вторым слоем смолы на верхней стороне на нижнюю сторону плиты на основе древесного материала наносится соответствующий слой смолы.
В приведенном далее варианте производственная линия содержит по меньшей мере одно дополнительное устройство для нанесения, расположенное по направлению обработки за первым сушильным устройством и предназначенное для нанесения дополнительных слоев смолы на верхнюю сторону и/или нижнюю сторону опорной плиты, и следующие за ним сушильные устройства для высушивания дополнительных верхних и/или нижних слоев смолы.
В одном варианте осуществления представленная производственная линия содержит в целом простой односторонний блок нанесения, предназначенный для нанесения первого слоя смолы на верхнюю сторону плиты на основе древесного материала с нанесенной печатью, и шесть двусторонних блоков нанесения, предназначенных для нанесения шести дополнительных слоев смолы на верхнюю сторону и нижнюю сторону плиты на основе древесного материала, при этом за каждым двусторонним блоком нанесения предусмотрено по меньшей мере одно сушильное устройство для высушивания верхнего и/или нижнего слоя смолы.
Производственная линия содержит также предпочтительно короткотактный проходной пресс (KT-пресс), расположенный по направлению обработки за последним сушильным устройством.
В одном предпочтительном варианте осуществления производственная линия для выполнения представленного способа содержит следующие элементы:
- по меньшей мере одно первое устройство для нанесения, предназначенное для нанесения первого слоя смолы, который может необязательно содержать волокна, на верхнюю сторону плиты на основе древесного материала;
- по меньшей мере одно устройство, расположенное по направлению обработки за первым устройством для нанесения и предназначенное для распределения предварительно определенного количества обеспечивающих износостойкость частиц;
- по меньшей мере одно второе устройство для нанесения, расположенное по направлению обработки за первым устройством для нанесения и распределительным устройством и предназначенное для нанесения второго слоя смолы на верхнюю сторону плиты на основе древесного материала;
- по меньшей мере одно первое сушильное устройство, расположенное по направлению обработки за вторым устройством для нанесения и предназначенное для высушивания слоистой структуры из первого и второго слоев смолы;
- по меньшей мере одно третье устройство для нанесения, расположенное по направлению обработки за первым сушильным устройством и предназначенное для нанесения третьего слоя смолы на верхнюю сторону и/или слоя смолы параллельно на нижнюю сторону опорной плиты;
- по меньшей мере одно дополнительное сушильное устройство, расположенное по направлению обработки за третьим устройством для нанесения и предназначенное для высушивания третьего верхнего и/или соответствующего нижнего слоя смолы;
- по меньшей мере одно четвертое устройство для нанесения, расположенное по направлению обработки за дополнительным сушильным устройством и предназначенное для нанесения четвертого слоя смолы на верхнюю сторону, который может содержать, например, стеклянные шарики, и/или слоя смолы параллельно на нижнюю сторону опорной плиты (без стеклянных шариков);
- по меньшей мере одно сушильное устройство, расположенное по направлению обработки за четвертым устройством для нанесения и предназначенное для высушивания третьего верхнего и/или соответствующего нижнего слоя смолы;
- по меньшей мере одно пятое устройство для нанесения, расположенное по направлению обработки за сушильным устройством и предназначенное для нанесения пятого слоя смолы, который может содержать, например, стеклянные частицы или стеклянные шарики, на верхнюю сторону и/или слоя смолы параллельно на нижнюю сторону опорной плиты (без стеклянных шариков или волокон);
- по меньшей мере одно сушильное устройство, расположенное по направлению обработки за пятым устройством для нанесения и предназначенное для высушивания пятого верхнего и/или соответствующего нижнего слоя смолы;
- по меньшей мере одно шестое устройство для нанесения, расположенное по направлению обработки за сушильным устройством и предназначенное для нанесения шестого слоя смолы на верхнюю сторону и/или слоя смолы параллельно на нижнюю сторону опорной плиты;
- по меньшей мере одно сушильное устройство, расположенное по направлению обработки за шестым устройством для нанесения и предназначенное для высушивания шестого верхнего и/или соответствующего нижнего слоя смолы;
- по меньшей мере одно седьмое устройство для нанесения, расположенное по направлению обработки за сушильным устройством и предназначенное для нанесения седьмого слоя смолы на верхнюю сторону и/или слоя смолы параллельно на нижнюю сторону опорной плиты;
- по меньшей мере одно сушильное устройство, расположенное по направлению обработки за седьмым устройством для нанесения и предназначенное для высушивания седьмого верхнего и/или соответствующего нижнего слоя смолы;
- по меньшей мере один короткотактный проходной пресс, расположенный по направлению обработки за последним сушильным устройством.
Предусмотренное в представленной производственной линии распределительное устройство для обеспечивающих износостойкость частиц подходит для распределения порошка, гранул, волокон и содержит систему колеблющихся щеток. Распределительное устройство состоит по существу из загрузочного бункера, вращающегося структурированного валика и скребка. При этом количество наносимого обеспечивающего износостойкость материала определяется скоростью вращения валика. Распределительное устройство предпочтительно содержит заершенный валик.
В одном варианте осуществления представленной производственной линии также предусмотрено, что по меньшей мере одно распределительное устройство окружено по меньшей мере одной камерой, которая снабжена по меньшей мере одним средством для удаления пыли, возникающей в камере, или расположено в ней. Средство для удаления пыли может быть выполнено в виде всасывающего устройства или также в виде устройства для продувки воздухом. Продувка воздухом может обеспечиваться посредством сопел, которые установлены на входе и выходе плиты и нагнетают воздух в камеру. Кроме того, они могут препятствовать созданию в результате движения воздуха неоднородной завесы распределения из обеспечивающего износостойкость материала.
Удаление пыли от обеспечивающего износостойкость материала из окружающей среды распределительного устройства является предпочтительным, поскольку в дополнение к очевидному воздействию на здоровье работников, занятых на производственной линии, мелкая пыль от обеспечивающих износостойкость частиц также осаждается на других частях установки производственной линии и приводит к их увеличенному истиранию. Следовательно, расположение распределительного устройства в камере не только служит для снижения нагрузки на здоровье через пыль в окружающей среде производственной линии, но и предотвращает преждевременное истирание.
Распределительное устройство предпочтительно управляется посредством фоторелейной завесы, причем фоторелейная завеса расположена по направлению обработки перед валиком (распределяющим валиком), предусмотренным под распределяющим устройством. Управление распределительным устройством с помощью фоторелейной завесы имеет смысл, так как между отдельными плитами на основе древесного материала имеются более или менее большие зазоры, что запускает процесс распределения, как только плита оказывается перед распределяющим валиком.
В одном варианте осуществления представленного распределительного устройства перед распределяющим валиком предусмотрен по меньшей мере один бункер для улавливания лишних обеспечивающих износостойкость частиц (то есть частиц, которые не распределяются на по меньшей мере одну плиту на основе древесного материала, а распределяются, скорее, перед вхождением плиты на основе древесного материала с помощью подающего устройства под распределяющий валик перед падением тех же самых обеспечивающих износостойкость частиц).
В приведенном далее варианте бункер соединен по меньшей мере с одним транспортирующим устройством и просеивающим устройством, при этом лишний обеспечивающий износостойкость материал, собранный в бункере, подается в просеивающее устройство через транспортирующее устройство. Ячейки в сите просеивающего устройства соответствуют наибольшему применяемому размеру зерна частиц материала, обеспечивающего износостойкость (то есть приблизительно 80-100 мкм). Частицы грязи и комкованный материал (такой как комкованная смола или комкованный обеспечивающий износостойкость материал) отделяются от собранного обеспечивающего износостойкость материала в просеивающем устройстве, и просеянный обеспечивающий износостойкость материал может быть возвращен обратно в распределительное устройство (переработан).
Изобретение будет объяснено более подробно ниже со ссылкой на фигуры графических материалов в отношении примера осуществления. На графических материалах:
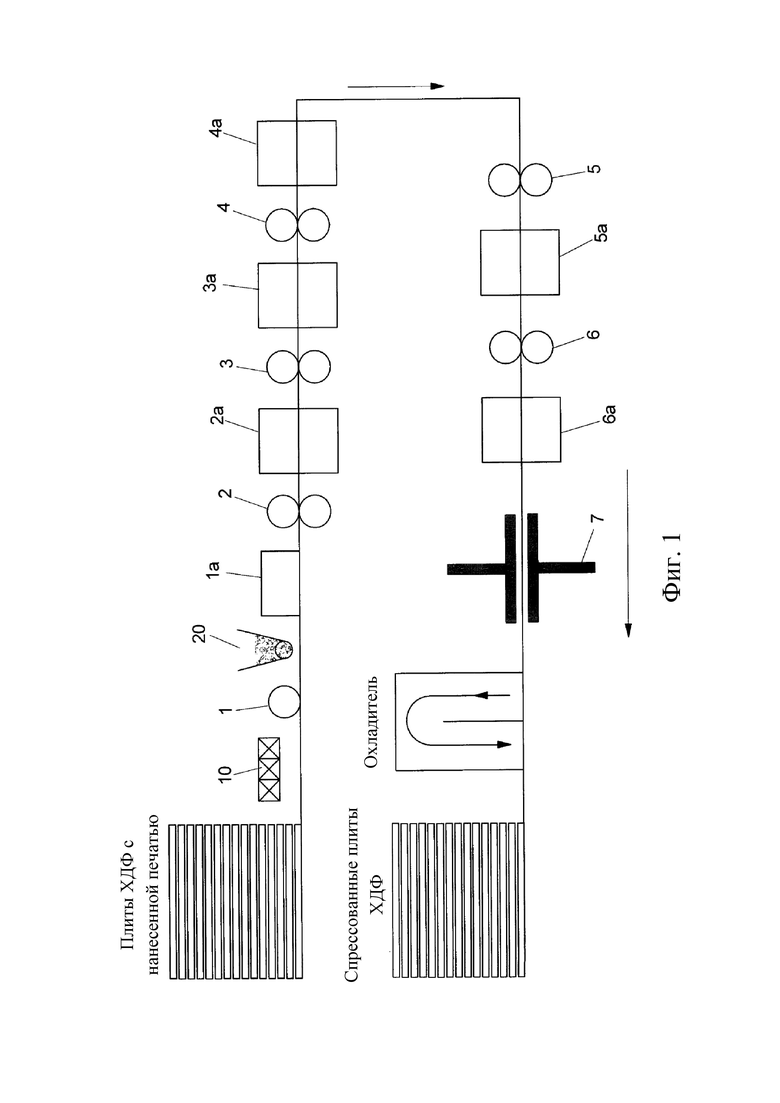
фиг. 1 представляет собой схематическое изображение производственной линии плиты на основе древесного материала с применением традиционного способа; и
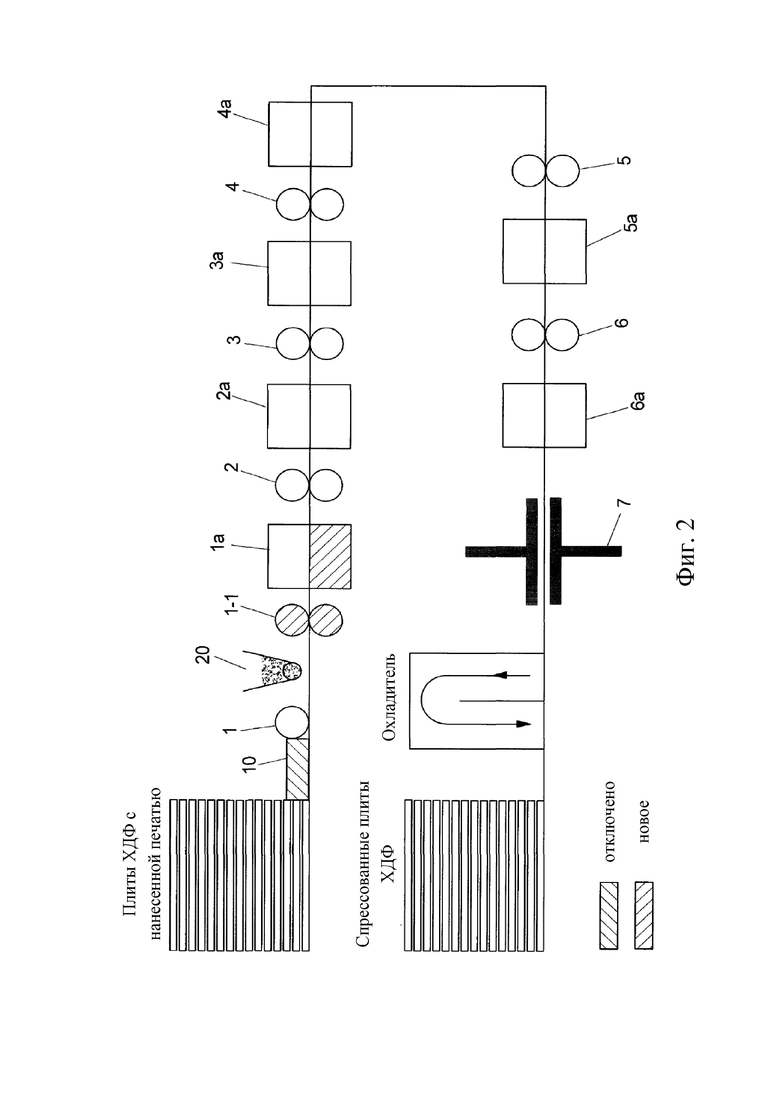
фиг. 2 представляет собой схематическое изображение производственной линии плиты на основе древесного материала с применением способа согласно настоящему изобретению.
Схематически представленная на фиг. 1 традиционная производственная линия содержит ИК-сушилку 10, односторонний блок 1 нанесения и пять двусторонних узлов 2, 3, 4, 5, 6 для нанесения, предназначенных для равномерного нанесения соответствующего слоя смолы на верхнюю сторону и нижнюю сторону отдельных многослойных плит с нанесенной печатью, например плит ХДФ с нанесенной печатью, а также соответственно четыре конвекционные сушилки 1a, 2a, 3a, 4a, 5a, 6a, расположенные по направлению обработки за узлами для нанесения.
Перед первым нанесением смолы поверхность плит предварительно нагревают до температуры приблизительно 45°С с помощью ИК-сушилки 10. Смола наносится на поверхность плиты посредством прорезиненного валика в блоке нанесения. Избыток смолы перекачивается обратно в контейнер для нанесения, откуда переносится обратно на валики.
За первым валиком 1 для нанесения имеется первое распределительное устройство 20, предназначенное для равномерного распределения обеспечивающего износостойкость материала, такого как, например, корунд, на первый слой смолы на верхней стороне плиты ХДФ. Корунд F200 применяют в качестве обеспечивающего износостойкость материала, диаметр которого составляет около 53-75 мкм в соответствии со стандартом FEPA. Распределительное устройство 20 состоит по существу из загрузочного бункера, вращающегося структурированного заершенного валика и скребка. При этом количество наносимого материала определяется скоростью вращения валика для нанесения. На покрытую смолой плиту, в зависимости от требуемого класса износа изделия, распределяется 12-25 г/м2 корунда (AC4 (согласно EN 13329) = 20 г/м2). Корунд падает с заершенного валика на расстоянии 5 см на плиту, обработанную меламиновой смолой. Поскольку первый слой смолы все еще является жидким во время распределения, обеспечивающие износостойкость частицы могут быть погружены в слой смолы. Под представленным распределительным устройством перед распределяющим валиком предусмотрен по меньшей мере один бункер (не показан) для улавливания лишних обеспечивающих износостойкость частиц (то есть частиц, которые не распределяются на по меньшей мере одну плиту на основе древесного материала, а распределяются, скорее, перед вхождением плиты на основе древесного материала с помощью подающего устройства под распределяющий валик перед падением тех же самых обеспечивающих износостойкость частиц).
Затем происходит высушивание первого слоя смолы в первой конвекционной сушилке 1a при 150-250°C в течение 20-50 с.
Затем следует второй двусторонний блок 2 нанесения, предназначенный для нанесения второго слоя смолы, и вторая конвекционная сушилка 2а, предназначенная для высушивания второго слоя смолы.
За третьим двусторонним блоком 3 нанесения, предназначенным для нанесения третьего слоя смолы, может следовать дополнительное распределительное устройство 20 для нанесения стеклянных шариков на третий слой смолы, за которым следует третья конвекционная сушилка 3а для высушивания третьего слоя смолы. Распределительное устройство 20 для стеклянных шариков является необязательным. Стеклянные шарики можно также наносить вместе с третьим слоем смолы.
После нанесения слоев смолы с четвертого по шестой посредством двустороннего блока 4, 5, 6 нанесения с четвертого по шестой и высушивания соответственно в конвекционной сушилке 4а, 5а, 6а слоистая структура отверждается в короткотактном проходном прессе 7 при температуре прессования 180-220°С и времени прессования от 5 до 25 секунд при удельном давлении 35-55 кг/см2. Прессованные плиты охлаждаются и отправляются на хранение.
В схематически представленной на фиг. 2 производственной линии согласно настоящему изобретению ИК-сушилка 10 удалена или выключена. Удаление ИК-сушилки с производственной линии предотвращает электростатический заряд поверхности плиты, который в противном случае происходит в ИК-сушилке, что позволяет формировать однородную завесу распределения из корунда.
Кроме того, по направлению обработки за односторонним блоком 1 нанесения (рифленым валиком) и распределителем 20 установлен дополнительный двусторонний блок 1-1 нанесения, в котором плита, покрытая меламиноформальдегидной смолой и корундом, покрывается меламиноформальдегидной смолой (около 20 г/м2). В то же время незакрепленный корунд удаляется в небольших количествах и накапливается в жидкости на основе меламиновой смолы до тех пор, пока она не станет насыщенной (около 10 вес. %). Эта потерянная часть корунда теперь непрерывно снова наносится на плиту посредством нанесения валиком блока 1-1 нанесения. В результате второго нанесения зерна корунда покрываются жидкой смолой или они вводятся в слой защитной пленки. Это предотвращает удаление корунда в конвекционной сушилке из-за высокого завихрения воздуха.
За блоком 1-1 нанесения следует конвекционная сушилка 1a, за которой следуют дополнительные двусторонние узлы 2, 3, 4, 5, 6 для нанесения, предназначенные для одновременного нанесения соответствующего слоя смолы на верхнюю сторону и нижнюю сторону отдельных многослойных плит с нанесенной печатью, а также конвекционные сушилки 2а, 3а, 4а, 5а, 6а, соответственно расположенные по направлению обработки за узлами для нанесения.
Меры по изменению структуры, принятые на производственной линии на фиг. 2, дают следующие преимущества: однородная картина распределения; нет потери корунда в сушилке; снижение расхода корунда для требуемого класса износа; снижение загрязнения окружающей среды пылью и очевидного воздействия на здоровье работников, а также отложений корундовой пыли на частях установки производственной линии; снижение отложения корунда на конвейерных цепях и, следовательно, экономия дополнительных материальных затрат вследствие замены цепей.
Настоящее изобретение относится к способу изготовления износостойкой плиты на основе древесного материала с верхней стороной и нижней стороной, при этом на верхней стороне предусмотрен по меньшей мере один декоративный слой, в частности, в качестве напечатанного декора, и защитный слой из еще не полностью отвержденной смолы, при этом способ включает этапы: (i) нанесения по меньшей мере одного первого слоя смолы на верхнюю сторону плиты на основе древесного материала, снабженной декоративным слоем и защитным слоем, при этом плиту на основе древесного материала, снабженную защитным слоем и декоративным слоем, перед нанесением первого слоя смолы не нагревают в сушилке, (ii) равномерного распределения обеспечивающих износостойкость частиц на первый слой смолы на верхней стороне плиты на основе древесного материала; при этом первый слой смолы, снабженный обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала после нанесения не высушивают, и (iii) нанесения по меньшей мере одного второго слоя смолы на первый влажный слой смолы, снабженный обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала, (iv) последующего высушивания структуры из первого слоя смолы и второго слоя смолы на верхней стороне плиты на основе древесного материала в по меньшей мере одном сушильном устройстве. Настоящее изобретение также относится к производственной линии для выполнения этого способа. 2 н. и 9 з.п. ф-лы, 2 ил.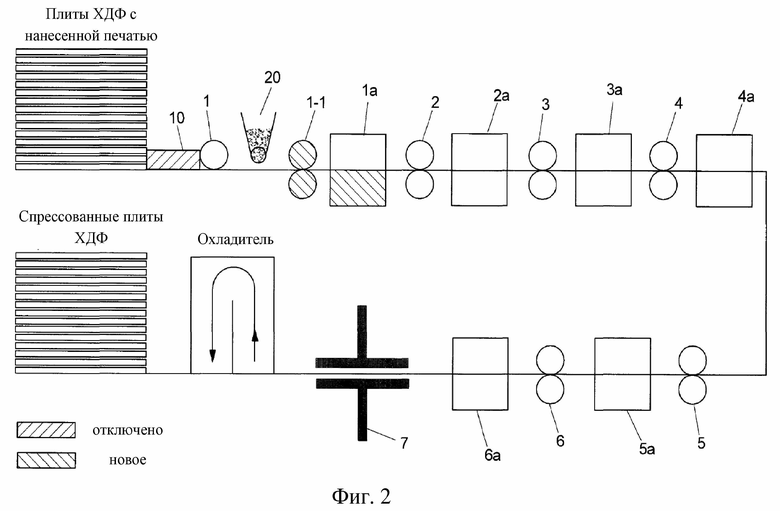
1. Способ изготовления износостойкой плиты на основе древесного материала с верхней стороной и нижней стороной, при этом на верхней стороне предусматривают по меньшей мере один декоративный слой, в частности, в качестве напечатанного декора, и при этом на декоративный слой наносят защитный слой из еще не полностью отвержденной смолы, при этом способ включает этапы:
- нанесения по меньшей мере одного первого слоя смолы на по меньшей мере один декоративный слой на верхней стороне плиты на основе древесного материала, при этом плиту на основе древесного материала, снабженную защитным слоем и декоративным слоем, перед нанесением первого слоя смолы не нагревают в сушилке,
- равномерного распределения обеспечивающих износостойкость частиц на первый слой смолы на верхней стороне плиты на основе древесного материала,
- при этом первый слой смолы, снабженный обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала после нанесения не высушивают, и
- нанесения по меньшей мере одного второго слоя смолы на первый влажный слой смолы, снабженный обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала,
- последующего высушивания структуры из первого слоя смолы и второго слоя смолы на верхней стороне плиты на основе древесного материала в по меньшей мере одном сушильном устройстве.
2. Способ по п. 1, отличающийся тем, что слои смолы основываются на формальдегидсодержащих смолах на водной основе, в частности меламиноформальдегидной смоле, мочевиноформальдегидной смоле или меламиномочевиноформальдегидной смоле.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что первый слой смолы наносят в количестве 10-100 г/м2, предпочтительно 40-80 г/м2, особенно предпочтительно 45-60 г/м2.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что количество распределенных обеспечивающих износостойкость частиц составляет от 10 до 50 г/м2, предпочтительно от 10 до 30 г/м2, особенно предпочтительно от 15 до 25 г/м2.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что второй слой смолы, наносимый на верхнюю сторону плиты на основе древесного материала, наносят в количестве 10-50 г/м2, предпочтительно 20-30 г/м2, особенно предпочтительно 20-25 г/м2.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один дополнительный слой смолы, предпочтительно третий, четвертый, пятый и шестой слои смолы, наносят на высушенные первый и второй слои смолы, снабженные обеспечивающими износостойкость частицами, на верхней стороне плиты на основе древесного материала и соответственно после нанесения высушивают.
7. Способ по п. 6, отличающийся тем, что по меньшей мере один дополнительный слой смолы содержит стеклянные шарики или волокна, в частности древесные волокна или целлюлозные волокна.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один слой смолы наносят на нижнюю сторону плиты на основе древесного материала вместе со вторым слоем смолы, наносимым на верхнюю сторону плиты на основе древесного материала.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере одна плита на основе древесного материала представляет собой древесно-волокнистую плиту средней плотности (МДФ), древесно-волокнистую плиту высокой плотности (ХДФ), или ориентированно-стружечную плиту (ОСП), или клееную плиту и/или плиту на основе древесно-пластикового композита.
10. Производственная линия для выполнения способа по любому из предыдущих пунктов, содержащая:
- по меньшей мере одно первое устройство для нанесения, предназначенное для нанесения первого слоя смолы на верхнюю сторону плиты на основе древесного материала, при этом перед первым устройством для нанесения не предусмотрено активного сушильного устройства;
- по меньшей мере одно устройство, расположенное по направлению обработки за первым устройством для нанесения и предназначенное для распределения предварительно определенного количества обеспечивающих износостойкость частиц;
- по меньшей мере одно второе устройство для нанесения, расположенное по направлению обработки за первым устройством для нанесения и распределительным устройством и предназначенное для нанесения второго слоя смолы на верхнюю сторону плиты на основе древесного материала;
- при этом между распределительным устройством и вторым устройством для нанесения сушильное устройство не предусмотрено;
- по меньшей мере одно первое сушильное устройство, расположенное по направлению обработки за вторым устройством для нанесения и предназначенное для высушивания слоистой структуры из первого и второго слоев смолы;
- по меньшей мере одно дополнительное устройство для нанесения, расположенное по направлению обработки за первым сушильным устройством и предназначенное для нанесения дополнительного слоя смолы на верхнюю сторону и/или нижнюю сторону опорной плиты, и следующее за ним сушильное устройство для высушивания дополнительного верхнего и/или нижнего слоя смолы, и
- один короткотактный проходной пресс (KT-пресс), расположенный по направлению обработки за последним сушильным устройством.
11. Производственная линия по п. 10, отличающаяся тем, что второе устройство для нанесения, предназначенное для нанесения второго слоя смолы, выполнено в виде двустороннего блока нанесения, так что одновременно со вторым слоем смолы на верхней стороне на нижнюю сторону плиты на основе древесного материала наносится слой смолы.
| WO 2007042258 A1, 19.04.2007 | |||
| EP 2977219 B1, 27.07.2016 | |||
| СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ, СОДЕРЖАЩЕГО ТЕКУЧИЙ ПОКРЫВАЮЩИЙ МАТЕРИАЛ | 2006 |
|
RU2419495C2 |
| DE 102004031547 A1, 17.03.2005. | |||

