Введение
Настоящее изобретение относится к связующему на основе фенольных смол бензилэфирного типа и изоцианатных соединений с по меньшей мере двумя изоцианатными группами, содержащему свободный фенол и свободные гидроксибензиловые спирты в полиольном компоненте в конкретном отношении друг к другу, для применения в способах в «холодных ящиках» с использованием фенольных смол и полиуретана (способы PUCB) и/или способах холодного отверждения с использованием фенольных смол и полиуретана (способы PUNB). Настоящее изобретение также относится к смесям формовочных материалов, содержащим связующее, и к стержням, формам или изложницам, полученным при помощи смесей формовочных материалов, и к их применению при металлическом литье.
Предпосылки изобретения и уровень техники в общем
Изготовление стержней и форм при помощи способа PUCB и/или PUNB имело большое значение в литейной промышленности. При этом двухкомпонентные полиуретановые системы используются для связывания огнеупорного основного формовочного материала. Полиольный компонент состоит из полиола с по меньшей мере двумя OH-группами на молекулу, изоцианатный компонент состоит из изоцианата с по меньшей мере с двумя NCO-группами на молекулу. Фенолформальдегидные смолы находятся среди используемых полиольных компонентов. Отверждение смеси основного формовочного материала и связующего, также называемой смесью формовочного материала для краткости, происходит в способе PUCB с помощью третичных аминов с низкой температурой кипения, которые проходят через смесь формовочного материала после формования в газообразном виде или в виде аэрозоля (см. US 3409579). Обычно это происходит при помощи газа-носителя, такого как воздух, азот или CO2, в который может быть дозирован по меньшей мере один третичный амин. В способе PUNB происходит добавление жидких третичных аминов и/или соединений металлов в качестве катализаторов в смесь формовочного материала.
Предыдущие фенольные смолы бензилэфирного типа (в пересчете на чистую фенольную смолу, без растворителя и добавок), полученную из фенола в качестве единственного фенольного основного материала и формальдегида, обычно имеют остаточные концентрации фенола от 4,0 до 18,0 вес. % (свободный фенол) и концентрацию свободных гидроксибензиловых спиртов от 4,2 до 17,9 вес. %, причем концентрация свободных гидроксибензиловых спиртов всегда ниже, чем концентрация свободного фенола. Гидроксибензиловые спирты включают oрто-гидроксибензиловый спирт (салигенин), мета-гидроксибензиловый спирт и/или пара-гидроксибензиловый спирт (гомосалигенин). Если ссылка сделана затем на концентрацию гидроксибензиловых спиртов (несмотря на единственное или множественное число), она относится к сумме орто-, мета- и пара-гидроксибензилового спирта.
Предыдущие фенольные смолы бензилэфирного типа (в пересчете на чистую фенольную смолу, без растворителя и добавок), полученную из фенола и o-крезола в качестве фенольных основных материалов и формальдегида, обычно имеют остаточные концентрации фенола от 3,0 до 12,0 вес. %, остаточные концентрации крезола от 2,0 до 6,0 вес. % и концентрации гидроксибензиловых спиртов от 3,2 до 11,9 вес. %, причем концентрация гидроксибензиловых спиртов ниже, чем концентрация фенола.
В документе DE 102015107016.2 в таблице 1 примеров указано, что концентрация салигенина типичной фенольной смолы бензилэфирного типа, полученной из фенола и формальдегида, имеет более высокую концентрацию свободного фенола, чем свободный салигенин. Весовое соотношение фенола и салигенина или гидроксибензиловых спиртов, соответственно, всегда составляет от 1 до менее 1. В документе US 4205188 описано селективное получение салигенина из фенола и формальдегида в щелочной среде. Процесс экстракции из раствора применяется с избытком фенола для повторного удаления непрореагировавшего фенола.
Задача изобретения
Задачей изобретения является обеспечение связующего на основе фенольных смол бензилэфирного типа, которое улучшает прочность и прочность в нагретом состоянии песчаных стержней, полученных посредством связующего.
Краткое описание изобретения
Задачу можно решать при помощи объекта независимых пунктов формулы. Предпочтительные усовершенствованные варианты являются объектом изобретения в зависимых пунктах формулы изобретения или описаны ниже.
Таким образом, объектом изобретения является обеспечение связующего, содержащего фенольные смолы бензилэфирного типа с определенным соотношением фенола или гидроксибензилового спирта и изоцианатов. Неожиданно обнаружили, что отсроченное добавление мономеров на первой стадии добавления ароматического фенольного кольца с формальдегидом улучшает прочность и склонность к деформации. Это неожиданно, поскольку, например, гидроксибензиловые спирты (с каталитической активацией) реагируют предпочтительно с изоцианатом посредством –CH2OH-группы, и это фактически приводит к обрыву цепи. Это наблюдение неожиданно, поскольку гидроксибензиловые спирты рассматриваются обрывающими цепь средствами для реакции полиприсоединения с диизоцианатом, и ожидаются связанные с этим более низкие прочности и ухудшенная прочность в нагретом состоянии.
Кроме того, изобретение относится к смесям формовочных материалов, содержащим связующее на основе фенольных смол бензилэфирного типа, огнеупорному основному формовочному материалу и изоцианатам и, вероятно, катализаторам и стержням, формам и изложницам, полученным из смесей формовочных материалов после отверждения. Объект изобретения представляет также применение стержней, форм и изложниц для металлического литья, в частности, литья железа и алюминия.
Подробное описание изобретения
Все обычно используемые фенольные соединения подходят для получения фенольных смол бензилэфирного типа. Помимо незамещенных фенолов можно использовать замещенные фенолы или их смеси. Фенольные соединения предпочтительно являются незамещенными или в обоих орто-положениях, или в одном орто-положении и в пара-положении. Остальные атомы углерода в кольце могут быть замещены. Выбор заместителей конкретно не ограничен, поскольку заместитель не влияет негативно на реакцию фенола с альдегидом.
Примеры замещенных фенолов представляют алкилзамещенные, алкоксизамещенные, арилзамещенные и арилоксизамещенные фенолы.
Основная структура фенольной смолы бензилэфирного типа имеет, помимо
-CH2- связанных фенольных звеньев, -CH2-O-CH2-связанные фенольные звенья и может быть представлена в качестве примера (в пересчете на продукт, прореагировавший только с формальдегидом) следующим образом:
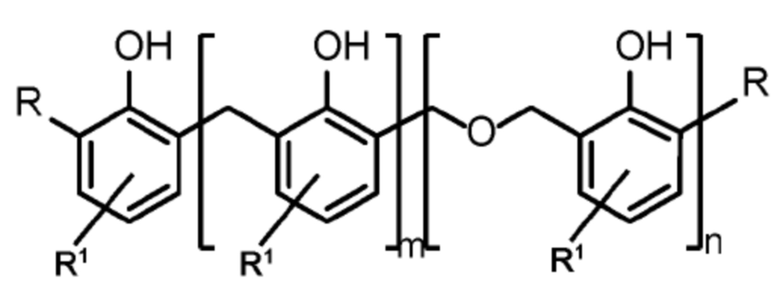
Различные звенья обычно распределены статистически (т. e. также соединены в последовательности, отличной от показанной выше). Фенольное звено может также иметь пара-связь в некоторой степени. Здесь R1 в каждом случае независимо представляет собой водород (в частности, m и n) или C1 – C26 алкильный заместитель фенола (насыщенный или ненасыщенный, неразветвленный или разветвленный) в орто-, мета- или пара-положении относительно гидроксигруппы фенола; сумма m и n составляет по меньшей мере 2, а соотношение m:n составляет по меньшей мере 1; R независимо представляет собой водород, -CH2OH или -CH2O-R2, причем R2 = C1-C9-углеводород. R2-группа может быть неразветвленной или разветвленной, насыщенной или ненасыщенной.
Вышеуказанные заместители имеют, например, 1-26, предпочтительно 1-15, атомов углерода. Примеры подходящих фенолов представляют собой o-крезол, м-крезол, п-крезол, 3,5-ксиленол, 3,4-ксиленол, 3,4,5-триметилфенол, 3-этилфенол, 3,5-диэтилфенол, п-бутилфенол, 3,5-дибутилфенол, п-амилфенол, циклогексилфенол, п-октилфенол, п-нонилфенол, карданол, 3,5-дициклогексилфенол, п-кротилфенол, п-фенилфенол, 3,5-диметоксифенол и п-феноксифенол.
Сам фенол является особенно предпочтительным. Еще более сильно сконденсированные фенолы, такие как бисфенол A, являются подходящими. Кроме того, многоатомные фенолы также являются подходящими, т. e. имеющие больше одной гидроксигруппы фенола.
Предпочтительные многоатомные фенолы имеют 2-4 гидроксигруппы фенола. Конкретные примеры подходящих многоатомных фенолов представляют собой пирокатехин, резорцин, гидрохинон, пирогаллол, флороглюцин, 2,5-диметилрезорцин, 4,5-диметилрезорцин, 5-метилрезорцин, кардол или 5-этилрезорцин. Смеси различных одно- и многоатомных и/или замещенных и/или сконденсированных фенольных компонентов можно также использовать для получения полиольного компонента.
В одном варианте осуществления фенолы общей формулы I 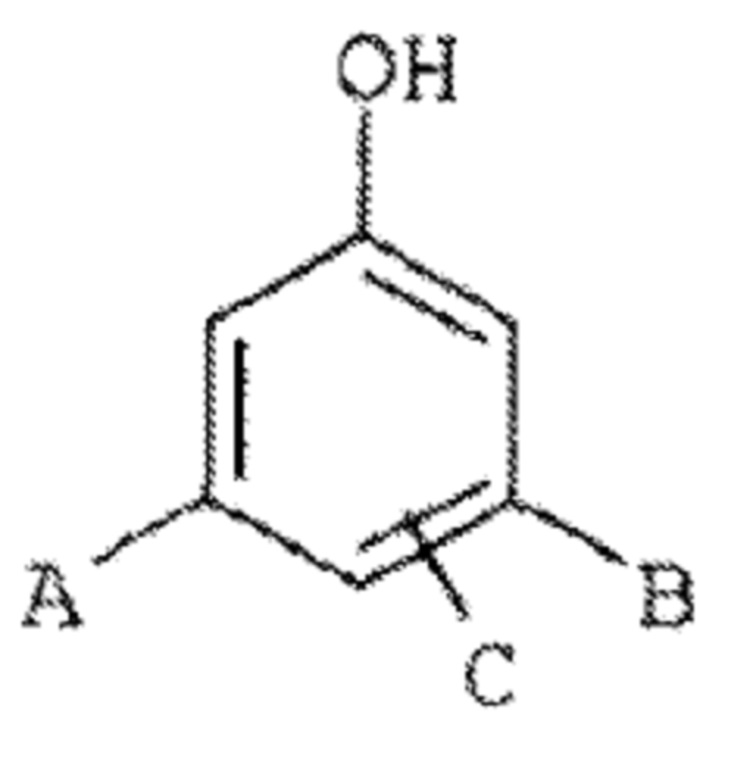
используют для получения фенолформальдегидного смолистого компонента, причем A, B и C выбирают независимо друг от друга из: атома водорода, разветвленного или неразветвленного алкильного или алкенильного фрагмента, который может иметь, например, 1-26, предпочтительно 1-15 атомов углерода, разветвленного или неразветвленного алкокси-фрагмента, который может иметь, например, 1-26, предпочтительно 1-15 атомов углерода, разветвленного или неразветвленного алкенокси-фрагмента, который может иметь, например, 1-26, предпочтительно 1-15 атомов углерода, и арильного или алкиларильного фрагмента, такого как бисфенилы.
Помимо формальдегида альдегиды со следующей формулой также являются подходящими в качестве дополнительного альдегида для получения фенольных смол бензилэфирного типа:
R-CHO,
где R представляет собой фрагмент из атомов углерода с 1-3 атомами углерода, предпочтительно одним атомом углерода. Конкретные примеры представляют собой ацетальдегид и пропионовый альдегид. Формальдегид используют особенно предпочтительно либо в его жидкой форме, либо виде параформальдегида или триоксана.
Для получения фенольных смол бензилэфирного типа предпочтительно по меньшей мере эквивалентное мольное количество альдегидного соединения используют в пересчете на число моль фенольных соединений. Мольное соотношение альдегидного соединения и фенольного соединения предпочтительно составляет от 1,05:1,0 до 2,5:1, в частности, предпочтительно от 1,1:1 до 2,2:1, наиболее предпочтительно от 1,2:1 до 2,0:1.
Согласно EP 0177871 A2 алифатические моноспирты с одним-восемью атомами углерода можно добавлять в качестве дополнительного компонента реакции. Алкоксилирование, как предполагается, дает фенолформальдегидные смолы с большей термической стабильностью и более длительным сроком службы песка.
Получение фенольной смолы бензилэфирного типа происходит согласно способу, известному специалисту. Здесь фенол и альдегид превращаются в присутствии иона двухвалентного металла при температурах предпочтительно менее 130°C. Образованную воду отгоняют. Подходящий азеотропообразователь можно добавлять для этого в реакционную смесь, такой как толуол или ксилол, или дистилляцию проводят при пониженном давлении.
Подходящие катализаторы для получения фенольных смол бензилэфирного типа представляют собой соли ионов двухвалентных металлов, таких как Mn, Zn, Cd, Mg, Co, Ni, Fe, Pb, Ca и Ba, в частности, соли Zn. Предпочтительно используют ацетат цинка. Используемое количество не критично. Типичные количества металлического катализатора составляют 0,02-0,3 вес. %, предпочтительно 0,02-0,18 вес. % относительно общего количества фенольного соединения и альдегидного соединения.
Такие смолы описаны, например, в US 3485797 и EP 1137500 B1; прямая ссылка сделана на их раскрытие, оба относительно самих фенольных смол бензилэфирного типа и в отношении их получения. Анализы этих смол показали, что весовое соотношение свободного фенола (гидроксибензола) и свободного гидроксибензилового спирта всегда составляет 1: менее 1.
Первая стадия реакции добавления формальдегида, состоящего из одного моля фенола и одного моля формальдегида, дает гидроксибензиловые спирты, в частности, салигенин. Из-за орто-орто направленного эффекта металлического катализатора 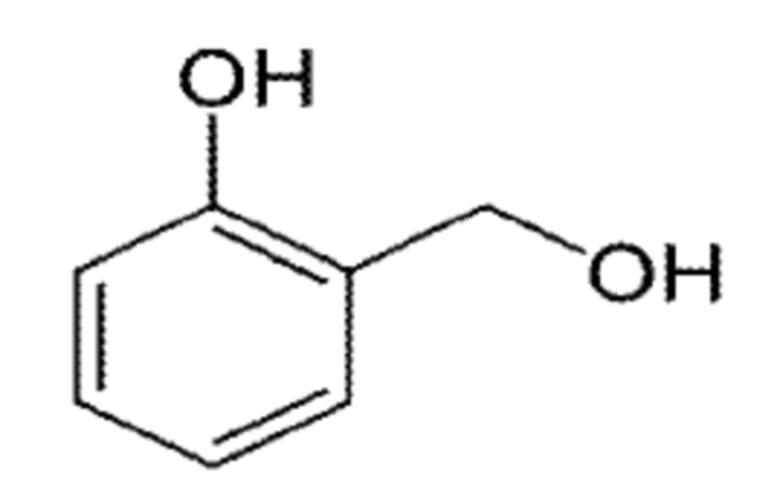 салигенин (2-гидроксибензиловый спирт или o-гидроксибензиловыйспирт) Mw: 124,14 г/моль образуется в первую очередь. Однако образование
салигенин (2-гидроксибензиловый спирт или o-гидроксибензиловыйспирт) Mw: 124,14 г/моль образуется в первую очередь. Однако образование  гомосалигенина (4-гидроксибензилового спирта или п-гидроксибензилового спирта) также возможно. Смеси позиционных изомеров также возможны, поэтому –CH2-OH-группа может присоединяться в орто- и орто-, орто- и пара- и орто-, орто- и пара-положениях. В дополнительном варианте осуществления одна, две или три –CH2-OH-группы могут быть этерифицированы при помощи C1-C9 моноспирта. Этот моноспирт может быть неразветвленным или разветвленным, насыщенным или ненасыщенным.
гомосалигенина (4-гидроксибензилового спирта или п-гидроксибензилового спирта) также возможно. Смеси позиционных изомеров также возможны, поэтому –CH2-OH-группа может присоединяться в орто- и орто-, орто- и пара- и орто-, орто- и пара-положениях. В дополнительном варианте осуществления одна, две или три –CH2-OH-группы могут быть этерифицированы при помощи C1-C9 моноспирта. Этот моноспирт может быть неразветвленным или разветвленным, насыщенным или ненасыщенным.
Утверждения касательно примера фенола также применимы к фенольному основному материалу - o-крезолу и м-крезолу. Возможные смеси позиционных изомеров для –CH2-OH-группы находятся в орто- или пара- и в орто- и пара-положении. В дополнительном варианте осуществления одна или две –CH2-OH-группы могут быть этерифицированы при помощи C1-C9 моноспирта. Этот моноспирт может быть неразветвленным или разветвленным, насыщенным или ненасыщенным.
Если карданол и/или кардол используют в качестве фенольного основного материала, тогда –CH2-OH-группа может быть присоединена в орто- и орто-, орто- и пара- и орто-, орто- и пара-положениях. В дополнительном варианте осуществления одна, две или три –CH2-OH-группы могут быть этерифицированы при помощи C1-C9 моноспирта.
Этот моноспирт может быть неразветвленным или разветвленным, насыщенным или ненасыщенным.
Неожиданно обнаружили, что соотношение больше 1, в частности, больше 1,1, свободного гидроксибензилового спирта и свободного фенола в фенольной смоле бензилэфирного типа улучшает прочности и прочность в нагретом состоянии песчаных стержней, полученных из нее.
Мономерные продукты присоединения определены как первая стадия реакции фенольного основного материала с формальдегидом, на которой до трех атомов водорода в кольце фенольного основного материала могут быть замещены –CH2-OH-группой. Мономерные продукты присоединения на основе фенола имеют молярную массу от 124 г/моль (гидроксибензиловый спирт) до 184 г/моль (фенол плюс до 3 –CH2OH). Любые C1-C26-алкильные группы, которые присоединены к фенольному основному материалу и/или в качестве алкенильной группы на этерифицированной –CH2-OH-группе, не включены в данные значения молярного веса.
Предпочтительно используемое весовое соотношение фенола и гидроксибензилового спирта составляет от 1:более 1,2 до 1:30, от 1:1,3 до 1:20 более предпочтительно, от 1:1,6 до 1:15 особенно предпочтительно, и от 1:1,8 до 1:13 наиболее предпочтительно.
Предпочтительно используемое весовое соотношение фенола и салигенина (o-гидроксибензилового спирта) составляет от 1:более 1,1 до 1:25, от 1:1,2 до 1:15 более предпочтительно, от 1:1,5 до 1:10 особенно предпочтительно, и от 1:1,8 до 1:8 наиболее предпочтительно.
В частности, вес фенольной смолы бензилэфирного типа относится к сумме значений веса фенольных смол и связанных (свободных) мономеров, где фенольная смола представляет собой продукт превращения по меньшей мере одного формальдегидного соединения и одного фенольного соединения, включая продукты превращения в полимеры, такие как алкоксилирование концевых групп.
Концентрация свободного фенола относительно веса фенольной смолы бензилэфирного типа предпочтительно составляет менее 3 вес. %, в частности, менее 2,5 вес. % или даже менее 2 вес. %.
Следовательно, концентрация салигенина (o-гидроксибензилового спирта) составляет от 2 до 16 вес. %, например, или от 1 до 8 вес. %, а концентрация гидроксибензилового спирта от 2 до 26 вес. %, например, или от 1 до 13 вес. %, в каждом случае относительно веса фенольной смолы бензилэфирного типа.
Фенольные смолы бензилэфирного типа могут содержать требуемую концентрацию свободного гидроксибензилового спирта, в частности, свободного салигенина, или путем регулирования во время или после реакции образования фенольной смолы бензилэфирного типа, или путем добавления гидроксибензилового спирта, в частности, салигенина, перед, после или во время реакции образования фенольной смолы, в частности, после реакции образования фенольной смолы.
Также можно регулировать соотношение свободного фенола и гидроксибензилового спирта, в частности, салигенина, в фенольной смоле бензилэфирного типа путем удаления свободного фенола (предпочтительно свободного фенола) потом из фенольной смолы бензилэфирного типа, например, путем паровой дистилляции, азеотропной дистилляции или выщелачивания водой согласно DIN 53704 и, например, фильтрации. При необходимости, добавление гидроксибензилового спирта, в частности, салигенина, может также происходить после этой стадии.
Молярная масса (HPLC Agilent 11100, детектор RI, PSS SDV 5 мкм предколонка, PSS SDV 5 мкм колонка 1000 Å, PSS SDV 5 мкм колонка 100 Å жидкая среда THF, температура колонки 35°C, калибрование относительно набора PSS полистирола ReadyCal [low] (Mp 266-67500 Да), внутренний стандарт набор PSS полистирола ReadyCal [low] (Mp 266-67500 Да) фенольной смолы бензилэфирного типа без фенола и без продуктов конденсации мономеров предпочтительно находится в диапазоне от 500 до 1100 г/моль, особенно предпочтительно 550-1000 г/моль и наиболее предпочтительно 560-980 г/моль.
Гидроксильное число (определенное согласно DIN 53240) используют для дополнительного определения характеристик фенольной смолы бензилэфирного типа от 500 до 900 мг KOH/г, особенно предпочтительно 550-850 мг KOH/г и наиболее предпочтительно 560-750 мг KOH/г.
Изоцианатный компонент системы связующего содержит алифатический, циклоалифатический или ароматический мономерный или полимерный изоцианат, предпочтительно в среднем с 2-5 изоцианатными группами на молекулу.
В зависимости от желаемых свойств также можно использовать смеси изоцианатов.
Подходящие изоцианаты включают алифатические изоцианаты, такие как гексаметилендиизоцианат, алициклические изоцианаты, такие как 4,4’-дициклогексилметандиизоцианат и их диметильные производные. Примеры подходящих ароматических изоцианатов представляют толуол-2,4-диизоцианат, толуол-2,6-диизоцианат, 1,5-нафталиндиизоцианат, трифенилметантриизоцианат, ксилолдиизоцианат и их метильные производные, а также полиметиленполифенилизоцианаты. Предпочтительные изоцианаты представляют собой ароматические изоцианаты, причем полиметиленполифенилполиизоцианаты являются особенно предпочтительными, такие как технический 4,4’-дифенилметандиизоцианат, т. e. 4,4’-дифенилметандиизоцианат с частью изомеров и высших гомологов.
Изоцианаты можно также дериватизировать путем превращения изоцианатов, способных образовывать связи друг с другом таким образом, что часть их изоцианатных групп дериватизируется с образованием биуретных, аллофанатных, уретдионовых или карбодиимидных групп. Например, уретдионовые группы, содержащие продукты димеризации, такие как MDI или TDI, представляют интерес. Однако такие дериватизированные изоцианаты предпочтительно используют в качестве единственного компонента вместе с недериватизированными изоцианатами, указанными выше.
Предпочтительно изоцианат используют в количестве, таком что число изоцианатных групп составляет от 80 до 120% относительно числа свободных гидроксильных групп смолы.
Изоцианатный компонент системы связующего используют предпочтительно в виде раствора в органическом растворителе или комбинации органических растворителей. Растворители могут, таким образом, требоваться, например, для сохранения компонентов связующего в состоянии с достаточно низкой вязкостью. Это необходимо, помимо прочего, для получения равномерного сшивания огнеупорного формовочного материала и сохранения его свободнотекучих характеристик.
Полиольный компонент или изоцианатный компонент системы связующего используют предпочтительно в виде раствора в органическом растворителе или комбинации органических растворителей. Растворители могут, таким образом, требоваться, например, для сохранения компонентов связующего в состоянии с достаточно низкой вязкостью. Это необходимо, помимо прочего, для получения равномерного сшивания огнеупорного формовочного материала и сохранения его свободнотекучих характеристик.
Известные ароматические растворители, такие как обозначенные как нафта, можно использовать в качестве растворителя для полиольного компонента. Начиная с бензола, алкильные и/или алкенильные группы замещены по ароматическому кольцу независимо друг от друга, причем они имеют длину цепи C1-C30, предпочтительно C1-C20 и особенно предпочтительно C1-C16. Независимо друг от друга один-шесть атомов водорода на бензольном кольце могут быть замещены алкильной и/или алкенильной группой; предпочтительно 1-4, особенно предпочтительно 1-3 атома водорода на кольце замещены. Независимо от этого алкильная или алкенильная цепь может быть прямой или разветвленной.
Кроме того, обогащенные кислородом органические растворители можно использовать. Сложные эфиры дикарбоновой кислоты, сложные эфиры гликолевого эфира, сложные гликолевые диэфиры, гликолевые диэфиры, циклические кетоны, циклические сложные эфиры (лактоны), циклические карбонаты или сложные эфиры кремниевой кислоты или их смеси являются особенно подходящими. Сложные эфиры дикарбоновой кислоты, циклические кетоны, сложные эфиры кремниевой кислоты и циклические карбонаты предпочтительно используют.
Типичные сложные эфиры дикарбоновой кислоты имеют формулу R1OOC-R2-COOR1, в которой R1-группы в каждом случае независимо друг от друга (в частности, от второй R1) представляют собой алкильную группу с 1-12 атомами углерода, предпочтительно 1-6, а R2 представляет собой неразветвленную или разветвленную углеводородную группу с 1-7 атомами углерода. Примерами являются диметиловые сложные эфиры карбоновой кислоты с 4-6 атомами углерода, которые доступны, например, от DuPont с обозначением “двухосновный сложный эфир”.
Типичные сложные эфиры гликолевого эфира представляют собой соединения с формулой R3-O-R4-OOCR5, где R3 представляет собой алкильную группу с 1-4 атомами углерода, R4 представляет собой углеводородную группу с 2-4 атомами углерода и R5 представляет собой алкильную группу с 1-3 атомами углерода, такую как ацетат бутилгликоля; ацетаты гликолевого эфира предпочтительны.
Типичные сложные гликолевые диэфиры, соответственно, имеют общую формулу R3COO-R4-OOCR5, где R3-R5 являются такими, как определено выше, а группы выбирают независимо друг от друга в каждом случае (такие как диацетат пропиленгликоля). Диацетаты гликоля предпочтительны. Гликолевые диэфиры могут характеризоваться формулой R3-O-R4-O-R5, в которой R3-R5 являются такими, как определено выше, а группы выбирают независимо друг от друга в каждом случае (такие как диметиловый эфир дипропиленгликоля).
Типичные циклические кетоны, циклические сложные эфиры и циклические карбонаты с 4-5 атомами углерода являются также подходящими (такие как пропиленкарбонат). Атомы углерода могут быть соединены разветвленным или неразветвленным образом и могут быть насыщенными или ненасыщенными.
Сложные эфиры жирной кислоты – R6-OOCR7 – также являются подходящими, причем R7 представляет собой C8-C32-углеводород, а R6 - C1-C9 углеводород, в частности 1-4, такой как метиловый сложный эфир жирной кислоты рапсового масла, бутиловый сложный эфир масляной кислоты и изопропиловые сложные эфиры различных жирных кислот.
Сложные эфиры кремниевой кислоты также подходят в их мономерных формах или в виде олигомеров, как известно из WO 2009/130335 A2. Подходящие алкил-/алкоксисиланы или алкил-/алкоксисилоксаны, например, представляют собой сложные эфиры ортокремниевой кислоты, в которых 1, 2 или 3 спиртовые группы замещены замещенными или незамещенными углеводородными фрагментами, соединения формулы R1nSi(OR)4-n, в которых n = 1, 2 или 3, причем каждая R-группа относится к органической группе, независимо от любых других R-групп, предпочтительно разветвленному или неразветвленному C1-C30алкилу или арилу, как определено, соответственно, вместе с первым аспектом. Здесь R1 представляет собой замещенную или незамещенную, разветвленную или неразветвленную углеводородную группу, а R1-группы представляют собой в случае n = 2 или 3 такую же или отличную. Предпочтительно, чтобы R1-группы были замещенным или незамещенным, разветвленным или неразветвленным C1-C30алкилом или замещенным или незамещенным арилом и особенно предпочтительно замещенным или незамещенным, разветвленным или неразветвленным C1-C6алкилом или замещенным или незамещенным C6-C10арилом. Незамещенный, разветвленный или неразветвленный C1-C6алкил или незамещенный фенил наиболее предпочтительны. Метил, этил и пропил, в свою очередь, здесь являются особенно предпочтительными.
Модифицированные сложные эфиры предпочтительны, выбранные из группы, состоящей из тетраалкоксилсиланов, моноалкилтриалкоксисиланов, диалкилдиалкоксисиланов, триалкилмоноалкоксисиланов, моноарилтриалкоксисиланов, диарилдиалкоксисиланов и триарилмоноалкоксисиланов, в которых алкильные или алкоксигруппы предпочтительно представляют собой C1-C6-алкильные группы.
Предпочтительно, чтобы они были модифицированными сложными эфирами, выбранными из группы, состоящей из метилтриметоксисилана, метилтриэтоксисилана, метилтрипропоксисилана, метилтрибутоксисилана, этилтриметоксисилана, метилтриэтоксисилана, этилтриэтоксисилана, н-пропилтриметоксисилана, н-пропилтриэтоксисилана, изопропилтриметоксисилана, изопропилтриэтоксисилана, винилтриметоксисилана, винилтриэтоксисилана, 3-глицидоксипропилтриметоксисилана, 3-глицидоксипропилтриэтоксисилана, 3,4-эпоксициклогексилтриметоксисилана, диметоксидиметилсилана, диэтоксидиметилсилана, диэтилдиметоксисилана и диэтилдиэтоксисилана.
Тетраэтилортосиликат, тетрапропилортосиликат, их смеси и их олигомеры или смеси олигомеров являются особенно предпочтительными. Тетраэтилорто- и тетрапропилортосиликаты или их смеси являются особенно предпочтительными.
Либо ароматические растворители, вышеуказанные полярные растворители либо их смеси используют в качестве растворителя для изоцианата. Сложные эфиры жирной кислоты и сложные эфиры кремниевой кислоты являются особенно подходящими.
Часть растворителя в связующем может составлять 2-57 вес. %, в частности, 3-53 вес. %.
Помимо уже указанных составляющих, системы связующего могут содержать дополнительные добавки, такие как силаны (например, согласно EP 1137500 B1), внутренние разделительные средства, такие как жирные спирты (например, согласно US 4602069), высыхающие масла (например, согласно US 4268425), комплексообразующие средства (например, согласно US 5447968) и добавки для увеличения времени обработки (например, согласно US 4540724), средства для улучшения текучести типа силиконового поверхностно-активного вещества или их смеси.
Обычные и известные материалы для получения форм для литья и их смеси можно использовать в качестве огнеупорного основного формовочного материала (также называемого «основной формовочный материал» для краткости ниже). Примеры подходящих материалов представляют собой кварцевый песок, цирконовый песок, хромитовый песок, оливин, вермикулит, боксит, огнеупорную глину и так называемые искусственные основные формовочные материалы, т.e. основные формовочные материалы, приведенные в сферическую или подобную сферической форму (например, эллипсоиды) при помощи промышленных процессов формования.
Примеры этого представляют собой стеклянные шарики, стеклянные гранулы или искусственный, сферический керамический песок, так называемый Cerabeads®, а также Spherichrome®, SpherOX® или «Carboaccucast», а также полые микросферы, поскольку они могут быть выделены, помимо прочего, в виде компонента летучей золы, такого как полые сферы (микросферы) силиката алюминия. Смеси указанных огнеупорных материалов также возможны.
Особенно предпочтительными являются огнеупорные материалы, которые содержат более 50 вес. % кварцевого песка относительно огнеупорного основного формовочного материала. Огнеупорный основной формовочный материал понимают как такой, который имеет высокую точку плавления (температуру плавления). Предпочтительно точка плавления огнеупорного основного формовочного материала составляет более 600°C, более предпочтительно более 900°C, особенно предпочтительно более 1200°C и наиболее предпочтительно более 1500°C.
Огнеупорный основной формовочный материал предпочтительно содержит более 80 вес. %, в частности, более 90 вес. % и особенно предпочтительно более 95 вес. % смеси формовочного материала.
Как правило, средний диаметр огнеупорных основных формовочных материалов составляет от 100 мкм до 600 мкм, предпочтительно от 120 мкм до 550 мкм и особенно предпочтительно от 150 мкм до 500 мкм. Размер частиц может быть определен, например, путем пропускания через сито согласно DIN ISO 3310. Особенно предпочтительны формы частиц с большим размером в длину с отношением к самому меньшему размеру в длину (под прямыми углами друг к другу и в каждом случае для всех пространственных направлений) от 1:1 до 1:5 или от 1:1 до 1:3, т.e. те, которые, например, не являются волокнообразными.
Огнеупорный основной формовочный материал предпочтительно находится в свободнотекучем состоянии, в частности, для возможности обработки смеси формовочного материала по настоящему изобретению в обычных пескометных стержневых машинах.
Третичные амины являются подходящими катализаторами. Летучие третичные амины используют в способе PUCB, такие как триметиламин («TMA», CAS RN 75-50-3), диметилэтиламин («DMEA», CAS 75-64-9), диметил-н-пропиламин («DMPA», CAS RN 926-63-6), диметилизопропиламин («DMIPA», CAS 996-35-0), диэтилметиламин (DEMA), триэтиламин («TEA», CAS RN 121-44-8), три-н-пропиламин, триизопропиламин, три-н-бутиламин и триизобутиламин.
Жидкие третичные амины используют для способа PUNB. При комнатной температуре (25°C) они включают жидкие третичные амины, а также те, которые становятся жидкими после нагревания до 40°C, например, или те, которые растворяются в подходящем растворителе. Примерами являются 4-(C1-C4-алкил)пиридины, такие как трис-(3-диметиламино)пропиламин и изохинолин. Арилпиридины, такие как фенилпиридин, пиридин, акридин, 2-метоксипиридин, пиридазин, 3-хлорпиридин, хинолин, N-метилимидазол, N-этилимидазол, 4,4’-дипиридин, 4-фенилпропилпиридин, 1-метилбензимидазол и 1,4-тиазин.
Кроме того, изобретение относится к способу получения смесей формовочных материалов, включающему
(a) смешивание огнеупорных основных формовочных материалов со связующим по настоящему изобретению в количестве от 0,2 до 12 вес. %, предпочтительно от 0,3 до 13 вес. %, особенно предпочтительно от 0,4 до 12 вес. % относительно количества огнеупорных основных формовочных материалов и катализатора, добавленного в то же время (в способе PUNB) или отдельно позже (в способе PUCB) с получением смеси формовочного материала;
(b) помещение смеси формовочного материала, полученного на стадии (a), в формовочный инструмент;
(c) вероятно добавление катализатора, добавленного отдельно позже (PUCB), и отверждение смеси формовочного материала в формовочном инструменте с катализатором по настоящему изобретению с получением стержня или литейной формы; и
(d) последующее разделение стержня или литейной формы и инструмента и вероятно дополнительное отверждение.
Для получения смеси формовочного материала компоненты системы связующего можно сначала объединять, а затем добавлять в огнеупорный основной формовочный материал. Однако также можно добавлять компоненты связующего в огнеупорный основной формовочный материал одновременно или один за другим в любой последовательности.
Обычные способы можно использовать для получения однородной смеси компонентов для смеси формовочного материала. Смесь формовочного материала может также содержать другие обычные составляющие, такие как оксид железа, измельченные льняные волокна, гранулят древесных опилок, смолу, средства для улучшения текучести типа силиконового поверхностно-активного вещества и огнеупорные металлы.
Согласно настоящему изобретению отверждение можно проводить согласно способу PUCB или PUNB. В случае способа PUCB для отверждения третичный амин с низкой точкой кипения пропускают через сформованную смесь формовочного материала при помощи инертного газа-носителя в газообразной форме или в виде аэрозоля. Не предусмотрено добавление отдельного катализатора. Можно использовать все известные аминные катализаторы для способа в «холодных ящиках».
В случае способа PUCB аминный или металлический катализатор может быть уже растворен в связующем или смешан с огнеупорным материалом в виде отдельного компонента, причем добавленное количество составляет от приблизительно 0,1 вес. % до приблизительно 5 вес. % относительно смеси формовочного материала.
Формованные изделия, полученные согласно этому способу, могут иметь любую обычную форму, используемую на сталелитейных заводах. В одном предпочтительном варианте осуществления формованные изделия представлены в виде литейных форм, стержней или изложниц. Они отличаются высокой механической стабильностью.
Изобретение также относится к применению этого формованного изделия для металлического литья, в частности, литья железа и алюминия.
Изобретение описано ниже более подробно на основе предпочтительных вариантов осуществления или экспериментальных примеров, соответственно, не ограничиваясь ими.
Экспериментальные примеры
Используемые компоненты
Вся информация в процентах представлена в вес. %.
Фенольная смола бензилэфирного типа (сополимер o-крезола / фенола / карданола), которая отличается следующими аналитическими фигурами:
молекулярная масса (Mw) приблизительно 900 г/моль, гидроксильное число приблизительно 560 мг KOH/г, концентрация свободного фенола 1,8%, концентрация салигенина 3,8%.
ECOCURE 370/5 PART 1 – фенольная смола бензилэфирного типа, частично этерифицированная н-бутанолом, поставляемая ASK-Chemicals GmbH, концентрация свободного фенола 4,5%, концентрация салигенина 3,8%.
ИЗОЦИАНАТНЫЙ КОМПОНЕНТ: гомогенная смесь 80% Lupranat M 20 S и 20% RME
KATALYSATOR 706 – диметилпропиламин, поставляемый ASK-Chemicals GmbH
Кварцевый песок H 32 – поставляемый Quarzwerke GmbH
MIRATEC DC 3 – чаша с водным ламинарным потоком, время цикла 12 с/4 мм, поставляемая ASK-Chemicals GmbH
LUPRANAT M 20 S: полимерный MDI, функциональность 2,6, поставляемый BASF SE
DBE – смесь диметиловых сложных эфиров C4-C6 двухосновных карбоновых кислот, поставляемая DuPont
RME – метиловый сложный эфир жирной кислоты дистиллированного рапсового масла, поставляемый Cargill
Силан 2201 EQ – 50% уреидосилан в метаноле, поставляемый Evonik Industries
Фенол – поставляемый Sigma Aldrich
О-гидроксибензиловый спирт – поставляемый Sigma Aldrich
П-гидроксибензиловый спирт – поставляемый Sigma Aldrich
Измерение концентрации фенола и салигенина
Концентрацию фенола и салигенина определяли газовой хроматографией, как описано ниже.
Описание метода:
калибрование: метод внутреннего стандарта, семиточечная калибровка для каждого вещества, которое необходимо определить;
внутренний стандарт: 2,4,6-триметилфенол ч.д.а.;
стандартные вещества: фенол ч.д.а. и салигенин (o-гидроксибензиловый спирт) ч.д.а.;
газовый хроматограф: Agilent 7890 Plus, с ПИД, капиллярная колонка, автоматический пробоотборник и Agilent ChemStation.
Параметры прибора:
система впрыска: щелевая/бесщелевая форсунка, щель 50:1 (79,9 мл/мин.) через 2 минуты времени работы 20 мл/мин.;
температура: 280°C;
газ-носитель: водород 5,0, расход 1 мл/мин., способ постоянного потока;
капиллярная колонка: HP-5MS, HP 19091S-105, длина 50 м, диаметр 0,2 мм, пленка 0,33 мкм;
температурная программа: 60°C в течение 1,5 мин.; 4,0°C/мин. до 140°C, поддержание 0 мин.; затем 20°C/мин. до 325°C, поддержание 6 мин. 325°C
Детектор: ПИД, температура 320°C
Горючий газ: водород 5,0 при 20 мл/мин., синтетический воздух 5,0 при 350 мл/мин., подпиточный газ: азот 5,0 при 25 мл/мин.
Автоматический пробоотборник: 10 мкл GC шприц, 1 мкл впрыск, быстрый режим впрыскивания
Количественное определение: Стандартные установки Agilent Chemstation,
метод внутреннего стандарта, результаты - информация в вес. %

В таблице 1 показаны полиольные компоненты, полученные на основе фенольной смолы бензилэфирного типа; числовая информация представлена в вес. %.

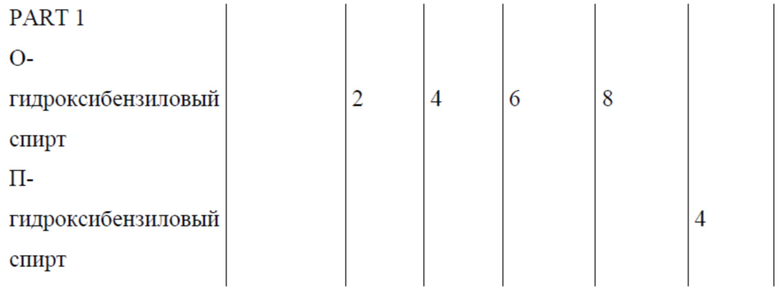
В таблице 2 показаны полиольные компоненты, полученные на основе ECOCURE 370/5 PART 1; числовая информация представлена в вес. %.
Определение прочности в Н/см2
В смесителе Hobart смесь песка, состоящую из кварцевого песка H 32 плюс 0,60% вышеуказанных композиций связующего (в каждом случае по отдельности для примеров A1-B11) и 0,60% изоцианатного компонента, перемешивали в течение двух минут до однородности.
Эту смесь песка переносили в пескометную стержневую машину Roeper H 1 и в каждом случае два стержня с размерами (д x ш x в) 220 мм x 22,4 мм x 22,4 мм помещали в форму с давлением закрытия 4 бар при помощи сжатого воздуха. Песок отверждали при помощи катализатора 706 (0,5 мл, время газации 10 с при 2 бар давления продувки). После отверждения стержень удаляли и определяли прочность через 15 с или 30 с при помощи устройства для сгибания Multiserw.
Для определения прочности в нагретом состоянии 10-минутный старый стержень погружали в поток MIRATEC DC 3 на 4 с и сушили в течение 30 минут при 150°C в сушилке с циркулирующим воздухом. Через 30 минут при 150°C стержень удаляли и прочность на изгиб тестировали сразу же в установке Multiserw, пока он был горячим.
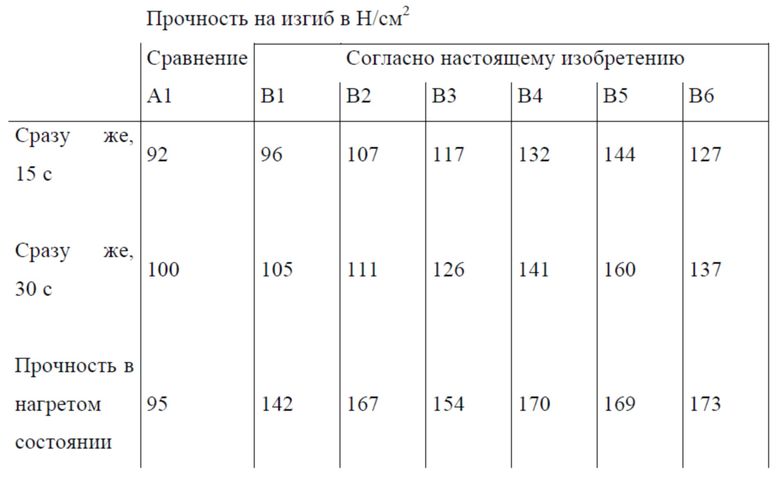
В таблице 3 показаны прочности на изгиб, определенные в Н/см2

В таблице 4 показаны прочности на изгиб, определенные в Н/см2, используя ECOCURE 370/5 PART 1 в качестве примера.
Обе таблицы содержат результаты, показывающие, что добавление o-гидроксибензилового спирта или п-гидроксибензилового спирта повышает мгновенную прочность и прочность в нагретом состоянии. Соотношение свободного фенола и свободного салигенина (A1 и A2 соответственно), которое является практически одинаковым, показывает более низкие значения мгновенной прочности и прочности в нагретом состоянии.
Изобретение относится к области изготовления форм и стержней, применяемых при металлическом литье. Связующее содержит полиольный компонент, представляющий собой фенольную смолу бензилэфирного типа; изоцианатный компонент, состоящий из одного или более изоцианатных соединений с по меньшей мере двумя изоцианатными группами на молекулу; причем связующее содержит менее 3 вес.% свободного фенола, и содержание салигенина в связующем составляет от 1 до 16 вес.%, и содержание гидроксибензилового спирта в смеси формовочного материала составляет от 1 до 26 вес.%, причем в каждом случае в пересчете на вес фенольной смолы бензилэфирного типа, и связующее характеризуется одним или обоими из следующих признаков: a) связующее содержит свободный фенол и свободный гидроксибензиловый спирт при весовом соотношении 1: более 1,2; b) связующее содержит свободный фенол и свободный салигенин при весовом соотношении 1: более 1,1. Изобретение также относится к смесям формовочных материалов, содержащим связующее, и к стержням, формам или изложницам, полученным при помощи смесей формовочных материалов, и к их применению при металлическом литье. Технический результат: связующее повышает прочность песчаных форм и стержней в нагретом состоянии. 6 н. и 19 з.п. ф-лы, 4 табл.
1. Связующее для отверждения смесей формовочных материалов, содержащее по меньшей мере:
- полиольный компонент, причем полиольный компонент представляет собой фенольную смолу бензилэфирного типа;
- изоцианатный компонент, состоящий из одного или более изоцианатных соединений с по меньшей мере двумя изоцианатными группами на молекулу; причем
- связующее содержит менее 3 вес.% свободного фенола, и
- содержание салигенина в связующем составляет от 1 до 16 вес.%, и
- содержание гидроксибензилового спирта в смеси формовочного материала составляет от 1 до 26 вес.%,
причем в каждом случае в пересчете на вес фенольной смолы бензилэфирного типа, и
связующее дополнительно характеризуется одним или обоими из следующих признаков:
a) связующее содержит свободный фенол и свободный гидроксибензиловый спирт, и весовое соотношение свободного фенола и свободного гидроксибензилового спирта составляет 1:более 1,2;
b) связующее содержит свободный фенол и свободный салигенин - о-гидроксибензиловый спирт, и весовое соотношение свободного фенола и свободного салигенина составляет 1: более 1,1.
2. Связующее по п. 1, где весовое соотношение свободного фенола и свободного гидроксибензилового спирта составляет
от 1:более 1,2 до 1:30,
предпочтительно от 1:1,3 до 1:20, и
особенно предпочтительно от 1:1,6 до 1:15, и
еще более предпочтительно от 1:1,8 до 1:13.
3. Связующее по любому из предыдущих пунктов, где весовое соотношение свободного фенола и свободного салигенина составляет
от 1:более 1,1 до 1:25,
предпочтительно от 1:1,2 до 1:15, и
особенно предпочтительно от 1:1,5 до 1:10,
еще более предпочтительно от 1:1,8 до 1:8.
4. Связующее по любому из предыдущих пунктов, где по весу фенольная смола бензилэфирного типа содержит менее 2,5 вес.% свободного фенола, предпочтительно менее 2 вес.%.
5. Связующее по любому из предыдущих пунктов, где фенольная смола бензилэфирного типа также содержит свободный крезол, и/или карданол, и/или кардол.
6. Связующее по любому из предыдущих пунктов, где фенольная смола бензилэфирного типа характеризуется гидроксильным числом согласно DIN 53240 500-900 мг KOH/г, предпочтительно 550-850 мг KOH/г и наиболее предпочтительно 560-750 мг KOH/г.
7. Связующее по любому из предыдущих пунктов, где фенольная смола бензилэфирного типа имеет среднюю молекулярную массу - средневесовую согласно DIN 5567-1 при помощи GPC - 500-1100 г/моль и, в частности, 550-1000 г/моль и наиболее предпочтительно 560-980 г/моль без фенола и мономерных продуктов присоединения.
8. Связующее по любому из предыдущих пунктов, которое содержит растворитель, и при этом растворитель для полиольного компонента содержит сложные эфиры дикарбоновой кислоты и/или сложные эфиры жирной кислоты и предпочтительно менее 10 вес.% ароматического растворителя.
9. Связующее по любому из предыдущих пунктов, где связующее содержит также независимо друг от друга
- 8-70 вес.%, в частности, 10-62 вес.%, фенольной смолы бензилэфирного типа;
- 13-78 вес.%, в частности, 17-70 вес.% изоцианатных соединений и
- 2-57 вес.%, в частности, 3-53 вес.% растворителя для фенольной смолы бензилэфирного типа и изоцианатных соединений.
10. Смесь формовочных материалов, содержащая по меньшей мере:
- один огнеупорный основной формовочный материал; и в качестве связующего
- полиольный компонент, причем полиольный компонент представляет собой фенольную смолу бензилэфирного типа;
- изоцианатный компонент, состоящий из одного или более изоцианатных соединений с по меньшей мере двумя изоцианатными группами на молекулу; причем
- смесь формовочных материалов содержит менее 3 вес.% свободного фенола, и
- содержание салигенина в смеси формовочных материалов составляет от 1 до 16 вес.%, и
- содержание гидроксибензилового спирта в смеси формовочных материалов составляет от 1 до 26 вес.%,
причем в каждом случае в пересчете на вес фенольной смолы бензилэфирного типа, и
смесь формовочных материалов дополнительно характеризуется одним или обоими из следующих признаков:
a) смесь формовочных материалов содержит свободный фенол и свободный гидроксибензиловый спирт, и весовое соотношение свободного фенола и свободного гидроксибензилового спирта составляет 1:более 1,2;
b) смесь формовочных материалов содержит свободный фенол и свободный салигенин - о-гидроксибензиловый спирт, и весовое соотношение свободного фенола и свободного салигенина составляет 1: более 1,1.
11. Смесь формовочных материалов по п. 10, где весовое соотношение свободного фенола и свободного гидроксибензилового спирта составляет
от 1: более 1,2 до 1:30,
предпочтительно от 1:1,3 до 1:20, и
особенно предпочтительно от 1:1,6 до 1:15, и
еще более предпочтительно от 1:1,8 до 1:13.
12. Смесь формовочных материалов по любому из пп. 10, 11, где весовое соотношение свободного фенола и свободного салигенина составляет
от 1: более 1,1 до 1:25,
предпочтительно от 1:1,2 до 1:15, и
особенно предпочтительно от 1:1,5 до 1:10,
еще более предпочтительно от 1:1,8 до 1:8.
13. Смесь формовочных материалов по любому из пп. 10-12, где по весу фенольная смола бензилэфирного типа содержит менее 2,5 вес.% свободного фенола, предпочтительно менее 2 вес.%.
14. Смесь формовочных материалов по любому из пп. 10-13, где фенольная смола бензилэфирного типа также содержит свободный крезол, и/или карданол, и/или кардол.
15. Смесь формовочных материалов по любому из пп. 10-14, где фенольная смола бензилэфирного типа характеризуется гидроксильным числом согласно DIN 53240 500-900 мг KOH/г, предпочтительно 550-850 мг KOH/г и наиболее предпочтительно 560-750 мг KOH/г.
16. Смесь формовочных материалов по любому из пп. 10-15, где фенольная смола бензилэфирного типа имеет среднюю молекулярную массу - средневесовую согласно DIN 5567-1 при помощи GPC - 500-1100 г/моль и, в частности, 550-1000 г/моль и наиболее предпочтительно 560-980 г/моль без фенола и мономерных продуктов присоединения.
17. Смесь формовочных материалов по любому из пп. 10-16, которая содержит растворитель, и при этом растворитель для полиольного компонента содержит сложные эфиры дикарбоновой кислоты и/или сложные эфиры жирной кислоты и предпочтительно менее 10 вес.% ароматического растворителя.
18. Смесь формовочных материалов по любому из пп. 10-17, где связующее содержит также независимо друг от друга
- 8-70 вес.%, в частности, 10-62 вес.%, фенольной смолы бензилэфирного типа;
- 13-78 вес.%, в частности, 17-70 вес.% изоцианатных соединений и
- 2-57 вес.%, в частности, 3-53 вес.% растворителя для фенольной смолы бензилэфирного типа и изоцианатных соединений.
19. Смесь формовочных материалов по любому из пп. 10-18, в которой огнеупорный основной формовочный материал выбран из одного или более членов группы: оливина, огнеупорной глины, боксита, полых сфер силиката алюминия, стеклянных шариков, стеклянных гранул, синтетических керамических основных формовочных материалов и диоксида кремния, в частности, в виде кварцевого песка, цирконового песка или хромитового песка.
20. Способ получения формованного изделия в виде литейной формы, стержня или изложницы, включающий
(i) получение смеси формовочных материалов по любому из пп. 10-19;
(ii) введение смеси формовочных материалов или ее компонентов в формовочный инструмент;
(iii) отверждение смеси формовочных материалов в формовочном инструменте при помощи по меньшей мере одного третичного амина с получением самонесущего формованного изделия; и
(iv) последующее отделение отвержденной формы от инструмента, и необязательно дополнительное отверждение, посредством чего получают отвержденное формованное изделие.
21. Способ по п. 20, в котором для получения смеси формовочных материалов связующее используют в виде набора, состоящего из отделенных друг от друга по меньшей мере изоцианатных соединений в качестве одного компонента и по меньшей мере фенольной смолы бензилэфирного типа в качестве другого компонента.
22. Способ по п. 20 или 21, в котором третичный амин выбран из одного или более членов группы: триметиламина - ТМА, диметилэтиламина - DMEA, диметил-н-пропиламина - DMPA, диметилизопропиламина - DMIPA, диэтилметиламина - DEMA, триэтиламина - TEA, три-н-пропиламина, триизопропиламина, три-н-бутиламина, триизобутиламина, 4-(С1-С4-алкил)пиридинов, трис(3-диметиламино)пропиламина, изохинолина, арилпиридинов, таких как фенилпиридин, пиридин, акридин, 2-метоксипиридин, пиридазин, 3-хлорпиридин, хинолин, N-метилимидазол, N-этилимидазол, 4,4'-дипиридин, 4-фенилпропилпиридин, 1-метилбензимидазол и 1,4-тиазин.
23. Форма, стержень или изложница, изготовленные согласно способу по любому из пп. 20-22.
24. Применение формы или стержня, изготовленных согласно способу по любому из пп. 20, 21 или 22, для металлического литья, в частности, литья железа или алюминия.
25. Набор для получения
- связующего для отверждения смесей формовочных материалов и
- для получения смеси формовочного материала, содержащей связующее и огнеупорный основной формовочный материал;
содержащий отдельно друг от друга
- по меньшей мере один изоцианатный компонент и один компонент на основе фенольной смолы, причем
- изоцианатный компонент содержит одно или более изоцианатных соединений с по меньшей мере двумя изоцианатными группами на молекулу;
- компонент на основе фенольной смолы содержит фенольную смолу бензилэфирного типа;
- связующее содержит менее 3 вес.% свободного фенола, и
- содержание салигенина в связующем составляет от 1 до 16 вес.%, и
- содержание гидроксибензилового спирта в связующем составляет от 1 до 26 вес.%,
причем в каждом случае в пересчете на вес фенольной смолы бензилэфирного типа, и
связующее дополнительно характеризуется одним или обоими из следующих признаков:
а) связующее содержит свободный фенол и свободный гидроксибензиловый спирт, и весовое соотношение свободного фенола и свободного гидроксибензилового спирта составляет 1: более 1,2;
b) связующее содержит свободный фенол и свободный салигенин - о-гидроксибензиловый спирт, и весовое соотношение свободного фенола и свободного салигенина составляет 1: более 1,1.
| DE 102015107016 A1, 23.06.2016 | |||
| СВЯЗУЮЩЕЕ ДЛЯ ОГНЕУПОРОВ | 1994 |
|
RU2118626C1 |
| Клапан для промывки клозета | 1929 |
|
SU18307A1 |
| Приспособление для наполнения труб песком | 1930 |
|
SU23742A1 |

