Изобретение относится к композиционному материалу, содержащему износостойкий материал с высокоабразивными частицами и пластичный металл. Обычные конструкционные металлические материалы могут использоваться для изготовления подложек, которые могут иметь форму блоков различной формы (включая пластины), и их изготавливают либо путем обработки давлением, как например, ковки, прокатки, выдавливания и HIPping, либо путем литья.
Предшествующий уровень техники
В качестве износостойких материалов, содержащих высокоабразивные частицы, обычно используют прессовки (порошков) алмаза или кубического нитрида бора, изготовленные посредством процессов со сверхвысоким давлением, в которых высокоабразивные частицы сразу же соединяются друг с другом или распределяются в керамической матрице. Хотя прессовки могут использоваться в виде блоков с однородной в целом структурой, их обычно используют в виде композиционного материала с карбидной подложкой, с которой сращиваются высокоабразивные частицы в процессе спекания самих этих частиц. Такие композиции обычно используются, при необходимости, с последующей машинной обработкой до конечной формы, или для твердой пайки к подложке, где для большей эффективности требуется высокоабразивный слой меньшей толщины, или когда такие подложки облегчают работу.
Однако карбидный сплав, являясь твердым и хрупким материалом, не может полностью подчиниться остаточным напряжениям, которые имеют место у межфазной поверхности карбида и высокоабразивных частиц после охлаждения вследствие различия их коэффициентов термического расширения. Это может в некоторых случаях вызвать расслаивание при самой небольшой внешней нагрузке.
Кроме того, использование карбидного сплава является невыгодным вследствие довольно высокой стоимости материала и его высокого удельного веса.
Известно использование самораспространяющегося высокотемпературного синтеза (СВС) для изготовления некоторых типов функциональных материалов. Эта технология основана на процессе, который происходит в соответствующих материальных системах: горение, инициированное однажды в точке воспламенения, самоподдерживается и распространяется по всему остальному материалу вследствие интенсивного вырабатывания и выделения тепла, которое расширяется и вызывает достаточное повышение температуры. Такая технология выгодна для получения таких соединений, как например, карбиды, нитриды, бориды, силициды или оксиды металлов четвертой или пятой групп периодической таблицы, включающих Ti, Zr, Та, Si, а также интерметаллических соединений. Эта технология подробно описана в книге "The chemistry of SHS", опубликованной издательством T.I.C.
Процесс СВС, который может в течение короткого промежутка времени почти адиабатически создавать высокие температуры, используется для образования и спекания, одновременного или последовательного, тугоплавких материалов и, в качестве эксперимента для изготовления прессовок порошков различных материалов. Для материалов такими доступными технологиями являются: статическое прессование в механическом прессе, мгновенное прессование посредством детонации взрыва, изостатическое прессование посредством HIP системы, квази-, HIP процесс, в результате которого образованная прессовка обжимается механическим прессом в штампе посредством формовочного песка.
Одной из принципиальных задач настоящего изобретения является исключение вышеупомянутых проблем, которые связаны с обычными процессами и продуктами, включая технологию сверхвысокого давления, и в результате этого получение теплостойкого продукта, а также разработка способа эффективного изготовления этого продукта, содержащего металлический слой с повышенной механической прочностью материала и термической стабильностью соединения с керамической подложкой. Это эффективно достигается на основе СВС технологии. Настоящее изобретение является улучшенной вариацией поданного ранее изобретения авторов, основанного на объединении процесса СВС с прессованием, в котором металлические ингредиенты плавятся под воздействием - интенсивного выделения тепла реакции СВС и пронизывающих скелетную структуру образованного in sity керамического материала и таким образом заполняющих зазоры внутри последнего. Продукт уплотненной структуры проявляет высокие теплостойкость и износостойкость, которые невозможно обеспечить посредством известных технологии.
Описание изобретения
Композиционный материал согласно изобретению, по существу, содержит подложку из металлического блока и функциональный или рабочий слой керамического материала с высокоабразивными частицами и отличается тем, что последний соединен с поверхностью подложки посредством расплавленного металла, образующегося в ходе СВС процесса.
Композиционный материал согласно изобретению изготавливается следующим образом:
(1) смешивают и рецептируют состав порошков таким образом, чтобы под воздействием СРС процесса можно было получить керамический продукт, и формуют одну или более таблеток, в которых высокоабразивные частицы распределены, по крайней мере, в зоне, которая в конечном счете служит рабочей поверхностью;
(2) размещают таблетку или таблетки вблизи упомянутого металлического блока для получения материальной системы таким образом, чтобы гарантировать в этой системе присутствие металлического материала, расплавляющегося в течение СРС процесса;
(3) инициируют процесс в упомянутой системе, в результате чего металлический материал, по крайней мере, частично расплавляется под воздействием тепла реакции;
(4) осуществляют прессование в прессе в течение от 0,1 до 10 секунд от завершения процесса и выдерживают, по крайней мере, в течение 2 секунд для гарантирования соединения керамического и металлического тел.
Краткое описание чертежей
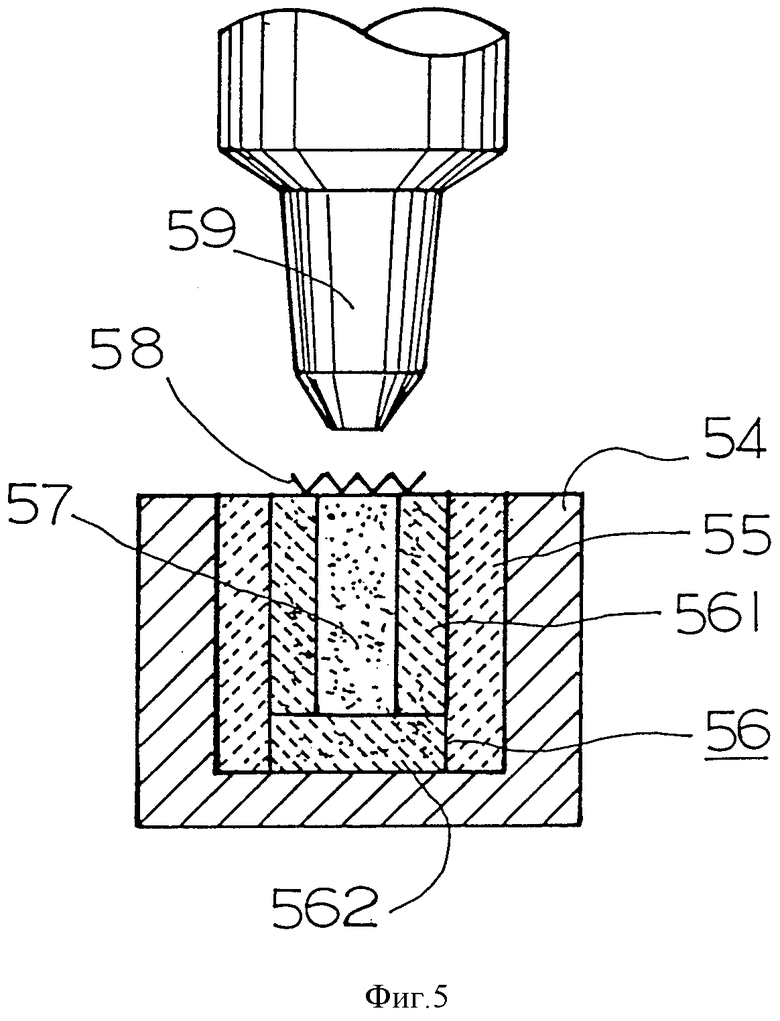
На Фиг. 1 схематически изображен штамп в разрезе, используемый для осуществления примера 1;
Фиг .2 - схематически изображен штамп в разрезе, используемый для осуществления примера 2;
Фиг. 3 - схематически изображен штамп в разрезе, используемый для осуществления примера 5;
Фиг. 4 - схематически изображен штамп в разрезе, используемый для осуществления примера 7; и
Фиг. 5 - схематические изображен штамп в разрезе используемый для осуществления примера 10.
Предпочтительный вариант изобретения
Керамические материалы, пригодные для создания скелетной структуры, включают один или более карбидов, нитридов и боридов переходных металлов с четвертой по шестую группу Периодической Таблицы и SiC, Si3N4 и B4C. Из этих материалов карбид, нитрид и борид титана или кремния являются особенно предпочтительными по стоимости изготовления.
Для получения твердого и плотного продукта из композиционного материала предлагается использовать в качестве исходного материала состав, подвергаемый воздействию СВС процесса для получения твердого материала, и другой материал, обеспечивающий получение расплава под воздействием СВС процесса. Так в случае смеси, например, TiC и Ti-Al может быть получена тепло- и износостойкая плотная матрица, содержащая скелетную структуру из TiC, зазоры внутри которой заполнены расплавом Ti-Al. Вязкость керамического слоя может быть повышена путем добавления никеля.
В случае комбинации TiC-Ni и TiB2-Ni, с одной стороны, твердый и износостойкий продукт может быть получен за счет образования Ni и Ni-Ti фаз. Для получения конечного продукта из уплотненного композиционного материала в композиционном материале согласно изобретению может использоваться широкий ряд матричных составов. Довольно твердый материал может быть получен из материала, содержащего, например, от 60 до 90% вес. Ti или Zr, от 3 до 12% вес. C или B, от 2 до 18% вес. Al, от 1 до 5% вес. TiH2, от 1 до 7% вес. Cu и от 3 до 20 % вес. Ni или Co. Или может быть получен износостойкий матричный состав с формулой от 60 до 70% вес. Ti или Zr, от 3 до 12 % вес. C или B, от 2 до 18% вес. Al, от 1 до 15% вес. TiH2, от 5 до 25% вес Mo или W, от 1 до 7% вес. Cu и от 3 до 20% вес. Ni или Co.
Для образования подложки согласно изобретению используются обычные конструкционные материалы из пластичных металлов, при этом подходящий состав материала и размеры выбираются таким образом, чтобы обеспечить возможность хорошего согласования зажимного приспособления и последующей обработки в соответствии с определенным конечным применением.
Композитный и металлический участки соединяют способом, подобным сварке. Короткий период, порядка нескольких секунд, генерирования тепла и использование металлической подложки, эффективной для излучения тепла, обеспечивают получение только ограниченной зоны, в которой происходит плавление или диффузия, поэтому такой интенсивный нагрев не оказывает существенного вредного воздействия на существенные свойства объема металлической подложки. Так, вблизи соединения будет повреждаться только подложка, например, из упрочненной стали, и ее твердость будет снижаться, тогда как на объемные свойства функционального структурного тела вредное воздействие не оказывается. Подложка может быть изготовлена из различных сортов обычно используемых сталей. Для обеспечения более высокой стойкости к коррозии или атмосферным воздействиям также могут использоваться нержавеющая сталь марки SUS (JIS) и медь, тогда как для более легких конструкций более предпочтительны материалы на основе титана или алюминия. Так как такая комбинация из металлической подложки и керамического материала может подвергаться растрескиванию вследствие различия их коэффициентов термического расширения у поверхности раздела этих материалов, между двумя материалами может быть введен промежуточный слой из прессованного порошка интерметаллического соединения, образованный в виде цельного наклонного слоя функционального материала. Промежуточный слой при необходимости может содержать несколько различных подслоев; каждый из них выполнен в виде таблетки или прессованной порошковой смеси, с так или иначе различающимися составами, при этом для использования в качестве исходного материала требуемое их количество размещают в виде стопы между функциональным и несущим телами.
Короткий период нагрева, порядка нескольких секунд, в СВС процессе не допускает растекания расплава на большое расстояние для заполнения зазоров внутри скелетных структур. Поэтому для формирования слоя с адекватно сниженными напряжениями важно изменять состав таким образом, чтобы доля металлических компонентов относительно керамических материалов ступенчато уменьшалась в направлении от торца подложки к торцу керамического функционального материала, в результате чего снижается до минимума неоднородность полученной структуры.
Металлический материал для соединения металлической подложки с керамическим слоем в дополнение к довольно высокой температуре плавления должен обладать хорошими прочностью на разрыв и прочностью на изгиб. Поэтому особенно пригоден никель/ для обычных целей в качестве теплостойкого материала особенно хороши TiC/Ni и TiB2/Ti, тогда как SiC/Ni и Si3 Ni4/Ni пригодны в качестве теплостойкого материала при использовании в окислительной атмосфере.
С другой стороны, для достижения износостойкости на металлической поверхности, даже при довольно низкой прочности, эффективной является комбинация TiB2/Si; сравнительные испытания на истирание показали, что стойкость к истиранию, полученная в результате использования данного соединения, более чем в 100 раз выше, чем стойкость к истиранию карбидного сплава.
Синтез керамического материала можно осуществить за счет тепла, генерируемого во время СВС процесса только исходного материала, используя состав или комбинацию составов для достижения высокой адиабатической температуры. Адекватные комбинации составов включают, например, смесь порошков титана и циркония с углеродом или бором, или порошок кремния, титана или циркония с азотом из атмосферы.
Однако некоторые составы функциональных слоев могут вырабатывать количество тепла, недостаточное для осуществления процесса.
Поэтому для обеспечения компенсации тепла в том случае, когда состав функционального слоя вырабатывает недостаточное количество тепла для поддержания процесса, к исходному материалу подключают химическую печь из рецептированной порошковой смеси.
В том случае, когда такая химическая печь отделена от таблеток синтезируемого исходного материала, для химической печи широко используется традиционная комбинация алюминий - окись железа. Такое размещение, однако, приводит к получению расплава железа, который имеет тенденцию к свариванию с продуктом. Эта проблема может быть исключена за счет использования системы Ti-C, обеспечивающей быстрый выход Tic продукта в твердой форме, в то время, как масса продуктов химической печи обычно также служит в качестве уплотняющей среды при высоких температурах.
Химическая печь также эффективна в качестве замедлителя охлаждения и сводит к минимуму растрескивание продукта из композиционного материала вследствие термической деформации. Химическая печь также пригодна для приваривания неэкзотермических или вырабатывающих недостаточное количество тепла составов исходных материалов, в листе или зернах, к подложке. Для этой цели теплостойкие детали могут быть выполнены в виде пористого керамического листа на основе TiC или TiB, соединенного с подложкой из нержавеющей стали марки SUS, путем использования таблетки или прессованной никелевой фольги или порошковой смеси Ti или Ni с С или В, вложенной на поверхности раздела между функциональным слоем из пористого керамического листа на основе Tic или TiB и подложкой из нержавеющей стали марки SUS.
Аналогично износостойкий продукт может быть получен из содержащей высокоабразивные частицы смеси порошков WC-Co или WC-Ni, слабо обожженной или спеченной, путем нагревания ее посредством химической печи; в продукте скелетная структура функционального слоя состоит из связанных друг с другом частиц WC, соединенных как одно целое с подложкой посредством Co или Ni.
Таким образом, использование в качестве связующей среды расплава металла, происходящее во время СВС процесса, позволяет значительно увеличить прочность соединения по сравнению с прочностью соединения, полученной при традиционной твердой пайке, и даже по сравнению с прочностью соединения в процессе спекания под сверхвысоким давлением при повышенной температуре.
Использование расплава в качестве связующей среды, происходящее во время процесса СВС, обеспечивает достижение значительно более высокой прочности соединения, чем при традиционной твердой пайке, и даже, чем при использовании технологии с плавким металлом при сверхвысоком давлении при повышенной температуре. Таким образом, перечень групп компонентов, пригодных для таблеток настоящего изобретения, может включать: (Ti, Zr, Hf, Si, Mo, W, Та, Nb, Cr) - (C, B, N) -(Si, Ni, Co, Cu, Al), при этом наиболее предпочтительные комбинации включают: TiC-Ni, TiB2-Si, TiB2-Ni, SiC-Ni, Si3N4- Ni.
Алмазные частицы, находящиеся в износостойком слое в качестве высокоабразивных частиц, под воздействием высокой температуры в течение процесса могут трансформироваться в графит. Графит на поверхности алмаза снижает прочность соединения с керамическим телом, а также снижает износостойкость. Скорость процесса графитизации зависит больше от продолжительности интенсивного нагрева, чем от самой его величины, поэтому в СВС процессе вследствие того, что алмаз подвергается воздействию высокой температуры в течение нескольких секунд, повреждение из-за графитизации для размера частиц свыше 10 микрон практически не принимается в расчет вследствие незначительности.
В случае возможного повреждения высокоабразивных частиц, находящихся в функциональном слое вследствие чрезмерного генерирования тепла в течение СВС процесса, также эффективна добавка в качестве разбавителя нейтрального стабильного соединения, как например, карбида, нитрида, борида и оксида, примешанного к керамическим исходным материалам.
Для предотвращения повреждения алмаза вследствие графитизации, которой способствует кислород, для функционального слоя с алмазными частицами в матрице может быть выгодно использована добавка для выпуска водорода во время процесса, как например, TiH2. В качестве ингредиента, нейтрального к процессу, ее следует использовать в определенной пропорции, при этом пригодным является количество от 0,2 до 15 % вес, а предпочтительный диапазон составляет от 1 до 5 % вес.
Хотя может оказаться желательным, чтобы при использовании в качестве износостойкого материала поверхность функционального слоя была целиком покрыта высокоабразивными частицами, содержание алмаза в поверхности никоим образом не должно превышать 80% по объему из соображений гарантирования удерживания их матрицей. Нижний предел преимущественно установлен от 25 до 60%) при посредственных рабочих характеристиках - хотя бы 10%.
Для высокоабразивных частиц, используемых в керамическом теле, удержание матрицей алмазных частиц может быть значительно улучшено путем нанесения покрытия на поверхность. Хорошие результаты достигнуты при нанесении покрытия из переходных металлов IV, V и VI Групп Периодической Таблицы, включая Ti, Cr, Mo и W, а также их карбиды, нитриды и бориды. Для нанесения покрытий используются традиционные для переходных металлов технологии, как например, осаждение из паровой фазы, CVD и окунание. Прочное соединение между нанесенным металлом и высокоабразивной подложкой создается за счет их соединений, которые образуются, по крайней мере частично, из ингредиентов на поверхности раздела в условиях высокой температуры СВС процесса во время приготовления материала для режущего инструмента.
При наличии покрытия, эффективного для защиты высокоабразивной подложки от интенсивного нагрева и резких изменений температуры, становится доступным более широкое изменение матричных составов, поскольку их можно приготовить при экстремально высоких температурах свыше 2000oC. Покрытия также служат в качестве барьера для атмосферного кислорода и препятствуют его контактированию и в результате этого препятствуют ускорению графитизации. К износостойким продуктам, изготовленным посредством СВС процесса, часто предъявляют требование, заключающееся в том, чтобы такими свойствами обладала только функциональная поверхность, тогда как объем тела, включающий подложку, должен обладать хорошей способностью к машинной обработке точно по заданной спецификации, с тем, чтобы конструкцию с монослоем высокоабразивных частиц только на функциональной поверхности можно было использовать для многих применений. В случае применения в качестве материала для режущего инструмента такая конструкция, однако, имеет в качестве недостатка довольно короткий срок службы. Для решения этой проблемы можно изготовить пригодный к механической обработке износостойкий продукт достаточной толщины путем формирования износостойкого функционального слоя с высокоабразивными частицами, распределенными по всему объему матрицы, в то время как основа, несущая функциональный слой, выполнена из того же самого материала, что и упомянутая матрица (но без высокоабразивных частиц), и расположена между функциональным слоем и подложкой, соприкасаясь с ними.
В настоящем изобретении исходный материал обычно прессуют в таблетки, прежде, чем загрузить в реактор. Поскольку продукт часто является твердым, в частности, содержащий высокоабразивные частицы слой почти невозможно обрабатывать на станке, таблетки должны быть сконструированы и отформованы как можно ближе к конечной форме с учетом растрескивания во время процесса спекания. При изготовлении, например, шарошки для правки шлифовальных кругов из матрицы на основе TiB с рассеянными в ней алмазными частицами таблетку готовят либо путем формовки и профилирования в штампе с полостью с конечными размерами продукта, либо путем сначала формовки в цилиндрическую или призматическую таблетку, которую затем обрабатывают на станке в конечную форму, прежде, чем ее подвергают воздействию СВС процесса. В случае фасонного резца таблетка может быть изготовлена с нанесенными только на рабочую поверхность алмазными частицами путем распыления их в зоне полости штампа, соответствующей рабочей поверхности, или путем закрепления их заранее посредством связующего, а затем заполнения ингредиентами матрицы и прессования в форму.
Когда для изготовления износостойкого продукта с изогнутыми поверхностями выполняют операции помещения таблеток исходного материала смежно друг другу и оказания воздействия давления на такую изогнутую подложку, можно достичь степени изостатического прессования путем использования формовочного песка в качестве сдавливающей и прессующей среды.
Использование формовочного песка также эффективно для формирования износостойкой футеровки на внутренней поверхности трубы или клапана. При такой операции для полых деталей подложка может иметь вид сосуда высокого давления, при этом между подложкой и функциональным слоем может быть обеспечен очень большой перепад температуры за счет охлаждения наружной поверхности подложки посредством естественной или принудительной вентиляции.
Керамические материалы обычно обладают хорошим сопротивлением к сжатию и низким сопротивлением к растяжению. Однако в композиционном материале, изготовленном согласно настоящему изобретению, функциональный слой является элементом, работающим на сжатие при комнатной температуре, вследствие более низкого коэффициента термического расширения функционального слоя, чем коэффициент термического расширения металлической подложки, что подтверждают наблюдения за параметрами решетки для металлической фазы в керамическом теле на и вблизи поверхности раздела. Кроме того, при использовании в дальнейшем в качестве теплостойкого материала керамическая сторона может поддерживаться при более высокой температуре, что удобно для прессования. Однако особое внимание следует уделить при конструировании продукта в форме бруска с тем, чтобы гарантировать неизменность стороны функционального слоя при прессовании.
При использовании в процессе, в котором повышение температуры, необходимое для спекания, достигается, по существу, за счет химической реакции внутри таблетки, плотность таблеток после формования не должна превышать 75% теоретического значения, несмотря на то, что таблетки должны быть спрессованы настолько плотно, насколько это возможно, посредством CIP или любой другой доступной технологии для процесса, в котором необходимое тепло в основном подается из химической печи снаружи таблетки.
Отформованные таблетки устанавливаются в систему для прессования, оборудованную воспламенителем (который является, например, графитовым или металлическим нагревателем). В качестве системы для прессования пригодны такие известные технологии, как объемная штамповка, система горячего прессования или HIP система.
Система с закрытой рабочей камерой может быть легко приспособлена для изготовления матрицы на основе нитрида в атмосфере азота, а также для изготовления более плотного продукта в вакууме за счет обеспечения удаления газа, который может выделяться в течение процесса, или продукта с минимальными повреждениями алмаза или матрицы вследствие окисления путем обработки в атмосфере водорода.
Для поддержания технологической температуры и в то же самое время для защиты от деформации или повреждения в штампе между таблеткой и штампом должно быть введено некоторое количество изолятора, хотя для некоторых применений горячая таблетка может быть спрессована сразу же.
Формовочный песок, после заполнения и уплотнения вокруг таблетки, служит в качестве изолятора и хорошей давящей среды, а также для обеспечения квазиизотропного сжатия. Это особенно выгодно при изготовлении продуктов в форме бруска.
Используя систему горячего прессования, можно также обработать матричные композиции с недостаточным выделением тепла за счет правильной работы закрепленной системы нагрева. Последняя также может использоваться в качестве воспламенителя.
При использовании HIP системы для прессования таблетки последняя может быть плотно отформована, герметично защищена, дегазирована и герметизирована и подвергнута воздействию процесса в устройстве в с СВС нагревом смеси (которым является химическая печь), расположенным вокруг таблетки. Закрепленная система нагрева также может использоваться в качестве дополнительного нагревателя или воспламенителя.
В случае необходимости вместе с таблеткой может быть помещена несущая инструмент заготовка для их соединения. Например, в штамп вместе с отформованной таблеткой, окруженной составом химической печи, может быть помещен круглый стержневой резачок из стали, а также сегмент заготовки хвостовика сверла с тем, чтобы прессовка композиционного материала могла привариться к стальной подложке в процессе ее формования. Эта технология не вызывает существенных ухудшений свойств подложки из упрочненной стали, когда происходит интенсивное выделение тепла в ограниченной перемещающейся зоне. При необходимости на задней стороне металлической подложки может быть размещена охлаждающая система для того, чтобы обеспечить достижение большого перепада температур между металлической подложкой и местом реакции, в результате чего защищаются существенные свойства материала подложки, тогда как функциональному слою придается тепло- или износостойкость.
Таблетку, помещенную в систему, воспламеняют для инициирования СВС процесса под слабым давлением или без него. Между таблеткой и нагревателем может быть помещена легко воспламеняющаяся порошковая смесь для облегчения обжига таблетки. Соответствующее давление от 10 до 200 МПа поддерживают в течение от 2 до 150 секунд, предпочтительнее от 2 до 60 секунд, начиная сразу же после того, как пламя достигнет другого конца таблетки, и затем, когда она вся нагреется до достаточно высокой температуры (или в промежутке от 0,1 до 10 секунд от завершения горения).
Композиционный материал, полученный в соответствии с изобретением, имеет содержащий высокоабразивные частицы керамический слой, прочно соединенный с подложкой из обычного металлического материала посредством соединения, которое сравнимо с соединением, полученным посредством высокотемпературной технологии сверхвысокого давления. Поэтому он может успешно использоваться в различных применениях, как например, в планарных износостойких деталях, включая поверхности скольжения, компоненты опорных поверхностей и поверхностные пластины или в износостойких деталях в виде брусков, включая насадки, облицовку гнутых труб, рабочей камеры пресс-формы, а также в различных шлифовальных и режущих инструментах и гребнях шлифовальных кругов.
В продуктах из композиционного материала согласно изобретению при использовании технологии горячего прессования содержащий высокоабразивные частицы керамический материал функционального слоя соединяется и приваривается к металлической подложке в процессе синтеза и уплотнения керамического продукта, при этом плотное соединение или сварное соединение обеспечивается на поверхности раздела за счет совместного плавления определенных компонентов функционального слоя и компонентов металлической подложки и образования в результате этого единой интегрированной структуры. Кроме того, вследствие характерной ограниченной зоны нагрева за счет СВС процесса имеется минимальная зона термического воздействия, в связи с чем защищаются такие часто необходимые свойства, как вязкость, хорошая способность к механической обработке и легкий вес.
Несмотря на то, что остаточные напряжения выросли в серьезную проблему для продуктов из композиционного материала, изготовленных посредством технологии сверхвысокого давления, в настоящее время она может быть смягчена за счет того использования ставших в настоящее время доступными металлов с более низкой вязкостью.
За счет изобретения может быть достигнуто улучшение в весе и стоимости материала, улучшение также заключается в том, что требуется небольшая обработка подложки, или она вообще не требуется.
Таким образом, изобретение, основанное на технологии СВС и различном уплотнении, позволяет изготовить содержащий алмаз инструмент или конструкционные детали значительно больших размеров в сравнении с обычной технологией сверхвысокого давления.
Пример 1
Исходный материал готовили из смешанных в пропорции 1:1 порошка титана с размером частиц 22 микрона (номинальный размер, действующий и сохраняемый в настоящем описании далее до тех пор, пока он не указан иначе) и 7-микронного порошка графита с добавлением 25% вес. никелевого порошка (ниже 300 меш). Затем его формовали в пресс-форме в квадратную таблетку с размерами 100 х 100 х 5 мм.
Другую дозу смешанного порошка композиции исходного материала смешивали с 30% по объему алмазного порошка 20/30 мкм и прессовали во вторую таблетку с такими же размерами. Для последующей операции использовали устройство, изображенное на фиг. 1.
В пресс-форму 11 сначала помещали пластину 12 из нержавеющей стали SUS с размерами 100 х 100 х 3 мм, затем сначала формовали таблетку 13 и сверху вторую таблетку 14.
Над сборкой распыляли 30 граммов смешанных в пропорции 1:1 порошков Ti и C в качестве воспламеняющей среды 15 и помещали графитовый нагреватель 16. Пространство между упомянутой сборкой и пресс-формой 11 заполняли формовочным песком 17. Сверху помещали пуансон 19 с изолирующим листом из керамики 18. Графитовый нагреватель 16 включали для воспламенения образца; через 2 секунды после завершения горения приводили в движение пуансон 19 для оказания на образец давления 100 МПа и выдерживали в течение 30 секунд. Полученный продукт представлял собой керамическое тело с тонкой структурой, прочно соединенный с пластиной SUS, каркас составляла скелетная структура из Tic, зазоры вокруг которой были заполнены, главным образом Ni, а также интерметаллическим сплавом Ti-Ni; продукт успешно использовали в качестве износостойкой плитки.
Пример 2
В качестве эксперимента изготавливали лезвие экскаватора.
Для приготовления матричного исходного материала порошки 22 мкм Ti, 7 мкм графита и ниже 325 меш Al дозировали в пропорции Ti:C:Al по весу как 73: 11: 16 (16) и хорошо перемешивали. К исходному материалу примешивали 1% по объему TiH2 и затем 25 объемн.% алмазных частиц 40/60 мкм, полностью смешивали и формовали в пресс-форме под давлением 10 МПа в таблетку в виде усеченного конуса, размер которого у основания составлял 40 мм и толщина - 10 мм с углом наклона (образующей конуса) 120 градусов.
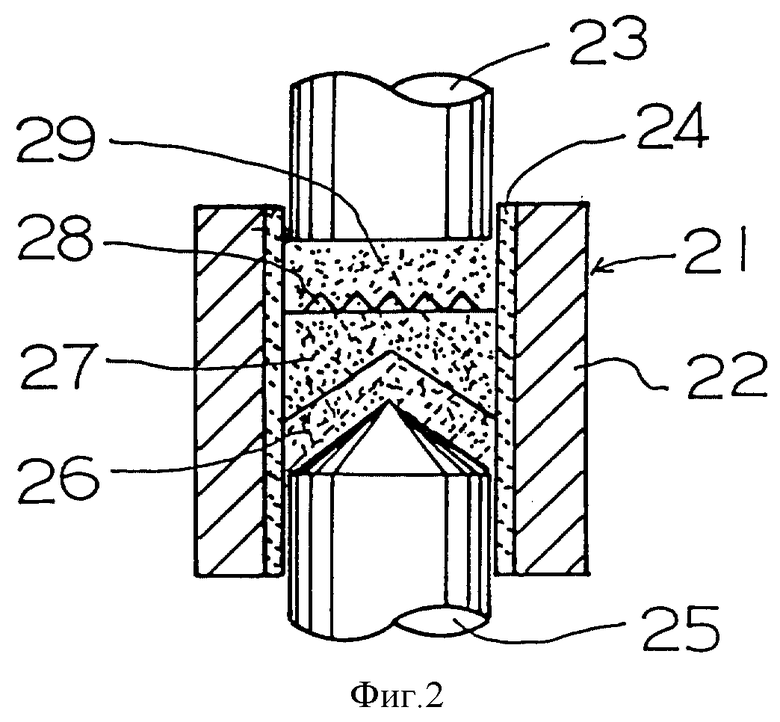
Использовали устройство, изображенное на фиг. 2, в котором комплект пресс-формы 21 содержал рабочую камеру 22 с расточенным отверстием 40 мм в поперечнике и длиной 65 мм и пуансон 23. Внутри рабочей камеры 22 пригнана без зазора гильза 24 из спеченного муллита. На дне рабочей камеры 22 устанавливали опорный элемент 25 из нержавеющей стали марки SUS, конически заостренный под углом 120 градусов, и затем на hero помещали таблетку 26. Поверх таблетки загружали 30 граммов порошка Ti-C, смешанного в пропорции 1:1, обозначенного позицией 27, и выравнивали его; затем помещали воспламенитель 28 в виде графитовой ленты, которую накрывали слоем формовочного песка 29 толщиной до 20 мм. Сверху помещали пуансон 23. Термопару (не показана) устанавливали таким образом, чтобы она контактировала с донной частью таблетки через 2 мм осевое отверстие, выполненное в центре опорного элемента.
Готовую сборку комплекта пресс-формы устанавливали на одноосевой гидравлический пресс, и пропускали электрический ток через графитовую ленту для воспламенения таблетки, не приводя в действие пресс. Когда температура у донной части таблетки достигала 1800oC, начинал действовать пресс, который быстро прессовал заготовку, при этом поддерживали давление около 100 МПа в течение 40 секунд. Зарегистрированные параметры цикла показали, что прессование начиналось через около 0,5 секунды после завершения горения.
Извлеченный продукт обладал металлическим блеском в той области матрицы, которая, как показал анализ XDA (РДА), содержала Tic и TiAl. Оптический микроскоп показал в зоне основания равномерное распределение алмазных частиц в матрице, тогда как XDA (РДА) показал отсутствие следов образования графита на поверхности алмазных частиц.
Пример 3
Материал функционального слоя содержал смешанный порошок 80 Ti/20 В, к которому было дополнительно примешано 33 объемн.% алмазных частиц 12/25 мкм. На дно пресс-формы с цилиндрической полостью 75 мм в поперечнике устанавливали пластину SUS толщиной 10 мм, затем никелевый лист толщиной 0,5 мм, поверх которого распыляли 40 граммов смешанного порошка Ti-В и разравнивали. Затем сверху помещали 25 граммов смешанного в пропорции 1:1 (в молярном отношении) порошка Ti-C в качестве химической печи.
Дополнительно помещали графитовый воспламенитель, который покрывали слоем формовочного песка толщиной 10 мм, на который устанавливали верхний пуансон (верхнюю половину штампа).
Температуру регулировали посредством термопары, установленной через отверстие, выполненное в центре SUS пластины, при этом нагрев и прессование проводили так же, как в примере 1.
Продукт представлял собой тело из износостойкого композиционного материала в виде пластины из стали SUS с нанесенным на нее слоем TiB толщиной 2 мм. Анализ ЕРМА, проведенный на разрезе продукта, показал градиент концентрации Ni шириной 1 мм от поверхности раздела к рабочей поверхности и указал на способствование Ni связыванию внутри слоя TiB, а также связыванию всего слоя с элементом подложки.
Извлеченный продукт разрезали на прутки, концы которых пришлифовали с тем, чтобы использовать их в качестве лезвий режущего инструмента при машинной обработке древесины.
Пример 4
Для материала функционального слоя использовали смешанный порошок 65 Ti/11 В/4 Cu/19 Ni/1 TiH2 (в % вес.). 40 объемн.% этого порошка примешивали к 60 объемн.% Ti толщиной 0,5 мкм, покрытого алмазными частицами 30/40 мкм, и полностью смешивали, и затем формовали в таблетку толщиной 2 мм и 98 мм в поперечнике. Таблетку помещали на пластину из углеродистой стали SK толщиной 5 мм и 98 мм в поперечнике, и обе помещали в полость пресс-формы 100 мм в поперечнике, облицованную муллитовой керамикой, поверх которой был распылен слой смешанного в пропорции 1:1 порошка Ti-C толщиной до около 10 мм в качестве воспламеняющей среды для способствования воспламенению и дополнительный графитовый воспламенитель. Повторяли операции воспламенения и прессования согласно примеру 1. Продукт разрезали и отполировали для его использования в качестве резца металлорежущего станка.
Пример 5
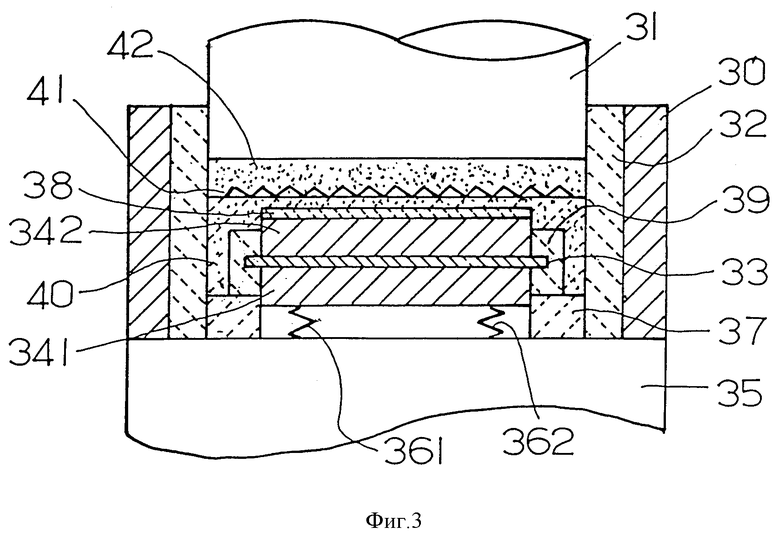
Использовали устройство пресс-формы, схематически изображенное на фиг. 3, содержащее кожух 30 с расточенным отверстием 100 мм в поперечнике, пуансон 31 и муллитовую гильзу, пригнанную с тугой посадкой внутри кожуха. С каждой стороны заготовки лезвия дисковой пилы 33 с диаметром 75 мм и толщиной 1 мм помещали стальные цилиндрические блоки 341, 342 для обеспечения излучения тепла из них и предотвращения деформации упомянутой заготовки лезвия во время СВС процесса. Сборку 33 с уложенным на верхнем блоке 342 теплоизолирующим керамическим листом 38, опирающуюся на расположенные снизу внутри керамического приемного конца 37 пружины 361, 362, помещали на рабочий стол 35. Упомянутая заготовка 33 была окружена кольцевой таблеткой 39 толщиной 3 мм и 5 мм в поперечнике, содержащая смешанный порошок 60Ti/10C/10Al/3TiH2/5W/5Cu/7Ni (в % вес.) для матрицы композиционного материала с примешанными 20% алмазных частиц с покрытием (в частности, алмазных частиц 120/150 мкм с покрытием слоя Mo толщиной 2 мкм). Пространство вокруг цилиндрической стенки таблетки 39 заполняли эквимолярной смесью порошков 40 из Ti и C в качестве химической печи. Остальное пространство заполняли формовочным песком 42, при этом у кромки смешанного порошка располагали нагреватель 41, прилегающий к последнему. Прессование начинали через примерно 1 секунду после завершения горения, при этом на таблетку оказывали воздействие давления около 100 МПа в течение 30 секунд. Продукт использовали в качестве лезвия для режущих керамических блоков.
Пример 6
Использовали алмазный порошок с покрытием из внутреннего и наружного слоев из Mo толщиной 2 мкм и Cu толщиной 1 мкм на основе 120/150 меш, и 15 объема.% этого порошка смешивали с металлическим порошком матричного состава 65Ti/23Co/12Al (в % вес.) и формовали в таблетку в виде усеченного конуса с диаметром верхнего основания 10 мм, диаметром нижнего основания 20 мм и толщиной 15 мм. Таблетку помещали в 40 мм отверстие в пресс-форме с примыканием к круглому стержню из SK стали диаметром 17,5 мм, окружали слоем смешанного в пропорции 1:1 порошка Ti/C толщиной приблизительно 5 мм для инициирования горения и заполняли формовочным песком после размещения воспламенителя. Пресс-форму помещали в герметичный контейнер, пространство внутри дегазировали и затем заполняли азотом; после этого путем воспламенения инициировали процесс. Прессование начинали через 4 секунды после воспламенения, при этом оказывали на таблетку давление 100 МПа в течение 20 секунд. Продукт представлял собой матрицу, содержащую функциональный слой, прочно соединенный с подложкой из стали SK, с каркасом, содержащим алмазные частицы, закрепленным в матрице из TiN, TiAl, TiCo и т.п., и использовался в качестве шарошки.
Пример 7
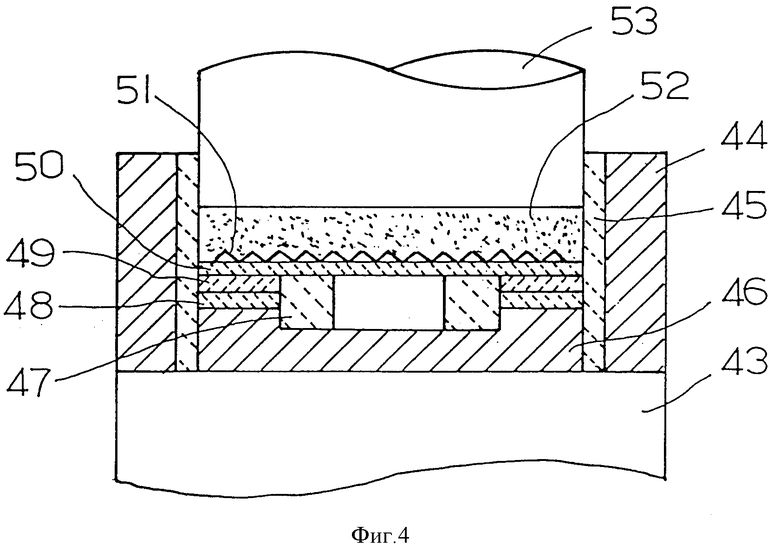
Для матричного состава использовали порошок менее 20 микрон Ni/Al, смешанный в пропорции 70:30 (в % вес.). Высокоабразивные частицы представляли собой алмазный порошок 6/8 мкм с покрытием из W толщиной 0,2 микрона. 20 объемн. % этих высокоабразивных частиц смешивали с матричным составом и формовали в первую таблетку с наружным диаметром 150 мм, внутренним диаметром 100 мм и толщиной 5 мм, тогда как чистый матричный состав без высокоабразивных частиц формовали во вторую таблетку с такими же внутренним и наружным диаметрами, но толщиной 8 мм. Для изготовления чашеобразного шлифовального круга с силуминовой болванкой типа 6А2 использовали устройство, изображенное на фиг. 4.
Шлифовальный круг изготовили в кожухе пресс-формы 44 с расточенным отверстием 155 мм, размещенном на рабочем столе 43. Во внутреннее пространство расточенного отверстия, облицованное керамическим листом 45. толщиной 2 мм для обеспечения теплоизоляции, помещали снизу вверх заготовку круга 46 и на одной оси с упомянутой гильзой 47 вторую таблетку 48 и первую таблетку с алмазными частицами 49. Затем помещали слой 50 толщиной 3 мм из смешанного в пропорции 1:1 (в молярном отношении) порошка Ti/C, размещали воспламенитель 51 и насыпали слой 52 формовочного песка толщиной 20 мм. Прессование осуществляли через 1 секунду после воспламенения, при этом поддерживали давление 50 МПа в течение 20 секунд.
Продукт, содержащий матрицу из NiAl, в которой прочно удерживаются алмазные частицы, распределенные в поверхностной зоне на глубину приблизительно до 3 мм, использовали в качестве притирочного шлифовального круга.
Пример 8
Для состава матрицы использовали смешанный порошок 60Ti/20B/20Ni (в % вес.). 20 объемн.% алмазных частиц с покрытием, при этом на алмазные частицы 40/60 мкм нанесен сплав W-Mo в пропорции 4:6 (в % вес.), смешивали с упомянутой смесью порошков для матрицы и формовали в круглую таблетку диаметром 50 мм и толщиной 10 мм. Подложкой была кольцевая медная пластина 50 мм в поперечнике и толщиной 10 мм, при этом между подложкой и таблеткой размещали никелевый лист толщиной 0,5 мм. Последующие операции проводились, как в примере 3 при соответствующем расположении материала и пресс-формы.
Продукт имел матрицу из TiB, TiB2 и TiNi, прочно удерживающую алмазные частицы и как целое хорошо соединенную с медной подложкой.
Пример 9
Готовили смесь порошков Ti, графита и Al в весовом соотношении 73:11:16, используя тот же набор материалов для матрицы, что и в примере 2. Этот порошок затем дополнительно смешивали с частицами кубического нитрида бора 80/100 мкм с нанесенным слоем Mo толщиной 2 мкм при объемном соотношении 1:1 и формовали в кольцевую таблетку диаметром 30 мм и толщиной 5 мм. Процесс спекания проводили в 50 мм отверстии пресс-формы, используя для подложки пластину из стали SK толщиной 3 мм, при этом между таблеткой и подложкой помещали никелевый лист толщиной 0,2 мм. Помещенную в пресс-форму такую таблетку окружали слоем толщиной 10 мм из смешанного в пропорции 1:1 порошка Ti/C в качестве состава химической печи. Прессование начинали в момент, когда температура у дна таблетки достигала 2000oC, при этом поддерживали давление 80 МПа в течение 30 секунд. Извлеченный продукт разрезали, обрабатывали на станке в режущие пластинки или резачки и использовали для шлифовки стальных изделий.
Пример 10
Смесь порошков Ti/Ni в весовом соотношении 35:65 формовали в первую цилиндрическую таблетку толщиной 10 мм и помещали в отверстие с внутренним диаметром 50 мм и длиной 50 мм чашеобразной медной пресс-формы 54 с периферийным примыканием к стенке, как схематически изображено на фиг. 5. Формовали еще две цилиндрические таблетки 561 и 562 из состава, включающего 40 объемн. % алмазных частиц 30/40 мкм, остальное смесь Т В в весовом соотношении 70: 30, одна из которых, а именно 561, была полой, имела наружный диаметр 30 мм и внутренний диаметр 15 мм и длину 40 мм, а вторая, а именно 562, была сплошной с наружным диаметром 30 мм и толщиной 10 мм. Затем этот комплект вторых таблеток 56 помещали с Примыканием по периферии внутри первой таблетки 55. Пространство внутри упомянутых вторых таблеток 56 заполняли составом химической печи 57 из Ti/C в соотношении 80:20, при этом соответствующим образом размещали графитовый нагреватель 58. После процесса для прессования использовали пуансон из окиси алюминия 59. Извлеченный продукт шлифовали по внутренней поверхности и использовали в качестве опытного сопла для водоструйной машины.
Пример 11
Заготовку спирального сверла диаметром 30 мм и длиной 60 мм с канавкой шириной 8 мм и глубиной 5 мм для формирования на месте кромки готовили из карбидного сплава 88 WC-12 Co. Лист Ta толщиной 0,1 мм обертывали вокруг упомянутой заготовки и устанавливали вертикально в трубе из окиси алюминия вдоль осевого отверстия 60 мм. Эту канавку заполняли смесью порошков Ti/B в весовом соотношении 70: 30, смешанной с 45 объемн.% алмазных частиц 30/40 мкм, при этом пространство, ограниченное танталовым листом и стенкой трубы из окиси алюминия, заполняли порошком Ti-C, смешанным в пропорции 80:20, в качестве состава химической печи.
У одного края смеси Ti С размещали графитовый нагреватель, и затем всю эту сборку помещали в сосуд высокого давления с внутренним диаметром 120 мм и высотой 180 мм, который дегазировали. Через 5 секунд после зажигания из цилиндрического источника, непосредственно соединенного с упомянутым сосудом, вводили азот и заполняли сосуд до давления 10 МПа.
Продукт с выемкой, образовавшейся в канавке, шлифовали на бесцентровом шлифовальном станке до наружного диаметра карбида 22,5 мм и таким образом образовывалась кромка.
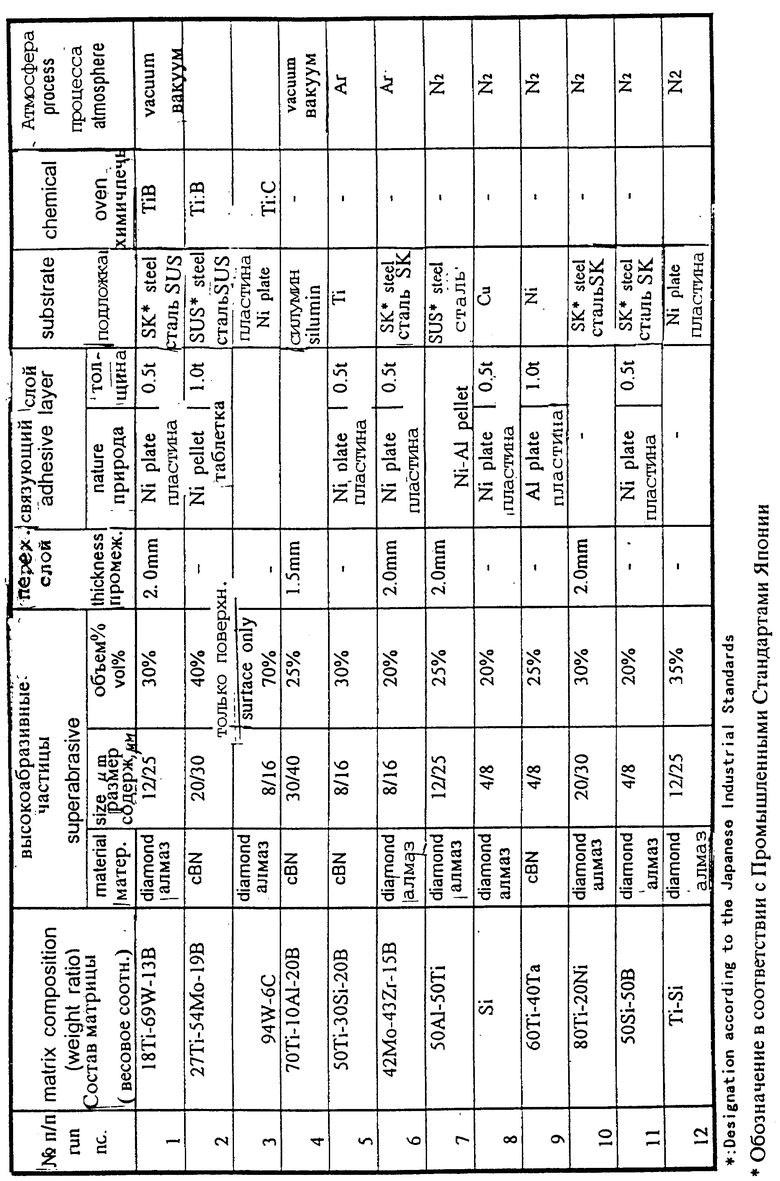
Пример 12
Готовили круглую пластину с поперечником 125 мм, используя материалы и условия, указанные в таблице 1 в конце описания номерами от 1 до 12, для использования в качестве износостойкого материала или заготовки режущего инструмента. В каждом случае использовали пресс-форму с внутренним диаметром 200 мм при толщине содержащего высокоабразивные частицы матричного слоя 5 мм и толщине подложки 100 мм. Размер порошков составлял 22 м для Ti, 7 м для С и менее 300 меш. для других порошков. Промежуточная зона относится к участку матрицы без высокоабразивных частиц. Толщина слоя химической печи постоянно составляла около 10 мм. Прессование было квазиизотропным, при этом такие условия обеспечивались формовочным песком, и начиналось через 5 секунд после воспламенения, при этом поддерживали давление 5 МПа в течение 30 секунд.
Промышленная применимость
Композиционный материал изобретения может использоваться в различных применениях в качестве планарного износостойкого материала, включая пластины скольжения, несущие детали и поверхностные пластины, или износостойкие детали в виде брусков, как например, сопла, насадки, облицовка гнутых труб и рабочей камеры пресс-формы, а также в качестве абразивных наконечников для различных типов режущих инструментов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗОСОДЕРЖАЩИЙ СЛОИСТЫЙ КОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2184644C2 |
| КОМПОЗИТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2146187C1 |
| ЭЛЕКТРОДНЫЙ СТЕРЖЕНЬ ДЛЯ ИСКРОВОЙ НАПЛАВКИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ, СОДЕРЖАЩЕГО СУПЕРАБРАЗИВ | 1998 |
|
RU2228824C2 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1991 |
|
SU1808183A3 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569293C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ АЛМАЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1992 |
|
RU2027790C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ИЗ АЛЮМИНИЕВОГО СПЛАВА (ЕГО ВАРИАНТ) И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2001 |
|
RU2202643C1 |
| МЕТАЛЛОМАТРИЧНЫЙ КОМПОЗИТ | 2000 |
|
RU2183687C1 |
| ПОДЛОЖКА ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ (CVD) АЛМАЗА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2577638C2 |
Изобретение предусматривает продукт из содержащего высокоабразивные частицы композиционного материала, изготовленный путем интенсивного нагрева в результате процесса самораспространяющегося высокотемпературного синтеза (СВС). Также предусматривается эффективный способ изготовления такого продукта. Упомянутый композиционный материал содержит подложку из профилированного металлического блока и функциональный слой из керамического материала, содержащего высокоабразивные частицы, соединенный с поверхностью подложки посредством и за счет образования расплавленным металлом промежуточного соединения, происходящего в течение СВC процесса. Изобретение обеспечивает изготовление материала с повышенной механической прочностью и термической стабильностью соединения металлической подложки с керамической частью, содержащей абразивные частицы. 2 с. и 19 з.п.ф-лы, 5 ил., 1 табл.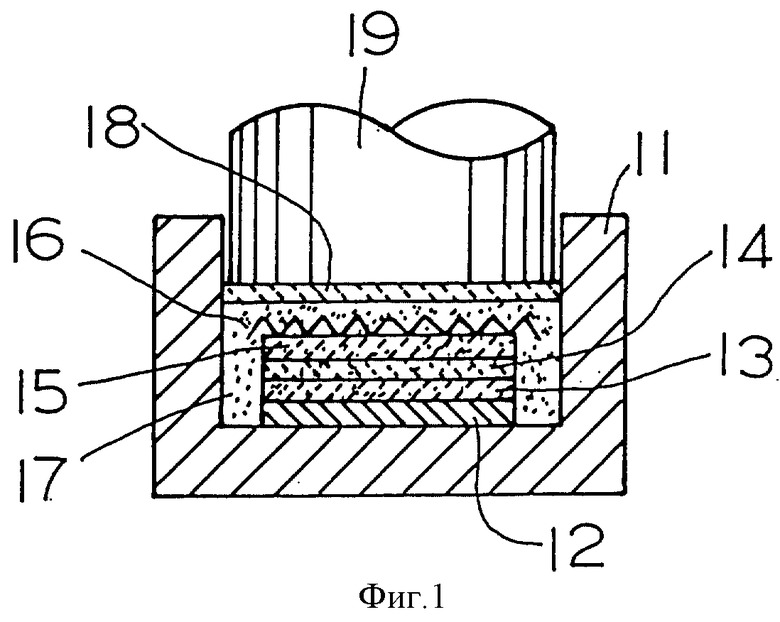
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU1785144C |
| "THE CHEMISTRY OF SNS", T.I.C., 1992 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 0 |
|
SU233851A1 |
| DE 3909088 С1, 30.08.90 | |||
| Способ выделения сахара из оттеков от второго годлумпового утфеля | 1935 |
|
SU46209A1 |
| ПРЕОБРАЗОВАТЕЛЬНАЯ УСТАНОВКА | 0 |
|
SU180243A1 |

