Настоящее изобретение относится к способу производства компонента в результате дополнительной формовки предварительно сформованного контура заготовки в соответствии с ограничительной частью пункта 1 формулы изобретения патента. Способ изобретения в сопоставлении с известными способами производства компонента, тем самым, характеризуется, в частности, увеличенной свободой выбора проектных решений во время технологического процесса формовки, в частности, краевых областей заготовки, подвергнутых поперечной резке.
В следующем далее изложении термины «заготовка» или «листовая металлическая заготовка» должны пониматься как относящиеся к отрезанному куску листового металла, в частности, листовой стали. Листовые металлические заготовки могут не иметь нанесенного покрытия или могут быть снабжены металлическим и/или органическим коррозионностойким покрытием.
В следующем далее изложении термин «компонент» должен пониматься как относящийся к компоненту, который производят из листовой металлической заготовки в результате формовки при использовании формообразующей оснастки при температуре окружающей среды. Листовые металлические материалы включают любые формуемые металлические материалы, однако, в частности сталь.
Такие компоненты преимущественно используют при конструировании автомобилей, но также возможными являются и области применения в промышленности бытовых электроприборов, при разработке механического оборудования или строительстве гражданских сооружений или в их сфере.
Демонстрирующий яростную конкуренцию автомобильный рынок принуждает изготовителей к проведению непрерывного поиска решений, направленных на уменьшение расходов для их парка транспортных средств при одновременном сохранении наивысших возможных комфорта и защиты пассажиров. Критическую роль, тем самым, играют не только экономия массы всех компонентов транспортного средства, но также и наиболее выгодные характеристики отдельных компонентов при высоком статическом и динамическом напряжении во время эксплуатации, а также в случае аварии.
Поставщики исходного материала предпринимают попытки по удовлетворению потребностей в необходимых материалах в результате уменьшения толщин стенок из высокопрочных и сверхвысокопрочных сталей при одновременном в то же самое время улучшении характеристик компонента во время производства и эксплуатации.
Поэтому данные стали должны удовлетворять сравнительно жесткие потребности применительно к прочности, деформируемости, вязкости, энергопоглощающей способности и противокоррозионной стойкости, а также их обрабатывемости, например, во время холодной формовки по отношению к усталостным характеристикам и во время сварки.
В числе вышеуказанных аспектов все большую важность приобретает производство компонентов из сталей повышенной и высокой прочности, характеризующихся пределами текучести, составляющими более чем 400 МПа, в выгодном случае находящимися в диапазоне от более чем 600 или более чем 800 МПа до приблизительно 1800 МПа или даже более того.
Для производства компонента, как это известно, сначала проводят резку по размеру листовой металлической заготовки из горячекатаной или холоднокатаной полосы при комнатной температуре. Технологические процессы резки зачастую включают технологические процессы механического разделения, такие как, например, поперечная резка или пробивка, но также и менее широко распространенные технологические процессы термического разделения, такие как, например, лазерная резка. Технологические процессы термического разделения являются значительно более высокозатратными в сопоставлении с технологическими процессами механического разделения, так что их использование предусматривается только в исключительных случаях.
После резки отрезанную заготовку располагают в формообразующей оснастке и на одно- или многоступенчатых стадиях формовки производят готовый компонент, такой как, например, рама шасси.
Во время операции формовки кромки от резки, в частности, при их подъеме или расположении ориентированными вверх, например, в ходе операций по отбортовке в перфорированных заготовках, в особенности сильно подвергаются воздействию напряжения.
До операции формовки в отношении заготовки воплощают различные другие необязательные стадии изготовления, такие как, например, операции пробивки и резки.
Кромки от резки могут иметь различные предварительные повреждения. Они обуславливаются, с одной стороны, деформационным упрочнением материала в результате механического разделения, которое представляет собой полное деформирование вплоть до разделения материала. С другой стороны, может встречаться эффект надреза, что обуславливается топографией поверхности резки.
В особенности в случае сталей, рассматриваемых в данном случае, во время технологических процессов последующей формовки, таким образом, встречается увеличенная вероятность растрескивания в краевых областях данных кромок от резки.
Вышеупомянутые предварительные повреждения кромок листа могут приводить к преждевременным отказам во время операций последующей формовки или во время эксплуатации компонента.
Испытание для характеристик формовки резаных кромок листового металла в отношении их чувствительности к растрескиванию на кромке проводят при использовании испытания на раздачу отверстия в соответствии с документом ISO 16630. Испытание на раздачу отверстия включают введение в листовой металл круглого отверстия в результате поперечной резки, где данное круглое отверстие после этого расширяют при использовании конического пуансона. Измеренная переменная представляет собой изменение диаметра отверстия по отношению к первоначальному диаметру и является соразмерной с возникновением первой трещины на кромке отверстия для кромки от резки.
Для сведения к минимуму описанной выше чувствительности к растрескиванию на кромке во время холодной формовки кромок листов, подвергнутых поперечной резке или пробивке, известны подходы, например, включающие изменение композиции сплава и переработку материала (например, целенаправленное корректирование оптимизированной микроструктуры) или относящиеся к организации технологического процесса во время холодной обрезки заготовки (например, в результате модифицирований зазора при резке, скорости, множественной обрезки и тому подобного).
Данные меры являются либо дорогостоящими и сложными (например, многоступенчатые операции резки, техническое обслуживание оснастки для трехмерной резки и тому подобное), либо пока еще не приводят к получению оптимальных результатов.
Кроме того, из выложенной публикации DE 10 2009 049 155 А1 известны нагревание по меньшей мере области кромки от резки до определенной температуры и осуществление технологического процесса резки при данной температуре в целях улучшения деформируемости резаных кромок и, тем самым, уменьшения или избегания деформационного упрочнения в области кромки от резки. Недостаток в данном случае заключается, с одной стороны, в требуемой высокой технической и экономической сложности нагревания листового металла, а, с другой стороны, в форсированном сочетании нагревания заготовки с непосредственно следующим далее технологическим процессом резки, что, таким образом, делает производство негибким.
В публикации DE 10 2011 121 904 A1, кроме того, раскрываются холодная формовка подвергнутого поперечной резке листа и до дальнейших методик формовки локальное нагревание областей, подвергшихся деформационному упрочнению, при использовании лазера в целях частичного размягчения. Недостаток в данном случае заключается, в частности, в локальном размягчении, что представляет собой неоднородность применительно к часто использующемуся высокопрочному и сверхвысокопрочному материалу, в особенности в ситуациях воздействия напряжения и при осциллирующем напряжении. В дополнение к этому, неясно, где точно должно иметь место нагревание, и как фактически должно быть воплощено локальное нагревание с последовательностью по температуре и времени. Кроме того, неясно и то, как и в какой степени частичное размягчение способно улучшить деформируемость уже холодноформованного листового металла.
В публикации DE 10 2014 016 614 A1 описывается способ производства компонента в результате формовки заготовки из стали, где отрезанную заготовку после необязательных операций пробивки и/или резки в областях кромок, подвергнутых поперечной резке, подвергают кратковременной температурной обработке (на протяжении максимально 10 сек) при по меньшей мере 600°С. После этого подвергнутые термической обработке кромки подвергают холодной формовке в любой момент времени после нагревания. Даже несмотря на то, что данный способ в основном способен увеличивать деформируемость деформационно-упрочненных кромок листов, подвергнутых механическому разделению, в сопоставлении с другими прежде известными способами, по вышеуказанным причинам все еще желательной является реализация еще более высокой деформируемости кромок, подвергнутых поперечной резке.
Поэтому задача настоящего изобретения заключается в предложении альтернативного способа производства холодноформованного компонента из листовой металлической заготовки, подвергнутой поперечной резке при комнатной температуре, где данный компонент в сопоставлении с обычными способами характеризуется увеличенной деформируемостью и уменьшенной чувствительностью к растрескиванию, предпочтительно в краевых областях заготовки, которые находятся под воздействием интенсивного напряжения в результате проведения операций резки или пробивки, во время технологического процесса последующей холодной формовки.
Изобретение разрешает данную проблему при использовании признаков из формулы изобретения, а в частности, при использовании способа производства компонента в результате дополнительной формовки уже предварительно сформованного контура заготовки, где заготовку, предварительно отрезанную по размеру при температуре окружающей среды от полосы или листового металла, подвергают после необязательных дополнительных стадий изготовления, проводимых при температуре окружающей среды, таких как, например, операции пробивки или резки для реализации углублений или отверстий, в выбранных краевых областях, которые подверглись деформационному упрочнению в результате проведения операций пробивки или резки для получения предварительно сформованного контура, операции первой формовки при температуре окружающей среды, где данный способ характеризуется тем, что необязательно уже краевые области, предназначенные для проведения операции формовки, но по меньшей мере краевые области, которые уже были подвергнуты операции первой формовки, нагревают до температуры, составляющей по меньшей мере 600°С, на протяжении периода времени, составляющего максимально 10 сек, и краевые области подвергают в любой момент времени после проведения термической обработки операции второй формовки или операциям дополнительной формовки при температуре окружающей среды совместно, соответственно, с проведением предшествующих термических обработок.
В качестве температуры окружающей среды рассматриваются как комнатная температура, например, 20°С, так и температура формообразующей оснастки. Температура формообразующей оснастки может находиться значительно выше комнатной температуры.
Как это продемонстрировали испытания, нежелательное, но неизбежное деформационное упрочнение механически резаных кромок, которое становится еще более явно выраженным в технологическом процессе последующей формовки для краевых областей, может быть значительно уменьшено или даже устранено в результате проведения температурной обработки только подвергшихся воздействию напряжения краевых областей при по меньшей мере 600°С. Для данной цели достаточной является очень кратковременная температурная обработка на протяжении максимально 10 сек, в частности, от 0,02 до 10 секунд или даже от 0,1 до 2 сек.
Как это теперь было установлено, деформируемость материала, которая исчерпывается или по меньшей мере ограничивается в результате поперечной резки и формовки краевых областей, регенерируется полностью, в большой степени или по меньшей мере пропорционально в результате проведения упомянутой температурной обработки. В результате предварительно сформованные контуры могут быть сформованы или дополнительно сформованы еще раз после проведения кратковременной температурной обработки при по меньшей мере 600°С без увеличения риска трещинообразования в краевых областях. Вследствие проведения температурной обработки краевых областей предварительно сформованного контура не только исключается нежелательное деформационное упрочнение, но также и устраняются повреждения микроструктуры материала, а также неблагоприятные изменения контура, такие как микротрещины, так что материал, деформируемость которого почти что исчерпывается прежде, может быть дополнительно сформован после проведения температурной обработки без каких-либо опасений. Поэтому соответствующая изобретению последовательность из операции первой формовки, температурной обработки и операции второй формовки делает возможным получение значительно большего потенциала формовки материалов, чем это могут обеспечить обычные способы.
Как следствие проведения операции второй формовки возможный вариант осуществления способа, соответствующего изобретению, может уже в результате приводить к реализации желательного компонента.
В качестве альтернативного варианта, в соответствии с еще одним вариантом осуществления способа за операцией второй формовки может следовать любое количество стадий, в частности, две, три или четыре стадии, в виде стадий дополнительной формовки краевых областей при комнатной температуре, где каждой из стадий дополнительной формовки также предшествует дополнительная температурная обработка краевых областей при по меньшей мере 600°С на протяжении периода времени, составляющего максимально 10 сек, в частности, находящегося в диапазоне от 0,02 до 10 или от 0,1 до 2 сек. Данным образом компонент может быть произведен в ходе многостадийного технологического процесса, при котором нежелательные свойства материала, получающиеся в результате деформационного упрочнения, в частности, увеличенная чувствительность к растрескиванию, встречаются в материале на каждой стадии формовки, однако, исключаются снова или по меньшей мере значительно уменьшаются в результате проведения последующей температурной обработки.
Поэтому за операцией второй формовки в соответствии с данным вариантом осуществления способа изобретения может следовать любое количество чередующихся стадий формовки и термической обработки, в результате чего, в конечном счете, получают желательный компонент.
Отдельные стадии формовки и температурной обработки способа, соответствующего изобретению, могут быть воплощены в любой момент времени, то есть, при разнесении по времени друг от друга.
Способ, соответствующий изобретению, является в особенности хорошо применимым для любых кромок материала, подвергнутого поперечной резке, в частности, пробитых отверстий и кромок, имеющих любой контур. В результате увеличенной деформируемости в соответствии с изобретением становится возможным также и производство сложных геометрий, которые требуют, например, проведения нескольких стадий формовки. Даже сложные компоненты могут быть произведены как единое целое при исключении потребности в дополнительных операциях соединения.
В способе, соответствующем изобретению, термическую обработку предпочтительно воплощают по всей толщине заготовки и в направлении плоскости заготовки в области, которая соответствует, самое большее, ее толщине. Продолжительность термического воздействия, тем самым, зависит от типа технологического процесса термической обработки.
Само нагревание может быть воплощено любым желательным образом, например, в результате кондуктивного нагревания, индукционного нагревания, радиационного нагревания или в результате проведения лазерной обработки. В особенности хорошо подходящим для использования при проведении температурной обработки является кондуктивное нагревание в соответствии с использованием, например, в автомобильной промышленности во множестве случаев, как это демонстрируется примером швов точечной сварки.
В выгодном случае подходящим для использования является применение машины для точечной сварки, например, при довольно коротких временах обработки в целях обработки пробитых отверстий в заготовке, в то время как при наличии удлиненных краевых областей, подлежащих обработке, рассматриваются индукционный способ, радиационное нагревание или лазерная обработка при увеличенных временах обработки.
Таким образом, подвод тепла является очень концентрированным в краевых областях, подвергшихся воздействию поперечной резки, и поэтому сопровождается сравнительно маленьким потреблением энергии, в частности, по отношению к способам, при которых воздействию нагревания подвергается вся заготовка, или которые находят себе применение в термической обработке для снятия напряжений, которая является более времязатратной на порядки величины.
Помимо этого, технологическое окно для температуры, достигаемой в области кромки от резки, является очень большим и включает температурный диапазон от более чем 600°С вплоть до температуры солидуса, составляющей приблизительно 1500°С.
Как это дополнительно продемонстрировали испытания, исключение деформационного упрочнения является критическим моментом для значительного улучшения способности к раздаче отверстия. В дополнение к этому, термическая обработка заделывает неоднородности, такие как, например, поры, что, тем самым, оказывает положительное воздействие на топографию кромок от резки.
Это не зависит от того, проводят ли термическую обработку ниже или выше температуры превращения Ас1.
В случае проведения термической обработки выше Ас1 за обработкой будет следовать быстрое охлаждение в результате присутствия окружающего холодного материала, во время которого в сталях, способных подвергаться превращению, встречается превращение в так называемые метастабильные фазы. Получающаяся в результате микроструктура характеризуется по меньшей мере идентичной или увеличенной твердостью в сопоставлении с тем, что имеет место для области, не подвергнутой термической обработке. Например, твердость по Виккерсу увеличивается на вплоть до 1000 HV.
Превращение микроструктуры, которое обычно сопровождается увеличением твердости, как это ни удивительно, не оказывает отрицательного воздействия на способность к раздаче отверстия в сопоставлении с тем, что имеет место для первоначальной микроструктуры, вне зависимости от того, будет ли реализована более твердая и, таким образом, менее вязкая микроструктура, так что также возможными являются и температуры обработки кромок от резки вплоть до предельного значения солидуса.
В любом случае критический момент заключается в значительной степени исключения деформационного упрочнения, введенного в результате проведения операции резки.
Для защиты от окисления нагретых областей кромок от резки выгодное усовершенствование изобретения предусматривает струйное омывание данных областей при использовании инертных газов, например, аргона или азота. Струйное омывание при использовании инертного газа имеет место в течение продолжительности термической обработки, но также при необходимости может быть проведено и в дополнение к этому незадолго до начала и/или на протяжении ограниченного периода времени после проведения термической обработки.
Стадии формовки способа, соответствующего изобретению, в выгодном случае могут быть проведены при использовании формообразующей оснастки, например, цилиндрических или конических пуансонов, которые уже существуют в производстве.
В результате разнесения по времени друг от друга отдельных стадий формовки и стадий температурной обработки способа, соответствующего изобретению, при промышленном применении становится возможной в особенности высокая гибкость производственной последовательности. В случае выгодности с производственной точки зрения нагревание кромок от резки также имеет место непосредственно после стадии первой формовки или непосредственно после необязательной стадии дополнительной формовки. Для данной цели аппаратура для термической обработки может быть расположена по ходу технологического потока непосредственно ниже устройства для формовки в целях холодной формовки заготовки.
Сама заготовка может быть подвергнута, например, подвижной прокатке при различных толщинах или может быть соединена из холоднокатаной или горячекатаной полосы при идентичных или различных толщине и/или качестве. Изобретение может быть применено для горяче- или холоднокатаных стальных полос из сталей в диапазоне от мягких до высокопрочных, которые могут быть снабжены коррозионностойким слоем в виде металлического и/или органического покрытия. Металлическое покрытие может, например, содержать цинк, магний, алюминий и/или кремний или быть изготовленным из них.
Пригодность стальных полос с нанесенным покрытием для использования могут быть объяснены наличием возможности ограничения обработки кромочной области расстоянием от кромки, которое соответствует доле толщины заготовки, поскольку в данной области во время поперечной резки находится преимущественная часть повреждающего деформационного упрочнения. Таким образом, для толщин листовых металлов, соответствующих толщине в несколько миллиметров, достаточным может уже оказаться диапазон вплоть до расстояния до кромки в несколько десятков микрометров, так что, например, на эффективную противокоррозионную защиту металлического коррозионностойкого слоя не оказывается никакого воздействия или оказывается только незначительное воздействие.
В качестве сталей повышенной прочности находят себе применение все марки однофазных, а также многофазных сталей. Они включают марки микролегированных сталей повышенной прочности, а также бейнитные, ферритные или мартенситные марки и также двухфазные, многофазные стали или пнп-стали. Например, используются стали, характеризующиеся следующей далее композицией сплава при выражении в % (мас.):
С 0,01 – 0,2 %
Si 0,2 – 4,0 %
Mn 0,5 – 4,0 %
Al 0,02 – 0,1
Ti 0,0 – 0,2
V 0,0 – 0,3
Nb 0,0 – 0,1
при необязательном добавлении Cr, Ni, Mo, B, остатка в виде железа, с включением примесей, получающихся в результате плавки.
Способу, соответствующему изобретению, свойственно преимущество в сопоставлении с известными мерами, направленными на уменьшение чувствительности к растрескиванию на кромке, заключающееся в изменении в результате проведения термической обработки только микроструктуры краевых областей, подвергшихся воздействию поперечной резки, и тем самым прочность обычно не уменьшается, а увеличивается. Нечувствительность к растрескиванию на кромке в значении большей способности к раздаче отверстия может быть улучшена с коэффициентом, составляющим 3 или даже более чем 4.
В промышленной области применения способа, соответствующего изобретению, с одной стороны, значительно увеличенная деформируемость краевых областей заготовок, подвергшихся критическому воздействию поперечной резки, способна уменьшить отбраковывание сформованных компонентов, а с другой стороны, теперь можно обойтись без прежде необходимых операций соединения при использовании, например, теперь возможных операций отбортовки для реализации, например, точек опоры.
Способ, соответствующий изобретению, вследствие улучшенной деформируемости краевых областей от резки также делает возможной реализацию более сложных геометрий компонентов и таким образом, большей свободы выбора проектных решений при использовании тех же самых материалов. В дополнение к этому, усталостная прочность холодноформованного компонента, как это ожидается, не уменьшается в результате наличия реализованной микроструктуры, которая, возможно, может оказаться более твердой, но более гомогенной в сопоставлении с первоначальным состоянием, но является увеличенной в особенности в явно выраженных двухфазных микроструктурах, таких как, например, двухфазные микроструктуры.
С учетом кратковременного периода температурной обработки, составляющего максимально 10 сек, способ, соответствующий изобретению, может быть интегрирован в качестве промежуточной стадии изготовления в серийное производство, что указывает на частоту синхронизации в диапазоне от 0,1 до 10 сек. В частности, производство листовых металлических компонентов в автомобильном секторе на нескольких последовательных стадиях, таким образом, представляет собой предопределенную область применения способа, соответствующего изобретению.
Изобретение, кроме того, относится к использованию заготовки из стали для производства компонента, где заготовку, прежде отрезанную по размеру при комнатной температуре от полосы или листового металла, подвергают после необязательных дополнительных стадий изготовления, проводимых при комнатной температуре, таких как, например, операции пробивки или резки для реализации углублений или отверстий, в выбранных краевых областях, которые стали деформационно-упрочненными в результате проведения операций пробивки или резки для получения предварительно сформованного контура, операции первой формовки при комнатной температуре, и где краевые области, которые подвергались операции первой формовки, нагревают до температуры, составляющей по меньшей мере 600°С, на протяжении периода времени, составляющего максимально 10 сек, предпочтительно находящегося в диапазоне от 0,02 до 10 сек или от 0,1 до 2 сек, и краевые области подвергают операции второй формовки при комнатной температуре в любой момент времени после проведения термической обработки.
Необязательно полоса или листовой металл, от которых отрезают по размеру заготовку, использованную для производства компонента, могут быть предварительно сформованы на стадии предварительной обработки, а после этого от уже предварительно сформованных полосы или листового металла заготовка может быть отрезана тогда, когда это будет уместно по причинам изготовления. В качестве альтернативного варианта, предварительно сформована может быть уже отрезанная заготовка.
В соответствии с одним предпочтительным вариантом осуществления заготовку отрезают в результате поперечной резки, где термин «поперечная резка» включает как незамкнутые, так и замкнутые разрезы, то есть операции как резки, так и пробивки.
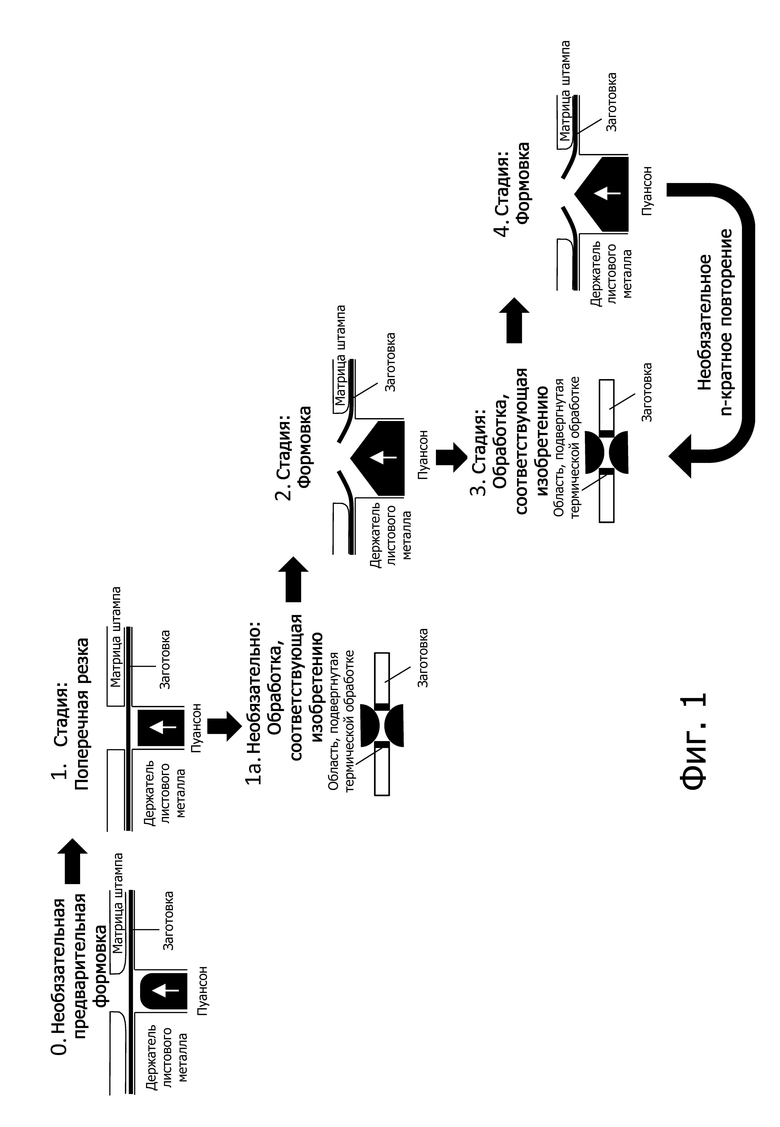
Дополнительные признаки, преимущества и детали изобретения станут очевидными исходя из следующего далее описания фигуры 1, которая демонстрирует схематическую иллюстрацию отдельных стадий способа, соответствующего изобретению.
Изображение на левой стороне фигуры 1 демонстрирует необязательную предварительную формовку заготовки, уже отрезанной по размеру в результате поперечной резки. Второе изображение слева на фигуре 1 демонстрирует пробивку отверстия в заготовке (стадия 1). После этого кромки от резки у отверстия необязательно подвергают нагреванию в соответствии с изобретением (стадия 1а). Кроме того, способ, соответствующий изобретению, включает последующую формовку заготовки в ее краевых областях для получения предварительно сформованного контура, например, неполной отбортовки (стадия 2).
Поскольку таким образом полученный предварительно сформованный контур характеризуется высоким деформационным упрочнением в краевых областях, подвергшихся воздействию поперечной резки, что во время операции дополнительной формовки, возможно, приводило бы к возникновению дефектов в материале, краевые области после этого подвергают температурной обработке в соответствии с изобретением при по меньшей мере 600°С на протяжении периода времени, доходящего вплоть до 10 секунд, в целях исключения или уменьшения деформационного упрочнения (стадия 3).
Как следствие проведения температурной обработки компонент в значительной степени восстанавливает свою деформируемость также и в подвергшихся воздействию напряжения краевых областях, так что на следующей далее стадии может иметь место новая операция дополнительной формовки (стадия 4).
В вариантах осуществления, в которых желательный компонент еще не был получен в результате проведения операции второй формовки, может быть исключено по меньшей мере частично, напряжение в материале, генерированное при проведении операции второй формовки, в результате проведения последующей температурной обработки при по меньшей мере 600°С на протяжении периода времени, составляющего максимально 10 сек, после чего может иметь место стадия третьей формовки. В случае недостижения желательного результата в результате проведения стадии третьей формовки стадии температурной обработки при по меньшей мере 600°С на протяжении периода времени, составляющего максимально 10 сек, со следующей далее стадией последующей формовки при комнатной температуре могут быть повторена так часто, как это окажется желательным.
Признаки изобретения, раскрытые в предшествующем описании изобретения, на фигуре 1 и в формуле изобретения, могут быть существенными по отдельности, а также в любых комбинациях для реализации изобретения в его различных вариантах осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ ШАССИ ИЗ МИКРОЛЕГИРОВАННОЙ СТАЛИ, ХАРАКТЕРИЗУЮЩЕЙСЯ УЛУЧШЕННОЙ ДЕФОРМИРУЕМОСТЬЮ В ХОЛОДНОМ СОСТОЯНИИ | 2017 |
|
RU2725268C1 |
| СПОСОБ ОПТИМИЗИРОВАННОГО ПРОИЗВОДСТВА КОМПОНЕНТА С ПО МЕНЬШЕЙ МЕРЕ ОДНИМ ФОРМОВАННЫМ ВСПОМОГАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2018 |
|
RU2743047C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2279487C1 |
| СПОСОБ ЗАКАЛКИ ПОД ПРЕССОМ | 2017 |
|
RU2710753C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2024 |
|
RU2837406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПУТЕМ ДЕФОРМАЦИИ СТАЛЬНОЙ ПЛАСТИНЫ И ПРИМЕНЕНИЕ СТАЛЬНОЙ ПЛАСТИНЫ ДЛЯ ДЕФОРМИРОВАНИЯ В ДЕТАЛЬ | 2015 |
|
RU2701810C2 |
| Способ получения листов из высокомарганцевой стали | 2016 |
|
RU2631069C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2563397C2 |
| ЛИСТОВАЯ УГЛЕРОДИСТАЯ СТАЛЬ С БАРЬЕРНЫМ ПОКРЫТИЕМ | 2017 |
|
RU2724752C2 |
Изобретение относится к способу производства компонента для автомобильной промышленности, или для производства бытовых электроприборов, или для разработки механического оборудования, или для строительной промышленности. Способ производства компонента включает резку по размеру заготовки из стали при температуре окружающей среды от полосы или листа стали. Заготовку из стали подвергают в упрочненных после резки краевых областях операции первой формовки при температуре окружающей среды для получения предварительно сформованного контура. Краевые области заготовки подвергают термической обработке при температуре, составляющей по меньшей мере 600°С, в течение периода времени, составляющего не более 10 сек. Краевые области заготовки в любой момент времени после проведения указанной термической обработки подвергают операции второй формовки при температуре окружающей среды. Изобретение также включает применение заготовки из стали. Техническим результатом изобретения является достижение увеличенной деформируемости и уменьшенной чувствительности к растрескиванию краевых областей заготовки из стали. 2 н. и 17 з.п. ф-лы, 1 ил.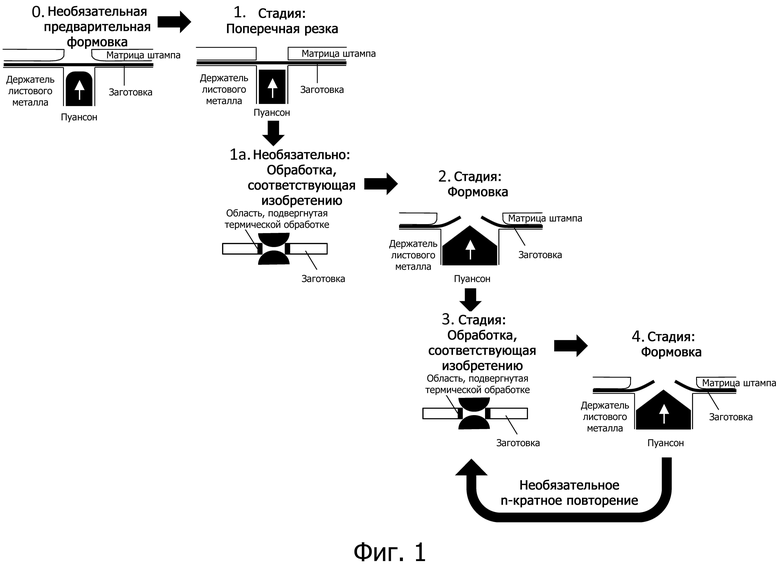
1. Способ производства компонента для автомобильной промышленности, или для производства бытовых электроприборов, или для разработки механического оборудования, или для строительной промышленности, в котором заготовку из стали, предварительно отрезанную по размеру при температуре окружающей среды от полосы или листа стали, подвергают в краевых областях, подвергшихся деформационному упрочнению в результате резки, операции первой формовки при температуре окружающей среды для получения предварительно сформованного контура, отличающийся тем, что указанные краевые области, подвергнутые операции первой формовки, подвергают термической обработке при температуре, составляющей по меньшей мере 600°С, в течение периода времени, составляющего не более 10 сек, при этом краевые области в любой момент времени после проведения указанной термической обработки подвергают операции второй формовки при температуре окружающей среды.
2. Способ по п. 1, отличающийся тем, что перед операцией первой формовки осуществляют операцию пробивки или резки, предварительно отрезанной по размеру заготовки для получения углублений или отверстий в указанной заготовке.
3. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере краевые области, которые уже были подвергнуты операции первой формовки, подвергают дополнительной термической обработке.
4. Способ по любому из пп. 1-3, отличающийся тем, что полосу или лист стали, от которых отрезают по размеру заготовку, использованную для производства компонента, предварительно формуют на стадии предварительной обработки до проведения операции первой формовки.
5. Способ по любому из пп. 1-4, отличающийся тем, что компонент получают в результате проведения операции второй формовки.
6. Способ по любому из пп. 1-5, отличающийся тем, что после операции второй формовки проводят любое количество стадий дополнительной формовки краевых областей при температуре окружающей среды, при этом каждой из стадий дополнительной формовки предшествует дополнительная термическая обработка краевых областей при по меньшей мере 600°С на протяжении периода времени, составляющего не более 10 сек.
7. Способ по любому из пп. 1-6, отличающийся тем, что краевые области, подвергающиеся операции первой формовки, подвергают термической обработке до температуры, составляющей по меньшей мере 600°С, на протяжении периода времени в диапазоне от 0,02 до 10 сек.
8. Способ по любому из пп. 1-7, отличающийся тем, что краевые области, подвергающиеся операции первой формовки, подвергают термической обработке при температуре, составляющей по меньшей мере 600°С, на протяжении периода времени в диапазоне от 0,1 до 2 сек.
9. Способ по любому из пп. 1-8, отличающийся тем, что краевые области, подвергающиеся операции первой формовки, подвергают термической обработке при температуре в диапазоне от 600°С до температуры солидуса.
10. Способ по любому из пп. 1-9, отличающийся тем, что краевые области, подвергающиеся операции первой формовки, подвергают термической обработке при температуре в диапазоне от температуры превращения Ас1 до температуры солидуса.
11. Способ по любому из пп. 1-10, отличающийся тем, что термическую обработку при температуре, составляющей по меньшей мере 600°С, осуществляют посредством индукционного нагрева, кондуктивного нагрева, радиационного нагрева или при использовании лазерного излучения.
12. Способ по любому из пп. 1-11, отличающийся тем, что заготовка имеет органическое и/или металлическое покрытие.
13. Способ по п. 12, отличающийся тем, что металлическое покрытие содержит Zn, Mg, Al и/или Si.
14. Способ по любому из пп. 1-13, отличающийся тем, что термическую обработку заготовки осуществляют, начиная от ее кромки, в направлении области, соответствующей наибольшей толщине заготовки.
15. Способ по любому из пп. 1-14, отличающийся тем, что область в окрестности места проведения термической обработки обдувают во время и необязательно до и/или после проведения термической обработки струей инертного газа для защиты от окисления.
16. Способ по любому из пп. 1-15, отличающийся тем, что используют сталь, характеризующуюся следующим составом при выражении в мас.%:
С 0,01 – 0,2
Si 0,2 – 4,0
Mn 0,5 – 4,0
Al 0,02 – 0,1
Ti 0,0 – 0,2
V 0,0 – 0,3
Nb 0,0 – 0,1,
при необязательном добавлении Cr, Ni, Mo, B, остальное является железом и неизбежными примесями.
17. Применение заготовки из стали, предварительно отрезанной по размеру от полосы или листа стали при температуре окружающей среды, подвергнутой в краевых областях, подвергшихся деформационному упрочнению в результате операции резки, операции первой формовки при температуре окружающей среды для получения предварительно сформованного контура, подвергнутой в краевых областях после операции первой формовки термической обработке путем нагрева до температуры, составляющей по меньшей мере 600°С, в течение не более 10 сек, и подвергнутой операции второй формовки при температуре окружающей среды после проведения термической обработки, в качестве заготовки для производства компонента для автомобильной промышленности, или для производства бытовых электроприборов, или для разработки механического оборудования, или строительной промышленности.
18. Применение по п. 17, отличающееся тем, что краевые области, подвергающиеся операции первой формовки, подвергают термической обработке путем нагрева при температуре, составляющей по меньшей мере 600°С, на протяжении периода времени в диапазоне от 0,02 до 10 сек.
19. Применение по п. 17 или 18, отличающееся тем, что краевые области, подвергающиеся операции первой формовки, подвергают термической обработке при температуре, составляющей по меньшей мере 600°С, на протяжении периода времени в диапазоне от 0,1 до 2 сек.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ отбортовки | 1978 |
|
SU795631A2 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| RU 22590807 C2, 10.08.1998. | |||

