Изобретение относится к области точного приборостроения и может быть использовано при изготовлении роторов шаровых гироскопов с неконтактным подвесом ротора - электростатического и криогенного.
Сферический ротор является основным узлом чувствительного элемента шарового гироскопа. Точность и качество выполнения ротора во многом определяют эксплуатационные характеристики гироскопа. Технологический процесс изготовления ротора должен обеспечивать требования по геометрической точности сферы и величине дисбаланса на уровне сотых долей микрометра. На окончательно обработанной наружной сферической поверхности ротора осуществляется формирование функционального тонкопленочного покрытия, например, износостойкого покрытия нитрида титана (толщиной 0,8-1,2 мкм) для улучшения условий посадок ротора (в том числе и аварийных) с рабочих оборотов - 60000-180000 оборотов в минуту, в зависимости от модификации прибора. Далее на этом покрытии формируется светоконтрастный растровый рисунок в виде полос, представляющих собой отрезки сферических винтовых линий, для съема сигнала с ротора посредством оптоэлектронной системы гироскопа.
При этом наиболее важными технологическими операциями являются балансировка и нанесение на сферическую поверхность ротора методом конденсации ионной бомбардировкой или магнетронного напыления тонкопленочного функционального покрытия, каким может являться, например, нитрид титана, обладающий требуемой износостойкостью для обеспечения посадок ротора с рабочих оборотов и позволяющий формировать на покрытии растровый рисунок.
Процесс получения покрытий с указанной точностью связан с обеспечением строго равнозначных условий напыления на всех участках ротора. Очевидно, что при этом важным аспектом является решение проблемы крепления ротора в оснастке для напыления для получения покрытия равномерной толщины с указанной выше точностью.
Известен способ изготовления ротора электростатического гироскопа [патент РФ №2193161], при котором осуществляют формообразование заготовки ротора с выполнением в его теле армирующих элементов, обеспечивающих требуемую величину и соотношение осевого и экваториального моментов инерции. Далее производят балансировку ротора, включающую последовательные операции измерения его дисбаланса и устранения этого дисбаланса посредством направленной доводки сферической поверхности ротора и сферодоводки до получения сферы требуемого диаметра. После этого в полюсной зоне методом электрохимического маркирования формируют на поверхности ротора светоконтрастный рисунок, обеспечивающий возможность оптического съема сигнала об угловом положении ротора относительно корпуса. Этим же электрохимическим методом выполняется и растровый рисунок в экваториальной зоне ротора в пределах заданного широтного угла. Данный способ содержит следующие основные недостатки.
1. Сложности обеспечения минимального дисбаланса (сотые доли микрометра) при условии получения заданной величины диаметра ротора с обеспечением точности формы также на уровне сотых долей микрометра. Это обусловлено тем, что при устранении дисбаланса методом направленной доводки с использованием трубчатого притира [В.Г. Кедров, В.В. Вернадский, К.Х. Клямкин. Устранение небаланса полого тонкостенного сферического ротора // Морское приборостроение. - 1969. - №5. - С. 118-122] осуществляется съем материала с полусферической поверхности ротора, которая симметрична вектору дисбаланса, причем съем материала производится со стороны, определенным образом ориентированной относительно вектора дисбаланса. Эта технологическая операция заведомо искажает сферическую форму ротора. Далее осуществляется сферодоводка ротора, что позволяет восстановить сферическую форму ротора, но изменяет полученную на предшествующей операции величину дисбаланса. Последующие этапы контроля дисбаланса, дополнительной направленной доводки и сферодоводки позволяют методом последовательного приближения обеспечить получение требуемых конечных значений дисбаланса и геометрии ротора. Однако фактически в данном случае имеет место явно выраженный противоречивый характер указанных операций, что приводит к неопределенности технологического процесса в части выбора величины припуска, необходимого для балансировки ротора, и параметров его обработки.
2. Способ электрохимического маркирования связан со слабо контролируемым удалением материала ротора и в зависимости от требуемой величины контрастности искажает форму ротора и изменяет величину дисбаланса в пределах десятых долей микрометра, что ограничивает возможности изготовления перспективных модификаций гироскопов, где требования по дисбалансу и точности формы ротора на порядок выше.
3. Данную технологию трудно модифицировать, например, при необходимости изменения формы растрового рисунка на роторе.
Такие же недостатки имеет способ изготовления ротора электростатического гироскопа [патент РФ №2140623], когда после сферодоводки и балансировки ротора на его сферической поверхности выполняют растровый рисунок путем нанесения слоя фоторезиста, на котором и формируют световое изображение с плоского фотошаблона. После экспозиции и последующего проявления обнажившиеся в соответствии с рисунком участки металла стравливают, а остатки фоторезиста удаляют.
Следует отметить, что проблемы, связанные с комплексным обеспечением требований по дисбалансу и точности размеров и формы ротора, могут быть частично решены при изготовлении чувствительного элемента электростатического гироскопа, когда балансировку ротора заканчивают по достижении заданной величины дисбаланса, фиксируя фактически полученный на данный момент конечный диаметр. При этом требуемый радиальный зазор между ротором и электродами подвеса обеспечивается обработкой сферической поверхности электродов подвеса [патент РФ №2153649]. Однако, данная технология крайне неэкономична, т.к. полностью исключает взаимозаменяемость узлов чувствительного элемента и связана с большими сложностями доводки электродов подвеса.
Известны технологические способы балансировки ротора посредством притирки его поверхности по сфере с удалением нужного количества металла без ухудшения поверхности ротора, или посредством перераспределения легкоплавкого материала по внутренней поверхности ротора за счет тепловых воздействий с его внешней стороны [Ковалев М.П., Моржаков С.П., Терехова А.С. Динамическое и статическое уравновешивание гироскопических устройств // М.:, Машиностроение, 1974, 252 с.].
Однако эти способы крайне трудоемки, мало контролируемы и не обеспечивают высокую точность процесса и устранение противоречий при формировании комплекса функциональных параметров ротора. Более эффективными являются технические решения, предусматривающие в процессе технологического цикла корректировку параметров ротора, в частности его дисбаланса.
Известен способ изготовления ротора шарового гироскопа [патент РФ №2592748], при котором осуществляют формообразование и балансировку ротора, включая последовательные операции направленной доводки посредством трубчатого притира, ось вращения которого проходит через центр ротора, и сферодоводки. Далее на поверхность ротора наносят тонкопленочное износостойкое покрытие нитрида титана методом, например, магнетронного напыления, с фиксацией ротора двумя диаметрально разнесенными игольчатыми упорами. На поверхности тонкопленочного покрытия производят лазерное маркирование растрового рисунка, расположенного в экваториальной зоне сферического пояса ротора, определяемой заданным широтным углом α. При этом в процессе устранения дисбаланса методом направленной доводки формируют условия для преимущественного уменьшения радиальной составляющей этого вектора, причем балансировку производят до получения требуемого конечного диаметра ротора. На втором этапе окончательную балансировку осуществляют посредством выполнения на поверхности ротора двух соосных диаметрально разнесенных выемок с заданной величиной массы удаляемого из каждой выемки материала. При этом в большей мере устраняется осевая составляющая полученного на первом этапе промежуточного дисбаланса, что определяется углом наклона оси выполняемых выемок к оси симметрии ротора, а выемки выполняют на сферической поверхности шаровых сегментов за пределами зоны растрового рисунка ротора. Кроме того, формирование двух диаметрально разнесенных выемок, которые одновременно выполняют функцию опорных элементов для фиксации игольчатых упоров при напылении покрытия, обеспечивает надежность крепления ротора в оснастке и минимизирует негативные эффекты экранирования поверхности ротора элементами оснастки.
В данном случае проблемы комплексного формирования параметров ротора решается за счет разнесения операций получения точной сферы ротора и окончательной балансировки, а также управляемостью процесса устранения дисбаланса, что обусловлено возможностью регулировать долю преимущественно устраняемых составляющих дисбаланса ротора на каждом из этапов балансировки.
Вместе с тем, способ имеет ряд недостатков, обусловленных его ограниченными технологическими возможностями.
1. Проблемы с формированием диаметрально разнесенных выемок заданной массы в случае, когда растровый рисунок расположен в зоне шарового пояса, определяемой большой величиной широтного угла. В этом случае поверхность сферических сегментов в полюсных частях ротора сравнительно мала и возможны варианты, когда позиции выемок, которые необходимо выполнять на втором этапе балансировки, располагаются в зоне растрового рисунка, что в принципе недопустимо.
2. Ненадежная фиксация ротора игольчатыми упорами, установленными в две диаметрально разнесенные выемки, при увеличении его массы. Размеры выемок достаточно малы, в общем случае соизмеримы с размерами пор на его поверхности и составляют не более десятых долей миллиметра. Поэтому использование выемок в качестве опорных элементов не всегда обеспечивает надежность и стабильность крепления ротора в оснастке для напыления. Это связано с тем, что ротор в оснастке вращается с периодическим изменением ориентации оси вращения и на него действуют нагрузки, связанные с динамикой вращения, включая инерционные составляющие.
3. Ограничения, обусловленные тем, что в ряде случаев на поверхности ротора крайне нежелательно формирование выемок, по сути, являющихся дефектами поверхности. Например, для ротора криогенного гироскопа подобные дефекты негативно влияют на сверхпроводящие свойства поверхности и резко ухудшают точность и условия функционирования ротора в подвесе.
Более эффективным является использование технологических методов, основанных на решении в процессе изготовления ротора многоцелевых задач, например, создание при нанесении функционального покрытия условий для управляемого процесса распределения массы покрытия по поверхности ротора, что обеспечивает и корректировку дисбаланса ротора.
По наибольшему числу общих существенных признаков в качестве прототипа принята технология изготовления ротора шарового гироскопа [М.А. Туманова О.С. Юльметова, А.Г. Щербак. Исследование процесса корректировки дисбаланса сферического ротора на стадии напыления тонкопленочного покрытия // Научно-технический вестник СПбГУ ИТМО. - 2017 - т. 17 - №6 - с. 1045-1051], при которой осуществляют формообразование и балансировку сферического ротора до получения требуемых величин дисбаланса и диаметра, контролируют параметры ротора, наносят на поверхность ротора функциональное тонкопленочное покрытие нитрида титана методом конденсации ионной бомбардировкой с креплением ротора в двух диаметрально разнесенных фиксаторах, один из которых имеет форму трехконцевой вилки с тремя игольчатыми упорами. Оси фиксаторов совмещают с динамической осью ротора и обеспечивают постоянное вращение ротора с изменением ориентации осей вращения по отношению к потоку напыляемого материала. Далее на поверхности тонкопленочного покрытия производят лазерное маркирование растрового рисунка, расположенного в экваториальной области ротора, определяемой заданным широтным углом. При напылении покрытия позиции контакта игольчатых упоров трехконцевой вилки с ротором выбирают в зоне сферического сегмента за пределами поверхности шарового пояса, на которой формируется растровый рисунок, что и определяет указанную выше необходимость совмещение динамической оси ротора и оси фиксаторов. При этом в процессе напыления осуществляют формирование покрытия переменной толщины за счет изменения расстояния между ротором и источником напыляемого материала. Таким образом, осуществляют корректировку дисбаланса ротора посредством управляемого распределения массы материала покрытия по поверхности сферического ротора с образованием наружной сферической поверхности, центр которой смещен относительно центра заготовки ротора на заданную величину δ в сторону, определяемую вектором дисбаланса  .
.
Способ-прототип имеет следующие недостатки.
1. Такие же, как и у приведенных выше аналогов, сложности по обеспечению дисбаланса и точности формы на уровне сотых долей микрометра при строго заданном значении конечного диаметра ротора. Это обусловлено противоречиями взаимного влияния операций корректировки дисбаланса и процесса нанесения покрытия. С одной стороны, при напылении необходимо совмещение динамической оси ротора с осью фиксаторов, а с другой стороны, ориентация ротора по отношению к источнику напыляемого материала должна учитывать направление вектора дисбаланса.
Ограниченные технологические возможности, которые связаны с тем, что в зависимости от реальных условий напыления и конструкции фиксаторов возможно отклонение наружной поверхности покрытия от сферы заданного диаметра вследствие неравномерности толщины покрытия. Это обусловлено различной конфигурацией фиксаторов, обеспечивающих крепление ротора, и связано с экранированием напыляемой поверхности ротора в зоне, в которой размещена трехконцевая вилка с тремя игольчатыми упорами. Указанное отклонение геометрии, можно определить как некруглость ротора, контроль которой осуществляется на основе гармонического анализа круглограмм ротора в нескольких сечениях. К сферическому ротору в части формы предъявляются требования к усредненным амплитудам гармоник в четырех меридиональных сечениях и одном экваториальном [Б.Е. Ландау, Т.Г. Леонова, С.Н. Федорович, А.Ю. Филиппов. Совершенствование методов оценки формы ротора как фактор повышения точности электростатического гироскопа // Материалы XXXI конференции памяти выдающегося конструктора гироскопических приборов Н.Н. Острякова. - 2018. - С. 345-351]. Каждое из сечений измеряется с помощью кругломера типа Talyrond с прецизионным вращением щупа, проходящего по большому кругу сечения. Полученный с кругломера периодический сигнал с помощью программного обеспечения Talyrond дискретно раскладывается в ряд Фурье с определением амплитудного спектра  , где Xn - комплексная амплитуда n-ой гармоники, N - длина сигнала.
, где Xn - комплексная амплитуда n-ой гармоники, N - длина сигнала.
Для сплошного ротора бескарданного электростатического гироскопа (далее - БЭСГ) паспортизуются амплитуды А пяти гармоник формы (А2≤0,05 мкм, А3≤0,025 мкм, А4, А5, А6≤0,015 мкм), каждая из которых описывает определенный дефект: вторая гармоника определяет эллиптичность, третья - треугольную аномалию, четвертая - прямоугольную и т.д. Уровень геометрической точности роторов составляет сотые доли микрометра.
2. Недостаточная эффективность процесса корректировки дисбаланса посредством формирования покрытия со смещенным центром и несогласованная взаимосвязь технологических операций по напылению покрытия и корректировке дисбаланса, поскольку искажение формы ротора вследствие экранирования вносит неопределенность в процесс корректировки дисбаланса, и требуемые параметры ротора в части дисбаланса могут не обеспечиваться.
3. Ограничения технологии, связанные с тем, что для роторов различных типоразмеров необходимо изменение конструкции фиксаторов и игольчатых упоров, так например, увеличение диаметра и массы ротора вызывает необходимость повышения жесткости этих фиксаторов и упоров для обеспечения надежного крепления ротора. Это приводит к увеличению габаритов фиксаторов и упоров и, как следствие, к усилению негативного экранирующего эффекта, приводящего к неравномерной толщине покрытия, что изменяет условия процесса корректировки дисбаланса.
Решаемая техническая проблема - совершенствование технологических возможностей процесса изготовления ротора шарового гироскопа, в частности за счет того, что после нанесения износостойкого покрытия осуществляется корректировка формы ротора.
Достигаемый технический результат - повышение точности изготовления формы ротора шарового гироскопа.
Согласно изобретению, поставленная задача решается тем, что при напылении функционального покрытия трехконцевую вилку с игольчатыми упорами (далее - трехконцевая вилка) устанавливают в полюсной зоне, которая находится по одну сторону с вектором дисбаланса  от экваториальной плоскости ротора. После нанесения покрытия на роторе со стороны размещения трехконцевой вилки определяют высоту Н и диаметр основания Dc (на фиг. не показан) шарового сегмента, имеющего отклонения формы поверхности от сферы ротора диаметром D. Ось симметрии указанного фрагмента, которая совпадает с динамической осью ротора, определяется на основании круглограммы ротора, полученной с помощью кругломера типа Talyrond. Корректировка формы ротора осуществляется посредством дополнительного напыления на сферическую поверхность сегмента корректирующего слоя покрытия, при этом используют точечный источник испарения материала покрытия, а ротор ориентируют упомянутым шаровым сегментом в сторону источника таким образом, чтобы точка испарения располагалась на оси симметрии фрагмента и, соответственно, на динамической оси ротора. Между ротором и источником располагают экран с отверстием диаметра d≈(0,05-0,25)⋅D, ось которого лежит на динамической оси ротора; в процессе нанесения дополнительного слоя осуществляют перемещение экрана вдоль динамической оси ротора по направлению к источнику, изменяя расстояние между ротором и экраном от величины L1, составляющей 0,01-0,1 от диаметра D, до величины L2, при этом время напыления t определяют из условия
от экваториальной плоскости ротора. После нанесения покрытия на роторе со стороны размещения трехконцевой вилки определяют высоту Н и диаметр основания Dc (на фиг. не показан) шарового сегмента, имеющего отклонения формы поверхности от сферы ротора диаметром D. Ось симметрии указанного фрагмента, которая совпадает с динамической осью ротора, определяется на основании круглограммы ротора, полученной с помощью кругломера типа Talyrond. Корректировка формы ротора осуществляется посредством дополнительного напыления на сферическую поверхность сегмента корректирующего слоя покрытия, при этом используют точечный источник испарения материала покрытия, а ротор ориентируют упомянутым шаровым сегментом в сторону источника таким образом, чтобы точка испарения располагалась на оси симметрии фрагмента и, соответственно, на динамической оси ротора. Между ротором и источником располагают экран с отверстием диаметра d≈(0,05-0,25)⋅D, ось которого лежит на динамической оси ротора; в процессе нанесения дополнительного слоя осуществляют перемещение экрана вдоль динамической оси ротора по направлению к источнику, изменяя расстояние между ротором и экраном от величины L1, составляющей 0,01-0,1 от диаметра D, до величины L2, при этом время напыления t определяют из условия  , где Vk - скорость осаждения покрытия; значения диаметра d и расстояния L2 выбирают из соотношения
, где Vk - скорость осаждения покрытия; значения диаметра d и расстояния L2 выбирают из соотношения  , где L - расстояние от ротора до источника напыляемого материала, а в процессе напыления осуществляют вращение ротора вокруг динамической оси.
, где L - расстояние от ротора до источника напыляемого материала, а в процессе напыления осуществляют вращение ротора вокруг динамической оси.
Сущность изобретения поясняется чертежом, где на фиг. 1 и 2 представлены общий вид ротора и схема его крепления в фиксаторах, на фиг. 3 - начальный и на фиг. 4 - конечный этапы процесса нанесения на ротор дополнительного тонкопленочного функционального покрытия. На фиг. 1-4 обозначены:
1 - заготовка сферического ротора (далее - заготовка ротора) после формообразования и балансировки, на поверхности которого формируется износостойкое функциональное покрытие нитрида титана;
2 - основное функциональное покрытие (далее - основное покрытие), формируемое на поверхности заготовки ротора 1;
3, 4 - диаметрально разнесенные фиксаторы, в которых крепится заготовка ротора 1;
5 - игольчатые упоры фиксатора 3;
6 - игольчатый упор фиксатора 4;
7 - ротор после напыления основного покрытия 2 (далее - ротор);
8 - шаровой сегмент, соответствующий зоне экранирования;
9 - основание шарового сегмента 8;
10 - источник напыляемого материала (далее - источник);
11 - экран;
12 - отверстие в экране 11;
О - геометрический центр заготовки ротора 1;
MN - динамическая ось заготовки ротора 1;
k, m, n,  - точки контакта игольчатых упоров 5 и 6 с заготовкой ротора 1;
- точки контакта игольчатых упоров 5 и 6 с заготовкой ротора 1;
с* - вершина шарового сегмента 8;
с - вершина шарового сегмента после напыления корректирующего слоя покрытия;
K - точка испарения на источнике 10;
D - диаметр ротора 7;
Н - высота шарового сегмента 8;
h - толщина покрытия 2, нанесенного на ротор 1;
d - диаметр отверстия 12 в экране 11;
L - расстояние между поверхностью ротора 7 и источником 10;
L1 - расстояние между поверхностью ротора 7 и экраном 11 в начальный момент напыления;
L2 - расстояние между поверхностью ротора 7 и экраном 11 в конце напыления;
а* и b* - точки определяющие зону напыления при расстоянии L1 между ротором 7 и экраном 11;
ψ1 и ψ2 - углы, определяющие поток напыляемого материала, проходящего через отверстие 12 экрана 11;
Δh - толщина дополнительного слоя функционального покрытия, которую необходимо нанести на шаровой сегмент 8 в точке с*, для восстановления сферической формы ротора 7.
θmax - угол, определяющий шаровой сегмент 8 с основанием 9;
 - вектор дисбаланса заготовки ротора 1.
- вектор дисбаланса заготовки ротора 1.
Предлагаемый способ изготовления ротора шарового гироскопа заключается в выполнении совокупности и последовательности следующих операций.
1. Средствами механической обработки (точение, доводка) и балансировки посредством направленной доводки и сферодоводки осуществляют формообразование заготовки ротора 1 диаметром D-2h после нанесения основного покрытия нитрида титана 2 толщиной h, и вектором дисбаланса  , с выполнением в теле ротора армирующих элементов, обеспечивающих создание момента инерции и определяющих динамическую ось MN ротора. При нанесении на поверхность заготовки ротора 1 основного покрытия нитрида титана 2 заготовка ротора 1 устанавливается в двух диаметрально разнесенных фиксаторах 3 и 4 устройства для напыления. Один из фиксаторов 3 представляет собой трехконцевую вилку с тремя игольчатыми упорами 5, контактирующими с заготовкой ротора 1, а фиксатор 4 содержит один игольчатый упор 6 (фиг. 1 и 2). Ось фиксаторов 3 и 4 совмещают с динамической осью MN заготовки ротора 1. Контактирующие с заготовкой ротора 1 игольчатые упоры 5 трехконцевой вилки располагают в полюсной зоне сферического сегмента, который находится по одну сторону с вектором дисбаланса
, с выполнением в теле ротора армирующих элементов, обеспечивающих создание момента инерции и определяющих динамическую ось MN ротора. При нанесении на поверхность заготовки ротора 1 основного покрытия нитрида титана 2 заготовка ротора 1 устанавливается в двух диаметрально разнесенных фиксаторах 3 и 4 устройства для напыления. Один из фиксаторов 3 представляет собой трехконцевую вилку с тремя игольчатыми упорами 5, контактирующими с заготовкой ротора 1, а фиксатор 4 содержит один игольчатый упор 6 (фиг. 1 и 2). Ось фиксаторов 3 и 4 совмещают с динамической осью MN заготовки ротора 1. Контактирующие с заготовкой ротора 1 игольчатые упоры 5 трехконцевой вилки располагают в полюсной зоне сферического сегмента, который находится по одну сторону с вектором дисбаланса  от экваториальной плоскости заготовки ротора 1 за пределами шарового пояса, в котором осуществляется нанесение растрового рисунка. В данном случае реализуется наиболее надежная схема, при которой заготовка ротора 1 крепится в четырех точках k, m, n, контакта игольчатых упоров 5 и 6 с заготовкой ротора 1, что соответствует вершинам правильной трехгранной пирамиды. Одна точка k, определяет вершину пирамиды, располагалась со стороны одного полюса ротора, а три точки - m, n и
от экваториальной плоскости заготовки ротора 1 за пределами шарового пояса, в котором осуществляется нанесение растрового рисунка. В данном случае реализуется наиболее надежная схема, при которой заготовка ротора 1 крепится в четырех точках k, m, n, контакта игольчатых упоров 5 и 6 с заготовкой ротора 1, что соответствует вершинам правильной трехгранной пирамиды. Одна точка k, определяет вершину пирамиды, располагалась со стороны одного полюса ротора, а три точки - m, n и  - со стороны другого полюса - в вершинах равностороннего треугольника, являющегося основанием этой пирамиды. При этом указанные три точки m, n и
- со стороны другого полюса - в вершинах равностороннего треугольника, являющегося основанием этой пирамиды. При этом указанные три точки m, n и  находятся в зоне сферического сегмента за пределами шарового пояса, в котором выполняется растровый рисунок, центр указанного треугольника
находятся в зоне сферического сегмента за пределами шарового пояса, в котором выполняется растровый рисунок, центр указанного треугольника  лежит на оси MN, а плоскость треугольника перпендикулярна этой оси (фиг 2). Заготовка ротора 1, полученная после операций направленной доводки и сферодоводки, имеет исходный вектор дисбаланса
лежит на оси MN, а плоскость треугольника перпендикулярна этой оси (фиг 2). Заготовка ротора 1, полученная после операций направленной доводки и сферодоводки, имеет исходный вектор дисбаланса  . Определяя вектор дисбаланса
. Определяя вектор дисбаланса  и формируя покрытие со смещением центра его сферической поверхности относительно геометрического центра О заготовки ротора 1 на расчетную величину δ с выбором направления этого смещения, которое задается вектором дисбаланса
и формируя покрытие со смещением центра его сферической поверхности относительно геометрического центра О заготовки ротора 1 на расчетную величину δ с выбором направления этого смещения, которое задается вектором дисбаланса  , можно корректировать величину ε0 этого дисбаланса в соответствии с выражением
, можно корректировать величину ε0 этого дисбаланса в соответствии с выражением  , где ρпокр и ρрот - плотность покрытия и материала заготовки ротора 1.
, где ρпокр и ρрот - плотность покрытия и материала заготовки ротора 1.
2. При нанесении основного покрытия 2 по представленной схеме со стороны фиксатора 3 возможно экранирование поверхности ротора трехконцевой вилкой, приводящее к неравномерности толщины формируемого основного покрытия 2. Очевидно, что степень экранирования, определяемая конфигурацией фиксатора 3 и кинематикой изменения положения заготовки ротора 1 в процессе напыления, имеет максимальную величину в точке, лежащей на оси MN заготовки ротора 1 (точка с* на фиг. 3 и 4), и уменьшается по мере удаления от этой точки в сторону экваториальной плоскости заготовки ротора 1. Размещение фиксатора 3 с трехконцевой вилкой в полюсной зоне заготовки ротора 1, которая находится по одну сторону с вектором дисбаланса  от экваториальной плоскости ротора, позволяет минимизировать величину отклонения от формы ротора 7 в зоне экранирования. Это связано с тем, что с этой стороны формируется более тонкий слой основного покрытия 2, а уменьшение толщины, обусловленное экранированием пропорционально формируемой расчетной толщине основного покрытия 2. Меньшее искажение формы ротора 7 для данных условий определяет более высокую эффективность последующего процесса корректировки формы. Зону экранирования можно определить как поверхность шарового сегмента 8 с основанием 9 и вершиной с*, в пределах которой толщина покрытия изменяется от величины h* в основании 9 до величины h*-Δh на вершине сегмента 8 в точке с*. В данном случае обозначение h* определяет текущую толщину покрытия в данной зоне поверхности ротора 7 с учетом смещения центра основного покрытия 2 относительно центра О заготовки ротора 1. Таким образом, для выявления условий процесса корректировки формы ротора после формирования основного покрытия 2 у ротора 7 определяют высоту Н и диаметр Dc основания 9 указанного шарового сегмента 8 с вершиной с*, имеющего отклонения формы поверхности от сферы диаметра D, обусловленные экранированием поверхности заготовки ротора 1 трехконцевой вилкой 3 при нанесении основного покрытия 2.
от экваториальной плоскости ротора, позволяет минимизировать величину отклонения от формы ротора 7 в зоне экранирования. Это связано с тем, что с этой стороны формируется более тонкий слой основного покрытия 2, а уменьшение толщины, обусловленное экранированием пропорционально формируемой расчетной толщине основного покрытия 2. Меньшее искажение формы ротора 7 для данных условий определяет более высокую эффективность последующего процесса корректировки формы. Зону экранирования можно определить как поверхность шарового сегмента 8 с основанием 9 и вершиной с*, в пределах которой толщина покрытия изменяется от величины h* в основании 9 до величины h*-Δh на вершине сегмента 8 в точке с*. В данном случае обозначение h* определяет текущую толщину покрытия в данной зоне поверхности ротора 7 с учетом смещения центра основного покрытия 2 относительно центра О заготовки ротора 1. Таким образом, для выявления условий процесса корректировки формы ротора после формирования основного покрытия 2 у ротора 7 определяют высоту Н и диаметр Dc основания 9 указанного шарового сегмента 8 с вершиной с*, имеющего отклонения формы поверхности от сферы диаметра D, обусловленные экранированием поверхности заготовки ротора 1 трехконцевой вилкой 3 при нанесении основного покрытия 2.
Это отклонение в точке с* составляет величину Δh и монотонно убывает по мере приближения к основанию 9 сегмента 8, принимая нулевое значение точках а и b. Для восстановления сферической формы ротора 7 необходимо осуществить нанесение дополнительного корректирующего слоя покрытия на сферическую поверхность шарового сегмента 8.
Очевидно, что конфигурация дополнительного слоя должна соответствовать геометрическим параметрам указанного отклонения, т.е. в позиции точки с* этот слой должен иметь толщину Δh с убыванием толщины до нулевого значения в основании 9 сегмента 8. Эти параметры достаточно точно определяются, как указано выше, гармоническим анализом круглограмм ротора в меридиональном сечении.
В общем виде это отклонение формы ротора можно определить как амплитуду третьей гармоники, которая описывает треугольную аномалию формы ротора, вызванную экранированием при напылении.
Целесообразно оценить влияние указанного отклонения геометрии на величину изменения дисбаланса ротора. Очевидно, что важным фактором является степень отклонения от номинальной толщины покрытия и зона экранирования, определяемая шаровым сегментом 8, который характеризуется углом θmax, как это показано на фиг. 2, 3 и 4. Можно задать форму поверхности ротора 7 (фиг. 1) с учетом экранирования следующим образом [М.А. Туманова О.С. Юльметова, А.Г. Щербак. Исследование процесса корректировки дисбаланса сферического ротора на стадии напыления тонкопленочного покрытия // Научно-технический вестник СПбГУ ИТМО. - 2017 - т. 17 - №6 - с. 1045-1051]:

где Rp - радиус ротора после механической обработки, θ - текущее значение угла θmax. Рассматривая интеграл  , определяющий центр масс ротора 7, где z - смещение центра масс, в сферической системе координат
, определяющий центр масс ротора 7, где z - смещение центра масс, в сферической системе координат

где последнее равенство было получено пренебрежением всех степеней Δh выше первой можно, после преобразований, получить выражение для изменения дисбаланса от исходного значения ε0:

где M0 - масса ротора, определяемая плотностью подложки.
В конечном счете, для бериллиевого ротора с покрытием нитрида титана, можно представить зависимости изменения дисбаланса от величины Δh при толщине h=1,0 мкм для различных углов θmax, из которых, исходя из фактических значений отклонения от сферической формы ротора и величины его дисбаланса, можно оценить допустимые пределы величины Δh и соответствующего этой величине изменения дисбаланса.
Очевидно, что варьируя значением h, можно регулировать изменение дисбаланса. При этом уменьшение угла θmax минимизирует негативный эффект экранирования. Практически при угле θmax, равным 60° величина Δh, равная 0,01 мкм, обусловливает изменение дисбаланса на 0,015 мкм. Получаемую при этом форму ротора можно квалифицировать как треугольную аномалию, определяющую амплитуду третьей гармоники А3, которая не должна превышать 0,025 мкм. Удельный осевой дисбаланс, на величину которого непосредственно влияет эта гармоника, при этом должен составлять не более 0,02 мкм. Следует отметить, что для ротора криогенного гироскопа, получаемого нанесением ниобиевого покрытия на сферическую основу из углеситалла, при таких же величинах амплитуды третьей гармоники изменение дисбаланса будет значительно выше, поскольку плотность ниобия существенно превышает плотность нитрида титана.
Это позволяет определить требования к ротору, поступающему на операцию напыления, по допустимому искажению формы вследствие экранирования и определить условия корректировки формы ротора, которые должны обеспечивать получение необходимых значений и формы и дисбаланса ротора.
3. Технология процесса нанесения дополнительного слоя должна быть универсальна и обеспечивать условия формирования этого слоя на поверхности шарового фрагмента 8, высота Н которого может меняться в широких пределах - от десятых долей миллиметра до половины диаметра D ротора 7. При этом должно быть обеспечено условие получения на вершине сегмента 8 дополнительного слоя требуемой толщины Δh при монотонном уменьшении этой толщины до нуля в основании 9 сегмента 8 (показано пунктирной линией на фиг. 3). Это реализуется посредством использования точечного испарения (точка K) материала покрытия с источника 10 (фиг. 3 и 4), что является принципиально важным фактором процесса, и размещением между источником 10 и ротором 7 экрана 11 с отверстием 12, имеющим диаметр d. В начальный момент ротор 7 устанавливают в камере установки вакуумного напыления в приспособлении, ориентируя его динамической осью MN в сторону источника 10 и обеспечивая размещение точки испарения К источника на этой оси. Конструкция приспособления для выставки ротора не принципиальна. Между ротором 7 и источником 10 размещают экран 11 на минимально возможном расстоянии L1, составляющим 0,01-0,1 от диаметра D, от ротора 7. Реально расстояние L1 составляет десятые доли миллиметра. Экран 11 размещают на направляющих, которые с помощью привода (на фиг. 3 и 4 не показаны) обеспечивают возможность перемещения экрана 11 вдоль оси MN в сторону источника 10 - направление перемещения на фиг. 3 обозначено стрелкой. В начале процесса напыления определяемый углом ψ1 поток испаряемого с источника 10 материала, проходя через отверстие 12 экрана 11, формирует на роторе 7 дополнительный слой покрытия в зоне сферического сегмента, поверхность которого также определяется этим углом ψ1. Очевидно, что угол ψ1, и, как следствие, напыляемая зона сегмента задается диаметром d отверстия 12 в экране 11, расстоянием L между ротором 7 и источником 10 и расстоянием L1 между ротором 7 и экраном 11. Эта зона обозначена на фиг. 3 и 4 точками а* и с*. Основной принцип процесса формирования дополнительного слоя заключается в синхронизации процесса нанесения покрытия и перемещения экрана 11. Поэтому с начала процесса напыления осуществляют перемещение экрана 11 в сторону источника 10 до момента времени, определяемого формированием напыляемой зоны в виде сферической поверхности шарового сегмента 8 (показано сплошной линией на фиг. 4). Эта зона задается углом ψ2 (фиг. 4), который также определяется диаметром d отверстия 12 в экране 11, расстоянием L между ротором 7 и источником 10 и расстоянием L2 между ротором 7 и экраном 11. Как видно из фиг. 4, изменение положения экрана 11 в процессе напыления обеспечивает формирование дополнительного корректирующего покрытия требуемой геометрии на всей сферической поверхности сегмента. Для получения зависимости можно рассмотреть подобные (по признаку равных углов) прямоугольные треугольники в системе «источник 10 - экран 11» и в системе «источник 10 - ротор 7» (фиг. 4). Первый треугольник имеет катеты 1/2d и (L-L2), а второй - 1/2Dc и (L+Н). Из равенства соотношений этих катетов следует выражение  , устанавливающее взаимосвязь между диаметром Dc и высотой Н шарового сегмента, с одной стороны, и диаметром d отверстия в экране 11 и расстояниями L и L2 между ротором 7, источником 10 и экраном 11, с другой стороны, и позволяющее требуемую зону нанесения покрытия. Важным аспектом в данном случае является то, что задать время напыления t соответствует времени перемещения экрана 11. Это обеспечивает условие формирование требуемой толщины Δh дополнительного слоя покрытия в точке с*, которая является вершиной шарового сегмента 8, и монотонное убывание толщины по мере приближения с основанию этого сегмента 8, где толщина дополнительного слоя равна нулю, что и требуется для корректировки формы ротора.
, устанавливающее взаимосвязь между диаметром Dc и высотой Н шарового сегмента, с одной стороны, и диаметром d отверстия в экране 11 и расстояниями L и L2 между ротором 7, источником 10 и экраном 11, с другой стороны, и позволяющее требуемую зону нанесения покрытия. Важным аспектом в данном случае является то, что задать время напыления t соответствует времени перемещения экрана 11. Это обеспечивает условие формирование требуемой толщины Δh дополнительного слоя покрытия в точке с*, которая является вершиной шарового сегмента 8, и монотонное убывание толщины по мере приближения с основанию этого сегмента 8, где толщина дополнительного слоя равна нулю, что и требуется для корректировки формы ротора.
Время t напыления и, соответственно, время перемещения экрана 11, определяется исходя из устанавливаемого эмпирическим путем значения скорости Vk осаждения покрытия с учетом геометрических параметров ротора 7 и шарового сегмента 8, что последовательным преобразованием очевидных выражений, определяющих связь времени напыления с толщиной покрытия и скоростью осаждения, можно представить в виде зависимости  . Достаточно очевидной также является необходимость вращения ротора 7, при напылении дополнительного слоя, вокруг оси MN. Это позволяет компенсировать негативное влияние возможной неоднородности потока напыляемого материала в поперечном сечении зоны напыления, определяемой углами ψ1 и ψ2.
. Достаточно очевидной также является необходимость вращения ротора 7, при напылении дополнительного слоя, вокруг оси MN. Это позволяет компенсировать негативное влияние возможной неоднородности потока напыляемого материала в поперечном сечении зоны напыления, определяемой углами ψ1 и ψ2.
3. После операции нанесения дополнительно слоя осуществляют контроль геометрии и дисбаланса ротора, и при получении параметров, соответствующих техническим требованиям, производят нанесение растрового рисунка методом лазерного маркирования.
По сравнению с прототипом существенно расширяются технологические возможности процесса изготовления ротора. Обеспечивается возможность корректировки формы ротора после нанесения основного функционального покрытия, что позволяет варьировать конфигурацию фиксаторов, выбирая их из условия надежного крепления ротора в процессе напыления. Кроме того учитывается фактор выбора позиции установки фиксатора в виде трехконцевой вилки в процессе формирования основного функционального покрытия, исходя из создания наиболее оптимальных условий корректировки формы ротора. При этом минимизируется влияние условий процесса нанесения покрытия на конечный результат и решается противоречие, связанное с неопределенностью процесса корректировки дисбаланса ротора в процессе нанесения покрытия. В предлагаемом техническом решении изготовление ротора с требуемыми параметрами, включая получение дисбаланса и требуемой точности формы на уровне сотых и тысячных долей микрометра, обеспечивается в процессе двух последовательных и взаимосвязанных операций нанесения покрытия и корректировки формы ротора.
При этом на стадии получения точной сферы заготовки ротора допускается возможность отклонения величины дисбаланса от заданного значения, а на стадии формирования покрытия - искажения формы ротора, поскольку и дисбаланс, и форма ротора могут корректироваться последующими технологическими операциями, что повышает управляемость процесса изготовления роторов шаровых гироскопов.
Были изготовлены бериллиевые ротора, в которых после нанесения покрытия амплитуда третьей гармоники А3 составляла величину 0,030-0,050 мкм, при допустимых величинах А3≤0,025 мкм. После корректировки формы значения указанных амплитуд находились в пределах 0,018-0,023 мкм. Это реализуется в условиях, когда скорость осаждения материала Vk составляет величины 0,003-0,01 мкм/мин, а время напыления - 3-10 минут. То есть обеспечивается достижение заданного технического результата.
Технико-экономическая эффективность изобретения заключается как в расширении технологических возможностей процесса изготовления роторов шаровых гироскопов различного типа, так и в повышении эффективности навигационных систем и комплексов, где эти гироскопы используются.
На данный момент в АО «Концерн «ЦНИИ «Электроприбор» предлагаемый способ был реализован при производстве опытной партии бериллиевых роторов электростатических гироскопов. В настоящее время разрабатывается техническая документация для использования способа при серийном изготовлении этих приборов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электростатического гироскопа и устройство для осуществления этого способа | 2016 |
|
RU2638870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2015 |
|
RU2592748C1 |
| Способ изготовления ротора шарового гироскопа | 2016 |
|
RU2660756C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2012 |
|
RU2498224C1 |
| УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ ТОНКОПЛЕНОЧНЫХ ПОКРЫТИЙ НА СФЕРИЧЕСКИЕ РОТОРЫ ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2014 |
|
RU2555699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| Способ изготовления ротора электростатического гироскопа | 2023 |
|
RU2812538C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2837483C1 |
| Способ изготовления чувствительного элемента криогенного гироскопа | 2017 |
|
RU2678707C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕРИЛЛИЕВОГО РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2004 |
|
RU2257548C1 |


Изобретение предназначено для использования в технологии изготовления роторов шаровых гироскопов. Процесс изготовления ротора предполагает нанесение тонкопленочного покрытия с креплением ротора в устанавливаемых соосно динамической оси ротора диаметрально разнесенных фиксаторах, один из которых имеет форму трехконцевой вилки. Технический результат - повышение точности изготовления сферического ротора. Согласно изобретению, поставленная задача решается тем, что после нанесения покрытия со стороны размещения трехконцевой вилки определяют высоту и диаметр основания шарового сегмента, имеющего отклонения формы поверхности от сферы. Далее осуществляют корректировку формы ротора посредством нанесения дополнительного слоя покрытия, при этом используют точечный источник напыляемого материала, а ротор ориентируют упомянутым шаровым сегментом в сторону источника. Между ротором и источником располагают экран с отверстием, а в процессе нанесения дополнительного слоя осуществляют перемещение экрана вдоль динамической оси ротора, обеспечивая формирование в зоне шарового сегмента сферической поверхности требуемого диаметра. 4 ил.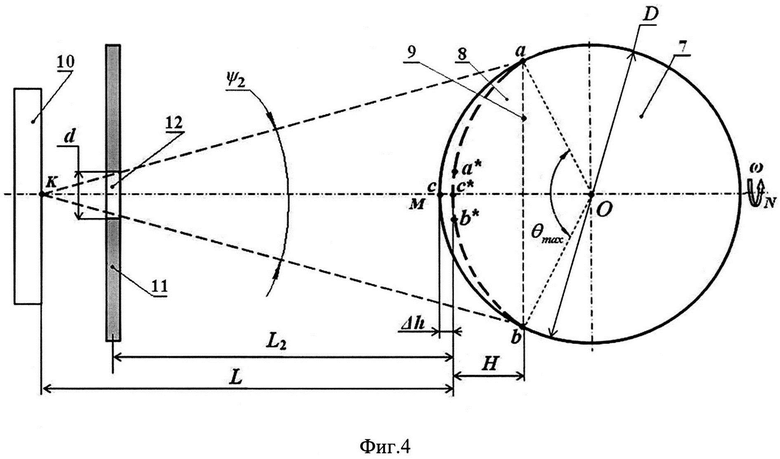
Способ изготовления ротора шарового гироскопа, при котором осуществляют формообразование и балансировку заготовки ротора, наносят на его поверхность тонкопленочное основное функциональное покрытие методом магнетронного напыления, осуществляя корректировку дисбаланса ротора за счет формирования покрытия со смещением центра его сферической поверхности относительно центра заготовки ротора с креплением заготовки ротора в двух диаметрально разнесенных фиксаторах, один из которых имеет форму трехконцевой вилки с тремя игольчатыми упорами, при этом ось фиксаторов совмещают с динамической осью заготовки ротора, на поверхности тонкопленочного покрытия посредством лазерного маркирования формируют растровый рисунок, расположенный в шаровом поясе экваториальной области ротора, определяемой заданным широтным углом, отличающийся тем, что при напылении основного функционального покрытия устанавливают трехконцевую вилку с игольчатыми упорами в полюсной зоне, находящейся по одну сторону с вектором дисбаланса  от экваториальной плоскости заготовки ротора, после нанесения основного покрытия на роторе со стороны размещения трехконцевой вилки определяют высоту Н и диаметр основания Dc шарового сегмента, имеющего отклонения формы поверхности ротора от сферы диаметра D, осуществляют корректировку формы ротора посредством нанесения на сферическую поверхность сегмента дополнительного слоя покрытия, при этом используют точечное испарение с источника напыляемого материала, размещая точку испарения на оси, совпадающей с динамической осью ротора, ротор ориентируют упомянутым шаровым сегментом в сторону источника, между ротором и источником располагают экран с отверстием диаметра d≈(0,05-0,25)⋅D, ось которого лежит на динамической оси ротора, перемещают в процессе нанесения дополнительного слоя экран вдоль динамической оси ротора по направлению к источнику, изменяя расстояние между ротором и экраном от величины L1, составляющей (0,01-0,1) D, до величины L2, время напыления t определяют из условия
от экваториальной плоскости заготовки ротора, после нанесения основного покрытия на роторе со стороны размещения трехконцевой вилки определяют высоту Н и диаметр основания Dc шарового сегмента, имеющего отклонения формы поверхности ротора от сферы диаметра D, осуществляют корректировку формы ротора посредством нанесения на сферическую поверхность сегмента дополнительного слоя покрытия, при этом используют точечное испарение с источника напыляемого материала, размещая точку испарения на оси, совпадающей с динамической осью ротора, ротор ориентируют упомянутым шаровым сегментом в сторону источника, между ротором и источником располагают экран с отверстием диаметра d≈(0,05-0,25)⋅D, ось которого лежит на динамической оси ротора, перемещают в процессе нанесения дополнительного слоя экран вдоль динамической оси ротора по направлению к источнику, изменяя расстояние между ротором и экраном от величины L1, составляющей (0,01-0,1) D, до величины L2, время напыления t определяют из условия  , где Vk - скорость осаждения покрытия, выбирают значения диаметра d и расстояния L2 из соотношения
, где Vk - скорость осаждения покрытия, выбирают значения диаметра d и расстояния L2 из соотношения  , где L - расстояние от ротора до источника напыляемого материала, L2 - расстояние между ротором и экраном в конце напыления, при этом осуществляют в процессе напыления вращение ротора вокруг динамической оси.
, где L - расстояние от ротора до источника напыляемого материала, L2 - расстояние между ротором и экраном в конце напыления, при этом осуществляют в процессе напыления вращение ротора вокруг динамической оси.
| О.С | |||
| Юльметова, М.А | |||
| Туманова, А.Г | |||
| Щербак | |||
| Исследование процесса корректировки дисбаланса сферического ротора на стадии напыления тонкопленочного покрытия | |||
| Научно-технический вестник информационных технологий, механики и оптики, 2017, том 17, N 6, стр | |||
| ПРИБОР ДЛЯ ИНТЕГРИРОВАНИЯ ДИФФЕРЕНЦИАЛЬНЫХ УРАВНЕНИЙ И ДЛЯ НАХОЖДЕНИЯ КОРНЕЙ ЧИСЛЕННЫХ УРАВНЕНИЙ | 1924 |
|
SU1045A1 |
| Способ изготовления ротора шарового гироскопа | 2016 |
|
RU2660756C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| US 3966507 A1, 29.06.1976. | |||

