Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления пресс-формованного изделия, содержащего по меньшей мере первый формованный слой, причем устройство содержит верхнюю систему пуансонов и нижнюю систему пуансонов по меньшей мере с одним пуансонным узлом в каждой, и формующий инструмент, при этом пуансонный узел содержит по меньшей мере один пуансон, причем пуансоны выполнены с возможностью перемещения относительно друг друга в осевом направлении в матрице формующего инструмента таким образом, что с помощью пуансонов в формующем инструменте предусмотрена возможность образования формующих сегментов, при этом устройство содержит заполняющее приспособление, с помощью которого предусмотрена возможность заполнения матрицы формовочным материалом.
Уровень техники
Такого рода способы и устройства достаточно известны и регулярно используются для изготовления однослойных и многослойных пресс-формованных изделий всевозможных видов. К примеру, пресс-формованное изделие может представлять собой угольную щетку или изделие из другого формовочного материала, например, металлического порошка. Существенно, что пресс-формованное изделие содержит по меньшей мере два различимых формованных слоя. Так, например, угольная щетка может включать в себя формованный слой графита с примесью меди и следующий формованный слой, содержащий примесь серебра. Формовочный материал, как правило, имеет вид порошковой смеси и, при необходимости, может прессоваться в устройстве с использованием связующего. Может также быть предусмотрена термообработка, например спекание, пресс-формованного изделия после прессования.
В патентном документе DE 10 2006 006 313 А1 раскрыт пресс для изготовления многослойных угольных щеток. Этот пресс содержит формующий инструмент, в котором имеется одна одиночная матрица, причем пуансоны верхнего и нижнего пуансонных узлов выполнены с возможностью перемещения относительно друг друга в осевом направлении в матрице. Для изготовления пресс-формованного изделия вначале заполняют первый и, далее, второй формующий сегмент различными формовочными материалами, а затем изготавливают пресс-формованное изделие за счет прессования в матрице.
Недостатком этого устройства является, в частности, ограниченная производительность пресса такого типа, поскольку скорость прессования ограничена массой пуансонов. Так, в настоящее время при экономически приемлемом использовании оборудования максимально достижимая скорость составляет от 25 до 100 ходов в минуту. Далее, известно формирование изолирующего слоя между первым и вторым формованными слоями многослойных пресс-формованных изделий или угольных щеток. Это может быть осуществлено размещением между первым и вторым формованными слоями пленки из диэлектрика в качестве разделяющего слоя. Однако введение пленки требует двух ходов пресса на каждое пресс-формованное изделие, так как заполнение матрицы различными формовочными материалами должно производиться последовательно, до и после прокладки разделяющей пленки. При этом может быть, в частности, предусмотрена высечка пленки пуансоном. Вследствие требуемого количества ходов изготовление пресс-формованного изделия такого типа при ограниченной скорости пресса оказывается затратно.
Раскрытие сущности изобретения
Таким образом, в основу настоящего изобретения положена задача предложить устройство, применение устройства и способ изготовления многослойного пресс-формованного изделия, позволяющие экономично изготавливать большие количества пресс-формованных изделий.
Эта задача решена устройством с признаками по п. 1, применением устройства с признаками по п. 19 и способом с признаками по п. 20 формулы настоящего изобретения.
Соответствующее настоящему изобретению устройство для изготовления пресс-формованного изделия, включающего в себя по меньшей мере первый формованный слой, содержит верхнюю систему пуансонов и нижнюю систему пуансонов по меньшей мере с одним пуансонным узлом в каждой, и формующий инструмент, при этом пуансонный узел содержит по меньшей мере один пуансон, причем пуансоны выполнены с возможностью перемещения относительно друг друга в осевом направлении в матрице формующего инструмента таким образом, что с помощью пуансонов в формующем инструменте предусмотрена возможность образования формующих сегментов, при этом устройство содержит заполняющее приспособление, с помощью которого предусмотрена возможность заполнения матрицы формовочным материалом, причем каждая из верхней системы пуансонов и нижней системы пуансонов содержит несколько размещенных по кругу пуансонных узлов, при этом формующий инструмент выполнен в виде матричной плиты, которая совместно с пуансонными узлами образует ротор, выполненный с возможностью вращения вокруг некоторой оси, причем устройство содержит подающее приспособление, выполненное с возможностью подачи к ротору пленки, прокладываемой между пуансоном и образованной в матричной плите матрицей, при этом предусмотрена возможность образования указанной пленкой слоя на первом формованном слое.
Таким образом, выполненный в виде матричной плиты формующий инструмент располагается между пуансонными узлами верхней и нижней системы пуансонов, размещенными по кругу, причем пуансонные узлы могут вращаться вместе с матричной плитой вокруг упомянутой оси. В матричной плите, также по кругу, располагаются несколько матриц, выполненных так, что по меньшей мере два расположенных напротив друг друга пуансона, то есть пара пуансонов, могут перемещаться относительно друг друга в осевом направлении в соответствующей матрице формующего инструмента. Таким образом, пуансон пуансонного узла верхней системы пуансонов и пуансон пуансонного узла нижней системы пуансонов могут перемещаться в соответствующей матрице скоординированно, образуя в упомянутой матрице формующий сегмент. Затем этот формующий сегмент с помощью заполняющего приспособления может быть заполнен формовочным материалом, причем после его заполнения между пуансоном и матричной плитой или матрицей может быть помещена упомянутая пленка с помощью подающего приспособления. Ходом пуансона может быть произведена вырезка или высечка пленки и выполнено прессование первого формованного слоя. После чего пленка образует слой на первом формованном слое. В принципе, формовочный материал может быть любым, допускающим обработку в прессе такого типа. Предпочтительно используют формовочный материал в виде гранул, порошка, порошковой смеси или смеси гранул, причем для образования первого формованного слоя и дальнейших формованных слоев может быть использован один и тот же формовочный материал - или могут использоваться разные формовочные материалы. Предпочтительно в качестве формовочного материала используют графитовый порошок, например, с добавлением некоторого количества металлического порошка, хотя в качестве формовочного материала может использоваться и только металлический порошок. Пленка для образования пленочного слоя может представлять собой пленку диэлектрика, например полимерную пленку, хотя, в принципе, может быть использован любой иной пленочный материал, независимо от его электропроводности. К примеру, может быть образован и электропроводящий слой из металлической фольги. Также представляется возможным изготовление на предлагаемом устройстве пресс-формованного изделия с числом формованных слоев более двух и, при необходимости, многослойного.
Пуансонные узлы верхней и нижней систем пуансонов могут вращаться вместе с матричной плитой вокруг упомянутой оси в виде ротора; благодаря этому во время вращения ротора за один его поворот на 360° или на меньший угол могут быть произведены вышеописанное заполнение формующих сегментов, подача пленки и прессование формованных слоев путем относительного перемещения пуансонных узлов. При этом скорость прессования зависит уже не от тактового цикла пресса, а от возможной скорости вращения ротора. Ротор вращается непрерывно, поэтому тактового цикла пуансонных узлов не предусмотрено; вместо этого пуансонные узлы, смещаются или позиционируются в зависимости от их угловой координаты в пересчете на один оборот ротора. Напротив, заполняющее и подающее приспособления расположены неподвижно и не участвуют во вращении ротора. Таким образом, в зависимости от количества пуансонных узлов и числа оборотов ротора в минуту, можно экономично изготавливать большие количества пресс-формованных изделий.
Каждый из пуансонных узлов верхней системы пуансонов может содержать прижимное приспособление, с помощью которого пленка может быть зафиксирована на матричной плите над матрицей. Это прижимное приспособление может, например, содержать рамную плиту, окружающую пуансон и, под действием пружины, оказывающую давление прижима на матричную плиту. Альтернативно, прижимное приспособление может также быть выполнено в виде нескольких стержневых или пластинчатых пружинных держателей. Прижимное приспособление может быть выполнено так, чтобы пленка проводилась между прижимным приспособлением и матричной плитой и затем фиксировалась на матричной плите опусканием пуансонного узла в направлении матричной плиты. Причем на этой стадии пуансон может еще не касаться пленки. Прижимное приспособление может, по меньшей мере при опускании пуансона в направлении матричной плиты и незадолго перед достижением матрицы, фиксировать пленку на матричной плите, чтобы пуансон мог произвести высечку пленки и тем самым образовать слой. Прижимное приспособление предотвращает смещение пленки в процессе высечки, при этом пленка может участвовать во вращательном движении ротора.
В одном из вариантов осуществления пленка может иметь вид пленочной ленты, которая с помощью подающего приспособления может подаваться к ротору тангенциально. Благодаря тангенциальной подаче пленочной ленты последняя может участвовать во вращательном движении ротора или вводиться в ротор. Тангенциальная подача обеспечивает также независимость подачи от тактового цикла, поскольку пленочная лента может полностью перекрывать по меньшей мере одну матрицу. Может также быть предусмотрено прохождение пленочной лентой некоторого участка пути вращения вместе с ротором. Это возможно, если прижимное приспособление способно фиксировать пленку на матричной плите.
Пленочная лента может фиксироваться на матричной плите несколькими пуансонными узлами верхней системы пуансонов таким образом, чтобы пленочная лента на матричной плите могла участвовать во вращательном движении ротора по меньшей мере на отдельных дуговых участках этого движения. При этом, тем не менее, возможны тангенциальная подача пленочной ленты к ротору и отвод пленочной ленты от ротора. К примеру, некоторые из задействуемых пуансонных узлов могут фиксировать пленочную ленту на матричной плите перед высечкой, во время высечки и после высечки пленочной ленты одним из пуансонов. Благодаря проведению пленочной ленты на матричной плите по дуге возможно также полное перекрытие пленочной лентой нескольких матриц. Подающее приспособление может, далее, содержать ролик размотки и ролик намотки пленочной ленты.
Для предотвращения нежелательных сгибов или складок пленочной ленты при тангенциальной подаче подающее приспособление может содержать рельефные элементы для одностороннего обжатия пленочной ленты. В качестве таких рельефных элементов могут быть применены, например, один или два валка для пропуска пленочной ленты между ними. Одностороннее обжатие пленочной ленты может выполняться таким образом, чтобы пленочная лента в области одной боковой кромки складывалась или гофрировалась рельефными элементами поперек своего продольного измерения. Одностороннее обжатие пленочной ленты может производиться на отдельных участках, чтобы обжатые участки ленты могли располагаться на матричной плите всякий раз между двумя матрицами. В общем, таким образом можно надежно предотвратить сгибы или складки пленочной ленты в области матрицы.
Дополнительно или альтернативно, подающее приспособление может тангенциально подавать к ротору несколько параллельно расположенных пленочных лент, каждая из которых назначена соответствующему пуансону. Опасность сгибов или складок пленочной ленты в области матрицы может быть предотвращена использованием как можно более узких пленочных лент. Это может быть обеспечено применением нескольких параллельно расположенных пленочных лент. При этом может быть предусмотрено использование такого количества пленочных лент, которое соответствует количеству матриц или пуансонов одного пуансонного узла.
Подающее приспособление может содержать режущие элементы для разделения пленочной ленты на параллельные частичные пленочные ленты. Эти режущие элементы могут представлять собой ножи или валки, обеспечивающие разрезку и разделение пленочной ленты. Благодаря этому можно подавать к ротору через подающее приспособление и сравнительно широкую пленочную ленту. Это упрощает манипуляции с пленочной лентой и ее транспортировку.
В одном из дальнейших вариантов осуществления пленка может представлять собой пленочный лист, который подающее приспособление может подавать к ротору тангенциально. Этот пленочный лист может помещаться подающим приспособлением на ротор между верхней системой пуансонов и матричной плитой, с полным перекрытием матрицы. Пленочные листы могут изготавливаться путем вырезания участков пленочной ленты. Существенно, однако, то, что и здесь пленочный лист подается тангенциально к непрерывно вращающемуся ротору.
При этом может быть предусмотрена подача пленочного листа с помощью транспортерной ленты подающего приспособления к всасывающему устройству верхней системы пуансонов. К примеру, транспортерная лента может проходить тангенциально к ротору и непрерывно подавать пленочные листы к верхней системе пуансонов. Находящийся на транспортерной ленте пленочный лист может захватываться всасывающим устройством соответствующего пуансонного узла верхней системы пуансонов. Всасывающее устройство может быть выполнено так, чтобы в каждом пуансонном узле верхней системы пуансонов пленочный лист мог фиксироваться за счет присасывания. Так, например, всасывающее устройство может быть расположено или образовано на прижиме пуансонного узла, причем всасывающее устройство может создавать разрежение для присасывания пленочного листа.
Верхняя система пуансонов и нижняя система пуансонов могут, каждая, содержать от 10 до 30, предпочтительно до 100 пуансонных узлов, особенно предпочтительно 24 пуансонных узла, причем матричная плита может содержать такое же количество соответствующих пуансонным узлам матриц или матричных узлов. Но матричная плита может содержать и по несколько матриц, приходящихся на каждую пару противолежащих пуансонных узлов. Таким образом, одной парой пуансонных узлов, или одной пуансонной парой, можно, в зависимости от количества матриц или матричных узлов, приходящихся на одну пуансонную пару, одновременно прессовать соответствующее количество пресс-формованных изделий. Например, при 24 парах пуансонных узлов, образованных соответствующими пуансонными узлами верхней и нижней систем пуансонов, и при трех матрицах, приходящихся на каждую пару, можно при скорости ротора 50 об/мин изготавливать 216000 пресс-формованных изделий в час.
Предлагаемое устройство может также использоваться для изготовления многослойных пресс-формованных изделий, содержащих первый формованный слой и по меньшей мере второй формованный слой. Для этого пуансоны после прессования первого формованного слоя могут располагаться так, чтобы в матрице имелся или образовывался дополнительный формующий сегмент, который с помощью заполняющего приспособления может быть заполнен формовочным материалом. После чего в результате нового прессования пуансоном может быть образован второй формованный слой.
Предлагаемое устройство может содержать первое заполняющее приспособление, с помощью которого образованный в матрице первый формующий сегмент может быть заполнен формовочным материалом для образования первого формованного слоя, при этом предлагаемое устройство может содержать второе заполняющее приспособление, с помощью которого образованный в матрице второй формующий сегмент может быть заполнен формовочным материалом для образования второго формованного слоя. Первое заполняющее приспособление может, например, располагаться на роторе непосредственно напротив второго заполняющего приспособления, причем между заполняющими приспособлениями может быть расположено подающее приспособление, так что вначале может производиться заполнение первого формующего сегмента, затем образование слоя пленки и после этого заполнение второго формующего сегмента. Для образования дополнительных формованных слоев на роторе могут быть предусмотрены дополнительные заполняющие приспособления.
Соответственно, подающее приспособление может располагаться на роторе после первого - в направлении вращения ротора - заполняющего приспособления и перед вторым заполняющим приспособлением.
В этом случае пленочный слой может быть образован как разделяющий слой между первым и вторым формованными слоями.
Альтернативно или дополнительно, пленочный слой может быть образован как покрывающий слой. Таким образом, пресс-формованное изделие может содержать один или два наружных покрывающих слоя. Кроме того, при образовании нескольких формованных слоев, могут быть предусмотрены один или несколько разделяющих слоев.
Предлагаемое устройство может, далее, содержать выходное приспособление, обеспечивающее возможность отвода пресс-формованных изделий от ротора. Пресс-формованные изделия могут, например, выталкиваться из матриц за счет перемещения пуансонов нижней системы пуансонных узлов вверх относительно матричной плиты. Выходное приспособление может затем принимать вытолкнутые пресс-формованные изделия, увлекаемые вращением ротора, и транспортировать их от ротора. Выходное приспособление может, например, представлять собой транспортерную ленту, транспортирующую пресс-формованные изделия для дальнейшей обработки или использования. Выходное приспособление может также содержать подогнанный к матричной плите металлический лист или воронкообразный металлический лист, в который поступают пресс-формованные изделия. Выходное приспособление может располагаться после первого - в направлении вращения ротора - заполняющего приспособления, или, при соответствующих условиях, между первым и вторым заполняющими приспособлениями, или после второго заполняющего приспособления.
Пуансонный узел может содержать несколько пуансонов. При этом количество пуансонов предпочтительно определяется количеством матриц, которые могут быть предусмотрены на один пуансонный узел.
Ротор предпочтительно может быть выполнен в виде ротационного пресса. Благодаря тому, что к ротационному прессу с помощью подающего приспособления может быть подана пленка, появляется возможность формировать на ротационном прессе пресс-формованные изделия с покрывающим или разделяющим слоем.
Согласно настоящему изобретению предусмотрено применение устройства по одному из пунктов 1-18 формулы для изготовления пресс-формованного изделия, включающего в себя по меньшей мере первый формованный слой и образованный на первом формованном слое пленочный слой. Преимущества применения изобретения раскрыты в описании преимуществ устройства, соответствующего настоящему изобретению. Дальнейшие предпочтительные варианты применения раскрыты в соответствующих зависимых от пункта 1 пунктах формулы изобретения.
В соответствующем настоящему изобретению способе изготовления пресс-формованного изделия, включающего в себя по меньшей мере первый формованный слой, с помощью устройства, содержащего верхнюю систему пуансонов и нижнюю систему пуансонов по меньшей мере с одним пуансонным узлом в каждой, пуансоны пуансонных узлов перемещают относительно друг друга в осевом направлении в матрице формующего инструмента устройства, причем с помощью пуансонов в формующем инструменте формируют формующие сегменты, при этом с помощью заполняющего приспособления устройства заполняют матрицу формовочным материалом, причем верхняя система пуансонов и нижняя система пуансонов, каждая, содержит несколько размещенных по кругу пуансонных узлов, при этом формующий инструмент выполнен в виде матричной плиты и совместно с пуансонными узлами образует ротор, вращающийся вокруг некоторой оси, причем с помощью подающего приспособления устройства подают к ротору пленку, прокладываемую между пуансоном и образованной в матричной плите матрицей, при этом пленка образует слой на первом формованном слое. Преимущества способа согласно настоящему изобретению раскрыты в описании преимуществ устройства, соответствующего настоящему изобретению.
С помощью первого заполняющего приспособления устройства во время вращения ротора может заполняться формовочным материалом образованный в матрице первый формующий сегмент для образования первого формованного слоя, причем с помощью подающего приспособления пленка может быть подана к ротору тангенциально, и прижимными приспособлениями пуансонных узлов верхней системы пленка может быть зафиксирована на матричной плите, при этом первый формованный слой и слой в виде разделяющего слоя могут быть образованы за счет прессования формовочного материала с высечкой пленки пуансоном, причем с помощью второго заполняющего приспособления устройства может заполняться формовочным материалом образованный в матрице второй формующий сегмент для образования второго формованного слоя, при этом второй формованный слой может быть образован за счет прессования формовочного материала пуансоном.
Аналогично, с помощью первого заполняющего приспособления устройства во время вращения ротора может заполняться формовочным материалом образованный в матрице первый формующий сегмент для образования первого формованного слоя, причем с помощью подающего приспособления пленка может быть подана к ротору тангенциально, и прижимными приспособлениями верхней системы пуансонных узлов пленка может быть зафиксирована на матричной плите, при этом первый формованный слой и слой в виде покрывающего слоя, могут быть образованы за счет прессования формовочного материала с высечкой пленки пуансоном.
Дальнейшие предпочтительные варианты осуществления предлагаемого способа раскрыты в соответствующих зависимых от пункта 1 пунктах формулы изобретения.
Краткое описание чертежей
Ниже предпочтительные варианты осуществления настоящего изобретения разъясняются более подробно со ссылкой на сопроводительные чертежи. На чертежах представлены:
на ФИГ. 1 - устройство на виде в аксонометрической проекции;
на ФИГ. 2 - устройство на виде во второй аксонометрической проекции;
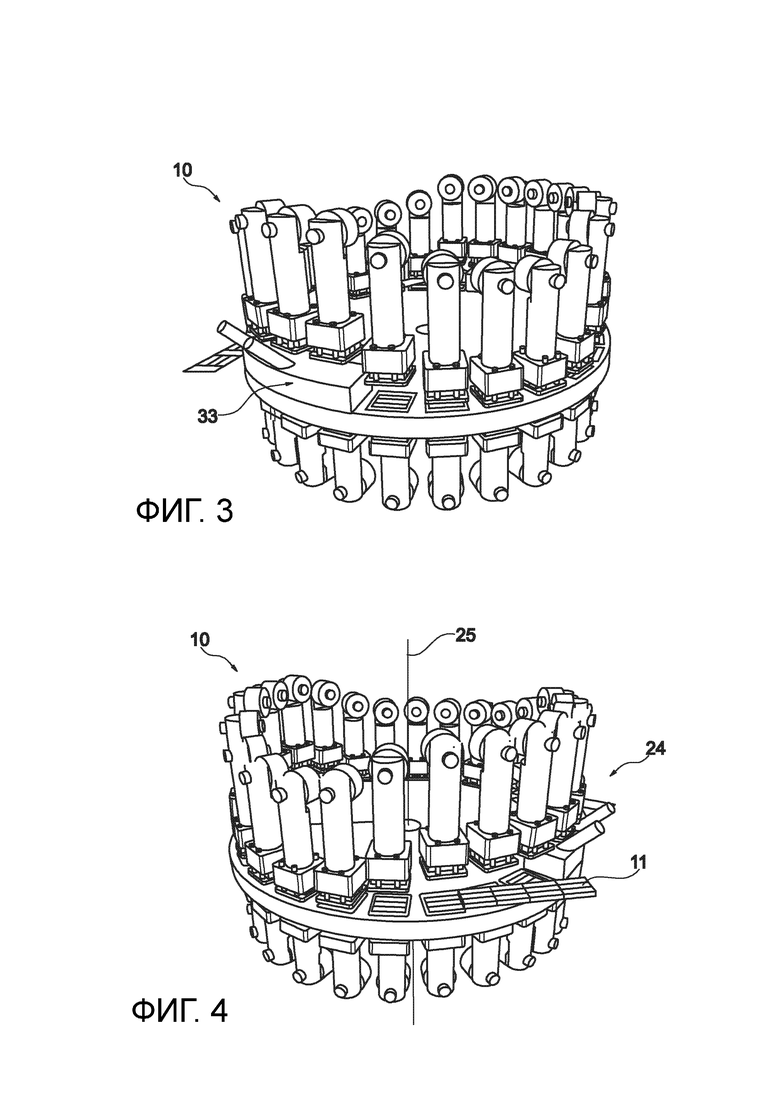
на ФИГ. 3 - устройство на виде в третьей аксонометрической проекции;
на ФИГ. 4 - устройство на виде в четвертой аксонометрической проекции;
на ФИГ. 5 - устройство на подробном виде в аксонометрической проекции;
на ФИГ. 6 - устройство на подробном виде во второй аксонометрической проекции;
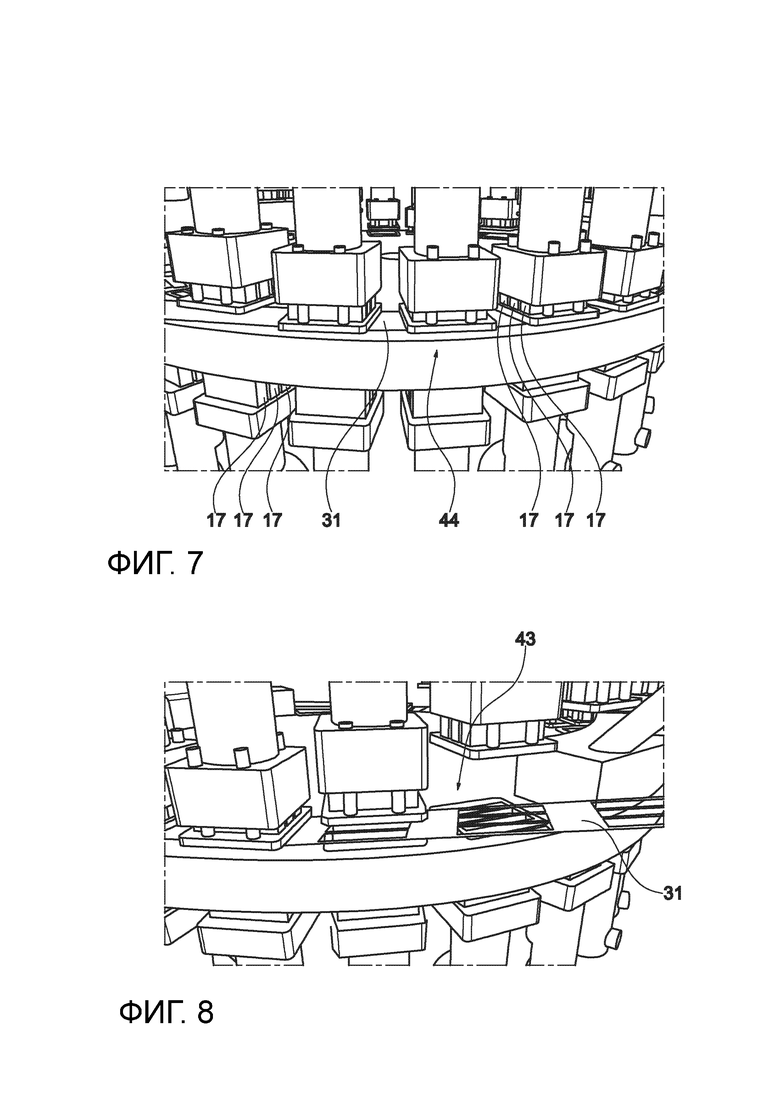
на ФИГ. 7 - устройство на подробном виде в третьей аксонометрической проекции;
на ФИГ. 8 - устройство на подробном виде в четвертой аксонометрической проекции;
на ФИГ. 9 - устройство на подробном виде в пятой аксонометрической проекции;
на ФИГ. 10 - устройство на подробном виде в шестой аксонометрической проекции;
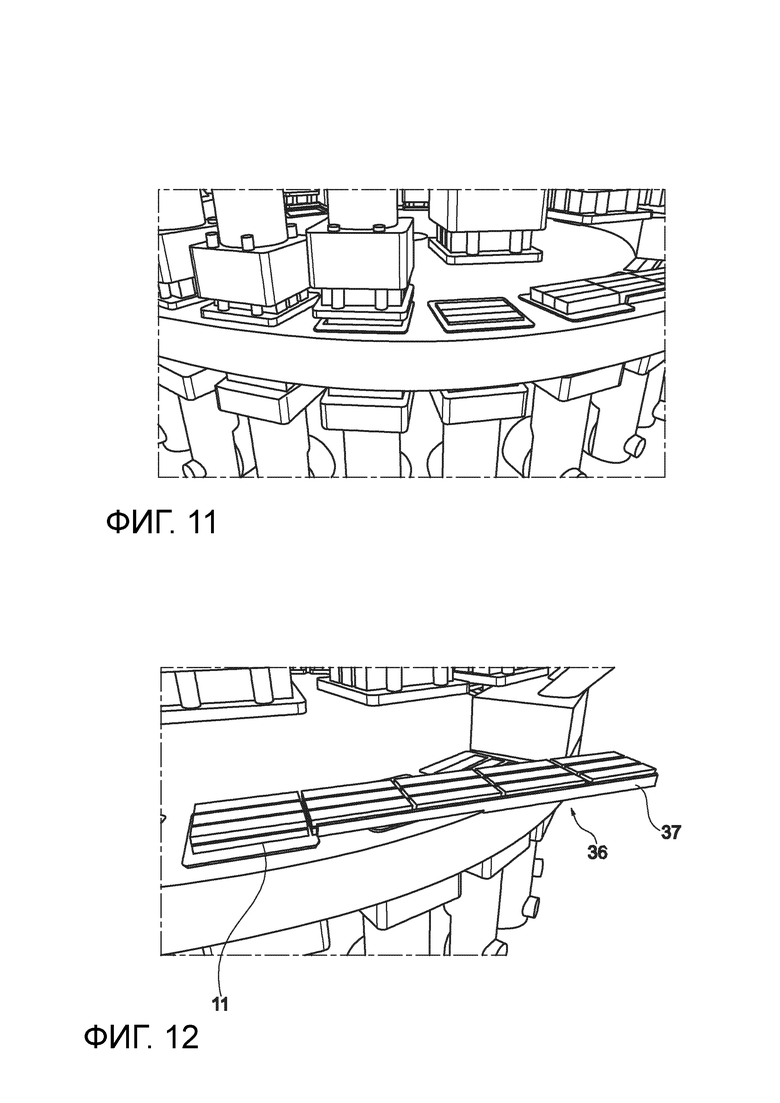
на ФИГ. 11 - устройство на подробном виде в седьмой аксонометрической проекции;
на ФИГ. 12 - устройство на подробном виде в восьмой аксонометрической проекции;
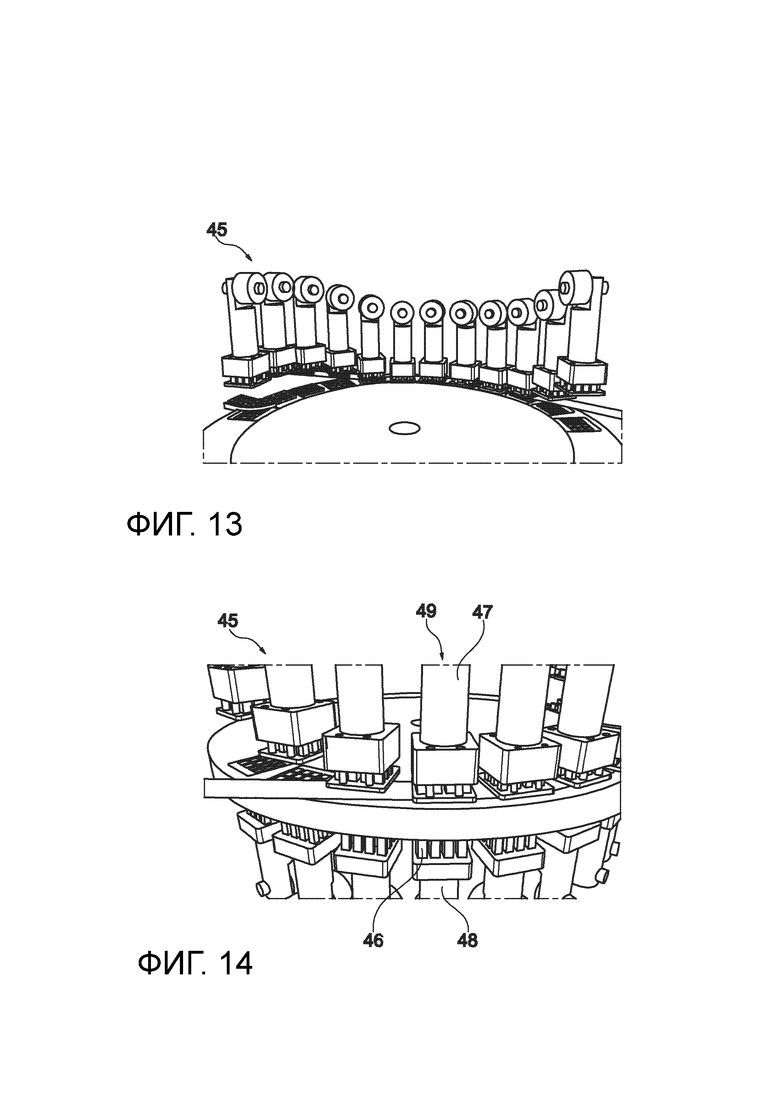
на ФИГ. 13 - второй вариант осуществления устройства на подробном виде в аксонометрической проекции;
на ФИГ. 14 - устройство с ФИГ. 13 на подробном виде во второй аксонометрической проекции;
на ФИГ. 15 - устройство с ФИГ. 13 на подробном виде в третьей аксонометрической проекции;
на ФИГ. 16 - устройство с ФИГ. 13 на подробном виде в четвертой аксонометрической проекции;
на ФИГ. 17 - третий вариант осуществления устройства на подробном виде в аксонометрической проекции;
на ФИГ. 18 - устройство с ФИГ. 16 на подробном виде во второй аксонометрической проекции;
на ФИГ. 19 - четвертый вариант осуществления устройства на подробном виде в аксонометрической проекции;
на ФИГ. 20 - устройство с ФИГ. 18 на подробном виде во второй аксонометрической проекции;
на ФИГ. 21 - пятый вариант осуществления устройства на подробном виде в аксонометрической проекции.
Осуществление изобретения
На ФИГ. 1-12 в разных ракурсах показано устройство 10 для изготовления многослойного пресс-формованного изделия 11. Устройство 10 для наглядности изображения представлено упрощенно. Устройство 10 содержит верхнюю систему 12 пуансонов и нижнюю систему 13 пуансонов, а также формующий инструмент 14. Верхняя система 12 пуансонов содержит 24 пуансонных узла 15, и нижняя система 13 пуансонов содержит 24 пуансонных узла 16, причем каждый пуансонный узел содержит три прямоугольных пуансона 17. Формующий инструмент выполнен в виде матричной плиты 18 с образованными в ней матрицами 19, соответствующими пуансонам 17. В каждой паре пуансонных узлов 15 и 16 пуансонные узлы имеют возможность продольного перемещения вдоль продольной оси 20 в не показанных на чертежах пуансонных направляющих, удерживаемые в своих пуансонных стволах 21. На конце 22 каждого пуансонного ствола 21 закреплен с возможностью вращения ролик 23, причем ролики 23 прокатываются по не показанному на чертежах дисковому кулачку так, что пуансонные узлы 15 и 16 находятся в показанных на чертежах позициях. Пуансонные узлы 15 и 16 совместно с матричной плитой 18 образуют ротор 24, имеющий возможность вращения вокруг оси 25. Вращение ротора 24 обуславливает непрерывное движение пуансонных узлов 15 и 16, или перемещение пуансонов 17, относительно матрицы 19. Каждый пуансонный узел 15 и соответственный пуансонный узел 16 образуют пару 26 соответствующих пуансонных узлов, на которую приходятся три матрицы 19.
Устройство 10 содержит, далее, первое заполняющее приспособление 27, которое заполняет первым формовочным материалом 28 образованный в матрице 19 позиционированием пуансона 17 первый формующий сегмент 29. Далее, устройство 10 содержит подающее приспособление 30, с помощью которого пленка 31 в виде пленочной ленты 32 может подаваться к ротору 24 и отводиться от него. В направлении вращения ротора 24 за подающим приспособлением 30 располагается второе заполняющее приспособление 33, которое заполняет вторым формовочным материалом 34 образованный в матрице 19 позиционированием пуансона 17 второй формующий сегмент 35. За вторым заполняющим приспособлением 33 и перед первым заполняющим приспособлением 27 на роторе 24 располагается выходное приспособление 36, образованное металлической листовой шиной 37 для приема вытолкнутых из матриц 19 пресс-формованных изделий 11.
На ФИГ. 5-12 подробнее показан техпроцесс изготовления многослойного пресс-формованного изделия 11. Вначале пуансоны 17 в области первого заполняющего приспособления 27, - изображенного лишь схематически в виде коробки 38 с подводами 39 для материала, - опускают в матрицу 19 настолько, что образуется первый формующий сегмент 29. Над заполненной первым формовочным материалом 28 матрицей 19 тангенциально к ротору 24 подают пленочную ленту 32. Затем пуансонные узлы 15 опускают настолько, чтобы зажать или зафиксировать пленочную ленту 32 на матричной плите 18. Для этого каждый из пуансонных узлов 15, в отличие от пуансонных узлов 16, содержит прижимное приспособление 40. Это прижимное приспособление 40 образовано окружающим пуансоны 17 прижимом 41 и продольной направляющей 42, проходящей в направлении продольной оси 20, причем продольная направляющая 42 подпружинивает прижим 41. Таким образом, можно зафиксировать пленочное полотно 32 на поверхности 43 матричной плиты 18 и перевести его в дуговой участок 44, причем внутри дугового участка 44 каждая матрица 19 полностью покрыта пленкой 31. Далее пуансонами 17 осуществляют высечку из пленочной ленты 32, так что из пленки 31 образуется не показанный на ФИГ. подробнее разделяющий слой, и прессуют из первого формовочного материала 28 также не показанный подробнее первый формованный слой. После высечки пленочное полотно 32 - также тангенциально - отводят от ротора 24. Бобины пленочной ленты 32 намотаны на не показанные на ФИГ. ролики.
В то же время глубину опускания пуансонов 17 выставляют, далее, в соответствующих матрицах 19 так, что образуется второй формующий сегмент 35, который затем заполняют вторым формовочным материалом 34 с помощью второго заполняющего приспособления 33. Это второе заполняющее приспособление 33 также представлено в виде коробки 38 с подводами 39 для материала. После заполнения второго формующего сегмента 35 производят прессование не показанного на ФИГ. подробнее второго формованного слоя посредством перемещения пуансонов 17 в матрицах 19. Пуансоны 17 пуансонных узлов 16 перемещают так высоко вверх, что выталкивают пресс-формованные изделия 11 из матриц 19. После этого пресс-формованные изделия 11 попадают на металлическую листовую шину 37 и могут быть выданы для дальнейшей обработки или использования.
На ФИГ. 13-15 показана часть устройства 45, которое, в отличие от устройства ФИГ. 1-12, содержит по 12 пуансонов 46 в каждом из пуансонных узлов 47 и 48. Поэтому матриц 50, соответствующих пуансонной паре 49, также 12. В показанном примере производится изготовление пресс-формованных изделий 51 по существу в форме прямоугольного параллелепипеда.
На ФИГ. 16 и 17 показано устройство 52 с подающим приспособлением 53, содержащим два ролика 54 с рельефными элементами 55 для одностороннего обжатия пленочной ленты 56. В результате обжатия на отдельных участках пленочной ленты 56 появляются множественные складки, при этом на матрицы 57 подающим приспособлением 53 постоянно накладывается плоская, без складок, пленочная лента 56.
На ФИГ. 18 и 19 показано устройство 58 с подающим приспособлением 59, содержащим ролик 60 с режущими элементами 61. Эти режущие элементы 61 разделяют пленочную ленту 62 на три параллельные пленочные ленты, или частичные пленочные ленты, 63. После чего каждая из частичных пленочных лент 63 может покрывать один ряд 64 матриц 65.
На ФИГ. 20 и 21 показано устройство 66 с подающим приспособлением 67, содержащим транспортерную ленту 68 для тангенциальной подачи пленочных листов 69. На прижимном приспособлении 70 образовано не показанное на ФИГ. всасывающее приспособление 71, создающее разрежение под прижимом 72 прижимного приспособления 70. Благодаря этому пленочные листы 69 могут фиксироваться на прижиме 72 над матрицами 73 и накладываться на них. По завершении прессования пресс-формованных изделий 74 - или после высечки из пленочных листов 69 - прошедшие высечку пленочные листы 69 могут быть удалены вытяжным приспособлением 75 прижима 72.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЭТИКЕТИРОВАНИЯ КОНИЧЕСКОГО ПЛАСТМАССОВОГО СОСУДА, А ТАКЖЕ ПРЕДУСМОТРЕННАЯ ДЛЯ ЭТОГО БАНДЕРОЛЬ | 2013 |
|
RU2650164C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ЗАГОТОВОК КИРПИЧА, В ЧАСТНОСТИ СИЛИКАТНОГО КИРПИЧА, И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ УКАЗАННОГО СПОСОБА | 2006 |
|
RU2352458C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ВЫСОКОАБРАЗИВНЫЕ ЧАСТИЦЫ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2135327C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО БЕТОНА | 1995 |
|
RU2146613C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2586210C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВОЛОКНИСТОГО ИЗДЕЛИЯ С ОБЪЕМНЫМ КОНТУРОМ | 2011 |
|
RU2577489C2 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2263030C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ ФОРМОВАННОЕ ВОЛОКНИСТОЕ ИЗДЕЛИЕ | 2011 |
|
RU2636299C2 |
| СПОСОБ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2604851C2 |
| СПОСОБ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2577490C2 |







Изобретение относится к изготовлению пресс-формованных изделий. Устройство (10) содержит верхнюю систему (12) пуансонов и нижнюю систему (13) пуансонов с пуансонными узлами (15, 16) и формующий инструмент (14). Пуансонный узел имеет по меньшей мере один пуансон (17). Пуансоны перемещаются относительно друг друга в осевом направлении в матрице (19) формующего инструмента с обеспечением образования формующих сегментов. Предусмотрено заполняющее приспособление (27) для заполнения матрицы формовочным материалом. Каждая система пуансонов имеет несколько размещенных по кругу пуансонных узлов. Формующий инструмент содержит матричную плиту (18), которая совместно с пуансонными узлами образует ротор. Устройство включает подающее приспособление (30), предназначенное для подачи к ротору пленку (31), прокладываемой между пуансоном и матрицей. С помощью пленки образуют слой на первом формованном слое изделия. В результате обеспечивается повышение производительности изготовления многослойных пресс-формованных изделий. 3 н. и 17 з.п. ф-лы, 21 ил.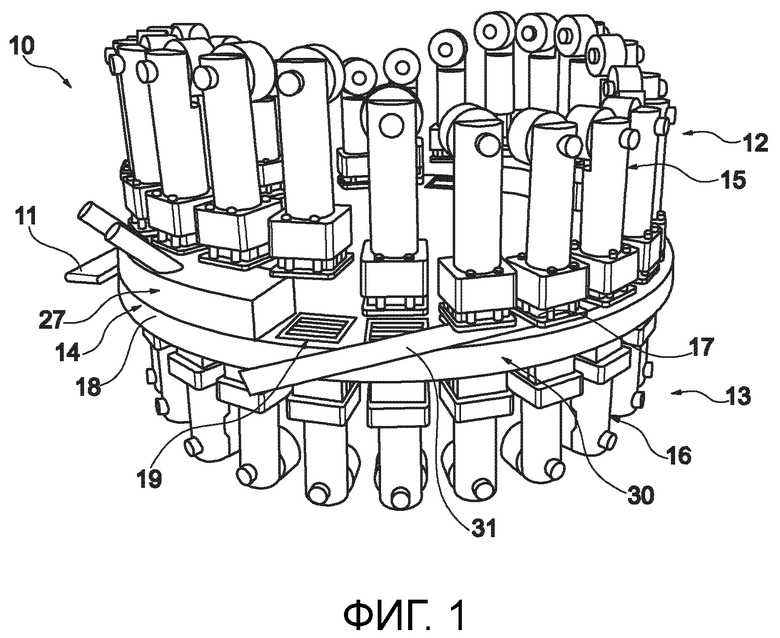
1. Устройство (10, 45, 52, 58, 66) для изготовления пресс-формованного изделия (11, 51, 74), содержащего по меньшей мере первый формованный слой, содержащее верхнюю систему (12) пуансонов и нижнюю систему (13) пуансонов с пуансонными узлами (15, 16, 47, 48) в каждой и формующий инструмент (14), при этом пуансонный узел содержит по меньшей мере один пуансон (17, 46), причем пуансоны выполнены с возможностью перемещения относительно друг друга в осевом направлении в матрице (19, 50, 57, 65, 73) формующего инструмента таким образом, что с помощью пуансонов в формующем инструменте предусмотрена возможность образования формующих сегментов (29, 35), при этом устройство содержит заполняющее приспособление (27, 33), с помощью которого предусмотрена возможность заполнения матрицы формовочным материалом (28, 34),
отличающееся тем, что
каждая из верхней системы пуансонов и нижней системы пуансонов содержит несколько размещенных по кругу пуансонных узлов, при этом формующий инструмент выполнен в виде матричной плиты (18) и совместно с пуансонными узлами образует ротор (24), выполненный с возможностью вращения вокруг оси (25), причем устройство содержит подающее приспособление (30, 53, 59, 67), выполненное с возможностью подачи к ротору пленки (31), прокладываемой между пуансоном и образованной в матричной плите матрицей, при этом предусмотрена возможность образования с помощью указанной пленки слоя на первом формованном слое, причем пленка (31) представляет собой пленочную ленту (32, 56, 62, 68) или пленочный лист (69), при этом предусмотрена возможность подачи пленки тангенциально к ротору (24) с помощью подающего приспособления (30, 53, 59, 67).
2. Устройство по п. 1, отличающееся тем, что каждый из пуансонных узлов (15, 16, 47, 48) верхней системы (12) пуансонов содержит прижимное приспособление (40, 70), с помощью которого пленка (31) может быть зафиксирована на матричной плите (18) над матрицей (19, 50, 57, 65, 73).
3. Устройство по п. 1, отличающееся тем, что предусмотрена возможность фиксации пленочной ленты (32, 56, 62, 68) на матричной плите (18) с помощью нескольких пуансонных узлов (15, 16, 47, 48) верхней системы (12) пуансонов таким образом, чтобы пленочная лента могла участвовать во вращательном движении ротора (22) по меньшей мере на некотором дуговом участке (44) на матричной плите.
4. Устройство по п. 1 или 3, отличающееся тем, что подающее приспособление (53) содержит рельефные элементы (55) для одностороннего обжатия пленочной ленты (56).
5. Устройство по одному из пп. 1-4, отличающееся тем, что предусмотрена возможность подачи тангенциально к ротору (24) пленки в виде нескольких параллельно расположенных пленочных лент, которые назначены соответствующим пуансонам (17, 46) с помощью подающего приспособления (59).
6. Устройство по п. 5, отличающееся тем, что подающее приспособление (59) содержит режущие элементы (61) для разделения пленочной ленты (62) на параллельные частичные пленочные ленты (63).
7. Устройство по п. 1, отличающееся тем, что предусмотрена возможность подачи пленочного листа (69) с помощью транспортерной ленты (68) подающего приспособления (67) к всасывающему устройству (71) верхней системы (12) пуансонов.
8. Устройство по одному из пп. 1-7, отличающееся тем, что каждый из пуансонных узлов (15, 47) верхней системы (12) пуансонов содержит всасывающее устройство (71), с помощью которого предусмотрена возможность фиксации пленки над матрицей (19, 50, 57, 65, 73) на пуансонном узле.
9. Устройство по одному из пп. 1-8, отличающееся тем, что устройство (10, 45, 52, 58, 66) выполнено с возможностью изготовления многослойного пресс-формованного изделия (11, 51, 74), содержащего первый формованный слой и по меньшей мере второй формованный слой.
10. Устройство по п. 9, отличающееся тем, что заполняющее приспособление (27, 33) устройства (10, 45, 52, 58, 66) содержит первое заполняющее приспособление (27), с помощью которого предусмотрена возможность заполнения образованного в матрице (19, 50, 57, 65, 73) первого формующего сегмента (29) формовочным материалом (28) для образования первого формованного слоя, и второе заполняющее приспособление (33), с помощью которого предусмотрена возможность заполнения образованного в матрице второго формующего сегмента (35) формовочным материалом (34) для образования второго формованного слоя.
11. Устройство по п. 10, отличающееся тем, что подающее приспособление (30, 53, 59, 67) расположено на роторе (24) после первого в направлении вращения ротора заполняющего приспособления (27) и перед вторым заполняющим приспособлением (33).
12. Устройство по одному из пп. 9-11, отличающееся тем, что пленочный слой выполнен в виде разделяющего слоя.
13. Устройство по одному из пп. 1-12, отличающееся тем, что пленочный слой выполнен в виде покрывающего слоя.
14. Устройство по одному из пп. 1-13, отличающееся тем, что устройство (10, 45, 52, 58, 66) содержит выходное приспособление (36), с помощью которого предусмотрена возможность отвода пресс-формованных изделий (11, 51, 74) от ротора (24).
15. Устройство по одному из пп. 1-14, отличающееся тем, что пуансонный узел (15,16, 47, 48) содержит несколько пуансонов (17, 46).
16. Устройство по одному из предшествующих пунктов, отличающееся тем, что ротор (24) выполнен в виде ротационного пресса.
17. Применение устройства (10, 45, 52, 58, 66) по одному из пп. 1-16 для изготовления пресс-формованного изделия (11, 51, 74), содержащего по меньшей мере первый формованный слой и слой, образованный на первом формованном слое с помощью пленки (31).
18. Способ изготовления пресс-формованного изделия (11, 51, 74), содержащего по меньшей мере первый формованный слой, с помощью устройства (10, 45, 52, 58, 66), содержащего верхнюю систему (12) пуансонов и нижнюю систему (13) пуансонов с пуансонными узлами (15, 16, 47, 48) в каждой, при этом пуансоны (17, 46) пуансонных узлов перемещают относительно друг друга в осевом направлении в матрице (19, 50, 57, 65, 73) формующего инструмента (14) устройства, причем с помощью пуансонов в формующем инструменте образуют формующие сегменты (29, 35), при этом с помощью заполняющего приспособления (27, 33) устройства заполняют матрицу формовочным материалом (28, 34),
отличающийся тем, что
каждая из верхней системы пуансонов и нижней системы пуансонов содержит несколько размещенных по кругу пуансонных узлов, при этом формующий инструмент выполнен в виде матричной плиты (18) и совместно с пуансонными узлами образует ротор (24), вращаемый вокруг оси (25), причем с помощью подающего приспособления (30, 53, 59, 67) устройства к ротору подают пленку (31), прокладываемую между пуансоном и образованной в матричной плите матрицей, при этом с помощью пленки образуют слой на первом формованном слое, причем пленка (31) представляет собой пленочную ленту (32, 56, 62, 68) или пленочный лист (69), при этом пленку подают тангенциально к ротору (24) с помощью подающего приспособления (30, 53, 59, 67).
19. Способ по п. 18, отличающийся тем, что заполняющее приспособление (27, 33) устройства содержит первое заполняющее приспособление (27) устройства и второе заполняющее приспособление (33) устройства, при этом с помощью первого заполняющего приспособления (27) устройства (10, 45, 52, 58, 66) во время вращения ротора (24) заполняют формовочным материалом (28) образованный в матрице (19, 50, 57, 65, 73) первый формующий сегмент (29) для образования первого формованного слоя, причем с помощью подающего приспособления (30, 53, 59, 67) пленку (31) подают тангенциально к ротору и с помощью прижимных приспособлений (40, 70) пуансонных узлов (15, 47) верхней системы (12) фиксируют на матричной плите (18), при этом первый формованный слой и слой в виде разделяющего слоя выполнены за счет прессования формовочного материала и высечки пленки пуансоном (17, 46), причем с помощью второго заполняющего приспособления (33) устройства заполняют формовочным материалом (34) образованный в матрице второй формующий сегмент (35) для образования второго формованного слоя, при этом второй формованный слой образуют за счет прессования формовочного материала пуансоном.
20. Способ по п. 18, отличающийся тем, что заполняющее приспособление (27, 33) устройства содержит первое заполняющее приспособление (27) устройства, при этом с помощью первого заполняющего приспособления (27) устройства (10) во время вращения ротора (24) заполняют формовочным материалом (28) образованный в матрице (19) первый формующий сегмент (29) для образования первого формованного слоя, причем с помощью подающего приспособления (30) пленку (31) подают тангенциально к ротору и с помощью прижимных приспособлений (40) пуансонных узлов (15) верхней системы (12) фиксируют на матричной плите (18), при этом первый формованный слой и слой в виде покрывающего слоя выполнены за счет прессования формовочного материала и высечки пленки пуансоном (17).
| Токарный резец | 1924 |
|
SU2016A1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2011 |
|
RU2487800C1 |
| РОТАЦИОННЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 1992 |
|
RU2041825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ, КОНСТРУКЦИОННЫХ ИЛИ УПАКОВОЧНЫХ МАТЕРИАЛОВ, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 1991 |
|
RU2105776C1 |

