Изобретение относится к изготовлению облицовочно-декоративных материалов для внешней отделки строений и интерьерно-облицовочных изделий из листового термопласта, в частности к производству строительных материалов при изготовлении архитектурно-строительных изделий и конструктивных элементов - малых архитектурных форм, для внутренней отделки интерьеров взамен изделий из природных декоративно-облицовочных каменных, деревянных материалов и кирпичных кладок различной цветовой гаммы, текстуры и фактуры лицевых поверхностей природных и искусственных поделочных камней, различных пород дерева.
Известны декоративные изделия, включающие закрепленные на подложке из природного камня с помощью клеящего вещества в один или несколько слоев измельченные природные камни и керамические частицы (патент РФ 2019425, МПК В 44 С 5/04, 1994 г.) или искусственные камни в порошкообразном состоянии (заявка РФ 93044270/12, МПК В 44 С 5/04, 1996 г.).
В частности, известна декоративно-облицовочная плита, содержащая частицы измельченных камнеподобных материалов, закрепленных на подложке посредством связующего, при этом подложка выполнена из листового прессованного материала, камнеподобные материалы имеют размер частиц от 1 до 10 мм и закреплены на подложке с возможностью образования сплошного лицевого слоя посредством связующего, наносимого в количестве 0,6-1,1 кг/м2, образуя клеевой слой. Листовой прессованный материал представляет собой асбоцементный лист, фиброцементный лист или цементно-стружечную плиту толщиной 6-12 мм; для формирования лицевого слоя используют измельченные природные камни, или искусственные камни, или керамические частицы; клеевой слой выполнен из связующего на основе эиоксидной смолы, или на акриловой основе, или полиэфирной основе, или полиуретановой основе; лицевой слой после отверждения окрашивают лакокрасочными материалами для наружных работ. (RU 2196052).
Известные изделия обеспечивают высокую морозо- и атмосферостойкость, однако сложны в изготовлении и нетехнологичны в процессе облицовки зданий с большой обрабатываемой поверхностью. Это связано с тем, что, используя известные решения, можно изготавливать изделия небольшого размера, укладывание которых на наружную поверхность сопряжено с рядом технических трудностей, например, при их монтаже - необходимость нанесения на обрабатываемую поверхность связующего с жесткими требованиями атмосферо- и морозостойкости и определенными условиями отверждения или, при отказе от связующего, - использование большого количества и номенклатуры профильных конструкций для сборки известных плит в панели. Изготовление подложки большого размера ведет к резкому увеличению количества отходов, т. к. природный камень, как правило, имеет природные микродефекты, например трещины, кроме того, транспортировка и монтаж осложняются их большой массой и ограниченными возможностями крепления природного камня. Таким образом, организация серийного производства известных декоративных облицовочных изделий с высокими показателями атмосферо- и морозостойкости осложняется, в большей степени материалом используемой подложки.
Из RU 2143443 известен способ изготовления облицовочных листовых изделий из отходов пленочных полимерных материалов, включающий измельчение пленки, очистку от пылевых и жировых отложений, промывку, сушку, распределение и уплотнение сырья на подложке до отверждения готового изделия, при этом промытые измельченные отходы перед сушкой подвергаются дополнительному измельчению и обжатию в агломераторе с пропеллером с одновременным окрашиванием путем ввода в агломератор пигментных красителей, причем после уплотнения частиц пленки заданных размеров, высушенных при 100-110°С в течение 3-8 мин, полученное полотно с плотностью 30-40 кг/м3 прогревают в печи при 160-180°С до оплавления и окончательной усадки на подложке с последующим прессованием и охлаждением в пресс-форме под давлением 2-10 кг/см2, при этом готовый полимерный лист формируют вместе с подложкой. Получают изделия с высокими потребительскими свойствами, к тому же одновременно решается и проблема утилизации отходов, однако технология изготовления этих материалов достаточно сложная, трудоемкая.
Широко известны различные формованные изделия из полимеров, например из расплавов полимеров. Формование изделий из расплавов полимеров (литье под давлением, термовакуумное формование и экструзия) происходит в условиях высоких напряжений сдвига или вытяжки, обуславливающих ориентацию макромолекул, что и является причиной анизотропии механических свойств готовых изделий (Энциклопедия полимеров. - Т.2, с.515, 1972. М., Сов. Энцикл.).
Известны формованные изделия из листовых и пленочных полимеров, в частности из термопластов. Для переработки материалов в виде листов и пленок используют пневмо- и вакуумформование, механоформование (механическая вытяжка нагретой заготовки), штамповка (высечка) и различные комбинированные методы. При переработке термопластов методами пневмо- и вакуумформованием происходит предварительный нагрев заготовки до высокоэластического состояния; после придания заготовке необходимой формы материал охлаждается; в зависимости от конструкции нагревательного устройства различают тешюрадиационный и контактный обогрев; в зависимости от характера расположения изделий в форме различают негативный, позитивный, свободный и комплексный способы формования листовых и пленочных термопластов (под ред. Н.И.Басова «Техника переработки пластмасс». М.: Химия, 1985, с.16).
В основном использование формованных изделий из листовых термопластов ограничивалось предметами бытового назначения, упаковкой, санитарно-технической продукцией, неответственными корпусными деталями.
В частности, из RU 2206583 известны формованные изделия с улучшенными оптическими и физико-механическими свойствами на основе полипропилена.
Полипропилен «Каплей» (ТУ2211-015-00203521-95) смешивают с ингредиентами композиции и технологическими добавками при комнатной температуре с последующей переработкой смеси через щелевую головку экструдера марки «ОМУ» в лист толщиной 1,5 мм и шириной (585±1) мм.
Расплав полимерной композиции из щелевой головки подается на 3-х валковый каландр, где калибруется необходимая толщина пленки. После прохождения 3-го вала - охлаждающего, лист в свободном состоянии подвергается термовакуумному формованию.
Формование изделий из листа осуществляют на термоформовочной машине «ОМУ Р25Я10» со скоростью 16 циклов в минуту, при средней температуре 11-зонного верхнего нагрева формующего гнезда 439,5°С и нижнего 10-зонного - 389°С. Толщина готового изделия 0,2 мм.
По технической сущности с заявленным изобретением вышеуказанное техническое решение является наиболее близким, однако полученные известные формованные изделия предназначены в основном в качестве упаковочных контейнеров, защитных упаковок.
Технической задачей заявленного изобретения является получение декоративно-облицовочного материала (изделия) из листового термопласта, имитирующего натуральный (природный) или искусственный камень, различные породы дерева, кирпичную кладку с рельефно выступающей лицевой поверхностью, обладающей повышенной твердостью и износостойкостью.
Постановленная техническая задача достигается тем, что декоративно-облицовочный материал (изделие) из листового термопласта, имитирующий натуральный или искусственный камень, кирпичную кладку, различные породы древесины, имеющий рельефно выступающий рисунок на лицевой поверхности, получают термовакуумным формованием листов термопластов толщиной 0,5-8 мм, содержащих при необходимости на лицевой поверхности декоративно-защитную полимерную пленку, при вакуумном разряжении 0,3-1,0 МПа, нагревании их до высокоэластического состояния с помощью инфракрасного обогрева в течение 1-15 мин на вакуум-формовочной машине, содержащей формообразующую матрицу, имеющую позитивно-негативные пластмассовые формы с отверстиями для подачи и отвода воздуха из отвержденной наполненной эпоксидной или полиэфирной композиции, при необходимости армированной металлической сеткой, при последующем охлаждении водой, распыляемой на его поверхности, или воздухом и при необходимости окрашенной атмосферостойким и огнестойким лакокрасочным материалом.
В заявленном изобретении используют листы из таких термопластов, как АБС-пластики (акрилонитриебутадиенстирольные), полиэтилена, полипропилена, поликарбоната, их сополимеров и др.
Термовакуумное формование осуществляют на вакуумформовочной машине, содержащей матрицу, имеющую формы (негативно-позитивные), в частности многогнездные выполненные из отвержденных различных эпоксидных или полиэфирных композиций, наполненных различными металлическими порошками (алюминий, железо, медь и др.), минеральными порошками (диабаз, маршалит и др.) и армированных при необходимости металлической сеткой.
Листы термопластов (толщиной 0,5-8 мм) при необходимости (в зависимости от получения того или иного декоративного эффекта) имеют на поверхности (на лицевой поверхности) декоративно-защитную полимерную пленку, в частности, на основе акрилатов и др.
При необходимости, в зависимости от потребительских свойств и условий эксплуатации, полученный декоративно-облицовочный материал может быть окрашен различными атмосферостойкими и огнестойкими лакокрасочными материалами, например водными акриловыми красками.
В соответствии с заявленным изобретением получают облегченный декоративно-облицовочный материал (изделие) из листового термопласта для внутренней и наружной отделки помещений и зданий, с твердой износостойкой лицевой поверхностью, имеющий рельефно выступающий рисунок, имитирующий натуральный или искусственный камень (мрамор, гранит, известняк, песчаник и др.), кирпичную кладку, различные породы древесины.
Нижеследующие примеры иллюстрируют изобретение, но не ограничивают его.
Пример 1.
Получают декоративно-облицовочный материал, имитирующий кирпичную кладку из листов термопласта АБС-пластика толщиной 2 мм на вакуумно-формовочной машине, нагревая листы из АБС-термопластика до высокоэластического состояния в течение 2 мин (с помощью инфракрасного обогрева) при вакуумном разрежении 0,5-0,6 МПа с использованием негативной формообразующей матрицы из отвержденной металлонаполненной эпоксидной композиции (наполненной железом и др.), армированной металлической сеткой; матрица имеет отверстия для подачи и отвода воздуха.
Отформованные листы охлаждают водой, распыляемой на их поверхности, и окрашивают, например, водно-дисперсионной акриловой краской.
Полученный декоративно-облицовочный материал имеет на лицевой поверхности красивый рельефно выступающий рисунок, имитирующий кирпичную кладку. Данный материал очень легкий, имеет твердую и износостойкую лицевую поверхность (не царапается), удобен в эксплуатации при отделке помещений и зданий.
Пример 2.
Получают декоративно-облицовочный материал, имитирующий мрамор, для внутренней отделки помещений аналогично примеру 1. Для его получения используют листы из полипропилена, окрашенные в массу, толщиной 3,0 мм. Материал формуют на вакуум-формовочной машине при вакуумном разрежении 0,6 МПа и нагревании до высокоэластического состояния с помощью инфракрасного обогрева в течение ˜2,5 минут. Используют позитивную формообразующую матрицу (с отверстиями для подачи и отвода сжатого воздуха) из отвержденной наполненной алюминиевой пудрой полиэфирной композиции, армированной металлической сеткой. Отформованные листы охлаждают воздухом.
Пример 3.
Получают декоративно-облицовочный материал, имитирующий древесину, из листового термопласта-поликарбоната толщиной 1,5 мм аналогично примеру 1 при следующих условиях формования на вакуумформовочной машине: нагревают листы с помощью инфракрасного обогрева до высокоэластического состояния в течение 2-х минут и формуют при вакуумном разрежении 0,4 МПа.
Полученный декоративный материал имеет малый удельный вес (легкий), имеет износостойкую поверхность лицевого слоя; удобен в эксплуатации.
Использование в совокупности определенных условий термовакуумного формования (время, температура, инфракрасный обогрев) обуславливает более равномерное распределение температуры по поверхности, устраняет коробление изделий.
Таким образом, согласно изобретению, получают в широком ассортименте облегченный строительный декоративно-облицовочный материал с разнообразным рельефным рисунком, с повышенной износостойкостью лицевой поверхности, удобный в эксплуатации, (см. чертеж)
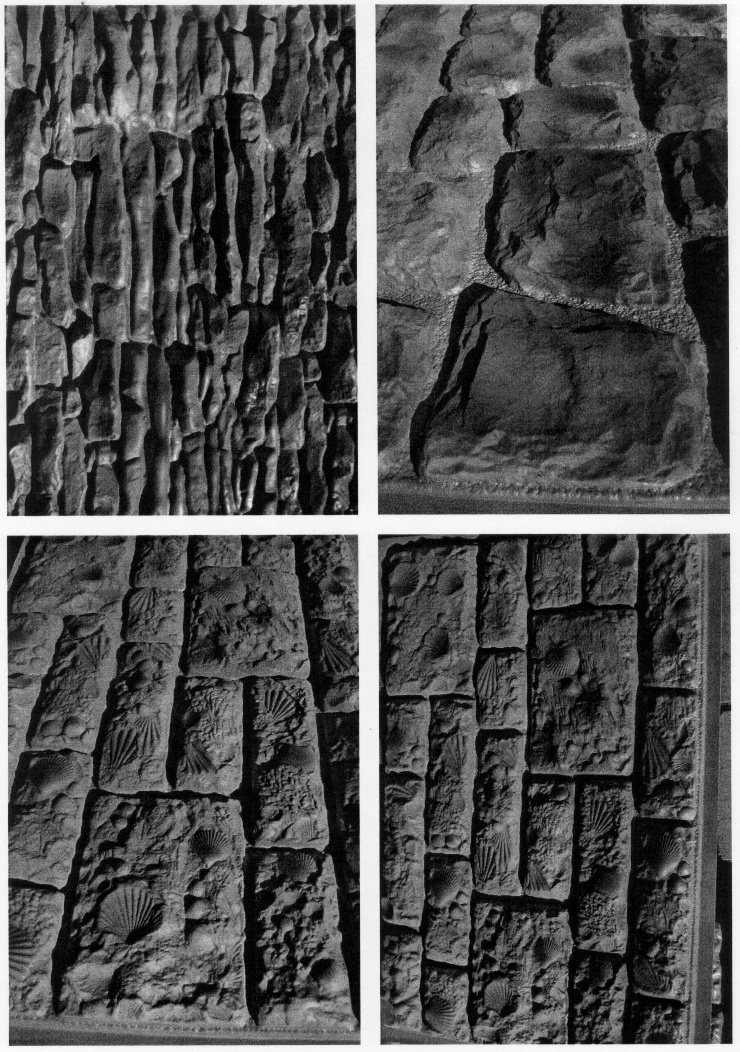
Декоративно-облицовочный материал из листового материала для получения материала, имитирующего натуральный или искусственный камень, различные породы дерева получен термовакуумным формованием листов термопластов толщиной 0,5-8 мм, содержащих на лицевой поверхности декоративно-защитную полимерную пленку. 1 ил.
Декоративно-облицовочный материал из листового термопласта, имитирующий натуральный или искусственный камень, кирпичную кладку, различные породы древесины, имеющий рельефно выступающий рисунок на лицевой поверхности, полученный термовакуумным формованием листов термопластов толщиной 0,5-8 мм, содержащих при необходимости на лицевой поверхности декоративно-защитную полимерную пленку, при вакуумном разряжении 0,3-1,0 МПа, при нагревании их до высокоэластического состояния в течение 0,5-15 мин с помощью инфракрасного обогрева на вакуум-формовочной машине, содержащей формообразующую матрицу, имеющую позитивно-негативные формы, при необходимости многогнездные, с отверстиями для подачи и отвода воздуха из отвержденной наполненной эпоксидной или полиэфирной композиции, при необходимости армированной металлической сеткой, с последующим охлаждением готового материала водой, распыляемой на его поверхности, или воздухом и при необходимости окрашиванием атмосферостойкими и огнестойким лакокрасочным материалом.
| ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ | 2001 |
|
RU2206583C2 |
| GB 1494488 А, 07.12.1977 | |||
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1993 |
|
RU2126952C1 |
| DE 19500015 A1, 20.07.1995. | |||

