Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к области систем для открывания упаковочных контейнеров. Более конкретно, настоящее изобретение относится к способу изготовления систем для открывания контейнеров, в которых имеются пищевые продукты, к соответствующей системе для открывания, к упаковочному материалу, содержащему систему для открывания, и к пресс-форме для изготовления системы для открывания.
Предпосылки создания изобретения
В настоящее время имеется ряд систем для открывания, используемых для контейнеров в зависимости от того, как контейнер изготовлен и как он используется. Желательно иметь приспособление для открывания, которое легко приводить в действие, например, которое может обеспечить открывание контейнера при достаточно малом усилии, чтобы люди, обладающие пониженными возможностями мышц или имеющие нарушения двигательных навыков, могли без труда открыть контейнер. В одном типе приспособления для открывания используется полоска для открывания, которую тянут вдоль части упаковочного материала, чтобы создать широкое отверстие, например, для облегчения извлечения высоковязкого наполняющего продукта из контейнера. Такое приспособление для открывания, как правило, имеет компоненты, полученные литьевым прессованием/литьем под давлением и расположенные рядом с упаковочным материалом, подлежащим удалению при открывании контейнера. Однако возникают трудности, связанные с предшествующими способами изготовления приспособлений для открывания, имеющих отформованные компоненты, вследствие остатков отформованного материала, отложившихся так, что усилие, необходимое для открывания контейнера, увеличивается. Кроме того, усилие, действующее на приспособление для открывания, может передаваться в таких направлениях упаковочного материала, что разрыв материала будет происходить вне зоны открывания, что приведет к ухудшению заданной функциональности приспособления для открывания. Дополнительная проблема состоит в том, что остатки материала могут вызвать смещение упаковочного материала в зоне или вокруг зоны открывания, что может привести к ухудшению конструктивной целостности зоны открывания и упаковочного материала с повышенным риском непреднамеренного разрыва зоны открывания, например, во время транспортировки упаковочных контейнеров. Публикация патентной заявки США 2016/325878 А1 раскрывает способ изготовления системы для открывания контейнера согласно доотличительной части п. 1 формулы изобретения.
Следовательно, был бы предпочтительным усовершенствованный способ изготовления системы для открывания, который, в частности, позволит избежать большего числа из вышеупомянутых проблем и ухудшений и, в частности, обеспечит получение приспособления для открывания с меньшими дефектами изготовления и системы для открывания, при которой потребуется меньшее усилие для первоначального открывания отверстия.
Сущность изобретения
Соответственно, примеры настоящего изобретения предпочтительно направлены на уменьшение, ослабление или устранение одного/одной или более дефектов, недостатков или проблем в данной области техники, таких как вышеуказанные, по отдельности или в любой комбинации посредством выполнения устройства согласно приложенной формуле изобретения.
В соответствии с первым аспектом изобретения предложен способ изготовления системы для открывания контейнера. Контейнер содержит упаковочный материал, имеющий наружную сторону и внутреннюю сторону, и зону вскрытия в упаковочном материале, выполненную с возможностью ее открывания при открывании контейнера. Способ включает формование элемента для открывания, получаемого литьевым прессованием, посредством подачи под давлением материала, из которого должен быть образован элемент для открывания, так, чтобы материал распространялся от внутренней стороны упаковочного материала к его наружной стороне через зону вскрытия с размещением опорного элемента на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, с частью упаковочного материала на его первом участке снаружи зоны вскрытия, вдоль плоскости, в которой простирается упаковочный материал, в зоне распространения указанного материала, причем выполняют опорный элемент с удлиненными ребрами, расположенными с возможностью контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его первом участке, где распространяется указанный материал.
В соответствии со вторым аспектом изобретения предложена система для открывания контейнера. Контейнер содержит упаковочный материал, имеющий наружную сторону и внутреннюю сторону, и зону вскрытия в упаковочном материале, выполненную с возможностью ее открывания при открывании контейнера. Система для открывания содержит опорную зону, образованную литьевым прессованием материала на внутренней стороне и наружной стороне упаковочного материала, проходящего через зону вскрытия, когда опорный элемент размещен на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, частью упаковочного материала на его первом участке снаружи зоны вскрытия, вдоль плоскости, в которой проходит упаковочный материал, в зоне распространения указанного материала, причем опорная зона содержит удлиненные ребра, образованные литьевым прессованием через полости опорного элемента, при его расположении на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, частью упаковочного материала на его указанном первом участке, где распространяется указанный материал.
В соответствии с третьим аспектом предложен упаковочный материал, содержащий систему для открывания согласно второму аспекту или содержащий систему для открывания, изготовленную согласно первому аспекту.
В соответствии с четвертым аспектом предложена пресс-форма для изготовления системы для открывания контейнера. Контейнер содержит упаковочный материал, имеющий наружную сторону и внутреннюю сторону, и зону вскрытия в упаковочном материале и выполненную с возможностью ее открывания при открывании контейнера. Пресс-форма выполнена с возможностью ее размещения с наружной стороны и внутренней стороны упаковочного материала для литьевого прессования материала на внутренней стороне и наружной стороне упаковочного материала, проходящего через зону вскрытия. Пресс-форма содержит опорный элемент, выполненный с возможностью размещения на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, частью упаковочного материала на его первом участке снаружи зоны вскрытия, вдоль плоскости, в которой проходит упаковочный материал, в зоне распространения указанного материала, причем опорный элемент содержит удлиненные ребра, выполненные с возможностью контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его указанном первом участке, где распространяется указанный материал, посредством чего при использовании материал подается под давлением для распространения между полостями и вдоль полостей, параллельно плоскости, в которой простирается упаковочный материал.
Дополнительные примеры изобретения определены в зависимых пунктах формулы изобретения, при этом признаки для второго и третьего аспектов раскрытия изобретения такие же, как для первого аспекта, с соответствующими изменениями.
В некоторых примерах раскрытия изобретения получена система для открывания, имеющая меньше дефектов изготовления.
В некоторых примерах раскрытия изобретения получена система для открывания, при которой требуется меньшее усилие для первоначального открывания отверстия.
Некоторые примеры раскрытия изобретения обеспечивают упрощенное и улучшенное литьевое прессование системы для открывания.
Некоторые примеры раскрытия изобретения обеспечивают более легкое открывание системы для открывания.
Некоторые примеры раскрытия изобретения обеспечивают упрощенный процесс изготовления.
В некоторых примерах раскрытия изобретения получена система для открывания, выполненная с возможностью создания более ровного разреза или разрыва зоны открывания.
Некоторые примеры раскрытия изобретения обеспечивают повышение эксплуатационной надежности системы для открывания.
Следует подчеркнуть, что термин «содержит/содержащий» при его использовании в данном описании рассматривается как указывающий на наличие приведенных признаков, целых чисел, этапов или компонентов, но не исключает наличия или добавления одного или более других признаков, целых чисел, этапов, компонентов или их групп.
Краткое описание чертежей
Эти и другие аспекты, признаки и преимущества, которые могут быть обеспечены посредством примеров изобретения, будут очевидны из нижеприведенного описания примеров настоящего изобретения и будут разъяснены в нижеприведенном описании примеров настоящего изобретения, при этом делается ссылка на сопроводительные чертежи, в которых:
фиг.1а представляет собой вид сбоку системы для открывания контейнера в процессе ее формования согласно одному примеру раскрытия изобретения;
фиг.1b представляет собой вид сбоку системы для открывания контейнера после ее формования согласно другому примеру раскрытия изобретения;
фиг.1с представляет собой вид сбоку системы для открывания контейнера, когда она отформована с дефектами;
фиг.2 представляет собой другой вид сбоку системы для открывания контейнера в процессе ее формования согласно одному примеру раскрытия изобретения;
фиг.3 представляет собой еще один вид сверху системы для открывания контейнера согласно другому примеру раскрытия изобретения;
фиг.4 представляет собой еще один вид сверху системы для открывания контейнера согласно еще одному примеру раскрытия изобретения;
фиг.5 представляет собой схему последовательности операций способа изготовления системы для открывания контейнера согласно примеру раскрытия изобретения.
Фиг.6 представляет собой схему последовательности операций способа изготовления системы для открывания контейнера согласно примеру раскрытия изобретения.
Подробное описание
Конкретные примеры изобретения будут описаны далее со ссылкой на сопроводительные чертежи. Тем не менее это изобретение может быть реализовано во многих других вариантах и не должно рассматриваться как ограниченное примерами, приведенными в данном документе; скорее, данные примеры приведены с тем, чтобы данное раскрытие изобретения было всесторонним и полным и полностью охватывало объем изобретения для специалистов в данной области техники. Терминология, используемая в подробном описании примеров, проиллюстрированных на сопроводительных чертежах, не предназначена для ограничения изобретения. На чертежах аналогичные ссылочные позиции относятся к аналогичным элементам.
Фиг.5 иллюстрирует схему последовательности операций способа 200 изготовления системы 100 для открывания контейнера. Порядок, в котором описаны и проиллюстрированы этапы способа 200, не следует рассматривать как ограничивающий, и существует возможность того, что этапы могут быть выполнены в измененном порядке.
Предложен способ 200 изготовления системы 100 для открывания контейнера, при этом контейнер содержит упаковочный материал 101, имеющий наружную сторону 102 и внутреннюю сторону 103, и зону 104 вскрытия в упаковочном материале 101, выполненную с возможностью ее открывания при открывании контейнера.
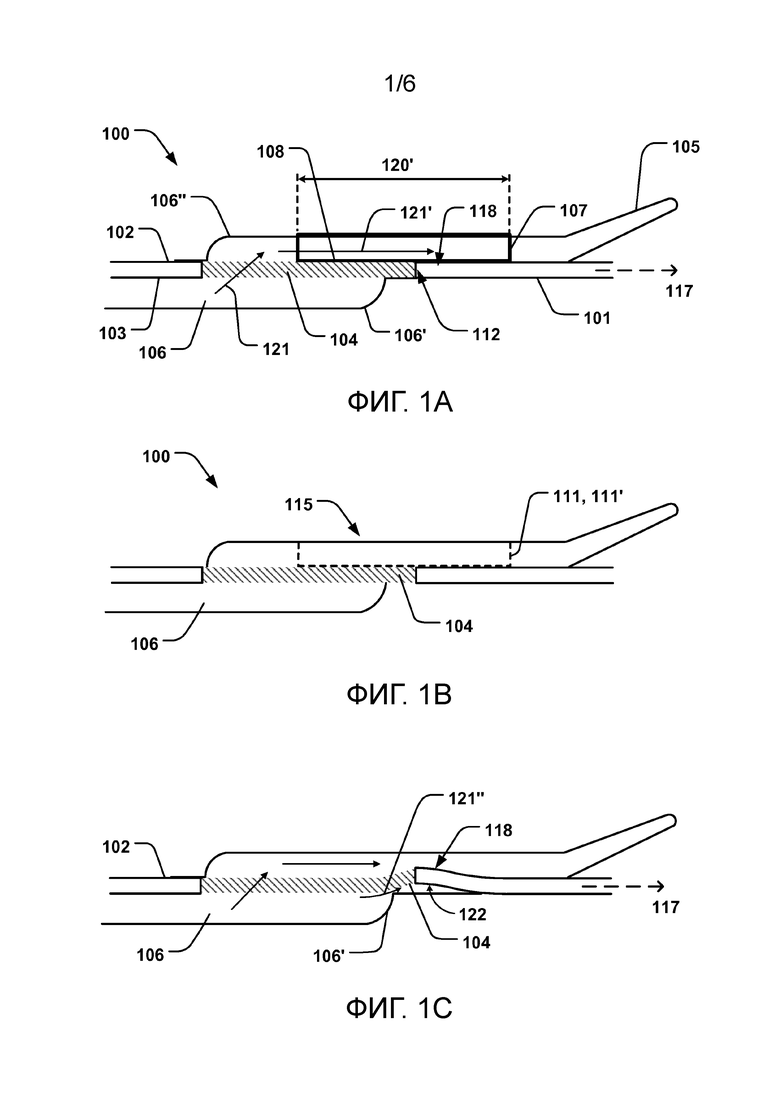
Фиг.1а схематически иллюстрирует вид сбоку системы 100 для открывания, на котором зона 104 вскрытия показана штриховкой. Приспособление 105 для открывания может содержать наклонную часть (проиллюстрированную на фиг.1а с обозначением 105 приспособления для открывания), которая может облегчить подъем приспособления 105 для открывания и тем самым оттягивание зоны 104 вскрытия по существу в вертикальном направлении вверх на схематической иллюстрации по фиг.1а при одновременном отрыве зоны 104 вскрытия от остального упаковочного материала по существу на периферии 112 зоны 104 вскрытия, показанной на фиг.1а и на виде сверху по фиг.3. Способ 200 включает формование 201 элемента 105 для открывания, получаемого литьевым прессованием, посредством подачи 202 под давлением материала 106, из которого должен быть образован элемент 105 для открывания, так, чтобы материал распространялся от внутренней стороны 103 упаковочного материала 101 к его наружной стороне 102 через зону 104 вскрытия, когда опорный элемент 107 размещен 203 на наружной стороне 102 упаковочного материала 101 для контакта с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала 101 на его первом участке 118 снаружи зоны 104 вскрытия вдоль плоскости 117, в которой простирается упаковочный материал, в зоне распространения указанного материала. Таким образом, первый участок 118 расположен снаружи зоны 104 вскрытия по отношению к направлению, в котором проходит упаковочный материал 101 (то есть в плоскости 117), что означает, что первый участок 118 будет отделен от зоны 104 вскрытия при открывании контейнера и, следовательно, он будет оставаться в плоскости 117 упаковочного материала 101 при открывании контейнера.
Фиг.1а схематически иллюстрирует материал 106 в процессе его формования/литьевого прессования для его распространения от внутренней стороны 103 к наружной стороне 102 через зону 104 вскрытия так, что отформованная часть 106’ будет образована с внутренней стороны 103 и будет соединена с наружной частью 106” через зону 104 вскрытия. Таким образом, при формовании материал 106 распространяется между внутренней стороной 103 и наружной стороной 102, и фиг.1а иллюстрирует пример, показывающий направление распространения, показанное стрелками 121, 121’. Таким образом, материал 106 распространяется от зоны 104 вскрытия к первому участку 118 с наружной стороны 102 упаковочного материала 101. Пресс-форма 300 не была включена в иллюстрацию по фиг.1а для ясности представленного изображения, но она имеет конфигурацию, при которой она расположена с наружной стороны 102 и внутренней стороны 103 во время процесса формования, так что первая и вторая части 106’, 106” элемента 105 для открывания могут быть выполнены с различными формами, подобными схематически проиллюстрированным в примере по фиг.1а. Таким образом, часть пресс-формы, расположенная с наружной стороны 102 упаковочного материала 101, может содержать опорный элемент 107, указанный выше.
При наличии опорного элемента 107 с наружной стороны 102 упаковочного материала 101 для контакта с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала 101 на его указанном первом участке 118, где распространяется материал 106 во время процесса формования, на упаковочный материал 101, включая зону 104 вскрытия, будет действовать сила со стороны опорного элемента 107. Это обеспечивает стабилизацию упаковочного материала 101 во время процесса формования, так что минимизируется любой риск его смещения при распространении материала 106, находящегося под давлением, от внутренней стороны 103 к наружной стороне 102 для формирования элемента 105 для открывания. Поскольку можно избежать смещений упаковочного материала 101, материал 106 может быть размещен в заданных местах относительно упаковочного материала 101, и может быть минимизирован риск получения отложений и остатков материала 106 в неправильных местах.
Таким образом, наличие опорного элемента 107, расположенного так, как указано выше, обеспечивает получение системы 100 для открывания, имеющей более высокое качество, поскольку нежелательные отложения и остатки материала могут оказывать негативное влияние на функционирование элемента 105 для открывания. Например, фиг.1с иллюстрирует случай, в котором материал 106 распространяется (в направлении стрелки 121”) под частью 122 упаковочного материала 101 и зоной 104 вскрытия перед распространением через зону 104 вскрытия к наружной стороне 102. Таким образом, материал 106 вызывает смещение упаковочного материала 101, включая зону 104 вскрытия, и поднимает его от плоскости 117. Таким образом, наличие опорного элемента 107, расположенного так, что он будет контактировать с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала на его первом участке 118 снаружи зоны 104 вскрытия, вдоль плоскости 117, в которой простирается упаковочный материал 101, обеспечивает возможность приложения давления к вышеупомянутым частям упаковочного материала 101 и возможность избегания таких смещений. Это, в свою очередь, обеспечивает избегание дефектов, приводящих к увеличению усилия, которое требуется приложить для открывания контейнера. Если снова обратиться к случаю, проиллюстрированному в примере по фиг.1с, можно отметить, что материал 106 размещается с внутренней стороны части 122, что вызывает подъем упаковочного материала 101, как описано выше. Наличие материала 106, размещенного в таком месте, приводит к риску увеличения усилия, требуемого для отрыва зоны 104 вскрытия от упаковочного материала 101 рядом с первым участком 118 (то есть вдоль периферии 112 зоны 104 вскрытия, проиллюстрированной на фиг.1а и 3), поскольку материал 106, находящийся с внутренней стороны части 122, может вызвать прикрепление зоны 104 вскрытия к первому участку 118 на всей периферии 122, что потребует дополнительного усилия для разрыва материала 106, размещенного с внутренней стороны части 122. В частности, если материал 106, находящийся с внутренней стороны части 122, будет соединен с остальной частью 106’, находящейся с внутренней стороны 103, усилие, требуемое для открывания отверстия, может быть увеличено еще больше. В этой связи следует отметить, что пресс-форма, размещенная с внутренней стороны 103, предпочтительно должна обеспечивать формирование части 106’, которая не перекрывает периферию 112 зоны 104 вскрытия, для избежания возникновения вышеупомянутой проблемы. Однако материал 106 может распространяться назад через зону 104 вскрытия, как показано (стрелка 121”). Следовательно, наличие опорного элемента 107, указанного выше, обеспечивает избежание увеличения усилия, требуемого для открывания отверстия. Таким образом, также обеспечивается получение системы 100 для открывания, которая создает более ровный разрез или разрыв зоны открывания, и получение системы 100 для открывания, более надежной и устойчивой к нежелательным воздействиям вследствие минимизации вышеупомянутых дефектов.
Зона 104 вскрытия может представлять собой определенную зону упаковочного материала 101, содержащую такой же материал, что и остальной упаковочный материал 101. Зона 104 вскрытия может представлять собой зону в упаковочном материале, которая имеет уменьшенное сопротивление по отношению к сдвигающим силам, воздействию которых подвергается упаковочный материал 101 при контакте для открывания контейнера посредством зоны 104 вскрытия. В этом смысле зона 104 вскрытия может содержать слой материала уменьшенной толщины и/или материал, имеющий сниженную прочность в одном или двух из направлений, представляющих собой направление открывания зоны 104 вскрытия, или другие ослабляющие элементы, такие как микроперфорации, или упаковочный материал другого типа. Зона 104 вскрытия может содержать отверстие, предварительно пробитое в упаковочном материале 101, которое было закрыто слоем вспомогательного изолирующего материала, такого как ламинат, алюминиевая фольга или другой материал для предотвращения утечки любого пищевого продукта. Зона 104 вскрытия может представлять собой зону, которую отрывают от упаковочного материала 101 при открывании контейнера, то есть отделяют от упаковочного материала 101. Также существует возможность того, что зона 104 вскрытия будет охватывать зону, которая подвергнута образованию разрывов или перфорирована иным образом для образования отверстия в зоне 104 вскрытия, при этом подвергнутый образованию разрывов или перфорированный материал остается в значительной степени присоединенным к упаковочному материалу 101, например, вдоль краев зоны 104 вскрытия.
Согласно примерам настоящего раскрытия изобретения также предложена система 100 для открывания контейнера. Как упомянуто, контейнер содержит упаковочный материал 101, имеющий наружную сторону 102 и внутреннюю сторону 103, и зону 104 вскрытия, выполненную в упаковочном материале и выполненную с возможностью ее открывания при открывании контейнера. Система 100 для открывания содержит опорную зону 115, образованную литьевым прессованием из материала 106, проходящего через зону вскрытия 104, на внутренней стороне и наружной стороне упаковочного материала 101, когда опорный элемент 107 размещен на наружной стороне 102 упаковочного материала 101 для контакта с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала 101 на его первом участке 118 снаружи зоны 104 вскрытия, вдоль плоскости 117, в которой простирается упаковочный материал 101, где распространяется материал 106. Таким образом, система 100 для открывания обеспечивает преимущества, описанные выше в связи со способом 200 и фиг.1-4.
Фиг.6 иллюстрирует дополнительную схему последовательности операций способа 200 изготовления системы для открывания контейнера. Порядок, в котором описаны и проиллюстрированы этапы способа 200, не следует рассматривать как ограничивающий, и существует возможность того, что этапы могут быть выполнены в измененном порядке. Таким образом, способ 200 может дополнительно включать выполнение 204 опорного элемента 107 с удлиненными ребрами 108, 108’, расположенными с возможностью контакта с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала 101 на его первом участке 118, где распространяется материал 106, как упомянуто выше. Удлиненные ребра 108, 108’ схематически проиллюстрированы в примере по фиг.2, показывающей сечение конфигурации по фиг.1а, выполненное вдоль направления, перпендикулярного к направлению 117, проиллюстрированному на фиг.1а. Таким образом, удлиненные ребра 108, 108’ могут обеспечить приложение силы к упаковочному материалу 101, включая зону 104 вскрытия, так что материал 106 может распространяться от внутренней стороны 103 к наружной стороне 102 без смещения упаковочного материала 101, как разъяснено выше, при одновременном обеспечении возможности свободного распространения материала 106 в пространствах между ребрами 108, 108’ для облегчения формирования элемента 105 для открывания без разрывов.
Материал 106 может подаваться под давлением для распространения внутри и вдоль полостей 109, 109’, расположенных между удлиненными ребрами 108, 108’ и параллельно удлиненным ребрам 108, 108’, и параллельно плоскости 117, в которой простирается упаковочный материал 101. Полости 109, 109’ схематически проиллюстрированы на фиг.2, и направление, в котором материал 106 может распространяться с наружной стороны 102, проиллюстрировано в качестве примера на фиг.1а (показано стрелкой, обозначенной 121’), то есть данное направление параллельно плоскости 117. Таким образом, материал 106 может без труда принимать заданную форму с наружной стороны 102, то есть такую, как проиллюстрирована с его наружной части 106”, включая элемент 105 для открывания в целом, поскольку полости 109, 109’ могут обеспечить такое распространение материала 106, в то время как расположенные между ними ребра 108, 108’ предотвращают смещения, как описано выше. Число полостей 109, 109’ может изменяться в зависимости от конкретной системы 100 для открывания, например, в зависимости от ее конфигурации, размеров и намеченного применения.
Способ 200 может включать подбор 205 длины 120’ и/или ширины 119’ ребер 108, 108’ в направлении, перпендикулярном к направлению их продольной протяженности, так, чтобы зона 104 вскрытия оставалась по существу в плоскости 117 упаковочного материала 101 при подаче материала 106 под давлением для его распространения от внутренней стороны 103 к наружной стороне 102 упаковочного материала 101. Ширина 119’ ребер 108, 108’ проиллюстрирована на фиг.2. Таким образом, ширина 119’ может варьироваться так, что оптимизируется поток материала 106 между ребрами 108, 108’ при одновременном обеспечении возможности наличия достаточно большой площади контакта зоны 104 вскрытия или любой другой соседней части упаковочного материала 101 с удлиненными ребрами 108, 108’ для предотвращения смещения из плоскости 117, как показано на фиг.1с. Например, если ширина 119’ слишком мала, зона 204 вскрытия может выталкиваться вверх между ребрами 108, 108’. Кроме того, длина 120’, схематически проиллюстрированная на фиг.1а, может быть изменена для обеспечения достаточной опоры для упаковочного материала 101, включая зону 104 вскрытия, при одновременном обеспечении легкого приобретения заданной формы материалом 106 посредством его распространения между ребрами 108, 108’ вдоль их достаточной длины 120’.
Способ 200 может включать приложение 206 силы посредством опорного элемента 107, расположенного с наружной стороны 102 упаковочного материала 101, на всей периферии 112 зоны 104 вскрытия. Периферия 112 образована между зоной 104 вскрытия и первым участком 118, как проиллюстрировано на фиг.1а и 3. Таким образом, сила может быть приложена со стороны опорного элемента 107 к упаковочному материалу 101, включая зону 104 вскрытия, на всей периферии 112, что обеспечивает то, что материал 106 не будет попадать под упаковочный материал в зоне периферии 112 или на всей периферии 112, как проиллюстрировано в случае фиг.1с.
Опорный элемент 107 может обеспечить приложение силы к упаковочному материалу 101, включая зону 104 вскрытия, вдоль длины опорного элемента 107. Опорный элемент 107 может обеспечить приложение силы к упаковочному материалу 101, включая зону 104 вскрытия, вдоль длины 120’ ребер 108, 108’, как описано выше, а также вдоль ширины 119’ ребер 108, 108’.
Способ 200 может включать изменение 207 ширины 119’ и/или длины 120’ в зависимости от толщины 116 упаковочного материала 101. Таким образом, существует возможность оптимизации опорного элемента 107 для конкретного упаковочного материала 101, поскольку, например, более толстый упаковочный материал 101 может быть подвержен смещению не в такой степени, как более тонкий упаковочный материал, и в этом случае ширина 119’ может быть меньше, поскольку требуется меньшая опора. Ширину 119’ и/или длину 120’ можно также изменять в зависимости от других характеристик упаковочного материала 101, таких как механические характеристики, которые влияют на то, насколько легко возникают деформации. Ширина 119’ и/или длина 120’ могут быть дополнительно оптимизированы в зависимости от размеров зоны 104 вскрытия и ее материала. Ширина 119’ и/или длина 120’ могут также быть изменены в зависимости от материала 106, из которого формуют элемент 105 для открывания. Кроме того, высота ребер 108, 108’, то есть их толщина в направлении, перпендикулярном к плоскости 117, может быть изменена в зависимости от характеристик материала 106 и в зависимости от размеров и характеристик материалов упаковочного материала 101 и зоны 104 вскрытия.
Ширина упаковочного материала 101 в зоне, не опирающейся на опорный элемент 107, то есть расстояние 123 между двумя соседними ребрами 108, 108’, проиллюстрированное на фиг.2, может быть оптимизирована(-о) в зависимости от указанной высоты ребер 108, 108’ и характеристик материала, таких как жесткость упаковочного материала 101.
Способ 200 может включать подбор 208 длины 120’ ребер 108, 108’ в направлении, параллельном направлению их продольной протяженности (то есть в направлении 117), так, чтобы материал 106 - при его подаче под давлением для его распространения от внутренней стороны 103 к наружной стороне 102 упаковочного материала 101 - оставался удерживаемым в пределах зоны 104 вскрытия с указанной внутренней стороны 103 вдоль периферии 112 зоны 104 вскрытия, где ребра 108, 108’ проходят в пределах зоны 104 вскрытия и первого участка 118 упаковочного материала 101. Таким образом, как разъяснено выше, при наличии длины 120’ опорного элемента 107 или ребер 108, 108’, которая обеспечивает опору в пределах зоны 104 вскрытия и первого участка 118, может быть предотвращено распространение материала 106 через периферию 112, то есть предотвращение ситуации, проиллюстрированной на фиг.1с.
Фиг.1b иллюстрирует систему 100 для открывания, описанную выше и имеющую опорную зону 115. Как дополнительно проиллюстрировано на фиг.3, опорная зона 115 может содержать удлиненные ребра 110, 110’, образованные литьевым прессованием посредством полостей 109, 109’ опорного элемента 107, когда он расположен на наружной стороне 102 упаковочного материала 101 для контакта с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала 101 на его первом участке 118, где распространяется материал 106. Таким образом, в соответствии со способом 200 могут быть выполнены удлиненные ребра 110, 110’.
Ребра 108, 108’ опорного элемента 107 на длине, составляющей 40-60% от их длины 120’ в направлении, параллельном направлению их продольной протяженности (то есть вдоль направления 117), могут быть расположены вплотную к упаковочному материалу 101 снаружи зоны 104 вскрытия. Это может обеспечить особенно предпочтительный интервал для обеспечения достаточной опоры для упаковочного материала 101, включая зону 104 вскрытия, при одновременном сохранении оптимизированного потока материала 106 для формирования внутренней и наружной частей 106’, 106” элемента 105 для открывания.
Как дополнительно проиллюстрировано на фиг.1b, 3 и 4, система 100 для открывания может содержать вторые полости 111, 111’, расположенные между удлиненными ребрами 110, 110’, параллельные удлиненным ребрам 110, 110’ и параллельные плоскости 117, в которой простирается упаковочный материал 101. Вторые полости 111, 111’ также обеспечивают предпочтительную гибкость элемента 105 для открывания, которая может облегчить подъем элемента 105 для открывания от упаковочного материала 101 для разрыва зоны открывания контейнера.
Размеры, такие как длина 120 и ширина 119 ребер 110, 110’, определяются соответствующими размерами ребер 108, 108’ опорного элемента 107. Особенно предпочтительная длина 120 ребер 110, 110’ может находиться в диапазоне 3-4 мм для получения оптимизированной системы 100 для открывания, описанной выше. Длины участков ребер 110, 110’ с обеих сторон периферии 112 зоны 104 вскрытия обозначены L1 и L2 на фиг.4 и представляют собой часть длины 120 ребер 110, 110’, при этом каждая из длин L1 и L2 может находиться в диапазоне 1,5-2 мм для получения особенно предпочтительной системы 100 для открывания. Кроме того, для достижения рассмотренных выше эффектов системы 100 для открывания может быть особенно предпочтительным, если ширина 119 ребер 110, 110’ находится в диапазоне 0,8-1 мм и/или расстояние между ребрами 110, 110’ (то есть ширина вторых полостей 111, 111’) находится в диапазоне 0,4-0,5 мм.
В соответствии с настоящим раскрытием изобретения также предложен упаковочный материал, содержащий систему 100 для открывания, описанную выше в связи с фиг.1-3. Кроме того, предложена система 100 открывания, изготовленная согласно способу 200, описанному выше в связи с фиг.5.
Кроме того, предложена пресс-форма 300 для изготовления системы 100 для открывания. Контейнер содержит упаковочный материал 101, имеющий наружную сторону 102 и внутреннюю сторону 103, и зону 104 вскрытия, выполненную в упаковочном материале 101 и выполненную с возможностью ее открывания при открывании контейнера. Пресс-форма 300 выполнена с возможностью ее размещения с наружной стороны 102 и внутренней стороны 103 упаковочного материала 101 для литьевого прессования материала 106, проходящего через зону 104 вскрытия, на внутренней стороне 103 и наружной стороне 102 упаковочного материала 101. Пресс-форма 300 содержит опорный элемент 107, выполненный с возможностью размещения на наружной стороне 102 упаковочного материала 101 для контакта с, по меньшей мере, частью зоны 104 вскрытия и, по меньшей мере, частью упаковочного материала 101 на его первом участке 118 снаружи зоны 104 вскрытия, вдоль плоскости 117, в которой простирается упаковочный материал 101, в зоне распространения материала 106. Таким образом, пресс-форма 300 обеспечивает предпочтительные эффекты, описанные выше в отношении способа 200 и в связи с фиг.1-6.
Как упомянуто, опорный элемент 107 может содержать удлиненные ребра 108, 108’, выполненные с возможностью контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, частью упаковочного материала 101 на его первом участке 118, где распространяется материал 106, посредством чего при использовании материал 106 подается под давлением для распространения между ребрами 108, 108’ и вдоль ребер 108, 108’, параллельно плоскости 117, в которой простирается упаковочный материал 101.
Следует понимать, что общий принцип вышеприведенного описания может быть применен для самых разных упаковок, включая упаковки для пищевых продуктов, но также и другие упаковки, служащие в качестве контейнеров для вязких текучих сред (а также замороженных продуктов). Кроме того, вышеприведенное описание применимо для самых разных упаковочных материалов, таких как предварительно ламинированный упаковочный материал, и для специалиста будет очевидным то, что вышеприведенные принципы также применимы для другого упаковочного материала, также подвергнутого обработкам разных типов, например, для обеспечения кислородонепроницаемости, светонепроницаемости, или другим обычным обработкам материалов.
Настоящее изобретение было описано выше со ссылкой на конкретные примеры. Однако примеры, отличные от вышеописанных, в равной степени возможны в пределах объема изобретения. Различные признаки и этапы согласно изобретению могут быть скомбинированы в комбинациях, отличных от описанных. Объем изобретения ограничен только приложенной формулой изобретения.
В более общем смысле специалисты в данной области техники без труда поймут, что все параметры, размеры, материалы и конфигурации, описанные в данном документе, предназначены для того, чтобы быть иллюстративными, и что фактические параметры, размеры, материалы и/или конфигурации будут зависеть от конкретного применения или конкретных применений, для которого (-ых) используются идеи настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ ЕМКОСТЬ И УПАКОВКА, ИСПОЛЬЗУЮЩАЯ ДАННУЮ ЕМКОСТЬ | 2009 |
|
RU2490189C2 |
| ЛАНЦЕТ | 2007 |
|
RU2415644C2 |
| УКУПОРОЧНОЕ СРЕДСТВО ДЛЯ ГОРЛОВИНЫ КОНТЕЙНЕРА (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ УКУПОРОЧНОГО СРЕДСТВА (ВАРИАНТЫ) | 2016 |
|
RU2701615C1 |
| КОЛПАЧОК С РЕЖУЩИМ ЭЛЕМЕНТОМ | 2014 |
|
RU2654186C2 |
| УПАКОВКА КУРИТЕЛЬНЫХ ИЗДЕЛИЙ СО СКОЛЬЗЯЩИМ ОТКРЫВАНИЕМ | 2013 |
|
RU2638630C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2010 |
|
RU2523986C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНЫХ ЕМКОСТЕЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ МНОГОСЛОЙНОЙ ПЛЕНКИ, А ТАКЖЕ УПАКОВОЧНАЯ ЕМКОСТЬ | 2012 |
|
RU2621756C1 |
| ФИЛЬТР ДЛЯ ФИЛЬТРАЦИИ ТЕКУЧИХ СРЕД | 2010 |
|
RU2548413C2 |
| КРЫШКА С КОНТРОЛЕМ ПЕРВОГО ВСКРЫТИЯ | 2016 |
|
RU2706433C1 |
| СМЕСИТЕЛЬНОЕ УСТРОЙСТВО, КОФЕВАРКА, СНАБЖЕННАЯ СМЕСИТЕЛЬНЫМ УСТРОЙСТВОМ, И ИСПОЛЬЗОВАНИЕ СМЕСИТЕЛЬНОГО УСТРОЙСТВА | 2005 |
|
RU2367327C2 |




Раскрыт способ изготовления системы для открывания контейнеров, в которых имеются пищевые продукты. Контейнер содержит упаковочный материал, имеющий наружную сторону и внутреннюю сторону, и зону вскрытия, выполненную в упаковочном материале и выполненную с возможностью ее открывания при открывании контейнера. Способ включает формование элемента для открывания, получаемого литьевым прессованием, посредством подачи под давлением материала, из которого должен быть образован элемент для открывания, так, чтобы указанный материал распространялся от внутренней стороны упаковочного материала к его наружной стороне через зону вскрытия, когда опорный элемент размещен на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, частью упаковочного материала на его первом участке снаружи зоны вскрытия, вдоль плоскости, в которой простирается упаковочный материал, там, где распространяется указанный материал. Техническим результатом является уменьшение дефектов изделия. 4 н. и 8 з.п. ф-лы, 8 ил.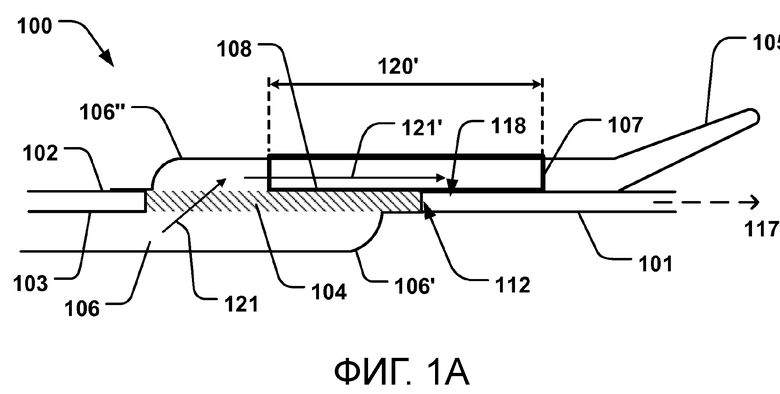
1. Способ (200) изготовления системы (100) для открывания контейнера, содержащего упаковочный материал (101), имеющий наружную сторону (102), внутреннюю сторону (103), и зону (104) вскрытия в упаковочном материале, выполненную с возможностью ее открывания при открывании контейнера, при этом способ включает
формование (201) получаемого литьевым прессованием элемента (105) для открывания посредством
подачи (202) под давлением материала (106) для образования элемента для открывания так, чтобы указанный материал распространялся от внутренней стороны упаковочного материала к его наружной стороне через зону вскрытия при размещении (203) опорного элемента (107) на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его первой части (118) снаружи зоны вскрытия, вдоль плоскости (117), в которой простирается упаковочный материал, где распространяется указанный материал, отличающийся тем, что он включает
выполнение (204) опорного элемента с удлиненными ребрами (108, 108’), расположенными с возможностью контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его первом участке, где распространяется указанный материал.
2. Способ по п.1, в котором материал подают под давлением для его распространения внутри и вдоль полостей (109, 109’), расположенных между удлиненными ребрами и параллельно удлиненным ребрам, и параллельно плоскости (117), в которой простирается упаковочный материал.
3. Способ по любому из пп.1, 2, включающий
подбор (205) ширины (119’) и/или длины (120’) ребер в направлении, перпендикулярном к направлению их продольной протяженности, так, чтобы зона вскрытия оставалась по существу в плоскости упаковочного материала при подаче указанного материала под давлением для его распространения от внутренней стороны к наружной стороне упаковочного материала.
4. Способ по п.3, включающий
изменение (207) ширины и/или длины ребер в зависимости от толщины (116) упаковочного материала.
5. Способ по любому из пп.1-4, включающий
подбор (208) длины (120’) ребер в направлении, параллельном направлению их продольной протяженности, так, чтобы указанный материал - при его подаче под давлением для распространения от внутренней стороны к наружной стороне упаковочного материала - оставался удерживаемым в пределах зоны вскрытия с указанной внутренней стороны вдоль периферии (112) зоны вскрытия, причем ребра проходят в пределах зоны вскрытия и указанного первого участка упаковочного материала.
6. Способ по любому из пп.1-5, в котором ребра на длине, составляющей 40-60% от их длины (120’) в направлении, параллельном направлению их продольной протяженности, расположены вплотную к упаковочному материалу снаружи зоны вскрытия.
7. Способ по любому из пп.1-6, включающий
приложение (206) силы посредством опорного элемента с наружной стороны упаковочного материала на всей расположенной между указанной зоной вскрытия и первым участком периферии (112) зоны вскрытия.
8. Система (100) для открывания контейнера, содержащего упаковочный материал (101), имеющий наружную сторону (102), внутреннюю сторону (103), и зону (104) вскрытия в упаковочном материале, выполненную с возможностью ее открывания при открывании контейнера, при этом система для открывания содержит
опорную зону (115), образованную литьевым прессованием материала (106) на внутренней стороне и наружной стороне упаковочного материала, проходящего через зону вскрытия при размещении опорного элемента (107) на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его первом участке (118) снаружи зоны вскрытия, вдоль плоскости (117), в которой простирается упаковочный материал, где распространяется указанный материал, отличающаяся тем, что опорная зона содержит удлиненные ребра (110, 110’), образованные литьевым прессованием через полости (109, 109’) опорного элемента (107), при его расположении на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и, по меньшей мере, частью упаковочного материала на его указанном первом участке, где распространяется указанный материал.
9. Система по п.8, содержащая вторые полости (111, 111’), расположенные между удлиненными ребрами параллельно им, и параллельно плоскости (117), в которой простирается упаковочный материал.
10. Система по любому из пп.8, 9, в которой ширина (119) удлиненных ребер находится в диапазоне 0,8-1 мм и/или расстояние между удлиненными ребрами находится в диапазоне 0,4-0,5 мм, и/или длина (120) удлиненных ребер находится в диапазоне 3-4 мм.
11. Упаковочный материал, содержащий систему (100) для открывания по любому из пп.8-10 или систему (100) для открывания, изготовленную в соответствии со способом по любому из пп.1-7.
12. Пресс-форма (300) для изготовления системы (100) для открывания контейнера, содержащего упаковочный материал (101), имеющий наружную сторону (102), внутреннюю сторону (103), и зону (104) вскрытия в упаковочном материале, выполненную с возможностью ее открывания при открывании контейнера, при этом пресс-форма выполнена с возможностью ее размещения с наружной стороны и внутренней стороны упаковочного материала для литьевого прессования материала (106) на внутренней стороне и наружной стороне упаковочного материала, проходящего через зону вскрытия, при этом пресс-форма содержит
опорный элемент (107), выполненный с возможностью размещения на наружной стороне упаковочного материала для контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его первом участке (118) снаружи зоны вскрытия, вдоль плоскости (117), в которой простирается упаковочный материал, там, где распространяется указанный материал, отличающаяся тем, что опорный элемент содержит удлиненные ребра (108, 108’), выполненные с возможностью контакта с, по меньшей мере, частью зоны вскрытия и с, по меньшей мере, частью упаковочного материала на его указанном первом участке, где распространяется указанный материал, посредством чего при использовании материал подается под давлением для распространения между полостями и вдоль полостей, параллельно плоскости (117), в которой простирается упаковочный материал.
| US 2016325878 A1, 10.11.2016 | |||
| US 5049336 A, 17.09.1991 | |||
| ОТКРЫВНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИКРЕПЛЕНИЯ К ОТВЕРСТИЮ НА ЛИСТЕ УПАКОВОЧНОГО МАТЕРИАЛА И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 1997 |
|
RU2198120C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, СНАБЖЕННЫЙ ПРИСПОСОБЛЕНИЕМ ДЛЯ ОТКРЫВАНИЯ, ПОЛУЧЕННЫМ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2002 |
|
RU2298473C2 |

