Область и уровень техники
Изобретение относится к резальному устройству и способу разрезания непрерывной полосы на компоненты шины, в частности, компоненты шины, предназначенные для формирования брекерных слоев.
В WO 2004/056558 А1 раскрыты известные устройство и способ изготовления брекерного слоя. Устройство содержит экструзионное устройство для экструзии невулканизированной резиновой смеси и охлаждающие средства с промежуточными контурами для охлаждения экструдированного материала. Получающуюся в результате, непрерывную полосу из резиновой смеси впоследствии подают в резальное устройство посредством конвейера под углом. Конвейер в целом может быть повернут влево и вправо для изменения угла относительно линии реза. Как показано на фиг.8 документа WO 2004/056558 А1, обеспечивается значительное провисание непрерывной полосы между средством охлаждения и резальным устройством для обеспечения возможности поворота ленточного конвейера относительно средств охлаждения. Провисающий материал в непрерывной полосе занимает значительное место, к которому невозможен безопасный доступ оператора. Кроме того, провисающий материал подвергается непрогнозируемым рывкам и толчкам, поскольку непрерывная полоса подается прерывисто в резальное устройство.
Задача настоящего изобретения состоит в том, чтобы предложить резальное устройство и способ разрезания непрерывной полосы на компоненты шины, при этом подача непрерывной полосы в резальное устройство может быть улучшена.
Краткое описание изобретения
Согласно первому аспекту изобретения предложено резальное устройство для разрезания непрерывной полосы на компоненты шины, при этом резальное устройство содержит нож для разрезания непрерывной полосы вдоль линии реза в рабочей плоскости и узел подачи с подающим элементом для подачи непрерывной полосы в рабочей плоскости к ножу в направлении подачи, которое пересекается с линией реза под углом разрезания, при этом подающий элемент и нож выполнены с возможностью поворота относительно друг друга вокруг оси поворота, перпендикулярной к рабочей плоскости, для регулировки угла разрезания, при этом узел подачи дополнительно содержит входной элемент для приема непрерывной полосы в направлении ввода в резальное устройство и один или более направляющих элементов для направления непрерывной полосы от входного элемента к подающему элементу, при этом направление ввода совпадает или по существу совпадает с осью поворота.
При регулировке угла разрезания непрерывная полоса может по-прежнему вводиться в резальное устройство посредством входного элемента в том же направлении ввода, совпадающем с осью поворота. Следовательно, направление ввода непрерывной полосы может стать независимым от угла разрезания. Только первая ориентация непрерывной полосы рядом с входным элементом изменяется относительно зафиксированных окружающих объектов. В частности, часть непрерывной полосы, расположенная по ходу перед входным элементом, может быть повернута/закручена относительно продольного направления непрерывной полосы, совпадающего с осью поворота. Следовательно, изменение ориентации ограничено только степенью закручивания, которому может подвергаться непрерывная полоса относительно ее продольного направления. Следовательно, отсутствует необходимость в провисании непрерывной полосы.
В варианте осуществления входной элемент расположен на оси поворота, рядом с осью поворота и/или на одной линии с осью поворота. Таким образом, указанный входной элемент может обеспечить поступление непрерывной полосы в резальное устройство на оси поворота, рядом с осью поворота или на одной линии с осью поворота.
В дополнительном варианте осуществления рабочая плоскость проходит горизонтально или по существу горизонтально и/или при этом ось поворота проходит вертикально или по существу вертикально. Следовательно, можно предотвратить провисание непрерывной полосы в направлении ввода, совпадающем с вертикальной осью поворота, поскольку сила тяжести действует на непрерывную полосу в направлении, совпадающем с ее продольным направлением.
В варианте осуществления ось поворота пересекается с линией реза. Следовательно, угол разрезания может быть отрегулирован относительно оси у линии реза.
Подающий элемент предпочтительно выполнен с возможностью подачи непрерывной полосы вдоль траектории подачи в рабочей плоскости, при этом траектория подачи пересекается с линией реза, и ось поворота пересекается с траекторией подачи на линии реза. Следовательно, угол разрезания может быть отрегулирован относительно оси у линии реза на траектории подачи непрерывной полосы. Следовательно, может быть гарантировано то, что непрерывная полоса будет пересекаться с осью поворота при любом угле разрезания.
В варианте осуществления данные один или более направляющих элементов выполнены с возможностью направления непрерывной полосы вдоль направляющей траектории из положения с первой ориентацией, которая соответствует оси поворота, на входном элементе в положение со второй ориентацией, которая соответствует направлению подачи, на подающем элементе. Несмотря на то, что непрерывная полоса поступает в резальное устройство рядом с резальным элементом, имея первую ориентацию, которая сильно отличается от второй ориентации, требующейся для разрезания, направляющие элементы могут направить непрерывную полосу для получения указанной второй ориентации.
В варианте осуществления направляющая траектория сходится в направлении по касательной с направлением ввода на входном элементе и направлением подачи на подающем элементе. При подаче непрерывной полосы вдоль тангенциальной направляющей траектории могут быть предотвращены резкие изменения направления непрерывной полосы.
В дополнительном варианте осуществления входной элемент выполнен с возможностью поворота вокруг оси поворота вместе с подающим элементом. Входной элемент и подающий элемент предпочтительно функционально соединены для синхронного поворота вокруг оси поворота. Наиболее предпочтительно, если узел подачи выполнен с возможностью поворота как одно целое вокруг оси поворота относительно ножа.
Когда полоса имеет по существу плоскую основную поверхность, предпочтительно, чтобы входной элемент был выполнен с возможностью приема полосы при ее плоской основной поверхности, параллельной направлению ввода и перпендикулярной к направлению подачи. При указанной ориентации непрерывная полоса может входить в резальное устройство в ориентации, которая не требует никакого дополнительного закручивания непрерывной полосы относительно ее продольного направления внутри резального устройства.
В дополнительном варианте осуществления входной элемент содержит один или более входных валиков, при этом каждый входной валик выполнен с возможностью вращения вокруг оси входного валика, которая проходит перпендикулярно к направлению ввода и направлению подачи. Входной валик может эффективно направлять непрерывную полосу в резальное устройство, в частности, при ее плоской основной поверхности в ориентации, заявленной в предыдущем варианте осуществления.
В варианте осуществления подающий элемент содержит удерживающие элементы для удерживания непрерывной полосы. Удерживающие элементы могут эффективно удерживать непрерывную полосу относительно подающего элемента.
В варианте осуществления удерживающие элементы представляют собой вакуумные удерживающие элементы или магнитные удерживающие элементы. Вакуумные удерживающие элементы могут быть использованы для непрерывной полосы с армирующими кордами или без армирующих кордов. Магнитные удерживающие элементы могут быть использованы для непрерывной полосы с ферромагнитными или стальными армирующими кордами.
В дополнительном варианте осуществления подающий элемент выполнен с возможностью его размещения в положении при разрезании за линией реза относительно направления подачи для удерживания переднего конца непрерывной полосы в указанном положении при разрезании относительно ножа. Следовательно, подающий элемент может быть использован для подготовки непрерывной полосы для разрезания и/или для точного удерживания непрерывной полосы во время разрезания.
В варианте осуществления подающий элемент содержит основную часть и рабочий конец, который выступает от основной части по направлению к линии реза, когда подающий элемент находится в положении при разрезании, при этом основная часть проходит в направлении подачи или параллельно направлению подачи, и рабочий конец отклоняется от направления подачи в сторону от линии реза под углом отклонения. Благодаря отклоненному рабочему концу подающий элемент может удерживать непрерывную полосу как можно ближе к линии реза как при остром угле разрезания, так и при менее остром угле разрезания. В частности, когда ось поворота находится на одной линии с основной частью подающего элемента, рабочий конец будет стремиться переместиться в еще большей степени по направлению к линии реза при увеличении угла разрезания.
В варианте осуществления угол отклонения находится в диапазоне от пяти до двадцати градусов, предпочтительно в диапазоне от семи до пятнадцати градусов.
В дополнительном варианте осуществления подающий элемент и нож выполнены с возможностью поворота относительно друг друга в диапазоне углов разрезания, при этом угол отклонения выбран равным или близким к минимальному углу в пределах указанного диапазона углов разрезания. При выборе угла отклонения таким образом рабочий конец может проходить параллельно или по существу параллельно линии реза при наименьшем или самом остром угле разрезания.
В дополнительном варианте осуществления удерживающие элементы предусмотрены в основной части и на рабочем конце. Следовательно, как основная часть, так и рабочий конец могут удерживать непрерывную полосу, при этом рабочий конец может удерживать непрерывную полосу в месте, находящемся значительно ближе к линии реза, чем основная часть. Следовательно, точность размещения непрерывной полосы относительно линии реза может быть повышена.
В дополнительном варианте осуществления подающий элемент выполнен с возможностью перемещения взад и вперед через линию реза между положением при разрезании и положением при захвате, соответствующим месту перед линией реза относительно направления подачи и предназначенным для захвата переднего конца непрерывной полосы с данных одного или более направляющих элементов в положении при захвате и для вытягивания указанного переднего конца за линию реза по направлению к положению при разрезании. Следовательно, непрерывная полоса может быть вытянута за линию реза посредством того же компонента, который удерживает непрерывную полосу в обоих положениях.
В другом варианте осуществления резальное устройство содержит выходной элемент для выхода компонентов шины, полученных разрезанием, в направлении выхода, параллельном или по существу параллельном линии реза. При выходе компонентов шины, полученных разрезанием, в указанном направлении выхода может быть создан слой шины, например, слой каркаса или брекерный слой.
В варианте осуществления выходной элемент содержит выходную поверхность для обеспечения опоры для компонентов шины, полученных разрезанием, в направлении выхода, при этом подающий элемент выполнен с возможностью перемещения компонентов шины, полученных разрезанием, на выходную поверхность. Когда компонент шины, полученный разрезанием, будет перемещен от подающего элемента на выходной элемент, подающий элемент может быть возвращен для захвата непрерывной полосы для следующего цикла разрезания.
В варианте осуществления данные один или более направляющих элементов выполнены с возможностью направления непрерывной полосы от входного элемента к подающему элементу в направляющей плоскости, заданной направлением подачи и осью поворота. Следовательно, непрерывная полоса может направляться в направляющей плоскости, которая по существу выровнена относительно направления подачи.
В варианте осуществления данные один или более направляющих элементов содержат один или более направляющих валиков, при этом каждый направляющий валик имеет ось направляющего валика, проходящую перпендикулярно к направляющей плоскости. Следовательно, каждый направляющий валик может вращаться вокруг указанной оси направляющего валика для продвижения и/или направления непрерывной полосы вдоль указанной направляющей плоскости.
В варианте осуществления один или более из направляющих валиков образованы в виде щеточных валиков, при этом каждый щеточный валик содержит множество щетинок, которые образуют окружную периферийную щеточную поверхность вокруг оси направляющего валика, предназначенную для обеспечения опоры для непрерывной полосы, и боковой фланец, проходящий в направляющей плоскости рядом с указанной окружной периферийной щеточной поверхностью, при этом щетинки имеют наклон по направлению к боковому фланцу. Наклон щетинок может обеспечить смещение непрерывной полосы к боковому фланцу, посредством чего гарантируется то, что непрерывная полоса будет точно выровнена относительно направляющей плоскости.
В варианте осуществления передний конец непрерывной полосы удерживается неподвижным на линии реза во время разрезания, при этом данные один или более направляющих элементов содержат плавающий валик, который выполнен с возможностью перемещения в направлении смещения для компенсации для буферного удерживания поступающей непрерывной полосы относительно неподвижного переднего конца непрерывной полосы во время указанного разрезания. Указанный плавающий валик может обеспечить эффективное буферное удерживание участка непрерывной полосы в узле подачи, например, когда непрерывная полоса временно удерживается неподвижной посредством подающего элемента на линии реза во время разрезания.
Согласно второму аспекту изобретения предложена производственная линия, содержащая вышеупомянутое резальное устройство, дополнительно содержащая входную станцию для манипулирования непрерывной полосой перед вводом непрерывной полосы в резальное устройство, при этом указанная входная станция содержит выходной элемент, который выполнен с возможностью подачи непрерывной полосы к входному элементу резального устройства, при этом выходной элемент входной станции расположен над входным элементом резального устройства на одной линии с осью поворота резального устройства. При размещении выходного элемента входной станции над входным элементом в направлении ввода непрерывная полоса может подаваться из входной станции в резальное устройство на одной линии с осью поворота. В частности, когда ось поворота расположена вертикально или по существу вертикально, может быть предотвращено провисание непрерывной полосы между входной станцией и резальным устройством, при этом сила тяжести будет действовать на непрерывную полосу в основном или только в ее продольном направлении.
В варианте осуществления входная станция и резальное устройство взаимодействуют для закручивания непрерывной полосы вокруг оси поворота между выходным элементом входной станции и входным элементом резального устройства в зависимости от угла разрезания в резальном устройстве. Закручивание может фактически обеспечить взаимное расположение резальной станции и входной станции, независимое от угла разрезания.
В варианте осуществления место расположения входной станции относительно резального устройства смещено от направления подачи в резальном устройстве. При размещении входной станции со смещением производственная линия может быть спроектирована более компактной.
В дополнительном варианте осуществления входная станция содержит фестонный накопитель для буферного накопления участка непрерывной полосы, при этом выходной элемент входной станции представляет собой выходной валик фестонного накопителя.
В дополнительном варианте осуществления выходной элемент входной станции и входной элемент резального устройства расположены на таком расстоянии друг от друга, что длина непрерывной полосы между ними составляет менее трех метров, предпочтительно менее двух метров и наиболее предпочтительно менее одного метра. Как и в предыдущем варианте, производственная линия может быть более компактной.
Согласно третьему аспекту изобретения предложен способ разрезания непрерывной полосы на компоненты шины при использовании вышеупомянутого резального устройства, в котором входной элемент расположен на одной линии или по существу на одной линии с осью поворота, при этом способ включает этап ввода непрерывной полосы в резальное устройство на входном элементе в направлении ввода, совпадающем с осью поворота. Этот способ имеет такие же преимущества, как резальное устройство согласно первому аспекту изобретения.
В варианте осуществления способ дополнительно включает этапы направления непрерывной полосы посредством данных одного или более направляющих элементов от входного элемента в положение при захвате под подающим элементом и переноса непрерывной полосы от одного из направляющих элементов к подающему элементу в указанном положении при захвате, при этом перенос включает этапы удерживания непрерывной полосы относительно данного одного направляющего элемента в то время, когда подающий элемент не находится в контакте с непрерывной полосой, ввода непрерывной полосы в контакт с подающим элементом, одновременного удерживания непрерывной полосы посредством подающего элемента и данного одного направляющего элемента, отделения непрерывной полосы от данного одного направляющего элемента. Этот перенос является предпочтительным, поскольку непрерывная полоса никогда не «отпускается» во время перемещения от одной части резального устройства к другой. Следовательно, непрерывная полоса может быть размещена более точно относительно ножа.
В варианте осуществления резальное устройство содержит выходной элемент для выхода компонентов шины, полученных разрезанием, в направлении выхода, параллельном или по существу параллельном линии реза, при этом способ дополнительно включает этап вытягивания непрерывной полосы посредством подающего элемента в направлении подачи из положения при захвате за линию реза в положение при разрезании над выходным элементом в то время, когда подающий элемент удерживает непрерывную полосу, разрезания непрерывной полосы для отрезки компонента шины в то время, когда подающий элемент удерживает непрерывную полосу, и переноса компонента шины, полученного разрезанием, с подающего элемента на выходной элемент, при этом указанный перенос включает этапы удерживания непрерывной полосы относительно подающего элемента в то время, когда выходной элемент не находится в контакте с непрерывной полосой, обеспечения перемещения подающего элемента и выходного элемента относительно друг друга так, чтобы выходной элемент вошел в контакт с непрерывной полосой, одновременного удерживания непрерывной полосы посредством подающего элемента и выходного элемента и отделения непрерывной полосы от подающего элемента. Этот перенос является предпочтительным, поскольку непрерывная полоса никогда не «отпускается» во время перемещения от одной части резального устройства к другой. Следовательно, непрерывная полоса может быть размещена более точно относительно выходного элемента.
Согласно третьему аспекту изобретения предложен способ разрезания непрерывной полосы на компоненты шины посредством использования резального устройства, при этом резальное устройство содержит нож для разрезания непрерывной полосы вдоль линии реза в рабочей плоскости и узел подачи с подающим элементом для подачи непрерывной полосы в рабочей плоскости к ножу в направлении подачи, которое пересекается с линией реза под углом разрезания, при этом способ включает этапы направления непрерывной полосы посредством данных одного или более направляющих элементов в положение при захвате под подающим элементом и переноса непрерывной полосы с одного из направляющих элементов на подающий элемент в указанном положении при захвате, при этом перенос включает этапы удерживания непрерывной полосы относительно данного одного направляющего элемента в то время, когда подающий элемент не находится в контакте с непрерывной полосой, ввода непрерывной полосы в контакт с подающим элементом, одновременного удерживания непрерывной полосы посредством подающего элемента и данного одного направляющего элемента, отделения непрерывной полосы от данного одного направляющего элемента.
Этот перенос является предпочтительным, поскольку непрерывная полоса никогда не «отпускается» во время перемещения от одной части резального устройства к другой. Следовательно, непрерывная полоса может быть размещена более точно относительно ножа.
В варианте осуществления резальное устройство содержит выходной элемент для выхода компонентов шины, полученных разрезанием, в направлении выхода, параллельном или по существу параллельном линии реза, при этом способ дополнительно включает этап вытягивания непрерывной полосы посредством подающего элемента в направлении подачи из положения при захвате за линию реза в положение при разрезании над выходным элементом в то время, когда подающий элемент удерживает непрерывную полосу, разрезания непрерывной полосы для отрезки компонента шины в то время, когда подающий элемент удерживает непрерывную полосу, и переноса компонента шины, полученного разрезанием, с подающего элемента на выходной элемент, при этом указанный перенос включает этапы удерживания непрерывной полосы относительно подающего элемента в то время, когда выходной элемент не находится в контакте с непрерывной полосой, обеспечения перемещения подающего элемента и выходного элемента относительно друг друга так, чтобы выходной элемент вошел в контакт с непрерывной полосой, одновременного удерживания непрерывной полосы посредством подающего элемента и выходного элемента и отделения непрерывной полосы от подающего элемента. Этот перенос является предпочтительным, поскольку непрерывная полоса никогда не «отпускается» во время перемещения от одной части резального устройства к другой. Следовательно, непрерывная полоса может быть размещена более точно относительно выходного элемента.
Различные аспекты и признаки, описанные и показанные в описании, могут быть применены по отдельности во всех случаях, где это возможно. Эти отдельные аспекты, в частности, аспекты и признаки, описанные в приложенных зависимых пунктах формулы изобретения, могут быть сделаны предметом выделенных патентных заявок.
Краткое описание чертежей
Изобретение будет разъяснено на основе иллюстративного варианта осуществления, показанного на приложенных схематических чертежах, на которых:
фиг.1, 2 и 3 - изометрические изображения резального устройства согласно первому варианту осуществления изобретения во время этапов способа разрезания непрерывной полосы на компоненты шины;
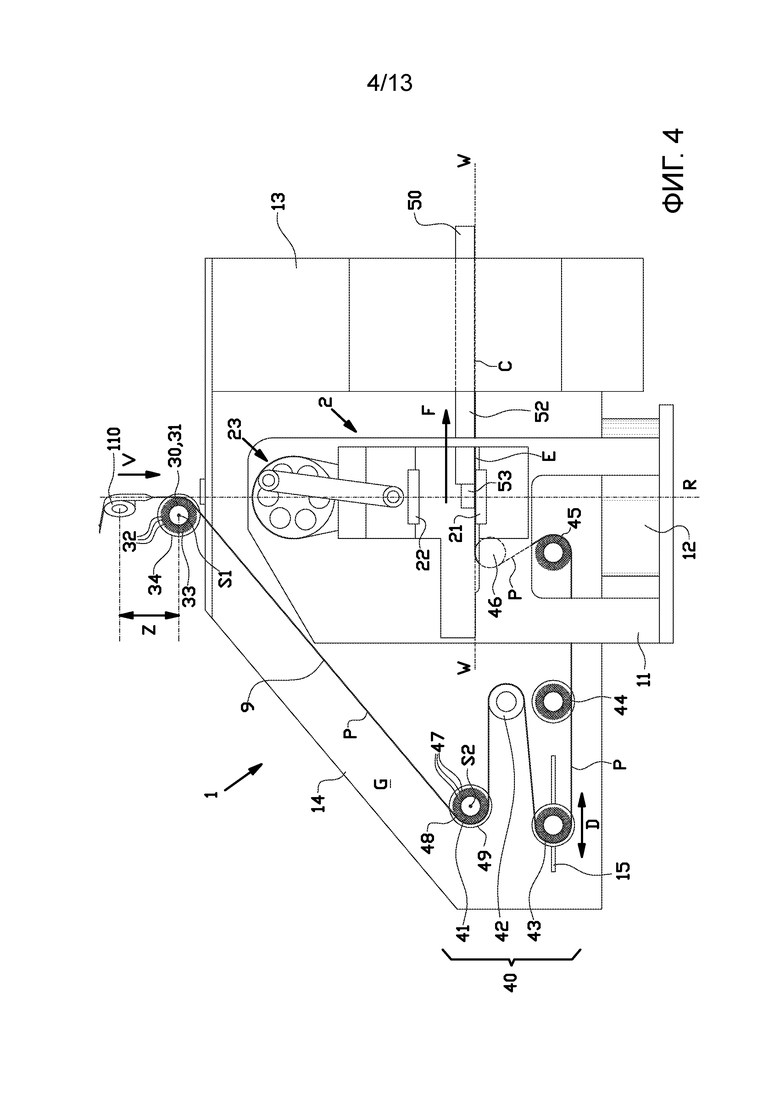
фиг.4 - вид сбоку резального устройства с фиг.1;
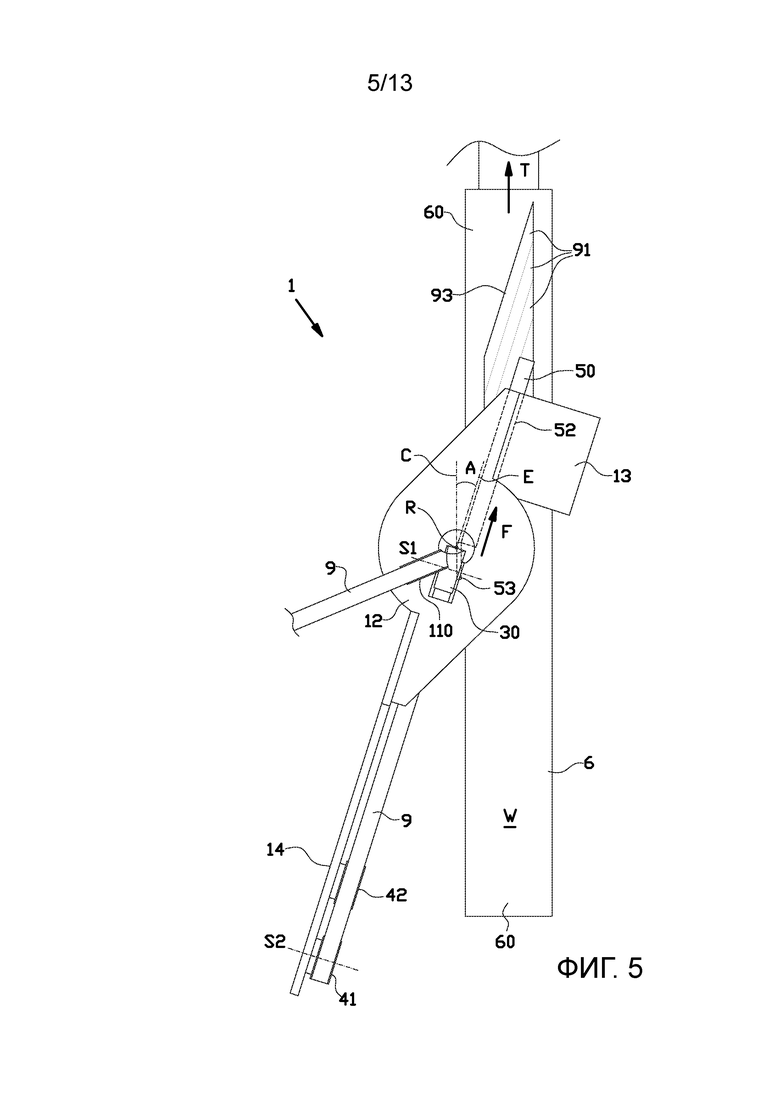
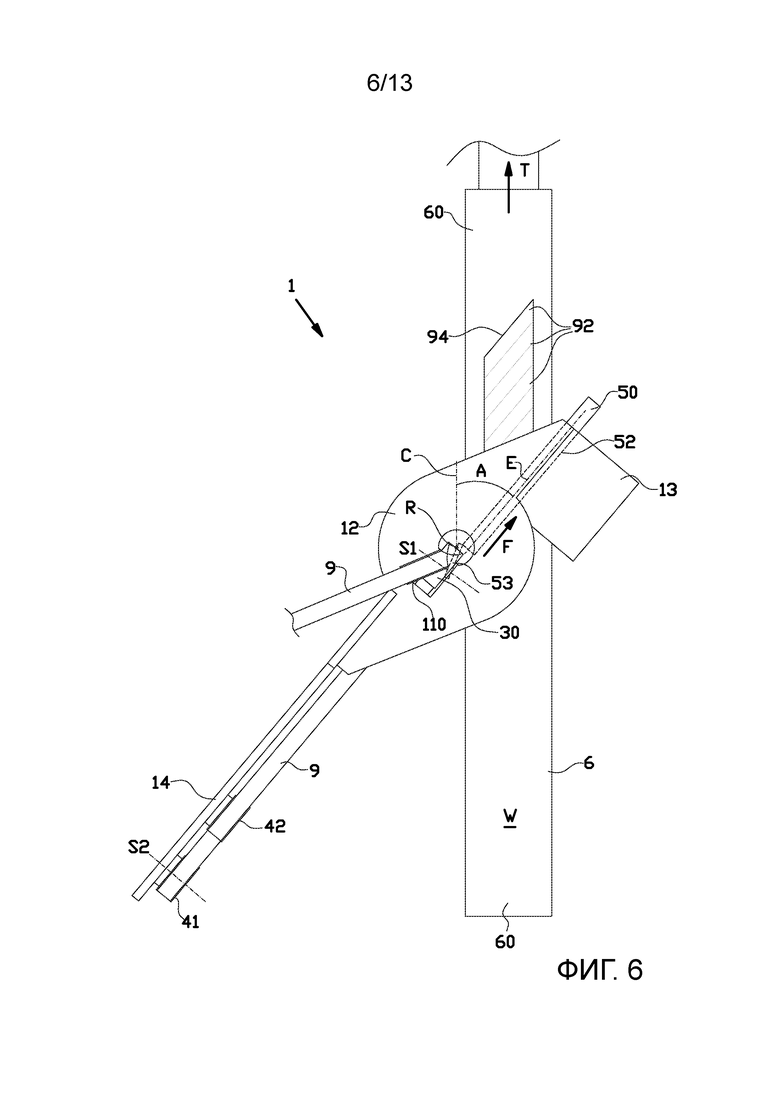
фиг.5 и 6 - виды сверху резального устройства с фиг.1 при разных углах разрезания;
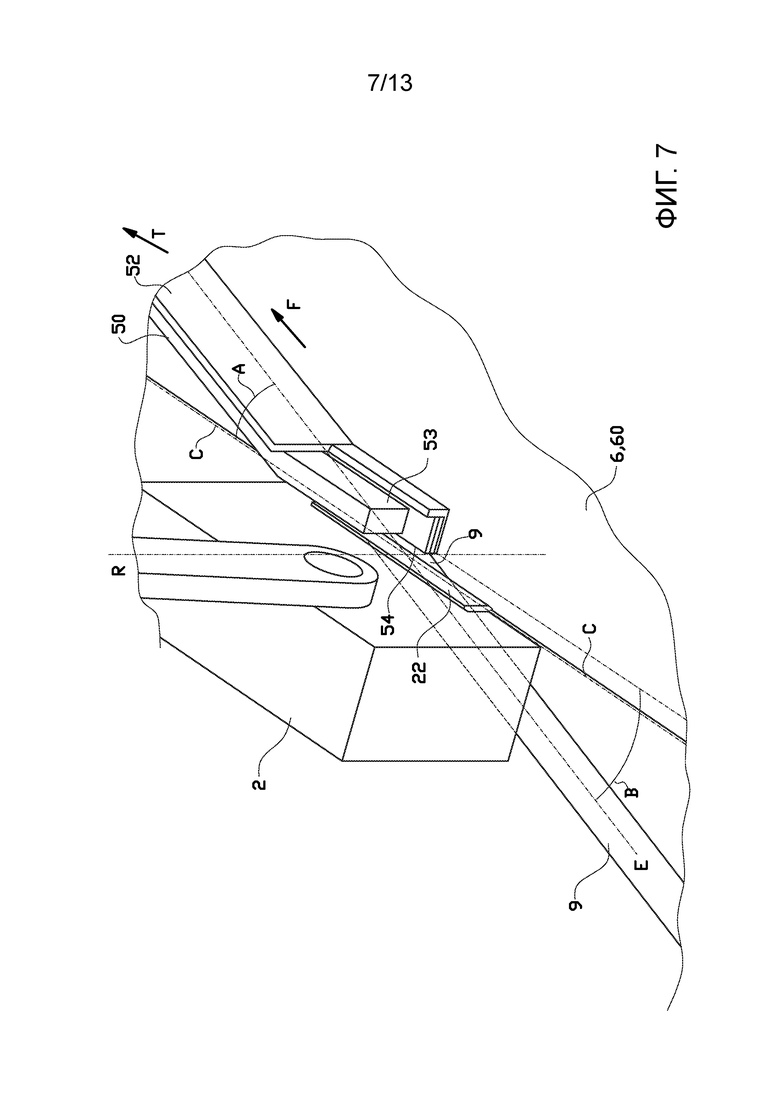
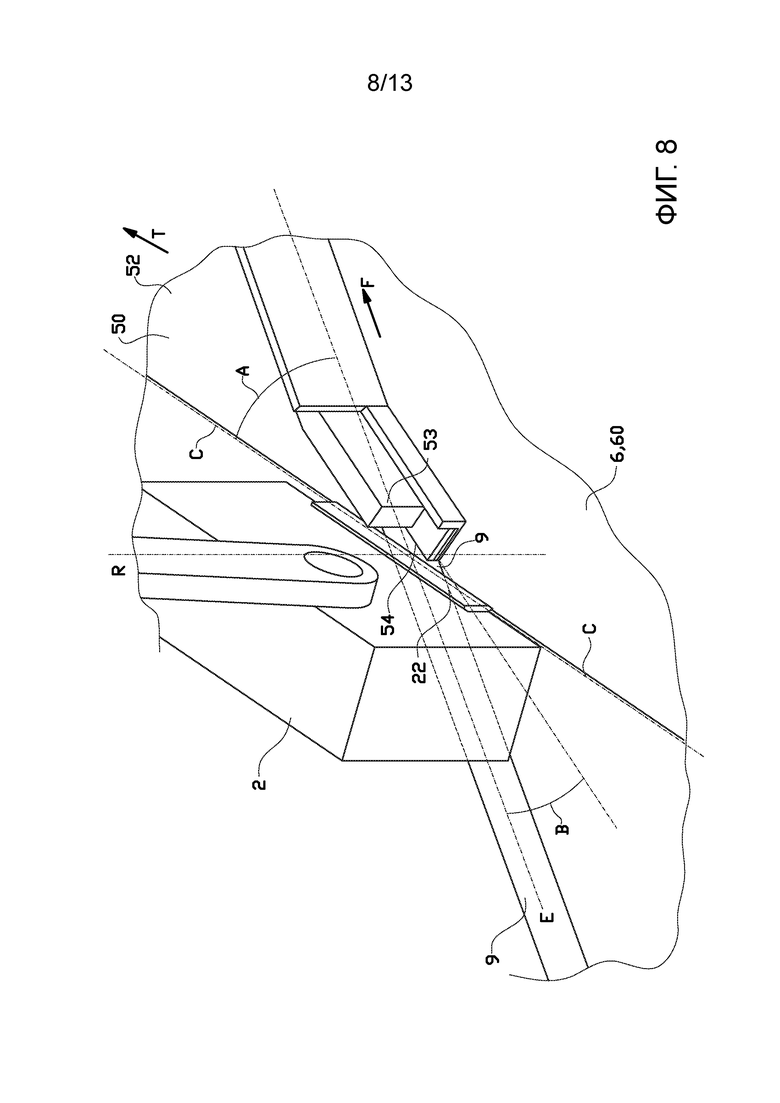
фиг.7 и 8 - изометрические изображения фрагмента резального устройства с фиг.1 при разных углах разрезания;
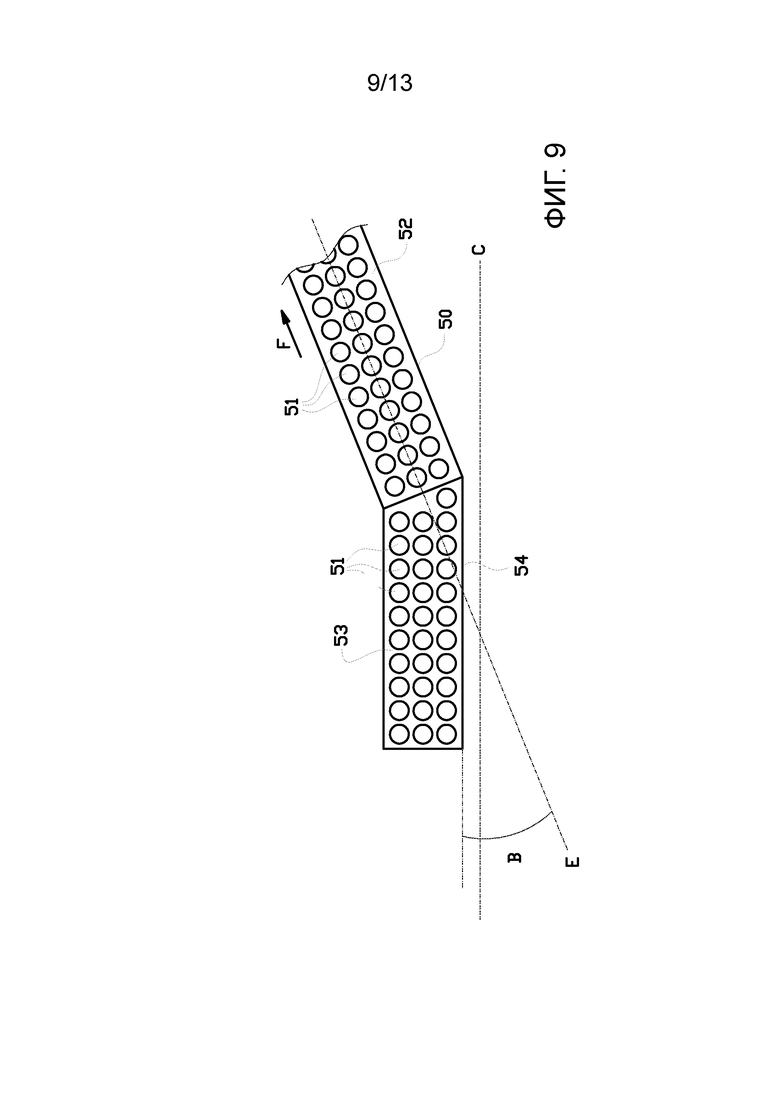
фиг.9 - вид снизу фрагмента резального устройства с фиг.7 и 8;
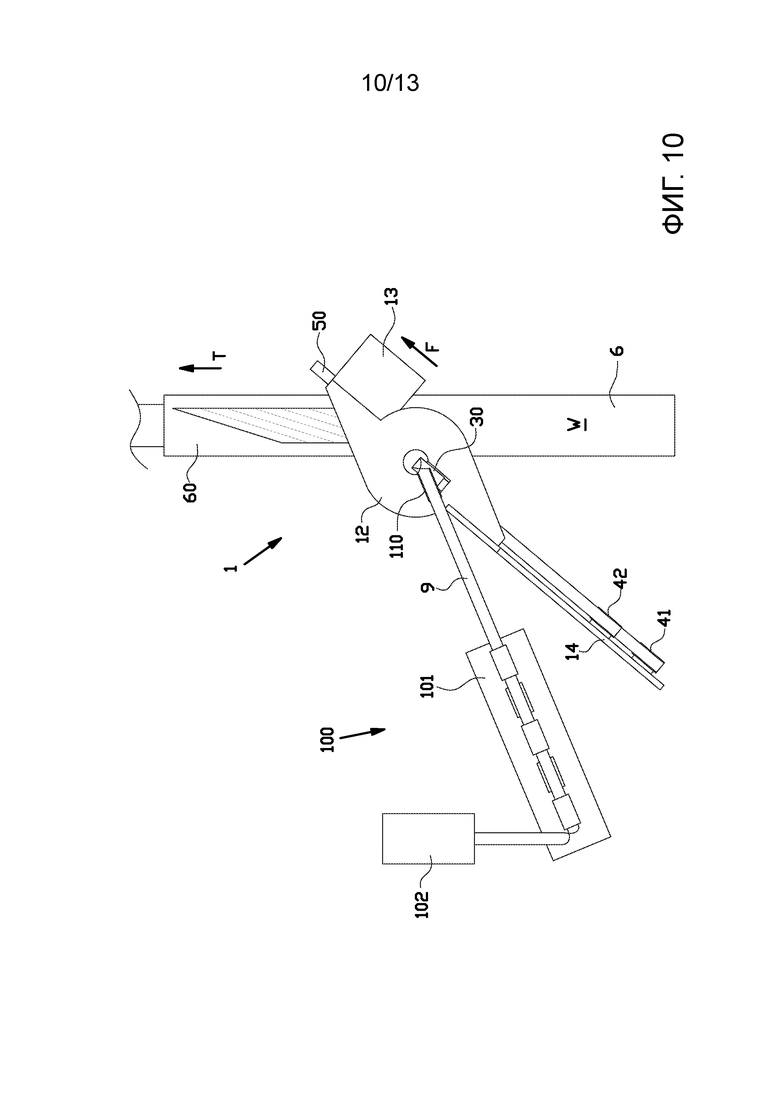
фиг.10 - производственная линия, включающая в себя резальное устройство, фестонный накопитель и экструдер;
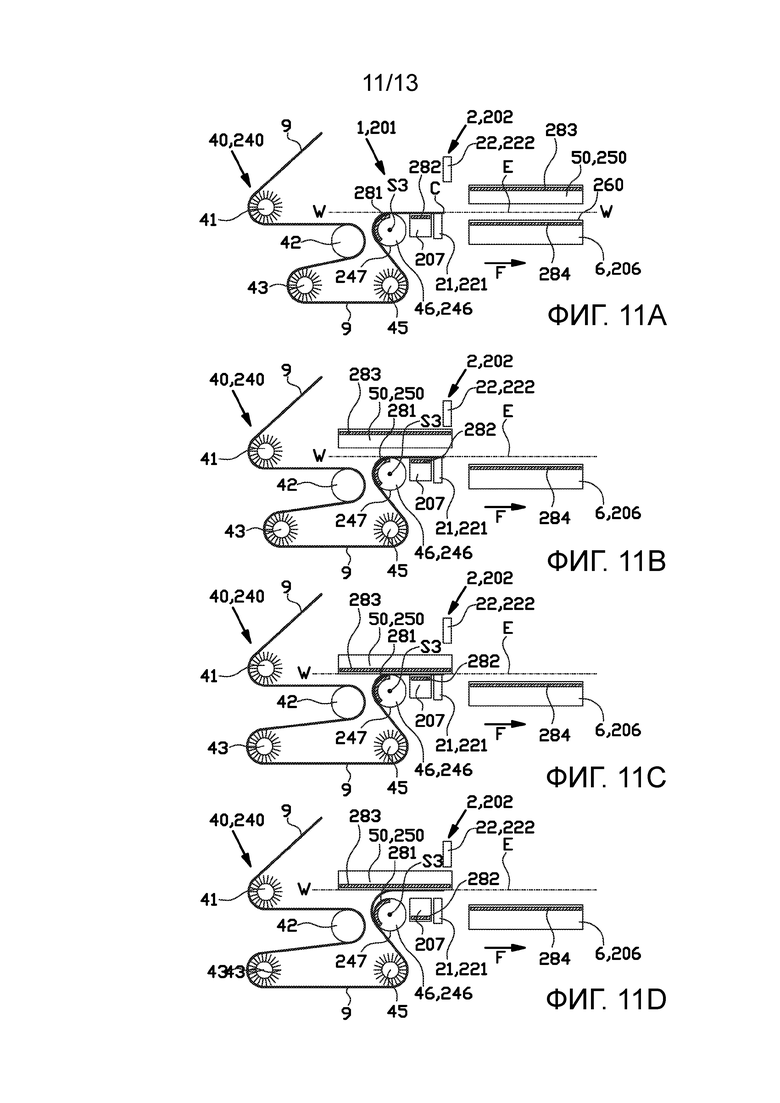
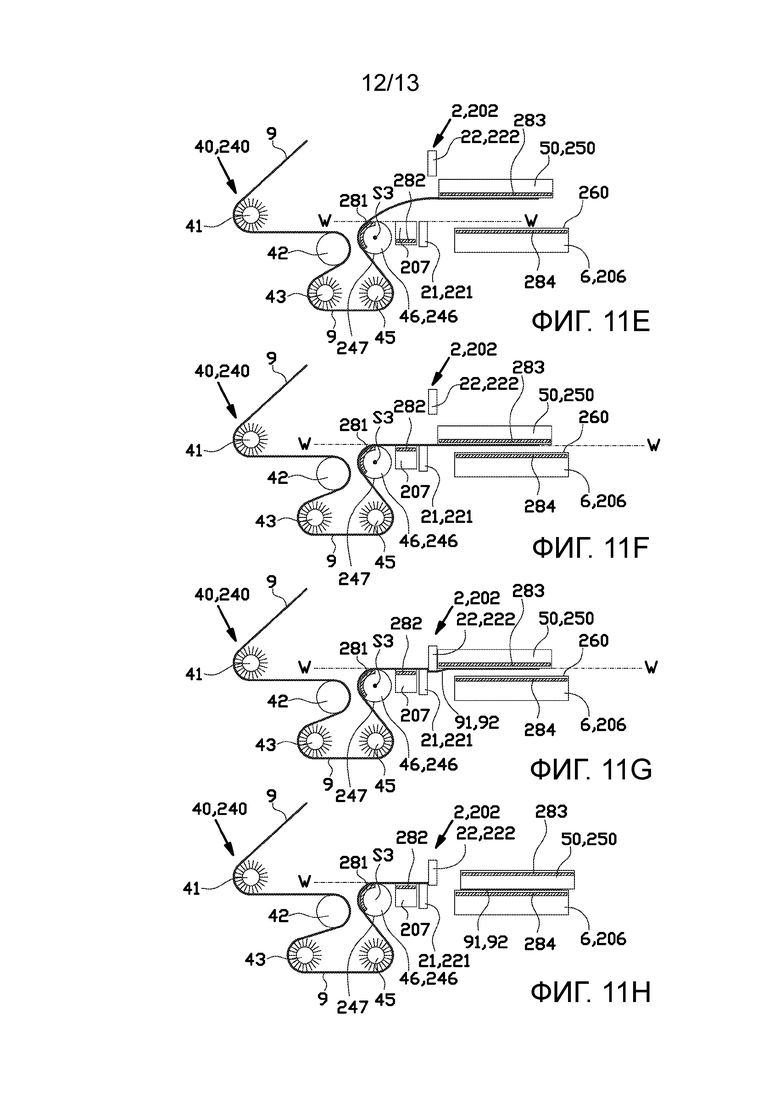
фиг.11А-11Н - виды сбоку различных компонентов резального устройства с фиг.1, взаимодействующих во втором способе для разрезания непрерывной полосы на компоненты шины, при этом указанный способ может быть применен в сочетании с основным способом или отдельно от него; и
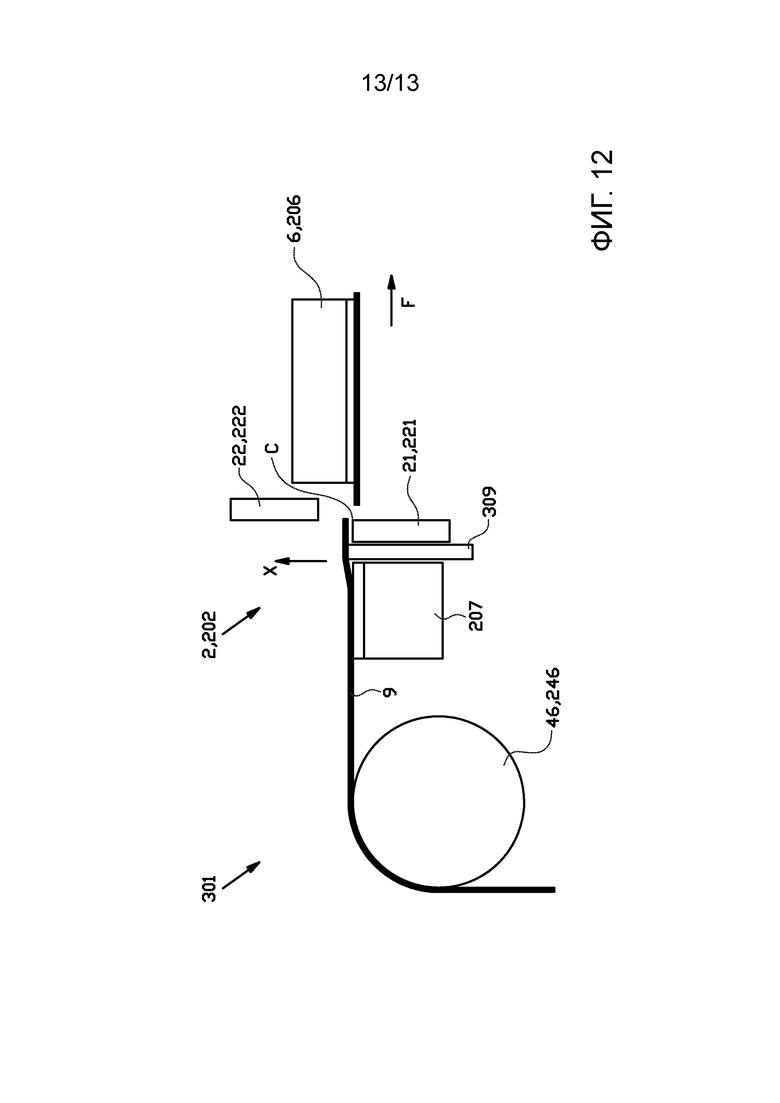
фиг.12 - вид сбоку альтернативного резального устройства согласно дополнительному варианту осуществления изобретения.
Подробное описание изобретения
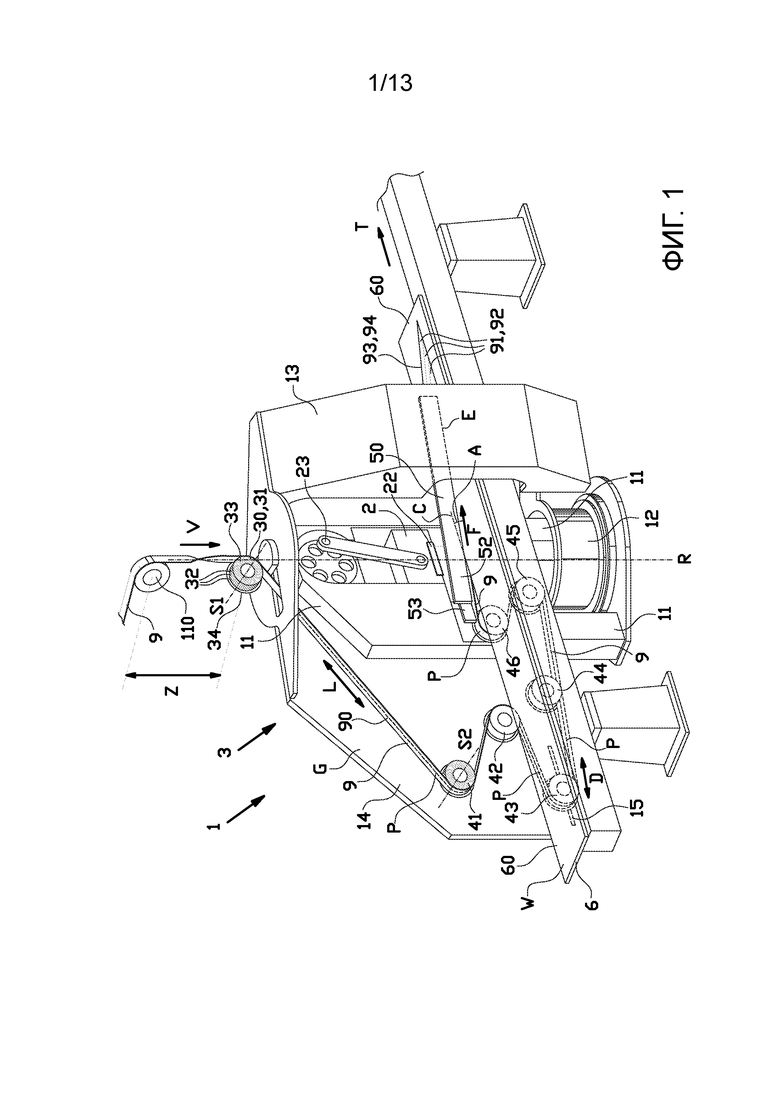
Фиг.1-9 показывают резальное устройство 1 согласно первому варианту осуществления изобретения, предназначенное для разрезания непрерывной полосы 9 на один или более компонентов шины. Фиг.5 и 6 показывают компоненты 91, 92 шины, полученные разрезанием посредством резального устройства 1 при разных углах А разрезания. Указанные компоненты 91, 92 шины предпочтительно используются для формирования брекерных слоев 93, 94 само по себе известным способом. Непрерывная полоса 9 имеет по существу плоскую основную поверхность 90, проходящую в продольном направлении L указанной непрерывной полосы 9, и множество армирующих кордов, проходящих в том же продольном направлении L.
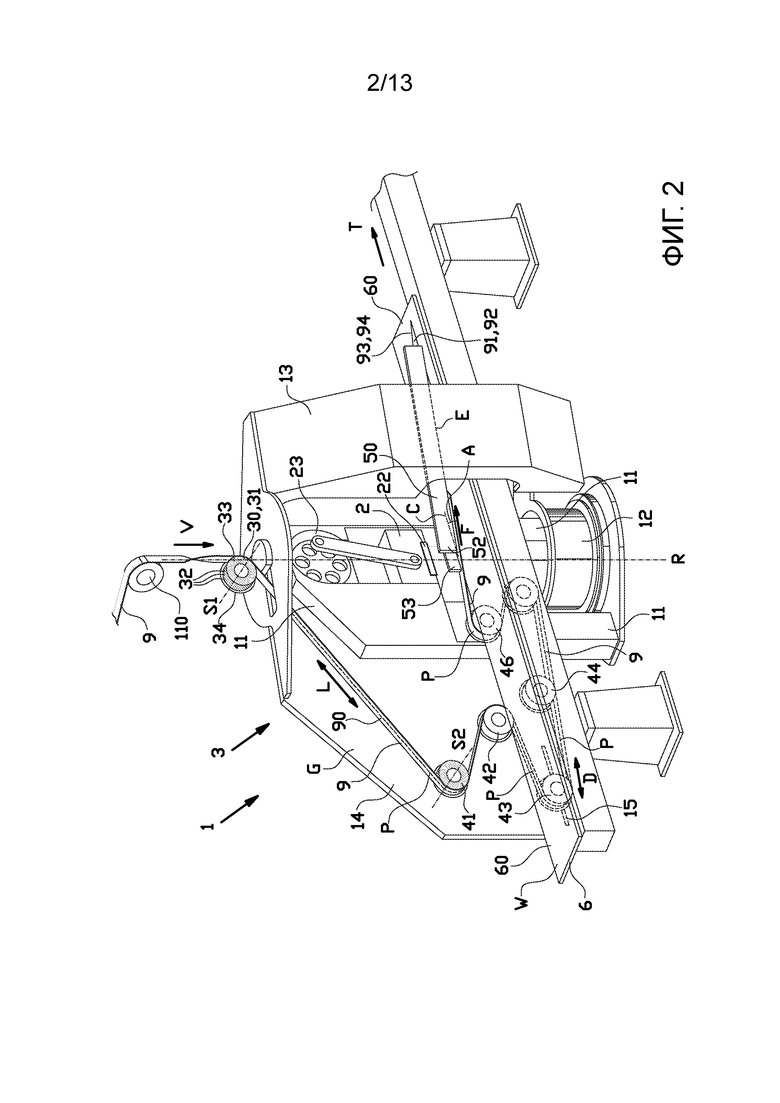
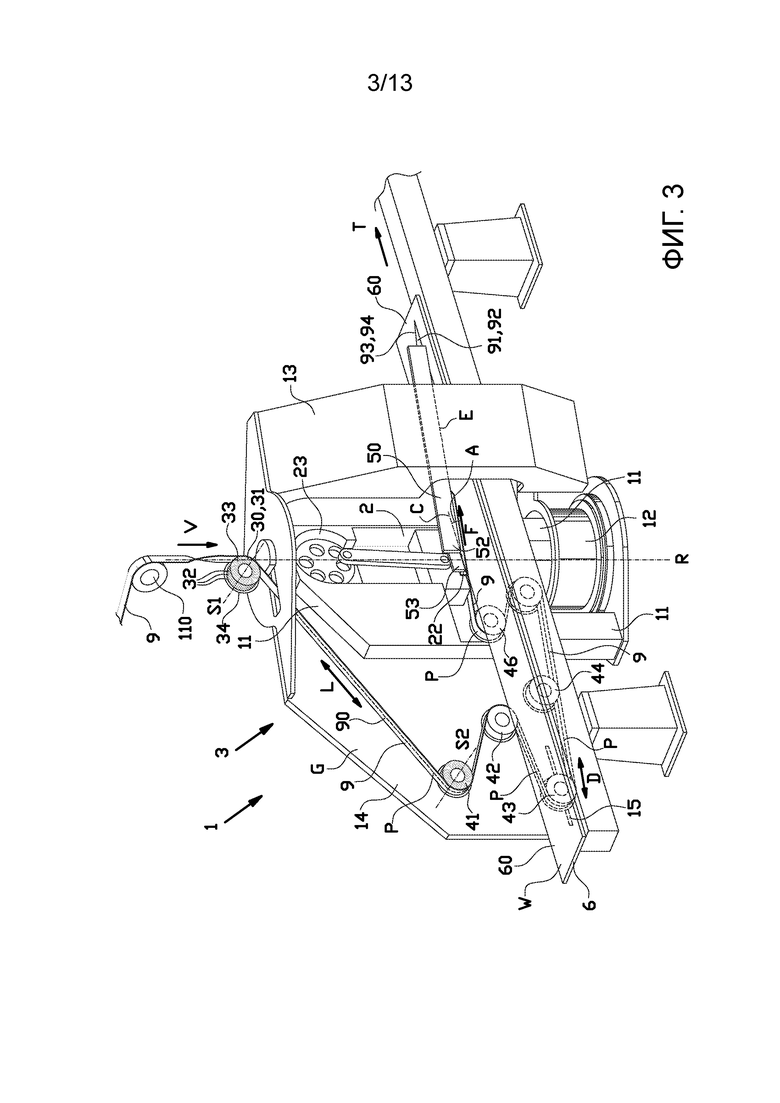
Как показано на фиг.1, 2 и 3, резальное устройство 1 содержит нож 2 для разрезания непрерывной полосы 9 на компоненты 91, 92 шины, полученные разрезанием, вдоль линии С реза в рабочей плоскости W, узел 3 подачи для подачи непрерывной полосы 9 в рабочей плоскости W к ножу 2 в направлении F подачи, которое пересекается с линией С реза под углом А разрезания, и выходной элемент 6 для выхода компонентов 91, 92 шины в направлении Т выхода, параллельном рабочей плоскости W и/или линии С реза.
Резальное устройство 1 содержит первое основание 11, которое расположено так, что оно является неподвижным относительно зафиксированных окружающих объектов, и предназначено для обеспечения опоры для ножа 2 по отношению к рабочей плоскости W. Зафиксированные окружающие объекты могут представлять собой пол производственного помещения (непоказанный). Резальное устройство 1 дополнительно содержит второе основание 12, которое выполнено с возможностью поворота относительно первого основания 11 вокруг оси R поворота для обеспечения поворотной опоры для, по меньшей мере, части узла 3 подачи и предпочтительно для узла 3 подачи в целом. Ось R поворота перпендикулярна или по существу перпендикулярна к рабочей плоскости W. При повороте узла 3 подачи направление F подачи может быть отрегулировано относительно линии С реза, посредством чего осуществляется регулировка угла А разрезания. Узел 3 подачи предпочтительно выполнен с возможностью поворота относительно первого основания 11 в диапазоне от пятнадцати до пятидесяти градусов или меньшем диапазоне, предпочтительно в диапазоне от восемнадцати до тридцати пяти градусов или меньшем диапазоне, посредством чего обеспечивается возможность регулирования угла А разрезания между направлением F подачи и линией С реза в пределах диапазона углов разрезания с одинаковой областью значений.
В данном примере второе основание 12 имеет кольцевую форму, которая является концентрической относительно оси R поворота, при этом первое основание 11, по меньшей мере частично, закреплено относительно зафиксированных окружающих объектов внутри кольцевой формы второго основания 12.
Рабочая плоскость W предпочтительно является горизонтальной или по существу горизонтальной. Следовательно, ось R поворота предпочтительно является вертикальной или по существу вертикальной.
Нож 2 может представлять собой любой пригодный нож для отрезки компонентов 91, 92 шины вдоль линии С реза. В этом примере, как лучше всего видно на фиг.4, нож 2 представляет собой гильотинный нож, известный сам по себе, имеющий нижний компонент 21 ножа, который размещен вдоль линии С реза ниже рабочей плоскости W, и верхний компонент 22 ножа, выполненный с возможностью приведения его в вертикальное движение резания относительно первого основания 11 мимо нижнего компонента 21 ножа, посредством чего отрезается кусок непрерывной полосы 9 по линии С реза. В этом иллюстративном варианте осуществления верхний компонент 22 ножа приводится в движение резания посредством кривошипно-ползунного передаточного механизма 23, который преобразует вращательное движение в вертикальное движение верхнего компонента 22 ножа.
Как показано на фиг.4, узел 3 подачи содержит входной элемент 30 для приема непрерывной полосы 9 в резальное устройство 1 в направлении V ввода, подающий элемент 50 для подачи непрерывной полосы в направлении F подачи за линию С реза в рабочей плоскости W и множество направляющих элементов 40 для направления непрерывной полосы 9 от входного элемента 30 до подающего элемента 50. В этом иллюстративном варианте осуществления множество направляющих валиков 40 выполнены с возможностью направления непрерывной полосы 9 от входного элемента 30 к подающему элементу 50 вдоль направляющей траектории Р, проходящей в направляющей плоскости G, которая задана направлением F подачи и осью R вращения. Направляющая траектория Р предпочтительно сходится в направлении по касательной с направлением V ввода и с направлением F подачи. Второе основание 12 выполнено с кожухом или рамой 13 для удерживания подающего элемента 50 и с плитой или рамой 14, проходящей в направляющей плоскости G и предназначенной для удерживания множества направляющих валиков 40.
Как лучше всего видно на фиг.1, 2 и 3, входной элемент 30 расположен рядом или на одной линии с осью R поворота. В частности, входной элемент 30 выполнен с возможностью приема непрерывной полосы 9 в направлении V ввода, совпадающем с осью R поворота или выровненном относительно оси R поворота. Более конкретно, входной элемент 30 выполнен с возможностью приема непрерывной полосы 9 с первой ориентацией, при которой ее продольное направление L проходит на одной линии с осью R поворота или выровнено относительно оси R поворота. Основная поверхность 90 непрерывной полосы 9 предпочтительно параллельна направлению V ввода и перпендикулярна к направлению F подачи на входном элементе 30. В этом примере входной элемент 30 образован входным валиком 31 или содержит входной валик 31, в частности, щеточный валик. Входной валик 31 выполнен с возможностью поворота вокруг оси S1 входного валика, проходящей перпендикулярно к направлению V ввода и направлению F подачи. Входной валик 31 предпочтительно является свободно вращающимся. Входной валик 31 содержит множество щетинок 32, которые образуют окружную периферийную щеточную поверхность 33 входного валика 31, и боковой фланец 34, проходящий в направляющей плоскости G рядом с указанной окружной периферийной щеточной поверхностью 33. Щетинки 32 наклонены по направлению к боковому фланцу 34 для смещения непрерывной полосы 9 для ее прилегания к указанному боковому фланцу 34, посредством чего непрерывная полоса 9 будет выровнена относительно направляющей плоскости G.
В альтернативном варианте входной элемент 30 может быть образован множеством входных валиков, одним или более входных конвейеров или другими пригодными средствами для приема непрерывной полосы 9 на одной линии с осью R поворота в резальное устройство 1.
Как лучше всего видно на фиг.4, множество направляющих элементов 40 включает в себя один или более направляющих валиков 41, 42, 43, 44, 45, 46. Каждый направляющий валик 41-46 имеет ось S2 направляющего валика, проходящую перпендикулярно к направляющей плоскости G. В этом примере некоторые из направляющих валиков 41, 43, 44, 45 образованы в виде щеточных валиков. Указанные направляющие валики 41, 43, 44, 45 предпочтительно являются свободно вращающимися. Аналогично входному валику 31, указанные направляющие валики 41, 43, 44, 45 предусмотрены с множеством щетинок 47, которые образуют окружную периферийную щеточную поверхность 48, и с боковым фланцем 49, проходящим в направляющей плоскости G рядом с указанной окружной периферийной щеточной поверхностью 48. Щетинки 47 имеют наклон по направлению к боковому фланцу 49 для смещения непрерывной полосы 9 для обеспечения ее прилегания к указанному боковому фланцу 49, посредством чего непрерывная полоса 9 будет выровнена относительно направляющей плоскости G. Кроме того, в этом примере некоторые из направляющих валиков 42, 46 образованы в виде приводных валиков для регулирования скорости подачи непрерывной полосы 9 вдоль направляющей траектории Р.
Узел 3 подачи предпочтительно содержит направляющую или паз 15 для приема одного валика 43 из направляющих валиков. Указанный один направляющий валик 43 может служить в качестве плавающего валика за счет смещения вдоль указанной направляющей или указанного паза 15 в направлении D смещения для компенсации. Указанный плавающий валик 43 может эффективно обеспечивать буферное накопление участка непрерывной полосы 9 в узле 3 подачи.
Как лучше всего видно на фиг.4, последний направляющий элемент 46 из множества направляющих элементов 40 расположен в положении при захвате в рабочей плоскости W или рядом с рабочей плоскостью W для направления или подачи непрерывной полосы 9 во второй ориентации, выровненной относительно направления F подачи, к подающему элементу 50. При второй ориентации продольное направление L непрерывной полосы 9 проходит на одной линии с направлением F подачи или выровнено относительно направления F подачи. Основная поверхность 90 непрерывной полосы 9 предпочтительно параллельна или по существу параллельна рабочей плоскости W в указанной второй ориентации.
Как показано на фиг.1 и 2, подающий элемент 50 выполнен с возможностью перемещения взад и вперед через линию C реза вдоль траектории Е подачи соответственно между положением при захвате, соответствующим месту перед линией С реза, и положением при разрезании, соответствующим месту за линией С реза относительно направления F подачи. В положении при захвате подающий элемент 50 выполнен с возможностью захвата переднего конца непрерывной полосы 9 с последнего направляющего элемента 40 в указанном положении при захвате. Как показано на фиг.9, подающий элемент 50 выполнен с соответствующими удерживающими элементами 51, например, магнитами или вакуумными удерживающими элементами, для захвата и удерживания непрерывной полосы 9 относительно подающего элемента 50. Впоследствии подающий элемент 50 перемещается вдоль траектории Е подачи в направлении F подачи за линию С реза, посредством чего указанный передний конец непрерывной полосы 9 оттягивается за линию С реза по направлению к положению при разрезании. Подающий элемент 50 выполнен с возможностью удерживания непрерывной полосы 9 в положении при разрезании относительно ножа 2 во время разрезания, так что разрезание может выполняться точно.
Для повышения точности разрезания подающий элемент 50 содержит основную часть 52 и рабочий конец 53, который выступает от основной части 52 по направлению к линии С реза, когда подающий элемент 50 находится в положении при разрезании по фиг.2. Когда основная часть 52 проходит в направлении F подачи или параллельно направлению F подачи, рабочий конец 53 отклоняется от направления F подачи в сторону от линии С реза под углом В отклонения. Угол В отклонения выбран в диапазоне от двенадцати до двадцати градусов и более предпочтительно в диапазоне от пятнадцати до восемнадцати градусов. Наиболее предпочтительно, если угол В отклонения выбран равным или близким к минимальному углу в пределах указанного диапазона углов разрезания. При выборе угла В отклонения таким образом рабочий конец 53 будет проходить параллельно или по существу параллельно линии С реза под наименьшим или самым острым углом А разрезания, как показано на фиг.7. Благодаря отклоненному рабочему концу 53 подающий элемент 50 может удерживать непрерывную полосу 9 как можно ближе к линии С реза независимо от угла А разрезания, под которым расположен подающий элемент 50 относительно указанной линии С реза.
В альтернативном непоказанном варианте осуществления рабочий конец 53 может быть шарнирно соединен с основной частью 52 для обеспечения возможности его поворота относительно указанной основной части 52 для регулирования угла В отклонения. Это обеспечивает возможность адаптации рабочего конца 53 к разным диапазонам углов разрезания.
В этом конкретном примере основная часть 52 проходит вдоль направления Е подачи, которое пересекается с осью R поворота, когда рабочий конец 53 смещен относительно указанной траектории Е подачи под углом В отклонения. Следовательно, поворот подающего элемента 50 вокруг оси R поворота фактически обеспечит перемещение рабочего конца 53 по направлению и/или ближе к линии С реза, посредством чего повышается способность подающего элемента 50 к удерживанию непрерывной полосы 9 как можно ближе к линии С реза. На фиг.7 можно видеть, что в случае, когда направление F подачи образует очень острый угол А разрезания относительно линии С реза, рабочий конец 53 может быть размещен параллельно или по существу параллельно линии С реза на малом расстоянии от линии С реза. При увеличении угла А разрезания, как на фиг.8, основная часть 52 перемещается от линии С реза, в то время как рабочий конец 53 перемещается ближе к линии С реза.
Предполагается, что форма рабочего конца 53 необязательно должна быть прямоугольной. В альтернативном варианте рабочий конец 53 может быть образован любым концевым элементом, который образует переднюю поверхность 54 рабочего конца, которая смещена от линии С реза под углом В отклонения так, что она не находится/не создает препятствий на линии С реза в пределах диапазона углов разрезания. Указанный рабочий конец может иметь сужающуюся, треугольную или любую другую пригодную форму, которая соответствует вышеуказанным требованиям.
Как показано на виде снизу по фиг.9, удерживающие элементы 51 предусмотрены в основной части 52, а также на рабочем конце 53. Удерживающие элементы 51 предпочтительно предусмотрены как можно ближе к дистальному концу рабочего конца 53 и, следовательно, как можно ближе к линии С реза. Следовательно, предпочтительно выполнить удерживающие элементы 51 как можно более близко расположенными без ухудшения их функциональности.
Как лучше всего видно на фиг.1, 5 и 6, выходной элемент 6 содержит выходную поверхность 60 для приема компонентов 91, 92 шины, полученных разрезанием, от подающего элемента 50. Выходная поверхность 60 выполнена с возможностью ее периодического продвижения в направлении Т выхода на индексированное расстояние, которое приблизительно равно размеру одного из указанных компонентов 91, 92 шины в направлении Т выхода. Следовательно, компоненты 91, 92 шины могут быть размещены рядом друг с другом в указанном направлении Т выхода на выходной поверхности 60. Выходной элемент 6 может представлять собой, например, конвейерную ленту или подвижный стол, который выполнен с возможностью продвижения в направлении Т выхода. Когда компоненты 91, 92 шины находятся на выходной поверхности, они могут быть подвергнуты сращиванию для формирования одного или более брекерных слоев 93, 94.
Способ разрезания непрерывной полосы 9 на компоненты 91, 92 шины при использовании вышеупомянутого резального устройства 1 будет разъяснен далее со ссылкой на фиг.1-9.
Фиг.1 показывает ситуацию, в которой нож 2, по меньшей мере частично, перемещен от линии С реза для обеспечения возможности прохождения подающего элемента 50 через линию С реза в направлении F подачи. В частности, верхний компонент 22 ножа поднимается в место, удаленное от нижнего компонента 21 ножа рядом с линией С реза, так что подающий элемент 50 может быть перемещен в направлении F подачи через линию С реза над нижним компонентом 21 ножа. Подающий элемент 50 отводится относительно направления F подачи в положение при захвате непосредственно над последним направляющим элементом 46 из множества направляющих элементов 40. Непрерывная полоса 9 подается в резальное устройство 1 в направлении V ввода, совпадающем с осью R поворота, и впоследствии направляется множеством направляющих элементов 40 по направлению к положению при захвате, которое соответствует месту рядом с подающим элементом 50. Передний конец непрерывной полосы 9 в данный момент опирается на один или более из направляющих элементов 40 в положении при захвате и готов к его захвату подающим элементом 50.
Фиг.2 показывает ситуацию, в которой подающий элемент 50 захватил передний конец непрерывной полосы 9 и оттянул указанный передний конец за линию С реза в положение при разрезании. Рабочий конец 53 подающего элемента 50 расположен как можно ближе к линии С реза, так что непрерывная полоса 9 может точно удерживаться рядом с указанной линией С реза. Передний конец непрерывной полосы 9 теперь готов к отрезке ножом 2 вдоль линии С реза для образования одного из компонентов 91, 92 шины.
Фиг.3 показывает ситуацию, в которой верхний компонент 22 ножа перемещен вниз при вертикальном движении резания мимо нижнего компонента 21 ножа для отрезки переднего конца непрерывной полосы 9 вдоль линии С реза. Создается компонент 91, 92 шины, который впоследствии можно быть перемещен с подающего элемента 50 на выходной элемент 6. На выходной поверхности 60 выходного элемента 6 брекерный слой 93, 94 может быть образован в соответствии с этапами, которые были рассмотрены ранее в данном описании.
При повороте узла 3 подачи вокруг оси R поворота для регулирования угла А разрезания между направлением F подачи и линией С реза входной элемент 30 остается в том же самом положении, выровненном относительно оси R поворота. Только первая ориентация непрерывной полосы 9 на входном элементе 30 изменяется по отношению к зафиксированным окружающим объектам при регулировании угла А поворота. Следовательно, отсутствует необходимость в провисании непрерывной полосы 9. Изменение ориентации «воспринимается» той частью непрерывной полосы 9, которая находится по ходу перед входным элементом 30. Указанная часть будет закручиваться относительно продольного направления L непрерывной полосы 9. Следовательно, изменение ориентации ограничивается только степенью крутки, которую может выдержать непрерывная полоса 9. При подаче непрерывной полосы 9 в резальное устройство 1 из входной станции, которая расположена в вертикальном направлении над входным элементом 30, может быть обеспечено то, что непрерывная полоса 9 будет проходить вертикально или по существу вертикально между входной станцией и входным элементом 30. Следовательно, закручивание может происходить вокруг оси R поворота. Кроме того, непрерывная полоса 9 не будет подвергаться никакому провисанию, поскольку сила тяжести действует на непрерывную полосу 9 в направлении, совпадающем с ее продольным направлением L.
Фиг.10 показывает вид сверху или вид в плане производственной линии 100, которая - помимо вышеупомянутого резального устройства 1 - содержит входную станцию 101 для манипулирования непрерывной полосой 9 перед вводом непрерывной полосы 9 в резальное устройство 1 и экструдер 102 для экструзии непрерывной полосы 9 и подачи указанной, только что экструдированной непрерывной полосы 9 во входную станцию 101. Само собой разумеется, могут быть предусмотрены одна или более дополнительных станций между экструдером 102 и резальным устройством 1. Входная станция 101 может представлять собой фестонный накопитель для охлаждения и/или буферного накопления непрерывной полосы 9. Входная станция 101 имеет выходной элемент 110, который выполнен с возможностью подачи непрерывной полосы 9 к входному элементу 30 резального устройства 1. Указанный выходной элемент 110 также схематически показан на фиг.1-4. В этом иллюстративном варианте осуществления выходной элемент 110 входной станции 101 представляет собой выходной валик.
Как продемонстрировано посредством вышеупомянутого способа, непрерывная полоса 9 может подаваться в резальное устройство 1 в направлении V ввода, совпадающем с осью R поворота, посредством чего обеспечивается возможность закручивания непрерывной полосы 9 вокруг указанной оси R поворота между входной станцией 101 и резальным устройством 1. Выходной элемент 110 входной станции 101 предпочтительно расположен в вертикальном направлении над входным элементом 30 резального устройства 1, так что непрерывная полоса 9 может проходить вертикально или по существу вертикально между входной станцией 101 и резальным устройством 1. На фиг.1-4 расстояние Z между выходным элементом 110 входной станции 101 и входным элементом 30 резального устройства 1 показано схематически. На практике расстояние Z выбирают так, чтобы длина непрерывной полосы 9 между входной станцией 101 и резальным устройством 1 была меньше трех метров, предпочтительно меньше двух метров и наиболее предпочтительно меньше одного метра. Выходной элемент 110 входной станции 101 и входной элемент 30 резального устройства 1 предпочтительно расположены на таком расстоянии друг от друга, чтобы длина непрерывной полосы 9 была достаточной для облегчения закручивания.
Как показано на виде в плане по фиг.10, закручивание непрерывной полосы 9 вокруг оси R поворота позволяет разместить входную станцию 101 под любым углом со смещением относительно направления F подачи, например, под углом, который оптимален для сохранения компактности производственной линии 100. Аналогичным образом, когда перемещение непрерывной полосы 9 из экструдера 102 к входной станции 101 выполняется в вертикальном направлении, экструдер 102 может быть размещен даже со смещением относительно входной станции 101.
Фиг.11А-11Н схематически показывают более подробно этапы перемещения непрерывной полосы 9 от направляющих элементов 40 к подающему элементу 50, вытягивания непрерывной полосы 9 за линию С реза для разрезания и перемещения непрерывной полосы 9 от подающего элемента 50 на выходную поверхность 60 выходного элемента 6. Эти этапы не зависят от того, как непрерывная полоса 9 поступает в резальное устройство 1 рядом с входным элементом 30. Следовательно, эти этапы могут выполняться в качестве отдельного способа после ввода непрерывной полосы 9 в резальное устройство 1 согласно фиг.1-9 на одной линии с осью R поворота или после обычного ввода непрерывной полосы 9 в альтернативное резальное устройство, например, в горизонтальной плоскости, как в документе WO 2004/056558 А1. Следовательно, резальное устройство 1 по фиг.11А-11Н предусмотрено как со ссылочной позицией 1, так и со ссылочной позицией 201, поскольку оно может применяться в качестве резального устройства 1 по фиг.1-9 или в качестве отдельного резального устройства 201, как если бы это был второй вариант осуществления изобретения.
Как показано на фиг.11А-11Н, резальное устройство 1, 201 согласно второму варианту осуществления изобретения содержит множество направляющих элементов 40, 240 для направления непрерывной полосы 9 в положение при захвате в рабочей плоскости W, подающий элемент 50, 250 для захвата непрерывной полосы 9 в положении при захвате и для вытягивания указанной непрерывной полосы 9 за линию С реза в положение при разрезании, нож 2, 202 с нижним компонентом 21, 221 ножа и верхним компонентом 22, 222 ножа для разрезания непрерывной полосы 9 вдоль линии С реза и выходной элемент 6, 206 для приема компонентов 91, 92 шины, полученных разрезанием, от подающего элемента 50, 250.
Этапы способа согласно фиг.11А-11Н являются особыми, поскольку непрерывная полоса 9 никогда не «отпускается» во время перемещения от одной части резального устройства 1, 201 к другой. Следовательно, непрерывная полоса 9 может быть размещена более точно относительно ножа 2, 202 и в конце концов на выходном элементе 6, 206.
Как показано на фиг.11А, непрерывную полосу 9 подают посредством последнего направляющего элемента 46, 246, упоминаемого в дальнейшем как питающий элемент 46, 246, расположенного по ходу перед линией С реза, по направлению к положению при захвате в рабочей плоскости W. В этом иллюстративном варианте осуществления питающий элемент 46, 246 представляет собой питающий валик, предпочтительно приводной питающий валик. Поскольку питающий валик 46, 246 имеет окружную периферийную поверхность, которая не пригодна для обеспечения опоры для непрерывной полосы 9 в непосредственной близости от линии С реза, между питающим валиком 46, 246 и линией С реза остается зазор. Резальное устройство 1, 201 предпочтительно дополнительно предусмотрено с опорой 207 для полосы между приводным валиком 46, 246 и линией С реза для обеспечения опоры для непрерывной полосы 9 в зазоре между питающим валиком 46, 246 и линией С реза. Питающий элемент 46, 246 и опора 207 для полосы (если она применяется) предусмотрены с удерживающими элементами 281, 282 для удерживания непрерывной полосы 9 в положении при захвате.
Фиг.11В показывает ситуацию, в которой подающий элемент 50, 250 отведен по отношению к направлению F подачи в положение при захвате. Подающий элемент 50, 250 теперь расположен в вертикальном направлении над непрерывной полосой 9 и на расстоянии от непрерывной полосы 9, находящейся в положении при захвате. Фиг.11С показывает ситуацию, в которой подающий элемент 50, 250 впоследствии перемещен вниз для его ввода в контакт с непрерывной полосой 9. Подающий элемент 50, 250, питающий элемент 46, 246 и опора 207 для полосы (если она применяется) теперь находятся все в контакте с непрерывной полосой 9 в положении при захвате. Подающий элемент 50, 250 также выполнен с удерживающими элементами 283, например, удерживающими элементами 51, показанными на фиг.9. Удерживающий элемент 283 подающего элемента 50, 250, расположенный выше по отношению к положению при захвате, и, по меньшей мере, один из удерживающих элементов 281, 282 питающего элемента 46, 246 или опоры 207 для полосы (если она применяется), расположенный ниже по отношению к положению при захвате, выполнены с возможностью одновременного удерживания непрерывной полосы 9 в положении при захвате. Следовательно, непрерывная полоса 9 не «отпускается» удерживающими элементами 281, 282 питающего элемента 46, 246 и опоры 207 для полосы (если она применяется) перед удерживанием непрерывной полосы 9 удерживающими элементами 283 подающего элемента 50, 250.
Фиг.11D показывает ситуацию, в которой удерживающие элементы 281, 282 питающего элемента 46, 246 и опоры 207 для полосы (если она применяется), по меньшей мере частично, «отпустили» непрерывную полосу 9. Это частичное отпускание/освобождение может быть обеспечено посредством отделения, по меньшей мере, одного из удерживающих элементов 281, 282 от непрерывной полосы 9, то есть посредством создания разделяющего расстояния между удерживающими элементами 281, 282 и непрерывной полосой 9, или посредством уменьшения или деактивации удерживающей способности, по меньшей мере, одного из удерживающих элементов 281, 282. Как только удерживающая способность удерживающего элемента 283 на подающем элементе 50, 250 превысит удерживающую способность удерживающих элементов 281, 282 на питающем элементе 46, 246 и/или опоре 207 для полосы (если она применяется), непрерывная полоса 9 может быть поднята из положения при захвате посредством подающего элемента 50, 250. Теперь непрерывная полоса 9 перемещается к подающему элементу 50, 250 и удерживается подающим элементом 50, 250.
В этом иллюстративном варианте осуществления питающий элемент 46, 246 представляет собой питающий валик с окружной периферийной поверхностью 247, который выполнен с возможностью вращения вокруг оси S3 питающего валика, при этом удерживающий элемент 281 расположен в фиксированном угловом положении с внутренней стороны окружной периферийной поверхности 247 для притягивания непрерывной полосы 9 к указанной окружной периферийной поверхности 247 в указанном фиксированном угловом положении. Удерживающий элемент 281 может представлять собой, например, магнитный удерживающий элемент 281, который жестко прикреплен к валу (непоказанному) рядом с осью S3 подающего валика внутри питающего валика 246. Окружная периферийная поверхность 247 может быть выполнена с возможностью вращения на указанном том же вале. Удерживающий элемент 281 предпочтительно заканчивается, не доходя до места, соответствующего в угловом направлении верхней или «северной» точке питающего валика 246, в частности, на угловом расстоянии, составляющем три - десять градусов, от указанного места, соответствующего в угловом направлении верхней или «северной» точке, так что непрерывная полоса 9 может быть легче поднята с указанного верха питающего валика 246. При выполнении окружной периферийной поверхности 247, вращающейся вокруг зафиксированного удерживающего элемента 281, питающий валик 246 может подавать непрерывную полосу 9 в рабочую плоскость W в направлении F подачи за счет контакта с непрерывной полосой 9 только вдоль части его окружной периферийной поверхности 247, посредством чего уменьшается трение, которое могло бы вызвать соскальзывание непрерывной полосы 9 с питающего валика 246.
Как показано на фиг.11D, подающий элемент 50, 250 выполнен с возможностью, по меньшей мере частичного, подъема непрерывной полосы 9 с опоры 207 для полосы (если она применяется) и питающего элемента 46, 246 в место, находящееся над рабочей плоскостью W и/или на расстоянии от нее. Соответствующий участок непрерывной полосы 9 подается посредством множества направляющих элементов 40, 240 по направлению к подающему элементу 50, 250 для обеспечения возможности указанного частичного подъема. Дополнительный участок непрерывной полосы 9 может образовывать небольшое провисание в непрерывной полосе 9 между питающим элементом 46, 246 и подающим элементом 50, 250.
В этом конкретном примере, в котором имеется питающий валик 246, непрерывная полоса 9 теперь, по меньшей мере частично, расположена на расстоянии от окружной периферийной поверхности 247 питающего валика 246 в месте, соответствующем угловому положению удерживающего элемента 281. Следовательно, магнитное притяжение между удерживающим элементом 281 и непрерывной полосой 9 уменьшается, и подающий элемент 50, 250 может вытянуть непрерывную полосу 9 за линию С реза. Между тем, уменьшенное магнитное притяжение между удерживающим элементом 281 в питающем валике 246 и непрерывной полосой 9 остается достаточным для удерживания непрерывной полосы 9 относительно окружной периферийной поверхности 247 питающего валика 246 во время тянущего воздействия подающего элемента 50, 250.
Фиг.11Е показывает ситуацию, в которой подающий элемент 50, 250 перемещается в направлении F подачи за линию C реза в положение над выходным элементом 6. 206, посредством чего он тянет непрерывную полосу 9 за линию С реза. Множество направляющих элементов 40, 240 обеспечили подачу дополнительного участка непрерывной полосы 9 к подающему элементу 50, 250 для обеспечения возможности указанного перемещения подающего элемента 50, 250 в направлении F подачи. Дополнительный участок непрерывной полосы 9 может образовывать небольшое провисание в непрерывной полосе 9 между питающим элементом 46, 246 и подающим элементом 50, 250.
Фиг.11F показывает ситуацию, в которой подающий элемент 50, 250 перемещается вниз к рабочей плоскости W до тех пор, пока непрерывная полоса 9 не будет проходить в рабочей плоскости W. Непрерывная полоса 9 теперь удерживается удерживающим элементом 283 в подающем элементе 50, 250, расположенным за линией С реза, и удерживающим элементом 281 в питающем элементе 46, 246, расположенным перед линией С реза. При необходимости удерживающий элемент 282 в опоре 207 для полосы (если она применяется) может быть снова перемещен в его рабочее положение для удерживания непрерывной полосы 9 близко к линии С реза и перед ней. Непрерывная полоса 9 теперь готова к ее разрезанию ножом 2, 202. На фиг.1F выходная поверхность 60, 260 выходного элемента 6, 206 расположена ниже рабочей плоскости W на расстоянии от рабочей плоскости W. Следовательно, непрерывная полоса 9, находящаяся в рабочей плоскости W, еще не опирается на выходной элемент 6, 206.
Фиг.11G показывает ситуацию, в которой верхний компонент 22, 222 ножа был перемещен вниз в направлении разрезания вдоль нижнего компонента 21, 221 ножа для разрезания непрерывной полосы 9 по линии С разрезания. Часть непрерывной полосы 9, расположенная по ходу за ножом 2, 202, образует теперь компонент 91, 92 шины, который продолжает удерживаться удерживающим элементом 283 в подающем элементе 50, 250. Непрерывная полоса 9, находящаяся по ходу перед линией С реза, продолжает удерживаться удерживающим элементом 283 в питающем элементе 46, 246. Удерживающий элемент 282 в опоре 207 для полосы (если она применяется) может быть повторно включен для обеспечения ситуации по фиг.11А. Таким образом, непрерывная полоса 9 готова для ввода в резальное устройство 1, 201 во время следующего цикла в способе, когда предыдущий цикл в способе был завершен.
Фиг.11Н показывает ситуацию, в которой обеспечивается перемещение подающего элемента 50, 250 и выходного элемента 6, 206 относительно друг друга по направлению друг к другу или посредством перемещения подающего элемента 50, 250 вниз к выходной поверхности 60, 260 выходного элемента 6, 206, или посредством перемещения выходного элемента 6, 206 вверх к подающему элементу 50, 250. Выходной элемент 6, 206 предусмотрен с удерживающим элементом 284 на его выходной поверхности 60, 260 или рядом с его выходной поверхностью 60, 260 для удерживания компонента 91, 92 шины. Подающий элемент 50, 250 и выходной элемент 6, 206 перемещаются по направлению друг к другу до тех пор, пока они оба не будут находиться в контакте с компонентом 91, 92 шины. Следовательно, компонент 91, 92 шины удерживается одновременно удерживающим элементом 283 в подающем элементе 50, 250 и удерживающим элементом 284 в выходном элементе 6, 206. Впоследствии удерживающий элемент 283 подающего элемента 50, 250 «отпускает» компонент 91, 92 шины. Это отпускание/освобождение может быть обеспечено посредством отделения удерживающего элемента 283 подающего элемента 50, 250 от компонента 91, 92 шины, то есть, посредством создания разделяющего расстояния между удерживающими элементами 283 и компонентом 91, 92 шины, или посредством уменьшения или деактивации удерживающей способности удерживающего элемента 283. Компонент 91, 92 шины теперь перемещается от подающего элемента 50, 250 на выходной элемент 6, 206.
Этапы вышеприведенного способа обеспечивают возможность перемещения непрерывной полосы 9 и впоследствии полученного компонента 91, 92 шины между различными компонентами резального устройства 1, 201 при отсутствии отпускания непрерывной полосы 9 или полученного компонента 91, 92 шины. Следовательно, положение непрерывной полосы 9 и компонента 91, 92 шины, полученного таким образом, может быть значительно более точным во всем резальном устройстве 1, 201.
Удерживающие элементы 281-284 предпочтительно представляют собой элементы из группы, содержащей вакуумные удерживающие элементы или магнитные удерживающие элементы.
Фиг.12 показывает альтернативное резальное устройство 301 согласно дополнительному варианту осуществления изобретения, которое отличается от вышеупомянутых резальных устройств 1, 201 тем, что отделяющий толкатель 309 предусмотрен между опорой 207 для полосы и нижним компонентом 21, 221 ножа для гарантирования того, что передний конец непрерывной полосы 9, который создан при разрезании непрерывной полосы 9 по линии С реза, не будет прилипать к нижнему компоненту 21, 221 ножа при подаче последующего участка непрерывной полосы 9 в резальное устройство 1. Когда передний конец остается прилипшим, последующий участок непрерывной полосы 9 может закручиваться вверх у линии С реза вместо перемещения за линию С реза. Отделяющий толкатель 309 выполнен с возможностью перемещения в направлении Х толкания вверх, поперечном или перпендикулярном к направлению F подачи, рядом с нижним компонентом 21, 221 ножа для подъема вновь созданного переднего конца рядом с линией С реза от нижней части 21, 221 ножа в указанном направлении Х толкания для отделения непрерывной полосы 9 от нижнего компонента 21, 221 ножа.
Следует понимать, что вышеприведенное описание включено для иллюстрации функционирования предпочтительных вариантов осуществления и не предназначено для ограничения объема изобретения. Для специалиста в данной области техники из вышеприведенного рассмотрения будут очевидными многие варианты, которые, тем не менее, будут охватываться объемом настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ОТРЕЗКИ УЧАСТКА НЕПРЕРЫВНОЙ ПОЛОСЫ ДЛЯ ФОРМИРОВАНИЯ КОМПОНЕНТА ШИНЫ | 2017 |
|
RU2748352C2 |
| УСТРОЙСТВО И СПОСОБ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2697336C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2699647C2 |
| СПОСОБ СТЫКОВКИ МАТЕРИАЛА И УСТРОЙСТВО ПОДАЧИ МАТЕРИАЛА | 2016 |
|
RU2687471C1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ПЕРЕМЕЩЕНИЯ И УКЛАДЫВАНИЯ ЛЕНТ ИЛИ ПОЛОС ГИБКОГО МАТЕРИАЛА | 2005 |
|
RU2379186C2 |
| СПОСОБ ОТДЕЛЕНИЯ ОБОСОБЛЕННОГО ФРАГМЕНТА ОТ ПОЛОТНА | 2012 |
|
RU2601220C2 |
| РАЗРЕЗАНИЕ И УКЛАДКА ПАЛОЧЕК ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2017 |
|
RU2698186C1 |
Изобретение относится к резальному устройству (1) непрерывной полосы (9) на компоненты (91, 92) шины. Техническим результатом является улучшение подачи непрерывной полосы к резальному устройству. Технический результат достигается резальным устройством, которое содержит нож (2) для разрезания непрерывной полосы вдоль линии (С) реза в рабочей плоскости (W) и узел (3) подачи с подающим элементом (50) для подачи непрерывной полосы в рабочей плоскости к ножу в направлении (F) подачи, которое пересекается с линией (С) реза под углом (А) разрезания. При этом подающий элемент (50) и нож (2) выполнены с возможностью поворота относительно друг друга вокруг оси (R) поворота, перпендикулярной к рабочей плоскости, для регулировки угла разрезания. Причем узел подачи дополнительно содержит входной элемент (30) для приема непрерывной полосы в направлении ввода в резальное устройство и один или более направляющих элементов (40) для направления непрерывной полосы от входного элемента к подающему элементу. При этом входной элемент (30) размещен на одной линии или по существу на одной линии с осью (R) поворота. 3 н. и 31 з.п. ф-лы, 19 ил.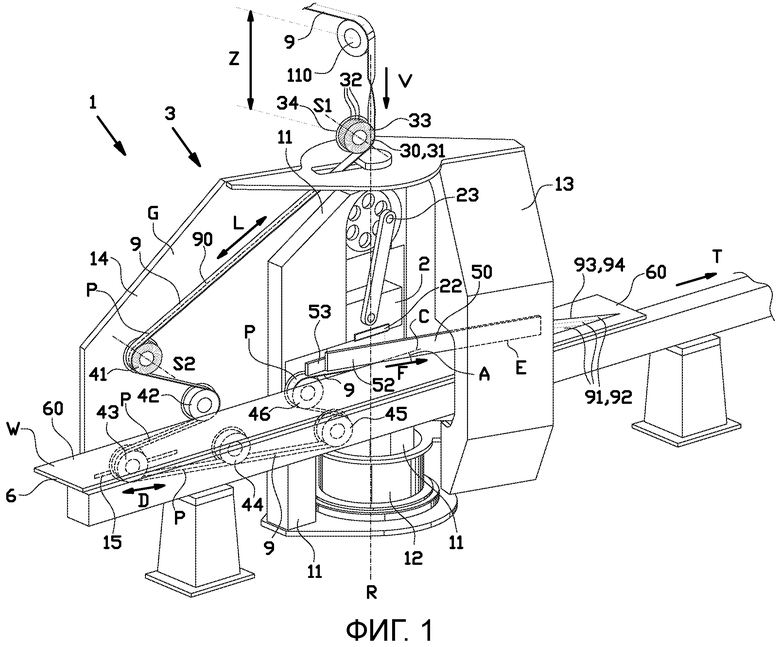
1. Резальное устройство для разрезания непрерывной полосы на компоненты шины, при этом резальное устройство содержит нож для разрезания непрерывной полосы вдоль линии реза в рабочей плоскости и узел подачи с подающим элементом для подачи непрерывной полосы в рабочей плоскости к ножу в направлении подачи, которое пересекается с линией реза под углом разрезания, причем подающий элемент и нож выполнены с возможностью поворота относительно друг друга вокруг оси поворота, перпендикулярной рабочей плоскости, для регулировки угла разрезания, при этом узел подачи дополнительно содержит входной элемент для приема непрерывной полосы в направлении ввода в резальное устройство и один или более направляющих элементов для направления непрерывной полосы от входного элемента к подающему элементу, причем направление ввода совпадает с осью поворота.
2. Резальное устройство по п.1, в котором входной элемент расположен на оси поворота, рядом с осью поворота или на одной линии с осью поворота.
3. Резальное устройство по п.1, в котором рабочая плоскость проходит горизонтально или ось поворота проходит вертикально.
4. Резальное устройство по п.1, в котором ось поворота пересекается с линией реза.
5. Резальное устройство по п.4, в котором подающий элемент выполнен с возможностью подачи непрерывной полосы вдоль траектории подачи в рабочей плоскости, при этом траектория подачи пересекается с линией реза, и ось поворота пересекается с траекторией подачи на линии реза.
6. Резальное устройство по п.1, в котором один или более направляющих элементов выполнены с возможностью направления непрерывной полосы вдоль направляющей траектории из положения с первой ориентацией, которая соответствует оси поворота, на входном элементе в положение со второй ориентацией, которая соответствует направлению подачи, на подающем элементе.
7. Резальное устройство по п.6, в котором направляющая траектория сходится в направлении по касательной с направлением ввода на входном элементе и с направлением подачи на подающем элементе.
8. Резальное устройство по п.1, в котором входной элемент выполнен с возможностью поворота вокруг оси поворота вместе с подающим элементом.
9. Резальное устройство по п.8, в котором входной элемент и подающий элемент функционально соединены для синхронного поворота вокруг оси поворота.
10. Резальное устройство по п.1, в котором узел подачи выполнен с возможностью поворота как одно целое вокруг оси поворота относительно ножа.
11. Резальное устройство по п.8, причем полоса имеет по существу плоскую основную поверхность, при этом входной элемент выполнен с возможностью приема полосы при ее плоской основной поверхности, параллельной направлению ввода и перпендикулярной направлению подачи.
12. Резальное устройство по п.8, в котором входной элемент содержит один или более входных валиков, причем каждый входной валик выполнен с возможностью вращения вокруг оси входного валика, которая проходит перпендикулярно направлению ввода и направлению подачи.
13. Резальное устройство по п.1, в котором подающий элемент содержит удерживающие элементы для удерживания непрерывной полосы.
14. Резальное устройство по п.13, в котором удерживающие элементы представляют собой вакуумные удерживающие элементы или магнитные удерживающие элементы.
15. Резальное устройство по п.13, в котором подающий элемент выполнен с возможностью его размещения в положении при разрезании за линией реза относительно направления подачи для удерживания переднего конца непрерывной полосы в указанном положении при разрезании относительно ножа.
16. Резальное устройство по п.15, в котором подающий элемент содержит основную часть и рабочий конец, который выступает от основной части по направлению к линии реза, когда подающий элемент находится в положении при разрезании, при этом основная часть проходит в направлении подачи или параллельно направлению подачи, и рабочий конец отклоняется от направления подачи в сторону от линии реза под углом отклонения.
17. Резальное устройство по п.16, в котором угол отклонения находится в диапазоне от двенадцати до двадцати градусов.
18. Резальное устройство по п.16, в котором подающий элемент и нож выполнены с возможностью поворота относительно друг друга в диапазоне углов разрезания, причем угол отклонения выбран равным или близким к минимальному углу в пределах указанного диапазона углов разрезания.
19. Резальное устройство по п.16, в котором удерживающие элементы предусмотрены в основной части и на рабочем конце.
20. Резальное устройство по п.16, в котором подающий элемент выполнен с возможностью перемещения взад и вперед через линию реза между положением при разрезании и положением при захвате, соответствующим месту перед линией реза относительно направления подачи и предназначенным для захвата переднего конца непрерывной полосы с одного или более направляющих элементов в положении при захвате и для вытягивания указанного переднего конца за линию реза по направлению к положению при разрезании.
21. Резальное устройство по п.1, содержащее выходной элемент для выхода компонентов шины, полученных разрезанием, в направлении выхода, параллельном линии реза.
22. Резальное устройство по п.21, в котором выходной элемент содержит выходную поверхность для обеспечения опоры для компонентов шины, полученных разрезанием, в направлении выхода, причем подающий элемент выполнен с возможностью перемещения компонентов шины, полученных разрезанием, на выходную поверхность.
23. Резальное устройство по п.1, в котором один или более направляющих элементов выполнены с возможностью направления непрерывной полосы от входного элемента к подающему элементу в направляющей плоскости, заданной направлением подачи и осью поворота.
24. Резальное устройство по п.23, в котором один или более направляющих элементов содержат один или более направляющих валиков, при этом каждый направляющий валик имеет ось направляющего валика, проходящую перпендикулярно направляющей плоскости.
25. Резальное устройство по п.24, в котором один или более из направляющих валиков образованы в виде щеточных валиков, причем каждый щеточный валик содержит множество щетинок, которые образуют окружную периферийную щеточную поверхность вокруг оси направляющего валика, предназначенную для обеспечения опоры для непрерывной полосы, и боковой фланец, проходящий в направляющей плоскости рядом с указанной окружной периферийной щеточной поверхностью, при этом щетинки имеют наклон по направлению к боковому фланцу.
26. Резальное устройство по п.1, в котором передний конец непрерывной полосы удерживается неподвижным на линии реза во время разрезания, причем один или более направляющих элементов содержат плавающий валик, который выполнен с возможностью перемещения в направлении смещения для компенсации для буферного удерживания поступающей непрерывной полосы относительно неподвижного переднего конца непрерывной полосы во время указанного разрезания.
27. Производственная линия, содержащая резальное устройство по п.1 и дополнительно содержащая входную станцию для манипулирования непрерывной полосой перед вводом непрерывной полосы в резальное устройство, при этом входная станция содержит выходной элемент, который выполнен с возможностью подачи непрерывной полосы к входному элементу резального устройства, причем выходной элемент входной станции расположен над входным элементом резального устройства на одной линии с осью поворота резального устройства.
28. Производственная линия по п.27, в которой входная станция и резальное устройство взаимодействуют для закручивания непрерывной полосы вокруг оси поворота между выходным элементом входной станции и входным элементом резального устройства в зависимости от угла разрезания в резальном устройстве.
29. Производственная линия по п.28, в которой место расположения входной станции относительно резального устройства смещено от направления подачи в резальном устройстве.
30. Производственная линия по п.27, в которой входная станция содержит фестонный накопитель для буферного накопления участка непрерывной полосы, при этом выходной элемент входной станции представляет собой выходной валик фестонного накопителя.
31. Производственная линия по п.27, в которой выходной элемент входной станции и входной элемент резального устройства расположены на таком расстоянии друг от друга, что длина непрерывной полосы между ними составляет менее трех метров.
32. Способ разрезания непрерывной полосы на компоненты шины с использованием резального устройства по п.1, при этом входной элемент располагают на одной линии с осью поворота, причем способ включает этап ввода непрерывной полосы в резальное устройство на входном элементе в направлении ввода, совпадающем с осью поворота.
33. Способ по п.32, дополнительно включающий этапы направления непрерывной полосы посредством одного или более направляющих элементов от входного элемента в положение при захвате под подающим элементом и переноса непрерывной полосы от одного из направляющих элементов к подающему элементу в указанном положении при захвате, причем перенос включает этапы удерживания непрерывной полосы относительно данного одного направляющего элемента в то время, когда подающий элемент не находится в контакте с непрерывной полосой, ввода непрерывной полосы в контакт с подающим элементом, одновременного удерживания непрерывной полосы посредством подающего элемента и данного одного направляющего элемента, отделения непрерывной полосы от данного одного направляющего элемента.
34. Способ по п.33, при котором резальное устройство содержит выходной элемент для выхода компонентов шины, полученных разрезанием, в направлении выхода, параллельном линии реза, причем способ дополнительно включает этап вытягивания непрерывной полосы посредством подающего элемента в направлении подачи из положения при захвате за линию реза в положение при разрезании над выходным элементом в то время, когда подающий элемент удерживает непрерывную полосу, разрезания непрерывной полосы для отрезки компонента шины в то время, когда подающий элемент удерживает непрерывную полосу, и переноса компонента шины, полученного разрезанием, с подающего элемента на выходной элемент, при этом указанный перенос включает этапы удерживания непрерывной полосы относительно подающего элемента в то время, когда выходной элемент не находится в контакте с непрерывной полосой, обеспечения перемещения подающего элемента и выходного элемента относительно друг друга так, чтобы выходной элемент вошел в контакт с непрерывной полосой, одновременного удерживания непрерывной полосы посредством подающего элемента и выходного элемента и отделения непрерывной полосы от подающего элемента.
| US 3694283 A, 26.09.1972 | |||
| WO 2016159759 A1, 06.10.2016 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННОГО КОРДНОГО ПОЛОТНА | 1984 |
|
SU1241611A1 |
| US 20120067516 A1, 22.03.2012 | |||
| WO 2016020781 A1, 11.02.2016 | |||
| Устройство для резки обрезиненного корда | 1978 |
|
SU685513A1 |

