ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к улучшенному и эффективному по затратам способу получения экспандированных (вспененных) термопластичных полимеров (еТР) из неэкспандированных термопластичных полимеров (ТР).
Изобретение, кроме того, относится к способу получения шариков или листов экспандированного термопластичного полиуретана (eTPU) из гранул неэкспандированного термопластичного полиуретана (TPU), характеризующихся средним диаметром в диапазоне от 0,2 мм вплоть до 10 мм, или из листов неэкспандированного термопластичного полиуретана (TPU).
Настоящее изобретение, кроме того, относится к полимерам eTP/eTPU и формованным продуктам, содержащим упомянутые полимеры eTP/eTPU, и использованию упомянутых полимеров eTP/eTPU, например, в областях применения для обуви.
УРОВЕНЬ ТЕХНИКИ
Термопластичные полиуретаны (TPU) хорошо известны, в частности, в связи со своими очень высокими пределами прочности при растяжении и раздирании, высокой гибкостью при низких температурах, чрезвычайно хорошими сопротивлениями истиранию и царапанию. Полимеры TPU также известны своими превосходными динамическими свойствами, в частности, очень высокими значениями упругости по отскоку, низкими остаточной деформацией при сжатии и потерями при гистерезисе. Экспандированный полимер TPU (eTPU) не только сохраняет превосходные эксплуатационные характеристики своего материала основы (неэкспандированного полимера TPU), но сверх того также обеспечивает и наличие хороших ударопоглощающих свойств и поэтому делает материалы eTPU очень привлекательными для использования в пользующихся высоким спросом ударопоглощающих материалах, таких как в области применения в обувной подошве (в особенности в профессиональной спортивной и беговой обуви).
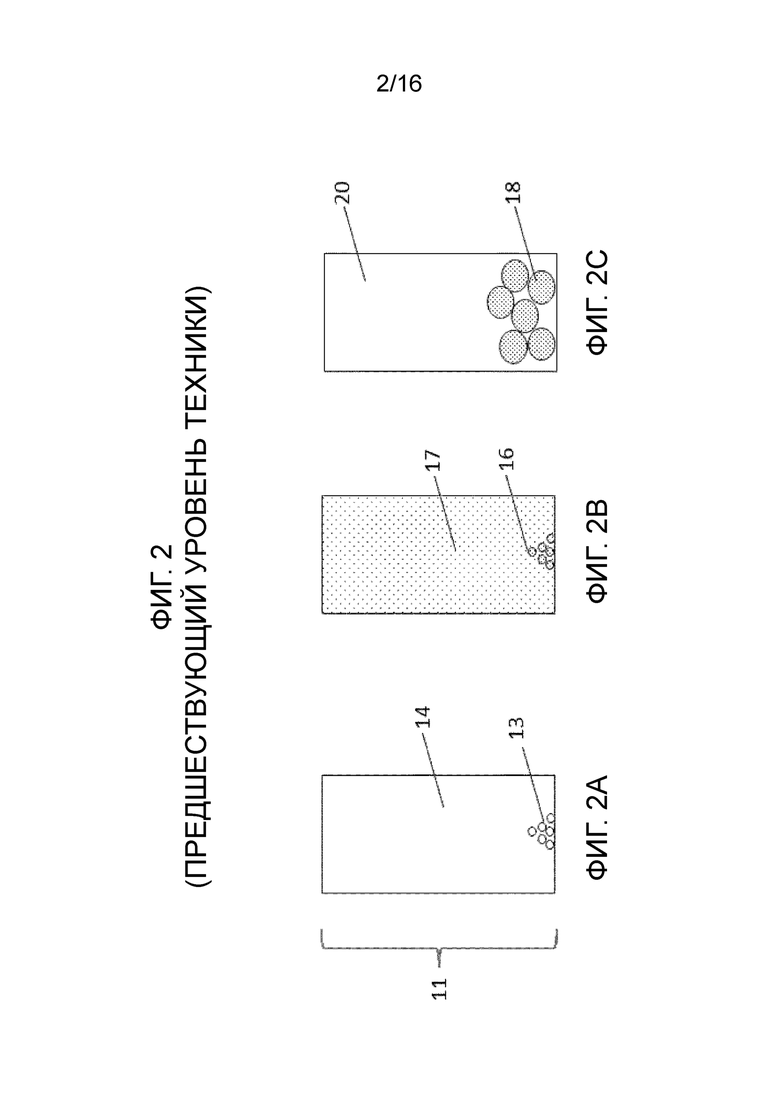
Для изготовления eTPU, говоря более конкретно, шариков eTPU, известно несколько способов вспенивания. В нескольких способах вспенивания используют автоклав (11), куда сначала вводят частицы неэкспандированного полимера TPU, которые подвергают воздействию высокого давления при использовании газовых текучих сред (17) в целях насыщения частиц TPU (13), а после этого имеет место стадия сбрасывания давления для экспандирования частиц TPU (13) и получения частиц eTPU (18). Однако, данным способам не достает регулирования температуры, и полученным частицам eTPU (18) свойственно наличие проблем, связанных со слипанием и анизотропией. Примеры документов, в которых используется данный способ, могут быть обнаружены в публикациях CN 1016122772, CN 104987525 и WO 2015052265 и иллюстрируются на фигурах 2А-2С.
В рамках одного дополнительного примера в публикации US 2014/275306 раскрываются формованные изделия, изготовленные из термопластичного эластомера и имеющие зоны различной плотности, и способ получения термопластичных эластомеров. Способ из публикации US'306 включает (а) получение гранул термопластичного эластомера, имеющих первую плотность, в результате введения в гранулы текучей среды в сверхкритическом состоянии в контейнере, работающем под давлением, удаление гранул из контейнера и вспенивание гранул в результате погружения гранул в нагретую текучую среду или облучения гранул при использовании инфракрасного или сверхвысокочастотного излучения для получения вспененных гранул, имеющих первую плотность; (b) получение гранул термопластичного эластомера, имеющих вторую плотность, в результате введения в гранулы текучей среды в сверхкритическом состоянии в контейнере, работающем под давлением, удаление гранул из контейнера и вспенивание гранул в результате погружения гранул в нагретую текучую среду или облучения гранул при использовании инфракрасного или сверхвысокочастотного излучения для получения вспененных гранул, имеющих вторую плотность, отличную от первой плотности; (с) расположение вспененных гранул, имеющих первую плотность, в первой зоне пресс-формы и расположение вспененных гранул, имеющих вторую плотность, во второй зоне пресс-формы и формование гранул для получения формованного изделия.
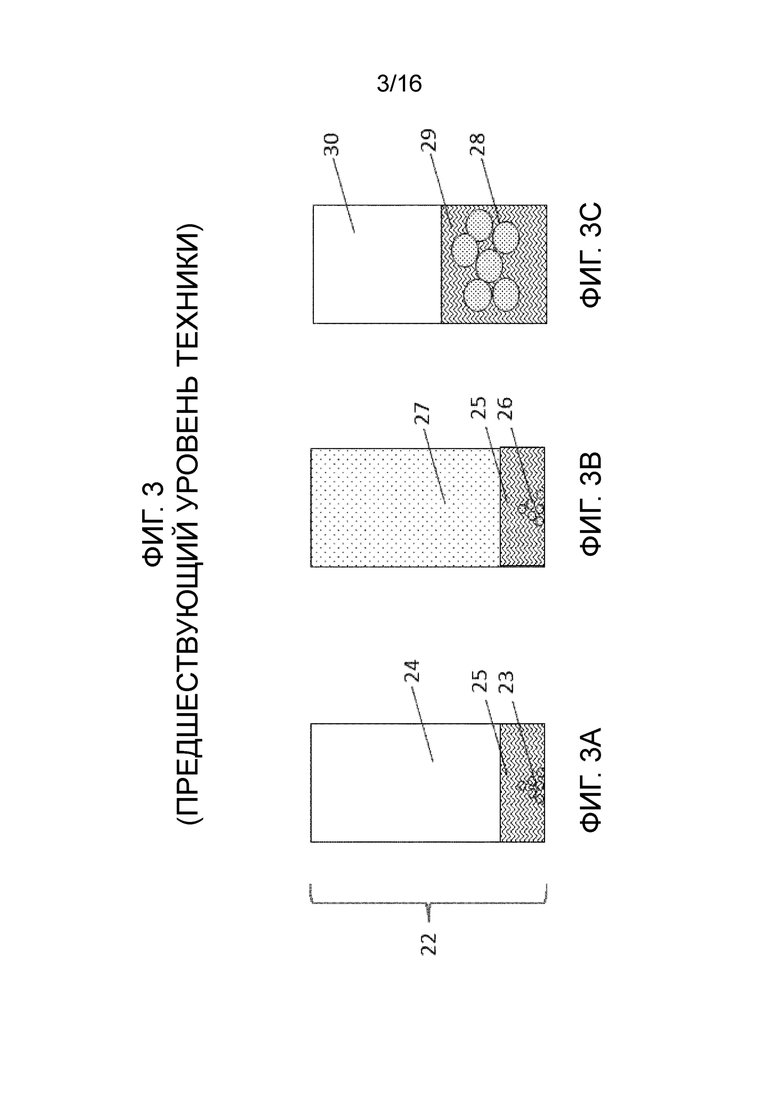
В других способах вспенивания современного уровня техники используют автоклав (22), куда вводят частицы неэкспандированного полимера TPU (23), которые погружают в жидкость (25), при этом жидкостью являются либо органическая жидкость, либо водный раствор, и в то время, пока частицы TPU остаются погруженными в жидкость, вводят газовые текучие среды (27) в целях насыщения частиц TPU. После этого имеет место стадия сбрасывания давления для экспандирования частиц насыщенного полимера TPU (26) и получения частиц eTPU (28). Эффективность данных способов зависит от выбора жидкостей. Использование жидкостей (например, характеризующихся низкой газопроницаемостью) будет требовать даже при наличии перемешивания более продолжительного периода заправки в сопоставлении с заправкой в газовой среде. Для определенных порообразующих газов проницаемость через жидкость может оказаться чрезмерно низкой с точки зрения коммерческой целесообразности. Примеры, использующие данный способ, могут быть обнаружены в публикациях WO 94/20568 и WO 2008/125250 и иллюстрируются на фигурах 3А-3С.
По всем указанным выше причинам имеет место потребность в разработке улучшенного технологического процесса вспенивания для получения eTPU исходя из неэкспандированного полимера TPU при избегании, тем самым, вышеупомянутых недостатков.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Одна цель изобретения заключается в разработке улучшенного технологического процесса изготовления экспандированных термопластичных полимеров (eTP), предпочтительно eTPU, исходя из неэкспандированного полимера TP (TPU), при этом упомянутый технологический процесс характеризуется улучшенным терморегулированием и использует предпочтительно экологически безвредные вспенивающие газы.
Одна цель изобретения заключается в разработке улучшенного технологического процесса изготовления экспандированных термопластичных полимеров (eTP), предпочтительно eTPU, исходя из неэкспандированного полимера TP (TPU), при избегании, тем самым, анизотропии и слипания eTP (eTPU) во время переработки.
Одна дополнительная цель заключается в разработке улучшенного технологического процесса изготовления экспандированных термопластичных полимеров (eТP), предпочтительно eTPU, исходя из неэкспандированного полимера ТР (TPU) при сведении, тем самым, к минимуму продолжительности стадии заправки.
Одна дополнительная цель заключается в разработке улучшенного технологического процесса изготовления экспандированных термопластичных полимеров (eТP), предпочтительно eTPU, исходя из неэкспандированного полимера ТР (TPU) и во включении модифицирований гранул во время стадии заправки и/или после стадии утопления.
Одна дополнительная цель заключается в разработке улучшенного технологического процесса изготовления экспандированных термопластичных полиуретанов, подходящих для использования в вибро- и ударопоглощающих материалах, такого как использование в обуви, пользующейся высоким спросом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом изобретения раскрывается способ производства экспандированного термопластичного полимерного (eTP) материала, при этом упомянутый способ включает, по меньшей мере, следующие далее стадии:
получение материала неэкспандированного термопластичного полимера (ТР), а после этого
расположение неэкспандированного полимера ТР в автоклаве, при этом упомянутый автоклав частично заполнен жидкостью, а материал не находится в контакте с упомянутой жидкостью, а после этого
увеличение давления в автоклаве в результате введения, по меньшей мере, одной газовой текучей среды при температуре в автоклаве, меньшей, чем температура плавления термопластичного полимера, а после этого
обеспечение достижения материалом неэкспандированного полимера ТР состояния насыщения (стадия заправки), а после этого
утопление материала насыщенного полимера ТР в жидкости (стадия утопления), а после этого
уменьшение давления в автоклаве таким образом, чтобы материал утопленного полимера ТР подвергался бы экспандированию с образованием материала еТР (стадия экспандирования).
В соответствии с вариантами осуществления газовые текучие среды, использующиеся в способе, соответствующем изобретению, выбирают из N2 и/или СО2.
В соответствии с вариантами осуществления газовые текучие среды, использующиеся в способе, соответствующем изобретению, могут включать низкотеплопроводящие газы, выбираемые из гидрохлорфторуглеродов (HCFC), хлорфторуглеродов (CFC), гидрохлорфторолефинов (HCFO), гидрофторолефинов (HFO), (цикло)алканов, таких как (цикло)пентан, и/или благородных газов, таких как криптон, аргон и ксенон.
В соответствии с вариантами осуществления жидкость, использующаяся в способе, соответствующем изобретению, в автоклаве, может быть реакционно-способной или нереакционно-способной по отношению к термопластичному полимеру (ТР).
В соответствии с вариантами осуществления жидкость, использующаяся в способе, соответствующем изобретению, в автоклаве, может быть нереакционно-способной по отношению к термопластичному полимеру (ТР).
В соответствии с вариантами осуществления жидкость, использующаяся в способе, соответствующем изобретению, в автоклаве, может представлять собой смесь, содержащую, по меньшей мере, одну жидкость, которая является реакционно-способной по отношению к термопластичному полимеру (ТР), и, по меньшей мере, одну жидкость, которая является нереакционно-способной по отношению к термопластичному полимеру (ТР).
В соответствии с вариантами осуществления термопластичный полимер (ТР) может быть реакционно-способным или может быть сделан реакционно-способным по отношению к жидкости в автоклаве.
В соответствии с вариантами осуществления газовые текучие среды, использующиеся в способе, соответствующем изобретению, в автоклаве, могут, кроме того, содержать добавки, которые являются реакционно-способными по отношению к термопластичному полимеру (ТР) и могут в результате приводить к модифицированию термопластичного полимера во время стадии заправки.
В соответствии с вариантами осуществления жидкость, использующаяся в способе, соответствующем изобретению, в автоклаве, может, кроме того, содержать добавки, которые являются реакционно-способными по отношению к термопластичному полимеру (ТР) и могут в результате приводить к модифицированию термопластичного полимера во время стадии утопления.
В соответствии с вариантами осуществления материал термопластичного полимера (ТР), использующийся в способе, соответствующем изобретению, представляет собой термопластичный полиуретан (TPU), предпочтительно гранулы TPU, характеризующиеся средним диаметром в диапазоне от 0,2 до 10 мм, предпочтительно в диапазоне от 0,5 до 5 мм.
В соответствии с вариантами осуществления стадия увеличения давления в автоклаве в способе, соответствующем изобретению, является такой, чтобы давление в автоклаве было бы большим, чем предельные значения для сверхкритического состояния газовых текучих сред, находясь в диапазоне 1-25 МПа, а предпочтительно в диапазоне 5-25 МПа.
В соответствии с вариантами осуществления температура в автоклаве в способе, соответствующем изобретению, является большей, чем предельные значения для сверхкритического состояния газовых текучих сред и меньшей, чем температура плавления термопластичного материала. Предпочтительно используют температуры в диапазоне 30-250°С, более предпочтительно в диапазоне 30-190°С.
В соответствии с вариантами осуществления стадию обеспечения достижения материалом термопластичного полимера состояния насыщения в способе, соответствующем изобретению, проводят при регулируемых давлении и температуре в автоклаве вплоть до достижения получения материала насыщенного термопластичного полимера.
Кроме того, в соответствии со вторым аспектом изобретения раскрываются материал экспандированного термопластичного полимера, полученный в соответствии со способом изобретения, а также использование упомянутого материала в вибропоглощающих материалах, упаковочных материалах, автомобильных интерьерах, спортивных товарах, обуви и теплоизолирующих материалах.
Конкретные и предпочтительные признаки изобретения представлены в независимых и зависимых пунктах формулы изобретения. Признаки из зависимых пунктов формулы изобретения могут быть объединены с признаками из независимых или других зависимых пунктов формулы изобретения тогда, когда это будет уместно.
Вышеупомянутые и другие характеристики, признаки и преимущества настоящего изобретения станут очевидными исходя из следующего далее подробного описания изобретения, взятого в связи с прилагающимися примерами, которые в порядке примера иллюстрируют принципы изобретения.
ОПРЕДЕЛЕНИЯ И ТЕРМИНЫ
В контексте настоящего изобретения следующие далее термины имеют следующее далее значение:
1) Термин «жидкость» в соответствии с использованием в настоящем документе относится к текучей среде, остающейся в жидком состоянии вещества, (текучей под воздействием сдвига, (почто что) несжимаемой) на протяжении всей методики. Для заданной жидкости это может устанавливать ограничения, накладываемые на диапазон доступных давления и температуры в эксперименте. Жидкость может быть органической (такой как, например, глицерин), неорганической (такой как, например, вода) или металлической (такой как, например, галлий).
2) Термин «гранула» в соответствии с использованием в настоящем документе относится к неэкспандированному куску материала (например, сферическому, эллипсоидному, многогранному или цилиндрическому), характеризующемуся средним диаметром в диапазоне от 0,2 мм вплоть до 10 мм, предпочтительно в диапазоне от 0,5 вплоть до 5 мм. Термин «шарик» в соответствии с использованием в настоящем документе относится к экспандированной или вспененной грануле, имеющей размеры, превышающие размер первоначальной гранулы с кратностью в диапазоне от 1,2 вплоть до 100.
3) Термин «лист» в соответствии с использованием в настоящем документе относится к неэкспандированному куску материала, имеющему один размер, значительно меньший, чем другие два, и представляющему собой обычно, но не исключительно прямоугольный параллелепипед (одним дополнительным примером могли бы быть тонкая предварительно профилированная деталь, подобная обувной подошве, или тонкий слой полимерного покрытия на неэкспандируемой детали), и где наименьший размер находится в диапазоне от 0,2 мм до 100 мм. Термин «экспандированный лист» в соответствии с использованием в настоящем документе относится к экспандированному или вспененному листу, имеющему размеры, превышающие размер первоначального листа с кратностью в диапазоне от 1,2 вплоть до 100.
4) Термин «газовая текучая среда» относится к порообразователю или смеси из порообразователей (например, СО2) и возможному совместно поглощаемому газу (например, N2, присутствие которого обуславливается его возможным воздействием на свойства материала, скорость зародышеобразования...) либо в газообразном, либо в сверхкритическом газообразном состоянии вещества в зависимости от условий по давлению и температуре.
5) Термин «насыщение» относится к состоянию, в котором в грануле было растворено требуемое количество порообразователя при сохранении только небольших внутренних градиентов концентрации. Требуемое растворенное количество в значительной степени зависит от конечной требуемой плотности.
6) Термин «полиуретан» в соответствии с использованием в настоящем документе не ограничивается соответствующими полимерами, которые содержат только уретановые или полиуретановые соединительные звенья. Как это должно быть хорошо понятно для специалистов в соответствующей области техники получения полиуретанов, полиуретановые полимеры также могут содержать и аллофанатные, карбодиимидные, уретидиндионовые и другие соединительные звенья в дополнение к уретановым соединительным звеньям.
7) Термин «термопластичный» в соответствии с использованием в настоящем документе в своем широком смысле относится к обозначению материала, который является перерабатываемым при повышенной температуре, в то время как термин «термоотверждающийся» обозначает материал, который демонстрирует высокую температуростойкость при отсутствии такой перерабатываемости при повышенных температурах.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом изобретения раскрывается технологический процесс производства экспандированного термопластичного полимерного (eTP) материала, при этом упомянутый способ включает, по меньшей мере, следующие далее стадии:
- получение материала неэкспандированного термопластичного полимера (ТР), а после этого
- расположение материала неэкспандированного полимера ТР в автоклаве, при этом упомянутый автоклав частично заполнен жидкостью, а материал не находится в контакте с упомянутой жидкостью, а после этого
- увеличение давления в автоклаве в результате введения, по меньшей мере, одной газовой текучей среды, а после этого
- обеспечение достижения материалом неэкспандированного полимера ТР состояния насыщения (стадия заправки), а после этого
- утопление материала насыщенного полимера ТР в жидкости (стадия утопления), а после этого
- уменьшение давления в автоклаве таким образом, чтобы материал утопленного полимера ТР подвергался бы экспандированию с образованием материала еТР (стадия экспандирования).
В соответствии с вариантами осуществления материал неэкспандированного термопластичного полимера (ТР) имеет форму гранул. В альтернативном варианте, материал неэкспандированного термопластичного полимера (ТР) имеет форму листа.
В соответствии с вариантами осуществления механизм стадии утопления может быть реализован по нескольким вариантам, включающим, например, нижеследующее, но не ограничивающимся только этим:
механизм сбрасывания (смотрите фигуру 4В) при расположении материала неэкспандированного полимера ТР на или в держателе (имеющем отверстия, меньшие, чем наибольший размер материала неэкспандированного полимера ТР), и пи этом держатель подвешивают выше жидкости, а после этого сбрасывают в жидкость;
механизм вращения (смотрите фигуру 4С), когда в результате вращения емкости материал неэкспандированного полимера ТР (например, гранулы), первоначально отделенный, например, при использовании фиксированной сетки или вследствие геометрии емкости (такой как в случае формы перевернутой буквы V), падает в жидкость, или, наоборот, жидкость выливается поверх материала неэкспандированного полимера ТР (например, гранул).
Объединяющий признак описанных выше механизмов стадии утопления заключается в слиянии первоначально разделенных материала неэкспандированного полимера ТР (например, гранул) с жидкостью.
В соответствии с вариантами осуществления изобретения газовые текучие среды могут включать нижеследующее, но не ограничиваются только этим N2 и/или СО2. В зависимости от конечной области применения материала еТР (например, шариков) желательным может оказаться включение газов, обладающих хорошими теплоизоляционными свойствами, таких как гидрохлорфторуглероды (HCFC), хлорфторуглероды (CFC), гидрохлорфторолефины (HCFO), гидрофторолефины (HFO), (цикло)алканы, такие как (цикло)пентан, и благородные газы, такие как криптон, ксенон и аргон.
В соответствии с вариантами осуществления изобретения газовые текучие среды и жидкость в автоклаве могут быть реакционно-способными (без ограничения ковалентным связыванием) или нереакционно-способными по отношению к термопластичному полимеру (ТР), или, в альтернативном варианте, материал ТР может быть сделан реакционно-способным (например, при использовании обработки поверхности) по отношению к использующейся жидкости.
В соответствии с вариантами осуществления изобретения газовые текучие среды в автоклаве могут, кроме того, содержать добавки, которые являются реакционно-способными (без ограничения ковалентным связыванием) по отношению к термопластичному полимеру (ТР), и которые могут в результате приводить к модифицированию термопластичного полимера во время стадии заправки. Обычно данные добавки будут иметь своим назначением модифицирование объемных свойств, включая, например, красители, антипирены.
В соответствии с вариантами осуществления изобретения жидкость в автоклаве, кроме того, может содержать добавки, которые являются реакционно-способными (без ограничения ковалентным связыванием) по отношению к термопластичному полимеру (ТР), и которые могут в результате приводить к модифицированию термопластичного полимера во время стадии утопления. Обычно данные добавки будут иметь своим назначением модифицирование свойств поверхности, включая, например, гидрофобные или гидрофильные соединения, добавки, активируемые (например, УФ) излучением, добавки, позволяющие избегать слипание еТР,...
В соответствии с изобретением термопластичный полимерный (ТР) материал представляет собой термопластичный полиуретан (TPU).
В соответствии с изобретением термопластичный полимерный материал представляет собой термопластичный полиуретан (TPU), предпочтительно в следующем далее виде, но без ограничения только этим: гранулы или листы, которые могут быть изготовлены при использовании экструдера. В экструдере исходный материал TPU сначала расплавляют для получения расплава полимера TPU, а впоследствии охлаждают и разрезают для получения желательного профиля, такого как нижеследующее, но без ограничения только этим: гранулы, листы или любая другая форма.
В соответствии с вариантами осуществления изобретения материал ТР имеет форму гранул ТР (например, гранул TPU), чей предпочтительный средний диаметр находится в диапазоне от 0,2 до 10 мм, в частности, от 0,5 до 5 мм, и стадия утопления может быть осуществлена при использовании механизма сбрасывания (смотрите фигуру 4В) при расположении гранул неэкспандированного полимера ТР на или в держателе (имеющем отверстия, меньшие, чем наибольший размер гранул неэкспандированного полимера ТР), и при этом держатель подвешивают выше жидкости, а после этого сбрасывают в жидкость.
В соответствии с изобретением стадию увеличения давления в автоклаве и введения, по меньшей мере, одной газовой текучей среды проводят таким образом, чтобы давление внутри автоклава находилось бы в диапазоне 1-25 МПа, предпочтительно в диапазоне 5-25 МПа, (стадия заправки). Обычно уменьшение давления (стадия экспандирования) осуществляют со скоростью несколько бар/секунда.
В соответствии с изобретением стадию увеличения давления в автоклаве (стадию заправки) в результате введения газовой текучей среды (сред) предпочтительно проводят вплоть до достижения давлением величины в диапазоне 1-25 МПа при температуре в диапазоне 30-250°С, более предпочтительно в диапазоне 5-25 МПа при температуре в диапазоне 30-190°С.
В соответствии с изобретением стадия увеличения давления в автоклаве (стадия заправки) является такой, чтобы давление в автоклаве предпочтительно было бы большим, чем предельные значения для сверхкритического состояния газовых текучих сред (например, для СО2 более, чем 7,4 МПа, для азота более, чем 3,4 МПа).
В соответствии с изобретением температура в автоклаве предпочтительно является большей, чем предельные значения для сверхкритического состояния газовых текучих сред (например, для СО2 более, чем 30°С), и температура в автоклаве является меньшей, чем температура плавления термопластичного материала, это приводит к получению рабочих температур в диапазоне 30-250°С.
В соответствии с изобретением стадию обеспечения достижения материалом термопластичного полимера состояния насыщения проводят при регулируемых давлении и температуре в автоклаве вплоть до достижения получения термопластичного полимерного материала, насыщенного порообразователем. Данная стадия обычно может продолжаться на протяжении от нескольких минут до нескольких часов.
В соответствии с изобретением насыщенный термопластичный полимерный материал утапливают в жидкости. При сбрасывании давления окружающей среды жидкость исполняет функцию барьера для любого улетучивающегося газа из насыщенного термопластичного полимерного материала. В результате утопления насыщенного термопластичного полимерного материала в упомянутой жидкости будет иметь место увеличенное терморегулирование, поскольку жидкость обладает лучшими свойствами переноса тепловой энергии в сопоставлении с газовой средой. Присутствие жидкости, кроме того, уменьшает контакт между экспандированными частицами и, таким образом, значительно уменьшает слипание. Гидростатическая подъемная сила, с которой жидкость воздействует на частицы, уменьшает интенсивность контакта, что делает возможным перемешивание шариков.
В соответствии с вариантами осуществления жидкость в автоклаве может быть перемешана таким образом, чтобы было бы избегнуто или, по меньшей мере, уменьшено присутствие преобладающих ориентаций от деформирования в термопластичном материале (во время вспенивания).
Одна цель изобретения заключается в получении экспандированного термопластичного полимерного материала (например, шариков), который является менее анизотропным, и при этом избегается или, по меньшей мере, радикально уменьшается слипание материала экспандированного полимера ТР (например, шариков) (в сопоставлении с технологическим процессом, когда стадия экспандирования имеет место в газовой текучей среде). Достижения данной цели добиваются в результате разбивания технологического процесса изготовления на две фазы, а именно, первую стадию, представляющую собой ступень загрузки, когда частицы насыщают при высоком давлении газовой текучей средой (например, СО2 и/или N2 в сверхкритическом состоянии), и вторую стадию, представляющую собой ступень экспандирования (вспенивания), во время которой материал (например, гранулы) утапливают в жидкости. Стадия утопления материала насыщенного полимера ТР (гранул) в жидкости до уменьшения давления имеет критическое значение. Жидкость будет исполнять функцию барьера, обеспечивающего избегание улетучивания поглощенных газов в насыщенном полимере ТР из материала (гранул).
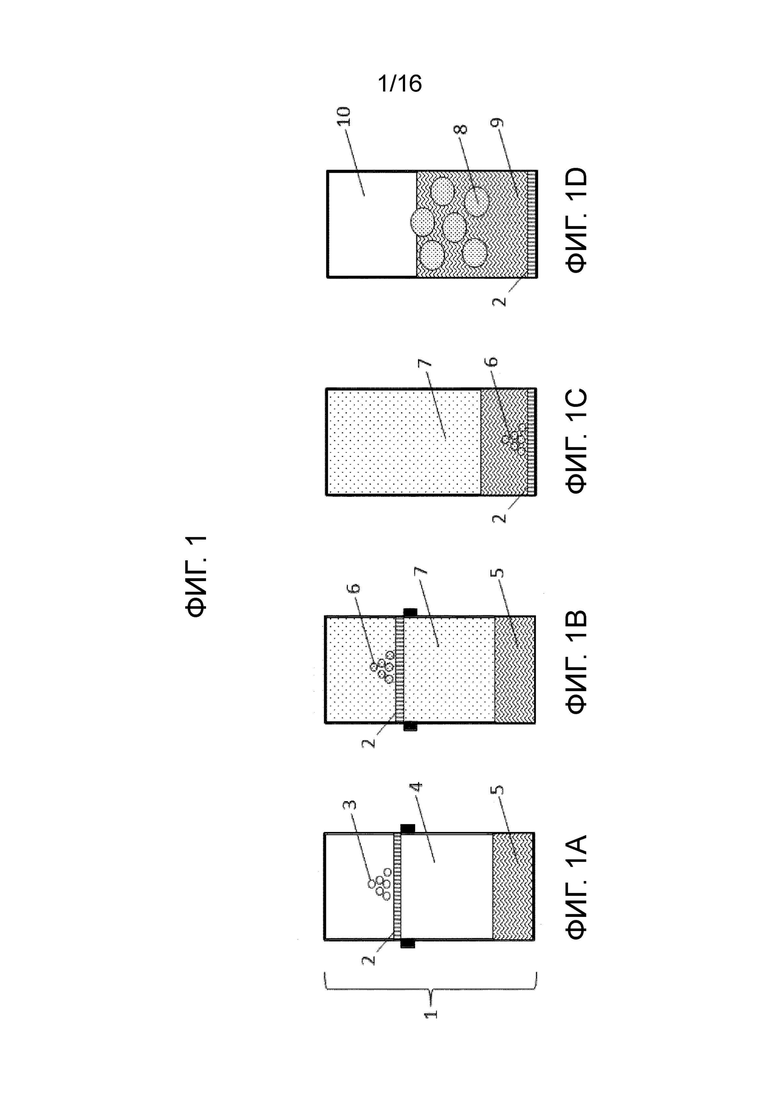
Фигура 1 иллюстрирует один вариант осуществления способа, соответствующего изобретению. Фигура 1А иллюстрирует автоклав (1), частично заполненный жидкостью (5), когда гранулы неэкспандированного полимера ТР (3) вводят таким образом, чтобы данные гранулы не находились бы в контакте с жидкостью. Фигура 1В иллюстрирует то, что при одновременном сохранении разделения между гранулами неэкспандированного полимера ТР (3) и жидкостью давление в автоклаве увеличивают при введении в автоклав, по меньшей мере, одной газовой текучей среды (7), и гранулы неэкспандированного полимера ТР (3) будут насыщаться газовой текучей средой (средами) таким образом, что могут быть созданы гранулы насыщенного полимера ТР (6). Фигура 1С иллюстрирует перемещение после этого горизонтальных держателя или пластины по направлению к жидкости таким образом, чтобы гранулы неэкспандированного насыщенного полимера ТР (6) были бы погружены в жидкость (5). Фигура 1D иллюстрирует стадию экспандирования, когда давление в автоклаве уменьшают (стадия сбрасывания давления для достижения вспенивания), а гранулы насыщенного полимера ТР подвергаются экспандированию с образованием шариков экспандированного полимера ТР (8).
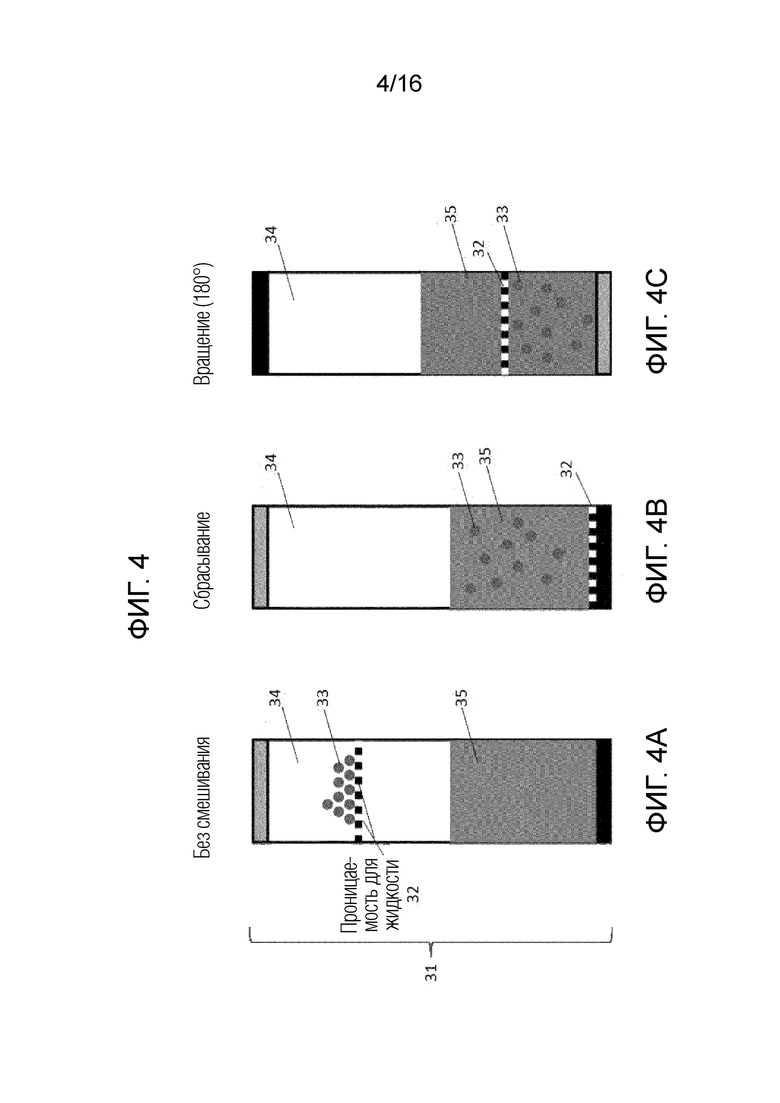
Фигура 4 иллюстрирует различные соответствующие изобретению варианты осуществления для проведения стадии утопления. Фигура 4А иллюстрирует автоклав (31), частично заполненный жидкостью (35), когда гранулы неэкспандированного полимера ТР (33) вводят таким образом, чтобы данные гранулы не находились бы в контакте с жидкостью. Фигура 4В иллюстрирует механизм сбрасывания, когда горизонтальный держатель (32), который является проницаемым для жидкости) перемещают по направлению к жидкости таким образом, чтобы гранулы неэкспандированного насыщенного полимера ТР (36) были бы погружены в жидкость (35). Фигура 4С иллюстрирует механизм вращения, когда сам автоклавный реактор вращается таким образом, чтобы жидкость была бы способна проходить через горизонтальный держатель (32), гранулы неэкспандированного насыщенного полимера ТР (36) были бы погружены в жидкость (35).
В соответствии с предпочтительными вариантами осуществления материалом полимера ТР является материал полимера TPU (такой как шарики еТРU и листы eTPU). Полимеры TPU и технологические процессы их производства хорошо известны. В порядке примера полимеры TPU могут быть произведены в результате проведения реакции между (а) одним или несколькими полифункциональными изоцианатами и (b) одним или несколькими соединениями, реакционно-способными по отношению к изоцианатам и имеющими молекулярную массу в диапазоне от 500 до 500000, и в случае уместности таковых (с) удлинителями цепей, имеющими молекулярную массу в диапазоне от 50 до 499, и в случае уместности таковых в присутствии (d) катализаторов и/или (е) обычных вспомогательных веществ и/или обычных добавок.
Одним или несколькими полифункциональными изоцианатами, использующимися для получения полимера TPU, подходящего для использования при получении материала eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, могут быть хорошо известные алифатические, циклоалифатические, аралифатические и/или ароматические изоцианаты, предпочтительно диизоцианаты. Например, три-, тетра-, пента-, гекса-, гепта- и/или октаметилендиизоцианат, 2-метилпентаметилен-1,5-диизоцианат, 2-этилбутилен-1,4-диизоцианат, 1,5-пентаметилендиизоцианат, 1,4-бутилендиизоцианат, 1-изоцианато-3,3,5-триметил-5-изоцианатометилциклогексан (изофорондиизоцианат, IPDI), 1,4- и/или 1,3-бис(изоцианатометил)циклогексан (HXDI), циклогексан-1,4-диизоцианат, 1-метилциклогексан-2,4- и/или -2,6-диизоцианат и/или дициклогексилметан-4,4'-, -2,4' и -2,2'-диизоцианат, 2,2'-, 2,4'- и/или 4,4'-дифенилметандиизоцианат (MDI), нафтилен-1,5-диизоцианат (NDI), 2,4- и/или 2,6-толилендиизоцианат (TDI), дифенилметандиизоцианат, 3,3'-диметилбифенилдиизоцианат, 1,2-дифенилэтандиизоцианат и/или фенилендиизоцианат.
Один или несколько полифункциональных изоцианатов, использующихся для получения полимера TPU, подходящего для использования при получении материала eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, могут состоять по существу из чистого 4,4'-дифенилметандиизоцианата или смесей из данного диизоцианата и одного или нескольких других органических полиизоцианатов, в особенности других дифенилметандиизоцианатов, например, 2,4'-изомера необязательно в сочетании с 2,2'-изомером. Полиизоцианатный компонент также может представлять собой MDI-вариант, произведенный из полиизоцианатной композиции, содержащей, по меньшей мере, 95% (масс.) 4,4'-дифенилметандиизоцианата. MDI-варианты хорошо известны на современном уровне техники и для использования в соответствии с изобретением, в частности, включают жидкие продукты, полученные в результате введения карбодиимидных групп в упомянутую полиизоцианатную композицию и/или в результате проведения реакции с одним или несколькими полиолами.
Предпочтительными полифункциональными изоцианатами являются соответствующие изоцианаты, содержащие, по меньшей мере, 80% (масс.) 4,4'-дифенилметандиизоцианата. Более предпочтительно уровень содержания 4,4'-дифенилметандиизоцианата составляет, по меньшей мере, 90, а наиболее предпочтительно, по меньшей мере, 95, % (масс.).
Одно или несколько соединений, реакционно-способных по отношению к изоцианатам, использующимся для получения полимера TPU, подходящего для использования при получении полимера eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, могут иметь молекулярную массу в диапазоне от 500 до 500000 и могут быть выбраны из полиэфирамидов на основе сложных эфиров, политиоэфиров на основе простых эфиров, поликарбонатов, полиацеталей, полиолефинов, полисилоксанов, а в особенности сложных полиэфиров и простых полиэфиров или их смесей.
Одно или несколько соединений, реакционно-способных по отношению к изоцианатам, использующимся для получения полимера TPU, подходящего для использования при получении полимера eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, предпочтительно представляют собой диолы, такие как полиэфирдиолы на основе простых эфиров, и могут включать продукты, полученные в результате полимеризации циклического оксида, например, этиленоксида, пропиленоксида, бутиленоксида или тетрагидрофурана, в присутствии по мере надобности дифункциональных инициаторов. Подходящие для использования соединения инициаторов содержат 2 активных атома водорода и включают воду, бутандиол, этиленгликоль, пропиленгликоль, диэтиленгликоль, триэтиленгликоль, дипропиленгликоль, 1,3-пропандиол, неопентилгликоль, 1,4-бутандиол, 1,5-пентандиол, 2-метил-1,3-пропандиол, 1,6-пентандиол и тому подобное. Могут быть использованы смеси из инициаторов и/или циклических оксидов.
Одно или несколько соединений, реакционно-способных по отношению к изоцианатам, использующимся для получения материала TPU, подходящего для использования при получении полимера eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, предпочтительно представляют собой диолы, такие как полиэфирдиол на основе сложного эфира, и могут включать содержащие концевые гидроксильные группы продукты реакции между двухатомными спиртами, такими как этиленгликоль, пропиленгликоль, диэтиленгликоль, 1,4-бутандиол, неопентилгликоль, 2-метил-1,3-пропандиол, 1,6-гександиол или циклогександиметанол или смеси из таких двухатомных спиртов, и дикарбоновыми кислотами или их производными, образующими сложный эфир, например, янтарной, глутаровой и адипиновой кислотами или их диметиловыми сложными эфирами, себациновой кислотой, фталевым ангидридом, тетрахлорфталевым ангидридом или диметилтерефталатом или их смесями. Также должны быть рассмотрены и поликапролактоны и ненасыщенные полиэфирполиолы на основе сложных эфиров.
Подходящие для использования низкомолекулярные (в общем случае при менее, чем 400) дифункциональные соединения, которые исполняют функцию удлинителей цепей, использующихся для получения полимера TPU, подходящего для использования при получении материала eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, могут включать диолы, такие как алифатические диолы, подобные этиленгликолю, 1,3-пропандиолу, 2-метил-1,3-пропандиолу, 1,4-бутандиолу, 1,5-пентандиолу, 1,6-гександиолу, 1,8-октандиолу, 1,9-нонандиолу, 1,10-декандиолу, 1,12-додекандиолу, 1,2-пропандиолу, 1,3-бутандиолу, 2,3-бутандиолу, 1,3-пентандиолу, 2-этилбутандиолу, 1,2-гександиолу, 1,2-октандиолу, 1,2-декандиолу, 3-метилпентан-1,5-диолу, 2-метил-2,4-пентандиолу, 3-метил-1,5-пентандиолу, 2,5-диметил-2,5-гександиолу, 3-хлорпропандиолу, 1,4-циклогександиолу, 2-этил-2-бутил-1,3-пропандиолу, диэтиленгликолю, дипропиленгликолю и трипропиленгликолю, 1,4'-бутилендиолу, 3-гидрокси-2,2-диметилпропановую кислоту, аминоспирты, такие как этаноламин, N-метилдиэтаноламин и тому подобное, диамины, гидразины и гидразиды и их смеси. Предпочтительными являются диолы, такие как гександиол, 1,4-бутандиол или этиленгликоль. Наиболее предпочтительным является 1,4-бутандиол. Подходящими для использования также являются и сложные диэфиры, полученные из терефталевой кислоты и гликолей, содержащих от 2 до 4 атомов углерода, например, бис(этиленгликолевый) или бис-1,4-бутандиоловый эфир терефталевой кислоты, и гидроксиалкиленовые простые эфиры гидрохинона и полиокситетраметиленгликоли, имеющие молекулярные массы в диапазоне от 162 до 378. Предпочтительно реакционная смесь не содержит какого-либо низкомолекулярного триола.
Для получения материала TPU, подходящего для использования при получении материала eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, могут быть использованы и другие обычные ингредиенты (добавки и/или вспомогательные вещества). Они включают катализаторы, поверхностно-активные вещества, агенты, придающие огнестойкость, наполнители, пигменты (для придания различных окрасок), стабилизаторы и тому подобное. Могут быть использованы катализаторы, которые улучшают образование уретановых и мочевиновых связей, например, соединения олова, такие как оловянная соль карбоновой кислоты, например, дилауринат дибутилолова, ацетат двухвалентного олова и октаноат двухвалентного олова; амины, например, диметилциклогексиламин и триэтилендиамин.
Реагенты, использующиеся для получения материала TPU, подходящего для использования при получении материала eTPU (такого как шарики eTPU и листы eTPU), использующегося в технологическом процессе, соответствующем изобретению, могут быть применены при использовании так называемого одноэтапного полуфорполимерного или форполимерного технологического процесса, известного на современном уровне техники, в рамках периодического или непрерывного технологического процесса, известного для специалистов в соответствующей области техники. Полимеры TPU, произведенные таким образом, растворяют в реакционно-способном разбавителе и могут быть подвергнуты переработке в соответствии с известными методиками. Все реагенты могут быть введены в реакцию в реакционно-способный разбавитель сразу или могут быть введены в реакцию последовательным образом. Различные использующиеся компоненты, собственно говоря, могут быть добавлены в любом порядке.
Например, может быть использован форполимер полиизоцианата и полиола с последующим добавлением диола и моноола, или могут быть использованы форполимер полизоцианата и полиола и моноол с последующим добавлением диола в технологическом процессе получения полимера TPU, подходящего для использования при получении частиц полимера eTPU, использующихся в технологическом процессе, соответствующем изобретению.
В соответствии со вторым аспектом изобретения раскрываются экспандированный термопластичный полимерный материал, полученный при использовании способа изобретения, а также использование упомянутого материала.
Полимер eTPU (такой как шарики eTPU и листы eTPU), соответствующий изобретению, может быть широко использован в сферах вибропоглощающих материалов, упаковочных материалов, игрушек для детей, спортивных товаров, авиационных моделей, теплоизолирующих материалов, материалов автомобильных интерьеров.
ФИГУРЫ
Фигура 1 иллюстрирует автоклавную установку и технологические стадии для достижения получения частиц экспандированного полимера, соответствующих изобретению.
Фигура 2 иллюстрирует автоклавную установку и технологические стадии для достижения получения частиц экспандированного полимера, соответствующих технологическому процессу современного уровня техники.
Фигура 3 иллюстрирует автоклавную установку и технологические стадии для достижения получения частиц экспандированного полимера, соответствующих технологическому процессу современного уровня техники.
Фигура 4 иллюстрирует несколько соответствующих изобретению вариантов осуществления для проведения стадии утопления. Фигура 4В иллюстрирует механизм сбрасывания; фигура 4С иллюстрирует механизм вращения.
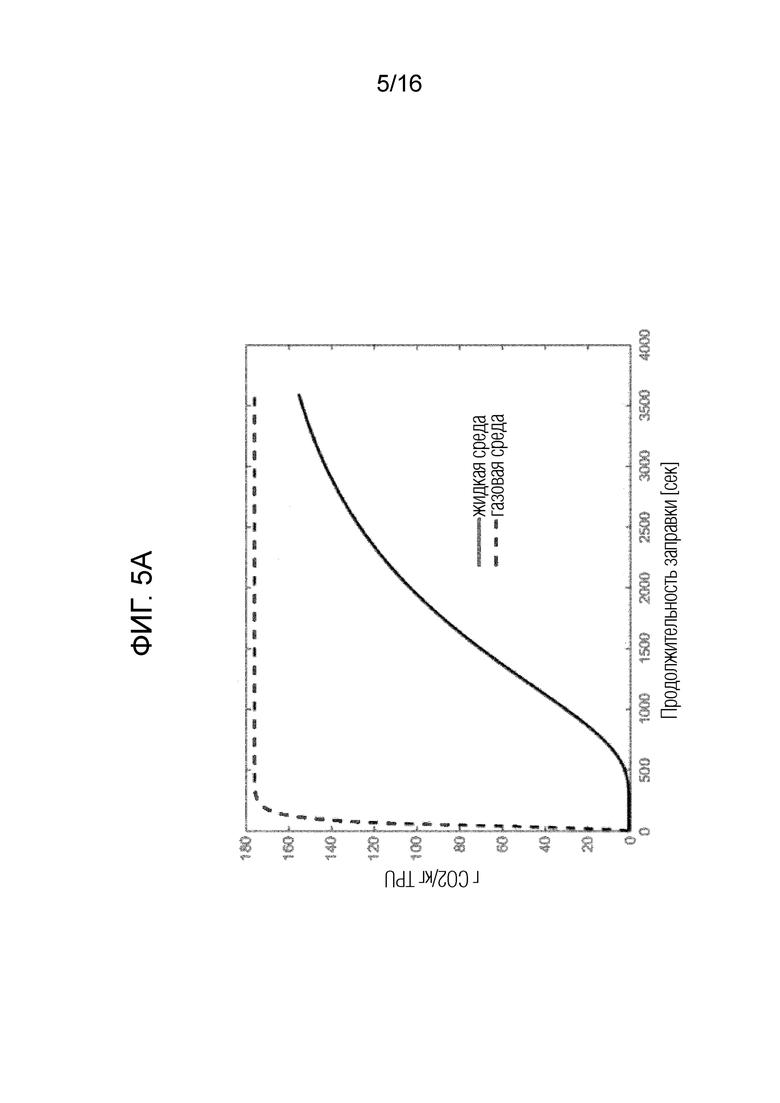
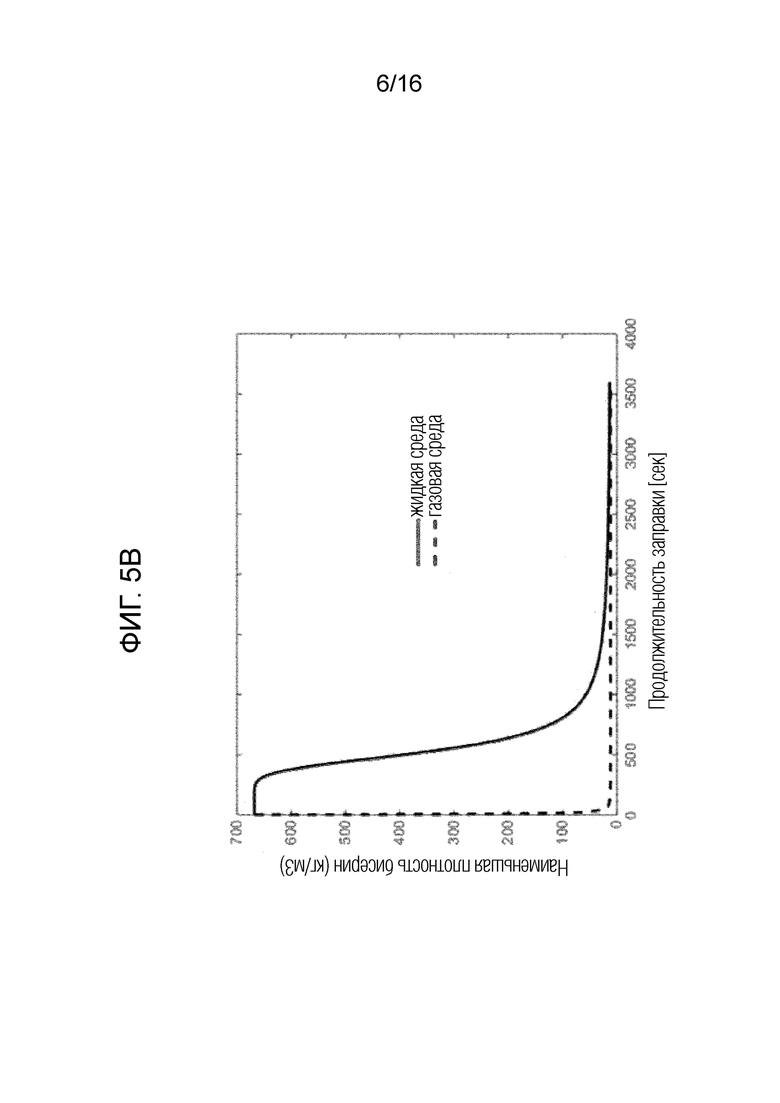
Фигура 5 иллюстрирует стадию заправки (моделирования, соответствующие примеру 1 изобретения) в жидкости и в газовой среде. Фигура 5А иллюстрирует количество СО2, поглощенное в гранулах TPU (г СО2/кг TPU), в зависимости от продолжительности заправки. Фигура 5В иллюстрирует плотность бисерин TPU (кг/м3) в зависимости от продолжительности заправки.
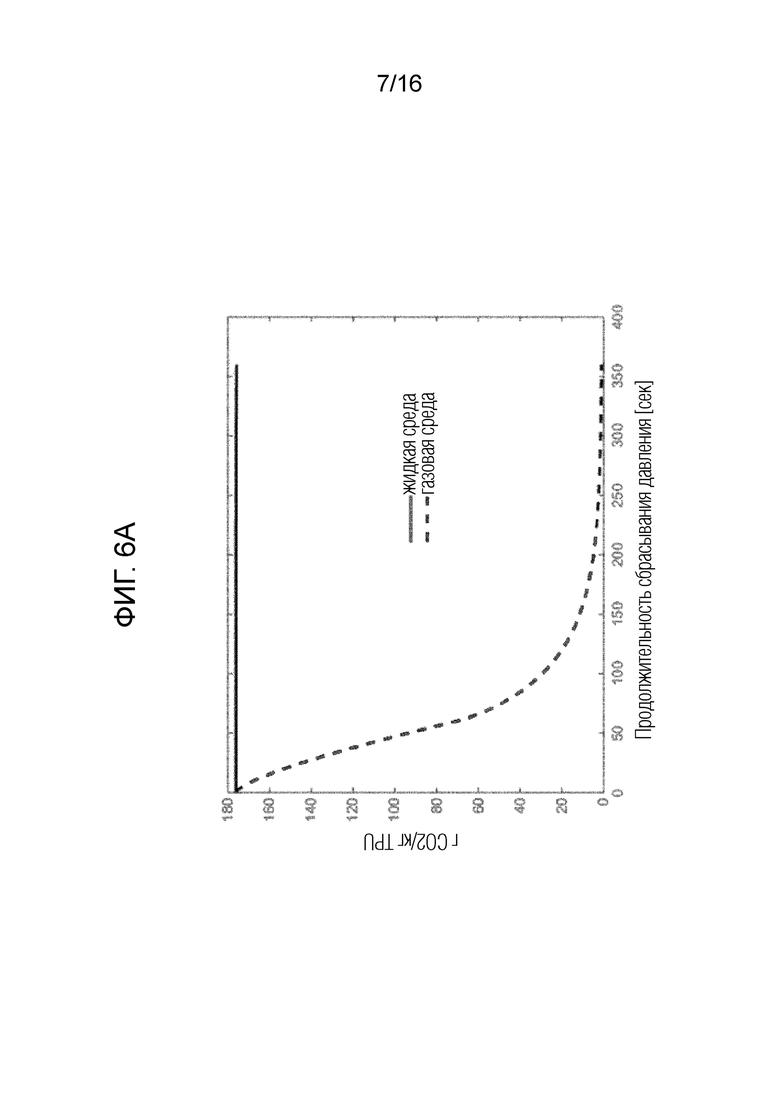
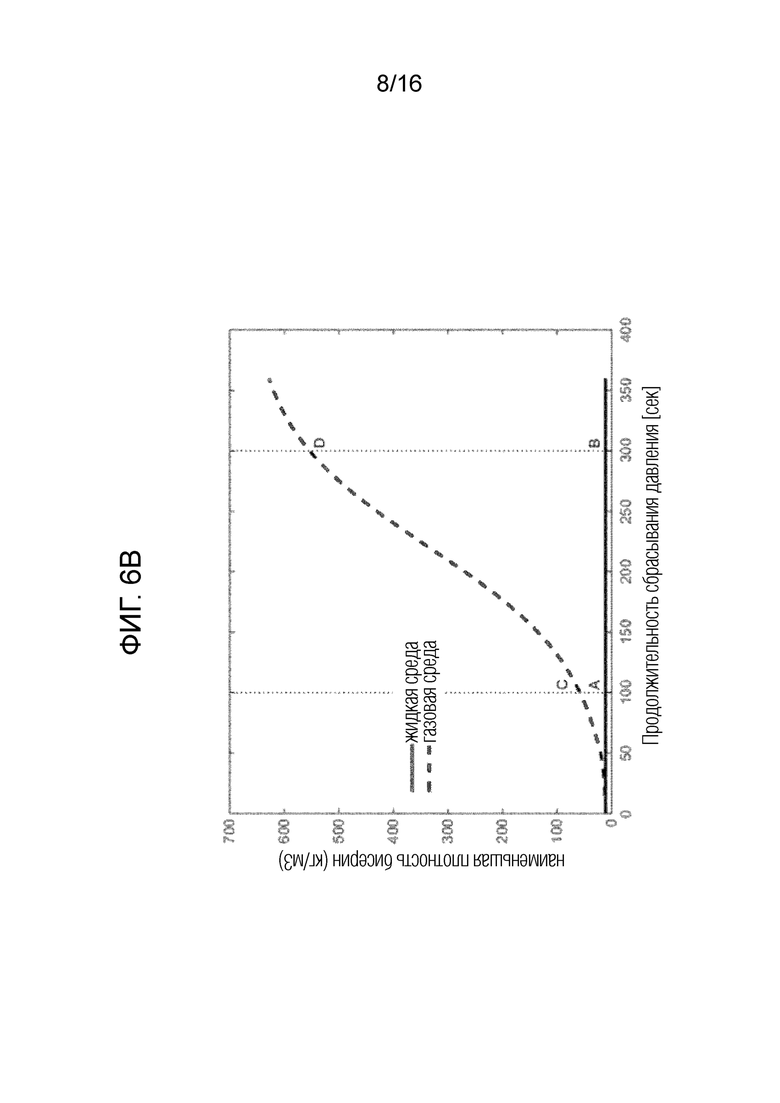
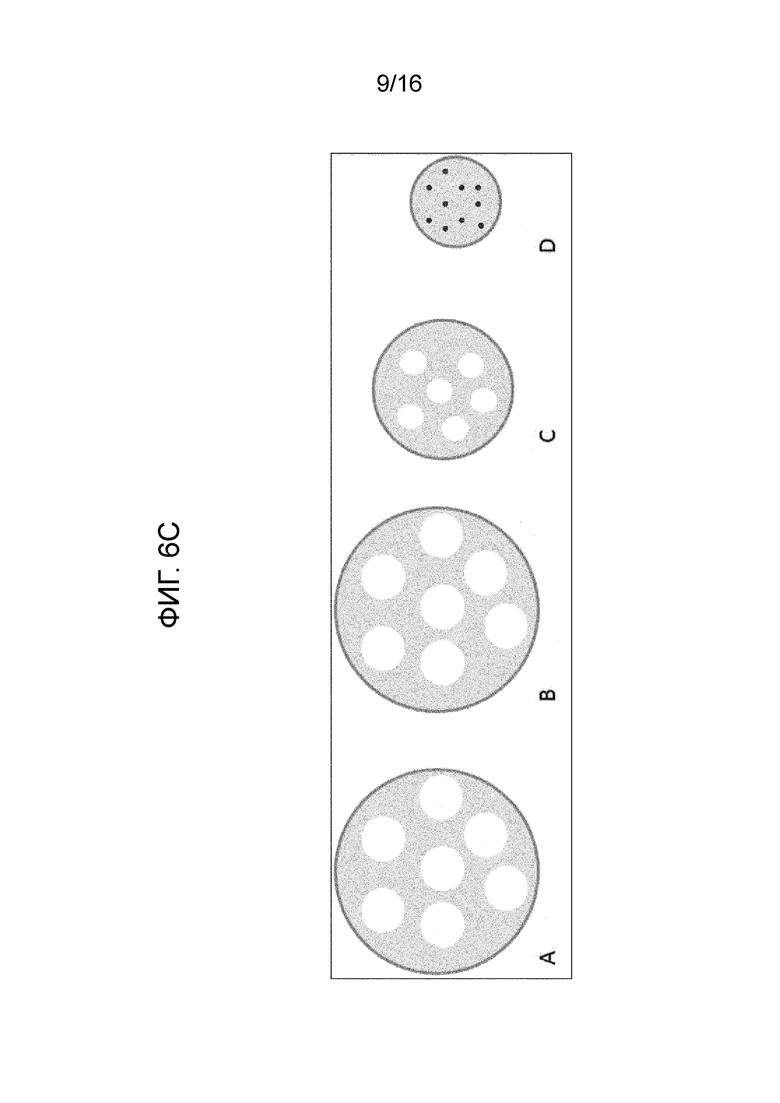
Фигура 6 иллюстрирует стадию экспандирования (моделирования, соответствующие примеру 1 изобретения) в жидкости и в газовой среде. Фигура 6А иллюстрирует количество СО2, поглощенное в гранулах TPU (г СО2/кг TPU), в зависимости от продолжительности сбрасывания давления. Фигура 6В иллюстрирует плотность бисерин TPU (кг/м3) в зависимости от продолжительности сбрасывания давления. Фигура 6С иллюстрирует различные характеристики материала TPU (бисерин) после моделирований стадии экспандирования в жидкости (А, В) или в газовой среде (C, D) в предположении быстрого (А, С) или медленного (B, D) технологического процесса. Соответствующие точки также были указаны и на фигурах 6А и 6В.
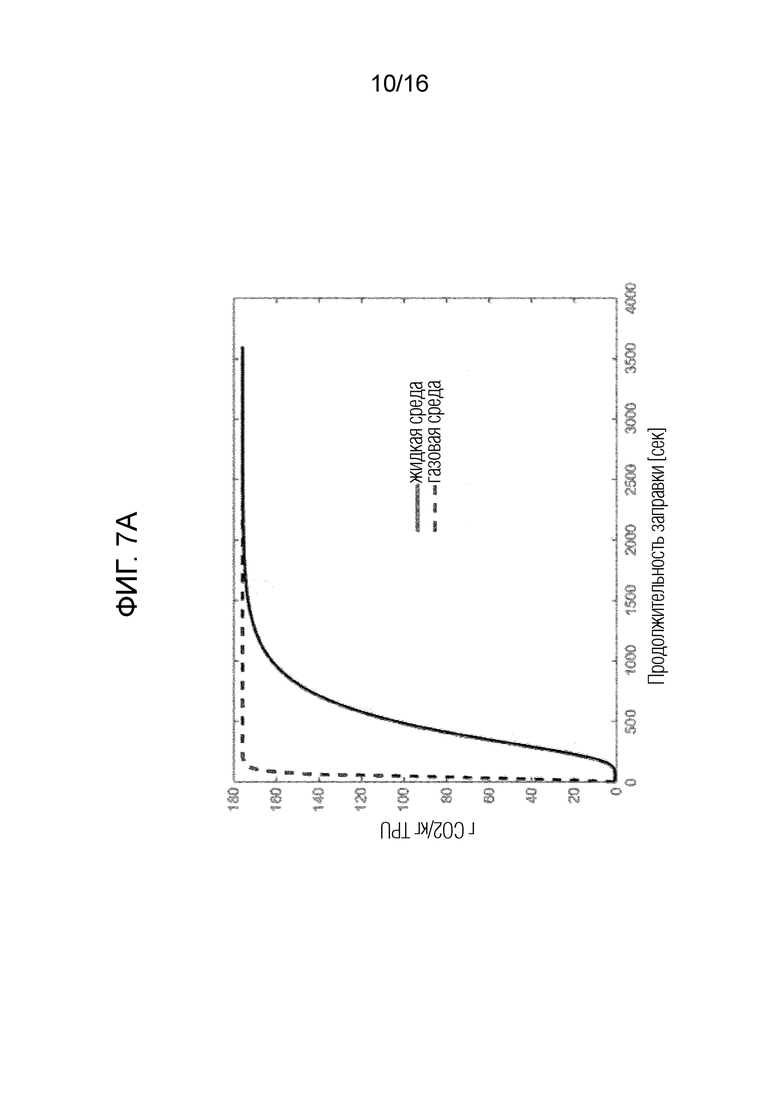
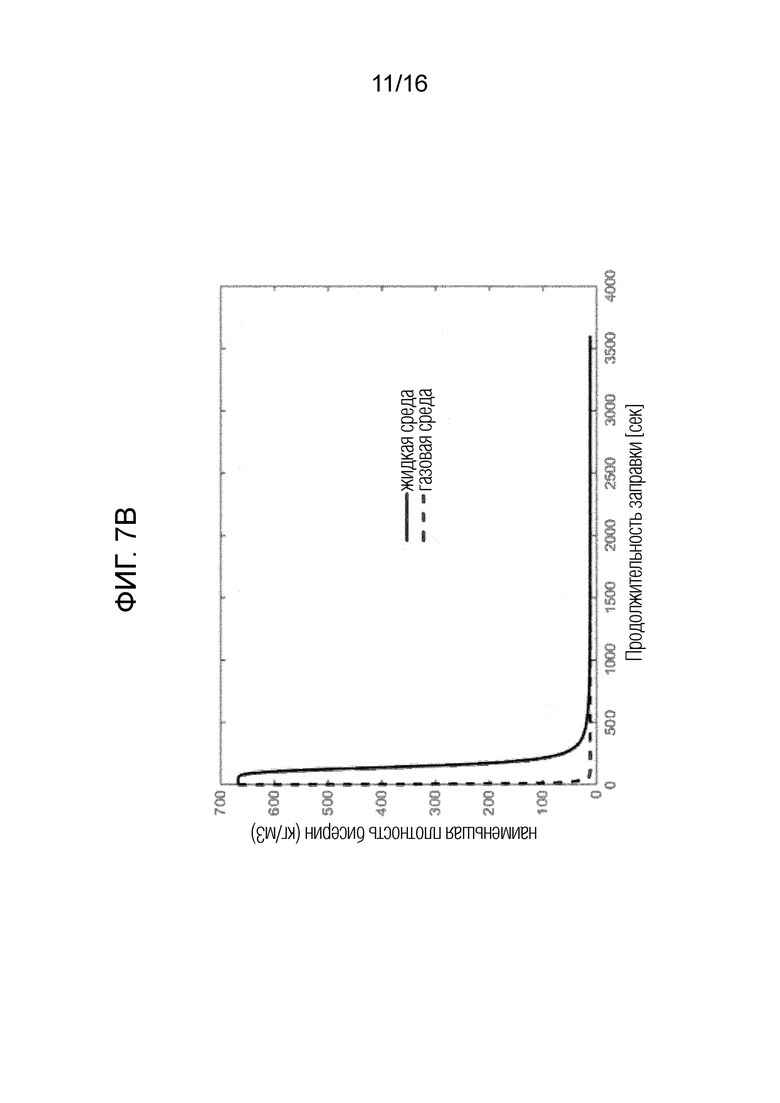
Фигура 7 иллюстрирует стадию заправки (моделирования, соответствующие примеру 2 изобретения) в жидкости и в газовой среде. Фигура 7А иллюстрирует количество СО2, поглощенное в гранулах TPU (г СО2/кг TPU), в зависимости от продолжительности заправки. Фигура 7В иллюстрирует плотность бисерин TPU (кг/м3) в зависимости от продолжительности заправки.
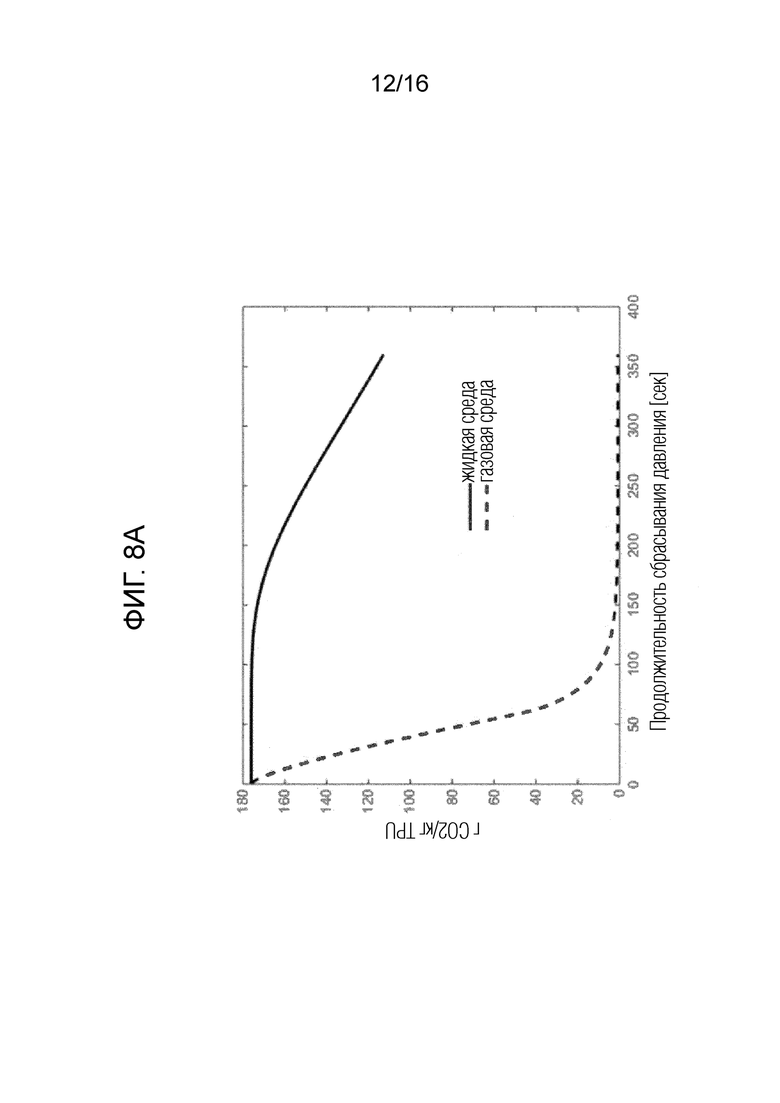
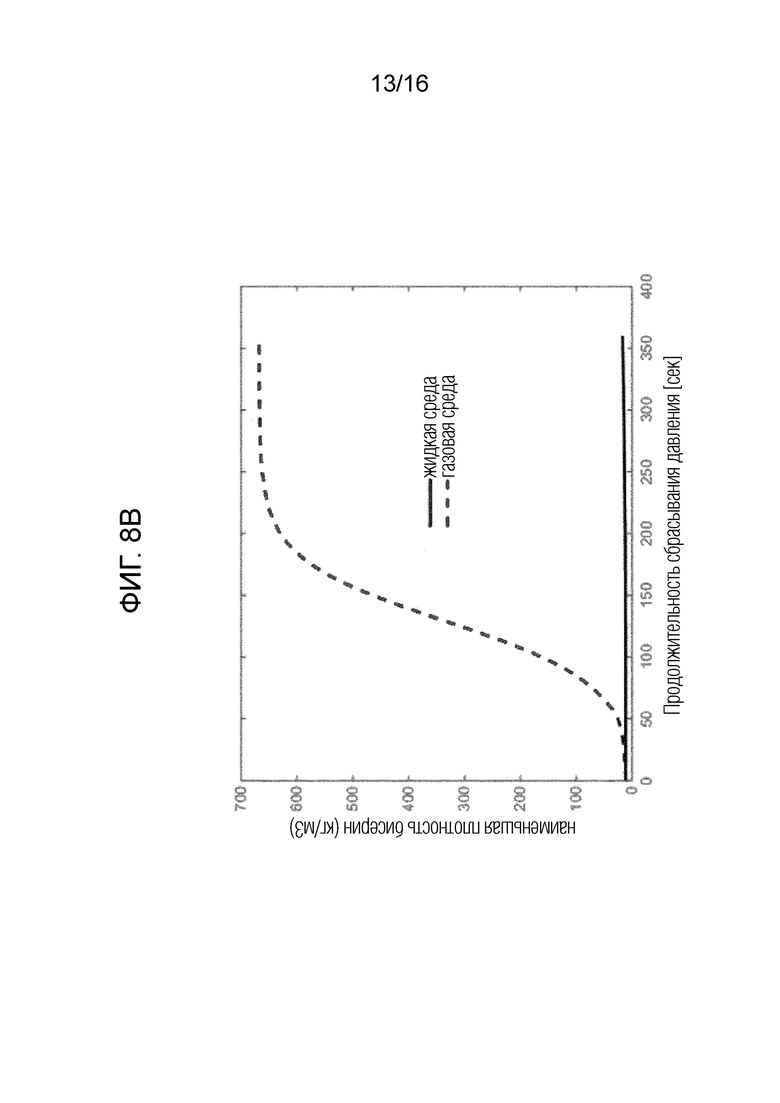
Фигура 8 иллюстрирует стадию экспандирования (моделирования, соответствующие примеру 2 изобретения) в жидкости и в газовой среде. Фигура 8А иллюстрирует количество СО2, поглощенное в гранулах TPU (г СО2/кг TPU), в зависимости от продолжительности сбрасывания давления. Фигура 8В иллюстрирует плотность бисерин TPU (кг/м3) в зависимости от продолжительности сбрасывания давления.
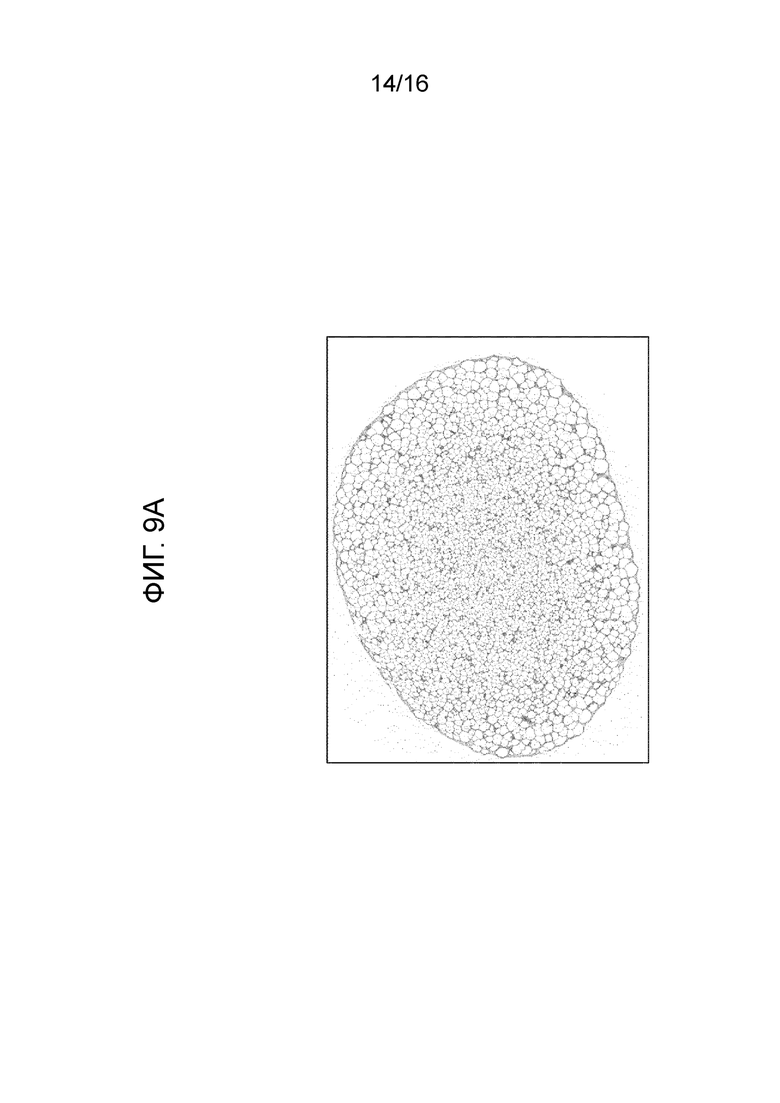
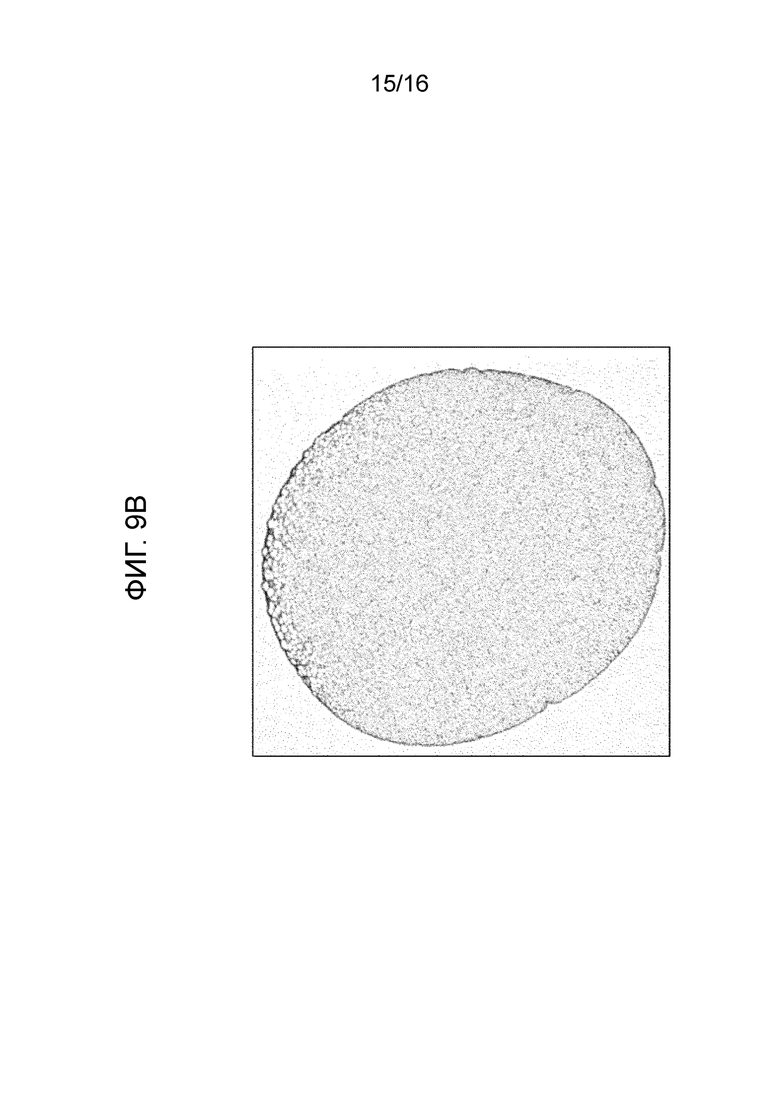
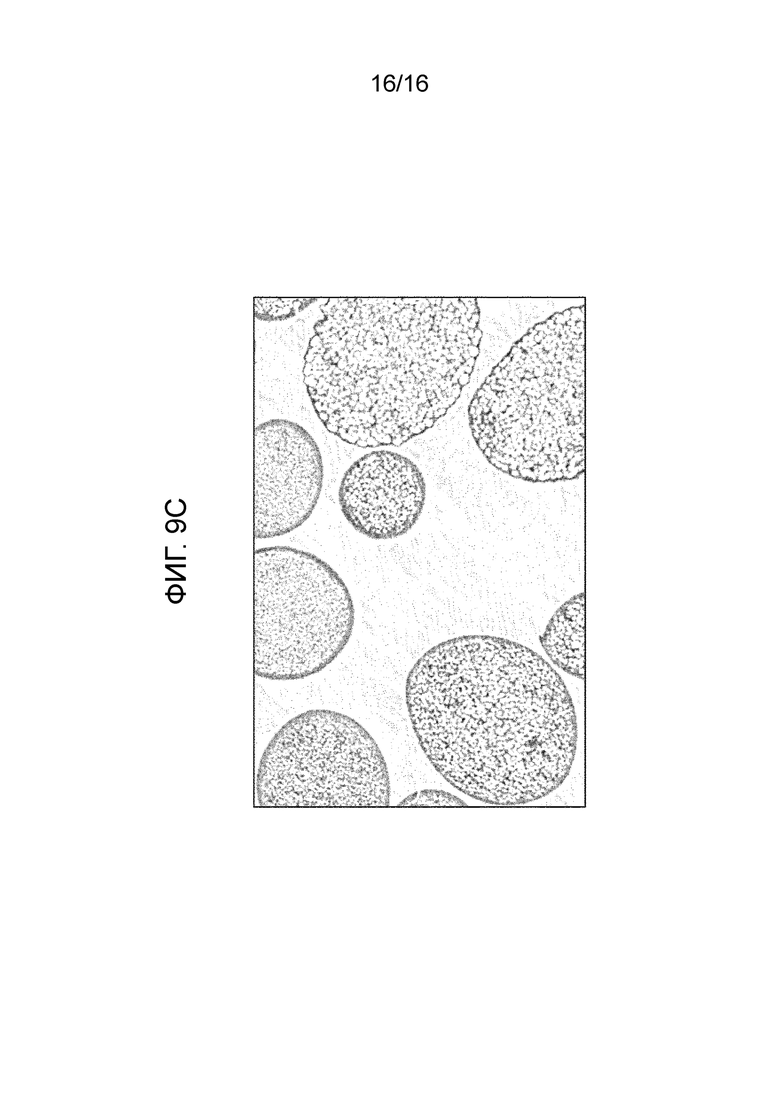
Фигуры 9А, 9В и 9С: поперечные сечения бисерин полимера еTPU, подвергнутого порообразованию в соответствии с изобретением, (полученные при использовании КТ-визуализации).
ПРИМЕРЫ
Примеры моделирования: иллюстрирование поглощения газа во время стадии заправки и диффузионную утечку во время стадии экспандирования (моделирование) при сопоставлении эффектов для жидкости и газовой среды.
Численная экспериментальная модель представляет собой моделирование диффундирования в сферическом домене гранулы TPU, имеющей радиус 1 мм и окруженной слоем жидкости с толщиной 5 мм. Отсутствуют какие-либо смешивание, набухание полимера, зародышеобразование, температура выдерживается постоянной, свойства материала не зависят от давления и растворенной концентрации.
Пример 1
Вводная информация: коэффициент диффузии в полимере TPU: 2 10-9 м2/сек, коэффициент диффузии в жидкости: 3 10-9 м2/сек, растворимость в полимере TPU: 2 10- 4 моль/м3-Па, растворимость в жидкости: 10-4 моль/м3-Па.
Моделирование стадии заправки (фигура 5) начинается с гранулы TPU в равновесии с атмосферой при 105 Па СО2, после чего давление линейно изменяют вплоть до 2 107 Па СО2.
Моделирование стадии экспандирования (фигура 6) начинается с гранулы TPU в равновесии с атмосферой при 2 107 Па СО2, после чего давление сбрасывают до 105 Па СО2.
Как это продемонстрировано, среднеобъемный уровень содержания СО2 (фигуры 5А+6А) в грануле является намного быстрее изменяющимся в газовой среде (пунктирные линии), в то время как его эволюция в жидкой среде (сплошные линии) является намного более медленной.
Нижнее предельное значение для конечной плотности гранул (фигуры 5В+6В), которая представляет собой меру качества шарики, может быть выведено из уровня содержания СО2 - чем более высоким будет уровень содержания в точке улавливания, тем меньшей может оказаться конечная плотность. Для вычислений минимальной достижимой плотности принималось то, что после указанной продолжительности заправки/сбрасывания давления весь остающийся уровень содержания СО2 улавливается и полностью превращается в газ, заполняющий пузырьки, (это исключает дальнейшее улетучивание газа, конденсирование какого-либо газа, остающегося в матрице).
Заключение: в способе, соответствующем изобретению, выбирают среду с наиболее быстрой заправкой (фигура 5), то есть, газовую текучую среду, и среду сбрасывания давления, которая дает наименьшую потенциальную плотность (фигура 6), то есть, жидкость.
Пример 2 (использование более проницаемого материала TPU)
Вводная информация: коэффициент диффузии в полимере TPU: 4 10-9 м2/сек, коэффициент диффузии в жидкости: 12 10-9 м2/сек, растворимость в полимере TPU: 2 10-4 моль/м3-Па, растворимость в жидкости: 10-4 моль/м3-Па.
Моделирование стадии заправки (фигура 7) начинается с гранулы TPU в равновесии с атмосферой при 105 Па СО2, после чего давление линейно изменяют вплоть до 2 107 Па СО2.
Моделирование стадии экспандирования (фигура 8) начинается с гранулы TPU в равновесии с атмосферой при 2 107 Па СО2, после чего давление сбрасывают до 105 Па СО2.
Как это также продемонстрировано в данном случае, среднеобъемный уровень содержания СО2 (фигуры 7А+8А) в грануле является намного быстрее изменяющимся в газовой среде (пунктирные линии), в то время как его эволюция в жидкой среде (сплошные линии) является намного более медленной.
Нижнее предельное значение для конечной плотности гранул (фигуры 7В+8В), которая представляет собой меру качества шарика, может быть выведено из уровня содержания СО2 - чем более высоким будет уровень содержания в точке улавливания, тем меньшей может оказаться конечная плотность. Для вычислений минимальной достижимой плотности в данном случае также принималось то, что после указанной продолжительности заправки/сбрасывания давления весь остающийся уровень содержания СО2 улавливается и полностью превращается в газ, заполняющий пузырьки, (это исключает дальнейшее улетучивание газа, конденсирование какого-либо газа, остающегося в матрице).
В данном случае может быть сделано подобное заключение: в способе, соответствующем изобретению, выбирают среду с наиболее быстрой заправкой (фигура 7), то есть, газовую текучую среду, и среду сбрасывания давления, которая дает наименьшую потенциальную плотность (фигура 8), то есть, жидкость.
Экспериментальные примеры: иллюстрирование способа, соответствующего изобретению, и полученных экспандированных термопластичных (полиуретановых) бисерин.
Провели три эксперимента, иллюстрирующие и подтверждающие технологический процесс, соответствующий изобретению.
Использовали два размера в значительной степени сферических гранул TPU:
1. «обычные» гранулы, имеющие диаметр в диапазоне от 2 до 3 мм, (используются в эксперименте А и В) и
2. «микрогранулы», имеющие диаметр в диапазоне приблизительно от 0,2 до 0,3 мм, (используются в эксперименте С).
Для всех 3 экспериментов два соединенных (разделение клапаном) цилиндрических контейнера (1 литр) нагревали до 130°С. Один контейнер заполняли водой и повышали в нем давление (до 145 бар СО2 для эксперимента А и до 250 бар СО2 для экспериментов В и С).
Другой контейнер загружали при использовании приблизительно 30 г гранул/микрогранул и заправляли до того же самого давления.
Емкости выдерживали на протяжении 30 минут (для экспериментов А и В)/15 минут (для эксперимента С) в данных условиях для обеспечения насыщения гранул.
Впоследствии в емкость, содержащую гранулы, переводили воду на протяжении 1 минуты (для экспериментов А и В)/16 минут (для эксперимента С).
В экспериментах А и С в результате добавления воды тонкой струей на протяжении более продолжительного периода достигали лучшей степени насыщения воды по СО2 при одновременном воздействии высокого давления СО2. Это не ухудшало насыщения гранул по СО2, поскольку микрогранулы являются меньшими по размеру и, таким образом, достигают насыщения быстрее, чем обычные гранулы. Совокупную продолжительность эксперимента выдерживали той же самой для получения сопоставимой термической предыстории.
В заключение, во всех 3 экспериментах давление стравливают во временной шкале, соответствующей приблизительно 5 сек, что вызывает зародышеобразование пузырьков и экспандирование.
На фигуре 9 включаются полученные в результате КТ-анализа изображения для результатов каждого эксперимента (черным изображается фракция твердого вещества).
Фигуры 9А и 9В иллюстрируют экспандированные термопластичные шарики, имеющие своим происхождением «обычные» гранулы, имеющие диаметр в диапазоне от 2 до 3 мм, (используется в экспериментах А и В).
Фигура 9С иллюстрирует экспандированные термопластичные шарики, имеющие своим происхождением «микрогранулы», имеющие диаметр в диапазоне приблизительно от 0,2 до 0,3 мм, (используется в эксперименте С).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОКРАШИВАНИЯ И ВСПЕНИВАНИЯ ТЕРМОПЛАСТИЧНОГО ПОЛИУРЕТАНА | 2017 |
|
RU2759926C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕН НА ОСНОВЕ ТЕРМОПЛАСТИЧНЫХ ПОЛИУРЕТАНОВ | 2016 |
|
RU2698813C2 |
| ПРОСТОЙ ИЛИ ЦВЕТНОЙ КАРАНДАШ | 2015 |
|
RU2689207C2 |
| ЭКСПАНДИРУЕМАЯ ВИНИЛАРОМАТИЧЕСКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, ОБЛАДАЮЩАЯ УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ И ИЗОЛИРУЮЩИМИ СВОЙСТВАМИ | 2019 |
|
RU2799780C2 |
| МЕЛКОДИСПЕРСНЫЙ ПОРОШОК ЭКСПАНДИРУЕМОГО ФУНКЦИОНАЛЬНОГО СОПОЛИМЕРА ТFE, ЭКСПАНДИРОВАННЫЕ ФУНКЦИОНАЛЬНЫЕ ПРОДУКТЫ, ПОЛУЧЕННЫЕ ИЗ НЕГО, И РЕАКЦИЯ ЭКСПАНДИРОВАННЫХ ПРОДУКТОВ | 2010 |
|
RU2500692C2 |
| УСТОЙЧИВЫЙ К ЗАГРЯЗНЕНИЮ, ВОЗДУХОПРОНИЦАЕМЫЙ ТКАНЕВЫЙ СЛОИСТЫЙ МАТЕРИАЛ И ОДЕЖДА ИЗ НЕГО | 2011 |
|
RU2527989C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВОГО КАБЕЛЯ, ИМЕЮЩЕГО ТЕРМОПЛАСТИЧНЫЙ ЭЛЕКТРОИЗОЛЯЦИОННЫЙ СЛОЙ | 2012 |
|
RU2590904C1 |
| БАЛЛИСТИЧЕСКИЕ ПАНЕЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2562794C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 1995 |
|
RU2086576C1 |
| ОГНЕСТОЙКАЯ ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2535953C2 |
Изобретение относится к способу производства экспандированного термопластичного полимерного (eTP) материала. Техническим результатом является улучшение терморегулирования, использование предпочтительно экологически безвредных вспенивающих газов, исключение анизотропии и слипания eTP во время переработки и уменьшение продолжительности стадии заправки. Технический результат достигается способом, который включает стадию получения материала неэкспандированного термопластичного полимера (ТР) и затем расположения неэкспандированного полимера ТР в автоклаве. При этом автоклав частично заполнен жидкостью, а материал не находится в контакте с этой жидкостью. После этого увеличивают давление в автоклаве в результате введения газовой текучей среды при температуре в автоклаве, меньшей, чем температура плавления термопластичного полимера. После этого проводят стадию заправки для обеспечения достижения материалом неэкспандированного полимера ТР состояния насыщения. Затем проводят утопление материала насыщенного полимера ТР в жидкости. После этого уменьшают давление в автоклаве таким образом, чтобы материал утопленного полимера ТР подвергался бы экспандированию с образованием материала еТР. 14 з.п. ф-лы, 9 ил., 2 пр.
1. Способ производства экспандированного термопластичного полимерного (eTP) материала (8), при этом упомянутый способ включает, по меньшей мере, следующие стадии:
- получение материала неэкспандированного термопластичного полимера (ТР) (3, 33), а после этого
- расположение неэкспандированного полимера ТР в автоклаве (1, 31), при этом упомянутый автоклав частично заполнен жидкостью (5, 35), а материал не находится в контакте с упомянутой жидкостью, а после этого
- увеличение давления в автоклаве в результате введения по меньшей мере одной газовой текучей среды (7) при температуре в автоклаве, меньшей, чем температура плавления термопластичного полимера, а после этого
- стадию заправки для обеспечения достижения материалом неэкспандированного полимера ТР (3) состояния насыщения (6, 36), а после этого
- стадию утопления для утопления материала насыщенного полимера ТР (6) в жидкости, а после этого
- стадию экспандирования для уменьшения давления в автоклаве таким образом, чтобы материал утопленного полимера ТР подвергался бы экспандированию с образованием материала еТР (8).
2. Способ по п. 1, где газовые текучие среды выбирают из N2 и/или СО2.
3. Способ по п. 1 или 2, где газовые текучие среды включают низкотеплопроводящие газы, выбираемые из гидрохлорфторуглеродов (HCFC), хлорфторуглеродов (CFC), гидрохлорфторолефинов (HCFO), гидрофторолефинов (HFO), (цикло)алканов, таких как (цикло)пентан, и/или благородных газов, таких как криптон, аргон и ксенон.
4. Способ по любому из пп. 1-3, где жидкость в автоклаве является реакционноспособной или нереакционноспособной по отношению к термопластичному полимеру (ТР).
5. Способ по любому из пп. 1-4, где термопластичный полимер (ТР) является реакционноспособным или делается реакционноспособным по отношению к жидкости в автоклаве.
6. Способ по любому из пп. 1-5, где газовые текучие среды в автоклаве, кроме того, содержат добавки, которые являются реакционноспособными по отношению к термопластичному полимеру (ТР) и могут в результате приводить к модифицированию термопластичного полимера во время стадии заправки.
7. Способ по любому из пп. 1-6, где жидкость в автоклаве, кроме того, содержит добавки, которые являются реакционноспособными по отношению к термопластичному полимеру (ТР) и могут в результате приводить к модифицированию термопластичного полимера во время стадии утопления.
8. Способ по любому из пп. 1-7, где материал термопластичного полимера (ТР) представляет собой термопластичный полиуретан (TPU).
9. Способ по любому из пп. 1-8, где материал термопластичного полимера (ТР) представляет собой гранулы TPU, характеризующиеся средним диаметром в диапазоне от 0,2 до 10 мм.
10. Способ по любому из пп. 1-8, где материал термопластичного полимера (ТР) представляет собой гранулы TPU, характеризующиеся средним диаметром в диапазоне от 0,5 до 5 мм.
11. Способ по любому из пп. 1-10, где стадия увеличения давления в автоклаве является такой, чтобы давление в автоклаве было бы большим, чем предельные значения для сверхкритического состояния газовых текучих сред, находясь в диапазоне 1-25 МПа.
12. Способ по любому из пп. 1-10, где стадия увеличения давления в автоклаве является такой, чтобы давление в автоклаве было бы большим, чем предельные значения для сверхкритического состояния газовых текучих сред, находясь в диапазоне 5-25 МПа.
13. Способ по любому из пп. 1-12, где температура в автоклаве является большей, чем предельные значения для сверхкритического состояния газовых текучих сред, и меньшей, чем температура плавления термопластичного материала.
14. Способ по любому из пп. 1-12, где температура в автоклаве находится в диапазоне 30-250°С.
15. Способ по любому из пп. 1-14, где стадию обеспечения достижения материалом термопластичного полимера состояния насыщения проводят при регулируемых давлении и температуре в автоклаве вплоть до достижения получения материала насыщенного термопластичного полимера.
| JP 11170288 A, 29.06.1999 | |||
| JP 2004058387 A, 26.02.2004 | |||
| US 3817811 A1, 18.06.1974 | |||
| US 2014275306 A1, 18.09.2014 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ НА ОСНОВЕ ВСПЕНЕННОГО ПОЛИМЕРА | 2004 |
|
RU2323824C2 |

