Изобретение относится к обработке металлов взрывом и может быть использовано для повышения твердости в поверхностном слое металла.
Впервые способ взрывного упрочнения высокомарганцевистой стали для изготовления сердечников стрелочных крестовин был запатентован в США в 1951 году (патент N 2703297, C21D 10/00, публ. 01.03.1955 г.). Аналогичные исследования, имеющие прикладное назначение, проводились с 1958 г. Институтом гидродинамики СО АН СССР. В большинстве разработок до настоящего времени используются контактные заряды пластических ВВ со скоростью детонации в пределах 7-8 км/с при плотности ~ 1,5 г/см3.
В настоящее время актуальной является задача упрочнения железнодорожных металлических крестовин, зубьев экскаватора (далее изделий) из стали Гатфильда (110Г13Л). Упрочнение взрывом является самым эффективным способом упрочнения крестовин из известных способов и значительно повышает износостойкость изделий, но применение данного способа ограничено, ввиду его специфики (применение взрывчатых материалов), а также отсутствия эффективного способа фиксации заряда взрывчатого вещества на обрабатываемой поверхности, что приводит к невысокой производительности работ по упрочнению, так как заряд к изделию крепят с помощью скотча, тесьмы и т.п.
Известен способ изготовления сварных рельсов по патенту РФ N 2099463, C21D 9/04, публ. 20.12.1997 г., в котором перед сваркой производят упрочнение поверхности катания каждого конца свариваемых рельсов скользящей детонационной волной с использованием листового заряда ВВ и образованием наибольшего упрочнения в зоне термического влияния сварного шва.
Известно устройство для упрочнения рельсов в районе сварного стыка по патенту РФ N 2102501, C21D 9/04, публ. 20.01.1998 г., в котором узел инициирования ориентирован относительно рельса с возможностью распространения детонационной волны в заряде ВВ параллельно обрабатываемой поверхности рельса. Заряд выполнен со скошенными боковыми поверхностями, при этом ширина заряда соответствует продольному размеру зоны термического влияния сварного шва. Данное устройство применимо только для упрочнения относительно коротких зон при глубине упрочнения не более 15 мм.
Устройство для упрочнения сердечников стрелочных крестовин Новосибирского стрелочного завода (Л.А. Смирнов, B.C. Силин "Конверсия", часть 1, ЦНИИНТИ КПК, 1993 г., с. 144-145) состоит из металлического предметного стола, на котором устанавливают крестовину, комплекта листовых зарядов ВВ толщиной 7,5-15 мм, узлов инициирования, прокладок из инертного материала. В соответствии со схемой расположения зарядов ВВ при упрочнении изделий упрочнение может производиться как одинарным, так и двойным нагружением, заряды устанавливаются в два-три слоя.
Наиболее близким к заявленному техническому решению является, раскрытое в способе повышения твердости металлов взрывом, устройство для упрочнения металлов (SU 1309404 A1, B21D 26/08. 15.05.1985 г.), известное устройство содержит детонатор и выполненный с возможностью установки на упрочняемой поверхности заряд ВВ, выполненным в виде верхнего слоя пластичного ВВ и нижнего более тонкого слоя.
Данное техническое решение обладает следующими недостатками:
- большой трудоемкостью формирования заряда на поверхности упрочняемого образца, что резко снижает производительность работ;
- не позволяет упрочнять вертикальные и отрицательные поверхности;
- не позволяет фиксировать заряды на обоих противоположных поверхностях изделия, что существенно может повысить их твердость при одновременной детонации зарядов.
Данные недостатки существенно уменьшают возможности эффективного упрочнения металлов энергией взрыва.
Предлагаемое устройство исключает недостатки аналогов.
Задачей, на решение которой направлено заявляемое изобретение, является упрочнение изделий со сложной поверхностью при высокой производительности работ.
Техническим результатом изобретения, предлагаемого для использования, является снижение трудоемкости процесса монтажа зарядов на поверхности изделия и увеличение твердости материала в поверхностном слое металла.
Предлагаемое устройство для упрочнения металлов энергией взрыва, характеризуется тем, что оно содержит два слоя: верхний - слой пластичного взрывчатого вещества, и нижний - более тонкий слой, представляющий собой смесь твердого сыпучего материала и клейкого связующего.
Сущность предложенного технического решения поясняется рисунками, где:
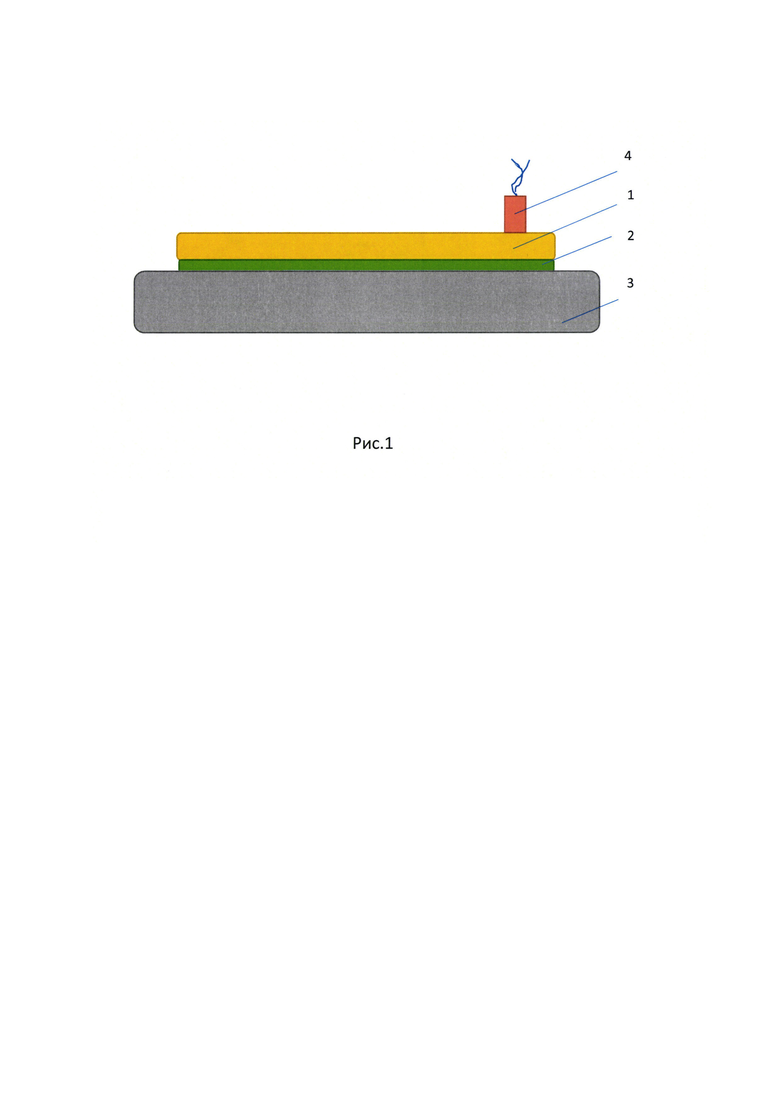
на рис. 1 изображено устройство для реализации упрочнения поверхности изделия;
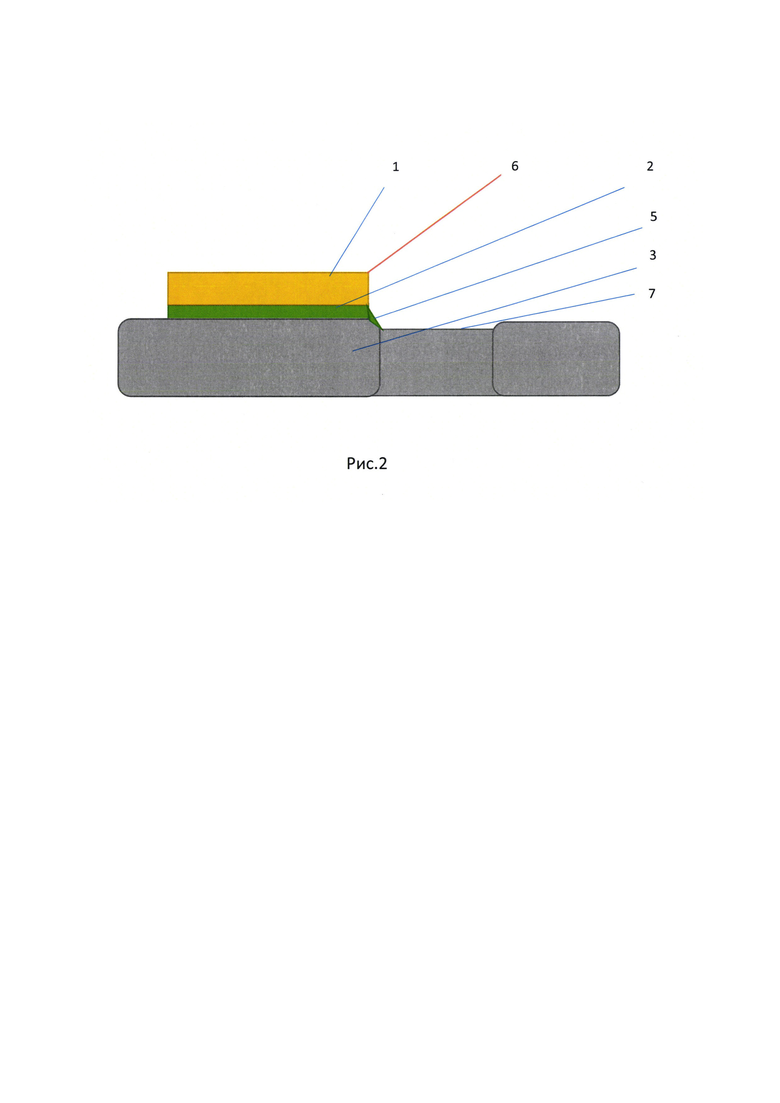
на рис. 2 - процесс деформации поверхности изделия.
Устройство содержит слой пластичного ВВ 1, слой 2, состоящий из смеси твердого сыпучего материала и клейкого связующего материала (рис. 1).
Устройство работает следующим образом (рис. 2). На упрочняемую поверхность металла 3, устанавливают устройство, состоящее из двух слоев: верхнего - слоя пластичного взрывчатого вещества 1 и нижнего, состоящего из смеси твердого сыпучего материала и клейкого связующего - слоя 2. С помощью детонатора 4 инициируют заряд взрывчатого вещества, при этом по заряду распространяется фронт детонации и распространяется ударная волна 6, а в слое 2 возникает волна напряжения, падающая на границу раздела слоя 2 и поверхности упрочняемого металла 3. Фронт ударной волны, проходя по поверхности слоя 2, сжимает его 5, тем самым повышая плотность слоя, которым и производится упрочнение поверхности металла 7. Волна напряжения при переходе в упрочняемую поверхность металла возрастает из-за разницы в удельных акустических сопротивлениях материалов слоя 2 и упрочняемой поверхности металла 3. При этом достигается большее значение упрочнения поверхности металла с применением слоя 2, чем при его отсутствии.
Выполненное таким образом устройство отличается от других применяемых устройств тем, что оно имеет двуслойную конструкцию и его изготавливают отдельно от места производства работ по упрочнению изделий. Сначала изготавливают нижний слой заряда, который формуется из смеси твердого сыпучего материала, например, песка или порошка металла и клейкого связующего (синтетический каучук, полиизобутилен, смолы), которые придают слою пластичные свойства. Пористый материал (микросферы, перлит, вермикулит и т.п.) может добавляться для образования включений воздуха или другого газа в нижнем слое, в котором газ обеспечивает дополнительную возможность сжатия твердого сыпучего материала. Образование пор (включений газа) можно также обеспечить путем введения пузырьков воздуха в связующее при его смешении с сыпучим материалом или химическим способом, дополнительно вводя в состав слоя вещества, способные реагировать с друг другом с образованием газов, например известняк и уксусная кислота, сода и лимонная кислота, аммиачная селитра и нитрит натрия и т.п. Далее изготавливают верхний слой из взрывчатого материала, например, пластита, который потом совмещают с нижним слоем, причем за счет клейкого связующего, слой взрывчатого материала прочно удерживается на его поверхности, образуя единую конструкцию. Клейкое связующее нижнего слоя позволяет устанавливать данное устройство на поверхность металла, в том числе на вертикальные поверхности и поверхности, находящиеся под отрицательным углом, а также на сложные поверхности, например, на внутреннюю и\или наружную поверхность колеса, тора, желоба.
Таким образом, данная конструкция устройства обеспечивает решение нескольких задач:
- дополнительное упрочнение на большую глубину металла за счет введения твердого порошкообразного материала в нижний слой и обеспечения возможности сжатия слоя за счет введения в слой пористых компонентов;
- возможность фиксации заряда на поверхности изделия за счет клейкого связующего;
- повышение производительности работ при монтаже устройства за счет ненужности применения удерживающих приспособлений и отсутствия необходимости в подготовительных работах по нанесению на образец упрочняемого металла защитного слоя из прокладок инертного материала.
Аналогов, имеющих совокупность признаков сходную с заявляемым решением, не обнаружено. Следовательно, можно считать, что заявляемое устройство является новым и обладает достаточным изобретательским уровнем.
Каждый из указанных существенных признаков необходим, а совокупность является достаточной для достижения новизны качества, нового сверх эффекта, а не суммы эффектов, не присущего признакам в их разобщенности.
Данное изобретение может быть реализовано с применением при его изготовлении доступных материалов.
Устройство позволяет значительно повысить производительность работ по упрочнению изделий из металла подвергающихся в процессе эксплуатации интенсивным ударным и истирающим нагрузкам, например, железнодорожных крестовин, потому что, монтаж устройства производится без каких-либо удерживающих устройств, так как оно удерживается на поверхности металла за счет клейких свойств связующего подложки. Применение пластичного взрывчатого вещества без подложки приводит к размыву поверхностного слоя металла образца.
Таким образом, вышеуказанные сведения о заявленном изобретении, охарактеризованные в формуле, свидетельствуют о возможности их осуществления с помощью описанного в заявке устройства, что соответствует условию промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2281984C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ СЕРДЕЧНИКОВ СТРЕЛОЧНЫХ КРЕСТОВИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2159292C1 |
| УСТРОЙСТВО УПРОЧНЕНИЯ РЕЛЬСА В РАЙОНЕ СВАРНОГО СТЫКА | 1995 |
|
RU2102501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 1989 |
|
SU1600101A1 |
| ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 1996 |
|
RU2105746C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ ЭНЕРГИЕЙ ВЗРЫВА | 1989 |
|
RU1662058C |
| СПОСОБ ВЗРЫВНОГО РАЗРЕЗАНИЯ ТВЕРДЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119398C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ФОРМОЙ ФРОНТА ДЕТОНАЦИОННОЙ ВОЛНЫ | 2013 |
|
RU2554711C2 |
| СОТОВЫЙ ЗАРЯД ИЗ ЛИСТОВОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 2014 |
|
RU2560176C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для упрочнения взрывом в поверхностном слое металла. На упрочняемую поверхность изделия устанавливают устройство, содержащее соединенный с детонатором заряд взрывчатого вещества в виде верхнего слоя пластичного взрывчатого вещества и более тонкого нижнего слоя из смеси твердого сыпучего материала и клейкого связующего. Расширяются технологические возможности устройства за счет возможности его фиксации на поверхности изделия и упрочнения металла изделия на значительную глубину в местах со сложным рельефом поверхности. 4 з.п. ф-лы, 2 ил.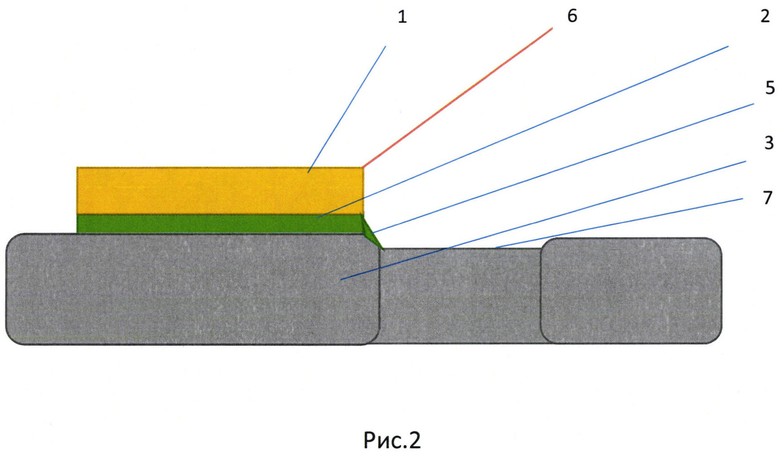
1. Устройство для упрочнения металлов энергией взрыва, содержащее детонатор и заряд взрывчатого вещества в виде верхнего слоя из взрывчатого вещества и нижнего более тонкого слоя, отличающееся тем, что нижний более тонкий слой выполнен из смеси твердого сыпучего материала и клейкого связующего, обеспечивающего возможность его соединения со слоем взрывчатого вещества и фиксации заряда на упрочняемой поверхности металла.
2. Устройство по п. 1, отличающееся тем, что в качестве твердого сыпучего материала нижнего слоя используется песок или порошок металла.
3. Устройство по п. 1, отличающееся тем, что в твердый сыпучий слой с клейким связующим дополнительно введен пористый материал.
4. Устройство по п. 1, отличающееся тем, что в твердый сыпучий слой с клейким связующим дополнительно введены пузырьки воздуха.
5. Устройство по п. 1, отличающееся тем, что в твердый сыпучий слой с клейким связующим добавлены реагенты, способствующие образованию пузырьков газа.
| SU 1309404 A1, 15.05.1985 | |||
| УСТРОЙСТВО УПРОЧНЕНИЯ РЕЛЬСА В РАЙОНЕ СВАРНОГО СТЫКА | 1995 |
|
RU2102501C1 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛОВ ЭНЕРГИЕЙ ВЗРЫВА | 1989 |
|
RU1662058C |
| US 3566648 A, 02.03.1971. | |||

