Изобретение относится к обработке металлов давлением взрыва заряда взрывчатых веществ и может быть использовано для упрочнения рабочих поверхностей катания сердечников стрелочных крестовин.
Впервые способ взрывного упрочнения высокомарганцeвистой стали для изготовления сердечников стрелочных крестовин был запатентован в США в 1951 году (N 2703297). Аналогичные исследования, имеющие прикладное назначение, проводились с 1958 г. Институтом гидродинамики СО АН СССР. В большинстве разработок до настоящего времени используются контактные заряды пластических ВВ со скоростью детонации в пределах 7-8 км/с при плотности ~ 1,5 г/см3.
Известен способ изготовления сварных рельсов по патенту РФ N 2099463, C 21 D 9/04, 18.07.95, в котором перед сваркой производят упрочнение поверхности катания каждого конца свариваемых рельсов скользящей детонационной волной с использованием листового заряда ВВ и образованием наибольшего упрочнения в зоне термического влияния сварного шва.
Известно устройство для упрочнения рельсов в районе сварного стыка по патенту РФ N 2102501, C 21 D 9/04, 29.08.95, в котором узел инициирования ориентирован относительно рельса с возможностью распространения детонационной волны в заряде ВВ параллельно обрабатываемой поверхности рельса. Заряд выполнен со скошенными боковыми поверхностями, при этом ширина заряда соответствует продольному размеру зоны термического влияния сварного шва.
Данное устройство применимо только для упрочнения относительно коротких зон при глубине упрочнения не более 15 мм.
Наиболее близким по технологической сущности и достигаемому результату является устройство, используемое Новосибирским стрелочным заводом, для упрочнения сердечников стрелочных крестовин (см. Л.А. Смирнов, В.С. Силин "Конверсия", часть 1, ЦНИИНТИ КПК, 1993 г., с. 144-145). Устройство состоит из металлического предметного стола, на котором устанавливают крестовину, комплекта листовых зарядов ВВ толщиной 7,5-15 мм, узлов инициирования, прокладок из инертного материала. В соответствии со схемой расположения зарядов ВВ при упрочнении сердечников упрочнение может производиться как одинарным, так и двойным нагружением, заряды устанавливаются в два-три слоя.
Признаки прототипа, общие с заявляемым техническим решением:
- упрочнение производится зарядами листового эластического ВВ, установленными в местах наибольшего износа сердечника крестовины;
- наличие узлов инициирования;
- наличие инертных прокладок из материала с акустической жесткостью, меньшей, чем у материала сердечника, установленных между зарядами и поверхностью сердечника;
- наличие металлического предметного стола.
Указанный прототип обладает рядом недостатков:
- для упрочнения сердечника на глубину 30 мм согласно прототипу толщина заряда должна быть не менее 7,5-15 мм при весе ~ 1,8 кг, применение заряда с подобными характеристиками по толщине и весу приводит к значительному изгибу сердечника (до 5,5-10,0 мм) и значительным (до 1,5-2,5 мм) пластическим деформациям поверхности сердечника;
- для устранения вышеуказанного недостатка в технологический процесс упрочнения дополнительно введены операция предварительного отрицательного изгиба на 25 мм; фрезерование и холодная правка сердечника после взрывной обработки;
- под дополнительную операцию фрезерования предусмотрен соответственно припуск на наклеп в пределах 1,5-2,4 мм, в результате обработки снимается наиболее упрочненный слой металла, кроме того, в сравнении с чистовой фрезеровкой неупрочненного сердечника данная операция сопровождается интенсивным износом инструмента.
Технический результат, на достижение которого направлено изобретение, заключается в снижении трудоемкости процесса упрочнения рабочих поверхностей сердечника и повышении качества.
Указанный технический результат достигается за счет того, что в известном способе упрочнения рабочих поверхностей сердечников стрелочных крестовин, включающем установку сердечников, последовательное размещение на рабочей поверхности сердечника прокладок из инертного материала, зарядов листового взрывчатого вещества и инициирование взрывчатого вещества, сердечник устанавливают на металлическую подставку, совмещая центр подставки с центром тяжести сердечника, при этом длину подставки выбирают равной одной третьей длины заряда взрывчатого вещества, а инициирование взрывчатого вещества с получением дeтонационной волны ведут таким образом, что поверхность фронта детонационной волны составляет с рабочей поверхностью сердечника угол 50-70o.
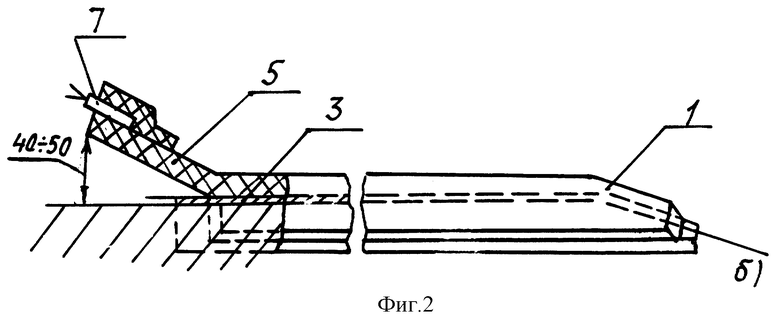
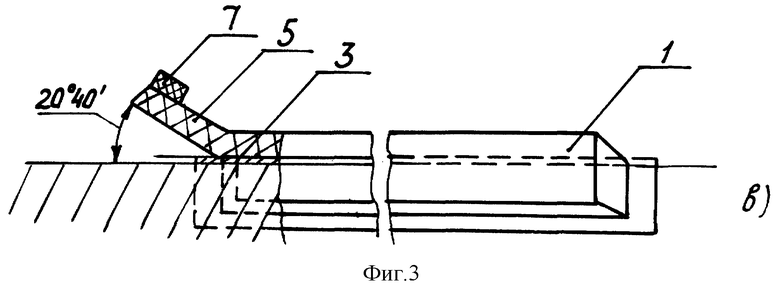
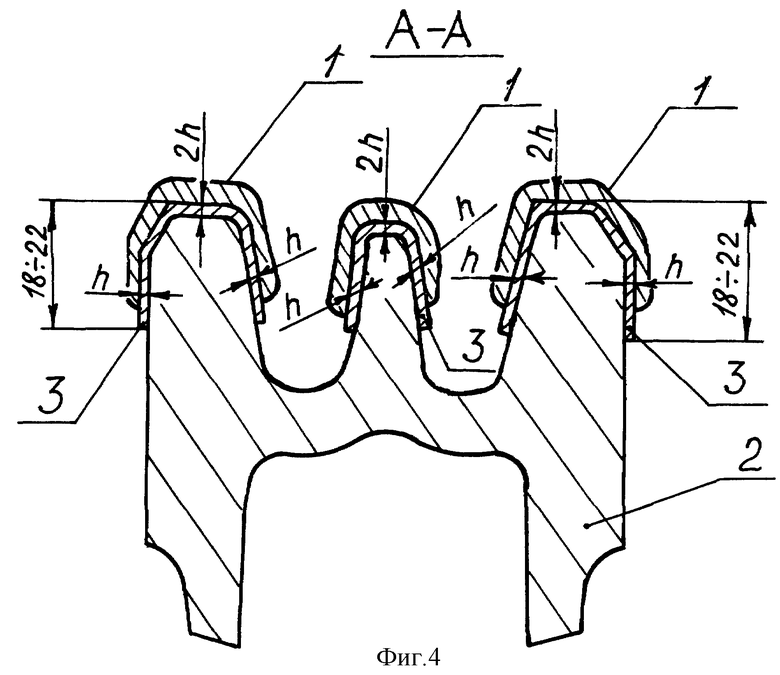
В известном устройстве для упрочнения рабочих поверхностей сердечников стрелочных крестовин, содержащем металлическую подставку для установки сердечника, расположенные на рабочей поверхности сердечника заряды взрывчатого вещества, узлы инициирования, размещенные на концах зарядов со стороны переднего торца сердечника, прокладки из инертного материала, заряды листового ВВ выполнены толщиной 3-6 мм, концы которых имеют скосы, а передний торец каждого заряда выполнен отогнутым, прокладки выполнены П-образной формы с толщиной боковых элементов 0,15-0,3 мм и верхнего элемента 0,3-0,6 мм, при этом отогнутый торец заряда расположен под углом 20-40o и на высоте 40-50 мм от рабочей поверхности сердечника, а узлы инициирования размещены на отогнутых торцах.
Сущность предложенного технического решения поясняется чертежами, где изображено устройство для реализации способа упрочнения сердечников стрелочных крестовин: на фиг. 1 - вид сверху; на фиг. 2 - острие сердечника; на фиг. 3 - усовая часть сердечника; на фиг. 4 - устройство для упрочнения сердечников стрелочных крестовин в сечении по плоскости А-А; на фиг. 5 - линии одинаковой твердости по сечению усовика при упрочнении П-образным зарядом без прокладки (кривая 1) с профилированной прокладкой (кривая 2).
Вышеупомянутое устройство состоит из трех П-образных зарядов 1, сердечника 2, профилированных инертных прокладок 3, расположенных между зарядами и сердечником, металлической подставки 4, на которую установлен сердечник, узлов инициирования 5, дополнительного заряда 6, детонатора 7.
Пример конкретного выполнения способа приведен ниже совместно с описанием работы устройства.
Основным преимуществом изобретения является снижение трудоемкости упрочнения рабочих поверхностей сердечника при одновременном повышении качества и износостойкости упрочняемой поверхности сердечника стрелочной крестовины.
Устройство для взрывного упрочнения поверхностей катания сердечников стрелочных крестовин состоит из трех П-образных зарядов 1 и из листового ВВ толщиной 3-6 мм со скошенными по периметру краями. Заряды устанавливаются на горизонтальную поверхность острия сердечника 2 и изнашиваемую часть усовиков. Между зарядами и сердечником располагаются профилированные инертные прокладки 3. Для выравнивания профиля твердости внутри сердечника и равномерности его износа прокладки выполнены различной толщины h, боковые элементы h = 0,15-0,3 мм, толщина верхнего элемента 2h = 0,3-0,6 мм, при этом их линейные размеры на 2-4 мм больше линейных размеров зарядов.
Сердечник 2 устанавливается на металлическую подставку 4 с таким расчетом, чтобы центр тяжести сердечника совпал с центром подставки 4. Узлы инициирования 5 отведены от поверхности сердечника на высоту 40-50 мм и размещены на поверхности концов зарядов 1 со стороны его переднего торца под углом 20-40o к поверхности сердечника. Кроме того, устройство снабжено дополнительным зарядом 6 для передачи детонационной волны на усовики и детонатором 7.
Предлагаемое устройство работает следующим образом. После установки заряды подрываются детонатором 7. На усовики детонационная волна передается с помощью дополнительных зарядов 6, выполненных из того же листового ВВ, что и заряды 1. После подрыва в зарядах распространяется детонационная волна, возбуждающая в металле косую ударную волну сложной конфигурации. Это приводит к формированию на наиболее изнашиваемых участка сердечника упрочненного П-образного профиля с внутренними уступами (фиг. 5, кривая 1). Увеличение твердости поверхности катания приводит к увеличению стойкости крестовины к истиранию. Кроме того, формирование на усовиках и острие сердечника П-образного профиля упрочнения придает сердечнику дополнительную жесткость и уменьшает его износ. Степень упрочнения сердечника зависит от амплитуды ударной волны и может быть увеличена поворотом детонационной волны. С использованием профилированной прокладки в глубине упрочняемых частей сердечника формируется более равномерный П-образный профиль (фиг. 5, кривая 2). Для уменьшения пластических наплывов (вмятин от зарядов) линейные размеры прокладки на 2-4 мм превышают линейные размеры зарядов. Использование металлической подставки определенного размера, а также установка сердечника с совмещением его центра тяжести с центром подставки создает благоприятное распределение напряжений и способствует уменьшению изгиба сердечника в результате взрывного упрочнения.
Использование предлагаемых технических решений позволяет следующее:
- за счет применения зарядов П-образной формы уменьшить высоту верхнего слоя и общую массу ВВ и, не снижая глубины упрочнения (30 мм), значительно снизить пластические деформации металла с 1,5-2,5 мм до 0,25-0,35 мм и уменьшить прогиб сердечника с 5-10 мм до 1-2 мм;
- за счет применения П-образных зарядов толщиной 3-6 мм и высотой нависания 18-22 мм на наиболее изнашиваемых участках сердечника формируются твердые П-образные профили с внутренними уступами (фиг. 5, кривые 1, 2), которые придают сердечнику дополнительную жесткость и исключают износ, обусловленный течением металла при прохождении подвижного состава;
- за счет размещения узлов инициирования на высоте 40-50 мм от поверхности сердечника снизить местные пластические деформации с 0,5 до 0,2 мм;
- за счет размещения узлов инициирования на плоскости концов зарядов, расположенных под углом 20-40o к поверхности сердечника, позволяет сформировать угол наклона детонационного фронта 50-70o, что обеспечивает увеличение степени упрочнения на 10-15%;
- за счет использования профилированной прокладки из инертного материала добиться формирования равномерного П-образного профиля в глубине упрочняемых элементов, что в дальнейшем обеспечит равномерный износ сердечника и снятие внутренних напряжений;
- за счет увеличения линейных размеров прокладок на 2-4 мм по сравнению с линейными размерами зарядов уменьшить пластические наплывы (следы от зарядов) с 0,5 до 0,2 мм;
- за счет совокупного использования зарядов П-образной формы с заявленными размерами, размещения узлов инициирования на высоте 40-50 мм от поверхности сердечника и увеличения линейных размеров прокладок максимальные пластические деформации вдоль всей поверхности сердечника крестовины не превышают 0,35 мм, что позволяет исключить из технологического процесса окончательную фрезеровку сердечника;
- за счет совокупного использования заряда П-образной формы, металлической подставки длиной, равной одной третьей длины зарядов 1, и размещения сердечника, совмещая его центр тяжести с центром подставки, максимальный прогиб сердечника после упрочнения не превышает 2 мм, что позволяет исключать из технологического процесса операции предварительного отрицательного изгиба и холодной правки сердечника после упрочнения.
Примером конкретного использования может служить упрочнение, которое проводилось П-образными зарядами толщиной 5 мм с длиной боковых элементов 20 мм. В качестве ВВ использовался "Сейсмопласт-2" (ТУ 84-1144-87). В качестве прокладки использовался лавсан. Толщина прокладки боковых элементов 0,2 мм, верхнего - 0,4 мм. Сердечник устанавливался на стальной подставке длиной 400 мм с совмещением его центра тяжести с центром подставки. Общая масса зарядов 1,55 кг. Узлы инициирования располагались на поверхности зарядов 1 на высоте 30 мм от упрочняемой поверхности сердечника и под углом 35o к ней. Упрочнение позволило повысить твердость поверхности катания с НВ = 328 ед. до НВ = 403 ед. При этом максимальные пластические деформации составили 0,25 мм, а изгиб сердечника не превысил 1,4 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2281984C1 |
| Устройство для упрочнения металлов энергией взрыва | 2019 |
|
RU2741578C2 |
| УСТРОЙСТВО УПРОЧНЕНИЯ РЕЛЬСА В РАЙОНЕ СВАРНОГО СТЫКА | 1995 |
|
RU2102501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ РЕЛЬСОВ | 1995 |
|
RU2099463C1 |
| ОСКОЛОЧНЫЙ СНАРЯД | 1997 |
|
RU2118790C1 |
| ЗЕНИТНАЯ УПРАВЛЯЕМАЯ РАКЕТА | 2002 |
|
RU2222770C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД | 1996 |
|
RU2104465C1 |
| ЭЛЕМЕНТ ДИНАМИЧЕСКОЙ ЗАЩИТЫ (ВАРИАНТЫ) | 2004 |
|
RU2274818C1 |
| СОТОВЫЙ ЗАРЯД ИЗ ЛИСТОВОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 2014 |
|
RU2560176C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВЗРЫВНОЙ ВОЛНЫ | 2002 |
|
RU2226254C2 |

Изобретение относится к обработке металлов давлением взрыва заряда взрывчатых веществ и может быть использовано для упрочнения рабочих поверхностей катания сердечников стрелочных крестовин. Техническим результатом изобретения является снижение трудоемкости процесса упрочнения рабочих поверхностей сердечника и повышение качества. Сущность изобретения: на поверхность катания упрочняемого сердечника стрелочной крестовины последовательно размещают профилированные прокладки из инертного материала, листовые П-образные заряды ВВ с высотой боковых элементов 18-22 мм, а на отогнутых концах зарядов располагают узлы инициирования. Сердечник устанавливают на металлическую подставку с длиной, равной одной третьей длины зарядов, при этом центр тяжести сердечника совмещают с центром подставки, а упрочнение производят детонационной волной, поверхность фронта которой составляет с рабочей поверхностью упрочняемого сердечника угол 50-70o. 2 c.п. ф-лы, 5 ил.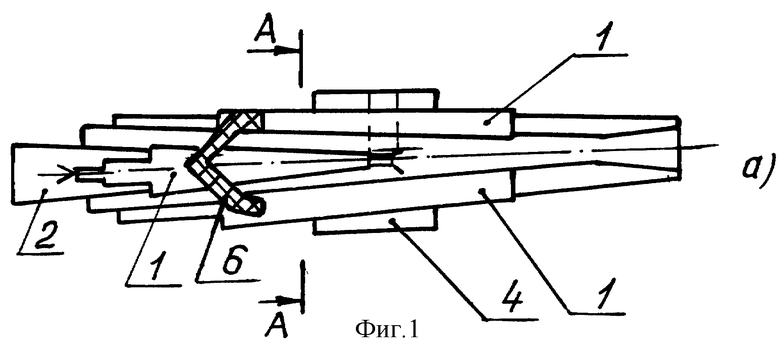
| СМИРНОВ Л.А., СИЛИН В.С., КОНВЕРСИЯ, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: ЦНИИНТИ и ПКК, 1993, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| СПОСОБ УПРОЧНЕНИЯ ЛИТОЙ ЧАСТИ ЖЕЛЕЗНОДОРОЖНЫХ КРЕСТОВИН | 1991 |
|
RU2007478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ РЕЛЬСОВ | 1995 |
|
RU2099463C1 |
| УСТРОЙСТВО УПРОЧНЕНИЯ РЕЛЬСА В РАЙОНЕ СВАРНОГО СТЫКА | 1995 |
|
RU2102501C1 |

