Г
Предлагаемое изобретение относится к литейному производству, а именно к конструктивному выполнению форм для изготовления отливок.
Известны формы для изготовления 5 отливок из чугуна с различной структурой и свойствами металла у Ьтдельных поверхностей, содержащие огнеупорный материал и стальные или чугунные закладные элементьг-холодиль- 10 НИКИ, которые устанавливают у тех поверхностей отливки, где необходимо повысит.ь твердость металла 1 .
Известны также формы и изложницы, у которых толщина стенки холодильни- 5 ка или изложницы составляет более 10% от толщины стенки отливки 2.
Применение песчаных формс закладными стальными или чугунными элемен-, тами-холодильниками, изложниц и ко- 20 киле, толщина стенки которых составляет величину более 10% от толщины стенки одгливки, приводит к повышению твердости металла на поверхности литья, оформляемой указанными элемен-2 тами, по сравнению с твердостью на поверхностях отливки, оформляемых песчаной формой. Поэтому, в известных формах для изготовления отливок из чугуна, стальные или чугунные заклад- 30
ные элементь устанавливают таким образом, чтобы они оформляли те поверхности отливки, твердость металла которых необходимо повысить.
Цель изобретения - снижение твердости чугуна в литье. Цель достигается тем, что толщина металлической вставки выбирается в пределах от 1 до 10% ширины соответствующей рабочей полости.
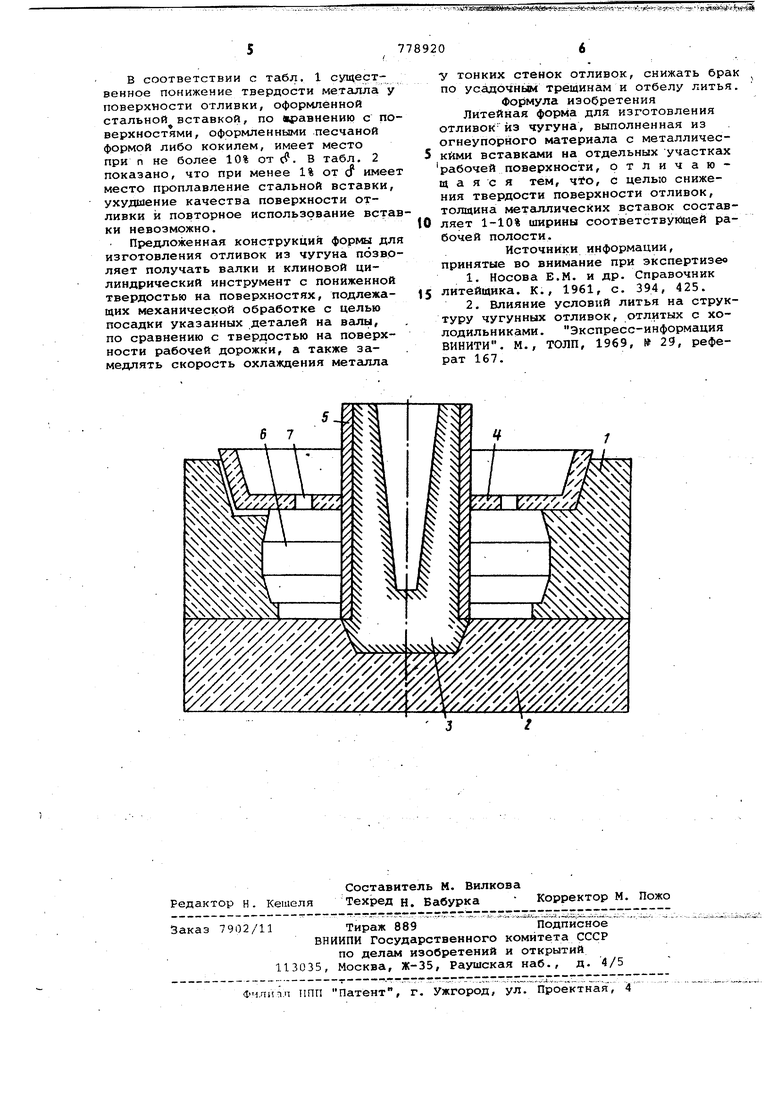
Предложенная форма, например для получения отливки прокатного валка с профильной поверхностью, представлена на чертеже.
Форма состоит из верхней 1, нижней 2 частей, стержней 3 и 4, выполненных, например, из песчано-глинистой смеси, и стальной вставки 5 в Ёиде втулки, заформованной вместе со стержнем 3. Толщина металлической вставки 5 составляет 1-10% от толщины оформляемой им стенки отливки 6.
Металл в форму заливается через питатели 7. В процессе заливки металла происходит интенсивный разогрев вставки 5, в связи с чем резко уменьшается скорость охлаждения слоев чугуна отливки 6, граничащих с поверхностью металллической вставки 5, что в конечном итоге приводит к понижению
твердости по сравнению с твердостью на поверхностях, оформленных, например, песчано-глйнйстЬй смесШ.
Так как уменьшение твердости ме талла отливки 6 происходит за счет быстрого разогрева металлических вставок 5 теплого заливаемого в форму , то при тол14ине закладно1-о элемента бол.ее 10% от толщины стенки отливки уменьшения твердости металла по поверхности отливки не доТвердость на поверхности отливки, НВ, при толщийе стенки, мм
Материал стенки
778926
стигатся. При толщине металлической вставки 5 менее 1% от толщины стенки отливки б имеет место местное его оплавление, что приводит к существенному ухудшению чистоты поверхности литья.
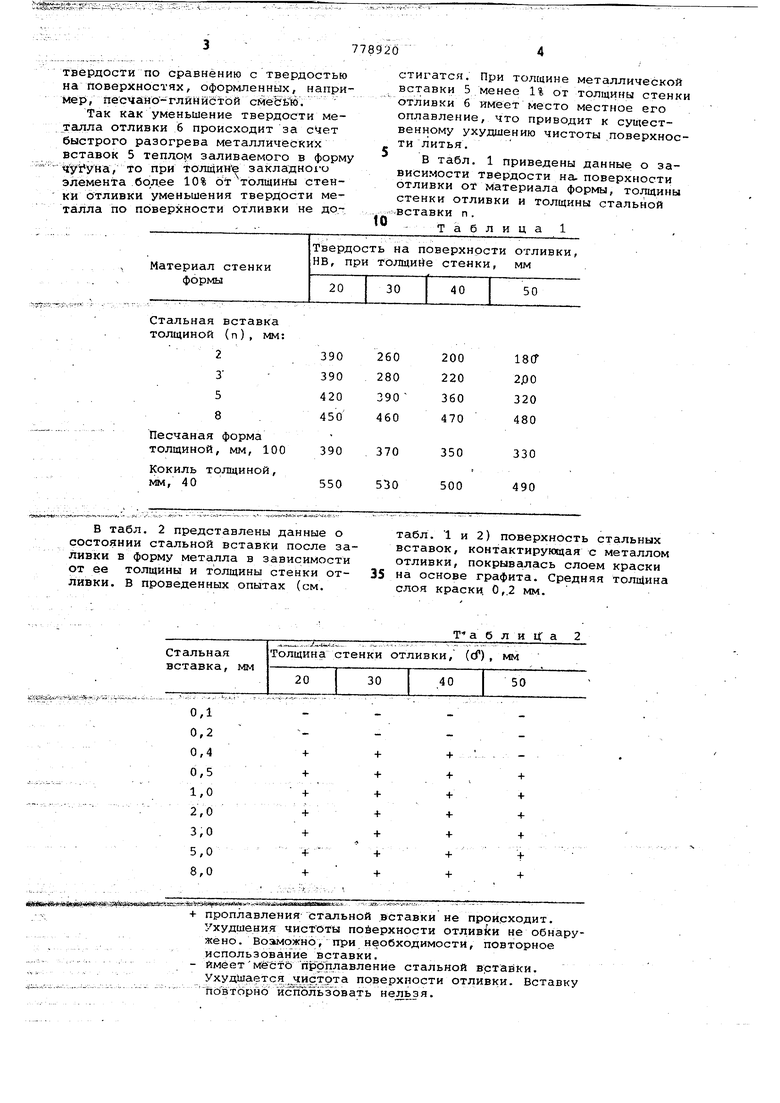
в табл. 1 приведены данные о зависимости твёрдости на, поверхности отливки от Материала формы, толщины стенки отливки и толщины стальной вставки п . -Таблица 1 .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ центробежного литья поршневых колец и форма для его осуществления | 1989 |
|
SU1694334A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| Способ изготовления отливок из отбеленного чугуна | 1989 |
|
SU1811976A1 |
| Способ получения центробежно-литых заготовок | 1988 |
|
SU1715484A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ЗЕРНА СТАЛИ В ПОВЕРХНОСТНОМ СЛОЕ ОТЛИВКИ | 2014 |
|
RU2579329C1 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| Способ термоупрочнения лемеха плуга | 2018 |
|
RU2684129C1 |
В табл. 2 представлены данные о состоянии стальной вставки после заливки в форму металла в зависимости от ее толщины и толщины стенки отливки. В проведенных опытах (см. + табл. 1 и 2) поверхность стальных вставок, контактирующая с металлом отливки, покрывалась слоем краски на основе графита. Средняя толЩина слоя краски. О,.2 мм.
Т-а б л и ц- а проплавления стальной вставки не происходит. Ухудшения чистоты пойерхности отливки не обнаружено. Воз можн6, при необходимости, повторное использование вставки. имеетМёстбпроплавление стальной вртавки. УхудШается чистрта поверхности отливки. Вставку псзвтбрно исНользовать недьзя.
В соответствии с табл. 1 существенное понижение твердости металла у поверхности отливки, оформленной стальной вставкой, по равнению с поверхностями, оформленными песчаной формой либо кокилем, имеет место при п не более 10% от с. В табл. 2 показано, что при менее 1% от а имеет место проплавление стальной вставки, ухудшение качества поверхности отливки и повторное использование вставки невозможно.
Предложенная конструкция формы для изготовления отливок из чугуна позволяет получать валки и клиновой цилиндрический инструмент с пониженной твердостью на поверхностях, подлежащих механической обработке с целью посадки указанных детгшей на валы, по сравнению с твердостью на поверхности рабочей дорожки, а также замедлять скорость охлаждения метгшла
у тонких стенок отливок, снижать брак по усадочным трещинам и отбелу литья.
Формула изобретения Литейная форма для изготовления отливокиз чугуна, выполненная из огнеупорного материала с металличес5 кйми вставками на отдельных участках рабочей поверхности, отличающаяся тем, , с целью снижения твердости поверхности отливок, толщина металлических вставок составляет 1-10% ширины соответствующей рабочей полости.
Источники информации, принятые во внимание при экспертизео
