ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к впитывающим изделиям и к способам изготовления впитывающих изделий. В частности, настоящее изобретение относится к впитывающим изделиям с улучшенными связями боковых швов и к способам изготовления таких впитывающих изделий.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
В своей повседневной жизни люди используют одноразовые впитывающие изделия, в том числе такие изделия, как изделия для взрослых, страдающих недержанием, трусы для страдающих энурезом, трусы для приучения к горшку и подгузники. Многие производители стремятся лучше удовлетворить потребности пользователей таких изделий и улучшить способ изготовления в отношении формирования таких впитывающих изделий.
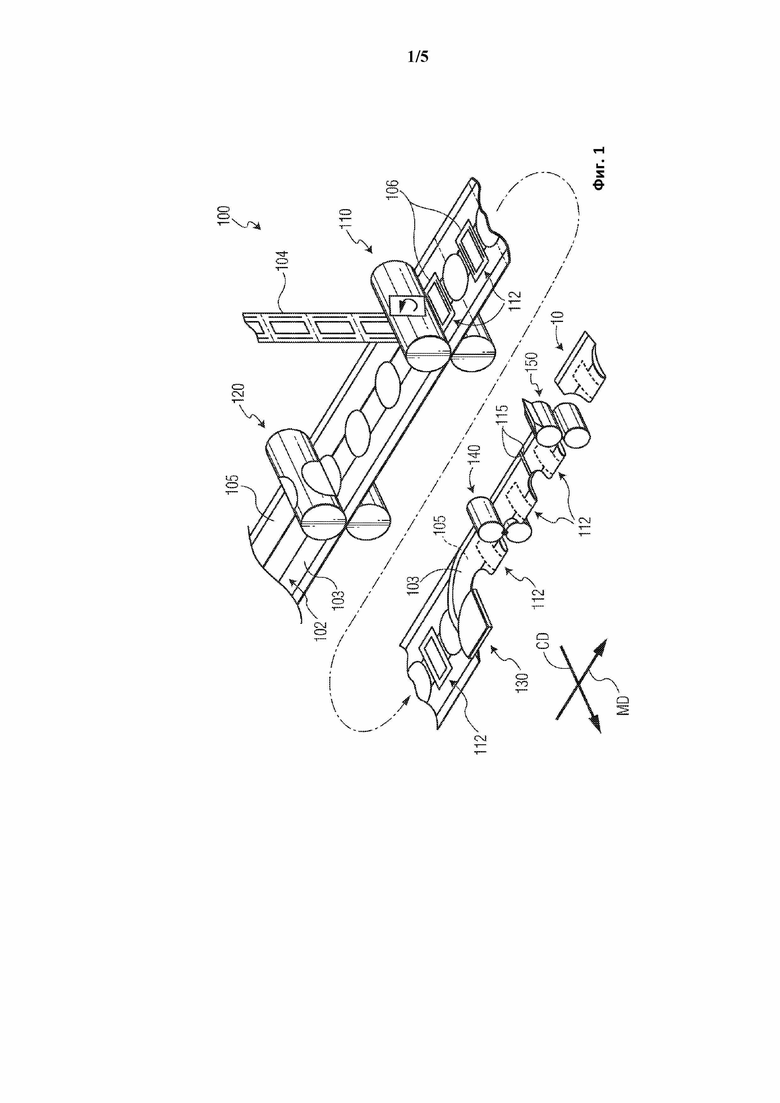
Один способ изготовления таких впитывающих изделий называется способом изготовления в поперечном направлении (CD). Один пример способа 100 изготовления в CD, известный из уровня техники, показан со ссылкой на фиг. 1. Как показано на фиг. 1, способ 100 может в целом включать перемещение одного или более непрерывных полотен 102 в направлении изготовления (MD). Одно или более полотен 102 может содержать передний сегмент 103 талии и задний сегмент 105 талии готовых впитывающих изделий 10, полученных способом 100 изготовления. Непрерывно проходящая заготовка впитывающих сердцевин 104 может подаваться на модуль 110 размещения сердцевины, который может быть выполнен с возможностью размещения отдельных впитывающих сердцевин 104 на одном или более полотнах 102. В некоторых вариантах осуществления модуль 110 размещения сердцевины может быть выполнен с возможностью получения отдельных впитывающих сердцевин 106 путем разрезания непрерывно проходящей заготовки впитывающих сердцевин 104 на отдельные впитывающие сердцевины 106, поворота сердцевин 106 и размещения сердцевин 106 с интервалами на одном или более полотнах 102.
Сердцевины 106 могут быть расположены на одном или более полотнах 102 с охватыванием области промежности готовых впитывающих изделий 10. Как можно заметить, впитывающие сердцевины 106 имеют в целом прямоугольную форму, при этом первый размер сердцевин в целом больше, чем второй размер сердцевин. Впитывающие сердцевины 106 размещены на одном или более полотнах 102 так, что более длинный размер сердцевин 106 проходит в направлении CD.
До или после размещения впитывающих сердцевин 106 может выполняться один или более дополнительных этапов обработки, и эти дополнительные этапы могут варьироваться согласно специфике каждого способа изготовления. Некоторые приведенные в качестве примера дополнительные этапы, как в способе 100, могут включать вырезание частей одного или более непрерывно проходящих полотен с получением отверстий для ног. Например, перед размещением сердцевин 106 на одном или более полотнах 102 одно или более полотен 102 могут направляться к режущему модулю 120. Режущий модуль 120 может содержать ножевой валик и опорный валик, при этом ножевой валик содержит нож, форма которого соответствует вырезу для ноги. Когда полотно проходит через модуль 120, нож делает в полотне вырез в форме выреза для ноги, а отрезанная часть полотна удаляется с одного или более полотен 102. Кроме того, хотя формирование отверстий для ног показано как этап, предшествующий размещению впитывающих сердцевин 106, оно может происходить после размещения сердцевин 106 на одном или более непрерывных полотнах 102. Другие этапы могут включать размещение покрывающего слоя поверх впитывающей сердцевины и одного или более непрерывно проходящих полотен с получением слоя прокладочного материала.
Эти описанные этапы обработки в целом обеспечивают непрерывно проходящую серию основ 112 впитывающего изделия, которые находятся в раскрытом состоянии. Основы 112 затем могут подаваться в модуль складывания 130. Модуль 130 складывания может быть выполнен с возможностью складывания основ впитывающего изделия пополам так, что одно или более полотен 102, образующих передний и задний сегменты 103, 105 талии, размещены в непосредственной близости.
Затем эти сложенные основы 112 впитывающего изделия перемещаются через блок 140 формирования связей, который формирует связи 115 между одним или более полотнами 102, образующими передний и задний сегменты талии 103, 105 готовых впитывающих изделий 10. Такие связи 115 в данной области называются связями боковых швов. Наконец, основы 112 перемещают через режущий модуль 150, который разрезает основы 112 между связями 115 боковых швов с получением отдельных готовых впитывающих изделий 10.
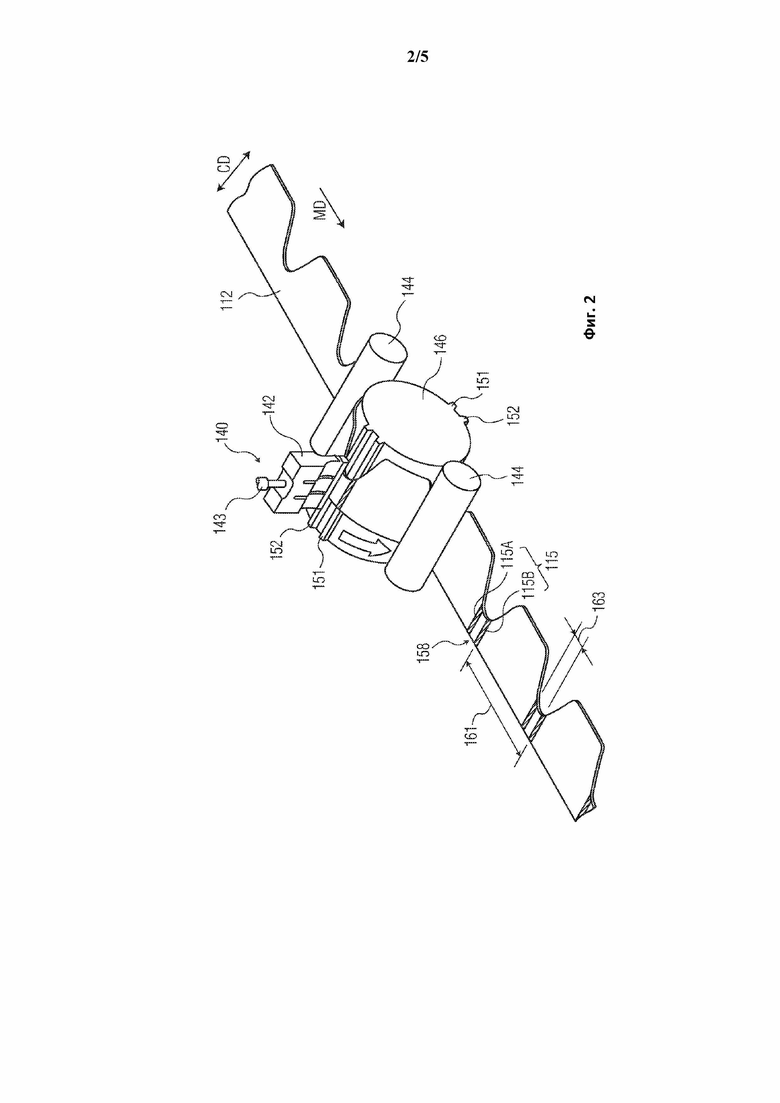
На фиг. 2 представлено изображение в перспективе одного известного из уровня техники блока 140 формирования связей, представленного в качестве примера, который может быть использован для формирования связей 115 боковых швов. Как можно заметить, блок 140 формирования связей содержит вращающийся опорный элемент 146, элемент 142 в виде сонотрода и направляющие полотно валики 144. Элемент 142 в виде сонотрода подключен к источнику энергии (не показан) посредством соединительного элемента 143, с помощью которого на элемент 142 в виде сонотрода может подаваться питание для формирования связей 115 боковых швов. Вращающаяся опора 146 дополнительно содержит пары удлиненных выступов 151, 152, которые выполнены с возможностью входа в зацепление с элементом 142 в виде сонотрода для формирования связей 115 боковых швов.
Как можно заметить, блок 140 формирования связей выполнен с возможностью формирования пары связей 115 подряд, при этом каждая из отдельных связей 115A, 115B связана с отдельными основами 112 впитывающего изделия. Например, первая связь из пары связей 115, например связь 115A, которая в машинном направлении MD представляет собой переднюю связь, образует связь боковых швов первой основы 112 впитывающего изделия, а вторая связь из пары связей 115, например связь 115B, которая в машинном направлении MD представляет собой заднюю связь, образует связь боковых швов второй основы 112 впитывающего изделия. Вторая основа 112 впитывающего изделия соединена с и непосредственно следует за первой основой 112 впитывающего изделия в машинном направлении MD.
Настоящее изобретение относится к впитывающим изделиям и к способам изготовления впитывающих изделий. В частности, настоящее изобретение относится к впитывающим изделиям с улучшенными связями боковых швов и к способам изготовления таких впитывающих изделий.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к впитывающим изделиям и, в частности, к впитывающим изделиям с улучшенными связями боковых швов.
В первом варианте осуществления способ формирования впитывающих изделий может включать перемещение одного или более непрерывных полотен в машинном направлении, при этом первая область одного или более непрерывных полотен содержит материал переднего сегмента талии, а вторая область одного или более непрерывных полотен содержит материал заднего сегмента талии; прикрепление с интервалами к одному или более непрерывным полотнам впитывающих сердцевин с формированием серии соединенных друг с другом открытых основ впитывающего изделия, при этом каждая основа впитывающего изделия содержит передний сегмент талии и задний сегмент талии, при этом между передним сегментом талии и задним сегментом талии проходит впитывающая сердцевина; складывание серии соединенных друг с другом открытых основ впитывающего изделия с формированием серии соединенных друг с другом закрытых основ впитывающего изделия; формирование первой связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов первой пары связей боковых швов связана с первой основой впитывающего изделия и при этом вторая связь боковых швов первой пары связей боковых швов связана со второй основой впитывающего изделия; и разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов и второй связью боковых швов первой пары связей боковых швов с отделением первой основы впитывающего изделия от второй основы впитывающего изделия.
Во втором варианте осуществления способ согласно первому варианту осуществления может дополнительно включать формирование первой связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов второй пары связей боковых швов связана со второй основой впитывающего изделия и при этом вторая связь боковых швов второй пары связей боковых швов связана с третьей основой впитывающего изделия; и разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов второй пары связей боковых швов и второй связью боковых швов второй пары связей боковых швов с отделением второй основы впитывающего изделия от третьей основы впитывающего изделия.
В третьем варианте осуществления способ согласно любому из первого или второго вариантов осуществления может дополнительно включать формирование первой связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов второй пары связей боковых швов связана с третьей основой впитывающего изделия и при этом вторая связь боковых швов второй пары связей боковых швов связана со второй основой впитывающего изделия; и разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов второй пары связей боковых швов и второй связью боковых швов второй пары связей боковых швов с отделением второй основы впитывающего изделия от третьей основы впитывающего изделия.
В четвертом варианте осуществления способ согласно третьему варианту осуществления может дополнительно включать формирование первой связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов третьей пары связей боковых швов связана с третьей основой впитывающего изделия и при этом вторая связь боковых швов третьей пары связей боковых швов связана с четвертой основой впитывающего изделия; формирование первой связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов четвертой пары связей боковых швов связана с пятой основой впитывающего изделия и при этом вторая связь боковых швов четвертой пары связей боковых швов связана с четвертой основой впитывающего изделия; и разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов третьей пары связей боковых швов и второй связью боковых швов третьей пары связей боковых швов и между первой связью боковых швов четвертой пары связей боковых швов и второй связью боковых швов четвертой пары связей боковых швов с отделением третьей основы впитывающего изделия от четвертой основы впитывающего изделия и четвертой основы впитывающего изделия от пятой основы впитывающего изделия.
В пятом варианте осуществления третий вариант осуществления может дополнительно включать формирование первой связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов третьей пары связей боковых швов связана с четвертой основой впитывающего изделия и при этом вторая связь боковых швов третьей пары связей боковых швов связана с третьей основой впитывающего изделия; формирование первой связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов четвертой пары связей боковых швов связана с четвертой основой впитывающего изделия и при этом вторая связь боковых швов четвертой пары связей боковых швов связана с пятой основой впитывающего изделия; и разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов третьей пары связей боковых швов и второй связью боковых швов третьей пары связей боковых швов и между первой связью боковых швов четвертой пары связей боковых швов и второй связью боковых швов четвертой пары связей боковых швов с отделением третьей основы впитывающего изделия от четвертой основы впитывающего изделия и четвертой основы впитывающего изделия от пятой основы впитывающего изделия.
В шестом варианте осуществления первая связь боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с первого по пятый может быть сформирована за счет взаимодействия первого сонотрода с первой опорой, а вторая связь боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с первого по пятый может быть сформирована за счет взаимодействия второго сонотрода со второй опорой.
В седьмом варианте осуществления второй сонотрод согласно шестому варианту осуществления размещают относительно первого сонотрода на расстоянии по меньшей мере 1,0 м в направлении изготовления.
В восьмом варианте осуществления первая связь боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с первого по седьмой может быть сформирована за счет взаимодействия первого сонотрода с первой опорой, а вторая связь боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с первого по седьмой может быть сформирована за счет взаимодействия второго сонотрода с первой опорой.
В девятом варианте осуществления первый сонотрод согласно любому из вариантов осуществления с первого по восьмой может быть размещен на первой опоре относительно второго сонотрода на окружном расстоянии, которое больше или равно двадцати процентам окружности первой опоры.
В десятом варианте осуществления способ формирования впитывающих изделий может включать перемещение одного или более непрерывных полотен в машинном направлении при определенной скорости полотна, при этом первая область одного или более непрерывных полотен содержит материал переднего сегмента талии, а вторая область одного или более непрерывных полотен содержит материал заднего сегмента талии, при этом скорость полотна больше или равна 250 м/мин; прикрепление с интервалами к одному или более непрерывным полотнам впитывающих сердцевин с формированием серии соединенных друг с другом открытых основ впитывающего изделия, при этом каждая основа впитывающего изделия содержит передний сегмент талии и задний сегмент талии, при этом между передним сегментом талии и задним сегментом талии проходит впитывающая сердцевина; складывание серии соединенных друг с другом открытых основ впитывающего изделия с формированием серии соединенных друг с другом закрытых основ впитывающего изделия; формирование первой связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода; формирование второй связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов первой пары связей боковых швов связана с первой основой впитывающего изделия и при этом вторая связь боковых швов первой пары связей боковых швов связана со второй основой впитывающего изделия; и разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов и второй связью боковых швов первой пары связей боковых швов с отделением первой основы впитывающего изделия от второй основы впитывающего изделия, при этом первая связь боковых швов первой пары связей боковых швов имеет прочность связи, которая больше или равна 17 Н согласно методу испытания прочности связей на отрыв, и при этом вторая связь боковых швов первой пары связей боковых швов имеет прочность связи, которая больше или равна 17 Н согласно методу испытания прочности связей на отрыв.
В одиннадцатом варианте осуществления первая связь боковых швов первой пары связей боковых швов согласно десятому варианту осуществления может иметь прочность связи, которая больше или равна 29 Н согласно методу испытания прочности связей на отрыв, при этом вторая связь боковых швов первой пары связей боковых швов может иметь прочность связи, которая больше или равна 29 Н согласно методу испытания прочности связей на отрыв.
В двенадцатом варианте осуществления скорость полотна согласно любому из одиннадцатого или двенадцатого вариантов осуществления может быть больше или равна 300 м/мин.
В тринадцатом варианте осуществления первая связь боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с десятого по двенадцатый может быть сформирована за счет взаимодействия первого сонотрода с первым опорным валиком, а вторая связь боковых швов первой пары связей боковых швов может быть сформирована за счет взаимодействия второго сонотрода со вторым опорным валиком.
В четырнадцатом варианте осуществления второй сонотрод согласно тринадцатому варианту осуществления может быть размещен относительно первого сонотрода на расстоянии по меньшей мере 1,0 м в направлении изготовления.
В пятнадцатом варианте осуществления разница в прочности связи между первой связью боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с десятого по четырнадцатый и второй связью боковых швов первой пары связей боковых швов может быть меньше чем приблизительно 15% значения большего из прочности связи первой связи боковых швов первой пары связей боковых швов и прочности связи второй связи боковых швов первой пары связей боковых швов.
В шестнадцатом варианте осуществления разница в прочности связи между первой связью боковых швов первой пары связей боковых швов согласно любому из вариантов осуществления с десятого по четырнадцатый и второй связью боковых швов первой пары связей боковых швов может быть меньше чем приблизительно 10% значения большего из прочности связи первой связи боковых швов первой пары связей боковых швов и прочности связи второй связи боковых швов первой пары связей боковых швов.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлено изображение в перспективе известного из уровня техники способа формирования впитывающих изделий, в том числе связей боковых швов;
на фиг. 2 представлено изображение в перспективе блока формирования связей для формирования связей боковых швов во впитывающих изделиях;
на фиг. 3 представлено изображение в перспективе способа формирования впитывающих изделий, в том числе связей боковых швов, согласно аспектам настоящего изобретения;
на фиг. 4 представлено изображение в перспективе двух блоков формирования связей для формирования связей боковых швов во впитывающих изделиях, согласно аспектам настоящего изобретения; и
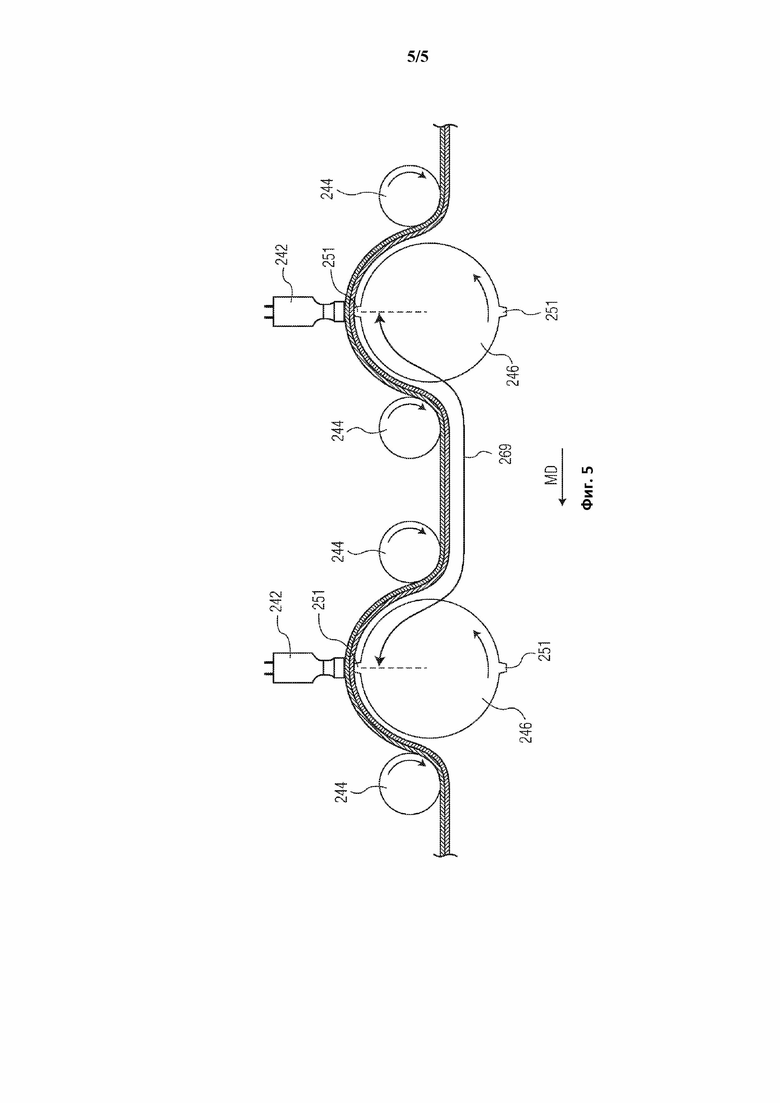
на фиг. 5 представлено общее изображение спереди двух блоков формирования связей по фиг. 4.
Несмотря на то что настоящее изобретение допускает различные модификации и альтернативные формы, в графических материалах на примерах были представлены его характерные признаки, которые будут описаны подробно. Тем не менее следует понимать, что это сделано без задачи ограничить аспекты настоящего изобретения описанными конкретными вариантами осуществления, представленными в качестве примера. Наоборот, задача состоит в том, чтобы охватить все модификации, эквиваленты и альтернативы, соответствующие сути и объему настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к впитывающим изделиям и к способам изготовления впитывающих изделий. В частности, настоящее изобретение относится к впитывающим изделиям с улучшенными связями боковых швов и к способам изготовления таких впитывающих изделий.
Представленное далее описание следует рассматривать в совокупности с графическими материалами, в которых подобные элементы на разных фигурах пронумерованы одинаково. В описании и графических материалах, которые не обязательно выполнены в масштабе, рассмотрены представленные в качестве примера варианты осуществления, которые не предназначены для ограничения объема настоящего изобретения.
В контексте этого описания каждый нижеуказанный термин или выражение будут иметь следующее значение или значения. Дополнительные термины определяются в описании в других частях.
Термин «впитывающее изделие» в этом документе относится к изделию, которое может быть размещено вплотную к телу носящего или рядом с ним (т. е. в соприкосновении с телом) для впитывания и удерживания различных жидких, твердых и полутвердых выделений, выводимых из организма. Впитывающие изделия, такие как описанные в этом документе, необходимо выбрасывать после ограниченного периода использования, а не стирать или восстанавливать другим способом с целью повторного применения. Необходимо понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, но без ограничения, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам и изделиям для страдающих недержанием и т. п., без отступления от объема настоящего изобретения.
Слово «связанный» относится к сочленению, склеиванию, соединению, скреплению двух элементов и т. п. Два элемента будут считаться связанными друг с другом, если они сочленены, склеены, соединены, скреплены и т. п. друг с другом непосредственно или же опосредованно, например в случае связывания с промежуточным элементом. Связывание может происходить, например, посредством склеивания, связывания под действием давления, термической сварки, ультразвуковой сварки, прострачивания, сшивания и/или сварки.
Слово «соединенный» относится к сочленению, склеиванию, связыванию, скреплению двух элементов и т. п. Два элемента будут рассматриваться как соединенные друг с другом, когда они соединены непосредственно друг с другом или соединены друг с другом опосредованно, например, когда каждый из них непосредственно соединен с промежуточными элементами.
Слово «одноразовый» относится к изделиям, предназначенным для выбрасывания после ограниченного использования, а не для стирки или восстановления иным образом для повторного использования.
Слова «расположенный», «расположенный на» и их вариации означают, что один элемент может составлять одно целое с другим элементом, или что один элемент может являться отдельной структурой, связанной, или размещенной совместно, или размещенной рядом с другим элементом.
Термин «машинное направление» (MD) относится к длине ткани в направлении, в котором она производится, в отличие от «направления, перпендикулярного машинному направлению» (CD), которое относится к ширине ткани в направлении, в целом перпендикулярном машинному направлению.
Термин «нетканый материал», или «нетканое полотно», или просто «полотно» в этом документе относится к полотну, имеющему структуру из отдельных волокон или нитей, которые переслаиваются, но без возможности распознания, как в случае трикотажной ткани. Нетканые материалы или полотна получают с применением множества процессов, таких как, например, процессы получения аэродинамическим способом из расплава, процессы получения фильерным способом из расплава, процессы скрепления горячим воздухом при получении кардочесанного полотна (также известные как BCW и TABCW) и т. д.
Эти термины в остальных частях описания могут определяться дополнительными формулировками.
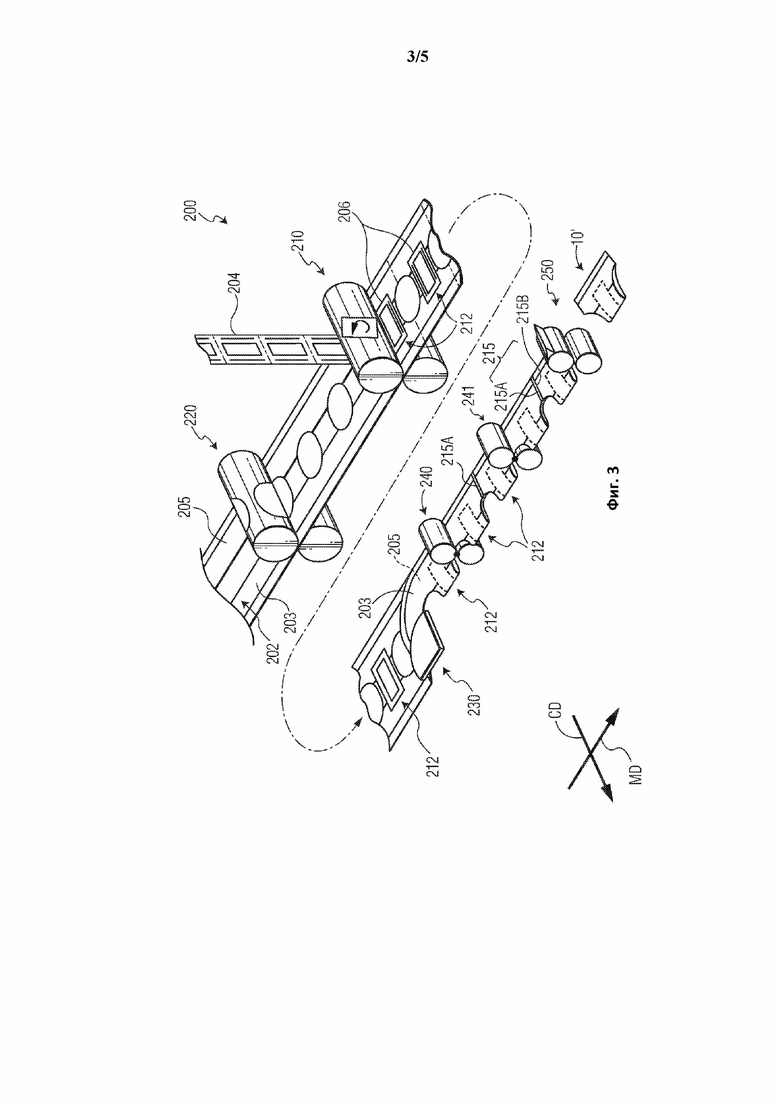
На фиг. 3 представлено изображение в перспективе, касающееся способа 200 изготовления, который в отношении способа 100, известного из уровня техники, представляет собой альтернативный способ изготовления готовых впитывающих изделий, таких как впитывающие изделия 10’. Способ 200 может иметь определенное сходство со способом 100. Например, способ 200 может в целом включать перемещение одного или более непрерывных полотен 202 в направлении изготовления (MD). Одно или более полотен 202 может содержать передний сегмент 203 талии и задний сегмент 205 талии готовых впитывающих изделий 10, полученных способом 200 изготовления. Непрерывно проходящая заготовка впитывающих сердцевин 204 может подаваться на модуль 210 размещения сердцевины, который может быть выполнен с возможностью размещения отдельных впитывающих сердцевин 204 на одном или более полотнах 202. В некоторых вариантах осуществления модуль 210 размещения сердцевины может быть выполнен с возможностью получения отдельных впитывающих сердцевин 206 путем разрезания непрерывно проходящей заготовки впитывающих сердцевин 204 на отдельные впитывающие сердцевины 206, поворота сердцевин 206 и размещения сердцевин 206 с интервалами на одном или более полотнах 202.
Сердцевины 206 могут быть расположены на одном или более полотнах 202 с охватыванием области промежности готовых впитывающих изделий 10’. Как можно заметить, впитывающие сердцевины 206 имеют в целом прямоугольную форму, при этом первый размер сердцевин в целом больше, чем второй размер сердцевин. Впитывающие сердцевины 206 размещены на одном или более полотнах 202 так, что более длинный размер сердцевин 206 проходит в направлении CD.
До или после размещения впитывающих сердцевин 206 может выполняться один или более дополнительных этапов обработки, и эти дополнительные этапы могут варьироваться согласно специфике каждого способа изготовления. Некоторые приведенные в качестве примера дополнительные этапы, как в способе 200, могут включать вырезание частей одного или более непрерывно проходящих полотен с получением отверстий для ног. Например, после размещения сердцевин 206 на одном или более полотнах 202 одно или более полотен 202, содержащих сердцевины 206, могут направляться к режущему модулю 220. Режущий модуль 220 может содержать ножевой валик и опорный валик, при этом ножевой валик содержит нож, форма которого соответствует вырезу для ноги. Когда полотно проходит через модуль 220, нож делает в полотне вырез в форме выреза для ноги, а отрезанная часть полотна удаляется с одного или более полотен 202. Другие этапы могут включать размещение покрывающего слоя поверх впитывающей сердцевины и одного или более непрерывно проходящих полотен с получением слоя прокладочного материала.
Эти описанные этапы обработки в целом обеспечивают непрерывно проходящую серию основ 212 впитывающего изделия, которые находятся в раскрытом состоянии. Основы 212 затем могут подаваться в модуль складывания 230. Модуль 230 складывания может быть выполнен с возможностью складывания основ впитывающего изделия пополам так, что одно или более полотен 202, образующих передний и задний сегменты 203, 205 талии, размещены в непосредственной близости.
Затем эти сложенные основы 212 впитывающего изделия перемещают через первый блок 240 формирования связей, который формирует первую связь, связь 215A, из пары 215 связей между одним или более полотнами 202, образующими передний и задний сегменты 203, 205 талии готовых впитывающих изделий 10’. Основы 112 затем перемещают во второй блок 241 формирования связей, который формирует вторую связь, связь 215B, из пары 215 связей между одним или более полотнами 202 готовых впитывающих изделий 10. Наконец, основы 112 перемещают через режущий модуль 250, который разрезает основы 212 между связями 215A, 215B боковых швов с получением отдельных готовых впитывающих изделий 10’.
Как будет более подробно описано далее, формирование двух связей 215A, 215B каждой пары 215 связей описанным выше образом позволяет формировать связи более высокого качества, чем при формировании таких пар 215 связей согласно способу 100, известному из уровня техники. Одним показателем качества связи может быть прочность связи. В частности, способ 200 может делать возможным формирование связей 215A, 215B, у которых более высокие прочности связей, чем у связей 215A, 215B, полученных способом 100. Кроме того, прочность каждой из связей 215A, 215B, полученных согласно способу 200, может быть более подобной прочностям связей 215A, 215B, полученных согласно способу 100.
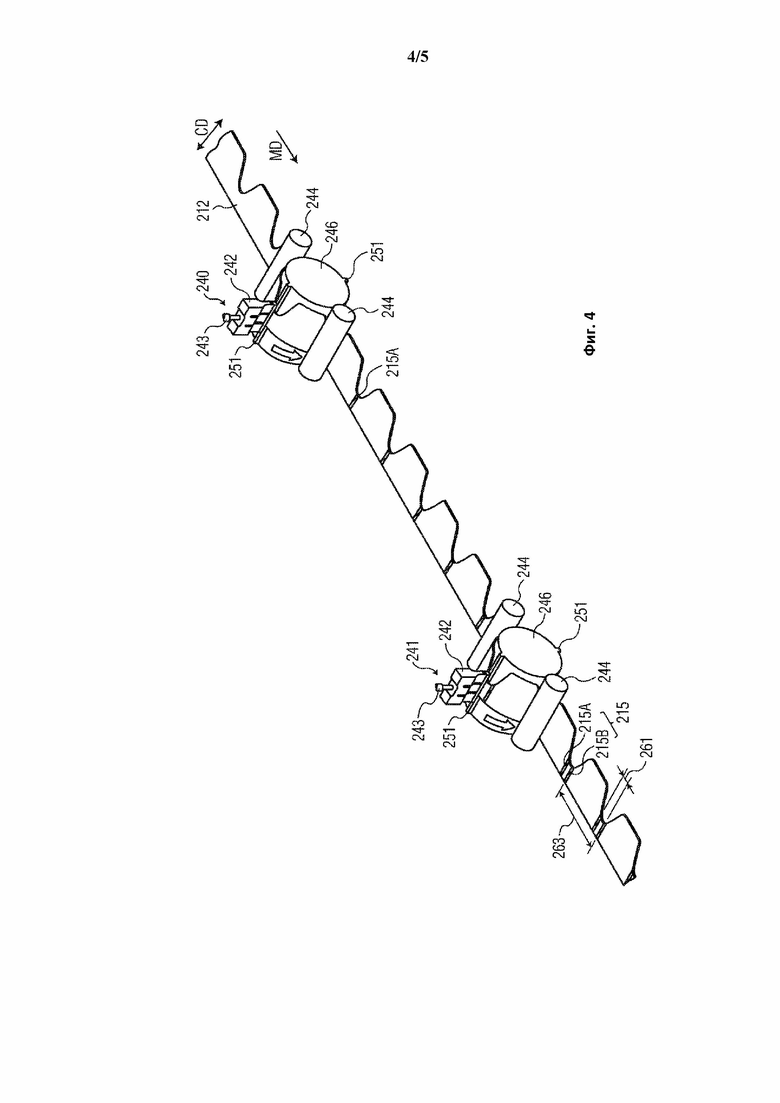
На фиг. 4 представлено увеличенное изображение в перспективе блоков 240, 241 формирования связей согласно способу 200 изготовления по фиг. 3. Если блоки 240, 241 формирования связей представляют собой ультразвуковые блоки формирования связей, они могут содержать сонотроды 242, подключенные к источнику или источникам энергии (не показаны) посредством соединительного элемента 243, опорные валики 246 с выступами 251, направляющие валики 244. Как описано выше, первый блок 240 формирования связей может формировать на непрерывно проходящих основах впитывающего изделия 12 первые связи 215A пар 215 связей с равными, повторяющимися интервалами. Таким образом, первый блок 240 формирования связей может формировать первые связи 215A множества пар 215 связей и делает возможным непрерывное осуществление способа 200 изготовления. Второй блок 241 формирования связей может также быть выполнен с возможностью формирования вторых связей 215B пар 215 связей с равными, повторяющимися интервалами на основах 12. Вторые связи 215B удалены друг от друга на величину 263 шага, которая может быть такой же, как промежуток между первыми связями 215A. Величина 263 шага может быть установлена на основании конкретных размера и формы изготавливаемых впитывающих изделий 10’. Вторые связи 215B могут быть выполнены так, чтобы характеризоваться разделительным расстоянием 261 относительно первых связей 215A. В целом, является целесообразным использовать небольшие разделительные расстояния 261, чтобы уменьшить количество материала, которое накапливается на сторонах каждого изделия 10’ или которое необходимо удалить, что в любом случае представляет собой ненужные затраты при изготовлении изделий 10’.
Как видно на фиг. 4, первый блок 240 формирования связей может быть выполнен с возможностью постоянного формирования первых связей 215A каждой пары 215 связей, которые представляют собой задние связи пар 215 связей в машинном направлении MD. В этих вариантах осуществления второй блок 241 формирования связей может быть выполнен с возможностью постоянного формирования вторых связей 215B каждой пары 215 связей, которые представляют собой передние связи пар 215 связей в машинном направлении MD. Тем не менее в других вариантах осуществления это не является обязательным. Например, в других вариантах осуществления согласно настоящему изобретению первый блок 240 формирования связей может быть выполнен с возможностью чередования того, какие из связей 215A, 215B первый блок 240 формирования связей формирует в качестве последовательных пар 215 связей. В частности, первый блок 240 формирования связей может быть выполнен с возможностью формирования первой связи 215A первой пары 215 связей и второй связи 215B второй, следующей, пары 215 связей. Первый блок 240 формирования связей затем может повторять эту последовательность. Тогда в таких вариантах осуществления второй блок 241 формирования связей может быть выполнен с возможностью формирования связей 215A и 215B последовательных пар 215 связей в последовательности с обратным чередованием. Например, второй блок 241 формирования связей может быть выполнен с возможностью формирования второй связи 215B первой пары 215 связей и первой связи 215A второй пары 215 связей и потом может продолжать формировать связи 215A, 215B в такой повторяющейся последовательности.
В других вариантах осуществления первый блок 240 формирования связей и второй блок 241 формирования связей могут быть выполнены с возможностью формирования связей 215A и 215B в даже более сложных последовательностях. В качестве одного примера первый блок 240 формирования связей может быть выполнен с возможностью формирования первой связи 215A первой пары 215 связей, второй связи 215B второй пары 215 связей, которая следует сразу за первой парой 215 связей, второй связи 215B третьей пары 215 связей, которая следует сразу за второй парой 215 связей, и первой связи 215A четвертой пары 215 связей, которая следует сразу за третьей парой 215 связей. Первый блок 240 формирования связей может быть выполнен с возможностью повторения этой последовательности. Второй блок 241 формирования связей может быть выполнен с возможностью формирования соответствующих связей 215B, 215A, 215A и 215B в каждой из первой, второй, третей и четвертой пары 215 связей и может быть выполнен с возможностью повторения этой последовательности. В других вариантах осуществления первый блок 240 формирования связей и второй блок 241 формирования связей могут быть выполнены с возможностью формирования связей 215A и 215B в даже более сложных последовательностях. Тем не менее, в какой бы ни было последовательности первый блок 240 формирования связей и второй блок 241 формирования связей выполнены с возможностью формирования связей 215A и 215B, первый блок 240 формирования связей может быть выполнен с возможностью формирования только одной из связей 215A, 215B пары 215 связей, тогда как второй блок 241 формирования связей может быть выполнен с возможностью формирования другой из связей 215A, 215B пары 215 связей.
Разделение этапа формирования пар 215 связей боковых швов на два отдельных этапа связывания устраняет много недостатков способа 100, известного из уровня техники, который описан со ссылкой на фиг. 1. Доступное сегодня оборудование ультразвуковой сварки не является подходящим для формирования отдельных связей подряд так, чтобы у всех связей было одинаковое качество связи. Считается, что при получении питания с применением для формирования первой связи сонотрод блока формирования связей, такой как элемент 142 в виде сонотрода, подвергается определенному усилию сжатия. После прекращения подачи питания на сонотрод имеется период восстановления, определенный продолжительностью времени, за которое элемент в виде сонотрода возвращается обратно в свой установившийся режим. Если на сонотрод перед его возвращением в установившийся режим снова подается питание с формированием второй связи, то у этой второй сформированной связи в целом качество ниже, чем у первой сформированной связи. Соответственно, для сохранения минимального уровня качества второй связи в паре связей скорость основы 112 впитывающего изделия необходимо поддерживать на достаточно низком уровне скорости, чтобы вторая связь пары связей была минимально достаточного качества.
Тем не менее согласно способу 200 не требуется, чтобы первый и второй блоки 240, 241 формирования связей формировали связи подряд или в такой последовательности, как при формировании связей в способе 100. Например, промежуток между связями 215A и/или 215B, сформированными первым и вторым блоками 240, 241 формирования связей, в целом представляет собой величину 263 шага. Тем не менее точное расстояние может зависеть от конкретной последовательности формирования связей, используемой в блоках 240, 241. В способе 100 промежуток между связями 215A, 215B, сформированными блоком 140 формирования связей, представляет собой разделительное расстояние 261, которое намного меньше, чем величина 263 шага. Такая разница в расстоянии переходит в большее время между моментами, когда на блок формирования связей начинает подаваться питание для формирования связи согласно способу 200, при той же скорости полотна. Соответственно, способ 200 может делать возможным формирование связей 215A, 215B, характеризующихся по меньшей мере минимально достаточным качеством, при более высокой скорости полотен, чем в способе 100.
Способ 200 может делать возможным формирование пар 215 связей, при этом каждая из связей 215A, 215B характеризуется минимально достаточным качеством связи, при скорости полотен больше 250 метров в минуту (м/мин) и даже больше 300 м/мин. В некоторых конкретных примерах способ 200 может делать возможным формирование связей 215A, 215B с прочностью связи по меньшей мере 17 Н, или по меньшей мере 29 Н, или по меньшей мере 44 Н согласно методу испытания прочности связей на отрыв, описанному в этом документе, при работе при скорости полотен больше 250 м/мин и больше 300 м/мин, когда друг с другом связываются разные материалы. Несколькими примерами материалов являются материалы спанбонд и спанбонд-мелтблаун-спанбонд (СМС), содержащие полипропилен или смеси «полипропилен/полиэтилен» с базовым весом от приблизительно 15 грамм на квадратный метр (г/м2) до приблизительно 25 г/м2, которые могут быть связаны в любой комбинации с обеспечением описанных выше прочностей связей. Такие представленные в качестве примера материалы могут быть получены согласно способу 200 с применением традиционного оборудования ультразвуковой сварки, такого как поставляемое на рынок компанией «Hermann Ultrasonics, Inc.», расположенной по адресу 1261, Хардт Секл, Барлетт, Иллинойс, 60103, при этом длина 163 шага и разделительное расстояние 161 между связями имеют традиционные значения в области предметов одежды в виде впитывающих изделий личной гигиены для взрослых.
Кроме того, способ 200 может обеспечивать более подходящую прочность связи между связями 215A и 215B, чем способ 100. Например, способ 200 может обеспечивать разницу в значениях прочностей связей 215A, 215B, составляющую не более чем приблизительно 15%, или приблизительно 10%, или приблизительно 5% значения более высокой прочности связи в отношении связей 215A, 215B.
Метод испытания прочности связей на отрыв:
Этот метод испытания разработан для количественного определения пиковой прочности связей, полученных точечной ультразвуковой сваркой, которыми скреплены два материала. Направление удаления (отрыва), в этой заявке, в целом представляет собой направление, в котором такие связи могут быть разрушены при применении в качестве боковых швов на впитывающих изделиях.
Оборудование
1. Устройство для испытания на растяжение, выполненное с возможностью получения пиковой нагрузки и снабженное соответствующим датчиком нагрузки. Подходящей системой для испытания на растяжение является устройство Sintech Tensile Tester, поставляемое на рынок компанией «MTS Sintech», Парк исследовательского треугольника, Северная Каролина, под торговым названием Instron Model 4201 Tensile Tester с программным обеспечением QAD (отдела обеспечения качества) компании «Sintech».
2. Программное обеспечение, приобретенное у компании «MTS Sintech», под торговым названием Sintech Testworks™.
3. Зажимы пневматического действия, поставляемые на рынок компанией «Instron Corporation», Кантон, Массачусетс под торговым названием «Instron Model 2712-041».
4. Зубчатые захватные поверхности 1 на 3 дюйма, поставляемые на рынок компанией «Instron Corporation», Кантон, Массачусетс.
5. Испытательный стенд с температурой 23±1 °C и относительной влажностью 50±2 процента.
Процедура испытания
1. Перед испытанием образец, подлежащий испытанию, доводят до нужного состояния в испытательном стенде в течение по меньшей мере 4 часов.
2. Калибруют датчик нагрузки и загружают программное обеспечение.
3. Зажимы устанавливают на устройство для испытания на растяжение, при этом зажимные губки закрыты.
4. В отношении устройства для испытания на растяжение устанавливают следующие условия испытания:
Скорость перемещения траверсы: 508 миллиметров в минуту
Полномасштабная нагрузка: Используют соответствующий датчик нагрузки для испытуемого материала, так что испытательное значение попадает в пределы 5–95% полномасштабной нагрузки.
Чувствительность к разрыву: 60 процентов
Рабочая длина: 50 миллиметров
5. Материал образца разрезают на полосы длиной 102 мм, при этом между концами материала образца расположена одна связь.
6. Материал вставляют в верхние зажимные губки так, что материал выровнен относительно центра между концами зажимных губок. Верхние зажимные губки закрывают.
7. Материал вставляют в нижние зажимные губки так, что материал выровнен относительно центра между концами зажимных губок. Нижние зажимные губки закрывают.
8. Приводят в движение траверсу.
9. Пиковую разрушающую нагрузку записывают в грамм-силах. Результаты не учитывают, если местом разрушения является любое другое место, кроме мест связей, полученных точечной ультразвуковой сваркой.
Специалистам в данной области техники будет понятно, что настоящее изобретение может быть представлено в самых разных формах, которые отличаются от конкретных вариантов осуществления, описанных и подразумеваемых в этом документе. Соответственно, в пределах объема и сути настоящего изобретения, определенных в прилагаемой формуле изобретения, допустимы отличия в форме и деталях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛАСТИФИЦИРОВАННЫЕ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ И СПОСОБЫ ОБРАЗОВАНИЯ ЭЛАСТИФИЦИРОВАННЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2017 |
|
RU2747676C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2776933C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ В ВИДЕ ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ В ВИДЕ ТРУСОВ | 2007 |
|
RU2413487C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2604316C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2605180C1 |
| ЗАМКНУТЫЕ ПО БОКАМ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, РАСКРЫВАЮЩИЕСЯ СПЕРЕДИ ИЛИ СЗАДИ | 2018 |
|
RU2717888C1 |
| ВКЛЮЧЕНИЕ ОБЛАСТИ С ОТВЕРСТИЯМИ ВО ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2718655C1 |
| ЗАМКНУТЫЕ ПО БОКАМ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, РАСКРЫВАЮЩИЕСЯ СПЕРЕДИ ИЛИ СЗАДИ | 2018 |
|
RU2763485C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2614325C2 |
| ЗАМКНУТЫЕ ПО БОКАМ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, РАСКРЫВАЮЩИЕСЯ СПЕРЕДИ ИЛИ СЗАДИ | 2018 |
|
RU2763484C2 |
Описаны способы формирования впитывающих изделий и связей боковых швов впитывающих изделий. В одном варианте осуществления способ формирования впитывающих изделий может включать перемещение полотен; прикрепление с интервалами к полотнам впитывающих сердцевин с формированием открытых основ впитывающего изделия; складывание основ впитывающего изделия; формирование первой связи боковых швов первой пары связей между первой областью полотен и второй областью полотен посредством первого сонотрода; формирование второй связи боковых швов пары связей между первой областью и второй областью посредством второго сонотрода, при этом первая связь связана с первой основой впитывающего изделия и вторая связь боковых швов связана со второй основой впитывающего изделия; и разрезание сложенных основ впитывающего изделия между первой связью и второй связью с отделением первой основы впитывающего изделия от второй основы впитывающего изделия. 2 н. и 14 з.п. ф-лы, 5 ил. 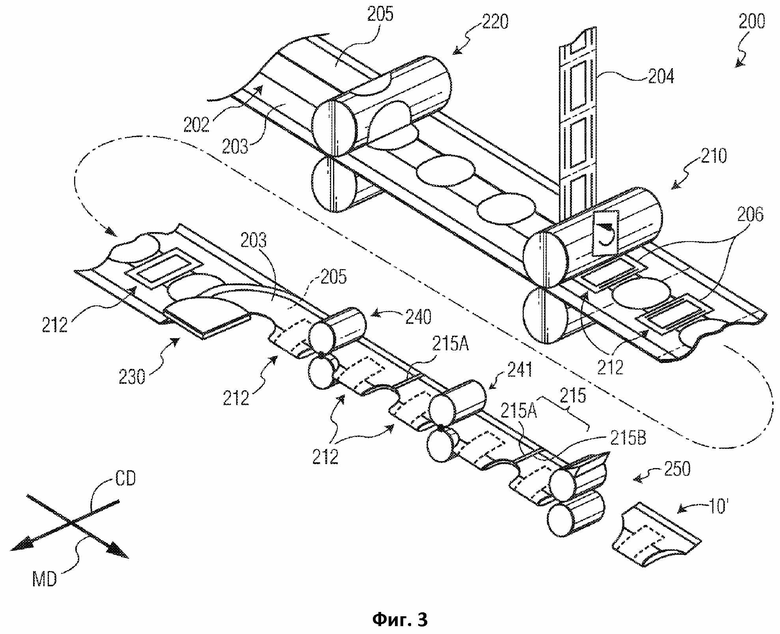
1. Способ формирования впитывающих изделий, включающий:
перемещение одного или более непрерывных полотен в машинном направлении, при этом первая область одного или более непрерывных полотен содержит материал переднего сегмента талии, а вторая область одного или более непрерывных полотен содержит материал заднего сегмента талии;
прикрепление с интервалами к одному или более непрерывным полотнам впитывающих сердцевин с формированием серии соединенных друг с другом открытых основ впитывающего изделия, при этом каждая основа впитывающего изделия содержит передний сегмент талии и задний сегмент талии, при этом между передним сегментом талии и задним сегментом талии проходит впитывающая сердцевина;
складывание серии соединенных друг с другом открытых основ впитывающего изделия с формированием серии соединенных друг с другом закрытых основ впитывающего изделия;
формирование первой связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов первой пары связей боковых швов связана с первой основой впитывающего изделия и при этом вторая связь боковых швов первой пары связей боковых швов связана со второй основой впитывающего изделия; и
разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов и второй связью боковых швов первой пары связей боковых швов с отделением первой основы впитывающего изделия от второй основы впитывающего изделия.
2. Способ по п. 1, отличающийся тем, что дополнительно включает:
формирование первой связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов второй пары связей боковых швов связана со второй основой впитывающего изделия и при этом вторая связь боковых швов второй пары связей боковых швов связана с третьей основой впитывающего изделия; и
разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов второй пары связей боковых швов и второй связью боковых швов второй пары связей боковых швов с отделением второй основы впитывающего изделия от третьей основы впитывающего изделия.
3. Способ по п. 1, отличающийся тем, что дополнительно включает:
формирование первой связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов второй пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов второй пары связей боковых швов связана с третьей основой впитывающего изделия и при этом вторая связь боковых швов второй пары связей боковых швов связана со второй основой впитывающего изделия; и
разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов второй пары связей боковых швов и второй связью боковых швов второй пары связей боковых швов с отделением второй основы впитывающего изделия от третьей основы впитывающего изделия.
4. Способ по п. 3, отличающийся тем, что дополнительно включает:
формирование первой связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов третьей пары связей боковых швов связана с третьей основой впитывающего изделия и при этом вторая связь боковых швов третьей пары связей боковых швов связана с четвертой основой впитывающего изделия;
формирование первой связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов четвертой пары связей боковых швов связана с пятой основой впитывающего изделия и при этом вторая связь боковых швов четвертой пары связей боковых швов связана с четвертой основой впитывающего изделия; и
разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов третьей пары связей боковых швов и второй связью боковых швов третьей пары связей боковых швов и между первой связью боковых швов четвертой пары связей боковых швов и второй связью боковых швов четвертой пары связей боковых швов с отделением третьей основы впитывающего изделия от четвертой основы впитывающего изделия и четвертой основы впитывающего изделия от пятой основы впитывающего изделия.
5. Способ по п. 3, отличающийся тем, что дополнительно включает:
формирование первой связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов третьей пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов третьей пары связей боковых швов связана с четвертой основой впитывающего изделия и при этом вторая связь боковых швов третьей пары связей боковых швов связана с третьей основой впитывающего изделия;
формирование первой связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов четвертой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов четвертой пары связей боковых швов связана с четвертой основой впитывающего изделия и при этом вторая связь боковых швов четвертой пары связей боковых швов связана с пятой основой впитывающего изделия; и
разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов третьей пары связей боковых швов и второй связью боковых швов третьей пары связей боковых швов и между первой связью боковых швов четвертой пары связей боковых швов и второй связью боковых швов четвертой пары связей боковых швов с отделением третьей основы впитывающего изделия от четвертой основы впитывающего изделия и четвертой основы впитывающего изделия от пятой основы впитывающего изделия.
6. Способ по п. 1, отличающийся тем, что первую связь боковых швов первой пары связей боковых швов формируют за счет взаимодействия первого сонотрода с первой опорой и при этом вторую связь боковых швов первой пары связей боковых швов формируют за счет взаимодействия второго сонотрода со второй опорой.
7. Способ по п. 6, отличающийся тем, что второй сонотрод размещают относительно первого сонотрода на расстоянии по меньшей мере 1,0 м в направлении изготовления.
8. Способ по п. 1, отличающийся тем, что первую связь боковых швов первой пары связей боковых швов формируют за счет взаимодействия первого сонотрода с первой опорой и при этом вторую связь боковых швов первой пары связей боковых швов формируют взаимодействием второго сонотрода с первой опорой.
9. Способ по п. 8, отличающийся тем, что первый сонотрод размещают на первой опоре относительно второго сонотрода на окружном расстоянии, которое больше или равно двадцати процентам окружности первой опоры.
10. Способ формирования впитывающих изделий, включающий:
перемещение одного или более непрерывных полотен в машинном направлении при определенной скорости полотна, при этом первая область одного или более непрерывных полотен содержит материал переднего сегмента талии и вторая область одного или более непрерывных полотен содержит материал заднего сегмента талии, при этом скорость полотна больше или равна 250 м/мин;
прикрепление с интервалами к одному или более непрерывным полотнам впитывающих сердцевин с формированием серии соединенных друг с другом открытых основ впитывающего изделия, при этом каждая основа впитывающего изделия содержит передний сегмент талии и задний сегмент талии, при этом между передним сегментом талии и задним сегментом талии проходит впитывающая сердцевина;
складывание серии соединенных друг с другом открытых основ впитывающего изделия с формированием серии соединенных друг с другом закрытых основ впитывающего изделия;
формирование первой связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством первого сонотрода;
формирование второй связи боковых швов первой пары связей боковых швов между первой областью одного или более непрерывных полотен и второй областью одного или более непрерывных полотен посредством второго сонотрода, при этом первая связь боковых швов первой пары связей боковых швов связана с первой основой впитывающего изделия и при этом вторая связь боковых швов первой пары связей боковых швов связана со второй основой впитывающего изделия; и
разрезание серии соединенных друг с другом сложенных основ впитывающего изделия между первой связью боковых швов и второй связью боковых швов первой пары связей боковых швов с отделением первой основы впитывающего изделия от второй основы впитывающего изделия;
при этом первая связь боковых швов первой пары связей боковых швов имеет прочность связи, которая больше или равна 17 Н согласно методу испытания прочности связей на отрыв; и
при этом вторая связь боковых швов первой пары связей боковых швов имеет прочность связи, которая больше или равна 17 Н согласно методу испытания прочности связей на отрыв.
11. Способ по п. 10, отличающийся тем, что первая связь боковых швов первой пары связей боковых швов имеет прочность связи, которая больше или равна 29 Н согласно методу испытания прочности связей на отрыв, при этом вторая связь боковых швов первой пары связей боковых швов имеет прочность связи, которая больше или равна 29 Н согласно методу испытания прочности связей на отрыв.
12. Способ по п. 10, отличающийся тем, что скорость полотна больше или равна 300 м/мин.
13. Способ по п. 10, отличающийся тем, что первую связь боковых швов первой пары связей боковых швов формируют за счет взаимодействия первого сонотрода с первым опорным валиком и при этом вторую связь боковых швов первой пары связей боковых швов формируют за счет взаимодействия второго сонотрода со вторым опорным валиком.
14. Способ по п. 13, отличающийся тем, что второй сонотрод размещают относительно первого сонотрода на расстоянии по меньшей мере 1,0 м в направлении изготовления.
15. Способ по п. 10, отличающийся тем, что разница в прочности связи между первой связью боковых швов первой пары связей боковых швов и второй связью боковых швов первой пары связей боковых швов составляет меньше чем приблизительно 15% значения большего из прочности связи первой связи боковых швов первой пары связей боковых швов и прочности связи второй связи боковых швов первой пары связей боковых швов.
16. Способ по п. 10, отличающийся тем, что разница в прочности связи между первой связью боковых швов первой пары связей боковых швов и второй связью боковых швов первой пары связей боковых швов составляет меньше чем приблизительно 10% значения большего из прочности связи первой связи боковых швов первой пары связей боковых швов и прочности связи второй связи боковых швов первой пары связей боковых швов.
| US 20030188819 A1, 09.10.2003 | |||
| US 20050145317 A1, 07.07.2005 | |||
| US 20020074079 A1, 20.06.2002 | |||
| СПОСОБ ФОРМИРОВАНИЯ ПОЯСНОЙ ПОЛОСЫ НА ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2004 |
|
RU2358701C2 |

