Изобретение относится к области металлургии, а именно, способу получения листов из высокомарганцевой стали, используемых в областях, требующих хорошей способности к холодной формовке, в частности в автомобилестроении.
Изобретение относится к получению листов из высокомарганцевой сталей типа Fe-18Mn-xC, где х лежит в интервале от 0,3 до 0,7.
Высокомарганцевые аустенитные стали с эффектом пластичности, наведенной двойникованием, и пластичности, наведенной превращением, являются одними из наиболее перспективных материалов, используемых в автомобильной промышленности. Стали данного класса чрезвычайно пластичны и характеризуются высоким уровнем деформационного упрочнения, что делает их привлекательными для широкого применения в автомобильной промышленности.
Из существующего уровня техники известен способ, который включает горячую ковку и прокатку при температуре 1000°С, при этом химический состав исследуемых сталей близок к составу заявленных сталей данного изобретения [Work hardening associated with ε-martensitic transformation, deformation twinning and dynamic strain aging in Fe–17Mn–0.6C and Fe–17Mn–0.8C TWIP steels / M. Koyama, T. Sawaguchi, T. Lee, C.S. Lee, K. Tsuzaki // Materials Science and Engineering: A. — 2011. — Vol. 528, № 24. — P. 7310–7316].
Недостатками данного технического решения являются сложный многостадийный процесс изготовления конечного продукта, заключающийся в горячей ковке при 1000°С, горячей прокатке при 1000°С, последующем отжиге при температуре 1000°С в атмосфере аргона и закалке в воду. При этом, после такого рода термо-деформационной обработки пластичность заявленных сталей, при комнатной температуре, варьируется от 65 до 76%, в зависимости от содержания углерода. Известен также способ, показанный в статье [Stacking fault energy and deformation mechanisms in Fe-xMn-0.6C-yAl TWIP steel/ Kim J-K and De Cooman B. C. // Materials Science and Engineering: A. — 2016. - Vol. 676 — P. 216–31], часть сталей в которой попадает в диапазон концентрации легирующих элементов, заявленных для данного патента. Исходные слитки отжигали при температуре 1200°С в течение 2 часов, после чего подвергали горячей прокатке и последующей холодной прокатке. Затем проводили рекристаллизационный отжиг при 800°С 100 секунд. Недостатком данного способа является получение заготовок с относительно низким пределом текучести. Также, известен способ получения высокомарганцевых листов с высокими показателями ударопрочности, включающий в себя предварительный нагрев слитка в диапазоне температур 1050-1300°С (1200°С 1 час), после чего термообработанный слиток подвергают горячей прокатке, при этом максимальная температура не должна превышать 1300°С, причем нижний диапазон температур варьируется в районе 1000°С. Далее, данный лист прокатывают в холодную до степени обжатия от 30 до 80% (US 2009/0074605 A1, 19.03.2009). Недостатком данного метода является использование широкой номенклатуры сталей с разным химическим составом для получения необходимых механических свойств, а также включение дополнительной стадии холодной прокатки, для получения высоких показателей прочностных характеристик, при этом существенно снижается пластичность. Так, например, увеличение предела прочности с 939,9 до 1209,7 МПа сопровождается снижением пластичности от 60,4 до 22,2%, при 20% обжатия. Такие показатели пластичности ставят под сомнение возможность изготовление из этой стали сложных деталей (US 2009/0074605 A1, 19.03.2009).
Задачей предлагаемого изобретения является получения листов из высокомарганцевой стали, обладающих высокими показателями прочности и пластичности, не прибегая к холодной прокатке и отжигам.
Поставленная задача решается с помощью предлагаемого способа получения листов высокомарганцевых сталей, включающего термическую обработку заготовки в диапазоне 1050-1300°С, в течение одного часа, горячую прокатку в диапазоне от 1000 до 1300°С, причем горячую прокатку проводят с обжатием в диапазоне 30-90%, а также дополнительно проводят теплую прокатку в диапазоне 500-700° с обжатием в диапазоне 40-70%.
Задача достигается тем, что, варьируя параметры деформационно-термической обработки, получаем лист с заданными механическими свойствами. В данном способе используется двухстадийная прокатка: горячая (1050-1300°С) прокатка 30-90% и последующая теплая прокатка (500-700°С), обжатие при которой может варьироваться в диапазоне 40-70%. Благодаря такой последовательности удается получить высокие показатели прочностных характеристик (предел текучести от 250 МПа до 950 МПа, предел прочности от 833 МПа до 1310 МПа) при высоких показателях пластичности (относительное удлинение от 30 до 90%), при этом используя высокомарганцевую сталь С – 0,3…0,7%; Mn – 16…20%; Al ≤ 0.05%; P менее 0,03%; Si – 0,1…0,5%; S ≤ 0.05%; N – 0,002…0,005%; Fe – баланс после горячей и/или горячей и теплой прокаток. В ходе теплой прокатки преимущественно проходят процессы динамического возврата, а в некоторых случаях полигонизации, в результате, образуются деформированные зерна, вытянутые вдоль направления прокатки со средним поперечным размером порядка 10 мкм от исходного 50-100 мкм после горячей прокатки.
Заявляемая совокупность признаков позволяет достичь высоких показателей прочностных характеристик при сохранении пластичности на высоком уровне 30% и более, благодаря чему повышается технологичность производства металлических изделий.
Осуществление изобретения
Высокомарганцевая сталь со следующим химическим составом: С – 0,3…0,7%; Mn – 16…20%; Al ≤ 0.05%; P менее 0,03%; Si – 0,1…0,5%; S ≤ 0.05%; N – 0,002…0,005%; Fe – баланс (также предусмотрено содержание Ni ≤ 0.006% и V ≤ 0.007%) в исходном состоянии после литья. Проводится термическая обработка, направленная на выравнивание химического состава в слитке (гомогенизационный отжиг). Температура гомогенизационного отжига выбирается в интервале 1050-1300°С, время выдержки от 1 до 5 часов с последующим охлаждением на воздухе. На следующем этапе заготовка, после гомогенизационного отжига, закладывается в прогретую до 1050-1300°С печь (температура выбирается с учетом того, чтобы на заготовке не образовывались дефекты в результате продольной прокатки с заданным обжатием). После того как стабилизируется температура в печи, заготовка прогревается из расчета 1 миллиметр толщины в минуту. Следующей операцией идет продольная листовая прокатка, которая осуществляется на холодных валках. Валки должны быть изготовлены из инструментальной штамповой стали, диметр валков не менее 300 мм, скорость вращения валков от 1 до 10 метров в минуту. Прокатка осуществляется с обжатием 10% от предыдущего значения толщины листа, после каждого прохода заготовка нагревается в печи до заданной температуры. По достижении общего обжатия в 30-90% лист охлаждают на воздухе. После охлаждения заготовки проводится операция по удалению окалины путем ее химического растворения в концентрированной соляной кислоте (данная операция необходима для получения бездефектного поверхностного слоя при дальнейшей прокатке). Далее осуществляется теплая прокатка в диапазоне температур 500-700°С. Аналогично с предыдущим этапом прокатка проводится на холодных валках до общего обжатия в 40-70% предварительно нагретого в печи листа до температуры 500-700°С. Далее, при необходимости, удаляется оксидный слой в концентрированной соляной кислоте. Такая последовательность деформационной обработки позволяет существенно уменьшить средний поперечный размер зерна, относительно направления прокатки, что является одним из ключевых факторов совокупности высоких показателей прочности и пластичности заявленных высокомарганцевых сталей.
Примеры осуществления
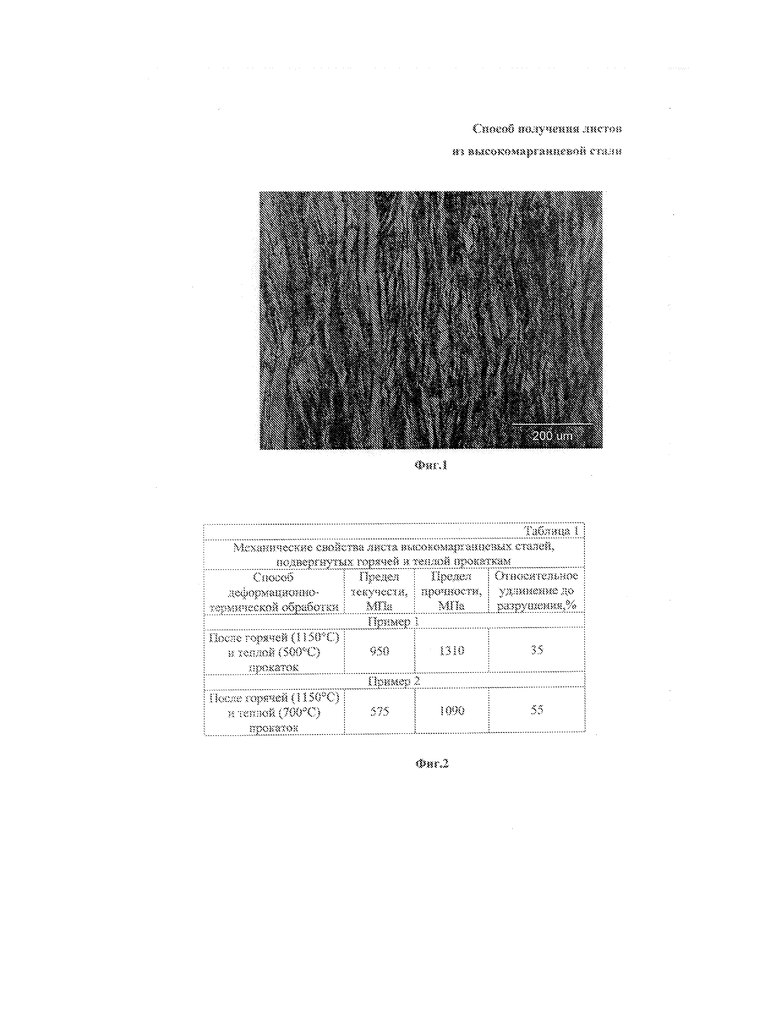
Пример 1. Лист высокомарганцевой стали Fe - 0,6%C - 18%Mn (С – 0,6%; Mn – 18%; Al ≤ 0.012%; P менее 0,03%; Si – 0,24%; S ≤ 0.05%; N – 0,0044%; Ni ≤ 0.006%; V ≤ 0.007% и Fe – баланс) был повергнут деформационно-термической обработке. Сначала исходный материал в литом состоянии в виде слитка был подвергнут гомогенизационному отжигу в печи при температуре 1150°С в течение 1-го часа, с последующим охлаждением на воздухе. Затем из слитка вырезали заготовку для дальнейшей продольной листовой прокатки. Прокатка проводится на двухвалковом стане со скоростью 2 метра в минуту, диаметр валков 350 мм. Заготовка закладывается в прогретую до 1150°С печь и выдерживается при заданной температуре из расчета 1 миллиметр толщины в минуту, далее осуществляется прокатка на холодных валках, с общим обжатием 60%, по 10% за проход от предыдущей толщины. На следующей стадии проводится операция по удалению окалины химическим способом (растворение в концентрированной соляной кислоте). Для получения высоких прочностных показателей далее проводится теплая продольная листовая прокатка при температуре 500°С с общим обжатие в 60%, по 10% за проход от предыдущей толщины. В таблице 1 представлены результаты механических испытаний теплокатанного листа высокомарганцевой стали (Механические испытания на растяжения проводились по ГОСТ 1497-84 при комнатной температуре).
Данный пример характеризуют следующие графические материалы:
Фиг. 1– микроструктура стали, подвергнутой горячей (1150°С) и теплой (500°С) прокаткам.
Фиг. 2 - Таблица 1. Механические свойства листа высокомарганцевых сталей, подвергнутых горячей и теплой прокаткам.
Пример 2. Отличается от примера 1 тем, что температура теплой прокатки составляет 700°С.
Такая последовательность операций позволяет получить листы высокомарганцевой стали с высокими показателями прочностных и пластических свойств, пластичность на уровне 30% и более процентов, что позволяет получать детали сложной формы без использования составных и сварных конструкций, например, изготавливать сложные детали конструкций кузова автомобиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2696789C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ВЫСОКОПРОЧНЫХ АУСТЕНИТНЫХ МАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2692151C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2015 |
|
RU2618678C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ | 2016 |
|
RU2643119C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ЗАГОТОВОК ВЫСОКОМАРГАНЦЕВОЙ СТАЛИ С РЕКРИСТАЛЛИЗОВАННОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2018 |
|
RU2692539C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2631068C1 |
| Способ обработки хромомолибденовой стали перлитного класса | 2022 |
|
RU2788770C1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ АУСТЕНИТНОЙ СТАЛИ С ПЛАСТИЧНОСТЬЮ, НАВЕДЕННОЙ ДВОЙНИКОВАНИЕМ | 2017 |
|
RU2706942C1 |
Изобретение относится к области металлургии, а именно к получению листов из высокомарганцевой стали, используемых в областях, требующих хорошей способности к холодной формовке, в частности в автомобилестроении. Для повышения пластичности на уровне 30% и прочности стали осуществляют термическую обработку заготовки из высокомарганцевой стали путем её нагрева до 1050-1300°С, выдержки в течение одного часа и охлаждения, горячую прокатку заготовки в диапазоне от 1000 до 1300°С с обжатием 30-90%, а затем дополнительно проводят теплую прокатку при температуре 500-700° с обжатием 40-70%. Изобретение позволяет получать детали сложной формы без использования составных и сварных конструкций, например, изготавливать сложные детали конструкций кузова автомобиля. 1 табл., 2 ил., 2 пр.
Способ получения листов высокомарганцевых сталей, включающий термическую обработку заготовки путем нагрева до 1050-1300°С, выдержки в течение одного часа и охлаждения, горячую прокатку при температуре от 1000 до 1300°С, отличающийся тем, что горячую прокатку проводят с обжатием 30-90%, а затем дополнительно осуществляют теплую прокатку при 500-700°С с обжатием 40-70%.
| US 20090074605 A1, 19.03.2009 | |||
| АУСТЕНИТНАЯ СТАЛЬ, ИМЕЮЩАЯ ВЫСОКУЮ ПРОЧНОСТЬ И ФОРМУЕМОСТЬ, СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ СТАЛИ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2401877C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЯ ИЗ СТАЛИ | 2003 |
|
RU2329308C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ (ВАРИАНТЫ) | 2011 |
|
RU2544970C2 |
| СПОСОБ ОБРАБОТКИ СТАЛИ (ВАРИАНТЫ) | 1992 |
|
RU2074900C1 |
| US 9138797 B2, 22.09.2015 | |||
| KR 1020070085757 A, 27.08.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ АУСТЕНИТНОЙ ЖЕЛЕЗОУГЛЕРОДОМАРГАНЦЕВОЙ СТАЛИ С ВЫСОКОЙ ПРОЧНОСТЬЮ, ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ И СПОСОБНОСТЬЮ К ХОЛОДНОЙ ВЫСАДКЕ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ ЛИСТЫ | 2004 |
|
RU2318882C2 |

