Изобретение относится к металлургии, в частности к производству орудий для безотвальной обработки почвы методом литья. Целью изобретения является получение износостойкой структуры высокой твердости режущих поверхностей сменных органов сельскохозяйственных машин для обработки почвы в т.ч. с эффектом самозаточки, в частности таких, как лапа культиватора и получение упругих и прочностных свойств несущих частей лапы, испытывающих циклические нагрузки.
Известна культиваторная лапа в носовой части и на крыльях которой установлены накладные элементы из износостойкой легированной стали, прикрепленные к основанию и носовой части лапы при помощи болтового соединения [1]. Недостатком такого решения является высокая трудоемкость и дороговизна изготовления таких лап. Элементы болтового соединения будут подвергаться интенсивному истиранию вследствие абразивного трения о почву в процессе эксплуатации лапы и, как следствие, такие соединения быстро перестают выполнять свою функцию соединения износостойких пластин и тела лапы.
Известна стрельчатая лапа, имеющая на поверхности рабочей части электродуговую наплавку из износостойкого материала в виде центрального и боковых валиков, расположенных под углом к оси симметрии в направлении перемещения рабочей поверхности [2].
Недостатком такой конструкции является высокая трудоемкость при выполнении наплавки. Кроме того, части лапы, расположенные между валиками, будут подвергаться интенсивному износу, так как выполнены методом штамповки из «обычной» стали.
Известна лапа культиватора, которая содержит два крыла с наплавленными износостойким слоем лезвиями и носовую часть. Причем наплавленный износостойкий слой выполнен на наружной поверхности каждого лезвия вдоль режущей кромки под углом относительно края режущей кромки к носовой части под углом 1-30° относительно края режущей кромки к носовой части; носовая часть с наружной стороны тоже имеет наплавленный слой. Материал наплавленного слоя содержит по массе 1,0-6,5% углерода и 2,5-45,0% хрома. Нанесение на наружную поверхность лезвий износостойкого слоя обеспечивает его самозатачивание. Самозатачивающееся лезвие состоит из двух слоев, материалы которых значительно отличаются по износостойкости. Режущий слой выполнен из более износостойкого наплавленного металла. Второй слой, выполненный из относительно мягкого вязкого материала (например, стали 65Г), является несущим; его назначение - предохранять режущий слой от поломок. В процессе эксплуатации, начинает
интенсивно изнашиваться основной металл (например, сталь 65Г). Износ происходит
в первую очередь в неупрочненном месте носовой части и вдоль лезвий. При достижении износа границы наплавленных участков, в этой части лапы изнашивание резко уменьшается, а под упрочненным слоем - продолжается. В результате режущая и носовая части самозатачиваются [3].
Недостатком данного технического решения является высокая трудоемкость дополнительной наплавки износостойкого слоя и высокая стоимость высоколегированного материала наплавляемого слоя.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату (прототипом) является способ получения износостойких структур в режущей кромке лемеха плуга, изготавливаемого методом литья в песчано-глинистую форму с установкой в форму холодильников для получения отбеленного слоя. Лемех изготавливают из чугуна с содержанием углерода 3,3-3,6%, кремния 1,27-1,59%, марганца 0,4-0,7%, магния 0,4-0,6% и серы ≤0,02%. [4].
Недостатком этого способа является то, что литье в сырую песчано-глинистую форму не обеспечивает постоянство технологических параметров при формировании отливки, таких как скорость теплоотвода от отливки в форму, постоянство скорости затвердевания и стабильное формирования отбеленной структуры нужной толщины, имеет низкую производительность и высокую трудоемкость изготовления разовых песчано-глинистых форм, и последующую их переработку. Кроме того, отливки из обычных марок высокопрочных чугунов с шаровидной формой графита, таких как приведены выше и получаемых литьем в песчаную форму, вследствие пониженной скорости теплоотвода в форму, затвердевают, преимущественно, по стабильной системе диаграммы состояния Fe-C с формированием, в основном, ферритной или ферритно-перлитной металлической матрицы [5]. Феррит в чугунах обладает самыми низкими механическими свойствами по сравнению с другими структурными составляющими металлической основы. Например, твердость феррита – 100, твердость ферритно-перлитной матрицы 120-150HB [6]. То есть эти чугуны обладают низкой стойкости к истиранию и подвержены пластической деформации, повышенной ползучестью при приложении нагрузки. Поэтому рабочие части лемеха, такие как стойка и крылья, выполненные из высокопрочных чугунов, приведенного химического состава и получаемых литьем в сырую песчано-глинистую форму, имеют недостаточные механические и эксплуатационные свойства, такие как прочность на разрыв и изгиб, относительно низкий предел текучести при изгибе («пружинистость») и наоборот, высокую склонность к пластической деформации. Это же можно отнести и к лапам культиватора, в случае их производства по этой технологии.
Поставленная цель достигается тем, что отливку лапы культиватора производят способом литья из высокопрочного легированного чугуна в облицованный кокиль или в кокиль со стержневыми вставками (комбинированная форма) из огнеупорного материала с низкой теплопроводностью (шамота, магнезита, муллита, кварцевого или хромитового песка и т.п.).
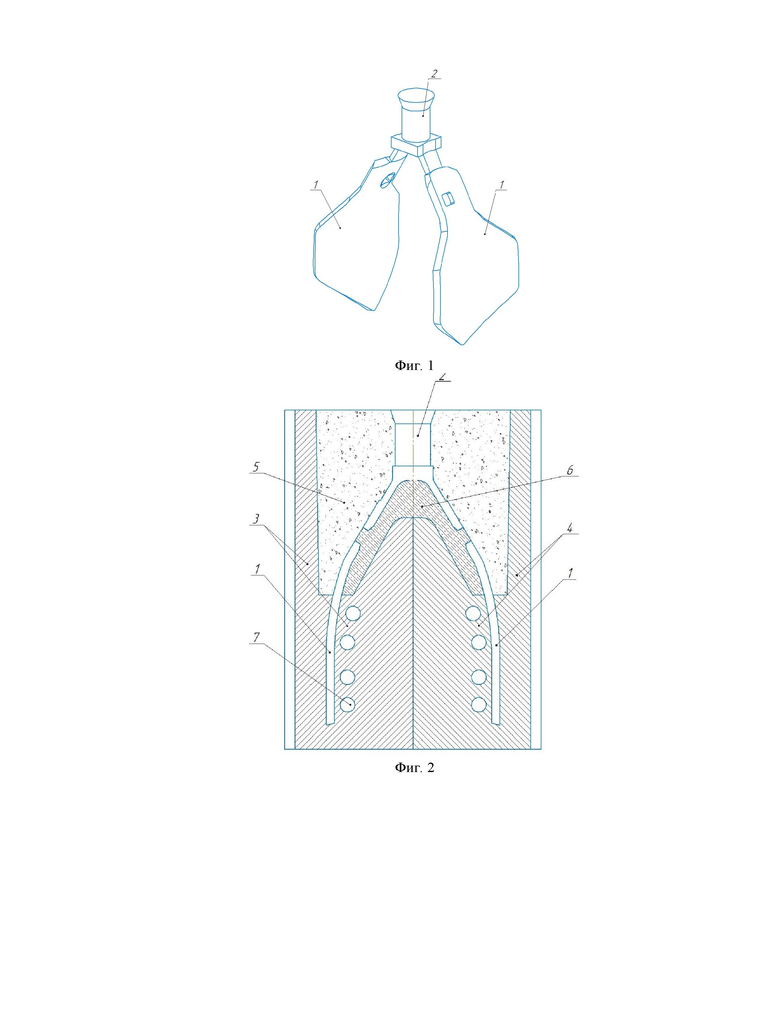
На фиг. 1, изображен вариант отливки лапы культиватора. Отливка представляет собой две литые лапы культиватора – поз. 1, соединенные литниковой системой - поз 2. На фиг. 2 изображен двухместный облицованный кокиль для литья этой отливки. На фиг. 2 видно, что части отливки 1 почвообрабатывающего орудия, работающие в условиях интенсивного абразивного износа при контакте с почвой, формируют металлическими стенками полуформ кокиля 3 и 4, а части отливки, которые требуют высоких механических свойств, таких как предел прочности на разрыв, предел прочности на изгиб, упругость (модуль Юнга), относительное удлинение и т.п. формируют огнеупорной облицовкой или стержневыми вставками 5 и 6. Расплав из высокопрочного чугуна через литниковую систему 2 заливают в кокиль, состоящий из левой 3 и правой 4 полуформ, формирующих полость отливки 1. Интенсивный теплоотвод со стороны металлических стенок кокиля 3 и 4, обеспечивает затвердевание чугуна по метастабильной системе (см. диаграмму Fe-C) [5] и, следовательно, формирование в чугунной отливке 1 структурно-свободного цементита (отбел) и ледебурита (аустенитно-цементитная эфтектика). Известно, что цементит и ледебурит имеют высокую микротвердость - 1200 кг/мм2 [6], и, следовательно, высокую стойкостью к абразивному износу. При этом литье в кокиль, в отличие от литья в сырую песчано-глинистую форму, обеспечивает постоянство технологических параметров при формировании отливки - интенсивный теплоотвод от отливки к кокилю, высокую скорость затвердевания и формирование отбеленной структуры нужной толщины, высокую производительность. Кроме того, в отличие от песчаной формы, в кокиле выполняют теплообменные каналы – поз.7 на фиг.2 - для охлаждения или нагрева рабочих стенок литейной формы, что обеспечивает постоянство теплофизических и температурных режимов работы кокиля и гарантирует повторяемость получения требуемых механических свойств и структуры в отливках [7].
Для получения «эффекта самозаточки» твердый режущий слой на наружной поверхности лезвий лапы культиватора получают за счет формирование этих поверхностей стенками кокиля, а относительно «мягкий» слой материала лапы культиватора на нижней поверхности получают за счет облицовки из малотеплопроводного огнеупорного материала. В процессе эксплуатации лапы, износ происходит в первую очередь на нижней поверхности с «мягкими, вязкими» структурами металлической матрицы, а при достижении «твердых» структур (цементит, ледебурит) износ в этой части лапы резко уменьшается. В результате режущая и носовая части лапы самозатачиваются. Конструкция такого кокиля приведена на фиг. 3. Стенки полуформ кокиля 3 и 4 обеспечивают ускоренное охлаждение при затвердевании чугунной отливки лапы культиватора и формирование «отбеленной» структуры высокой твердости и износостойкости, а слой облицовки – поз. 8 – обеспечивает более медленное охлаждение и формирование более «мягкой» металлической матрицы чугуна (на основе феррита, перлита (сорбита, троостита), бейнита или мартенсита). Причем, изменяя толщину слоя облицовки, а также изменяя температуру стенок кокиля, получают в нижней части лапы, как более «мягкую» ферритную структуру металлической матрицы чугуна, так и, в случае необходимости, более «твердую» перлитную, сорбитную, трооститную, мартенситную или бейнитную структуры, имеющих более высокую твердость и прочность, чем феррит, но меньшую твердость, чем цементит отбела и ледебурит верхнего наружного слоя лапы культиватора.
Важным фактором является получение «упругой» структуры металлической матрицы в тех частях отливки почвообрабатывающих орудий, которые работают в условиях интенсивных циклических нагрузок, в частности это стойка и держатель лапки культиватора. Металл в этих частях детали должен обладать повышенными механическими свойствами – особенно высокой упругостью (пружинистостью), которая характеризуется таким показателем, как модуль Юнга, а также высоким пределом прочности на разрыв и изгиб, обладать достаточной твердостью. Такие свойства имеют высокопрочные марки чугунов с перлитной (сорбитной, трооститной) и мартенситной структурой металлической матрицы [8]. Но наилучшим сочетанием механических свойств (высокие показатели прочности, твердости, сопротивлении износу при сохранении высокой упругости и сопротивлению остаточной деформации и стойкости), в условиях знакопеременных нагрузок обладают чугуны с бейнитной структурой [9]. Для получения такой структуры металлической матрицы высокопрочных чугунов требуется выполнение двух условий.
Первое условие - скорость теплоотвода от отливки в форму должна обеспечивать формирование структур металлической основы при затвердевании чугуна в промежуточном режиме эвтектического и эвтектоидного диапазонов температур между метастабильной и стабильной диаграммами состояния системы Fe-C. Такой характер затвердевания может обеспечить кокиль с нанесенной в требуемых местах облицовкой или установкой стержней из малотеплопроводного огнеупорного материала на основе молотого кварца, шамота, магнезита, кварцевого или цирконового песка, хромита и т.п – позиции 5 и 6 на фиг.2. Известно, что скорость теплоотвода или величина удельного теплового потока от отливки в форму выражается уравнением Фурье [10]
q = δ/λ*(To-Tп); (1)
где q – удельный тепловой поток или скорость теплоотвода от затвердевающей отливки в кокиль; δ – толщина облицовки или вставки; λ – теплопроводность материала облицовки или вставки, То – температура поверхности отливки; Тп – температура поверхности кокиля. Как следует из уравнения (1), скорость теплоотвода от различных мест отливки в кокиль можно регулировать изменением толщины облицовки δ, подбором огнеупорного материала облицовки (вставки) с требуемой теплопроводностью λ и температурой стенки кокиля Тп. Все эти параметры легко поддаются регулированию при литье в кокиль, в отличие от литья в «сырую песчаную» форму. Изменяя толщину облицовки / стержневой вставки, а также изменяя температуру стенок кокиля, регулируют скорость теплоотвода и тем самым обеспечивают формирование требуемой металлической матрицы чугунов лапы культиватора.
На фиг. 4 и 5 представлены результаты моделирования в системе компьютерного моделирования литейных процессов (СКМ ЛП) образования структурных составляющих металлической матрицы в отливке «лапа культиватора» из высокопрочного чугуна, получаемоой по предлагаемому способу литья. На фиг. 4 – области формирования отбеленных (карбидных) структур высокой твердости, на фиг. 5 – области формирования перлитных структур с улучшенными механическими свойствами.
Как видно на фиг. 4, «отбеленные» структуры (структурно-свободный цементит и ледебурит) формируются в носовой части и крыльях лап культиватора, которые работают в условиях абразивного износа. А на фиг. 5 видно, что перлитные структуры образуются в стойке и держателе лап, работающих в условиях интенсивных циклических нагрузок.
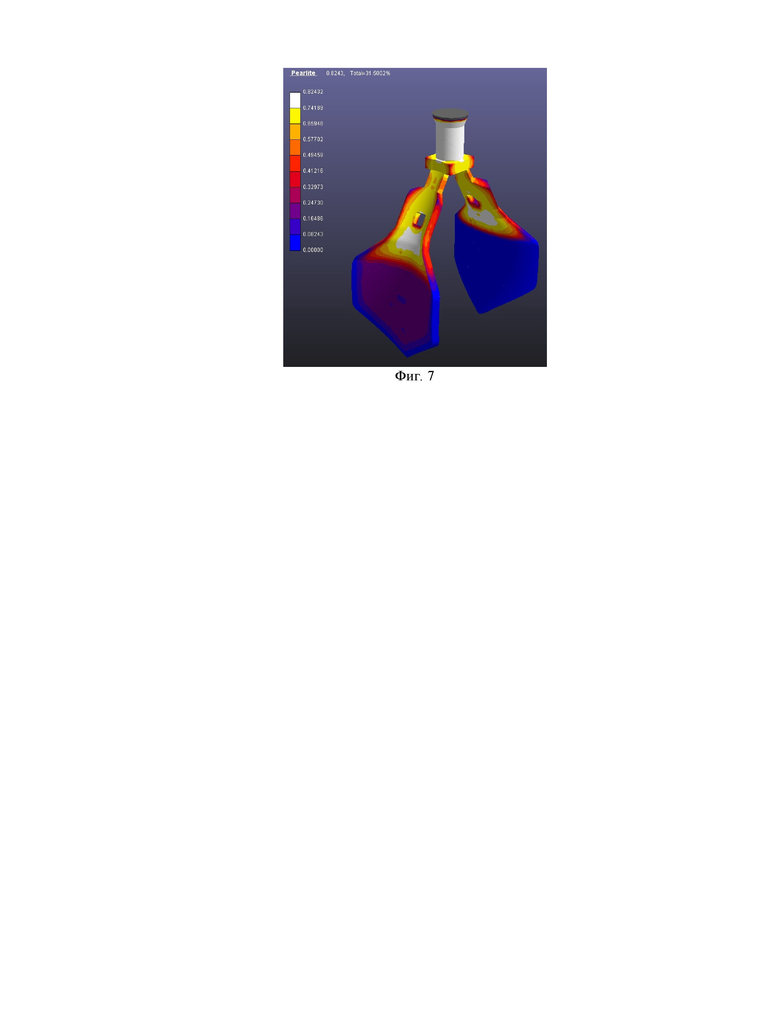
На фиг.6 и фиг. 7 представлены результаты моделирования в системе компьютерного моделирования литейных процессов (СКМ ЛП) образования структурных составляющих металлической матрицы в отливке «лапа культиватора» с эффектом «самозаточки» из высокопрочного чугуна, получаемой по предлагаемому способу. На фиг. 6 – области формирования отбеленных (карбидных) структур высокой твердости на наружной поверхности лап, на фиг. 7 – области формирования более мягких феррито-перлитных структур на нижней поверхности лап.
Вторым условием получения перлитных, мартенситных и бейнитных структур металлической матрицы высокопрочных чугунов является легирование их такими элементами, как Ni, Cu, Mo, Mn, V и др. Например, известно, что добавка Ni и Мо в количестве 0,8 и 0,2% соответственно, позволяют получить бейнитную и мартенситную структуры уже в литом состоянии без дополнительной термической обработки. А совместное легирование никелем и марганцем высокопрочного чугуна в количестве до 3%, позволяет получать конструкционный материал с повышенной эрозионной стойкостью [5]. Таким образом, введение сравнительно небольшого количества вышеуказанных легирующих элементов дает возможность не только повысить механические свойства высокопрочных чугунов почвообрабатывающих орудий, но и получить некоторые специальные свойства – сопротивление износу, коррозии, эрозии, ползучести и т.п. В наибольшей степени этому отвечают низколегированные высокопрочные марки чугунов, применяемые при изготовлении литых заготовок поршневых колец. Известно, что поршневые кольца работают в условиях интенсивных знакопеременных нагрузок, обладают высокой износостойкостью и механическими свойствами, высоким модулем упругости (модуль Юнга). Например, кольца бейнитного, мартенситного и перлитного класса изготавливаются из чугунов, следующих химсоставов [9]:
3,3-4,0% C; 2,2-2,9% Si; 0,3-0,8% Mn; 0,1-1,2% Cu; 0,3-1,25% Ni; 0,0-0,7% Mo; 0,0-0,1% V; 0,1-0,15% Cr; 0,1-0,5% P; <0,02% S .
Эти чугуны имеют следующие механические свойства:
Твердость 210-282HB
Предел прочности на растяжение 45- 130 кг/мм2
Предел прочности на изгиб> 60 кг/мм2
Модуль упругости (модуль Юнга) 13000-17000 кг/мм2
Поэтому предлагается при изготовлении почвообрабатывающих орудий применять легированный высокопрочный чугун такого же химического состава.
Источники информации
1. Патент РФ №2628491, МПК А01В 33/00. Опубл. 17.08.2017.
2. Патент РФ №154852, МПК А01В 35/20. Опубл. 10.09.2015.
3. Патент РФ №2452155, МПК А01В 35/20. Опубл. 10.06.2012.
4. Патент РФ №2677326, МПК B22D 27/04. Опубл. 16.01.2019.
5. Гиршович, Н.Г. Справочник по чугунному литью / Под ред. д-ра техн. наук Н.Г. Гиршовича. – 3-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние, 1978. – 758 с.
6. Панченко Е.В., Скаков Ю.А. и др. Лаборатория металлографии. – М.: Металлургия, 1965.
7. Вейник А.И. Литье в кокиль / Под ред. чл.-кор. АН БССР д-ра техн. наук проф. А.И. Вейника. –М.: Машиностроение. 1980, 415 с.
8. Шерман А.Д., Жуков А.А. Чугун: Справ. Изд. / Под ред. А.Д. Шермана и А.А. Жукова. М.: Металлургия. 1991. - 576 с.
9. Энглиш К. Поршневые кольца. Том 1: Теория, изготовление, конструкция и расчет /Перевод с немецкого инж. С.К. Личака. Под ред. д-ра техн. наук В.К. Житомирского. М.: Мащгиз. 1962, - 583 с.
10. Степанов Ю.А., Баландин Г.Ф., Рыбкин В.А. Специальные виды литья, - М.: Машиностроение, 1983. – 289 с.


Изобретение относится к области литейного производства. Заливку высокопрочного чугуна осуществляют в кокиль со стержневыми вставками из огнеупорного материала с низкой теплопроводностью. Части отливаемых лап, работающие в условиях абразивного износа, формируют в необлицованных стенках кокиля с обеспечением получения отбеленных структур высокопрочного чугуна. Части отливаемых лап, работающие в условиях циклических нагрузок, формируют в стержневых вставках кокиля с обеспечением получения перлитных, мартенситных и бейнитных структур высокопрочного чугуна. Обеспечивается повышение износостойкости рабочих кромок за счет получения отбеленной структуры и повышение эксплуатационных характеристик за счет получения прочностных и упругих свойств несущих частей. 1 з.п. ф-лы, 7 ил.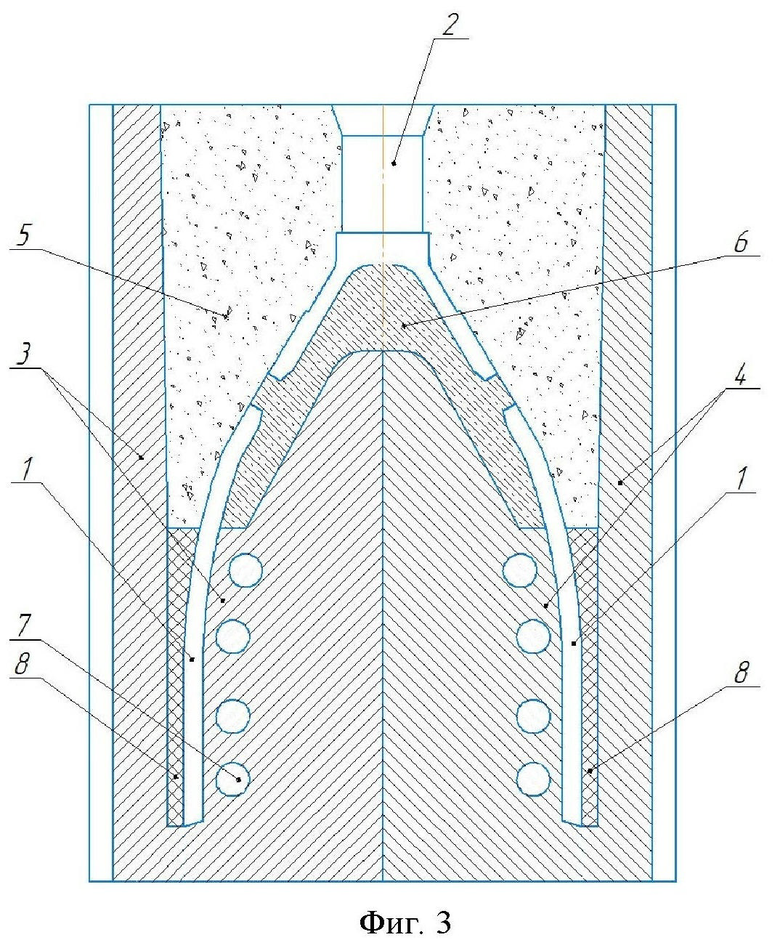
1. Способ получения отливок лап почвообрабатывающего оборудования, включающий изготовление высокопрочного чугуна и его заливку в литейную форму, отличающийся тем, что заливку высокопрочного чугуна осуществляют в кокиль со стержневыми вставками из огнеупорного материала с низкой теплопроводностью, причем части отлитых лап, работающие в условиях абразивного износа, формируют в необлицованных стенках кокиля с обеспечением получения отбеленных структур высокопрочного чугуна, а части отлитых лап, работающие в условиях циклических нагрузок, формируют в стержневых вставках кокиля с обеспечением получения перлитных, мартенситных и бейнитных структур высокопрочного чугуна.
2. Способ по п. 1, отличающийся тем, что в кокиль заливают высокопрочный чугун следующего химического состава, мас.%:
| Способ получения износостойких структур в режущей кромке лемеха плуга | 2018 |
|
RU2677326C1 |
| А.А | |||
| Руденко, В.С | |||
| Серебро, Литье в облицованный кокиль, Москва, Машиностроение, 1987, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Топливник с глухим подом | 1918 |
|
SU141A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литейная форма для изготовления отливок из чугуна | 1978 |
|
SU778920A1 |
| Способ получения отбеленных износостойких отливок | 2017 |
|
RU2649190C1 |
| US 5573057 A1, 12.11.1996 | |||
| JP 60255256 A, 16.12.1985. | |||

