Изобретение относится к фильтру для фильтрации текучих сред, в частности газов, в частности всасываемого воздуха, горючего или моторного масла, в частности, двигателя внутреннего сгорания, в частности, автомобиля, или окружающего воздуха для подведения в системы вентиляции строений или транспортных средств, с фильтрующим элементом, имеющим зигзагообразно сложенную фильтрующую среду с грязной стороной и чистой стороной, причем на грязной стороне и/или на чистой стороне фильтрующей среды вдоль по меньшей мере двух клеевых дорожек размещено множество удлиненных клеевых сегментов, которые, по меньшей мере на отдельных разрывах, проходят наклонно или перпендикулярно ребрам складок, причем на каждой клеевой дорожке размещены по меньшей мере один клеевой сегмент и по меньшей мере один бесклеевой разрыв. При этом клеевые дорожки служат, в частности, для стабилизации фильтрующего элемента и/или для стабилизации складок.
Из уровня техники известны разнообразные фильтры со складчатой фильтрующей средой. Для известных плоских, не цилиндрических складчатых фильтрующих элементов ограничены достижимые высоты складок, например, по соображениям стабильности.
В основу изобретения положена задача создать стабильный фильтрующий элемент с максимально большими высотами складок и по возможности высокой производительностью фильтра.
Эта задача согласно изобретению решена тем, что бесклеевые разрывы различных, в частности, расположенных рядом друг с другом, клеевых дорожек размещены со смещением относительно друг друга, если смотреть в направлении ребер складок, таким образом, что через бесклеевые разрывы во фрагменте среды, который проходит между двумя соседними ребрами складок, не создается никакой сплошной проход, проходящий параллельно ребрам складок и через две или более лежащих рядом друг с другом клеевых дорожек.
Согласно изобретению также предусмотрены удлиненные клеевые сегменты, с помощью которых стабилизируются складки и тем самым фильтрующий элемент. Этим путем могут быть также сформированы стабильные высокие, по сравнению с расстоянием между складками, фильтрующие элементы, то есть, в частности, фильтрующие элементы с высокими складками. Кроме того, с помощью клеевых сегментов оптимизируется режим потока фильтруемой текучей среды в отношении фильтрации. Клеевыми сегментами между соседними клеевыми дорожками созданы проточные зоны, в которые фильтруемая текучая среда поступает, по существу, перпендикулярно ребрам складок. Чтобы обеспечить равномерную подачу текучей среды в проточные зоны, предусмотрены бесклеевые разрывы, которые представляют собой соединения по текучей среде между смежными проточными зонами и позволяют выравнивать течения между соседними проточными зонами. Соединения по текучей среде обеспечивают максимально равномерное распределение давления между проточными зонами.
В одном варианте исполнения длина бесклеевых разрывов для множества бесклеевых разрывов, в частности, для всех бесклеевых разрывов, является меньшей, чем длины клеевых сегментов, ограниченных соответствующим бесклеевым разрывом.
Воздействующее на фильтрующий элемент разрежение, возникающее, в частности, во впускном коллекторе при работе двигателя внутреннего сгорания, может в проточных зонах приводить к тому, что межскладочные промежутки сминаются локально или целиком по всей ширине фильтрующей среды, то есть фрагменты фильтрующей среды, расположенные напротив друг друга на чистой стороне, приходят в непосредственный контакт. Однако вследствие неоднородностей материала, в частности, в отношении неравномерных пропиток, могут возникать напряжения и деформации, которые ведут к сминанию на грязной стороне. Смятые таким образом области больше не пропускают поток, вследствие чего сокращается производительность фильтрации фильтрующего элемента. Посредством бесклеевых разрывов, расположенных со смещением относительно друг друга, также создается, во-первых, проход, проведенный наклонно или по меньшей мере не совсем параллельно ребрам складок, с помощью которого можно выравнивать потоки между соседними проточными зонами, разделенными бесклеевыми дорожками. Под проходом в смысле изобретения следует понимать каналоподобную область, которая ограничена двумя воображаемыми кривыми, которые в каждом случае проходят через концевые точки бесклеевых разрывов смежных клеевых дорожек. Во-вторых, посредством бесклеевых разрывов, расположенных со смещением относительно друг друга, достигается то, что ослабленная бесклеевым разрывом область поддерживается соседними клеевыми дорожками, благодаря чему сокращается риск сминания. Тем самым уменьшается опасность сминания как на чистой стороне, так и на грязной стороне.
В одном предпочтительном варианте исполнения проход может проходить зигзагообразно, в частности V-образно или W-образно. Благодаря изменению направления в проходе можно получить симметричную структуру, в частности, в отношении механической стабильности.
В дополнительном предпочтительном варианте исполнения бесклеевые дорожки могут представлять собой клеевые прямые линии, которые проходят параллельно друг другу и перпендикулярно ребрам складок. Вдоль бесклеевых прямых линий можно без труда сформировать клеевые сегменты. Клеевые сегменты предпочтительно могут быть нанесены на фильтрующую среду с помощью форсунок для нанесения покрытий, в то время как фильтрующую среду перемещают по направлению транспортирования вдоль форсунки для нанесения покрытий. При этом форсунка для нанесения покрытий может быть неподвижно размещена над ленточным транспортером для фильтрующей среды.
Клеевые дорожки предпочтительно могут быть расположены на равном расстоянии друг от друга. Этим путем между смежными клеевыми сегментами создаются проточные зоны с одинаковой шириной. Кроме того, складки тем самым равномерно поддерживаются по всей ширине фильтрующего элемента, благодаря чему сокращается риск сминания складок.
В альтернативном варианте расстояния между смежными клеевыми дорожками, если смотреть в направлении ребер складок от одной торцевой стороны фильтрующего элемента к другой торцевой стороне, предпочтительно увеличиваются или уменьшаются. Это оказывает положительное влияние, в частности, при несоосном (т.е. не по центру) набегающем потоке в отношении падения давления и пылеуловительной способности в проточных зонах и необходимого количества клея.
В дополнительном предпочтительном альтернативном варианте, в частности, при соосном, соответственно центрированном по середине фильтрующего элемента, направлении набегающего потока, расстояния между соседними клеевыми дорожками относительно плоскости симметрии, проходящей перпендикулярно ребрам складок, предпочтительно по середине относительно протяженности фильтрующей среды в направлении ребер складок, могут увеличиваться, в частности, изнутри наружу. Этим путем экономятся клеевые сегменты к торцевым сторонам и, тем самым, клей, и повышается эффективная площадь поверхности фильтра. Кроме того, проточные зоны расширяются к краям, благодаря чему снижается локальное падение давления и повышается пылеулавливающая способность. Кроме того, прочность фильтрующего элемента приспосабливают к действующей в данном месте механической нагрузке.
В одном дополнительном предпочтительном варианте исполнения клеевые сегменты на грязной стороне и на чистой стороне могут быть размещены так, что по меньшей мере один из клеевых сегментов на грязной стороне выступает в обе стороны за пределы по меньшей мере одного из бесклеевых разрывов на чистой стороне и своими концами перекрывается с клеевыми сегментами на чистой стороне, которые примыкают к бесклеевому разрыву, и/или по меньшей мере один из клеевых сегментов на чистой стороне выступает в обе стороны за пределы по меньшей мере одного из бесклеевых разрывов на грязной стороне и своими концами перекрывается с клеевыми сегментами на грязной стороне, которые примыкают к бесклеевому разрыву. Благодаря взаимно перекрывающимся клеевым сегментам на чистой стороне, а также на грязной стороне, повышается общая стабильность складок в целом. Тем самым избегают пропусков в поддерживании фильтрующей среды. Перекрывание клеевых сегментов позволяет обеспечить передачу усилия с клеевых сегментов на чистой стороне на соответствующие клеевые сегменты на грязной стороне.
Протяженность клеевых сегментов перпендикулярно фильтрующей среде вдоль клеевой дорожки предпочтительно может варьироваться так, что клеевые сегменты в складчатой фильтрующей среде в каждом случае своей свободной стороной, обращенной от фильтрующей среды, могут плоско прилегать к соответствующей свободной стороне противолежащего в межскладочном промежутке клеевого сегмента, или к поверхности противолежащего в межскладочном промежутке фрагмента среды. Этим путем оба фрагмента среды, которые ограничивают межскладочный промежуток, взаимно поддерживаются клеевыми сегментами. Тем самым предотвращается то, что фрагменты среды будут прижиматься друг к другу, или складки могут быть там смяты. Тем самым повышается стабильность всего фильтрующего элемента в целом. Кроме того, с помощью клеевых сегментов создаются опорные и пропускающие поток стенки, которые проходят поперек ребер складок в межскладочном промежутке, причем с помощью бесклеевых разрывов создаются сообщения по текучей среде между соседними проточными зонами, которые ограничены опорными и пропускающими поток стенками.
В одном дополнительном предпочтительном варианте исполнения фрагменты фильтрующей среды, которые с обеих сторон проходят от вершин складок на грязной стороне до оснований соседних складок на грязной стороне, в каждом случае, если смотреть от вершин складок на грязной стороне, имеют первый изгиб к грязной стороне и позади него второй изгиб к чистой стороне. Этим путем оптимально формируются благоприятные в аэрогидродинамическом отношении вершины складок на стороне набегающего потока фильтруемой текучей среды, так что очищаемая текучая среда может оптимально натекать на грязную сторону фильтрующей среды. Тем самым сокращается падение давления и повышается нагрузочная способность фильтрующего элемента в отношении посторонних веществ, в частности пыли. Специальные изгибы в области вершин складок на грязной стороне предпочтительно создаются тем, что вершины складок в узкой области после сгибания фильтрующей среды тесно сдавливаются друг с другом, так что области позади второго изгиба отодвигаются друг от друга, и фрагменты фильтрующей среды сравнительно круто ниспадают к основаниям фильтра на грязной стороне. Крутой наклон фрагментов фильтрующей среды позитивно действует в отношении падения давления и нагрузочной способности. Кроме того, изгибы способствуют стабилизации стенок складок. Таким образом, фильтрующие элементы могут быть также сформированы стабильными в плане увеличенных высот складок относительно расстояния между складками.
В одном дополнительном предпочтительном варианте исполнения на грязной стороне могут быть сформированы многочисленные углубления в фильтрующей среде, которые проходят между вершинами складок на грязной стороне и основаниями складок на грязной стороне почти перпендикулярно ребрам складок фильтрующей среды, и создают соответствующие выступы на чистой стороне таким образом, что в межскладочном промежутке на грязной стороне в каждом случае два углубления на обоих ограничивающих межскладочный промежуток фрагментах среды расположены непосредственно напротив друг друга и в каждом случае совместно образуют проточный канал. Тем самым межскладочные промежутки на грязной стороне с помощью углублений во многих местах могут быть каналообразно расширены. С помощью проточных каналов оптимизируется режим течения поступающей текучей среды для улучшения эффективности фильтрации, уменьшения падения давления на фильтрующем элементе и повышения нагрузочной и, соответственно, пылеуловительной способности. Тем самым фильтруемая текучая среда может одновременно поступать вплоть до оснований складок так, что поток проходит по возможности через всю поверхность фильтрующей среды. Это ведет к равномерной нагрузке грязной стороны осаждающимися посторонними веществами и к повышению нагрузочной способности фильтрующего элемента. Тем самым увеличивается срок службы. Кроме того, сформированные углублениями и выступами области фильтрующей среды стабилизируют складчатую фильтрующую среду.
В одном варианте осуществления изобретения фильтрующий элемент сформирован из фильтрующей среды, которая состоит из целлюлозы, полученной выдуванием из расплава волокон, микро- или нановолокон, сплетенных в ткань или трикотаж волокон, из нетканого материала или комбинации этих материалов.
В одном варианте исполнения фильтрующая среда включает слой носителя, и фильтрующий пласт на стороне набегающего потока, причем фильтрующий пласт на стороне набегающего потока имеет фильтрующий слой из тонких волокон.
Эта структура имеет то преимущество, что на стороне набегающего потока осаждение частиц происходит вблизи поверхности внутри слоя из тонких волокон или, в случае соответственно тонких волокон, здесь, как правило, нановолокон, полностью на поверхности слоя из тонких волокон. Благодаря этому предотвращается то, что мелкие частицы, в частности сажевые частицы в областях с высокими скоростями течения, будут проникать в фильтрующую среду и закупоривать ее внутри.
Это является, в частности, преимущественным при больших высотах складок, так как там различные участки фильтрующей среды в зависимости от положения в фильтрующем элементе могут быть нагружены с различной интенсивностью. Поэтому вследствие неоднородного распределения скоростей в элементах с высокими складками это могло бы приводить к локальному засорению поверхности фильтра. Поскольку через засоренные участки вследствие повышенного падения давления со временем протекает меньший поток, может смещаться место превышения скорости, вследствие чего начинаются засоряться другие участки, так что сокращалась бы общая долговечность (срок службы) элемента.
В одном варианте исполнения применяется объемистый слой из тончайших волокон, и с помощью него формируется глубинный фильтрующий слой из тончайших волокон, который удерживает осажденные частицы распределенными по всей толщине пласта из тонких волокон и тем самым предотвращает образование плотного фильтрационного осадка. Для этого предпочтительно применяется слой из тончайших волокон, полученных выдуванием из расплава.
В одном варианте исполнения фильтр включает фильтрующую среду, в которой по направлению протекания размещен по меньшей мере один пласт фильтрующей среды на носителе, причем фильтрующий пласт на стороне набегающего потока имеет фильтрующий слой из тонких волокон, причем тонкие волокна размещены внутри фильтрующей среды.
В одном варианте исполнения тонкие волокна представляют собой микро- и нановолокна.
В одном варианте исполнения по меньшей мере один пласт фильтрующей среды размещен на носителе, причем фильтрующий пласт на стороне набегающего потока имеет фильтрующий слой из тонких волокон, и носитель представляет собой сетку из полиамида 6.6.
В одном варианте исполнения размер ячеек сетки составляет между 100 и 150 мкм.
В одном варианте исполнения фильтрующий слой имеет волокна со средним диаметром волокон ~2 мкм.
В одном варианте исполнения по направлению протекания размещен по меньшей мере один пласт фильтрующей среды на носителе, в частности целлюлозном носителе или целлюлозной фильтрующей среде, причем фильтрующий пласт на стороне набегающего потока имеет фильтрующий слой из тонких волокон.
В одном варианте исполнения фильтрующий пласт на стороне набегающего потока представляет собой объемистый слой из тончайших волокон из полученных выдуванием из расплава волокон, с толщиной в диапазоне 0,01-0,3 мм, причем средний диаметр полученных выдуванием из расплава волокон, в частности, составляет приблизительно 2 мкм. При этом, в частности, нижний предел диаметра волокон d50-2σ составляет приблизительно 700 нм. В одном предпочтительном усовершенствованном варианте вес слоя из тончайших волокон варьирует в диапазоне 5-20 г/м2.
В одном варианте исполнения слой из тончайших волокон включает нановолокна с диаметрами от 0,01 до 0,5 микрометра. Пласт из тончайших волокон, составленный нановолокнами, имеет, в частности, толщину менее 1 мкм. Благодаря этому осаждаемые частицы осаждаются на поверхности и накапливаются в форме фильтрационного осадка. Волокна могут быть изготовлены, например, с помощью электрораспыления.
В одном варианте исполнения толщина слоя из тончайших волокон составляет 0,08-0,13 мм.
В одном варианте исполнения вес слоя из тончайших волокон составляет 10 г/м2.
В одном варианте исполнения воздухопроницаемость слоя из тончайших волокон варьирует в диапазоне 500-5000 л/м2с.
В одном варианте исполнения воздухопроницаемость слоя из тончайших волокон варьирует в диапазоне 1000-1500 л/м2с.
В одном варианте исполнения материал слоя из тончайших волокон выбирается из группы, состоящей из полибутилентерефталата, поликарбоната, полипропилена, полиамида, полиэтилентерефталата, поливинилового спирта, поливинилнитрата, поливинилацетата, поливинилгалогенида, сложного полиэфира, полиалкилентерефталата, полиалкиленнафталата или полиуретана.
В одном варианте исполнения носитель состоит из фильтрующей среды на основе целлюлозы.
В одном варианте исполнения вес единицы площади носителя варьирует между 50 и 200 г/м2.
В одном варианте исполнения носитель имеет воздухопроницаемость между 50 и 100 л/м2с.
В одном варианте исполнения толщина материала носителя варьирует в диапазоне 0,2-0,5 мм.
В одном варианте исполнения носитель пропитан огнезащитным средством.
В одном варианте исполнения соединение между носителем и слоем из тончайших волокон производится с помощью каландра.
В одном варианте исполнения слой из тончайших волокон наклеен на носитель.
В одном варианте осуществления изобретения фильтрующий элемент включает фильтрующую среду, которая многократно сложена попеременно в виде гармошки. При этом грязная сторона, с которой на фильтрующий элемент подается очищаемая текучая среда, отделена от чистой стороны фильтрующей средой. Вдоль линий складок на фильтрующей среде попеременно образованы ребра складок грязной стороны и чистой стороны, которые образуют вершины складок, которые в каждом случае попеременно ориентированы по направлению к чистой стороне и грязной стороне. Расстояние между плоскостями, которые проведены через вершины складок на чистой стороне и на грязной стороне, называется высотой складок. Расстояние между двумя соседними вершинами складок обозначается как межскладочный интервал. Основание складки в каждом случае находится на другой противолежащей стороне фильтрующей среды, то есть основанием складки является пространство, замкнутое соответствующей вершиной складки. Таким образом, вершина складки на чистой стороне и основание складки на грязной стороне находятся на одном и том же ребре складки на противолежащих сторонах фильтрующей среды, и наоборот. Оба края фильтрующего материала, которые проходят перпендикулярно ребрам складок и попеременно между ребрами складок грязной стороны и чистой стороны, обозначаются как торцевые края. В складчатом состоянии торцевые края образуют две противолежащих торцевых стороны. Стороны, на которых находятся концы фильтрующей среды, которые, в частности, проходят параллельно ребрам складок, обозначаются как концевые стороны.
В одном предпочтительном варианте исполнения высота складки составляет по меньшей мере 50 мм, предпочтительно 100 мм или 150 мм, и особенно предпочтительно 200 мм. В одном дополнительном предпочтительном варианте исполнения фильтрующий элемент имеет высоты складок по меньшей мере 300 мм. В результате этого фильтрующий элемент может быть сформирован, в частности, при малой площади набегающего потока с особенно большой площадью фильтрации.
В одном варианте исполнения отношение высоты складок к межскладочному интервалу составляет по меньшей мере между 50:1 и 180:1, предпочтительно между 100:1 и 160:1, особенно предпочтительно между 120:1 и 140:1.
В одном варианте исполнения межскладочный интервал составляет между 7,5 мм и 1,8 мм, предпочтительно между 2,5 мм и 3 мм.
В одном варианте исполнения фильтрующая среда является гофрированной или покрытой бугорками, причем бугорки введены в фильтрующую среду с обеих сторон, и в складчатом состоянии находятся в контакте с конкретным противолежащим фрагментом фильтрующей среды. Благодаря этому достигается стабилизация фильтрующей среды.
Альтернативно или дополнительно, в среду могут быть введены тиснения, которые имеют большое отношение длины к ширине и проходят между вершинами складок и основанием складок. При этом тиснения предпочтительно сформированы так, что в межскладочном промежутке в каждом случае два или более тиснений находятся на противолежащих фрагментах среды непосредственно напротив друг друга, и тем самым одно тиснение поддерживается соответствующим противолежащим тиснением. В особенности предпочтительны клиновидно сформированные тиснения, причем клин в зависимости от формы межскладочного промежутка является уменьшающимся или увеличивающимся по направлению к основанию складки. Дополнительно предпочтительно, тиснения в каждом случае могут быть склеены с противолежащим тиснением, например, термоплавким клеем.
В одном варианте исполнения в складки введены клеевые дорожки, например, из термоплавкого клея, которые пролегают между вершинами складок и основанием складок. При этом клеевые дорожки нанесены как на чистую сторону, так и на грязную сторону. При этом перед выстраиванием отдельных складок по меньшей мере две клеевых дорожки наносят параллельно друг другу и перпендикулярно направлению ребер складок на фильтрующей среде.
В одном варианте исполнения клеевые дорожки не являются непрерывными, а прерываются через регулярные промежутки.
В одном варианте исполнения клеевые дорожки проходят между вершинами складок и основанием складок, однако регулярно прерываются на чистой стороне и/или грязной стороне.
В одном предпочтительном варианте исполнения клеевая дорожка на грязной стороне в каждом случае по меньшей мере один раз прерывается между вершиной складки и основанием складки. При этом разрыв находится, например, посередине между вершиной складки и основанием складки, и имеет длину между 10 мм и 80 мм, предпочтительно между 30 мм и 60 мм.
В одном предпочтительном варианте исполнения на чистой стороне предусмотрен разрыв клеевой дорожки, который огибает вершину складки на чистой стороне. Тем самым складки на чистой стороне не склеены в области вершин складок.
Преимущественно, по меньшей мере одна, предпочтительно все клеевые дорожки на грязной стороне находятся непосредственно напротив клеевой(-ых) дорожки(-жек) на чистой стороне.
В одном предпочтительном варианте исполнения клеевые дорожки, которые имеют разрывы, сформированы так, что разрывы клеевой дорожки на чистой стороне и на грязной стороне не перекрываются. Тем самым обеспечивается то, что как в области вершин складок на чистой стороне, так и вблизи основания складки на чистой стороне образуется перекрывание клеевой дорожки на чистой стороне и грязной стороне.
В одном варианте исполнения по меньшей мере две клеевых дорожки имеют разрывы, которые находятся на равном расстоянии от вершин складок и основания складок. Прямые линии, проведенные через начальные и конечные точки отдельных отрезков клеевых дорожек, тем самым проходят параллельно ребрам складок.
В альтернативном варианте исполнения начальные и конечные точки разрывов клеевых дорожек выстроены по многочисленным прямым линиям, которые проходят параллельно друг другу и образуют угол с ребрами складок 10-80°, предпочтительно 45±15°.
В одном предпочтительном усовершенствованном варианте начальные и конечные точки разрывов клеевых дорожек проходят по меньшей мере по двум семействам прямых, причем каждое семейство прямых включает взаимно параллельные прямые, причем соответствующие прямые пересекаются на фильтрующей среде, в результате чего образуется стреловидная или зигзагообразная форма разрывов клеевой дорожки на фильтрующей среде.
В одном альтернативном варианте, начальные и конечные точки разрывов клеевых дорожек могут быть определены семейством кривых, причем кривые, в частности, имеют одинаковую форму, однако по направлению, перпендикулярному (±30°) ребрам складок, смещены относительно друг друга. Для этого, например, могут быть использованы круговые или эллиптические сечения, синусоидальные формы или прочие регулярные колебательные формы.
В одном варианте исполнения фильтр имеет плоскость, образованную ребрами складок или на чистой стороне, и/или на грязной стороне, которая, по меньшей мере в одной частичной области, проходит не параллельно плоскости, проведенной через противолежащие вершины складок. Тем самым, фильтрующий элемент может быть простым путем приспособлен для оптимизации эффективности фильтра путем лучшего использования объема в области этой стороны фильтрующего элемента для сложных конструкций в зоне всасывания двигателя внутреннего сгорания. Благодаря хорошему согласованию фильтрующего элемента с геометрической формой всасывающего патрубка изобретение также служит для улучшения режима течения на этой стороне поступления воздуха в фильтрующий элемент.
В одном предпочтительном варианте исполнения по меньшей мере часть проведенной через вершины складок на грязной стороне плоскости проходит под углом, в частности, 0-80°, предпочтительно 10°-45°, особенно предпочтительно 10°-25° к плоскости, проведенной через вершины складок на чистой стороне.
В особенно предпочтительном варианте исполнения плоскость, проведенная через вершины складок на грязной стороне, проходит в одной области фильтрующего элемента параллельно плоскости, проведенной через вершины складок на чистой стороне, и по меньшей мере во второй краевой области фильтрующего элемента под углом 0-80°, предпочтительно 10°-45°, особенно предпочтительно 10°-25° к плоскости, проведенной через вершины складок на чистой стороне, причем к краю фильтрующего элемента высота складок непрерывно уменьшается. Тем самым условия набегающего потока в корпусе воздушного фильтра могут быть благоприятно приспособлены к условиям конструктивного объема. Например, в областях с ослабленным течением, в которых нагрузка частиц на фильтрующий элемент является меньшей, может быть предусмотрена уменьшенная высота складок. Кроме того, этим путем может быть снижено падение давления на фильтрующем элементе.
В одном варианте исполнения фильтрующий элемент имеет по меньшей мере два участка, в которых плоскости, проведенные через вершины складок на чистой стороне или грязной стороне, проходят параллельно, но на разном расстоянии до соответствующей противолежащей плоскости. Различие в высоте складок по меньшей мере в двух участках имеет результатом ступенчатый элемент, который позволяет лучше использовать объем в конструктивных пространствах со сложной конфигурацией.
В одном дополнительном варианте исполнения могут быть также предусмотрены наклонные поверхности, угловатые или сводчатые контуры на соответствующей стороне фильтрующего элемента, причем посредством сплошной зигзагообразной складчатости обеспечивается в значительной мере равномерная эффективность фильтрации через всю площадь фильтра. При этом на другой стороне фильтрующего элемента имеется однородная плоская поверхность без перемычек, поскольку области различной высоты складок здесь непрерывно переходят одна в другую.
В одном варианте исполнения вершины складок имеют форму, которая соответствует клину или, альтернативно, широкому концу клина. Это значит, что вершина складки в случае формы широкого конца клина посередине вдоль ребра складки имеет плато, которое проходит, по существу, параллельно плоскости, проведенной через вершины складок. С обеих сторон к плато примыкают узкие переходные области вершин складок, которые составляют с плато угол 45(+35/-30)°, предпочтительно 45°-80°. Ширина области плато составляет не более четверти, предпочтительно не более пятой части, и особенно предпочтительно не более одной шестой части межскладочного интервала. В случае клиновидной формы переходные области составляют угол 90±30°, предпочтительно 60°-90°, и непосредственно переходят друг в друга на остром ребре складки. Ширина переходных областей составляет в случае клиновидной формы не более 35%, предпочтительно не более 25% межскладочного интервала, в случае формы широкого конца клина не более четверти, предпочтительно не более пятой части, и особенно предпочтительно не более одной шестой части межскладочного интервала.
В одном варианте исполнения вершины складок имеют многоступенчатую форму, причем в первой области, исходя из ребра складки, оба фрагмента фильтрующей среды по существу непосредственно примыкают вплотную друг к другу или составляют угол менее 10°, предпочтительно менее 5°. При этом первая область распространяется на длину менее 10 мм, предпочтительно 5 мм ± 0,2 мм. В примыкающей к ней переходной области с длиной менее 10 мм, предпочтительно 5 мм ± 0,2 мм, противолежащие участки фильтрующей среды составляют угол 10°-40°, предпочтительно 18°-30°, особенно предпочтительно 20-25°. Противолежащие участки фильтрующей среды проходят по остальной части складки, по существу, параллельно и составляют предпочтительно угол от 0° до 0,2°, или альтернативно от 0° до -0,2°.
В одном варианте исполнения открытая площадь поперечного сечения, проведенного на грязной и/или чистой стороне между двумя складками, в которую притекает очищаемая среда, или, соответственно, из которой вытекает очищенная среда, является меньшей, чем базовая площадь сопряженного основания складки. То есть расстояние, которое разделяет два фрагмента фильтрующей среды, которые образуют складку фильтрового сильфона, является меньшим в концевой области на открытой стороне этой складки, чем в области, в которой фрагменты фильтрующей среды сходятся и соединяются.
В одном предпочтительном варианте исполнения отношение открытого поперечного сечения на грязной стороне между двумя вершинами складок на грязной стороне к расположенной ниже на таком же расстоянии базовой площади, образованной основанием складки, составляет менее 1, предпочтительно менее 0,85, дополнительно предпочтительно менее 0,7, и особенно предпочтительно менее 0,4.
В одном варианте исполнения торцевые стороны герметизированы с помощью непрерывных клеевых дорожек. При этом, по меньшей мере на чистой стороне, каждая складка закупорена термоплавким клеем, который в нескладчатом состоянии нанесен в виде непрерывной дорожки на край фильтрующей среды и при формировании складок закупоривает их с торцевой стороны. В одном дополнительном варианте исполнения, также в краевой области, для стабилизации фильтрующего элемента тоже нанесена сплошная или прерывистая клеевая дорожка на грязной стороне фильтрующего элемента.
В одном варианте исполнения герметизация торцевых сторон производится текстильным материалом или тканью, например, нетканым материалом, в частности, нетканым материалом из (сложного) полиэфира, который имеет покрытие из термоплавкого клея. Для герметизации торцевых сторон приводят в контакт покрытую сторону ткани с фильтровым сильфоном. При этом покрытие из термоплавкого клея перед нанесением на торцевую сторону может быть нагрето с помощью инфракрасного излучения, и затем в пластичном состоянии нанесено на фильтровый сильфон. Термоплавкий клей проникает в складки фильтрующей среды и при охлаждении затвердевает. Альтернативно или дополнительно, покрытие может быть нагрето снаружи инфракрасным излучением или контактом с горячей сопряженной деталью, когда покрытие из термоплавкого клея находится в контакте с торцевой стороной фильтрового сильфона.
В одном дополнительном варианте исполнения фильтрующий элемент имеет плоское уплотнение торцевых сторон из полимера.
В одной конструкции плоское уплотнение образуется с помощью по существу пластинчатой полимерной детали, которая по плоскости приклеена к торцевой стороне фильтрового сильфона с помощью термоплавкого клея.
В одной конструкции плоскостное уплотнение образуется с использованием литьевого полиамида, например, полиамида-6 из ε-капролактама в качестве исходного вещества. Он переводится в жидкое состояние в литьевом ковше, затем торцевая сторона фильтрующего элемента погружается в еще жидкий полимер. Полимер затвердевает в форме литейного ковша на торцевой стороне фильтрующего элемента и тем самым закупоривает торцевую сторону. В альтернативном варианте, в литьевой ковш может быть внесен полиуретан, который при отверждении вспенивается, и при этом проникает в складки на торцевой стороне. Этим путем может быть достигнуто простое и гибкое уплотнение.
В другой конструкции плоскостное уплотнение торцевых сторон достигается с помощью термически размягчаемого полимера, например полипропилена, полиамида, полиоксиметилена. При этом сторона, по существу, пластинчатой полимерной детали, которая присоединяется к торцевой стороне, нагревается инфракрасным излучением до диапазона температуры плавления, и затем прижимается к торцевой стороне фильтрового сильфона. При этом фильтрующая среда своими торцевыми кромками проникает в размягченный полимер и соединяется с ним при затвердевании полимера.
В другой конструкции плоскостное уплотнение торцевых сторон достигается с помощью термически размягчаемого, набухающего при подведении тепла полимера, в частности нитрильного каучука. При этом пленка из этого материала прижимается к торцевым сторонам фильтрового сильфона и одновременно нагревается. При этом материал размягчается, вспучивается и охватывает при этом торцевые кромки фильтрующей среды. Затем материал затвердевает, в результате чего возникает прочное и с геометрическим замыканием соединение материала с фильтрующей средой. В предпочтительном усовершенствованном варианте во время процесса соединения в находящуюся снаружи поверхность термически размягчаемого материала, обращенную от фильтрующей среды, вводится слой нетканого материала. Он присоединяется таким же образом, как фильтрующая среда с термически размягчаемым материалом. Это имеет то преимущество, что достигается однородная поверхность и, кроме того, дополнительная стабилизация плоскостного уплотнения.
В одном варианте исполнения фильтрующий элемент имеет охватывающую раму из полимера, которая, по меньшей мере частично, перекрывает не пропускающие поток поверхности фильтрующего элемента. При этом детали рамы на торцевой стороне могут быть сформированы с помощью плоскостного уплотнения из полимера, или могут быть предусмотрены дополнительные детали рамы, которые охватывают торцевые стороны.
В одной предпочтительной конструкции рама имеет охватывающее уплотнение, которое служит для разделения грязной стороны и чистой стороны. Оно может действовать аксиально и нанесено на грязной стороне фильтрующего элемента на раму. При этом уплотнение может быть установлено перпендикулярно относительно оси поверхности, обращенной к набегающему потоку на грязной стороне, которая образована вершинами складок на грязной стороне, и герметизирующей поверхностью может быть приведено в контакт с корпусом поверх обращенной к набегающему потоку поверхности. Альтернативно, может быть предусмотрено уплотнение ниже обращенной к набегающему потоку поверхности, охватывающее фильтрующий элемент, причем уплотнение охватывает фильтрующий элемент по периметру в плоскости между стороной набегающего потока и стороной отходящего потока.
Кроме того, может быть предусмотрено также радиальное, действующее наружу уплотнение, которое наносится на охватывающую деталь рамы, которая выступает над обращенной к набегающему потоку поверхностью на грязной стороне, которая образована вершинами складок на грязной стороне.
Дополнительные преимущества, признаки и подробности изобретения явствуют из нижеследующего описания, в котором более подробно разъяснены примеры осуществления изобретения с помощью фигур. Специалист целесообразно будет рассматривать признаки, раскрытые на чертежах, в описании и в пунктах формулы, также по отдельности и объединять в рациональные дополнительные комбинации. Как показано:
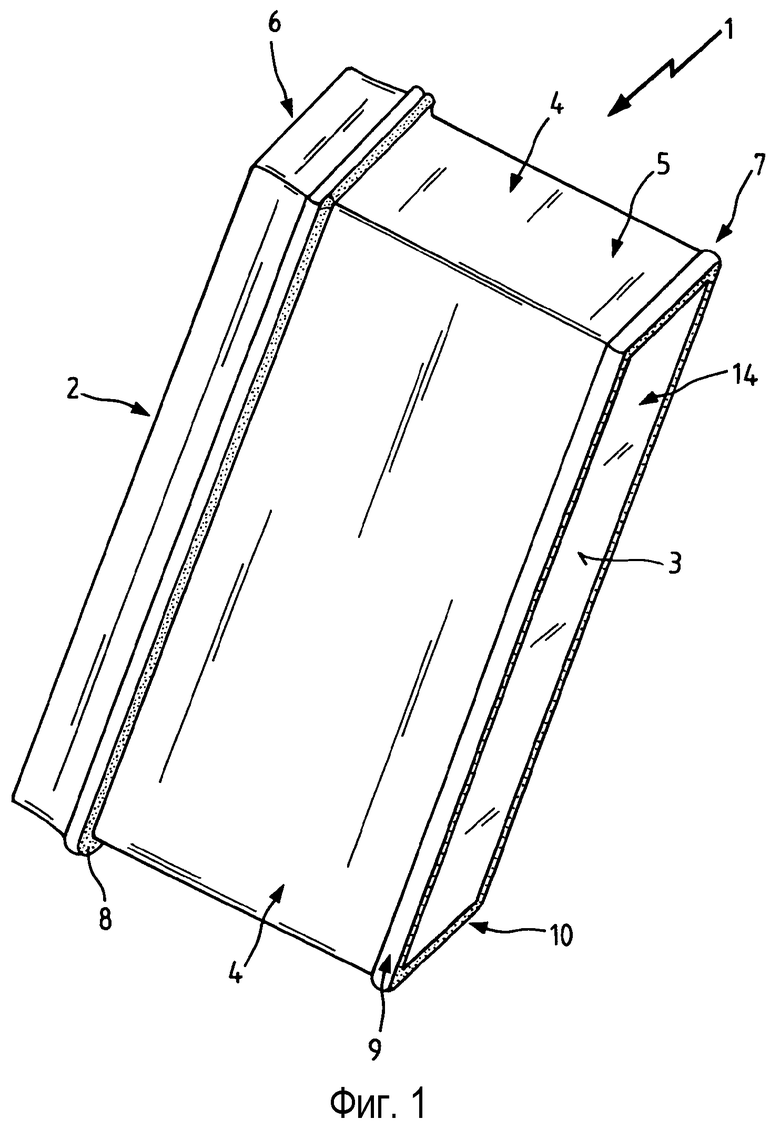
Фиг.1 представляет вид соответствующего изобретению варианта исполнения фильтра;
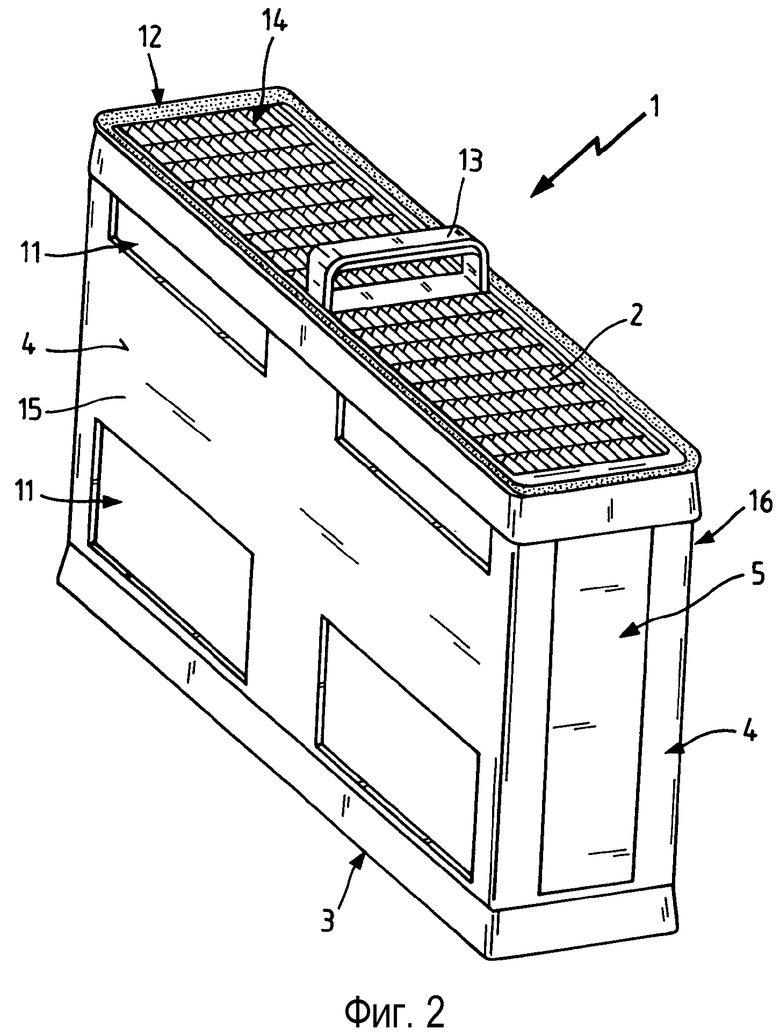
Фиг.2 представляет вид дополнительного варианта исполнения соответствующего изобретению фильтра;
Фиг.3 представляет детальный вид размещения клеевых дорожек на соответствующем изобретению фильтре;
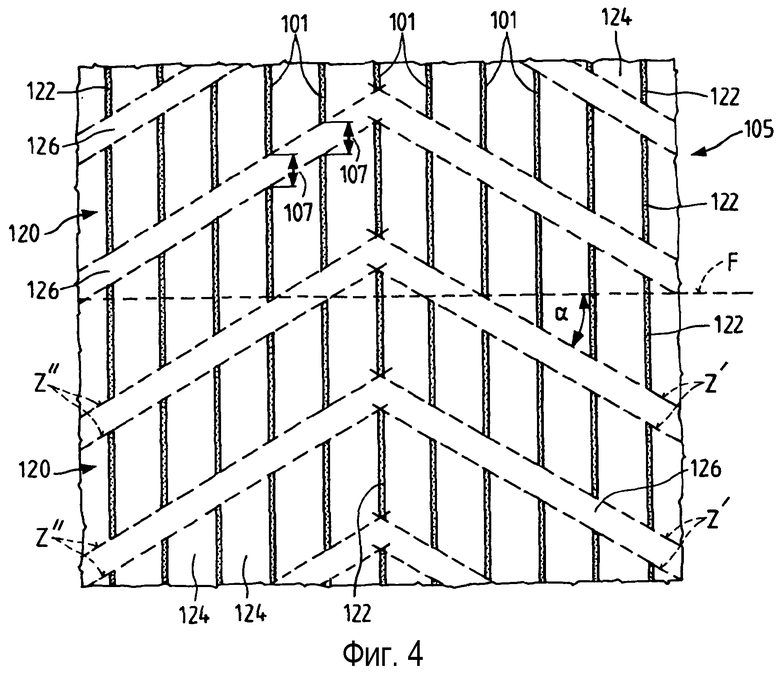
Фиг.4 представляет детальный вид альтернативного размещения клеевых дорожек на соответствующем изобретению фильтре;
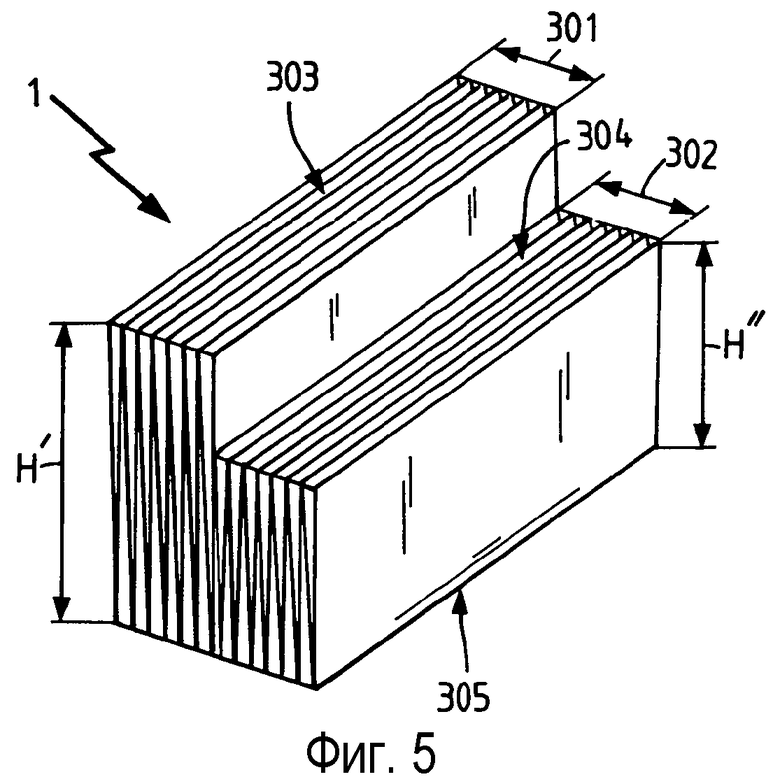
Фиг.5 представляет вариант исполнения наружной формы соответствующего изобретению фильтра;
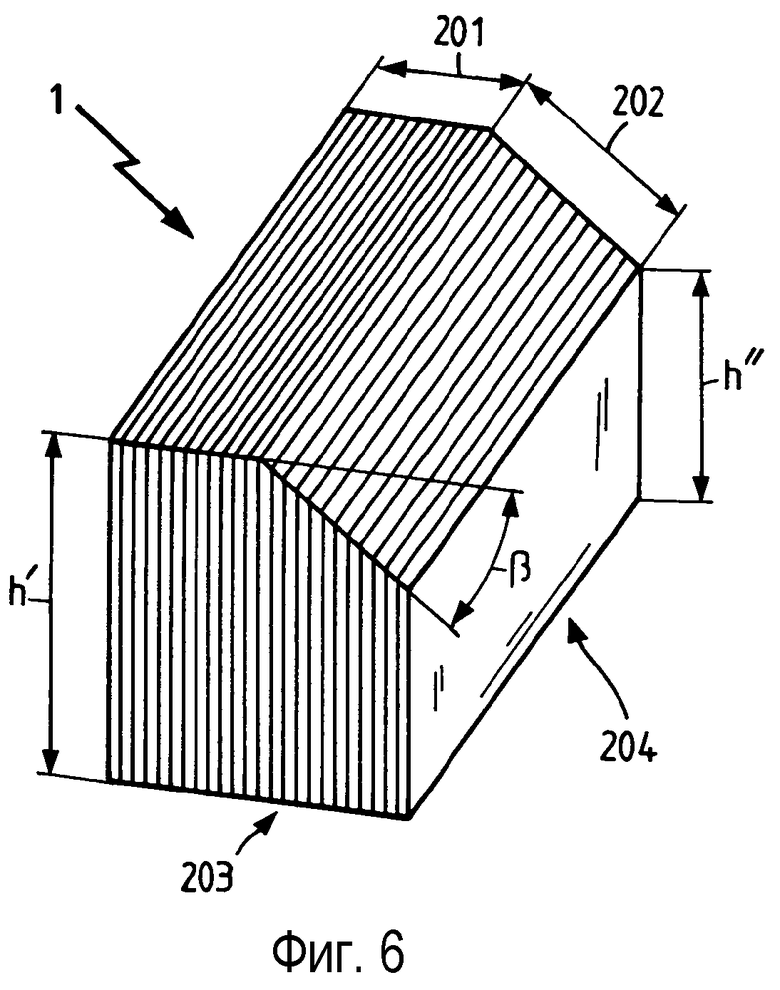
Фиг.6 представляет дополнительный вариант исполнения наружной формы соответствующего изобретению фильтра;
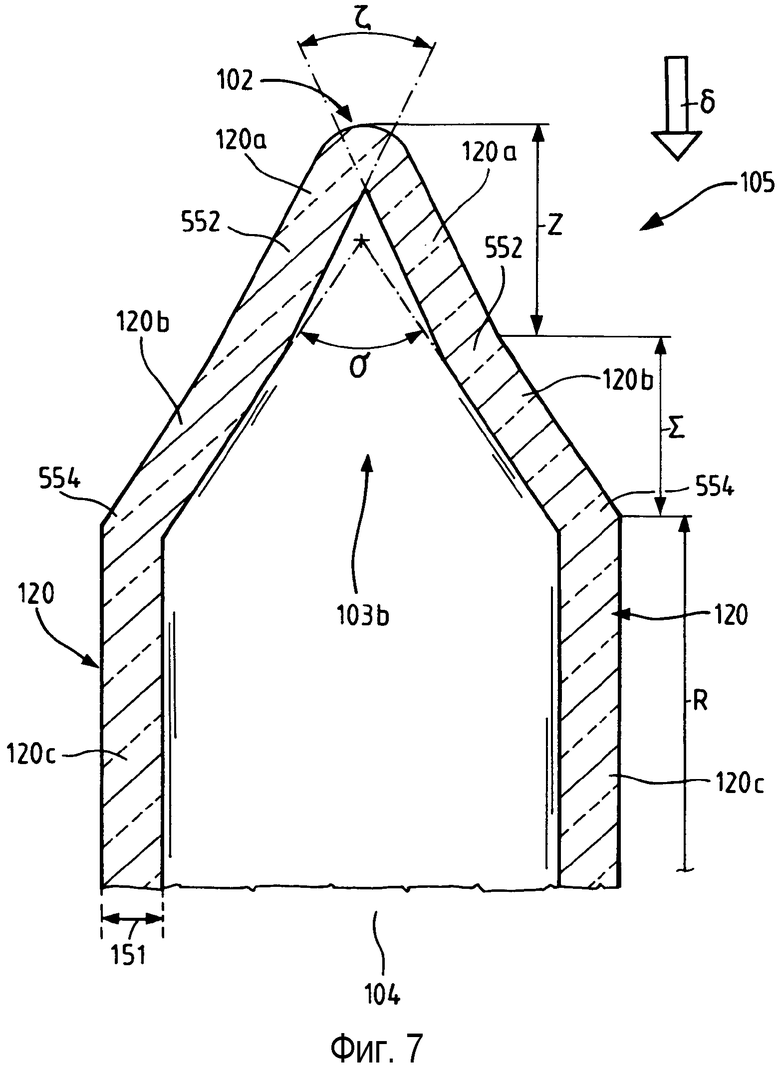
Фиг.7 представляет вариант исполнения вершины складки соответствующего изобретению фильтра;
Фиг. 8-12 представляют схематические детальные виды различных размещений клеевых дорожек на фильтрующей среде, подобные конструкции из Фиг.4;
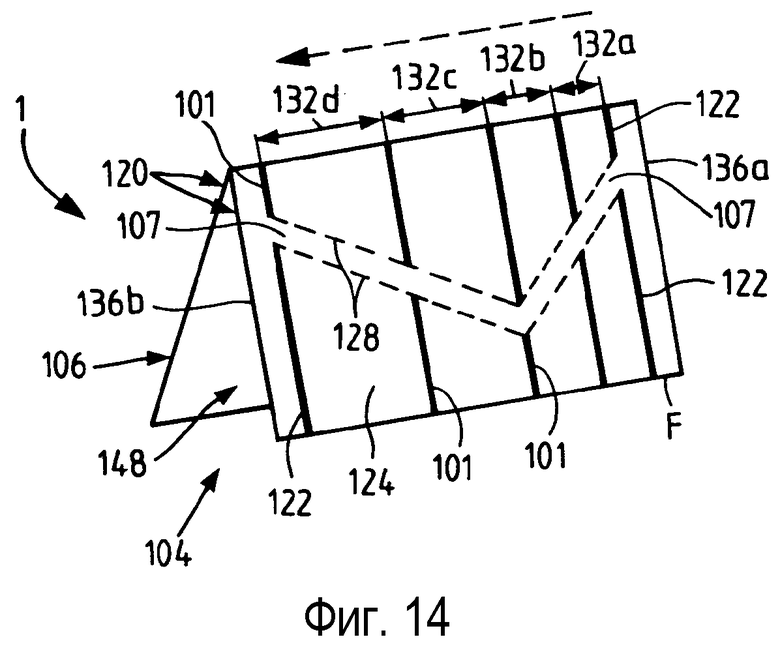
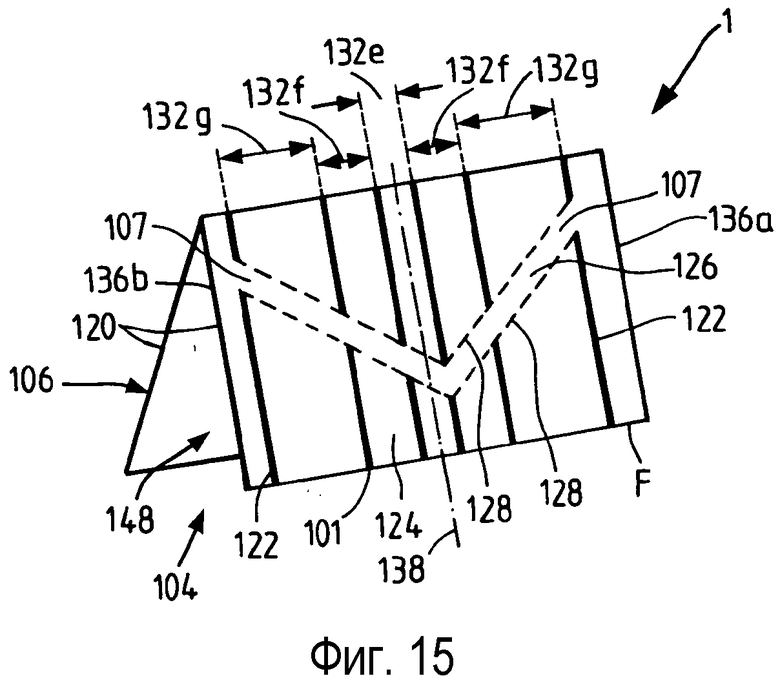
Фиг. 13-15 представляют схематические изометрические изображения складки фильтрующего элемента фильтра, подобного фильтру из Фиг. 1-7, причем здесь клеевые дорожки размещены на различных расстояниях друг от друга;
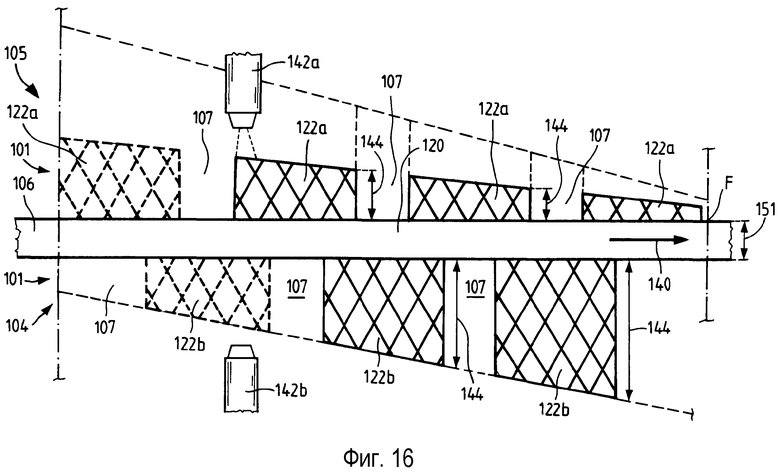
Фиг.16 схематически представляет в разрезе не сложенную в складки фильтрующую среду фильтра, подобного фильтру из Фиг. 1-15, в которой размещены клеевые дорожки на грязной стороне и чистой стороне, причем величина клеевых дорожек перпендикулярно фильтрующей среде с ее расстоянием до смежных ребер складок попеременно увеличивается и уменьшается;
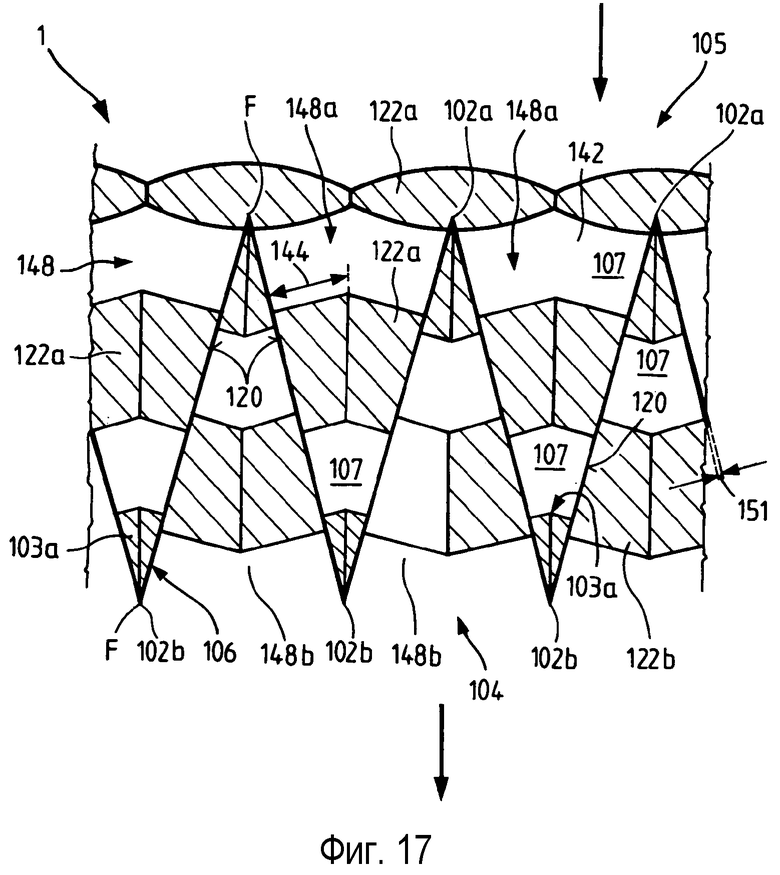
Фиг.17 схематически представляет в разрезе фрагмент фильтрующего элемента со сложенной в складки фильтрующей средой фильтра, подобного фильтрам из Фиг. 1-16, в которой в каждом случае свободные стороны клеевого сегмента фрагмента фильтрующей среды плоско примыкают к соответствующей свободной стороне клеевого сегмента фрагмента фильтрующей среды, противолежащего в межскладочном промежутке;
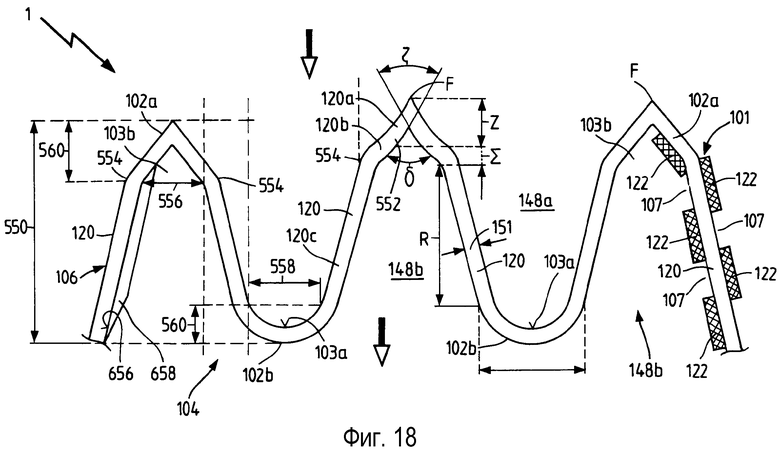
Фиг.18 схематически представляет в разрезе альтернативный фильтрующий элемент фильтра, подобного фильтрам из Фиг. 1-17, в котором вершины складок на грязной стороне сдавлены, и основания складок на грязной стороне расширены;
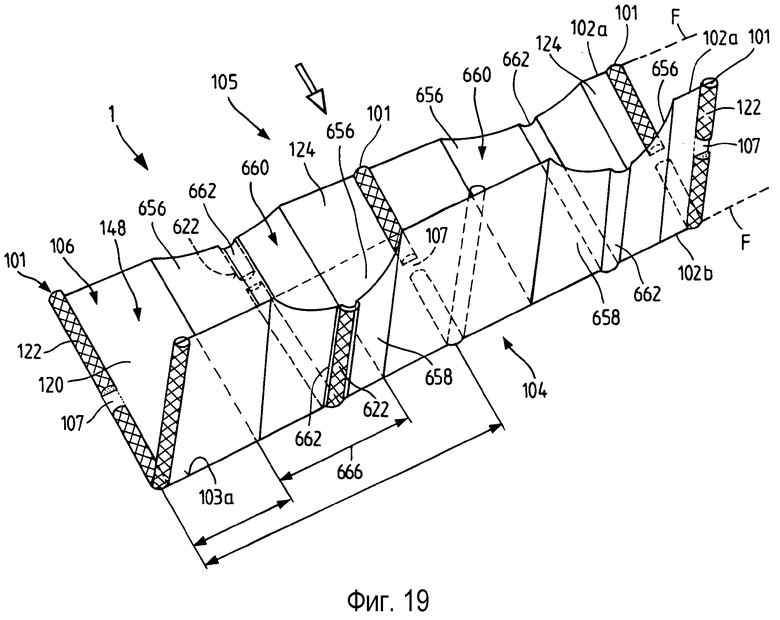
Фиг.19 представляет изометрический детальный вид, показывающий дополнительный пример исполнения фильтрующего элемента, в котором на грязной стороне в фильтрующей среде сформированы углубления, которые проходят перпендикулярно от оснований складок до вершин складок;
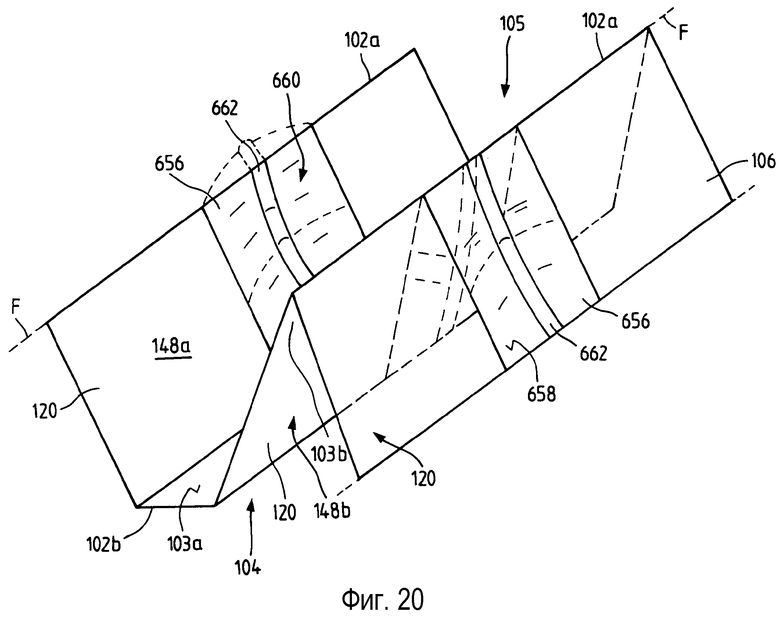
Фиг.20 представляет изометрический детальный вид, показывающий дополнительный пример исполнения фильтрующего элемента, подобного фильтрующему элементу из Фиг.19, в котором основания складок на грязной стороне расширены сравнительно с вершинами складок на грязной стороне;
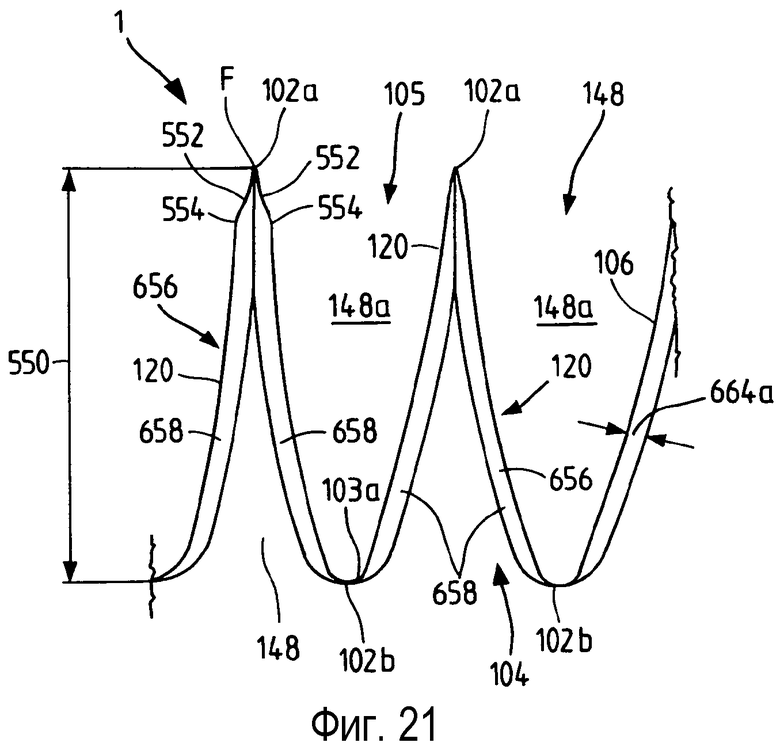
Фиг.21 представляет в разрезе дополнительный пример исполнения фильтрующего элемента, подобного фильтрующим элементам из Фиг. 19 и 20, в котором глубины углублений приблизительно постоянны по высоте складок;
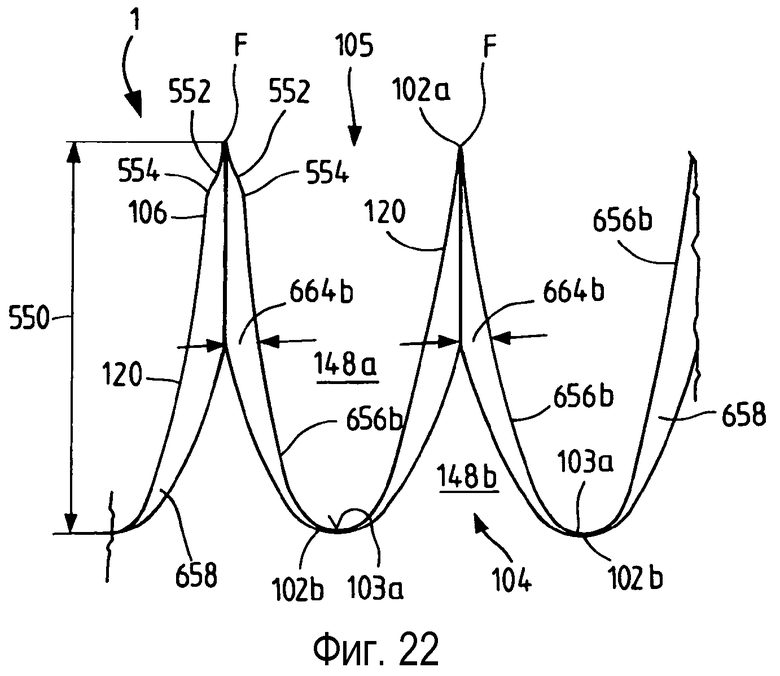
Фиг.22 представляет разрез фильтрующего элемента, подобного фильтрующему элементу из Фиг.21, в котором глубины углублений клинообразно уменьшаются от вершин складок на грязной стороне до оснований складок на грязной стороне;
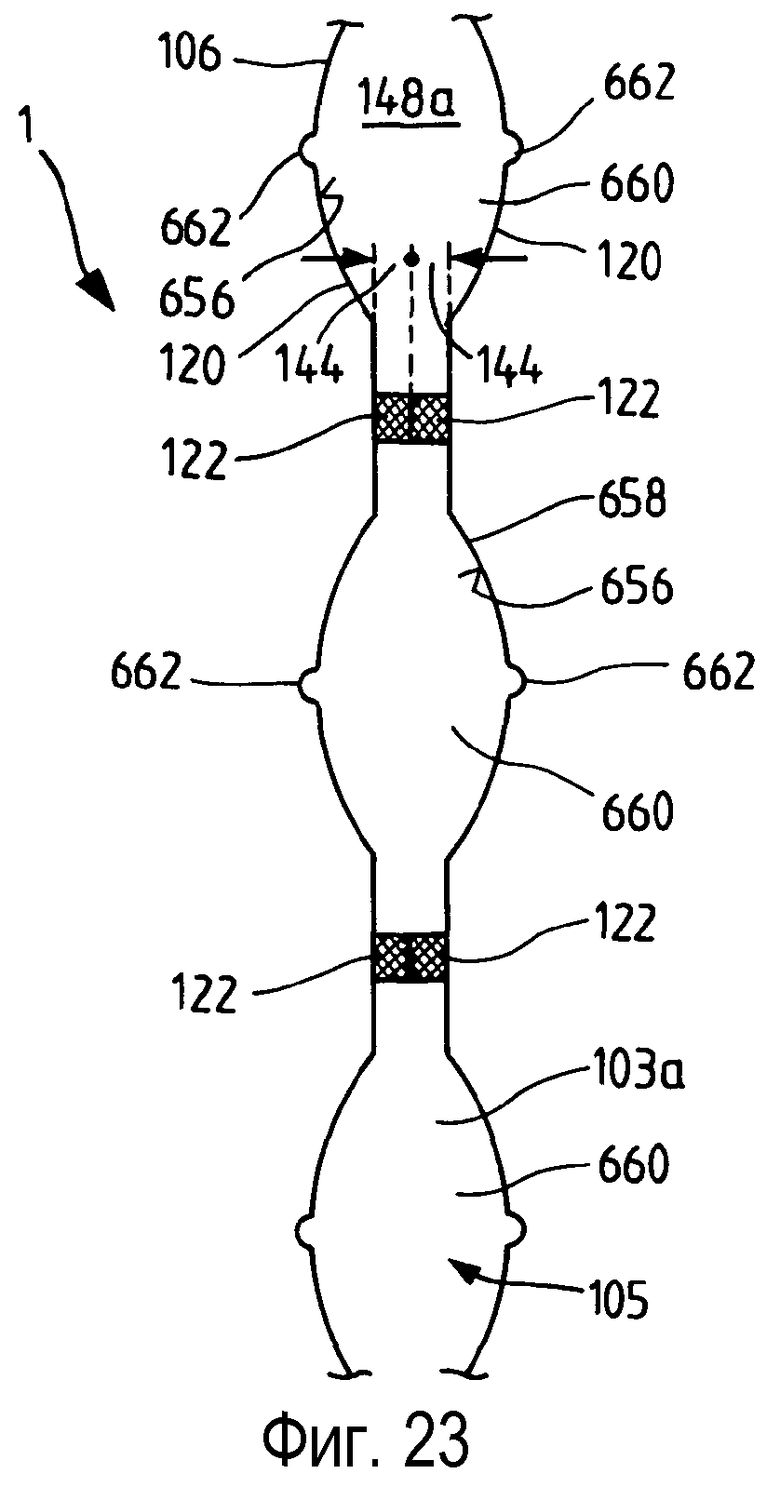
Фиг.23 представляет разрез фильтрующего элемента, который подобен фильтрующим элементам из Фиг. 19-22, вдоль секущей плоскости, параллельной плоскости через вершины складок на грязной стороне, в котором между соседними углублениями в каждом случае размещена клеевая дорожка;
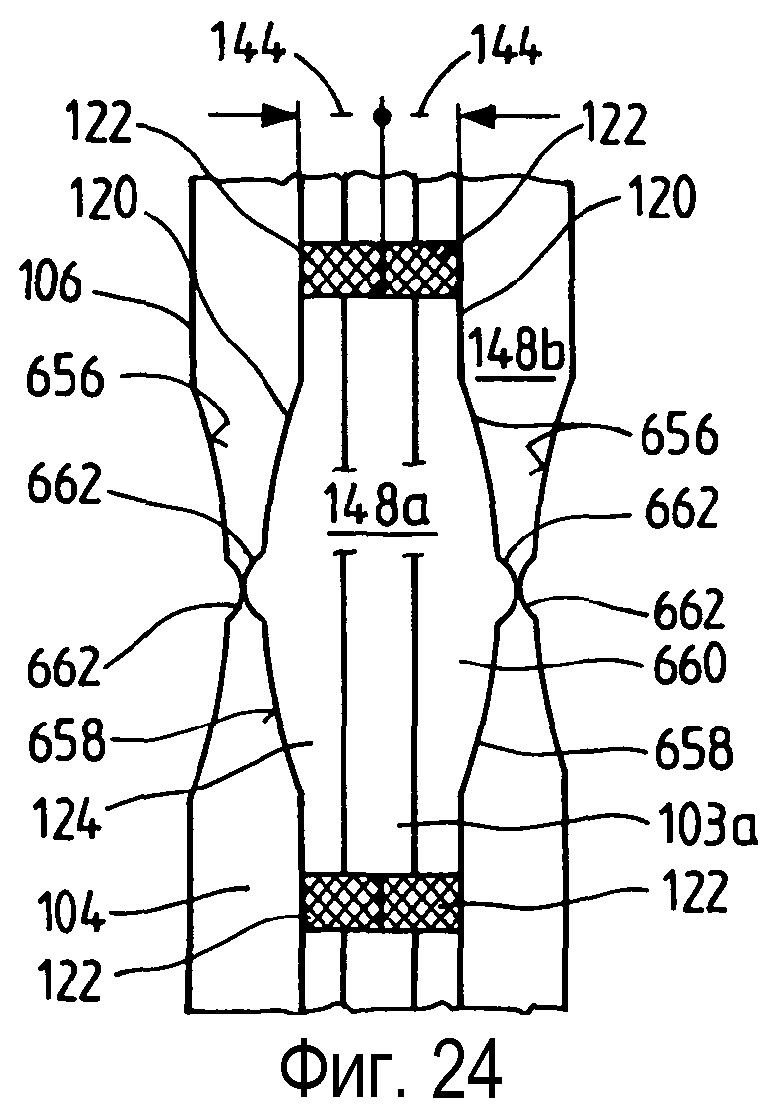
Фиг.24 представляет разрез фильтрующего элемента, который подобен фильтрующим элементам из Фиг. 19-22, вдоль секущей плоскости, параллельной плоскости через вершины складок на грязной стороне, в котором противолежащие подпорки, которые сформированы в каждом случае на противолежащих фрагментах среды в межскладочных промежутках на чистой стороне, взаимно опираются друг на друга;
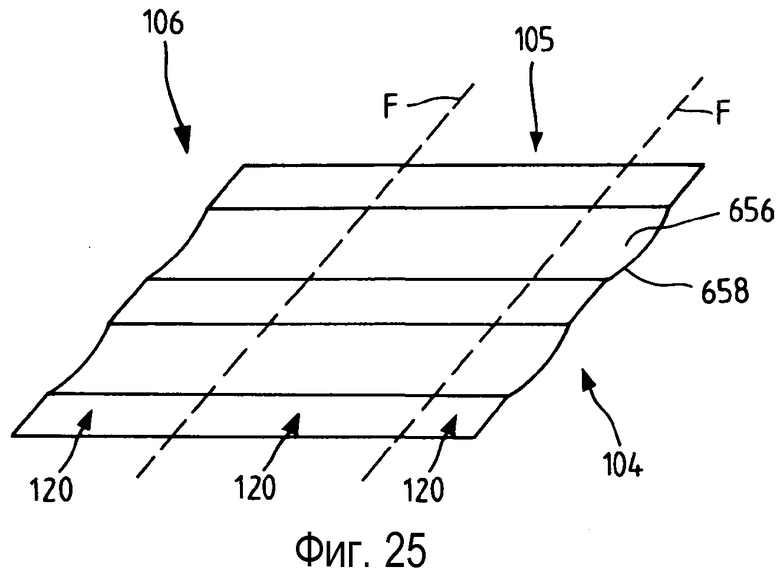
Фиг.25 представляет изометрическое изображение не сложенной в складки фильтрующей среды для применения в одном из фильтрующих элементов, подобных фильтрующим элементам из Фиг. 19-24, в которой углубления созданы посредством проходящих перпендикулярно ребрам складок желобков;
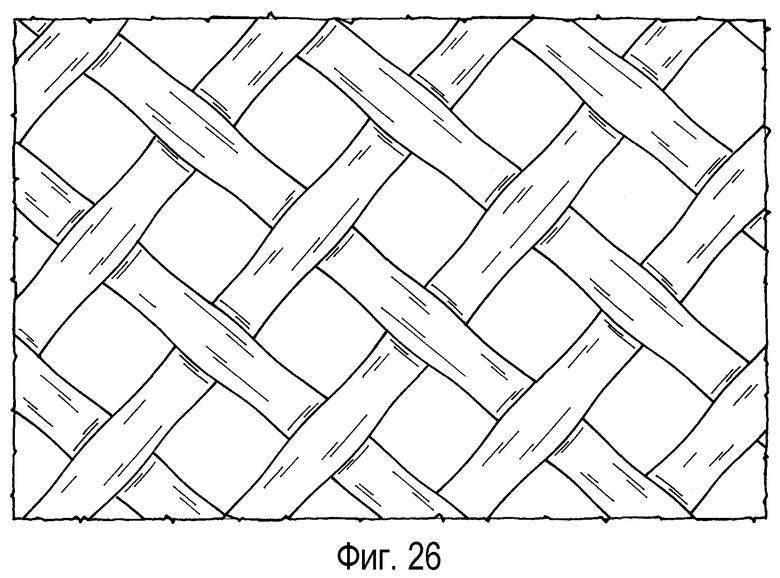
Фиг.26 представляет сетку из полиамида РА-6.6 с шириной ячеек 100 ± 10 мкм;
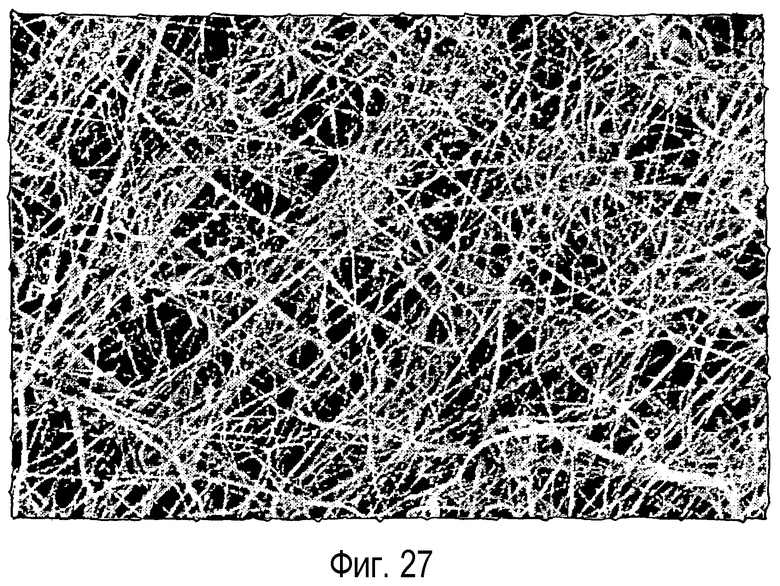
Фиг.27 представляет сетку из Фиг.26 с покрытием из нановолокон;
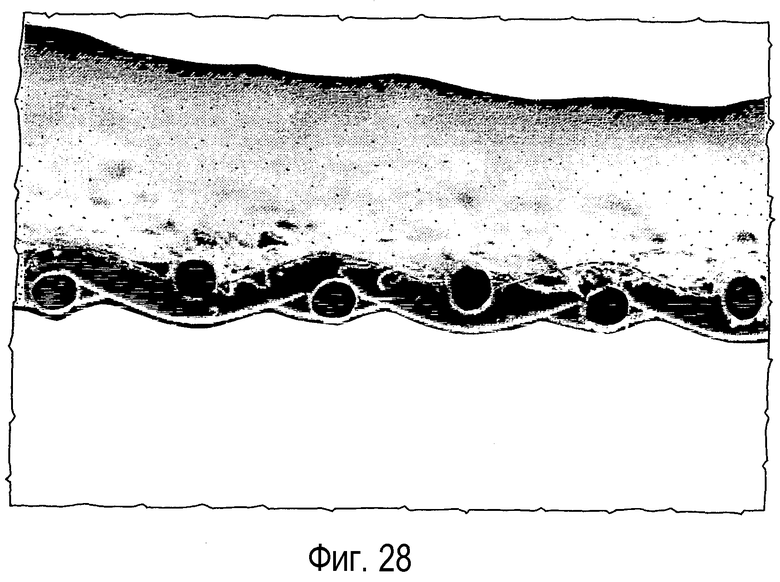
Фиг.28 представляет покрытую сетку из Фиг.27 в поперечном разрезе;
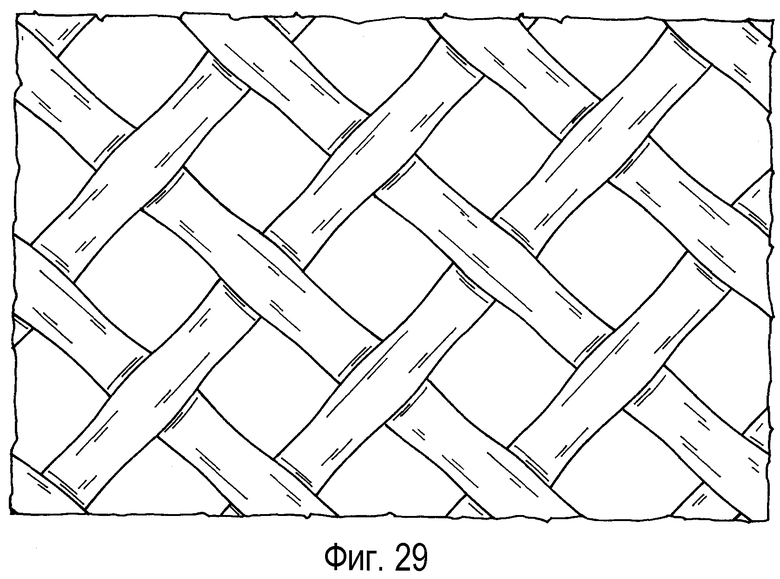
Фиг.29 представляет непокрытую сетку из РА-6.6 с шириной ячеек 102 ± 6 мкм;
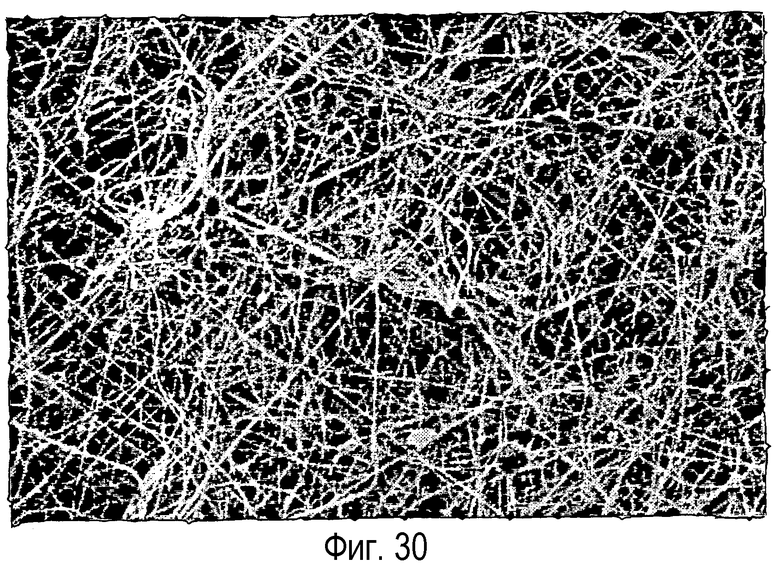
Фиг.30 представляет сетку из Фиг.29 с покрытием из нановолокон;
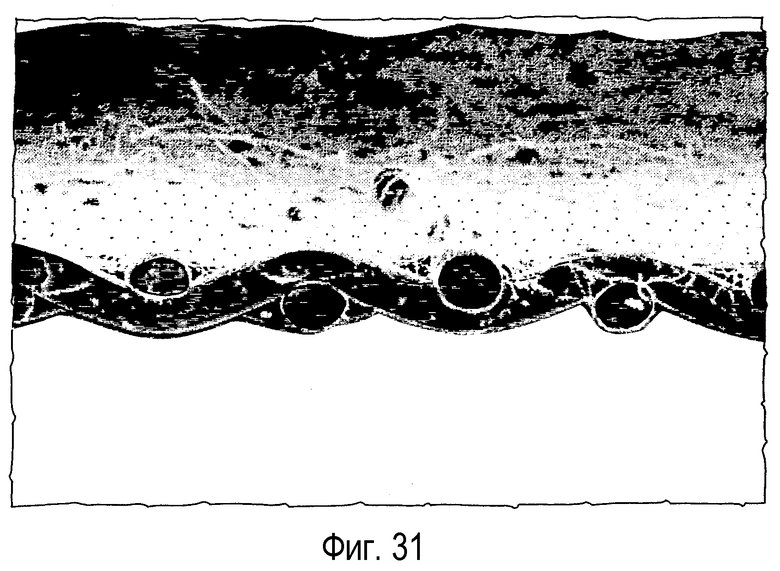
Фиг.31 представляет покрытую сетку из Фиг.30 в поперечном разрезе;
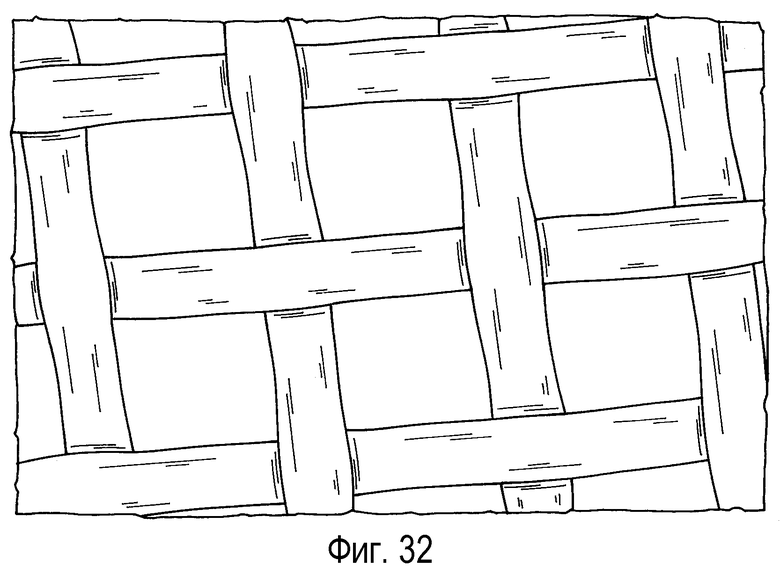
Фиг.32 представляет непокрытую сетку из РА-6.6 с шириной ячеек 150 ± 9 мкм;
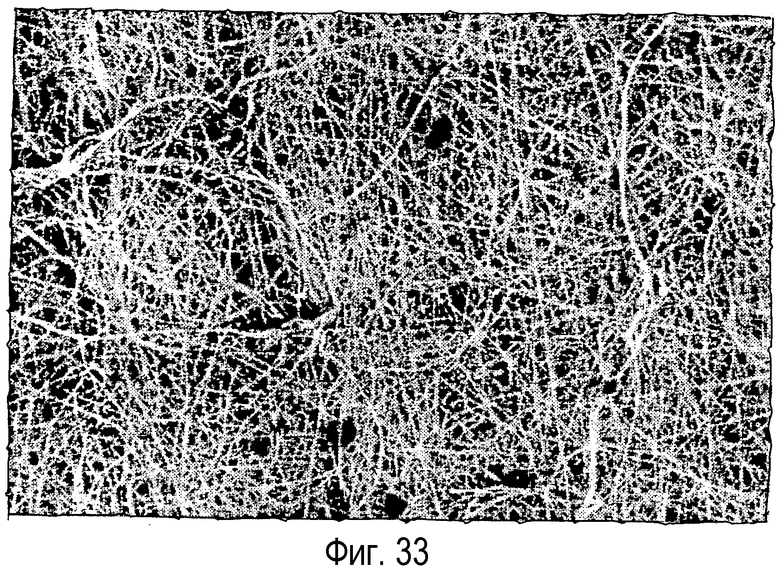
Фиг.33 представляет сетку из Фиг.32 с покрытием из нановолокон; и
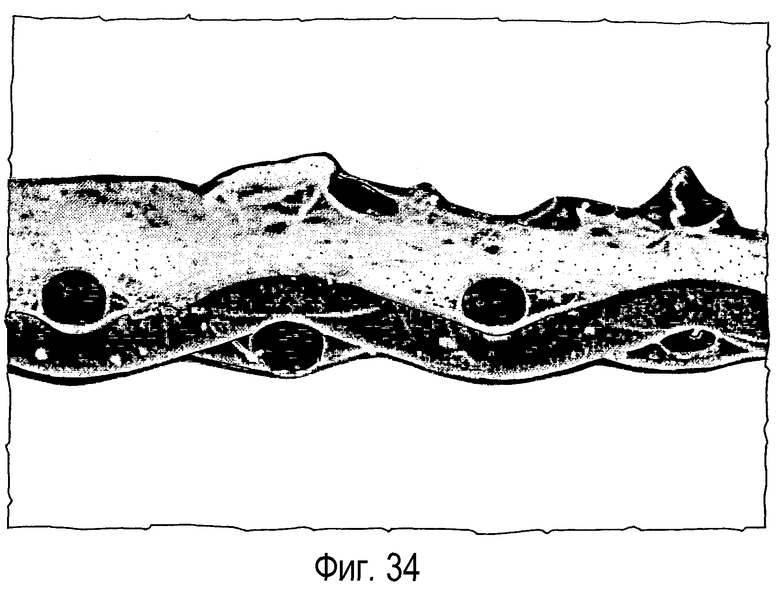
Фиг.34 представляет покрытую сетку из Фиг.33 в поперечном разрезе.
Фиг.1 показывает фильтрующий элемент 1 со стороной 2 набегающего потока на грязной стороне и стороной 3 отходящего потока на чистой стороне. Фильтрующий элемент образован многократно сложенной фильтрующей средой 14, причем складки проходят между стороной набегающего потока и стороной отходящего потока, то есть в каждом случае вершины складок находятся на стороне набегающего потока и на стороне отходящего потока. Непроточные боковые поверхности 4 фильтрующего элемента окружены полиэфирным нетканым материалом, который на своей обращенной к фильтрующему элементу стороне снабжен слоем термоплавкого клея. Этот слой термоплавкого клея создает плоскостное клеевое соединение полиэфирного нетканого материала с фильтрующим элементом 1, причем торцевые стороны 5 фильтрового сильфона также загерметизированы. Фильтрующий элемент 1 включает основную раму 6 и вспомогательную раму 7, причем основная рама несет аксиальное уплотнение 8, которое герметизирует в направлении стороны 3 отходящего потока и уложено в паз основной рамы или в паз между основной рамой и боковыми поверхностями 4. Вспомогательная рама соединена с боковыми поверхностями 4 клеевым соединением и имеет радиальные поверхности 9 и аксиальные поверхности 10 для поддерживания фильтрующего элемента в непоказанном корпусе.
Фиг.2 показывает вариант исполнения фильтрующего элемента 1 со стороной 2 набегающего потока на грязной стороне и стороной 3 отходящего потока на чистой стороне. На непроточных боковых поверхностях 4 фильтрующей среды 14 с помощью термоплавкого клеевого соединения установлена полимерная рама 16, причем на торцевых сторонах 5 также выполнено уплотнение торцевых сторон с помощью термоплавкого клея. На концевых сторонах 15 в полимерной раме 16 выполнены отверстия. Полимерная рама 16 на стороне 2 набегающего потока несет аксиальное уплотнение 12, которое может быть введено в зацепление с уплотнительной поверхностью непоказанного корпуса. Кроме того, предусмотрена ручка 13, которая соединена с полимерной рамой 16 и служит для лучшего обращения с фильтрующим элементом 1.
Фиг.3 показывает детальный вид размещения клеевых дорожек на соответствующем изобретению фильтрующем элементе. В этом варианте исполнения в складки нанесены клеевые дорожки 101 из термоплавкого клея, которые проходят между вершинами 103 складок и основанием 103 складок. При этом клеевые дорожки 101 нанесены как на чистую сторону 104, так и на грязную сторону 105. При этом перед формированием отдельных складок по меньшей мере две клеевые дорожки 101 наносятся на фильтрующую среду 106 параллельно друг другу и перпендикулярно направлению ребер 102, 103 складок. Клеевые дорожки 101 являются не сплошными, а прерываются через регулярные промежутки разрывами 107. На грязной стороне 105 клеевая дорожка прерывается один раз между вершиной складки и основанием складки. При этом разрыв 107 находится посередине между вершиной складки и основанием складки и по своей длине соответствует интервалу между одной третью и половиной высоты складки. Разрыв 107 начинается на расстоянии «b» от основания 103 складки на грязной стороне. Тем самым складки на грязной стороне проклеены только в области основания складки и вершин складок. На чистой стороне предусмотрен разрыв клеевой дорожки на протяжении длины «а», который огибает вершину складки на грязной стороне. Тем самым складки на грязной стороне в области вершин складок не проклеены.
Расстояния «а» и «b» от основания складки на грязной стороне и вершины складки на чистой стороне образованы так, что разрыв 107 клеевой дорожки на чистой стороне и на грязной стороне не пересекаются. Тем самым гарантируется, что как в области вершин складок на чистой стороне, так и вблизи основания складок на чистой стороне образуется перекрывание клеевой дорожки 101 на чистой стороне 104 и на грязной стороне 105.
Образованные начальными и конечными точками отдельных отрезков клеевых дорожек прямые «х» и «y» проходят параллельно ребрам складок.
Фиг.4 показывает альтернативное размещение клеевых дорожек на соответствующем изобретению фильтрующем элементе. В этом варианте исполнения начальные и конечные точки разрывов клеевых дорожек 101 ориентированы по многочисленным прямым линиям «z», которые проходят параллельно друг другу и образуют с ребрами F складок угол α 10-80°, предпочтительно 45±15°. При этом начальные и конечные точки разрывов клеевых дорожек укладываются по меньшей мере на два семейства z' и z'' прямых, причем каждое семейство прямых включает параллельные друг другу прямые, причем соответственные прямые пересекаются на фильтрующей среде, в результате чего образуется стреловидная или зигзагообразная форма разрывов 107 клеевой дорожки 101 на фильтрующей среде.
Фиг.5 показывает один вариант исполнения наружной формы соответствующего изобретению фильтрующего элемента 1. В этом варианте исполнения фильтрующий элемент имеет по меньшей мере два участка (301, 302), в которых образованные вершинами складок на грязной стороне поверхности 303 и 304 параллельны, но проходят на различном расстоянии Н (H', H'') от соответствующей противолежащей поверхности 305. Различие в высоте складок по меньшей мере на двух участках имеет результатом ступенчатый элемент, который позволяет лучше использовать объем в конструктивных пространствах со сложной конфигурацией.
Фиг.6 показывает один вариант исполнения наружной формы соответствующего изобретению фильтрующего элемента 1. При этом образованная вершинами складок на грязной стороне поверхность в области 101 фильтрующего элемента проходит параллельно образованной вершинами складок на чистой стороне поверхности, и по меньшей мере в одной второй краевой области 202 фильтрующего элемента под углом β 30° к образованной вершинами складок на чистой стороне поверхности 203, причем к краю 204 фильтрующего элемента 1 высота складок h (h', h'') непрерывно уменьшается.
Фиг.7 показывает вариант исполнения вершины складки на грязной стороне соответствующего изобретению фильтра. В этом варианте исполнения вершины складок имеют многоступенчатую форму, причем в первой области Z, начиная с ребра складки, оба фрагмента фильтрующей среды образуют угол ζ, который составляет менее 5°. При этом первая область проходит на длину Z около 5 мм. В последующей за нею переходной области Σ с длиной Σ около 5 мм противолежащие фрагменты фильтрующей среды образуют угол σ около 24°. На протяжении остального участка R складки противолежащие фрагменты фильтрующей среды проходят, по существу, параллельно и составляют, по сравнению с вышеуказанными углами, отрицательный угол около 0,2°, в результате чего расстояние между обоими фрагментами фильтрующей среды на чистой стороне на последующей дистанции вдоль направления δ протекания потока становится меньшим. Из этого получается, что поперечное сечение примыкающих с обеих сторон промежутков на грязной стороне справа и слева от этой складки по направлению пути δ протекающего потока увеличивается.
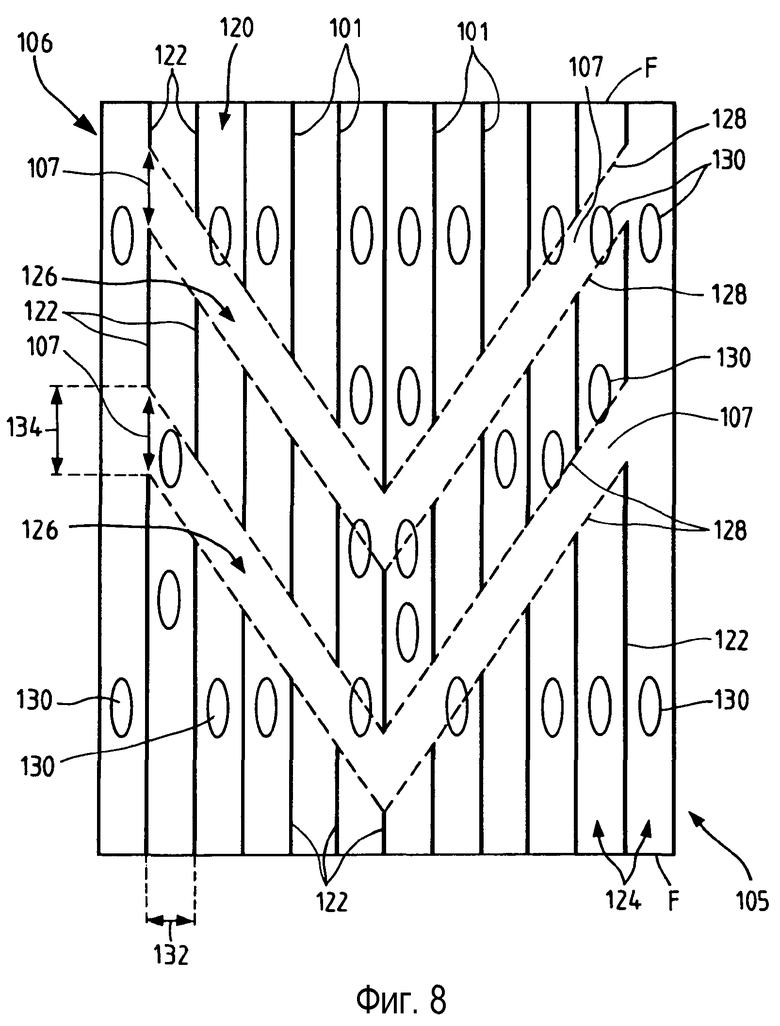
На Фиг.8 показан фрагмент фильтрующей среды 106, которая подобна фильтрующей среде 106 из Фиг.3 и используется в фильтрующих элементах для фильтра, подобных фильтрующим элементам 1 из Фиг. 1, 2, 5 и 6. Фиг.8 показывает грязную сторону 105 фрагмента 120 среды фильтрующей среды 106, который проходит между двумя ребрами F складок. Ребра F складок в не сложенной в складки фильтрующей среде 106 вытиснены как линии сгиба. В сложенной в складки фильтрующей среде 106 вершины 102 складок заключают в себе ребра F складок.
На фильтрующей среде 106 многочисленные удлиненные клеевые сегменты 122 проходят вдоль прямолинейных клеевых дорожек 101. Клеевые дорожки 101 проходят на равных расстояниях друг от друга параллельно между собой и перпендикулярно ребрам F складок. Расстояние 132 между двумя соседними клеевыми дорожками 101 в каждом случае составляет около 25 мм.
Вдоль каждой из клеевых дорожек 101 между клеевыми сегментами 122 размещены два бесклеевых разрыва 107 равной длины. Величина 134 бесклеевых разрывов 107 перпендикулярно ребрам F складок составляет в каждом случае около 15 мм. Бесклеевые разрывы 107 соседних клеевых дорожек 101, если смотреть по направлению ребер F складок, размещены смещенными относительно друг друга.
Клеевые сегменты 122 соседних клеевых дорожек 101 в каждом случае ограничивают проточную часть 124 канала, который проходит в межскладочном промежутке 148а складчатой фильтрующей среды 106, подобно тому, как в связи с Фиг.19 разъясняемого дополнительно ниже примера исполнения, между ребрами F складок. Бесклеевые разрывы 107 соединяют смежные в каждом случае проточные части 124.
Бесклеевые разрывы 107 соседних клеевых дорожек 101 образуют два прохода 126, которые проложены в показанном на Фиг.8 примере исполнения V-образно, параллельно друг другу и в каждом случае наклонно к ребрам F складок. Проходы 126 определены на Фиг.8 в каждом случае с помощью двух V-образных обозначенных пунктиром кривых в форме воображаемых прямых 128. Прямые 128 похожи на семейства прямых z' и z'' согласно примеру исполнения из Фиг.4. Прямые 128 проходят через соответствующие концевые точки клеевых сегментов 122. Благодаря смещенному размещению бесклеевых разрывов 107 не допускается, чтобы проходы 126 везде проходили параллельно ребрам F складок.
На Фиг.8 в качестве примера обозначены эллипсами рискованные зоны 130 фильтрующей среды 106, в которых при эксплуатации фильтра она могла бы сминаться без применения указанных соответствующих изобретению клеевых сегментов 122 с бесклеевыми разрывами 107, например, вследствие пониженных давлений.
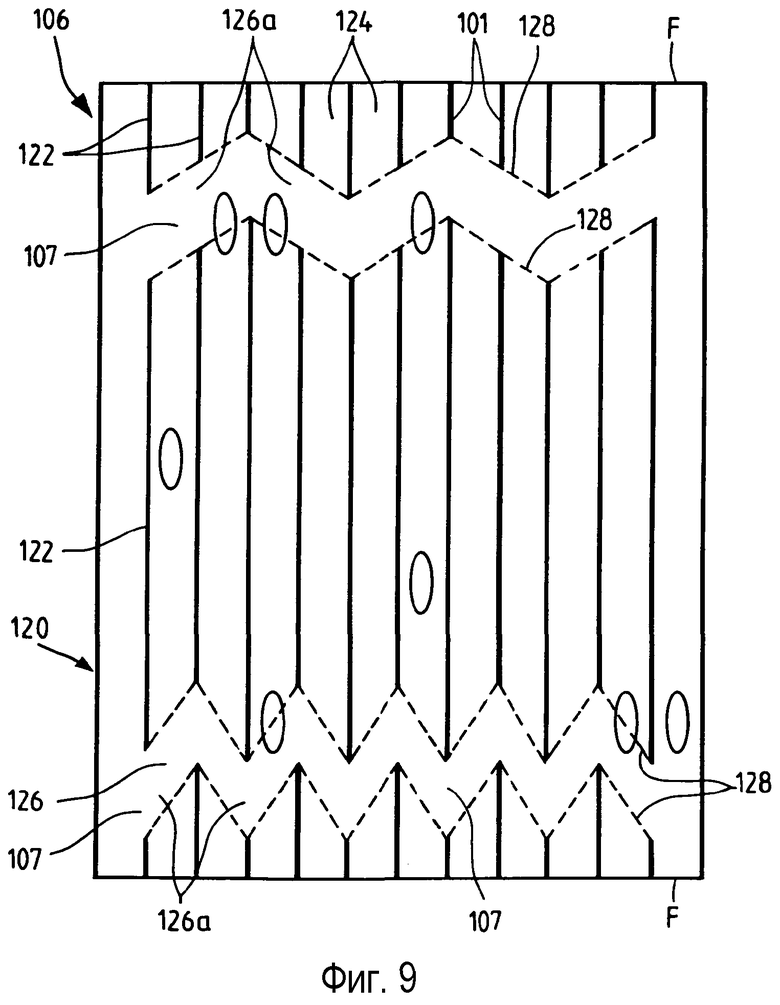
На Фиг.9 показан дополнительный пример исполнения фильтрующей среды 106, который подобен примеру исполнения из Фиг.8. В отличие от примера исполнения из Фиг.8, в примере исполнения из Фиг.9 бесклеевые разрывы 107 размещены так, что показанный наверху на Фиг.9 проход 126 проходит зигзагообразно, причем боковые стороны 126а в каждом случае пролегают через три смежных клеевых дорожки 101.
Показанный внизу на Фиг.9 проход 126 пролегает тоже зигзагообразно. Правда, здесь боковые стороны 126а в каждом случае проходят через две соседних клеевых дорожки 101. Применение двух по-разному проложенных проходов 126 улучшает стабильность фильтрующей среды 106.
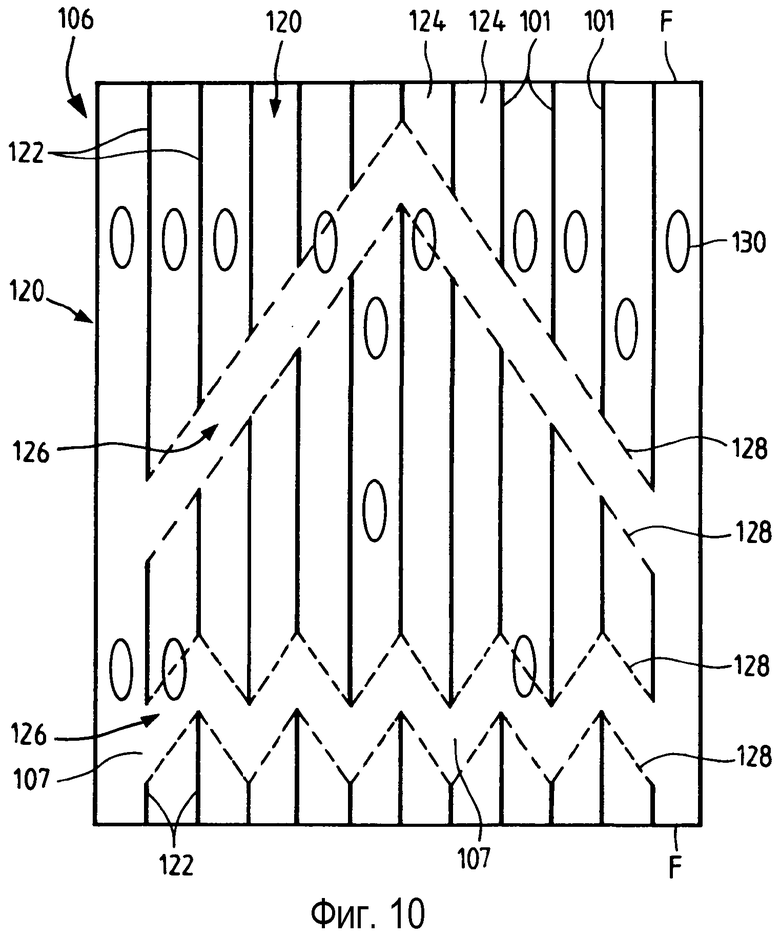
Дополнительный пример исполнения фильтрующей среды 106 согласно Фиг.10 подобен фильтрующей среде 106 из примеров исполнения соответственно Фиг. 8 и 9. В этом примере исполнения показанный наверху на Фиг.10 проход 126 выполнен в форме перевернутой буквы “V” подобно “V” в примере исполнения из Фиг.8, и внизу проход 126 выполнен с зигзагообразной формой, как в примере исполнения из Фиг.9.
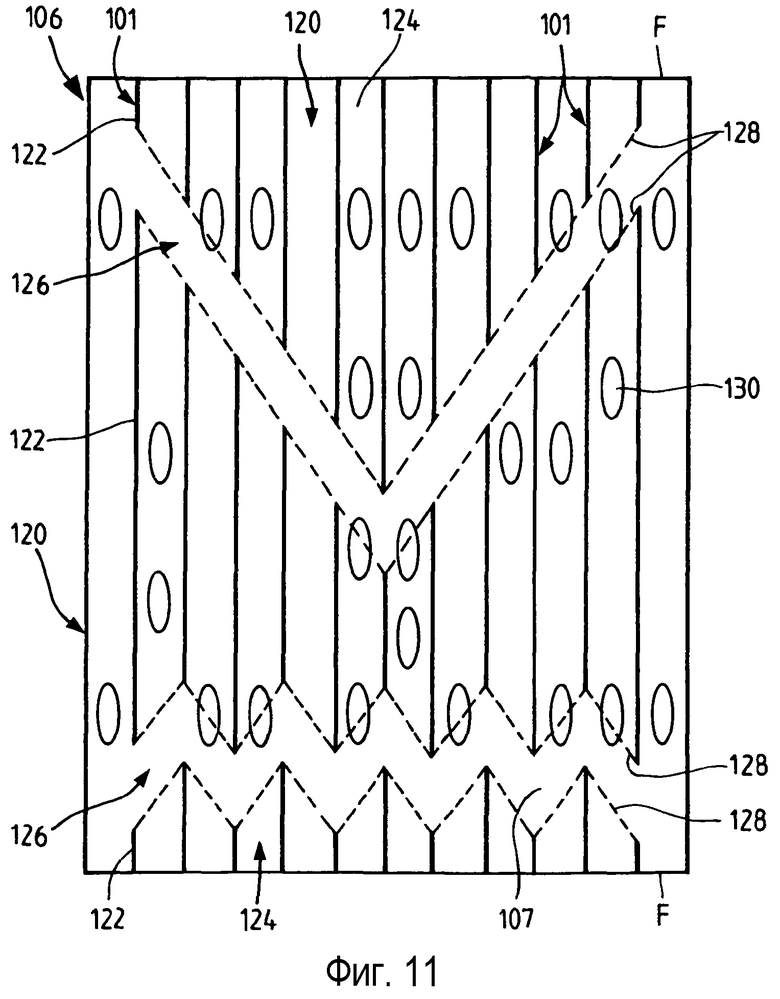
Дополнительный пример исполнения согласно Фиг.11 сформирован подобно примеру исполнения из Фиг.10, причем здесь показанный наверху на Фигуре проход 126 ориентирован, как в примере исполнения Фиг.8, в виде буквы “V”.
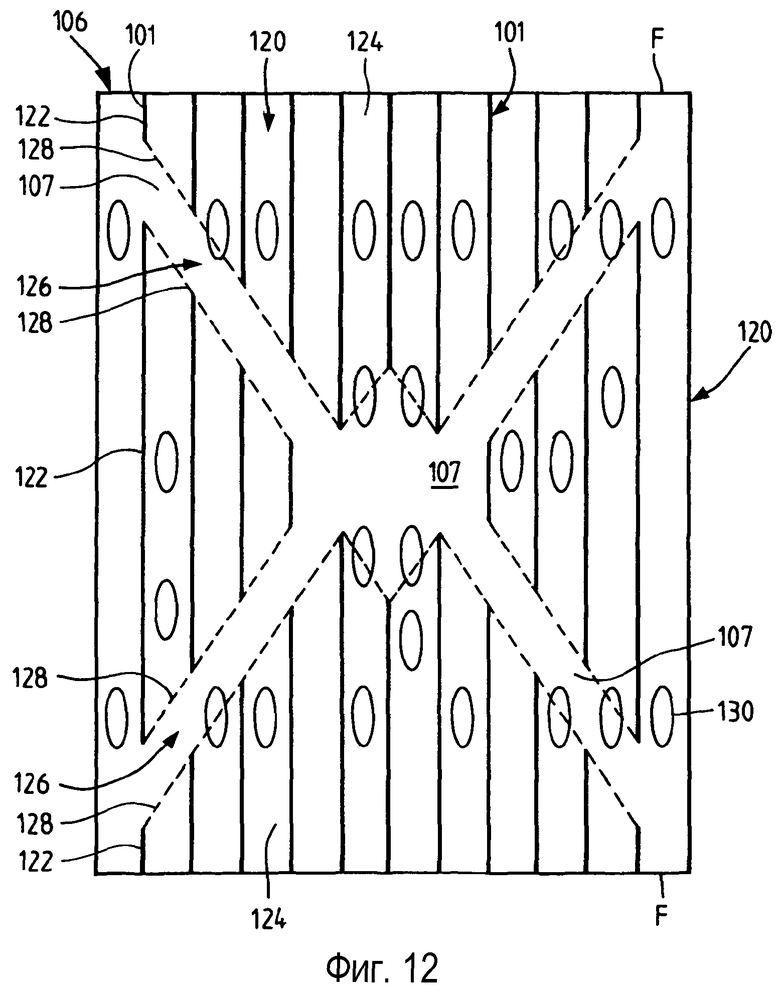
В дополнительном примере исполнения фильтрующей среды 106 согласно Фиг.12, который подобен примеру исполнения из Фиг. 8-11, верхний на Фиг.12 проход 126 имеет форму буквы “W”. Показанный внизу на Фиг.12 проход 126 имеет форму перевернутой буквы “W”.
Проходы 126, как они показаны в примерах исполнения в Фиг. 8-12, также могут быть скомбинированы другими путями. Так, могут быть предусмотрены также больше или меньше, чем два прохода 126 между двумя ребрами F складок. Бесклеевые разрывы 107 могут иметь одинаковые или различные размеры 134 вдоль клеевых дорожек 101 и/или при различных клеевых дорожках 101. Величины 134 могут быть также меньше или больше чем 20 мм. Также расстояния 132 между клеевыми дорожками 101 могут быть различными, также меньше или больше чем 25 мм.
На не показанных на Фиг. 8-12 фрагментах 120 среды на чистой стороне тоже могут быть размещены клеевые сегменты и бесклеевой разрыв вдоль клеевых дорожек. Они могут быть предпочтительно размещены так, что клеевые сегменты 122 на грязной стороне 105 в каждом случае с обеих сторон выступают на бесклеевые разрывы на чистой стороне и перекрывают на концах соседний соответствующему бесклеевому разрыву на чистой стороне клеевой сегмент. Наоборот, клеевые сегменты на чистой стороне соответственно могут выступать на бесклеевые разрывы 107 на грязной стороне.
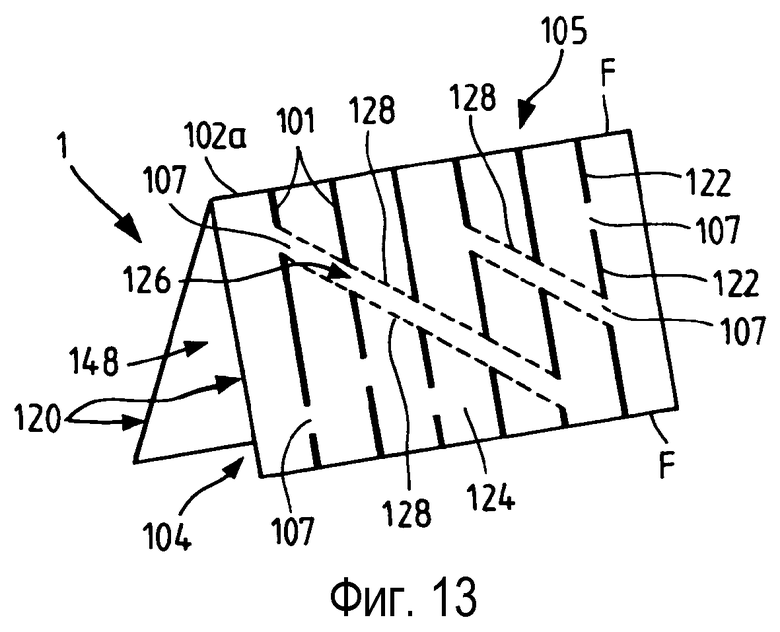
На Фиг.13 показан фрагмент фильтрующего элемента 1, который подобен фильтрующим элементам 1 из Фиг. 1, 2, 5 и 6. На Фиг.13 показаны два фрагмента 120 среды, которые пролегают с обеих сторон одной из вершин 102а складок на грязной стороне. На грязной стороне 105 фильтрующей среды 106, подобно тому, как в примерах исполнения на Фиг. 3, 4 и 8-12, размещены многочисленные клеевые сегменты 122 и бесклеевые разрывы 107 вдоль равноотстоящих друг от друга клеевых дорожек 101. Клеевые дорожки 101 проходят перпендикулярно ребрам F складок.
В показанном на Фиг.14 примере исполнения, подобном примеру исполнения из Фиг.13, расстояния 132а, 132b, 132с между клеевыми дорожками 101 увеличиваются от правого на Фиг.14 торцевого края 136а фильтрующего элемента 1 до левого торцевого края 136b.
В дополнительном, показанном на Фиг.15 примере исполнения фильтрующего элемента 1, расстояния от 132е до 132g от проведенной посередине между торцевыми краями 136а и 136b срединной плоскости 138 зеркально симметрично увеличиваются изнутри наружу.
На Фиг.16 показан фрагмент 120 фильтрующей среды 106, который подобен фильтрующим средам 14; 106 из Фиг. 1-15, в несложенном в складки состоянии. Фильтрующая среда 106 все время перемещается горизонтально по направлению 140 транспортирования между верхней форсункой 142а для нанесения покрытия и нижней форсункой 142b для нанесения покрытия. Грязная сторона 105 фильтрующей среды находится на Фиг.16 наверху, чистая сторона 104 внизу. С помощью форсунок 142а и 142b для нанесения покрытия наносятся клеевые сегменты 122а на грязную сторону 105 и клеевые сегменты 122b на чистую сторону 104 фильтрующей среды 106. На грязной стороне 105 непрерывно возрастает величина 144 клеевого сегмента 122 перпендикулярно фильтрующей среде 106 от переднего относительно направления 140 транспортирования ребра F складки, на Фиг.16 правого, до заднего ребра F складки, левого, как внутри одного клеевого сегмента 122а, так и между клеевыми сегментами 122а, которые отделены друг от друга бесклеевыми разрывами 107.
На грязной стороне 107 величина 144 находящегося там клеевого сегмента 122b от переднего ребра F складки до заднего ребра F складки соответственно постоянно уменьшается.
Клеевые сегменты 122а на грязной стороне перекрываются с клеевыми сегментами 122b на чистой стороне так, что в каждом случае клеевые сегменты 122а на грязной стороне выступают за пределы клеевых сегментов 122b на чистой стороне, и наоборот, клеевые сегменты 122b на чистой стороне выступают за пределы клеевых сегментов 122а на грязной стороне.
В не показанном на Фиг.16 фрагменте среды, который следует за показанным фрагментом 120 среды по направлению 140 транспортирования, величины 144 клеевых сегментов 122а на грязной стороне от заднего относительно направлению 140 транспортирования ребра F складки к последующему ребру складки сокращаются. Соответственно этому, на чистой стороне 104 в последующем фрагменте среды величина 144 клеевых сегментов 122b от заднего ребра F складки к последующему ребру складки увеличивается. Аналогично также не показанный на Фиг.16, предшествующий показанному фрагменту 120 среды по направлению 140 транспортирования фрагмент среды сформирован зеркально симметрично показанному фрагменту 120 среды относительно переднего ребра F складки.
На Фиг.17 показан фильтрующий элемент 1 в продольном разрезе, который сложен в складки из фильтрующего элемента 106, подобного фильтрующей среде 106 из Фиг.16. В межскладочных промежутках 148а на грязной стороне открытые стороны клеевых сегментов 122а на грязной стороне фрагмента 120 среды, которые обращены вовне от поверхности фильтрующей среды 106, примыкают к соответствующим открытым сторонам клеевых сегментов 122а противолежащего в каждом случае фрагмента 120 среды.
Посредством прилегающих друг к другу клеевых сегментов 122а соседние фрагменты 120 среды одного межскладочного промежутка взаимно поддерживают друг друга и сохраняют форму. Кроме того, клеевые сегменты 122 образуют границы для канальных разрывов 124, которые показаны на Фиг. 3, 4 и 8-15.
На чистой стороне 104, как и на грязной стороне 105, открытые стороны находящихся там клеевых сегментов 122b одного межскладочного промежутка 148b на чистой стороне прилегают по плоскости друг к другу и тем самым препятствуют сминанию межскладочного промежутка 148b на чистой стороне.
На Фиг.18 показан в разрезе дополнительный пример исполнения фильтрующего элемента 1, в котором вершины 102а складок сформированы многоступенчатыми подобно тому, как в примере исполнения из Фиг.7. Общая высота 550 складок составляет от около 5 см до 40 см, в частности от 20 см до 40 см. Толщина 151 фильтрующей среды 106 составляет около 0,5 мм.
Фрагменты 120 фильтрующей среды, которые по обе стороны от вершин 102а складок на грязной стороне пролегают до соседних оснований 103а складок на грязной стороне, в каждом случае на конце первой области 120а на расстоянии Z от ребра F складки имеют первый изгиб 552 к грязной стороне. Протяженность Z первой области 120а составляет около 5 мм. Первые области 120а образуют угол ζ около 5°. Вместо этого, они также могут образовывать угол ζ менее 5°, или между 5° и около 10°.
На расстоянии Σ от первого изгиба 552 фрагменты 120 фильтрующей среды имеют второй изгиб 554 к чистой стороне 104. Протяженность Σ второй области 120b между первым изгибом 552 и вторым изгибом 554 составляет около 5 мм. Вторые области 120b образуют угол δ около 24°. Вместо этого, они также могут образовывать угол δ между 10° и 24°, или между 24° и около 40°.
Величины Σ и/или Z также могут составлять менее 5 мм или вплоть до приблизительно 10 мм.
Вслед за второй областью 120b в каждом случае пролегают третьи области 120с до оснований 103а складок на грязной стороне. Третьи области 120с образуют угол около 0,2°. Вместо этого, они также могут образовывать угол предпочтительно между около -5° и около +5°.
Основания 103а складок на грязной стороне имеют примерно V-образный профиль, сужающийся в остроконечное ребро 102а складки на грязной стороне. В отличие от этого, основания 103b складок на чистой стороне имеют примерно U-образный профиль. Величины ширины 556 оснований 103b фильтра на чистой стороне в каждом случае на высоте обоих вторых изгибов 554 на расстоянии 560 от соответствующих ребер 102а складок на грязной стороне являются меньшими, чем величины ширины 558 оснований 103а фильтра на грязной стороне на соответствующем расстоянии 560 от ребер 102b складок на чистой стороне.
Форма вершин 102а складок на грязной стороне при изготовлении образуется тем, что фильтрующую среду 106 сначала складывают вдоль ребер F складок и затем обжимают в первых областях 120а. При этом материал фильтрующей среды 106 в первой области 120а сдавливается, и одновременно образуются первые изгибы 552 и вторые изгибы 554.
Необязательно (в качестве опции), как, например, показано на Фиг.18 на фрагменте 120 среды на самой правой стороне, подобно тому, как в примерах исполнения на Фиг. 1-3, 4 и 8-17, на фрагментах 120 среды на грязной стороне 105 и/или на чистой стороне 106 могут быть дополнительно размещены клеевые сегменты 122 и бесклеевые разрывы 107 вдоль соответствующих клеевых дорожек 101.
Кроме того, необязательно, как, например, показано на Фиг.18 на фрагменте 120 среды на самой левой стороне, фрагменты 120 среды подобно тому, как в описываемых дополнительно ниже в Фиг. 19-25 примерах исполнения, могут иметь на чистой стороне 105 углубления 656, которые образуют на грязной стороне 104 соответствующие выступы 658.
На Фиг.19 показан фрагмент фильтрующего элемента 1 согласно дополнительному примеру исполнения. На грязной стороне 105 в фильтрующей среде 106 вытиснены многочисленные удлиненные углубления 656. Углубления 656 проходят между вершинами 102а складок на грязной стороне и основаниями 103а складок на грязной стороне перпендикулярно ребрам F складок. Углубления 656 в каждом случае имеют глубину 664а около 1 мм. Ширина 666 углублений 656 по направлению ребер F складок составляет от около 25 мм до 35 мм. Глубина 664 углублений, как показано в поперечном сечении на Фиг.21, по существу постоянна по высоте складок. Альтернативно, как показано на Фиг.22, глубины 664b углублений 656b от вершин 102а складок на грязной стороне до оснований 103а складок на грязной стороне могут уменьшаться.
В каждых левых складках на Фиг. 21 и 22 вершины 102а складок на грязной стороне, например, подобно тому, как в примерах исполнения из Фиг. 7 и 18, являются обжатыми и многоступенчатыми.
Углубления 656 созданы как канавки, которые на чистой стороне 104 образуют соответствующие выступы 658. В межскладочном промежутке 148а на грязной стороне углубления 656 проложены на обоих фрагментах 120 среды, которые ограничивают межскладочый промежуток 148а, непосредственно напротив друг друга и в каждом случае совместно образуют проточный канал 660. Проточные каналы 660 пролегают перпендикулярно ребрам F складок.
В области правых на Фиг.19 углублений, например, в каждом случае во фрагментах 120 среды сформированы подпорки 662. Подпорки 662 возвышаются к чистой стороне 104.
В левом на Фиг.19 проточном канале 660, например, вместо подпорок 262 на чистой стороне 104 в каждом случае размещен клеевой валик 622. Клеевые валики 622 служат для стабилизации проточных каналов 660.
Подпорки 662 также могут быть скомбинированы с клеевыми валиками 622, например, таким образом, что клеевые валики 622 находятся на подпорках 662.
Между проточными каналами 660 на грязной стороне 105 в каждом случае размещен клеевой сегмент 122 с бесклеевыми разрывами (участками) 107. Эти клеевые сегменты 122, подобно примерам исполнения из Фиг. 3, 4 и 8-18, пролегают вдоль клеевых дорожек 101.
На Фиг.20 показан дополнительный пример исполнения фильтрующего элемента 1, который подобен фильтрующему элементу 1 из Фиг.19. В отличие от фильтрующего элемента из Фиг.19, основания 103 складок на грязной стороне расширены в примере исполнения на Фиг.20 по сравнению с основаниями 103b складок на чистой стороне. В целом же межскладочные промежутки 148а и 148b действуют подобным образом, как межскладочные промежутки 148а и 148b фильтрующего элемента 1 из Фиг.18.
На Фиг.23 показан фильтрующий элемент 1 из Фиг.19 в разрезе, проведенном параллельно плоскости через вершины 102а складок на грязной стороне. В области одного из межскладочных промежутков 148а на грязной стороне клеевые сегменты 122 противолежащих фрагментов 120 среды, подобно тому, как в примере исполнения из Фиг.17, пролегают плоско относительно друг друга и тем самым ограничивают проточные каналы 660.
На Фиг.24 показан фильтрующий элемент 1, который подобен фильтрующему элементу 1 из Фиг.20, также в разрезе параллельно плоскости через вершины 102 складок на грязной стороне. В межскладочных промежутках 148b на чистой стороне подпорки 662 фрагментов 120 среды примыкают друг к другу и тем самым стабилизируют складки и фильтрующий элемент 1. В отличие от примера исполнения из Фиг.20, в примере исполнения из Фиг.24, как в примере исполнения из Фиг.19, в межскладочных промежутках 148а на грязной стороне с обеих сторон проточных каналов 660 предусмотрены клеевые сегменты 122 с бесклеевыми разрывами 107. Величины 144 клеевых сегментов 122 перпендикулярно конкретным поверхностям фильтрующей среды 106 на грязной стороне в примерах исполнения из Фиг. 23 и 24 варьируют аналогично примерам исполнения из Фиг. 16 и 17 так, что клеевые сегменты 122 плоско прилегают друг к другу и взаимно поддерживают друг друга.
На Фиг.25 показана нескладчатая фильтрующая среда 106, которая снабжена канавками для создания углублений 656 и выступов 658 соответственно примерам исполнения из Фиг. 19-24. Канавки проходят перпендикулярно ребрам F складок. Выступы 658 и углубления 656 также могут быть созданы с помощью канавок, которые прерываются на ребрах F складок.
Во всех вышеописанных примерах исполнения фильтрующего элемента 1 и способов получения фильтрующего элемента 1, среди прочих, возможны следующие модификации.
Размещения клеевых сегментов 122 и бесклеевых разрывов (участков) 107 вдоль клеевых дорожек 101, как они описаны на Фиг. 3, 4 и 8-16, конструкции вершин 102 складок на грязной стороне, как они описаны на Фиг. 7 и 18, и размещения углублений 656 и выступов 658 на фильтрующей среде 106, как они описаны на Фиг. 19-25, могут быть рационально скомбинированы друг с другом в фильтрующем элементе 1.
Прямолинейные клеевые дорожки 101 вместо перпендикулярного положения могут также проходить наклонно или на отдельных участках наклонно к ребрам F складок.
Клеевые сегменты 122 и бесклеевые разрывы 107 вместо размещения вдоль прямолинейных клеевых дорожек 101 могут быть также размещены вдоль по-иному проложенных клеевых дорожек, например спиралевидных или извилистых клеевых дорожек.
Проходы 126 вместо V-образных, W-образных или зигзагообразных также могут быть проложены иным образом, по меньшей мере на отдельных участках, не параллельно ребрам F складок.
Показанные на Фиг. 16 и 17 примеры исполнения также могут иметь каждый второй фрагмент среды, не содержащий клеевых сегментов. Протяженность 144 клеевых сегментов 122 на других фрагментах 120 среды в таком случае может распространяться на весь межскладочный промежуток. Тогда открытые стороны клеевых сегментов 192 плоско прилегают к противолежащей в данном случае, не оснащенной клеевыми сегментами поверхности тамошнего фрагмента 120 среды.
Фиг. 26-34 показывают в качестве примера некоторые варианты исполнения фильтрующей среды, которые наряду с дополнительными фильтрующими средами могут быть использованы для соответствующего изобретению фильтра.
Фиг. 26 показывает непокрытую сетку из полиамида РА-6.6 с шириной ячеек 100 ± 10 мкм, Фиг.27 представляет такую сетку с покрытием из нановолокон. Фиг.28 показывает покрытую сетку в поперечном разрезе. Воздухопроницаемость непокрытой сетки составляет ~ 10000 л/(м2с), покрытой сетки ~ 800-1500 л/(м2с). Размер отверстий сита составляет 69,9 отверстий/см, толщина 70 мкм и вес единицы поверхности 24 г/см2. На Фиг.29 показана сетка из РА-6.6, которая имеет ширину ячеек 102±6 мкм. Фиг.30 показывает покрытую сетку и Фиг.31 показывает вид поперечного сечения покрытой сетки. Воздухопроницаемость непокрытой сетки составляет ~ 8600 л/(м2с), покрытой сетки ~ 1500 л/(м2с). Размер отверстий сита составляет 65 отверстий/см, толщина 80 мкм и вес единицы поверхности 35 г/см2. Дополнительная сетка из РА-6.6 показана на Фиг. 32-34. Здесь ширина ячеек составляет 150±9 мкм. Воздухопроницаемость непокрытой сетки составляет ~11000 л/(м2с), покрытой сетки ~ 650-840 л/(м2с). Размер отверстий сита составляет 47 отверстий/см, толщина 95 мкм и вес единицы поверхности 35 г/см2. Фиг.32 показывает непокрытую сетку, Фиг.33 показывает покрытую сетку и Фиг.34 представляет покрытую сетку в поперечном сечении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2017 |
|
RU2744253C2 |
| САМОНЕСУЩАЯ РИФЛЕНАЯ ФИЛЬТРУЮЩАЯ СРЕДА (ВАРИАНТЫ) | 2010 |
|
RU2438754C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО, В ЧАСТНОСТИ ВОЗДУШНЫЙ ФИЛЬТР ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2009 |
|
RU2491113C2 |
| МИКРОМЕХАНИЧЕСКИЙ ЭЛЕМЕНТ | 2010 |
|
RU2559032C9 |
| Фильтрующая лицевая респираторная маска с элементом жесткости, составляющим единое целое с фильтрующим конструктивным элементом | 2014 |
|
RU2635036C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ОРИЕНТИРОВАНИЯ МАТЕРИАЛА ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 2008 |
|
RU2568482C2 |
| ГИБКОЕ МНОГОСЕГМЕНТНОЕ ИЗДЕЛИЕ ДЛЯ СТЕРИЛИЗАЦИИ, СНАБЖЕННОЕ БОКОВЫМИ КЛАПАНАМИ | 2012 |
|
RU2636823C2 |
| ФИЛЬТРУЮЩИЙ МОДУЛЬ С РЕБРАМИ ЖЕСТКОСТИ ДЛЯ ФИЛЬТРА ТОНКОЙ ОЧИСТКИ ВОЗДУХА | 1991 |
|
RU2031694C1 |
| ФИЛЬТРУЮЩИЙ ПАТРОН И ГАЗОВЫЙ ФИЛЬТР В СБОРЕ | 2013 |
|
RU2764582C2 |
| ФИЛЬТРОВАЛЬНЫЙ ЭЛЕМЕНТ И ФИЛЬТР | 2006 |
|
RU2370200C1 |
Изобретение относится к фильтру с фильтрующим элементом для фильтрации текучих сред, в частности газов всасываемого воздуха, горючего, раствора мочевины или моторного масла двигателя внутреннего сгорания автомобиля или окружающего воздуха для подведения в системы вентиляции строений или транспортных средств. Фильтр для фильтрации текучих сред содержит фильтрующий элемент, имеющий зигзагообразно сложенную фильтрующую среду с грязной стороной и чистой стороной. На грязной стороне и/или на чистой стороне фильтрующей среды расположено множество удлиненных клеевых сегментов вдоль по меньшей мере двух клеевых дорожек на фильтрующей среде, которые по меньшей мере на отдельных участках проходят наклонно или перпендикулярно ребрам складок. На каждой клеевой дорожке размещены по меньшей мере один клеевой сегмент и по меньшей мере один бесклеевой разрыв. Бесклеевые разрывы различных клеевых дорожек, если смотреть в направлении ребер складок, размещены смещенными относительно друг друга таким образом, что через бесклеевые разрывы в одном фрагменте среды, который проходит между двумя соседними ребрами складок, параллельно ребрам складок не создается сплошной проход. Техническим результатом является повышение стабильности фильтрующего элемента с максимально большими высотами складок и повышение производительности фильтра. 11 з.п. ф-лы, 34 ил.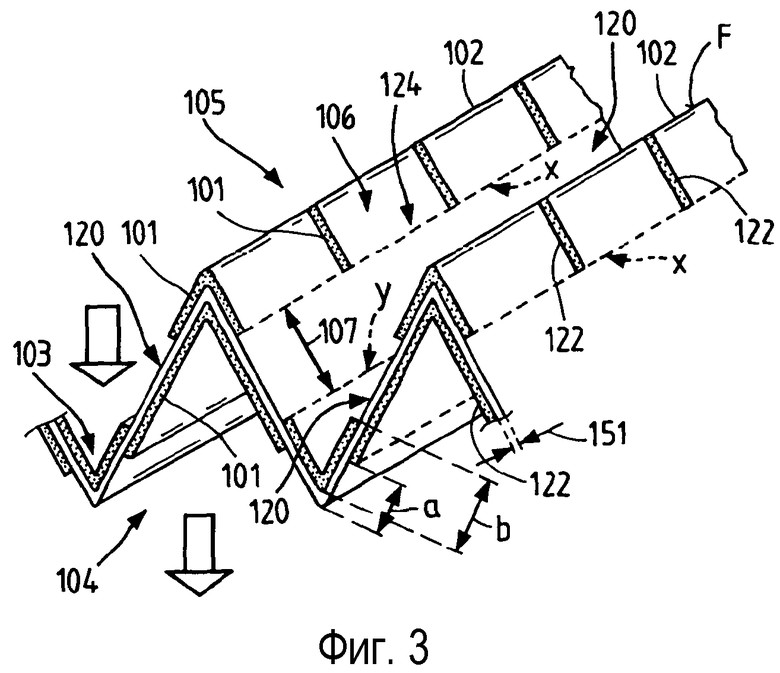
1. Фильтр для фильтрации текучих сред с фильтрующим элементом (1), имеющим зигзагообразно сложенную фильтрующую среду (14; 106) с грязной стороной (105) и чистой стороной (104), причем на грязной стороне (105) и/или на чистой стороне (104) фильтрующей среды (14; 106) расположено множество удлиненных клеевых сегментов (122) вдоль по меньшей мере двух клеевых дорожек (101) на фильтрующей среде (14; 106), которые по меньшей мере на отдельных участках проходят наклонно или перпендикулярно ребрам (F) складок, причем на каждой клеевой дорожке (101) размещены по меньшей мере один клеевой сегмент (122) и по меньшей мере один бесклеевой разрыв (107), отличающийся тем, что бесклеевые разрывы (107) различных клеевых дорожек (101), если смотреть в направлении ребер (F) складок, размещены смещенными относительно друг друга таким образом, что через бесклеевые разрывы (107) в одном фрагменте (120) среды, который проходит между двумя соседними ребрами (F) складок, параллельно ребрам (F) складок не создается сплошной проход.
2. Фильтр по п.1, отличающийся тем, что проход (126) пролегает зигзагообразно, в частности V-образно или W-образно.
3. Фильтр по п. 1, отличающийся тем, что клеевые дорожки представляют собой клеевые прямые линии (101), которые проходят параллельно друг другу и перпендикулярно ребрам (F) складок.
4. Фильтр по п.3, отличающийся тем, что клеевые дорожки (101) размещены на равных расстояниях друг от друга.
5. Фильтр по п.3, отличающийся тем, что расстояния (132а, 132b, 132с, 132d) между соседними клеевыми дорожками (101), если смотреть в направлении ребер (F) складок, увеличиваются или уменьшаются от одной торцевой стороны (136а) фильтрующего элемента (1) к другой торцевой стороне (136b).
6. Фильтр по п.3, отличающийся тем, что расстояния (132e, 132f, 132g) между соседними клеевыми дорожками (101) относительно проходящей перпендикулярно ребрам (F) складок, предпочтительно по середине относительно протяженности фильтрующей среды (14; 106) в направлении ребер (F) складок, плоскости (138) симметрии, в частности, увеличиваются изнутри наружу.
7. Фильтр по п.1, отличающийся тем, что на грязной стороне (105) и на чистой стороне (104) клеевые сегменты (122) размещены так, что по меньшей мере один из клеевых сегментов (122) на грязной стороне (105) выступает в обе стороны за пределы по меньшей мере одного из бесклеевых разрывов (107) на чистой стороне (104) и своими концами перекрывается с клеевыми сегментами (122) на чистой стороне, которые примыкают к бесклеевому разрыву (107), и/или по меньшей мере один из клеевых сегментов (122) на чистой стороне (104) выступает в обе стороны за пределы по меньшей мере одного из бесклеевых разрывов (107) на грязной стороне (105) и своими концами перекрывается с клеевыми сегментами (122) на грязной стороне (105), которые примыкают к бесклеевому разрыву (107).
8. Фильтр по п.1, отличающийся тем, что протяженность (144) клеевых сегментов (122) перпендикулярно фильтрующей среде (14; 106) вдоль клеевой дорожки (101) варьируется так, что клеевые сегменты (122) в складчатой фильтрующей среде (14; 106) в каждом случае своей свободной стороной, обращенной от фильтрующей среды (14; 106), плоско прилегают к соответствующей свободной стороне противолежащего в межскладочном промежутке (148а, 148b) клеевого сегмента (122) или к поверхности противолежащего в межскладочном промежутке (148а, 148b) фрагмента (120) среды.
9. Фильтр по п.1, отличающийся тем, что фрагменты (120) фильтрующей среды, которые с обеих сторон проходят от вершин (102а) складок на грязной стороне до соседних оснований (103а) складок на грязной стороне, в каждом случае, если смотреть от вершин (102а) складок на грязной стороне, имеют первый изгиб (552) к грязной стороне (105) и позади этого второй изгиб (554) к чистой стороне (104).
10. Фильтр по п.1, отличающийся тем, что на грязной стороне (105) сформировано множество удлиненных углублений (656) в фильтрующей среде (14; 106), которые проходят между вершинами (102а) складок на грязной стороне и основаниями (103а) складок на грязной стороне почти перпендикулярно ребрам (F) складок фильтрующей среды (14; 106), и создают соответствующие выступы (658) на чистой стороне (104) таким образом, что в межскладочном промежутке (148а) на грязной стороне в каждом случае два углубления (656) на обоих ограничивающих межскладочный промежуток (148а) фрагментах (120) среды расположены непосредственно напротив друг друга и в каждом случае совместно образуют проточный канал (660).
11. Фильтр по п.1, отличающийся тем, что в качестве текучей среды фильтрует газы, в частности, всасываемого воздуха, горючего, раствора мочевины или моторного масла, в частности, двигателя внутреннего сгорания, в частности, автомобиля.
12. Фильтр по п.1, отличающийся тем, что в качестве текучей среды фильтрует окружающий воздух для подведения в системы вентиляции строений или транспортных средств.
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ В МАССИВЕ ОСАДОЧНЫХ ГОРНЫХ ПОРОД | 0 |
|
SU368402A1 |
| Способ изготовления керамоволокнистых изделий | 1980 |
|
SU948986A1 |
| СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ КИСЕЛЯ | 2010 |
|
RU2490970C2 |
| RU 2066232 C1, 10.09.1996 | |||

