Настоящее изобретение относится к области гнутого многослойного остекления, в частности, для применения в области автомобилестроения, где желательно встраивать компоненты в промежуточный лист адгезива (такого как поливинилбутираль, PVB), который проложен между двумя стеклянными листами.
В настоящее время изготовителями стекла считается очень сложным введение компонентов, имеющих значительную толщину и значительную площадь, а именно, толщину обычно больше 0,2 мм и поперечные размеры больше 5 мм.
В частности, такой компонент, если его поместить непосредственно между двумя стеклянными листами, будет создавать дополнительный объем. Кроме того, известно, что в процессе сборки и автоклавирования PVB с трудом течет на расстояния более нескольких миллиметров. Кроме того, дополнительный объем, занимаемый компонентом, приведет к локальному утолщению стекла и к деформации внутреннего и наружного стеклянных листов изделия. Соответственно, могут возникнуть различные нежелательные явления:
- чрезмерная деформация обоих стеклянных листов может создать чрезмерно высокие локальные растягивающее напряжения и привести к поломке одного из них;
- вокруг компонента, вставленного в остекление, может произойти образование пузырей из-за низкого локального давления в PVB; это низкое давление является следствием деформации остекления из-за объема компонента и из-за свободного объема вокруг него, этот объем заполняется лишь частично из-за недостаточного течения PVB во время операций сборки и автоклавирования; отсутствие материала PVB или его низкое парциальное давление в материале способствует образованию пузырей вследствие улетучивания маленьких молекул, присутствующих в PVB;
- оптическое качество при пропускании может существенно ухудшиться; в частности, когда достигается достаточное течение PVB (или, что эквивалентно, если объем компонента достаточно мал), поломки и образования пузырей не происходит, однако локально избыточная толщина компонента сохраняется, что приводит к локальной деформации наружной и внутренней сторон остекления; поэтому образуется преломляющая оптическая граница раздела, что указывает на существенное оптическое искажение, очень нежелательное для пассажиров транспортного средства;
- наконец, локально избыточная толщина может также привести к ухудшению оптического качества остекления при отражении; этот критерий, зависящий от положения деформации в стекле и от положения наблюдателя, довольно легко идентифицируется.
Существует много примеров компонентов, подходящих для вставки в многослойное остекление автомашин. В качестве иллюстрации можно назвать два из них.
Первый компонент представляет собой набор из трех диодов (например, набор из одного красного, одного оранжевого и одного синего диода), которые вставляются под трафаретную печать на нижней полосе остекления. Выполняемые функции, которые можно предусмотреть для этих диодов, состоят в том, чтобы включаться в зависимости от различных условий вождения. Трафаретная печать содержит три отверстия в форме диска для облегчения прохождения света, испскаемого диодами. Диоды и их электронная схема управления находятся на тонкой гибкой печатной плате (flexible printed circuit, FPC). Диоды, их электронная схема управления и FPC соединены с плоским кабелем, снабженным на конце разъемом. Система, состоящая из FPC и плоского кабеля, скрыта от глаза водителя слоем эмали, нанесенном на сторону IV остекления (согласно договоренности, сторона IV является, как известно, стороной, например, лобового стекла, которая находится в контакте с салоном транспортного средства, тогда как сторона I является стороной, контактирующей с наружной атмосферой, а стороны II и III являются внутренними сторонами многослойного стекла, пронумерованными последовательно). Система, состоящая из диодов, FPC и плоского кабеля, спрятана от глаз внешнего наблюдателя слоем эмали, нанесенным на сторону II остекления.
Второй компонент представляет собой относительно толстый экранированный кабель, который позволяет соединить видеокамеру, находящуюся внутри салона за зеркалом заднего вида, с ее процессором, находящимся в другом месте салона транспортного средства. Более точно, кабель пролегает внутри многослойного издлия и проходит через отверстие, просверленное во внутреннем стекле окна. Кабель снабжен разъемом для облегчения его подсоединения при сборке транспортного средства. Как и в случае диодов, кабель скрыт от пассажиров транспортного средства эмалью, нанесенной на сторону IV, и от глаза внешнего наблюдателя эмалью, нанесенной на сторону II. Продукт этого типа описан в документах WO2014057224 (A1) и US2015283797 (A1).
Компоненты обычно изготавливают как можно более тонкими, чтобы ограничить влияние объема, образуемого локально системой PVB+компонент. Так, например, в документе US2015283797 (A1) описывается изделие, содержащее проводник, утопленный в PVB; упоминается, соответственно, что 1) проводник имеет форму ленты, содержащей несколько проводов, что 2) эта лента имеет толщину от 0,05 мм до 1 мм, и что 3) этот проводник предпочтительно имеет толщину от 0,08 мм до 0,5 мм.
Компоненты толщиной больше, чем примерно 0,2 мм, обычно не используют для сборки.
В случае более толстых компонентов один известный способ состоит в том, чтобы сделать несколько вырезов в листах PVB разной толщины, чтобы получить систему "PVB+компонент", которая обеспечивает относительно постоянную толщину остекления на всей его площади.
Одна сложность связана с тем, что примыкание разных кусков листов PVB должно быть точным и без зазора, потому что в противном случае после автоклавирования могут появиться маленькие пузырьки (из-за локального отсутствия материала).
Две другие проблемы связаны с тем, что такая сборка задействует по существу два листа PVB, поэтому: 1) стоимость выше, и 2) из-за того, что удваивается число поверхностей раздела, вероятность появления визуальных дефектов из-за захваченных пыли или волокон удваивается, что является серьезной проблемой для изделий с высокой добавленной стоимостью.
Как указывалось выше, именно неспособность PVB течь на большие расстояния ответственна за большинство отрицательных последствий введения толстого компонента в толщь многослойного остекления.
Иногда используют другие промежуточные слои, такие, как промежуточные слои этиленвинилакрилата (EVA) или полиуретана (PU), которые имеют лучшие реологические свойства, но недостатком которых является несоответствие автомобильным стандартам или же высокая стоимость.
Как указывалось выше, основными недостатками ламинирования компонентов для получения многослойного остекления являются:
- поломка одного из двух стеклянных листов после их чрезмерной деформации;
- образование пузырей вокруг компонента, вставленного в остекление, из-за локально низкого давления в PVB как результат недостаточной текучести полимера на стадиях сборки и автоклавирования;
- сильное ухудшение оптического качества при пропускании вокруг компонента из-за деформации двух стеклянных листов вблизи компонента; и
- снижение оптического качества остекления при отражении вблизи компонента.
Поэтому, чтобы получить конкурентоспособные продукты, выбор компонентов обычно ограничивают компонентами малой толщины, как например, в случае плоского кабеля согласно патенту US2015283797 (A1).
Наконец, способ сборки компонентов малой толщины обязательно влечет резку и сборку листов разной толщины, в целях получения системы "промежуточный слой PVB+компонент" относительно постоянной толщины. Эти операции резки и укладки наложением сложны в управлении и плохо подходят для промышленных изделий. Результатом является много нарушений качества.
Теперь же стало возможным устранить эти недостатки благодаря настоящему изобретению, одним объектом которого является, соответственно, способ сборки многослойного остекления, содержащего закладной компонент, отличающийся тем, что он включает операции, состоящие в следующем:
- подготовка основного листа адгезионной вставки путем предварительного вырезания в нем окошка, предназначенного для размещения закладного компонента;
- приготовление первого отдельного стеклянного листа;
- размещение адгезионного листа с вырезом на первом стеклянном листе и центрирование адгезионного листа по отношению к указанному стеклянному листу;
- размещение закладного компонента внутри окошка, вырезанного в листе адгезива, или, наоборот, сначала размещение закладного компонента, а затем листа адгезива с вырезом на первом стеклянном листе;
- точечное соединение закладного компонента и листа адгезива с вырезом с первым стеклянным листом вблизи окошка, чтобы боковые стенки a) окошка, вырезанного в листе адгезива, и b) закладного компонента оставались соприкасающимися, т.е., находились в хорошем контакте друг с другом;
- размещение второго отдельного стеклянного листа на сборке, состоящей из первого стеклянного листа, листа адгезива и закладного компонента, причем два последних закреплены точечным соединением с первым стеклянным листом;
- факультативно, точечное соединение полученной сборки, чтобы ее различные элементы оставались надежно закрепленными друг с другом в остальной части процесса;
- удаление избытка адгезива вокруг остекления, например, путем обрезки ножом, если эта операция не выполнялась во время предварительного вырезания окошка в листе адгезива; и
- сборка многослойного остекления обычным способом, применяя подходящие температуры и давления.
Термин "закладной" означает в настоящем документе "покрытый", "инкапсулированный" или "утопленный", без уточнения метода, использованного для получения закладного компонента. Некоторые методы упоминаются ниже.
В соответствии с предпочтительными признаками способа по изобретению:
- остекление является изогнутым, и первый стеклянный лист является внутренним листом, и его выпуклая поверхность обращена вверх, а второй стеклянный лист является наружным листом;
- остекление является изогнутым, и первый стеклянный лист является наружным листом, и его вогнутая поверхность обращена вверх, а второй стеклянный лист является внутренним листом;
- закладной компонент получен путем прессования компонента между двумя листами адгезионной вставки в пресс-форме, оборудованной нагревательными средствами;
- закладной компонент получен путем экструзии первого листа адгезионной вставки, помещения на него компонента и экструзии второго листа адгезионной вставки на компонент;
- закладной компонент получен способом заливки под давлением адгезионной вставки вокруг компонента;
причем каждый из этих трех способов прессования, экструзии и заливки под давлением может применяться самостоятельно или в любой комбинации с одним или двумя другими способами;
- основной лист адгезионной вставки и покрытие закладного компонента включают звукоизолирующую ламинирующую вставку; последняя содержит более мягкий центральный слой с повышенным содержанием пластификатора или по меньшей мере чередование относительно мягких и относительно твердых слоев, что обеспечивает звукоизоляцию;
- вся или часть площади основного листа адгезионной вставки и покрытие закладного компонента являются окрашенными.
Другими объектами изобретения являются:
- многослойное остекление, содержащее закладной компонент, полученный вышеописанным способом, отличающееся тем, что компонент представляет собой набор диодов и их электронную схему управления, которые установлены на тонкую гибкую печатную плату (FPC) и соединены с ленточным кабелем, снабженным на конце разъемом; в этом случае многослойное остекление предпочтительно содержит два стеклянных листа, причем система, состоящая из гибкой печатной платы и плоского кабеля, скрыта с внутренней стороны остекления слоем эмали, нанесенным на сторону IV окна и имеющим отверстия напротив каждого диода для пропускания излученного ими света, и система, состоящая из диодов, гибкой печатной платы и плоского кабеля, скрыта с наружной стороны остекления слоем эмали, нанесенным на сторону II окна;
- многослойное остекление, содержащее закладной компонент, полученный описанным выше способом, отличающееся тем, что компонент является относительно толстым, и экранированный кабель, позволяющий соединить видеокамеру, находящуюся внутри салона транспортного средства, в частности, за внутренним зеркалом заднего вида, с ее процессором, находящимся в другом месте салона, тем, что кабель пролегает внутри многослойного изделия и проходит через отверстие, высверленное во внутреннем стеклянном листе окна, и тем, что кабель снабжен разъемом для облегчения его соединения во время сборки транспортного средства; далее, кабель предпочтительно скрыт с внутренней стороны остекления эмалью, нанесенной на сторону IV остекления, а с наружной стороны скрыт эмалью, нанесенной на сторону II остекления.
Еще одним объектом изобретения является применение многослойного остекления, содержащего закладной компонент, полученный описанным выше способом, в качестве остекления наземного, водного или воздушного транспортного средства, в строительной промышленности, в городском оборудовании или для дизайна интерьера, в частности, в качестве лобового окна, бокового окна, заднего неопускающегося бокового окна или заднего окна автомобиля.
Изобретение станет более понятным в свете следующего описания прилагаемых чертежей, на которых:
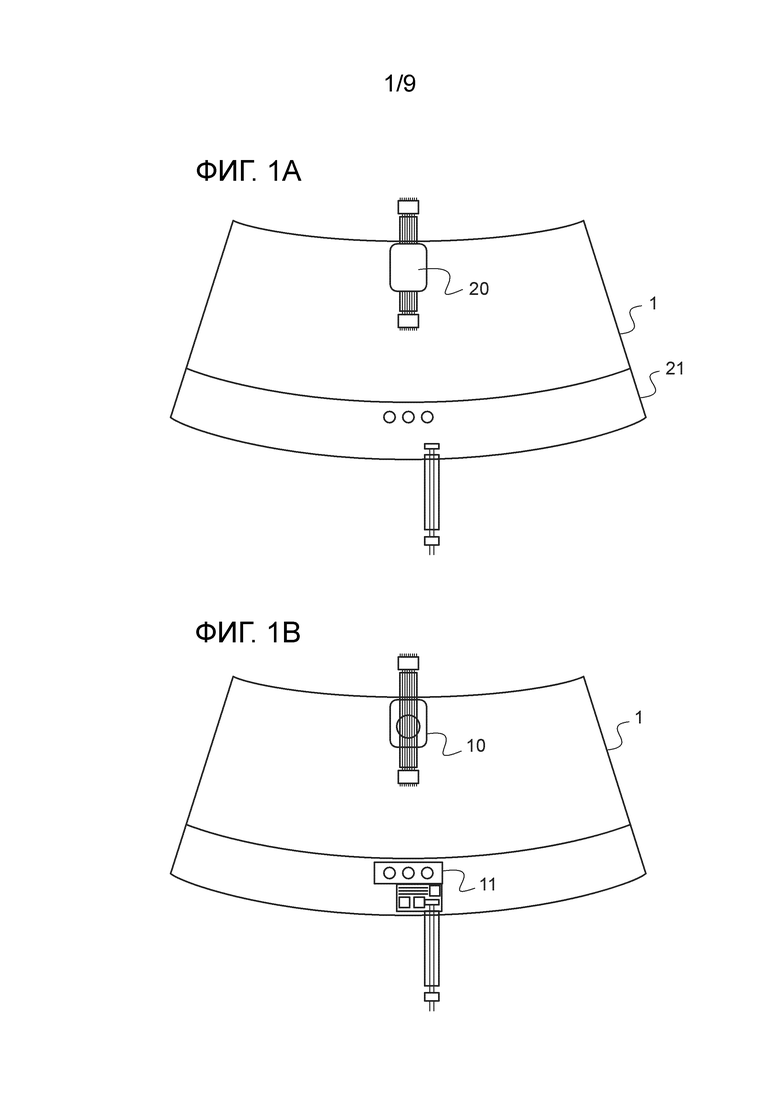
фигуры 1a и 1b ниже схематически показывают вид спереди лобового окна автомобиля, оснащенного двумя компонентами, описанными выше;
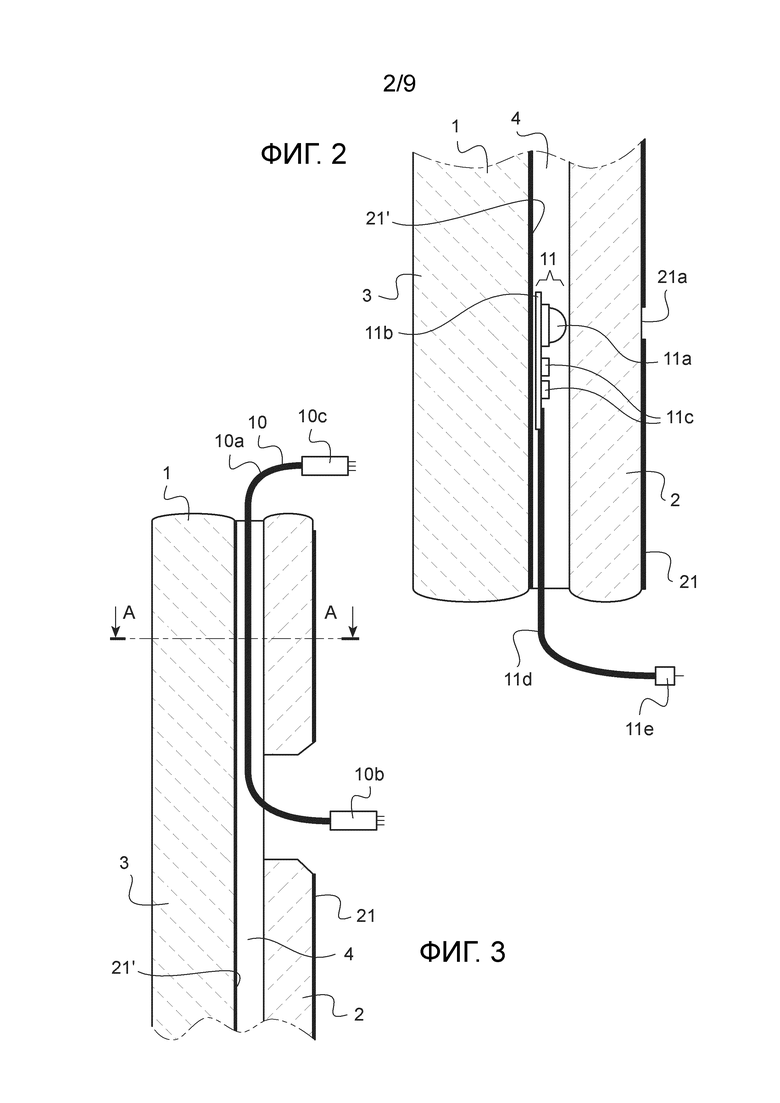
фигуры 2 и 3 показывают детализированный вид в сечении участков многослойного остекления, в которые вставлен каждый из этих двух компонентов;
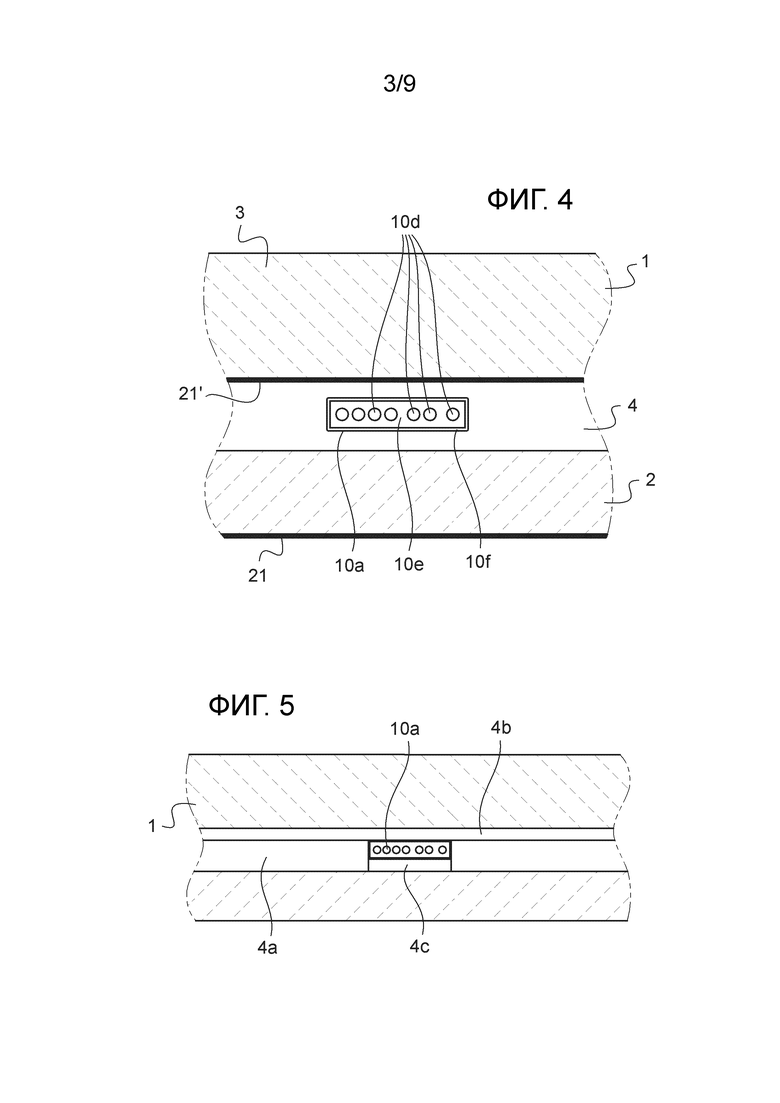
фигура 4 схематически показывает сечение в плоскости A-A с фигуры 3;
фигура 5 схематически показывает способ согласно уровню техники для вставки компонента с толщиной более 0,2 мм в многослойное остекление;
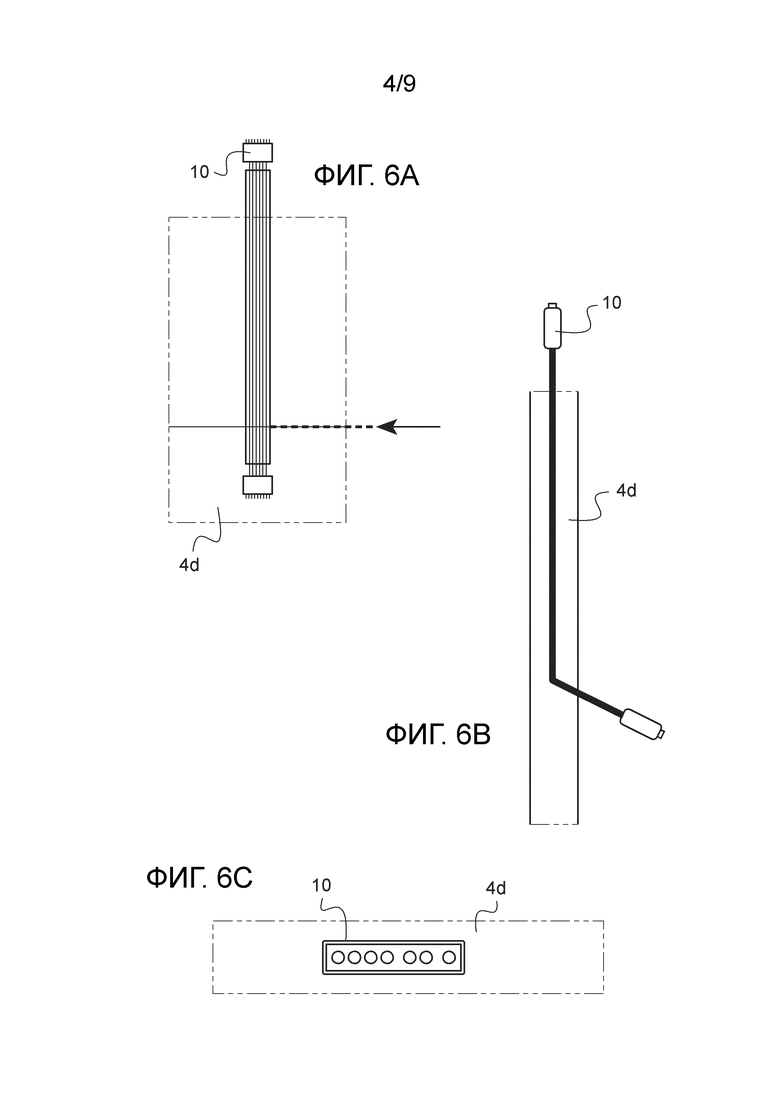
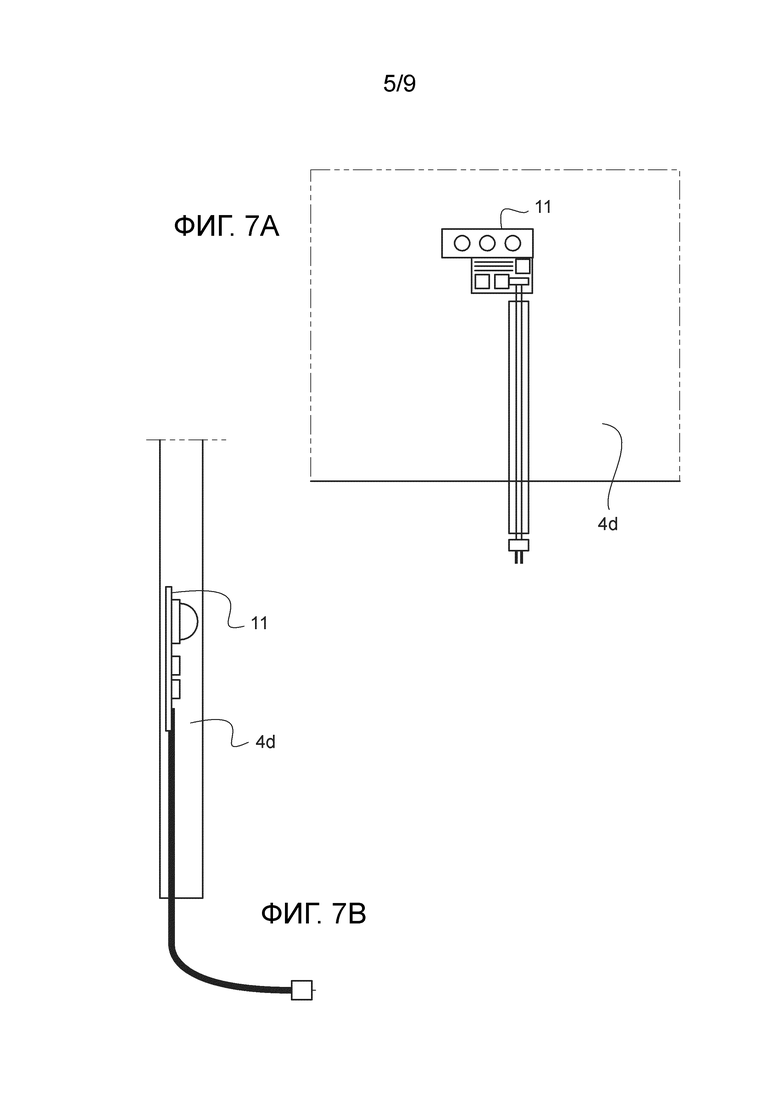
фигуры 6a, 6b и 6c и 7a и 7b схематически показывают два закладных компонента: кабель, соединяющий видеокамеру, и компонент, содержащий светодиоды (LED), соответственно;
фигуры 8a-i иллюстрируют различные этапы способа по изобретению; и
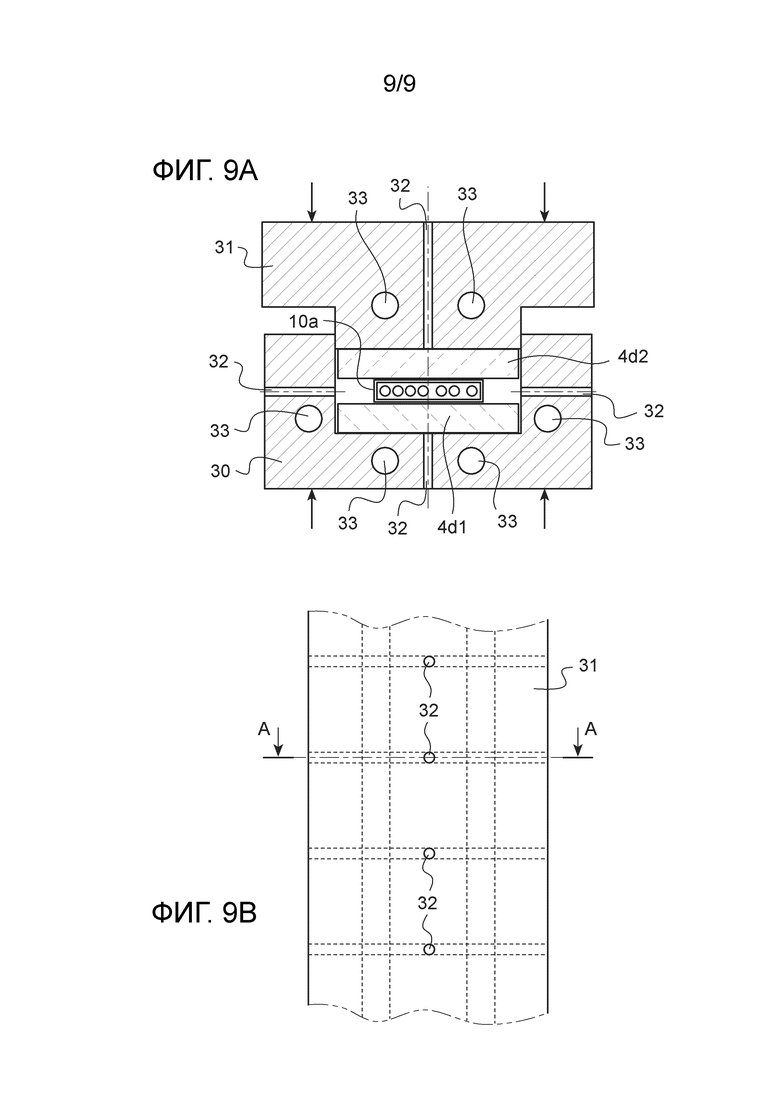
фигуры 9a и 9b показывают способ получения закладного компонента путем прессования в форме, соответственно в сечении A-A и в виде сверху.
Согласно фигурам 1a и 1b, закладные компоненты 10 и 11, показаны в верхнем и нижнем положении, соответственно, на автомобильном лобовом стекле 1.
Фигура 1a показывает изделие таким, как он видится водителю транспортного средства. Участки трафаретной печати 20, 21 на стороне IV лобового стекла скрывают часть закладных компонентов 10 и 11 от глаз пассажиров автомобиля, но оставляют видимыми из салона транспортного средства их полезные участки. Эти участки трафаретной печати намеренно показаны прозрачными на фигуре 1b, чтобы можно было видеть закладные компоненты 10 и 11, вставленные между стеклянными листами.
Закладной компонент 10 представляет собой плоский кабель, позволяющий соединить видеокамеру, находящуюся внутри транспортного средства, с ее процессором, который находится в другом месте салона транспортного средства. Кабель находится в верхнем центральном положении на лобовом стекле и снабжен разъемом на обоих концах.
Закладной компонент 11 представляет собой набор из трех диодов, находящийся на уровне нижней полосы лобового стекла, этот набор может применяться для сигнализации об особых условиях вождения. Диоды и их электронная схема управления нанесены на тонкую гибкую печатную плату (FPC). Диоды, их электронная схема управления и FPC соединены с ленточным кабелем, снабженным разъемом на конце.
Фигуры 2 и 3 более детально иллюстрируют различные компоненты и способ, с помощью которого они вставлены в PVB.
Фигура 2 представляет собой частичный схематический вид в разрезе лобового окна 1, содержащего светодиодный (LED) компонент 11, который находится на уровне нижней полосы остекления. Лобовое окно 1 состоит из внутреннего стеклянного листа 2 и наружного стеклянного листа 3, соединенных друг с другом посредством листа адгезионной вставки 4 (поливинилбутираль, PVB). На фигуре можно видеть: 1) LED 11a, находящийся напротив отверстия 21a в трафаретной печати 21 на стороне IV лобового окна, 2) FPC 11b, несущую электронные компоненты 11c, и 3) источник питания и управляющий кабель 11d, который выходит из остекления 1 и который снабжен разъемом 11e. Этот кабель 11d может входить внутрь салона для соединения с электрической сетью транспортного средства. Далее, лобовое окно 1 имеет трафаретную печать 21' на стороне II, функцией которой является, в частности, скрыть капли адгезива, склеивающие лобовое окно с проемом кузова, при рассматривании снаружи транспортного средства.
Фигура 3 представляет собой частичный схематический вид в разрезе лобового окна 1, содержащего экранированный кабель 10, использующийся для подключения видеокамеры за зеркалом заднего вида. Можно видеть сам кабель 10a, нижний разъем 10b, позволяющий подсоединить видеокамеру в салоне транспортного средства, и верхний разъем 10c, позволяющий подсоединить контроллер видеокамеры. Кабель 10a может входить внутрь салона, чтобы подсоединиться к электрической схеме транспортного средства. Остальные элементы лобового окна 1 такие же, какие были описаны в связи с фигурой 2.
Фигура 4 представляет собой сечение фигуры 3 плоскостью A-A. Плоский кабель 10a, подсоединяющий видеокамеру, состоит из проводов разного типа 10d. Их функция не будет здесь описываться в деталях. Материал 10e является диэлектриком, а материал 10f экранирующим материалом.
Фигура 5 показывает тот же вид, что и на фигуре 4, чтобы проиллюстрировать способ введения плоского кабеля 10a в многослойное остекление 1 в соответствии с уровнем техники. Численные позиции, приведенные на фигуре 4, не повторяются, поскольку они не нужны для понимания способа.
Толстый плоский кабель 10a толщиной 0,4 мм вставлен в многослойное лобовое окно 1. Сборка реализуется посредством двух листов PVB 4a и 4b толщиной, соответственно, 0,76 и 0,38 мм, которые плотно пригнаны вокруг плоского кабеля 10a, который вставлен между двумя листами PVB 4c и 4b толщиной 0,38 мм.
Таким образом, в любой точке изделия наблюдаемая толщина системы "PVB 4+плоский кабель 10a" составляет около 1,1 мм, что позволяет решить большинство классических проблем, упомянутых выше.
Далее, при автоклавировании PVB будет нагрет до относительно высокой температуры (выше 100°C), в результате чего он размягчится и сможет течь. При этом следует отметить, что границы раздела между разными частями PVB исчезают, и PVB будет, так сказать, "зарубцовываться", чтобы образовать после автоклавирования однородную сплошную пленку толщиной 1,1 мм.
По окончании автоклавирования изделие является идеально прозрачным, лишь небольшое оптическое искажение при пропускании может появиться вблизи кабеля.
К сожалению, остаются другие названные выше проблемы, связанные с множественностью границ раздела PVB/PVB, например, остается риск возникновения визуально наблюдаемых дефектов, в частности, из-за захвата пыли.
Фигуры 6a, 6b и 6c и 7a и 7b схематически показывают два закладных компонента, а именно кабель, соединяющий видеокамеру, и компонент, содержащий светодиоды (LED), соответственно.
Согласно этим фигурам, компоненты закладываются в лист PVB с ограниченными поперечными размерами и простой, типично прямоугольной, геометрии. Толщина закладного компонента равна толщине листа PVB в оконном стекле, чаще всего 0,76 мм.
На фигуре 6a закладной компонент 10, применяющийся для подсоединения видеокамеры, показан в виде спереди. Компонент 10 представляет собой относительно толстый кабель, толщина которого обычно больше 0,1 мм, снабженный разъемом на каждом его конце, как подробно говорилось выше. Как лучше видно на фигуре 6b (вид в разрезе), кабель входит в лист PVB 4d через его кромочную поверхность и выходит другим концом через поверхность листа PVB 4d, проходя через остекление сквозь отверстие, высверленное во внутреннем стекле (не показано), как описано в связи с фигурой 3. Стрелка на фигуре 6a указывает место, где компонент выходит из листа PVB 4d.
Фигура 6c показывает сечение закладного компонента 10, выполненное в части, где кабель еще утоплен в листе PVB 4d.
На фигуре 7a закладной компонент 11 для применения в качестве LED, показан в виде спереди. Компонент 11 состоит из платы FPC с закрепленными на ее поверхности электронными компонентами и светодиодами, и кабеля, снабженного разъемом, как подробно пояснялось в связи с фигурой 2. Все это закладывается в лист PVB 4d постоянной толщины, обычно 0,76 мм. Кабель выходит из листа PVB 4d через кромочную поверхность последнего и проходит от нее наружу, как лучше видно на фигуре 7b, показывающей поперечный разрез. Конец кабеля снабжен разъемом для соединения с электропроводкой транспортного средства.
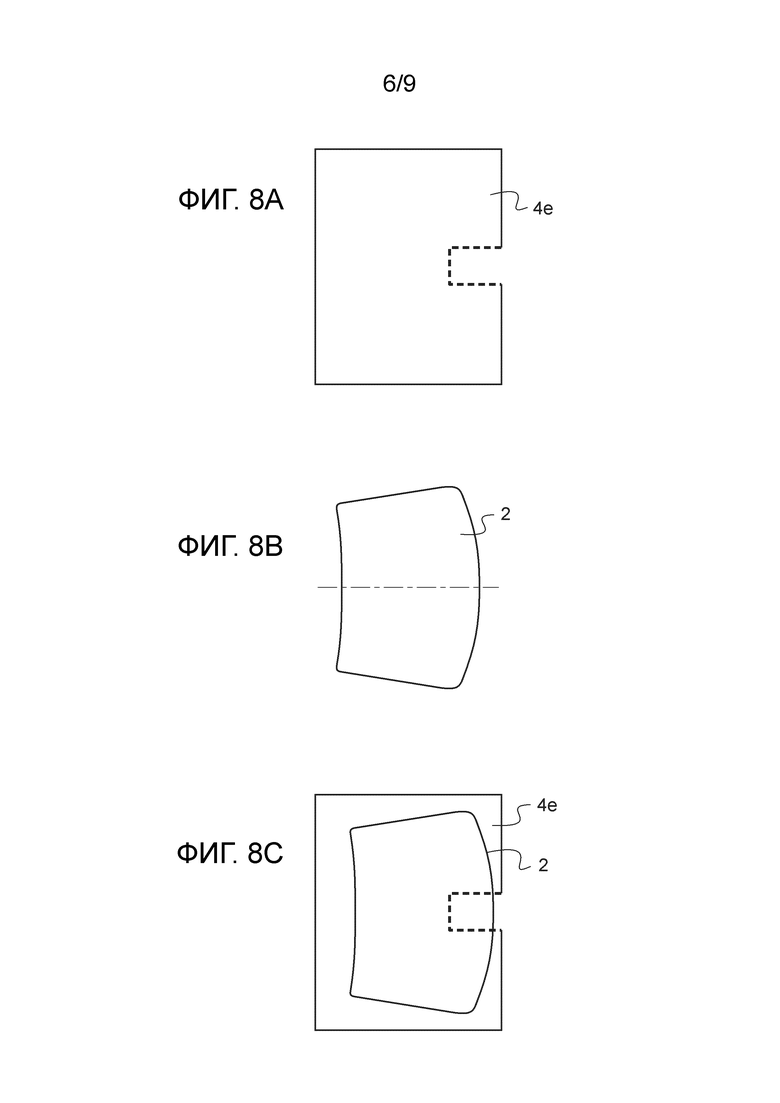
Далее на фигурах 8a-i более конкретно описывается способ установки закладного компонента в многослойное остекление согласно изобретению.
Фигура 8a показывает основной лист PVB 4e, подготовленный независимо путем вырезания в нем окошка, предназначенного для размещения закладного компонента. Для этого применяется автоматическая режущая система, которая состоит из стола и лезвия, удерживаемого поворотным инструментом, который сам закреплен на устройстве, позволяющем горизонтальное перемещение (в плоскости X-Y), а именно, на каретке, установленной на мосту, что позволяет резать лист PVB локально. Комбинируя различные перемещения, можно заставить лезвие следовать любой траектории резания.
Фигура 8b показывает отдельное внутреннее стекло 2 с его выпуклой поверхностью, обращенной вверх. Альтернативно, может иметься отдельное наружное стекло с вогнутой поверхностью, направленной вверх.
Фигура 8c показывает лист PVB 4e, который был разрезан заранее (этап 1), установленный на внутренний стеклянный лист 2, причем лист PVB 4e центрирован относительно внутреннего стекла 2.
Фигура 8d показывает закладной компонент 11, 4d, размещенный внутри окошка, вырезанного в листе PVB 4e на этапе 1.
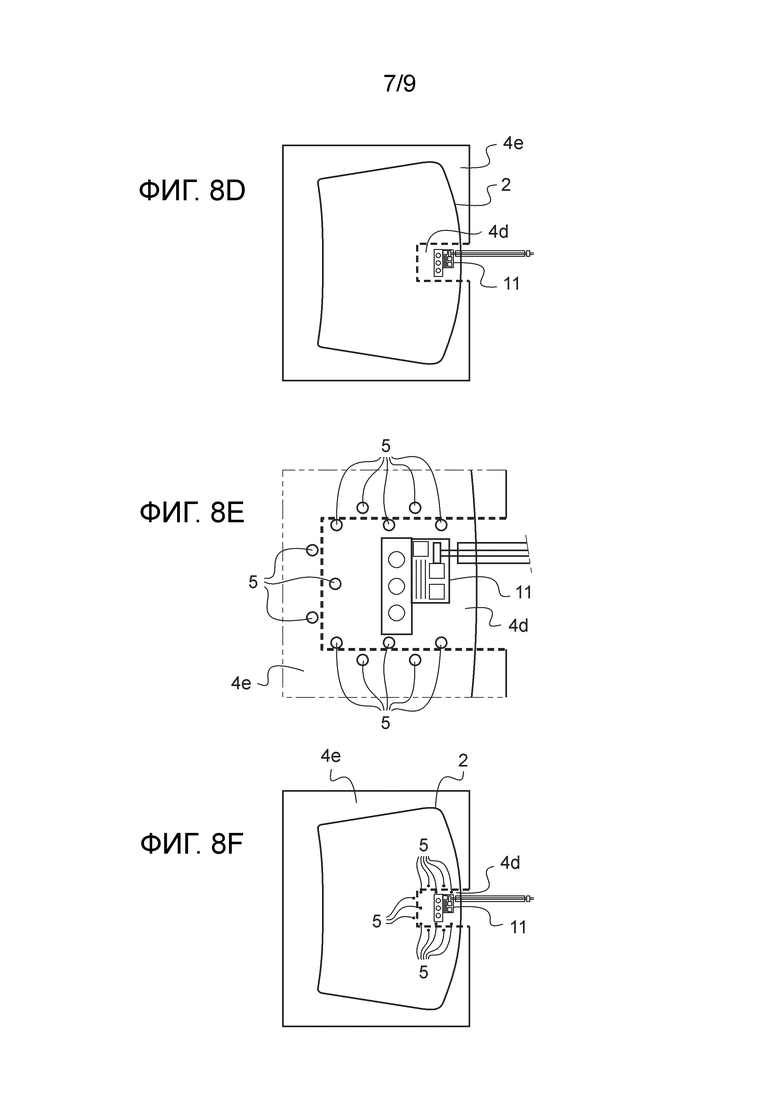
Фигура 8e показывает точки соединения 5 закладного компонента 11, 4d и листа PVB с разрезом, 4e, с внутренним стеклом 2 вблизи окошка, чтобы боковые стенки a) окошка, вырезанного в листе PVB 4e, и b) закладного компонента 11, 4d оставались соприкасающимися, т.е., находились в хорошем контакте друг с другом. Фигура 8f является изображением фигуры 8e в уменьшенном масштабе.
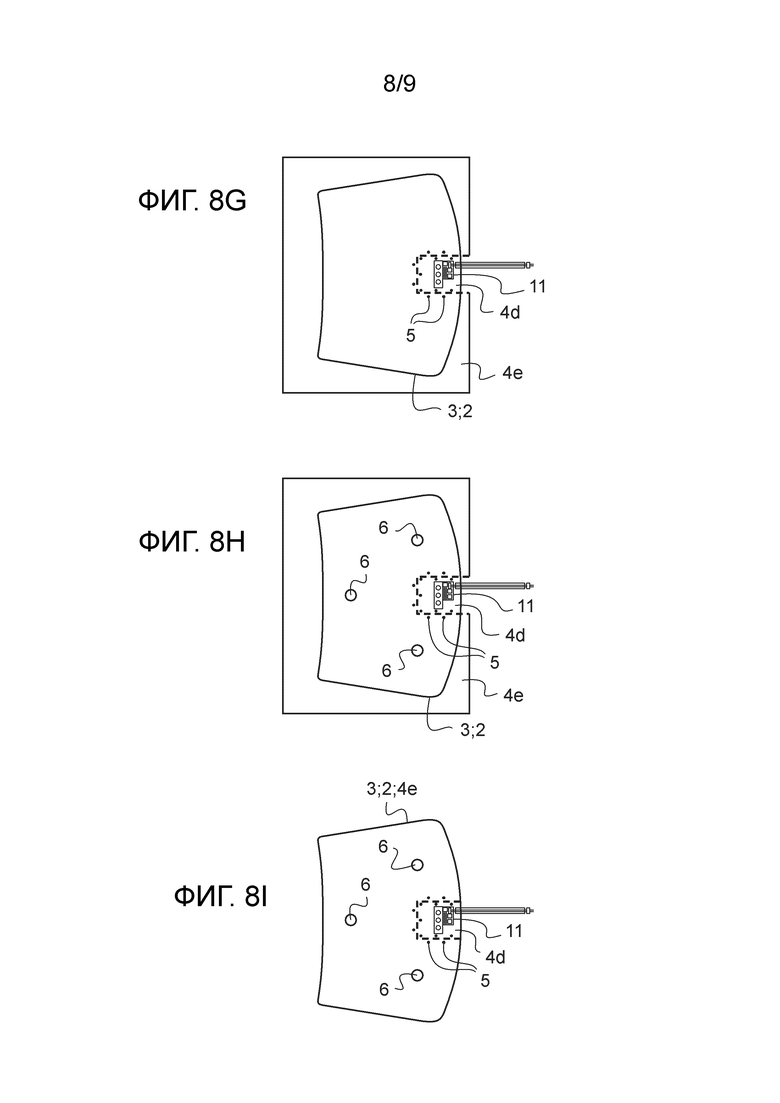
Фигура 8g показывает наружное стекло 3, установленное (уложенное, выровненное по центру) на сборку, состоящую из внутреннего стекла 2+лист PVB 4e+закладной компонент 11, 4d, причем два последних прикреплены точечным соединением 5 к внутреннему стеклу 2.
Фигура 8h показывает точки соединения 6 полученной сборки (внутреннее стекло 2+лист PVB 4e+закладной компонент 11, 4d+наружное стекло 3), предусмотренные для того, чтобы различные элементы оставались надежно закрепленными друг с другом в остальной части процесса.
Фигура 8i показывает удаление лишнего PVB 4e вокруг остекления путем обрезки по периметру, например, ножом. Без этого этапа можно обойтись, если этап вырезания окошка в листе PVB 4e (фигура 8a) дополняется полной обрезкой листа до размеров остекления.
Далее описываются методы изготовления закладных компонентов.
Для закладки компонентов в PVB при одновременном контроле толщины сборки можно использовать различные методы. Укажем несколько неограничивающих примеров осуществления. Эти примеры базируются на трех разных методах: формование, экструзия или литье под давлением. Эти методы или их комбинации позволяют осуществить подходящую закладку.
Метод формования: согласно фигурам 9a и 9b, один возможный вариант осуществления состоит в использовании пресс-формы, состоящей из двух дополняющих частей 30 и 31 и содержащей выпоры 32 и нагревательный контур 33, через который течет масло, в форму укладывают друг на друга два листа PVB, 4d1 и 4d2, между которыми помещен закладываемый компонент, а именно, плоский кабель 10a. Толщины листов PVB 4d1 и 4d2, введенных в пресс-форму, подбирают так, чтобы полный объем PVB был в небольшом избытке. Затем к каждой полуформе 30 и 31 прикладывают давление, чтобы прижать их друг к другу, затем активируют циркуляцию горячего масла в нагревательном контуре 33, чтобы размягчить PVB. Давление между двумя полуформами можно приложить с помощью тарельчатых пружин или же посредством гидравлического или пневматического усилия. Внутренность формы и плоскость разъема покрыты тефлоновым покрытием, чтобы предотвратить прилипание PVB к стенкам формы.
Когда PVB размягчается, он сплющивается под действием давления, приложенного между полуформами 30 и 31, и заполняет оставшееся свободным пространство с обеих сторон закладываемого компонента. После этой операции небольшой избыток PVB заполняет выпоры 32, предусмотренные в пресс-форме. Выпоры 32 позволяет использовать PVB в небольшом избытке в пресс-форме, чтобы быть уверенным, что все зазоры будут заполнены PVB, а также, чтобы гарантировать, что этот избыточный материал будет удален (через выпоры 32), чтобы обеспечить хорошо контролируемую толщину закладного компонента.
В случае захвата пузырьков воздуха можно просто ввести пресс-форму в вакуумную камеру перед нагреванием формы.
Метод экструзии: другой возможный вариант осуществления состоит в использовании фильеры. Можно представить себе трехстадийный способ: 1) первый лист PVB (4d1 на фигуре 9a) можно поместить на дно формы (охватывающая часть 30 на фигуре 9a), используя фильеру, затем 2) компонент 10a можно разместить на этом первом листе PVB 4d1, наконец, 3) второй слой PVB 4d2 в небольшом избытке можно нанести на систему "первый лист PVB 4d1+компонент 10a". Для завершения сборки ее можно дополнить помещением под давление охватываемой части формы 31 и затем, аналогично предыдущему способу, можно обеспечить калиброванную толщину закладного компонента. Можно, что проще, не использовать охватываемую часть 31, а просто удалить лишний PVB, проводя ножом над охватывающей частью формы. В случае захвата пузырьков воздуха одно усовершенствование могло бы состоять в осуществлении экструзии в вакуумной камере.
Метод заливки под давлением: другой вариант осуществления состоит в прямой инжекции PVB вокруг компонента. При применении этого метода можно столкнуться с двумя трудностями: 1) во-первых, необходимо, чтобы компонент мог выдерживать очень высокие давления, встречающиеся в литьевой пресс-форме из-за высокой вязкости PVB, 2) вторая сложность связана с выдерживанием компонента в литьевой пресс-форме так, чтобы он не смещался во время подачи жидкого полимера.
Одна предпочтительная комбинация могла бы состоять в наличии двухместной пресс-формы, как в случае формы, подробно описанной выше, но у которой верхняя охватываемая часть 31 была бы оснащена впрыскивающими соплами. Способ мог бы, например, состоять во введении первого листа PVB 4d1, который заполнял бы охватывающую часть формы, затем в закреплении введенного туда компонента 10a, например, соединением (аналогично методу, который позволяет закрепить закладной компонент на внутреннем стекле, как показано на фигура 8e), затем в закрывании литьевой пресс-формы и инжекции PVB.
Настоящее изобретение выгодно во многих отношениях:
- Метод подходит для любых компонентов (относительно малой толщины): можно получить промежуточный продукт (компонент, покрытый PVB, находящимся в виде листа хорошо контролируемой толщины) с большим числом компонентов, при условии, что один из их размеров (толщина) мал по сравнению с другими. Таким образом, в описанных случаях сборку компонента "LED" можно осуществить тем же способом, что и компонента "экранированный кабель". Можно представить себе и другие продукты, такие как текстильные изделия, факультативно на основе оптических волокон, которые позволяют освещать большую часть остекления или же вполне определенные зоны; датчики; чипы радиочастотной идентификации и т.д.
В случае, когда толщина компонента больше 0,76 мм (толщины стандартного листа PVB), можно предусмотреть изготовление закладного компонента размером 2·0,76 мм=1,52 мм и сборку его с двумя листами PVB, уложенными друг на друга.
- Метод является продуктивным: цель производственной линии состоит в том, чтобы быть производительной, а не создавать узкие места. Понятно, что способы известного уровня техники, описанные выше, не годятся для поточного производства. Напротив, способ, описанный в настоящем изобретении, совместим с таким производством. В частности, время, теряемое по сравнению со сборкой стандартного продукта без закладного компонента, заключается в 1) помещении компонента в заранее вырезанное окошко в листе PVB и 2) соединение периферии этих двух компонентов с наружным стеклом (как схематически показано на фигуре 8e). Эта операция совместима со скоростью производственной линии, поскольку a) можно опустить операцию, в которой обрезается часть листа PVB, выступающая за границы остекления, включив эту операцию обрезки в тот же цикл, какой использовался для вырезания окошка в листе PVB, и b) можно разработать инструмент, позволяющий получать несколько точек соединения за одну операцию.
- Низкая отбраковка по качеству: по сравнению с вышеупомянутым уровнем техники, технология с использованием закладного компонента уменьшает число листов PVB и границ раздела между ними, тем самым снижая вероятность захвата пыли или волокон (что приводило бы к отбраковке изделий из-за визуальных дефектов), после того как указанные продукты достигнут полной прозрачности в конце операции сборки (дегазация, герметизация кромок, автоклавирование).
Наконец, боковой контакт между листами PVB имеет место только с трех сторон, что минимизирует риск образования пузырей во время операции сборки.
Изобретение относится к многослойному остеклению и к его применению в транспортных средствах, в строительной промышленности, городском оборудовании или в дизайне интерьера. Многослойное остекление содержит набор диодов и его электронную схему управления, которые нанесены на тонкую гибкую печатную плату (FPC) и соединены с плоским кабелем. Кабель снабжен на конце разъемом. Остекление содержит два стеклянных листа. Сборка состоит из гибкой печатной платы и плоского кабеля. Скрыта с внутренней стороны остекления слоем эмали, нанесенным на сторону IV стекла и содержащим отверстия напротив каждого диода для пропускания излученного ими света. Сборка состоит из диодов, гибкой печатной платы и плоского кабеля, скрыта с наружной стороны остекления слоем эмали, нанесенным на сторону II стекла. Технический результат - снижение вероятности захвата пыли или волокон, после того как указанные продукты достигнут полной прозрачности в конце операции сборки, а также уменьшение риска образования пузырей во время операции сборки. 2 н. и 1 з.п. ф-лы, 22 ил.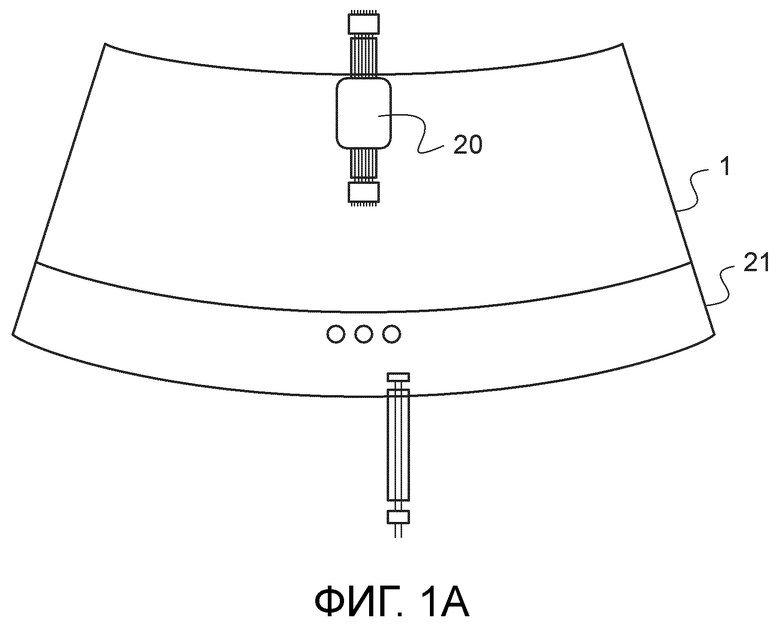
1. Многослойное остекление, содержащее набор диодов (11a) и его электронную схему управления (11c), которые нанесены на тонкую гибкую печатную плату (FPC) (11b) и соединены с плоским кабелем (11d), снабженным на конце разъемом (11e), отличающееся тем, что оно содержит два стеклянных листа (2, 3), сборка, состоящая из гибкой печатной платы (11b) и плоского кабеля (11d), скрыта с внутренней стороны остекления слоем эмали (21), нанесенным на сторону IV стекла и содержащим отверстия (21a) напротив каждого диода (11a) для пропускания излученного ими света, и сборка, состоящая из диодов (11a), гибкой печатной платы (11b) и плоского кабеля, скрыта с наружной стороны остекления слоем эмали (21'), нанесенным на сторону II стекла.
2. Применение многослойного остекления (1) по п. 1, в качестве остекления в наземном, водном или воздушном транспортном средстве, в строительной промышленности, городском оборудовании или в дизайне интерьера.
3. Применение многослойного остекления (1) по п. 2, в качестве лобового стекла, бокового стекла, заднего неопускающегося бокового стекла или заднего стекла автомобиля.
| WO 2004009349 A1, 29.01.2004 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 2002 |
|
RU2315735C2 |
| WO 2004037532 A1, 06.05.2004 | |||
| US 5384346 A1, 26.01.2012 | |||
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО СТЕКЛА СЛОЖНЫХ КОНФИГУРАЦИЙ | 1998 |
|
RU2162064C2 |
| ЛИСТОВОЕ СТЕКЛО | 2007 |
|
RU2423329C2 |
| EP 1933079 A1, 18.06.2008 | |||
| US 7745838 B2, 29.06.2010 | |||
| DE 102007012571 A1, 17.01.2008. | |||

