Изобретение относится к устройству для захвата, перемещения и укладывания лент или полос гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами.
Такие ленты и/или полосы особенно широко используют при изготовлении шин.
Среди прочих, в нидерландском патенте NL-C-1022246, а также в европейских патентах EP 904959 и EP 1095764 описано устройство для изготовления слоев брекера, в котором каждый слой брекера образуют из нескольких полос. Подача и позиционирование полосы в этом процессе занимают массу времени, и требуется усовершенствование этого процесса.
Кроме того, в европейском патенте EP 1286903 описано подающее устройство для подачи резинового материала к резальному устройству. В данном случае также перенос ленты за резальное устройство и дополнительное позиционирование ленты или полос, отрезанных от нее, в данном случае специально для слоя брекера, требуют усовершенствования.
В патенте США № 4954205 описано устройство для размещения полос на барабане. Из-за выбранной структуры требуется повышение рабочей скорости.
Целью изобретения является, по меньшей мере, частичное устранение упомянутых недостатков.
С этой целью согласно изобретению создано устройство для захвата, перемещения и укладывания ленты или полосы гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, передним концом полосы или ленты из исходного положения в конечное положение, расположенное ниже по потоку, содержащее:
раму;
конвейерное полотно, которое огибает, по меньшей мере, первый ролик, имеющий первую ось вращения, и второй ролик, имеющий вторую ось вращения; и
удерживающий узел, снабженный удерживающими средствами для удерживания полосы или ленты на конвейерном полотне;
при этом рама снабжена первым роликом; а удерживающий узел установлен с возможностью перемещения на раме и снабжен вторым роликом; причем устройство дополнительно снабжено натяжными средствами для поддержания конвейерного полотна в натянутом состоянии при перемещении удерживающего узла; а второй ролик занимает первое положение, в котором вторая ось вращения находится выше по потоку исходного положения.
С помощью такого устройства ленту можно перемещать очень быстро и, кроме того, очень надежно с точки зрения обеспечения точности позиционирования. Особенно важно то, что количество частей, особенно их массу, которую надлежит приводить в движение вместе с лентой, можно уменьшить до минимума. Кроме того, позиционирование и ориентацию лент или полос, которые надлежит перемещать, можно определять во время процесса.
Кроме того, если устройство снабжено приводом конвейерного полотна, то ленту можно перемещать даже еще быстрее и, кроме того, с меньшей рабочей величиной хода удерживающего узла.
В патенте США № 4954205 не дано дополнительного описания привода конвейерного полотна. Первую раму перемещают относительно стационарной рамы, а вторую раму перемещают относительно стационарной рамы и первой рамы. Кроме того, весь слой брекера затем перемещают к сборочному барабану.
В таких устройствах согласно изобретению, которые, например, используют для изготовления компонентов шин для транспортных средств, например шин для легковых автомобилей, шин для грузовых автомобилей и т.п., особенно для изготовления таких компонентов, как слои брекера, скорость и точность имеют важное значение. Когда устройство согласно изобретению используют в устройстве, описанном в заявке на патент PCT/NLO3/00926, полное содержание которой включено сюда посредством ссылки, в котором слой брекера формируют из полос, позиционирование надлежит выполнять с точностью более 0,1 мм и ленту надлежит укладывать в течение 0,1 с. Лента снабжена непрерывным армирующим кордом в продольном направлении ленты. Полосы отрезают под углом к армирующему корду. Ленту подают из экструдера.
В данном случае лента имеет ширину приблизительно 5-20 см и угол отрезания, под которым режут армирующий корд, может приблизительно составлять 90° к направлению армирующего корда или 15-30° к нему для слоя брекера.
С помощью натяжных средств обеспечивают условия, при которых при взаимном перемещении роликов конвейерное полотно остается правильно расположенным вокруг роликов. В одном варианте осуществления натяжные средства выполнены с возможностью поддержания при взаимном перемещении роликов, содержащих, по меньшей мере, часть конвейерного полотна, его положения относительно рамы.
В одном варианте осуществления устройства согласно изобретению натяжные средства содержат третий дополнительный ролик.
В одном варианте осуществления устройства согласно изобретению натяжные средства содержат четвертый дополнительный ролик.
В одном варианте осуществления устройства согласно изобретению третий дополнительный ролик установлен на удерживающем узле.
В одном варианте осуществления устройства согласно изобретению четвертый дополнительный ролик установлен на раме.
Таким образом, возможна компоновка, при которой скоростью вращения четвертого ролика определяют скорость полотна.
В одном варианте осуществления устройства согласно изобретению, при котором используются третий и четвертый дополнительные ролики, третий дополнительный ролик установлен на удерживающем узле, а четвертый дополнительный ролик установлен на раме, причем ролики взаимно расположены, при перемещении удерживающего узла, для поддержания конвейерного полотна под натяжением. Путем использования роликов можно очень легко применять натяжные средства. Кроме того, можно, как это пояснено ниже, дополнительно даже еще больше снизить массу, которую надлежит приводить в движение.
В одном варианте осуществления устройства согласно изобретению удерживающий узел можно перемещать из первого положения во второе положение.
В одном варианте осуществления устройства удерживающий узел можно перемещать параллельно, по меньшей мере, части траектории перемещения ленты.
В одном варианте осуществления устройства согласно изобретению удерживающий узел можно перемещать по прямолинейной траектории перемещения, предпочтительно - по горизонтальной траектории перемещения.
Таким образом, как это дополнительно пояснено ниже в данном описании, можно проводить перемещение за резальное устройство для захвата ленты и перемещать ленту за резальное устройство.
В одном варианте осуществления устройства согласно изобретению удерживающие средства расположены внутри конвейерного полотна и предпочтительно содержат магниты или средства для создания вакуума. Вакуум можно создавать с помощью воздушного насоса. Например, в конвейерном полотне могут быть выполнены отверстия, и через упомянутые отверстия можно отсасывать воздух с одной стороны с помощью вакуумного насоса и фиксировать ленту посредством отсоса на конвейерном полотне. Если лента снабжена железными или стальными армирующими кордами, ее можно удерживать на конвейерном полотне посредством магнитов, либо постоянных магнитов, либо электромагнитов, дополнительным преимуществом которых является то, что их можно включать и выключать. В одном предпочтительном варианте осуществления магниты могут быть расположены снизу конвейерного полотна.
В одном варианте осуществления устройства согласно изобретению оно дополнительно содержит приводное устройство для привода конвейерного полотна.
В одном варианте осуществления устройства согласно изобретению приводное устройство для конвейерного полотна присоединено к раме, в частности - стационарно присоединено к раме. Благодаря этому возможна более высокая скорость изготовления.
В одном варианте осуществления устройства согласно изобретению оно дополнительно содержит приводное устройство для перемещения удерживающего узла.
В одном варианте осуществления упомянутого устройства приводное устройство для удерживающего узла присоединено к раме, в частности - стационарно присоединено к раме. Благодаря этому возможна более высокая скорость изготовления.
В одном варианте осуществления устройства с третьим роликом второй и третий ролики установлены на удерживающем узле таким образом относительно друг друга, что первая касательная линия, воображаемо контактирующая с обоими роликами, параллельна траектории перемещения удерживающего узла. Благодаря этому конвейерное полотно легко поддерживать в натянутом состоянии при перемещении удерживающего узла.
В одном варианте осуществления упомянутого устройства с третьим и четвертым роликами третий и четвертый ролики установлены таким образом относительно друг друга, что вторая касательная линия, воображаемо контактирующая с обоими роликами, параллельна первой касательной линии. Благодаря этому конвейерное полотно легко поддерживать в натянутом состоянии при перемещении удерживающего узла. Кроме того, конвейерному полотну можно не сообщать циркулирующего движения относительно рамы при перемещении удерживающего уза.
В одном варианте осуществления устройства согласно изобретению конвейерное полотно является зубчатым полотном. Благодаря этому перемещение можно регулировать и его можно определять.
В одном варианте осуществления устройства согласно изобретению устройство выполнено с возможностью перемещения ленты по существу по продольной оси ленты. Благодаря этому можно предотвращать деформацию ленты. Это особенно благоприятно в случае, когда ленты снабжены армирующими кордами в продольном направлении.
В одном варианте осуществления устройства согласно изобретению конвейерное полотно расположено над лентой. При этом ленту удерживают у нижней стороны конвейерного полотна с помощью удерживающего узла.
В одном варианте осуществления устройства согласно изобретению удерживающий узел и приводной узел для привода конвейерного полотна функционально присоединены к блоку управления для взаимодействия при перемещении удерживающего узла и конвейерного полотна, посредством которого перемещают ленту по траектории перемещения. Благодаря взаимодействию удерживающего узла и конвейерного полотна можно сообщать скорость.
В одном варианте осуществления упомянутого устройства оно дополнительно содержит считывающие устройства или датчики положения, оперативно соединенные с блоком управления для определения положения ленты. Посредством датчиков положения или других датчиков данные измерений подачи передают в блок управления для слежения за процессом, с одной стороны, и регулирования, с другой стороны. В частности, в случае использования установок для изготовления шин последующие потери могут быть очень большими, и контроль за технологическими параметрами в ходе изготовления становится все более важным.
Согласно изобретению дополнительно создан агрегат для изготовления полосы из ленты гибкого материала, конкретно - невулканизованной резины, и более конкретно - невулканизованной резины с армирующими кордами, содержащий устройство согласно изобретению, как это описано выше, причем агрегат дополнительно содержит:
резальное устройство для отрезания по линии разреза полосы от конца ленты;
подающее устройство для подачи ленты в направлении подачи к резальному устройству;
разгрузочное устройство для разгрузки в направлении выгрузки полосы, отрезанной с помощью резального устройства;
при этом устройство расположено ниже по потоку резального устройства таким образом, чтобы его можно было проводить выше по потоку за резальное устройство, для захвата ленты за ее конец на выходе из подающего устройства, последующего пропуска конца ленты за резальное устройство, и либо доставки полосы, отрезанной с помощью резального устройства от конца ленты, на разгрузочное устройство, либо доставки конца ленты на разгрузочный узел.
Применение устройства согласно изобретению на таком агрегате четко показывает его преимущества. Полосу можно просто пропускать за резальное устройство, при этом ее положение будет все время фиксированным. Кроме того, перемещение можно производить с высокой скоростью.
В одном варианте осуществления данного агрегата укладывающий узел содержит конвейерное полотно, содержащее конвейерный элемент, имеющий продольную ось, расположенную параллельно направлению подачи, и имеющий питающую сторону, которую при работе агрегата можно перемещать от подающего устройства к разгрузочному устройству. Такое устройство можно даже перемещать между нижним и верхним ножами резального устройства без нарушения или замедления действия последнего.
В одном варианте осуществления агрегата удерживающий узел можно перемещать параллельно конвейерному полотну.
В одном варианте осуществления агрегата удерживающий узел содержит конец, ориентированный в направлении к резальному устройству, причем удерживающий узел снабжен вторым роликом и перемещается из первого положения, когда второй ролик находится выше по потоку резального устройства, во второе положение, когда второй ролик находится ниже по потоку за резальным устройством.
В одном варианте осуществления агрегата подающее устройство снабжено подающей поверхностью, по которой можно подавать ленту; предпочтительно, подающее устройство содержит подающее конвейерное полотно, а второй ролик, находящийся в первом положении, расположен над подающей поверхностью; предпочтительно над подающей поверхностью как раз для съема с него ленты или полосы.
В одном варианте осуществления агрегата подающий узел можно перемещать по линии относительно подающего устройства.
В одном варианте осуществления агрегата разгрузочное устройство снабжено разгрузочной поверхностью, на которую можно выгружать полосу или компонент, изготовленный из нее; предпочтительно, разгрузочное устройство содержит разгрузочное конвейерное полотно, а второй ролик, находящийся во втором положении, расположен над разгрузочной поверхностью; предпочтительно над разгрузочной поверхностью как раз для выгрузки ленты или полосы на ней.
В одном варианте осуществления агрегата первый ролик расположен в линию относительно второго ролика, причем воображаемая касательная линия, воображаемо контактирующая с первым и вторым роликами, по существу параллельна подающей поверхности.
В одном варианте осуществления агрегата первый ролик расположен в линию относительно второго ролика, причем воображаемая касательная линия, воображаемо контактирующая с первым и вторым роликами, по существу параллельна разгрузочной поверхности.
В одном варианте осуществления агрегата ролик расположен ниже по потоку за вторым положением.
В одном варианте осуществления агрегата подающее устройство расположено относительно разгрузочного устройства таким образом, что направление подачи ориентировано под углом к направлению разгрузки.
Дополнительно согласно изобретению создан агрегат для изготовления полосы из ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, содержащий:
резальное устройство для отрезания по линии разреза полосы от конца ленты;
подающее устройство для подачи в направлении подачи ленты к резальному устройству;
разгрузочное устройство для выгрузки в направлении разгрузки полосы, отрезанной с помощью резального устройства; и
захватывающий и укладывающий узел для захвата ленты за ее конец с подающего устройства, последующего пропуска конца ленты за резальное устройство и доставки полосы, отрезанной от конца ленты с помощью резального устройства, на разгрузочный узел или доставки конца ленты на разгрузочный узел, причем укладывающий узел содержит конвейерное полотно, имеющее продольную ось, параллельную направлению подачи, и установлен с возможностью перемещения параллельно его продольной оси, и имеет конец, который при работе агрегата находится с первой стороны резального устройства перед отрезанием и с другой стороны после отрезания.
В одном варианте осуществления агрегата укладывающий узел содержит удерживающий узел для удерживания ленты или конца полосы на конвейерном полотне.
В одном варианте осуществления агрегата резальное устройство содержит нижний нож и верхний нож, а конец конвейерного полотна перемещается между нижним ножом и верхним ножом.
Кроме того, согласно изобретению создан способ отрезания полос от ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, при котором:
подают ленту с помощью подающего устройства в направлении подачи к резальному устройству;
захватывают полосы с помощью устройства для захвата и укладывания ленты гибкого материала выше по потоку резального устройства с подающего устройства и пропускают ее ниже по потоку за резальное устройство; и
отрезают полосу от ленты.
В одном варианте осуществления способа резальное устройство содержит нижний нож и верхний нож, а устройство для захвата и укладывания пропускают между нижним ножом и верхним ножом для захвата ленты и пропуска ленты за ножи.
Более того, согласно изобретению создано устройство для отрезания полосы от непрерывной ленты невулканизованного резинового материала, содержащее первый и второй резальные элементы, установленные для выполнения резального движения относительно друг друга; подающее конвейерное устройство для транспортирования непрерывной ленты к резальным элементам; и перемещающий узел, снабженный конвейерным полотном, содержащим питающую сторону, при этом конвейерное полотно, расположенное в первом положении ниже по потоку за резальными элементами, снабжено перемещающими средствами для перемещения питающей стороны выше по потоку между резальными элементами в положение выше по потоку к подающему конвейерному устройству, а также снабжено удерживающими средствами для удерживания ленты на конвейерном полотне в положении питающей стороны выше по потоку и удерживания ее на питающей стороне в то время, как конвейерное полотно возвращается в первое положение.
Таким образом, возможно осуществление быстрого и надежного перемещения при, по возможности, максимальном исключении деформации.
В одном варианте осуществления устройства согласно изобретению первая ось вращения первого ролика занимает положение ниже по потоку конечного положения. В одном варианте осуществления, по меньшей мере, при работе устройства первый ролик фиксировано расположен относительно конечного положения. В дополнительном варианте осуществления первая ось вращения первого ролика расположена ниже по потоку конечного положения. Таким образом, полосу или ленту можно удерживать по всей траектории перемещения.
В одном варианте осуществления устройства согласно изобретению рама при работе устройства фиксировано расположена относительно конечного положения.
В одном варианте осуществления устройства согласно изобретению натяжные средства содержат третий дополнительный ролик.
В одном варианте осуществления упомянутого устройства на удерживающем узле установлен третий дополнительный ролик. В дополнительном варианте осуществления упомянутый ролик установлен его осью вращения ниже по потоку оси вращения второго ролика. В дополнительном варианте осуществления упомянутый ролик при работе устройства занимает фиксированное положение относительно второго ролика. В еще одном дополнительном варианте осуществления первое положение оси вращения ролика находится выше по потоку оси вращения второго ролика.
В варианте осуществления устройства натяжные средства содержат четвертый дополнительный ролик, установленный на раме; при этом в дополнительном варианте осуществления при работе устройства он установлен в фиксированном положении относительно первого ролика. В одном варианте осуществления упомянутое положение находится выше по потоку этого положения.
Благодаря такой конструкции можно выбрать такое взаимное расположение роликов, при котором скоростью вращения четвертого ролика определяют скорость ленты.
В одном варианте осуществления, при котором устройство содержит третий и четвертый дополнительные ролики, третий ролик установлен на удерживающем узле, а четвертый ролик установлен на раме, причем ролики расположены относительно друг друга при перемещении удерживающего узла с возможностью поддержания конвейерного полотна в натянутом состоянии. В одном варианте осуществления при работе устройства ось вращения третьего ролика находится ниже по потоку четвертого ролика при перемещении полосы или ленты.
В одном варианте осуществления удерживающий узел содержит расположенный выше по потоку задний удерживающий конец и расположенный ниже по потоку передний удерживающий конец и при работе устройства удерживающий узел можно перемещать из первого положения его задним удерживающим концом, расположенным, по меньшей мере, вблизи исходного положения, во второе положение его передним удерживающим концом, расположенным, по меньшей мере, вблизи конечного положения.
В одном варианте осуществления удерживающего узла его можно перемещать параллельно, по меньшей мере, по части траектории перемещения ленты.
В одном варианте осуществления удерживающий узел можно перемещать по прямолинейной траектории перемещения, предпочтительно по горизонтальной траектории перемещения.
В одном варианте осуществления удерживающие средства расположены внутри конвейерного полотна. В дополнительном варианте осуществления они содержат магниты или средства для создания вакуума.
В одном варианте осуществления устройство дополнительно содержит приводное устройство для привода конвейерного полотна.
В одном варианте осуществления приводного устройства конвейерного полотна оно присоединено к раме, в частности стационарно присоединено к раме.
В одном варианте осуществления приводное устройство удерживающего узла присоединено к раме, в частности стационарно присоединено относительно рамы.
В одном варианте осуществления приводного устройства оно содержит перемещаемый элемент, который можно посредством приводного устройства перемещать относительно рамы; в одном варианте осуществления его можно перемещать параллельно траектории перемещения, по которой перемещают полосу или ленту при работе устройства, а удерживающий узел содержит тягу, взаимодействующую с перемещаемым элементом для приведения в движение удерживающего узла.
В одном варианте осуществления изобретения устройство дополнительно содержит приводной узел конвейерного полотна для привода конвейерного полотна для осуществления рабочего перемещения или укладывания полосы или ленты, причем в одном варианте осуществления приводной узел конвейерного полотна размещен вблизи рамы; при этом в одном варианте осуществления - стационарно относительно рамы, причем с помощью приводного узла конвейерного полотна в дополнительном варианте осуществления приводят первый ролик или, если имеется, другой ролик, установленный на раме, или комбинацию упомянутых роликов. Дополнительное преимущество устройства согласно варианту осуществления заключается в том, что с помощью конвейерного полотна полосу или ленту можно переместить до начала перемещения удерживающего узла.
В одном варианте осуществления, если устройство снабжено третьим роликом, то второй и третий ролики установлены на удерживающем узле таким образом относительно друг друга, что первая касательная линия, воображаемо контактирующая с обоими роликами, по существу параллельна траектории перемещения удерживающего узла.
В одном варианте осуществления, если устройство дополнительно снабжено четвертым роликом, то третий и четвертый ролики установлены таким образом относительно друг друга, что вторая касательная линия, воображаемо контактирующая с обоими роликами, по существу параллельна первой касательной линии.
В одном варианте осуществления конвейерное полотно является зубчатым полотном.
В одном варианте осуществления устройство выполнено с возможностью перемещения ленты по существу по продольной оси ленты.
В одном варианте осуществления конвейерное полотно расположено над лентой.
В одном варианте осуществления удерживающий узел и приводной узел для привода конвейерного полотна оперативно присоединены к блоку управления для взаимного перемещения удерживающего узла и конвейерного полотна, с помощью которых перемещают ленту по траектории перемещения.
В одном варианте осуществления устройство дополнительно содержит считывающие устройства или датчики положения, оперативно соединенные с блоком управления для считывания положения ленты или полосы.
В одном варианте осуществления блок управления дополнительно оперативно соединен с приводным узлом конвейерного полотна.
В одном варианте осуществления блок управления, за базу отсчета для которого принято положение полосы или ленты, сигналы о которой считывают посредством считывающих устройств или датчиков положения, выполнен с возможностью внесения поправки в действия приводного узла и, если имеется, в действия приводного узла конвейерного полотна.
Согласно изобретению дополнительно создан агрегат, содержащий устройство по любому из предыдущих пунктов и дополнительно содержащий резальное устройство для отрезания по линии разреза полосы от конца ленты, расположенной между исходным положением и конечным положением, в котором устройство расположено ниже по потоку резального устройства для продвижения, при работе устройства выше по потоку резального устройства и захвата ленты на ее конце, последующего пропуска конца ленты ниже по потоку резального устройства, причем при работе устройства первое положение второго ролика находится выше по потоку линии разреза.
В одном варианте осуществления такого агрегата, в котором лента снабжена армирующим кордом, расположенным в продольном направлении ленты, резальное устройство расположено таким образом, чтобы с его помощью производить резание по линии разреза под углом к армирующему корду.
В одном варианте осуществления агрегата он дополнительно содержит:
подающее устройство для подачи ленты к резальному устройству в направлении подачи;
разгрузочное устройство для выгрузки полосы, отрезанной с помощью резального устройства, в направлении разгрузки;
при этом устройство установлено для захвата ленты с подающего устройства и доставки конца ленты за резальное устройство и последующей доставки полосы, отрезанной с помощью резального устройства от конца ленты, на разгрузочное устройство, или доставки конца ленты на разгрузочное устройство.
В одном варианте осуществления агрегата укладывающий узел содержит конвейерное полотно, содержащее конвейерный элемент, имеющий продольную ось, параллельную направлению подачи, и имеющий питающую сторону, которая при работе агрегата перемещается от подающего устройства к разгрузочному устройству.
В одном варианте осуществления агрегата удерживающий узел можно перемещать параллельно конвейерному полотну.
В одном варианте осуществления агрегата удерживающий узел имеет конец, направленный к резальному устройству; при этом удерживающий узел снабжен вторым роликом и его можно перемещать из первого положения, в котором второй ролик находится выше по потоку резального устройства, во второе положение, в котором второй ролик находится ниже по потоку за резальным устройством.
В одном варианте осуществления агрегата подающее устройство снабжено подающей поверхностью, на которой можно осуществлять подачу ленты; причем в одном варианте осуществления подающее устройство содержит подающее конвейерное полотно, а второй ролик в первом положении расположен над подающей поверхностью; в одном варианте осуществления - как раз над подающей поверхностью для съема ленты или полосы с нее.
В одном варианте осуществления агрегата подающий узел можно перемещать по линии относительно подающего устройства.
В одном варианте осуществления разгрузочное устройство снабжено разгрузочной поверхностью, на которую можно выгружать полосу или компонент, изготовленный из нее; в дополнительном варианте осуществления разгрузочное устройство содержит разгрузочное конвейерное полотно, а второй ролик во втором положении находится над разгрузочной поверхностью; в одном варианте осуществления - как раз над разгрузочной поверхностью для выгрузки ленты или полосы на нее.
В одном варианте осуществления агрегата первый ролик расположен в линию относительно второго ролика, причем воображаемая касательная линия, воображаемо контактирующая с первым и вторым роликами, по существу параллельна подающей поверхности.
В одном варианте осуществления первый ролик расположен в линию относительно второго ролика, причем воображаемая касательная линия, воображаемо контактирующая с первым и вторым роликами, по существу параллельна разгрузочной поверхности.
В одном варианте осуществления первый ролик расположен ниже по потоку за вторым положением.
В одном варианте осуществления подающее устройство расположено относительно разгрузочного устройства таким образом, что направление подачи ориентировано под углом к направлению разгрузки.
Кроме того, согласно изобретению дополнительно создан агрегат для изготовления полосы из ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, содержащий:
резальное устройство для отрезания по линии разреза полосы от конца ленты;
подающее устройство для подачи в направлении подачи ленты к резальному устройству;
разгрузочное устройство для выгрузки в направлении разгрузки полосы, отрезанной с помощью резального устройства; и
захватывающий и укладывающий узел для захвата ленты за ее конец с подающего устройства, последующего пропуска конца ленты за резальное устройство и доставки полосы, отрезанной от конца ленты с помощью резального устройства, на разгрузочный узел или доставки конца ленты на разгрузочный узел, причем укладывающий узел содержит конвейерное полотно, имеющее продольную ось, параллельную направлению подачи, и установлен с возможностью перемещения параллельно его продольной оси, и имеет конец, который при работе агрегата находится с первой стороны резального устройства перед отрезанием и с другой стороны после отрезания.
В одном варианте осуществления агрегата укладывающий узел содержит удерживающий узел для удерживания полосы или конца ленты на конвейерном полотне.
В одном варианте осуществления агрегата резальное устройство содержит нижний нож и верхний нож, а конец конвейерного полотна можно перемещать между нижним ножом и верхним ножом.
В одном варианте осуществления агрегата захватывающий и укладывающий узел содержит описанное выше устройство.
Изобретение дополнительно относится к способу отрезания полос от ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, при котором:
подают ленту с помощью подающего устройства в направлении подачи к резальному устройству;
захватывают полосу гибкого материала с помощью устройства для захвата и укладывают ленты выше по потоку резального устройства с подающего устройства и пропускают ее ниже по потоку за резальное устройство; и
отрезают полосу от ленты.
В одном варианте осуществления упомянутого способа резальное устройство содержит нижний нож и верхний нож, а устройство для захвата и укладывания пропускают между нижним ножом и верхним ножом для захвата ленты и пропуска ленты за ножи.
Изобретение дополнительно относится к устройству для отрезания полосы от непрерывной ленты невулканизованного резинового материала, содержащему: первый и второй резальные элементы, установленные для выполнения режущего движения относительно друг друга; подающее конвейерное устройство для транспортирования непрерывной ленты к резальным элементам; и перемещающий узел, снабженный конвейерным полотном, имеющим питающую сторону; причем конвейерное полотно расположено в первом положении ниже по потоку за резальными элементами, снабжено перемещающими средствами для перемещения питающей стороны выше по потоку между резальными элементами в положение выше по потоку к подающему конвейерному устройству; и снабжено удерживающими средствами для удерживания ленты на конвейерном полотне при нахождении питающей стороны в положении выше по потоку и для удерживания ленты на конвейерном полотне при возврате конвейерного полотна в первое положение.
Дополнительно настоящее изобретение относится к устройству для захвата, перемещения и укладывания полосы или ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, передним концом ленты или полосы из исходного положения в конечное положение, содержащему:
раму;
конвейерное полотно, которое огибает, по меньшей мере, первый ролик; и
удерживающий узел, снабженный удерживающими средствами для удерживания полосы или ленты на конвейерном полотне;
при этом рама снабжена первым роликом; удерживающий узел установлен с возможностью перемещения на раме и снабжен вторым роликом; а устройство дополнительно снабжено натяжными средствами для поддержания конвейерного полотна в натянутом состоянии при перемещении удерживающего узла.
Варианты осуществления, описанные выше, могут быть объединены.
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 - вид спереди агрегата согласно изобретению;
Фиг. 1B - вид сверху агрегата с Фиг. 1;
Фиг. 2 - вид спереди агрегата c Фиг. 1 при выполнении первой стадии процесса;
Фиг. 3 - вид спереди агрегата с Фиг. 1 при выполнении последующей стадии процесса;
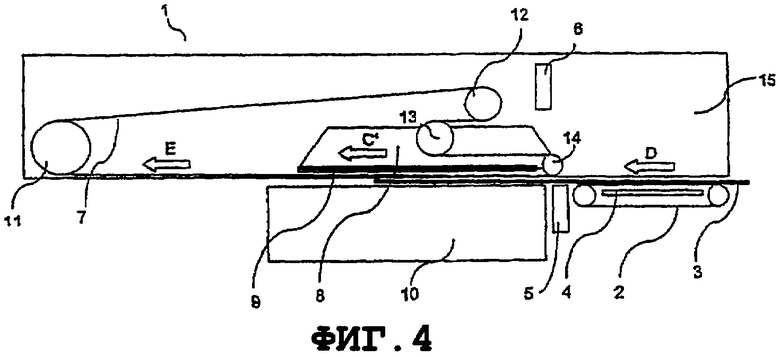
Фиг. 4 - вид спереди агрегата с Фиг. 1 при выполнении еще одной последующей стадии процесса;
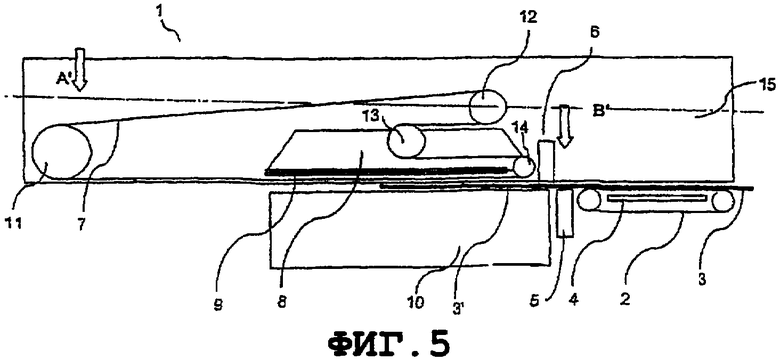
Фиг. 5 - вид спереди агрегата с Фиг. 1 при выполнении еще одной последующей стадии процесса;
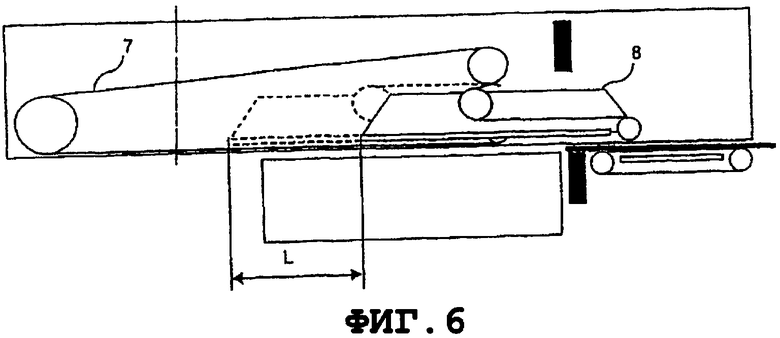
Фиг. 6 - общая дистанция перемещения, которую надлежит проходить при перемещении наибольшей перемещаемой части перемещающего устройства согласно изобретению;
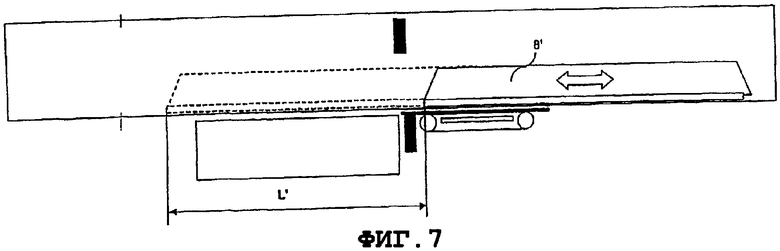
Фиг. 7 - укладывающее устройство согласно уровню техники; и
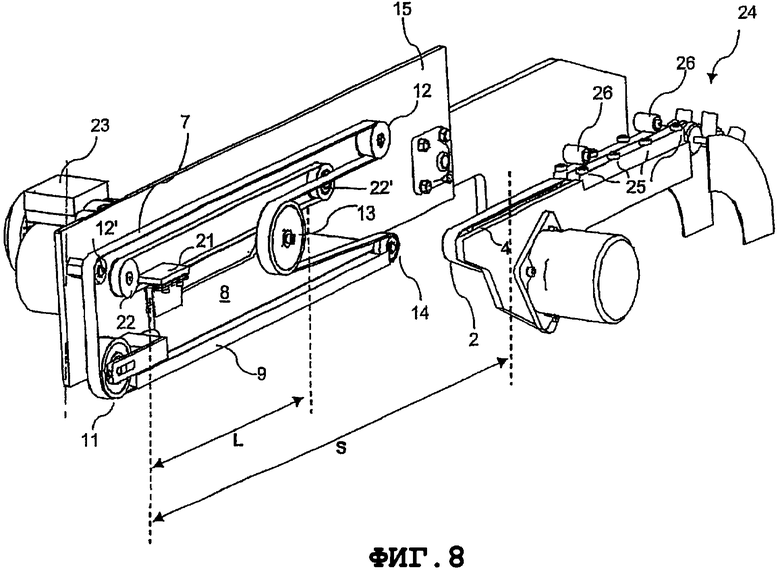
Фиг. 8 - вид в перспективе агрегата согласно изобретению.
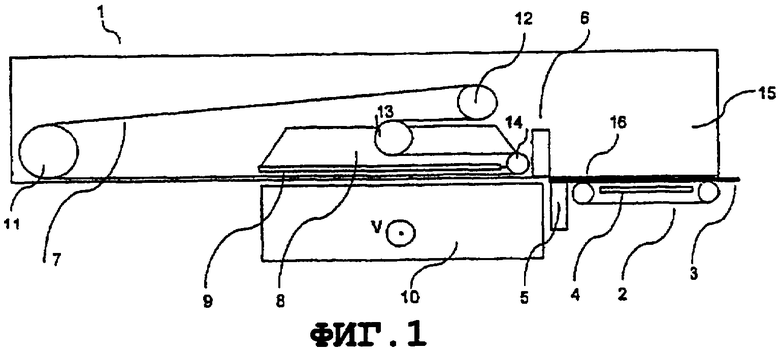
На Фиг. 1 показан вид спереди агрегата согласно изобретению, снабженного укладывающим устройством 1, подающим полотном 2, которое здесь снабжено удерживающими средствами 4, например магнитными или вакуумными средствами, с лентой из резинового материала 3 на нем. Лента в данном случае представляет собой непрерывную ленту, снабженную параллельными армирующими кордами, расположенными в продольном направлении ленты. Ленту в данном случае получают из экструдера.
Агрегат дополнительно снабжен резальным устройством, в данном случае содержащим верхний нож 6 и нижний нож 5. Резальное устройство расположено на выпускной стороне 16 подающего конвейерного полотна 2. Выше по потоку подающего конвейерного полотна 2 и рядом с ножами 5, 6 расположено разгрузочное конвейерное устройство 10, в данном случае - конвейер, например, так называемое зубчатое полотно. Направление движения упомянутого конвейера 10 указано направлением V в плоскости чертежа.
Укладывающее устройство 1 снабжено конвейерным полотном 7, которое огибает ролики 11-14. Укладывающее устройство снабжено рамой 15, на которой фиксировано установлены ролики 11 и 12 относительно друг друга. Укладывающее устройство дополнительно снабжено укладывающим узлом 8, который можно перемещать возвратно-поступательно относительно рамы 15 выше по потоку и ниже по потоку, в данном случае - справа налево и обратно. Ролик 14 конвейерного полотна и ролик 13 фиксировано установлены относительно друг друга на подвижном, или установленном с возможностью перемещения, укладывающем узле 8. Положение роликов и взаимное перемещение рамы 15 и укладывающего узла 8 таковы, что в случае перемещения укладывающего узла 8 относительно рамы 15 конвейерное полотно остается под натяжением.
Укладывающий узел 8 дополнительно снабжен удерживающими средствами 9, расположенными сверху конвейерного полотна 7. Упомянутые удерживающие средства могут быть, например, электромагнитом, который можно включать и выключать, или могут быть средствами для создания вакуума.
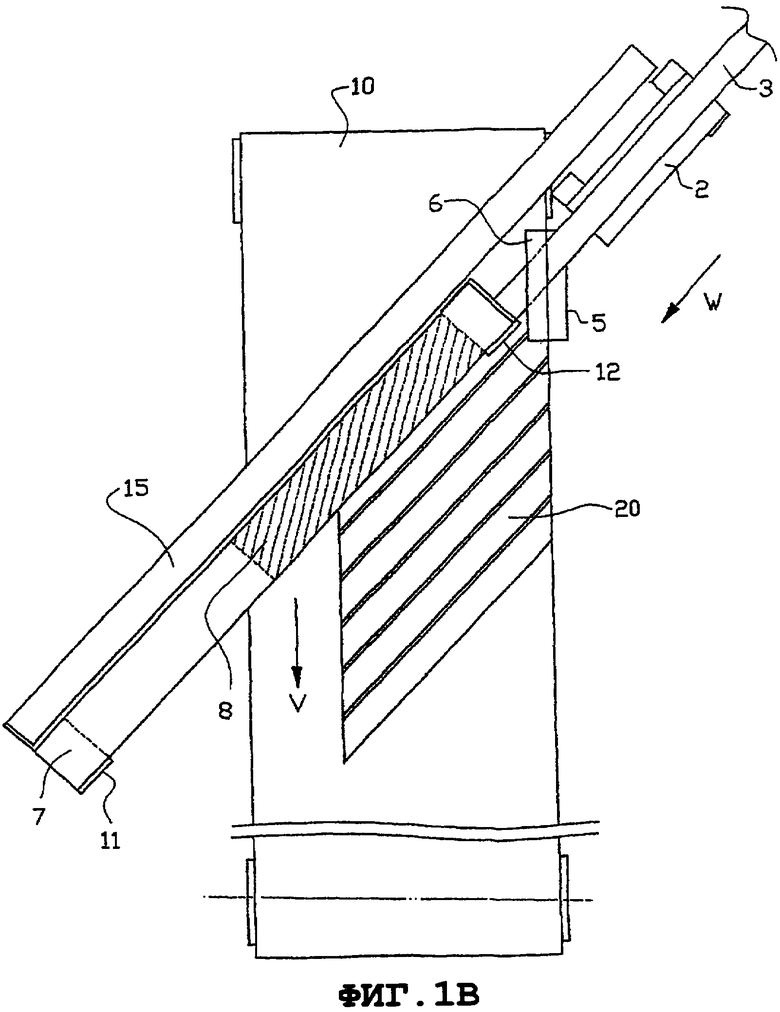
На Фиг. 1B показан вид сверху устройства с Фиг. 1. На чертеже показано, что конвейерное полотно 7 и полоса 3 расположены в линию. На конвейерном полотне 10 сформирован слой 20 брекера путем укладывания полос одной за другой. Укладывание с плотным прилеганием упомянутых полос, среди прочего, описано в упомянутом документе PCT/NL03/00926. В результате формируют параллелограммообразный слой брекера, снабженный армирующими кордами, расположенными под углом.
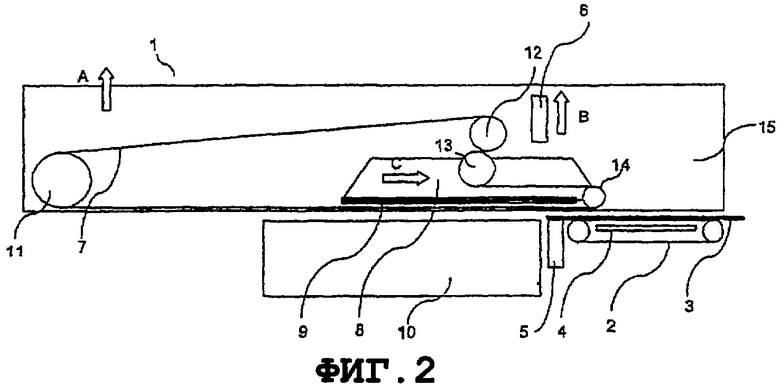
На Фиг. 2 показана первая стадия цикла изготовления материала из полос. С помощью подающего конвейера 2 подают ленту материала 3 вплоть до резального устройства 5, 6. Верхний нож 6 поднимают вверх в направлении, указанном стрелкой B, чтобы обеспечить возможность прохода укладывающего узла 8, при котором, поскольку прижимной ролик 13 и ролик 14 находятся во взаимно фиксированной позиции на укладывающем узле 8, конвейерное полотно 7 выступает за ножи резального устройства до подающего устройства 2 и до резинового материала 3. В начале движения укладывающего узла всю раму 15 слегка перемещают вверх, как указано стрелкой А. В конце этой стадии процесса укладывающий узел с конвейерным полотном 7 располагают за резальным устройством и над подающим устройством 2, а также над лентой резинового материала 3.
На чертеже верхний нож 6 показан после выполнения хода относительно нижнего ножа 5, причем величина хода достаточно большая, чтобы обеспечить проход всего укладывающего узла 8. Величину хода можно сделать (благодаря выбранным размерам) столь малой, чтобы ролик 14 мог едва проходить через него. В результате можно получить меньшую величину хода и, таким образом, обеспечить возможность работы с большей скоростью.
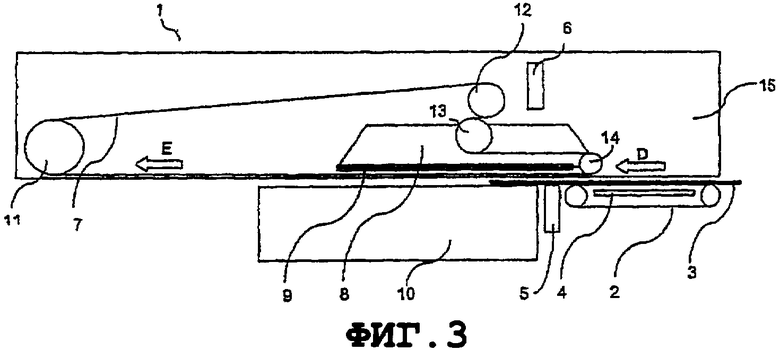
На Фиг. 3 показана следующая стадия действия обрабатывающего устройства. Подающее устройство 2 вводят в действие посредством серводвигателя (не показан), и с его помощью транспортируют ленту резинового материала 3 в направлении подачи, указанном стрелкой D. Серводвигатель, установленный для привода роликов, в данном случае - серводвигатель, посредством которого приводят ролик 12 конвейерного полотна 7, также вводят в действие. Приводя в действие ролик, прикрепленный к раме, можно приводить в действие конвейерное полотно 7, тогда как перемещение самого привода не требуется.
Удерживающие средства 9 укладывающего узла 8 вводят в действие таким образом, чтобы также удерживать резиновый материал на конвейерном полотне 7, а введением в действие конвейерного полотна 7 резиновый материал 3, удерживаемый у конвейерного полотна 7, транспортируют в направлении E. Резиновый материал 3 теперь транспортируют посредством взаимодействия конвейерного полотна 7 укладывающего устройства и подающего устройства 2, при этом скоростью вращения ролика 12 определяют рабочую скорость конвейерного полотна. Одновременно начинают измерение длины материала, поданного за ножи, например, способом, описанным, среди прочего, в европейском патенте EP 649730.
На Фиг. 4 показана следующая стадия процесса изготовления полосы материала. На этой стадии конвейерное полотно 7 продолжают транспортировать в направлении E, в результате чего резиновый материал 3 перемещается, и подающее устройство 2 продолжают транспортировать, в результате чего резиновый материал перемещается в направлении D. Резиновый материал 3, таким образом, перемещают благодаря взаимодействию хода конвейерного полотна 7 перемещающего устройства и подающего устройства 2. Когда материал 3 находится между подающим конвейерным полотном 2 и конвейерным полотном 7 укладывающего устройства 1, и его удерживают с помощью удерживающих средств 4 и 9, материал 3 перемещается очень надежно. На чертеже дополнительно показано, что укладывающий узел 8 также перемещают в направлении C′.
На Фиг. 5 показана стадия отрезания материала 3. Укладывающий узел 8 теперь находится ниже по потоку за ножами 5 и 6. Верхний нож 6 перемещают в направлении, указанном стрелкой B′ и, таким образом, отрезают полосу от конца ленты резинового материала 3. Так как удерживающие средства 4 и 9 все еще находятся в действующем состоянии, и конец полосы, и лента 3 сохраняют правильное положение и не могут смещаться во время резания. Ленту 3 пропускают за резальное устройство в соответствии с заданной длиной. Укладывающее устройство перемещают вниз в направлении А′ для укладывания ленты на конвейерное полотно 10. После этого ленту отрезают, и раму 15 перемещают вверх. Отрезанную полосу, необязательно, продвигают дополнительно укладывающим узлом 8 на полотно разгрузочного конвейера 10.
Когда отрезанная полоса находится в правильном положении на конвейерном полотне 10, удерживающие средства 9 выключают (например, выключают электромагниты). Одновременно включают удерживающие средства конвейерного полотна 10, в результате чего ленту удерживают на конвейерном полотне 10.
Затем вводят в действие разгрузочный конвейер 10 для выполнения перемещения либо таким образом, чтобы можно было укладывать следующую полосу около ранее уложенных полос, либо для выпуска завершенного компонента, сформированного из нескольких полос. Эта операция подробно рассмотрена, например, в упомянутом документе PCT/NL03/00926.
На Фиг. 6 на одном чертеже показаны оба крайних положения укладывающего узла 8. С целью обеспечения большей ясности чертежа одно из положений показано пунктирными линиями. Так как ленты 3′ перемещают, используя два движения: движение конвейерного полотна 7 и укладывающего узла 8, общая величина перемещения перемещающего узла 8 может быть ограничена расстоянием L перемещения. Для сравнения на Фиг. 7 показано укладывающее устройство 8' согласно уровню техники. Упомянутый укладывающий узел 8' перемещают полностью поверх длины L' укладывания, почти равной общей длине полосы, которую надлежит отрезать. В результате требовалось преодолевать очень длинную траекторию перемещения, и процесс шел значительно медленнее.
На Фиг. 8 показан вид в перспективе альтернативного варианта осуществления устройства согласно изобретению. Укладывающий узел 8 в данном случае приводят посредством электродвигателя 23, которым сообщают движение приводному зубчатому ремню 22. К зубчатому ремню 22 прикреплен зажим 21, присоединенный к укладывающему узлу. Посредством электродвигателя и зубчатого ремня укладывающий узел можно перемещать по траектории L. Здесь перемещение самого электродвигателя 23 не требуется.
Так как конвейерное полотно 7 также можно перемещать, то ленту можно перемещать на расстояние S путем перемещения укладывающего узла на расстояние L при взаимодействии с конвейерным полотном.
Конвейерное полотно 7 здесь огибает четыре ролика, из которых ролики 13 и 14 присоединены к укладывающему узлу 8. Ролики 11, 12, 12' установлены на раме 15. Благодаря выбранной конструкции сообщать возвратно-поступательное движение (т.е. вперед и назад) требуется только укладывающей раме 8 с роликами, а привод конвейерного полотна и привод 23 укладывающей рамы 8 могут быть установлены стационарно на раме 15. В результате массу, которую надлежит приводить в движение, можно поддерживать по возможности малой и можно достичь очень высокой скорости изготовления. Кроме того, полосу и ленту непрерывно удерживают таким образом, что известно положение, и укладку полос можно производить с высокой точностью.
Благодаря малому диаметру ролика 14 величину хода ножей можно дополнительно сохранить ограниченной.
Кроме того, благодаря выбору роликов можно перемещать укладывающую раму 8, а конвейерное полотно не вращать относительно рамы 15, т.е. оставлять его неподвижным, или не сообщать ему циркулирующего движения.
Очевидно, что приведенное выше описание дано с целью иллюстрации работы предпочтительного варианта осуществления изобретения, а не для ограничения объема изобретения вариантами осуществления, показанными в нем. Специалистам в данной области техники будет очевидно множество изменений и модификаций, не отходящих от идеи и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩЕЕ УСТРОЙСТВО, УСТРОЙСТВО И СПОСОБ (ВАРИАНТЫ) ДЛЯ РАСПОЛОЖЕНИЯ БРЕКЕРНОГО СЛОЯ | 2005 |
|
RU2359829C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2468910C2 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2588247C2 |
| УСТРОЙСТВО И СПОСОБ РАЗРЕЗАНИЯ НЕПРЕРЫВНОЙ ПОЛОСЫ НА КОМПОНЕНТЫ ШИНЫ | 2017 |
|
RU2742550C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2699647C2 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| УСТРОЙСТВО ПОДАЧИ ДЛЯ РЕЖУЩЕГО УСТРОЙСТВА | 2006 |
|
RU2412103C2 |
| РЕЗАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ОТРЕЗКИ УЧАСТКА НЕПРЕРЫВНОЙ ПОЛОСЫ ДЛЯ ФОРМИРОВАНИЯ КОМПОНЕНТА ШИНЫ | 2017 |
|
RU2748352C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2369480C2 |
Изобретение относится к агрегату для захвата, перемещения и укладывания полосы или ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, содержащему: раму, конвейерное полотно, которое огибает, по меньшей мере, первый и второй ролики; и удерживающий узел, снабженный удерживающими средствами для удерживания полосы или ленты на конвейерном полотне, в котором рама снабжена первым роликом, удерживающий узел установлен с возможностью перемещения на раме и снабжен вторым роликом, а устройство дополнительно снабжено натяжными средствами для поддержания конвейерного полотна в натянутом состоянии при перемещении удерживающего узла. Технический результат при использовании заявленного агрегата обеспечивает более быстрое перемещении ленты устройства и обеспечение точности позиционирования. 12 з.п. ф-лы, 9 ил.
1. Агрегат для изготовления полосы из ленты гибкого материала, конкретно - невулканизованной резины, более конкретно - невулканизованной резины с армирующими кордами, содержащий устройство для захвата, перемещения и укладывания ленты или полосы гибкого материала передним концом полосы или ленты из исходного положения в конечное положение, расположенное ниже по потоку, содержащий:
раму;
конвейерное полотно, которое огибает, по меньшей мере, первый ролик, имеющий первую ось вращения, и второй ролик, имеющий вторую ось вращения; и
удерживающий узел, снабженный удерживающими средствами для удерживания полосы или ленты на конвейерном полотне;
при этом рама снабжена первым роликом; а удерживающий узел установлен с возможностью перемещения на раме и снабжен вторым роликом; причем устройство дополнительно снабжено натяжными средствами для поддержания конвейерного полотна в натянутом состоянии при перемещении удерживающего узла; а второй ролик занимает первое положение, в котором вторая ось вращения находится выше по потоку исходного положения, отличающийся тем, что он дополнительно содержит резальное устройство для отрезания по линии разреза полосы от конца ленты, расположенной между исходным положением и конечным положением, в котором устройство расположено ниже по потоку резального устройства для продвижения, при работе устройства, выше по потоку резального устройства и захвата ленты на ее конце, последующего пропуска конца ленты ниже по потоку резального устройства, причем при работе устройства первое положение второго ролика находится выше по потоку линии разреза.
2. Агрегат по п.1, отличающийся тем, что лента снабжена армирующими кордами, расположенными в продольном направлении ленты, причем резальное устройство расположено таким образом, чтобы посредством его выполнять резание по линии разреза, направленной под углом к армирующему корду.
3. Агрегат по п.1 или 2, отличающийся тем, что он дополнительно содержит подающее устройство для подачи ленты к резальному устройству в направлении подачи; разгрузочное устройство для выгрузки полосы, отрезанной с помощью резального устройства, в направлении выгрузки; при этом устройство установлено для захвата ленты с подающего устройства и доставки конца ленты за резальное устройство и последующей доставки полосы, отрезанной с помощью резального устройства от конца ленты, на разгрузочное устройство или для доставки конца ленты на разгрузочное устройство.
4. Агрегат по п.1 или 2, отличающийся тем, что укладывающий узел содержит конвейерное полотно, содержащее конвейерный элемент, имеющий продольную ось, параллельную направлению подачи, и питающую сторону, которая при работе агрегата перемещается от подающего устройства к разгрузочному устройству.
5. Агрегат по п.1 или 2, отличающийся тем, что удерживающий узел перемещается параллельно конвейерному полотну.
6. Агрегат по п.1 или 2, отличающийся тем, что удерживающий узел содержит конец, ориентированный по направлению к резальному устройству, причем удерживающий узел снабжен вторым роликом и перемещается из первого положения, в котором второй ролик находится выше по потоку резального устройства, во второе положение, в котором второй ролик находится ниже по потоку резального устройства.
7. Агрегат по п.6, отличающийся тем, что подающее устройство снабжено подающей поверхностью, выполненной с возможностью подачи ленты; предпочтительно подающее устройство содержит подающее конвейерное полотно, а второй ролик в первом положении находится над подающей поверхностью, предпочтительно - как раз над подающей поверхностью для съема ленты или полосы с нее.
8. Агрегат по п.6, отличающийся тем, что подающий узел перемещается по линии относительно подающего устройства.
9. Агрегат по п.6, отличающийся тем, что разгрузочное устройство снабжено разгрузочной поверхностью, на которую выгружается полоса или компонент, изготовленный из нее, предпочтительно разгрузочное устройство содержит разгрузочное конвейерное полотно; а второй ролик во втором положении расположен над разгрузочной поверхностью, предпочтительно - как раз над разгрузочной поверхностью для выгрузки ленты или полосы на нее.
10. Агрегат по п.6, отличающийся тем, что первый ролик расположен в линию относительно второго ролика, причем воображаемая касательная линия, воображаемо контактирующая с первым и вторым роликами, по существу параллельна подающей поверхности.
11. Агрегат по п.6, отличающийся тем, что первый ролик расположен в линию относительно второго ролика, причем воображаемая касательная линия, воображаемо контактирующая с первым и вторым роликами, по существу параллельна разгрузочной поверхности.
12. Агрегат по п.6, отличающийся тем, что первый ролик расположен ниже по потоку второго положения.
13. Агрегат по п.6, отличающийся тем, что подающее устройство расположено относительно разгрузочного устройства таким образом, что направление подачи ориентировано под углом к направлению разгрузки.
| JP 63001531 A, 06.01.1988 | |||
| US 4954205 A, 04.09.1990 | |||
| Способ лечения недостаточности анального сфинктера | 1984 |
|
SU1225536A1 |
| RU 97102359 A, 20.03.1999. | |||

