Изобретение относится к устройству для вакуумного нанесения на подложку покрытий, образованных из металла или металлических сплавов, например, из цинка или магний-цинковых сплавов. Более конкретно, указанное устройство предназначено для нанесения покрытия на стальную полосу, не ограничиваясь данным применением. Изобретение относится также к способу нанесения покрытия на подложку.
Известны различные способы нанесения металлических покрытий, обычно образованных из сплавов, на подложку, например, на стальную полосу. Среди известных способов можно упомянуть нанесение покрытий погружением в расплав, электролитическое осаждение, а также различные способы вакуумного осаждения, такие как вакуумное напыление и магнетронное напыление.
Из патентного документа WO97/47782 известен способ непрерывного нанесения покрытия на стальную подложку, в соответствии с которым струя паров металла, инжектируемая со скоростью более 500 м/с, входит в контакт с подложкой. Для повышения эффективности этого способа соответствующее устройство для вакуумного нанесения покрытия содержит камеру осаждения, внутренние стенки которой приспособлены для нагревания до температуры достаточно высокой, что позволяет предотвратить конденсацию металла или металлических сплавов на этих стенках.
Однако несмотря на это, наблюдались случаи, когда на выходе камеры осаждения температурный переход является таким высоким, что цинк имеет тенденцию в значительной степени конденсироваться вблизи входного и выходного отверстий вокруг металлической полосы. В случае перехода к более широкой полосе нарастание отложений цинка может препятствовать движению полосы. Чтобы предотвратить такое нарастание, совершенно необходима регулярная очистка камеры осаждения, что в значительной степени снижает производительность используемого оборудования.
В соответствии с изложенным задача изобретения заключается в устранении недостатков известных в уровне техники устройств и способов за счет создания устройства для вакуумного нанесения покрытия, которое позволяет предотвратить конденсацию паров металла или металлических сплавов в отверстиях камеры осаждения.
Первым объектом изобретения для решения этой задачи является устройство для непрерывного вакуумного нанесения на движущуюся подложку покрытия, образованного из металла или металлического сплава, содержащее вакуумную камеру, через которую подложка способна перемещаться по заданной траектории движения, при этом вакуумная камера дополнительно содержит:
центральный корпус, имеющий входное отверстие для подложки и выходное отверстие для подложки, расположенные на двух противоположных сторонах центрального корпуса, и устройство для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены к нагреванию при высокой температуре, превышающей температуру конденсации паров металла или металлического сплава;
пароотделитель в виде внешнего корпуса, размещенного на выходном отверстии для подложки центрального корпуса, причем внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава;
при этом канал, соединяющий центральный корпус с пароотделителем, содержит, по меньшей мере, один тепловой соединитель, который проходит, по меньшей мере, от внутренних стенок центрального корпуса до внутренних стенок пароотделителя.
Устройство в соответствии с изобретением может также характеризоваться перечисленными ниже дополнительными особенностями, взятыми по отдельности или в сочетании, а именно:
тепловой соединитель представляет собой цельную металлическую деталь;
указанная металлическая деталь выполнена из металла с коэффициентом теплопроводности 20 Вт·м-1·К-1;
тепловой соединитель выполнен из меди;
толщина теплового соединителя находится в интервале от 6 мм до 18 мм;
тепловой соединитель имеет однородную форму и проходит по всей ширине выходного отверстия для подложки центрального корпуса;
тепловой соединитель имеет прямоугольную форму поперечного сечения;
тепловой соединитель проходит в центральный корпус и находится в контакте со стенками пароотделителя;
тепловой соединитель выступает внутрь от внутренней стенки центрального корпуса, по меньшей мере, на 4 мм;
пароотделитель имеет обращенную внутрь сторону, и тепловой соединитель не выступает за пределы плоскости внутренней стенки, расположенной на обращенной внутрь стороне пароотделителя;
пароотделитель содержит обращенную внутрь сторону, предназначенную для контакта с центральным корпусом, от которой тепловой соединитель выступает в направлении внутрь и приспособлен для вставления в полость центрального корпуса;
выходное отверстие для подложки центрального корпуса снабжено тепловым соединителем, выступающим в направлении от выходного отверстия для подложки и приспособленным для контакта со стенками пароотделителя;
центральный корпус снабжен локальным нагревателем, примыкающим к тепловому соединителю;
устройство для вакуумного нанесения покрытий дополнительно содержит второй пароотделитель, размещенный на входном отверстии для подложки центрального корпуса;
канал, соединяющий центральный корпус с пароотделителем, содержит два тепловых соединителя, один, расположенный ниже траектории движения подложки, и другой, расположенный выше траектории движения подложки;
тепловой соединитель выступает внутрь пароотделителя и контактирует со стенками центрального корпуса.
Вторым объектом изобретения является комплект для сборки устройства для непрерывного нанесения на движущуюся подложку покрытий, образованных из металла или металлического сплава, при этом указанный комплект включает в себя:
центральный корпус, содержащий входное отверстие для подложки и выходное отверстие для подложки, расположенные на двух противоположных сторонах центрального корпуса, и выходное отверстие устройства для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены к нагреванию при температуре выше температуры конденсации паров металла или металлического сплава;
пароотделитель в виде внешнего корпуса, приспособленного для размещения на выходном отверстии для подложки центрального корпуса, при этом указанный пароотделитель содержит обращенное внутрь отверстие, примыкающее к центральному корпусу и обращенное наружу отверстие, расположенное с противоположной стороны пароотделителя, причем внутренние стенки пароотделителя способны поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава;
тепловой соединитель, приспособленный для вставления в выходное отверстие для подложки центрального корпуса и прохождения, по меньшей мере, от внутренних стенок центрального корпуса к внутренним стенкам пароотделителя.
В соответствии с приведенными выше пояснениями изобретение основано на поддерживании постепенного перепада температуры, начинающегося на выходном отверстии центрального корпуса вакуумной камеры, за счет добавления, по меньшей мере, одного пароотделителя, и, по меньшей мере, одного теплового соединителя, размещенного в канале, соединяющем центральный корпус с пароотделителем так, что выходное отверстие центрального корпуса поддерживается при температуре центрального корпуса, в то же время перепад температуры имеет место только в пароотделителе.
Другие характерные особенности и преимущества изобретения будут раскрыты более подробно в приведенном далее описании изобретения.
Изобретение будет более понятным из последующего описания со ссылками на сопровождающие чертежи. Следует отметить, что описание приведено лишь в целях пояснения, и его никаким образом не следует рассматривать как ограничивающее изобретение.
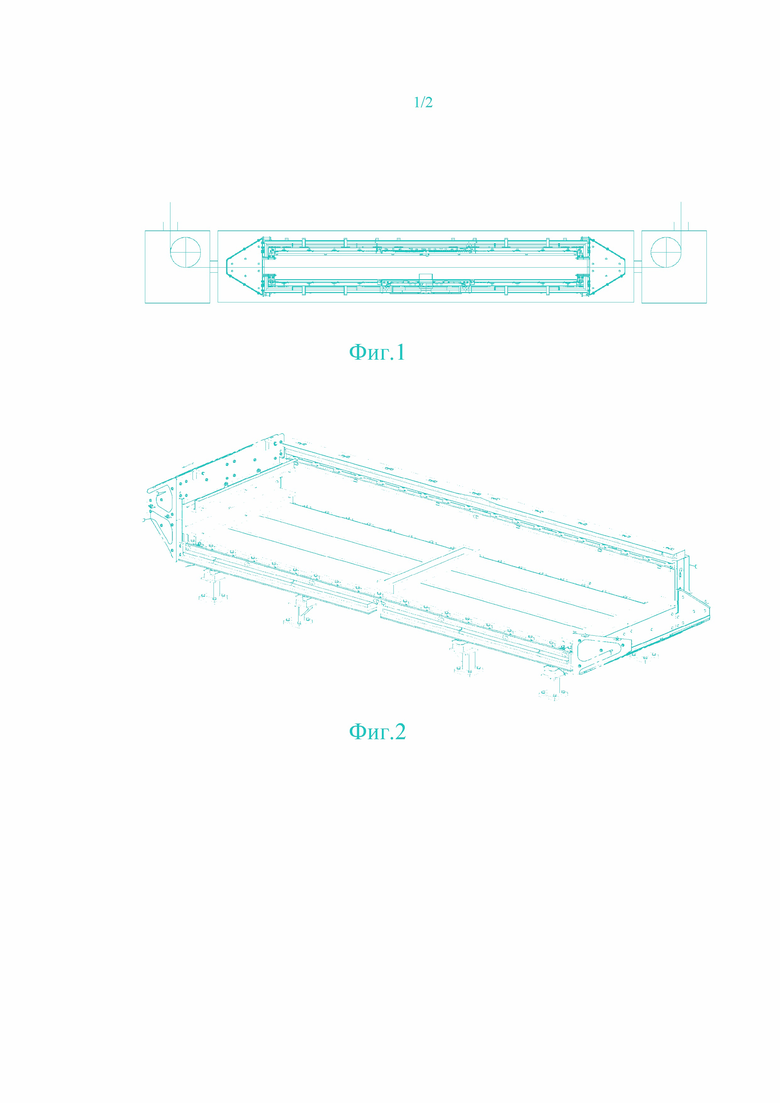
На фиг. 1 показано устройство в соответствии с вариантом осуществления изобретения, вид в разрезе;
на фиг. 2 – вакуумная камера в соответствии с вариантом осуществления изобретения, вид, отображающий внутреннюю часть устройства;
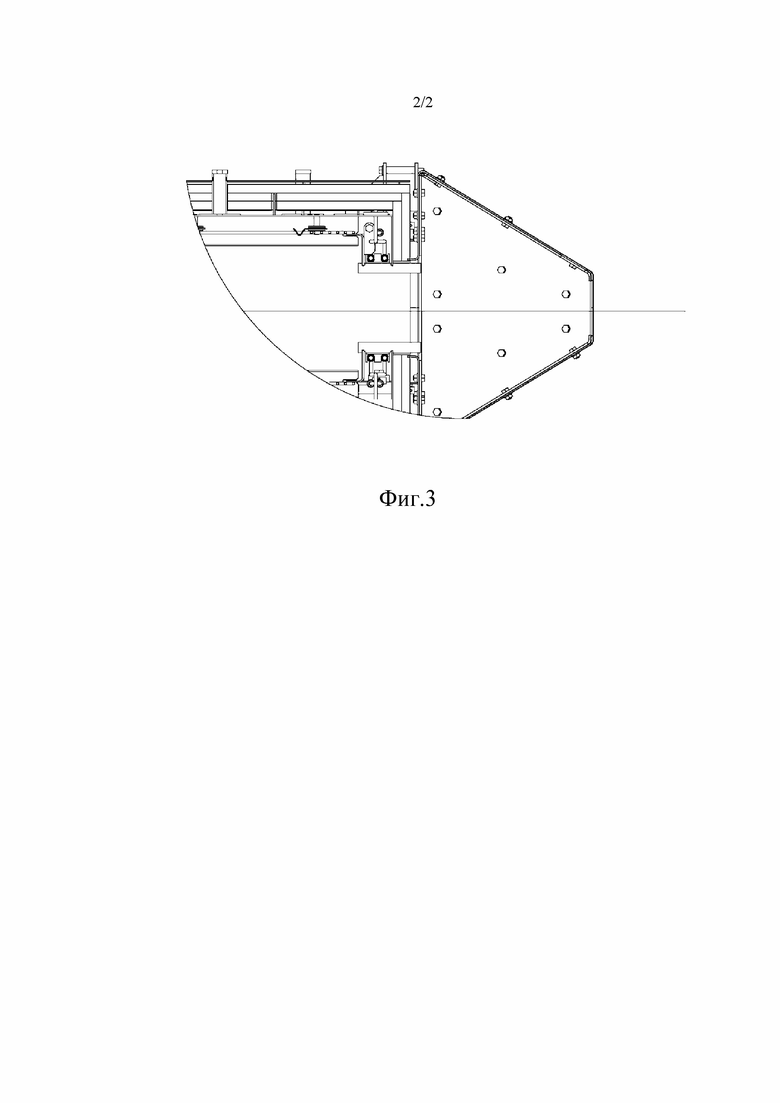
на фиг. 3 – соединение между центральным корпусом и пароотделителем согласно варианту осуществления изобретения, вид в разрезе.
Следует отметить, что используемые в описании понятия «нижний», «ниже», «обращенный внутрь», «внутрь», «обращенный наружу», «наружу, за пределы», «выше по направлению движения», «ниже по направлению движения», относятся к позициям и ориентациям различных составляющих элементов устройства, когда оно установлено на линии вакуумного нанесения покрытия.
Задача изобретения заключается в нанесении на подложку покрытий, образованных из металла или металлических сплавов. В частности, задача заключается в получении цинковых или магний-цинковых покрытий. Однако способ не ограничивается этими покрытиями, но предпочтительно охватывает любые покрытия на основе одного единственного металла или металлического сплава, элементы которого имеют давления паров при температуре электролита в ванне, которые не отличается более чем на 10%, что облегчает контроль их соответствующего относительного содержания.
Что касается покрытий, то они могут быть образованы из цинка, используемого в качестве основного элемента, и дополнительного элемента (элементов), такого как хром, никель, титан, марганец, магний, кремний и алюминий, взятых по отдельности или в комбинации.
Толщина покрытия предпочтительно находится в интервале от 0,1 до 20 мкм. С одной стороны, при толщине покрытия менее 0,1 мкм защита подложки от коррозии может быть недостаточной. С другой стороны, для того чтобы обеспечить необходимый уровень коррозионной стойкости эта толщина не обязательно должна превышать 20 мкм, в частности, в автомобильной или строительной областях. Обычно при использовании в автомобильной отрасли толщина покрытия может быть ограничена величиной 10 мкм.
Как показано на фиг. 1, устройство 1 в соответствии с изобретением содержит, в первую очередь, вакуумную камеру 2 и средства перемещения подложки через камеру.
Эта вакуумная камера 2 представляет собой герметично уплотненный короб, который поддерживается при давлении в интервале от 10-8 до 10-3 бар. Указанный короб содержит входную шлюзовую камеру и выходную шлюзовую камеру (не показаны), между которыми может перемещаться подложка S, например, стальная полоса, по заданной траектории Р в направлении движения.
Подложка S может быть приспособлена для перемещения с помощью любых подходящих средств, в зависимости от свойств и формы указанной подложки. Может быть использован, в частности, вращающийся опорный ролик 3, несущий стальную полосу.
Вакуумная камера 2 содержит центральный корпус 4. Указанный корпус представляет собой короб, охватывающий траекторию Р движения подложки на заданной длине, как правило на длине от 2 до 8 м. Стенки корпуса ограничивают полость. Корпус содержит два отверстия, т.е. входное отверстие 5 для подложки и выходное отверстие 6 для подложки, размещенные с двух противоположных сторон центрального корпуса. Предпочтительно центральный корпус имеет форму параллелепипеда, ширина которого немного больше ширины подложек, подлежащих покрытию.
Стенки центрального корпуса приспособлены для того, чтобы быть нагретыми. Нагрев может быть обеспечен с помощью любых подходящих средств, таких, например, как индукционный нагреватель, нагреватели сопротивления, пучок электронов. Указанные средства нагревания приспособлены для нагревания внутренних стенок центрального корпуса до температуры достаточно высокой, чтобы предотвратить конденсацию на них паров металла или металлического сплава. Предпочтительно стенки центрального корпуса приспособлены для нагревания до температуры выше температуры конденсации металлических элементов, образующих наносимое покрытие, обычно до температуры выше 500°С, например, в интервале от 500° до 700°С так, чтобы предотвратить конденсацию паров цинка или паров магний-цинкового сплава. Благодаря таким средствам нагрева внутренние стенки центрального корпуса не засоряются, и отсутствует необходимость в частом прекращении работы устройства для его очистки.
Как показано на фиг. 2, в центральном корпусе 4, кроме того, размещено устройство 7 для нанесения покрытия струей пара, предпочтительно установленное на одной стороне центрального корпуса, ориентированной параллельно траектории движения подложки, вблизи поверхности подложки S, подлежащей покрыванию. Упомянутое устройство для нанесения покрытия приспособлено для напыления паров металла или металлического сплава на движущуюся подложку S. Устройство для нанесения покрытия предпочтительно содержит выходную камеру, содержащую узкое отверстие 71 для выпуска паров, длина которого близка к ширине покрываемой подложки.
Отверстие 71 для выпуска паров может иметь подходящую форму, например, форму щели, которая может быть выполнена, например, с регулируемой длиной и шириной. Возможность приспосабливания длины щели к ширине подложки, на которую наносится покрытие, позволяет минимизировать потери испаренного металла.
Устройство для нанесения покрытия представляет собой устройство для нанесения покрытия струей пара, выпускаемой со скоростью звука, т.е. устройство, способное генерировать струю пара со скоростью звука. Такой тип устройства для нанесения покрытий также обычно именуется JVD (Jet Vapor Deposition – струйное нанесение покрытий осаждением паров) устройством.
Более полное описание одного варианта устройства такого типа приведено в патентном документе WO97/47782. Устройство для нанесения покрытий может быть присоединено к любому виду генератора металлических паров, такому, например, как испарительный тигель с индукционным нагревом или генератор паров с магнитной левитацией.
Предпочтительно центральный корпус заключен в изоляционные панели, которые снаружи охвачены охлаждающими панелями. Это обеспечивает уменьшение тепловых потерь в вакуумной камере 2 и улучшение энергетической эффективности процесса, осуществляемого в центральном корпусе.
Вакуумная камера 2, кроме того, содержит пароотделитель 8 в виде внешнего корпуса, размещенного на выходном отверстии 6 центрального корпуса 4, т.е. размещенного ниже по ходу движения относительно центрального корпуса в направлении движения подложки.
Предпочтительно вакуумная камера 2, кроме того, содержит второй пароотделитель 8 в виде внешнего корпуса, размещенного на входном отверстии 5 центрального корпуса 4, т.е. размещенного выше по ходу движения относительно центрального корпуса в направлении движения подложки.
Каждый пароотделитель 8 представляет собой короб, охватывающий траекторию движения подложки на заданной длине, обычно на длине в интервале от 0,2 до 7 м, например, на длине, составляющей от 0,5 до 3,5 ширины подложки. Стенки пароотделителя ограничивают полость. Пароотделитель содержит отверстие 9, обращенное внутрь, и отверстие 10, обращенное наружу, которые расположены на двух противоположных сторонах пароотделителя и обеспечивают возможность входа и выхода подложки из пароотделителя. Обращенное внутрь отверстие 9 примыкает к центральному корпусу, в то время как отверстие 10, обращенное наружу, находится с противоположной стороны.
Предпочтительно пароотделитель 8 имеет в продольном сечении трапецеидальную форму, при этом трапеция сужается в направлении противоположном расположению центрального корпуса. В такой конструкции основание трапеции расположено вертикально и прилегает к центральному корпусу. За счет такого расположения основания стенки пароотделителя вокруг входного и выходного отверстий 5, 6 центрального корпуса находятся на допустимо максимальном расстоянии от упомянутых отверстий, что дополнительно уменьшает опасность засорения отверстий вследствие осаждения металла на холодных стенках пароотделителя, находящихся в непосредственной близости от отверстия. При такой конструкции края трапеции сближаются в направлении наружу, что позволяет захватить как можно большее количество паров до выхода этих паров через обращенное наружу отверстие 10.
Стенки пароотделителя 8 приспособлены для терморегулирования. Терморегулирование может быть осуществлено с помощью любых подходящих средств, таких, например, как контур охлаждения, в котором циркулирует теплоноситель, например, вода или азот. Указанные средства терморегулирования приспособлены для поддерживания внутренних стенок пароотделителя при температуре достаточно низкой, что способствует конденсации паров металла или металлических сплавов на внутренних стенках, обычно при температуре ниже 100°С. Благодаря этим средствам терморегулирования пары металла или металлических сплавов, которые выходят из центрального корпуса, улавливаются и не выпускаются в вакуумную камеру, которая противном случае может быть засорена.
Каждый пароотделитель 8 находится в контакте с центральным корпусом 4. При этом обращенное внутрь отверстие 9 первого пароотделителя, и соответственно второго пароотделителя расположены выровнены с входным отверстием 5 для подложки центрального корпуса, и соответственно с выходным отверстием 6 для подложки центрального корпуса так, что образуется канал, соединяющий центральный корпус с каждым пароотделителем.
Канал, соединяющий центральный корпус с каждым пароотделителем, обеспечивает в соответствии с изобретением возможность сглаживания температурного перехода между центральным корпусом и пароотделителем по сравнению с перепадом температурным переходом, который мог быть создан в том случае, если бы этот канал был образован путем выравнивания обычных отверстий на гладких стенках.
Благодаря этому сглаживанию отверстия 5, 6 центрального корпуса не являются холодными пятнами, на которых предпочтительно конденсируются пары металла. В результате можно в значительной степени уменьшить осаждение металла на этих участках центрального корпуса и, таким образом, предотвратить засорение устройства. Кроме того, благодаря устранению холодных пятен пары имеют тенденцию в большей степени конденсироваться на подложке, что повышает выход осаждения.
Для этого канал, соединяющий центральный корпус с пароотделителем, содержит по меньшей мере один тепловой соединитель 11, как этого показано на фиг. 3. Тепловой соединитель содержит два конца, а именно, обращенный внутрь конец 12 и обращенный наружу конец 13, т.е. один конец, контактирующий с центральным корпусом, и один конец, контактирующий с пароотделителем. Тепловой соединитель 11 может быть изготовлен из любого материала, подходящего для передачи теплоты от центрального корпуса к пароотделителю, поддерживая в то же время конец теплового соединителя в контакте с центральным корпусом при температуре выше температуры конденсации паров металла или металлического сплава.
Тепловой соединитель нагревается за счет излучения в центральном корпусе, и теплота передается посредством теплопроводности холодным частям пароотделителя.
Тепловой соединитель предпочтительно представляет собой сплошную металлическую деталь. Он может быть также образован из нескольких сплошных металлических деталей, прикрепленных одна к другой, но предпочтительно выполнение из одной детали, что позволяет избежать наличия особых точек. Указанная металлическая деталь может быть предпочтительно выполнена из металла с коэффициентом теплопроводности более 20 Вт·м-1·К-1, такого, например, как медь, алюминий, нержавеющая сталь, латунь. Предпочтительным металлом является медь, поскольку её высокая теплопроводность позволяет уменьшить длину теплового соединителя, имеется в виду длина в направлении движения подложки.
Предпочтительно тепловой соединитель имеет толщину, которая превышает толщину стенок пароотделителя, что дает возможность поддерживать соединитель при температуре центрального корпуса и в то же время обеспечивать передачу теплоты пароотделителю. Толщина теплового соединителя предпочтительно находится в интервале от 6 до 18 мм, так что он эффективно нагревается за счет излучения в центральном корпусе и при этом не слишком охлаждается пароотделителем.
Тепловой соединитель предпочтительно имеет однородную форму и проходит по всей ширине отверстия 5 и/или 6 центрального корпуса 2. Это способствует установлению равномерной температуры по ширине входного отверстия 5 для подложки или выходного отверстия 6 для подложки, и, следовательно, установлению однородных параметров паров металла вблизи отверстий центрального корпуса.
Тепловой соединитель предпочтительно имеет прямоугольную форму поперечного сечения для создания более эффективного компромисса между нагревом в центральном корпусе и охлаждением в пароотделителе.
В соответствии с одним вариантом осуществления изобретения в канале, соединяющем центральный корпус с пароотделителем, размещен, по меньшей мере, один тепловой соединитель 11, проходящий внутрь центрального корпуса и имеющий контакт со стенками пароотделителя.
В соответствии с одним вариантом этого осуществления обращенная внутрь сторона пароотделителя, предназначенная для контакта с центральным корпусом, снабжена тепловым соединителем, выступающим от обращенной внутрь стороны в направлении вовнутрь и приспособленным для вставления в центральный корпус. Другими словами, периферия обращенного внутрь отверстия 9 пароотделителя снабжена, по меньшей мере, одним тепловым соединителем, который проходит от пароотделителя наружу.
Благодаря тому, что тепловой соединитель выступает в центральный корпус, обращенный внутрь конец теплового соединителя без затруднений поддерживается при температуре центрального корпуса, что уменьшает риск снижения температуры ниже температуры конденсации паров металла или металлического сплава.
Как показано на фиг. 3, первый пароотделитель 8, и, соответственно, второй пароотделитель 8, могут быть снабжены двумя тепловыми соединителями 11, по меньшей мере, частично проходящими во входное отверстие 5 для подложки, и соответственно в выходное отверстие 6 для подложки центрального корпуса 4 и находящимися в контакте со стенками соответствующего пароотделителя. В этом случае один тепловой соединитель вставлен в центральный корпус ниже траектории движения подложки, а другой – выше траектории движения.
Длина теплового соединителя выбрана так, что после соединения центрального корпуса и пароотделителя обращенный внутрь конец 12 выступает из отверстия центрального корпуса внутрь. Длина теплового соединителя выбрана так, что после соединения центрального корпуса и пароотделителя обращенный внутрь конец 12 проходит от внутренней стенки центрального корпуса, по меньшей мере, на 4 мм и более предпочтительно на расстояние от 6 мм до 60 мм.
Обращенный наружу конец 13 теплового соединителя предпочтительно не выходит за пределы плоскости внутренней стенки обращенной внутрь стороны пароотделителя. Благодаря тому, что обращенный наружу конец и внутренняя стенка взаимно перпендикулярны, пар, выходящий из центрального корпуса через канал и поступающий в пароотделитель, конденсируется на стенках, находящихся по возможности дальше от упомянутого канала, так что в этом канале не происходит осаждения и нарастания слоя металла.
Согласно наблюдениям было установлено, что в случае нанесения покрытий из металлических сплавов, требующего создания очень высоких температур в центральном корпусе, температурный переход между центральным корпусом и пароотделителем может быть настолько высоким, что теплопроводность между тепловым соединителем и холодными частями пароотделителя может привести к охлаждению теплового соединителя, возможно, до температуры ниже температуры конденсации паров. Чтобы избежать такого охлаждения теплового соединителя центральный корпус предпочтительно содержит дополнительный локальный нагреватель 14, примыкающий к тепловому соединителю. Локальный нагреватель может быть размещен в центральном корпусе, примыкая к обращенному внутрь корпуса концу 12 теплового соединителя, или примыкать к тепловому соединителю в толще стенок центрального корпуса. Упомянутый локальный нагреватель может представлять собой любое подходящее средство нагрева, такое, например, как индукционный нагреватель и резистивный нагреватель.
В соответствии с другим вариантом осуществления устройство для вакуумного нанесения покрытия отличается от первого варианта выполнения только тем, что отверстие 5 и/или 6 центрального корпуса, предназначенное для контакта с обращенной внутрь стороной пароотделителя, снабжено тепловым соединителем, выступающим из отверстия внутрь и приспособленным для контакта со стенками пароотделителя. Другими словами, периферия отверстия центрального корпуса снабжена, по меньшей мере, одним тепловым соединителем, который проходит внутрь.
В соответствии со вторым вариантом осуществления изобретения канал, соединяющий центральный корпус с пароотделителем, содержит по меньшей мере один тепловой соединитель 11, выступающий в пароотделитель и находящийся в контакте со стенками центрального корпуса.
Согласно одному варианту этого осуществления отверстие 5 и/или 6 центрального корпуса, которое предназначено для контакта с обращенной внутрь стороной пароотделителя, снабжено тепловым соединителем, выступающим из указанного отверстия в направлении наружу и приспособленным для вставления в пароотделитель. Другими словами, периферия отверстия центрального корпуса снабжена, по меньшей мере, одним тепловым соединителем, который проходит из корпуса наружу.
Отверстие 5 и/или 6 центрального корпуса может быть снабжено двумя тепловыми соединителями, по меньшей мере, частично вставленными в обращенное внутрь отверстие пароотделителя и находящиеся в контакте со стенками пароотделителя. Один тепловой соединитель вставлен ниже траектории движения подложки, а другой – выше траектории движения подложки.
Длину теплового соединителя выбирают так, чтобы после соединения центрального корпуса с пароотделителем обращенный наружу конец 13 выступал в пароотделитель от обращенного внутрь отверстия. Длину теплового соединителя предпочтительно выбирают так, чтобы после соединения центрального корпуса с пароотделителем обращенный наружу конец 13 выступал в пароотделитель от его внутренней стенки, по меньшей мере на 4 мм, и более предпочтительно на расстояние от 6 мм до 60 мм.
Центральный корпус 4 предпочтительно снабжен дополнительным локальным нагревателем 14, примыкающим к тепловому соединителю. Локальный нагреватель может быть размещен в центральном корпусе с примыканием к обращенному внутрь концу 12 теплового соединителя или примыкать к тепловому соединителю в толще стенок центрального корпуса. Упомянутый локальный нагреватель может представлять собой любое подходящее средство нагрева, такое, например, как индукционный нагреватель или резистивный нагреватель.
В соответствии с другим вариантом осуществления устройство для вакуумного нанесения покрытия отличается от первого варианта выполнения только тем, что обращенная внутрь сторона пароотделителя, которая предназначена для контакта с центральным корпусом, снабжена тепловым соединителем, выступающим от обращенной внутрь стороны в направлении вовнутрь и подходящим для вставления в полость центрального корпуса. Другими словами, периферия обращенного внутрь отверстия 9 пароотделителя снабжена, по меньшей мере, одним тепловым соединителем, который проходит внутрь центрального корпуса.
В соответствии с третьим вариантом осуществления изобретения канал, соединяющий центральный корпус с пароотделителем, содержит, по меньшей мере, один тепловой соединитель 11, выступающий как в пароотделитель, так и в центральный корпус. Характерные особенности, описанные выше и присущие первому и второму вариантам осуществления, применимы также и к третьему варианту осуществления.
На устройстве вакуумного нанесения покрытия были проведены испытания, чтобы оценить количество металла (в данном случае цинка), осажденного в двух каналах, соединяющих центральный корпус с двумя пароотделителями.
Количество испаренного цинка определяли путем взвешивания испарительного тигеля, питающего устройство для нанесения покрытий струей паров, до и после проведения испытания. Количество осажденного цинка было получено при контактировании каналов и пароотделителей с кислым раствором для растворения цинка. Растворенное количество затем измеряли с помощью индуктивно связанной плазмы.
Первый опыт, проведенный со стальной подложкой шириной 500 мм, с выпускным отверстием 71 для паров, ширина которого была на 10 мм больше ширины стальной подложки с каждой её стороны, при давлении 10-1 мбар, показал, что при испарении 13,5 кг цинка на тепловых соединителях было осаждено 1,473 г цинка, что соответствует выходу нарастания 0,0109 %.
Сравнительное испытание, проведенное на устройстве в таких же условиях без использования тепловых соединителей, показало, что в обращенном внутрь отверстии 9 пароотделителей было осаждено 1,835 г цинка, что соответствует увеличению нарастания на 25%.
Второй опыт, проведенный со стальной подложкой шириной 300 мм в менее благоприятных условиях, т.е. с выпускным отверстием для паров на 50 мм шире, чем ширина стальной подложки с каждой стороны подложки при давлении 10-1 мбар, показал, что при испарении 10,5 кг цинка на тепловых соединителях было осаждено 2,889 г цинка, что соответствует степени нарастания 0,0275%.
Сравнительный опыт, проведенный на устройстве в таких же условиях с оборудованием без тепловых соединителей, показал, что в обращенном внутрь отверстии 9 пароотделителей было осаждено 4,915 г цинка, что соответствует увеличению нарастания на 70%.
Устройство в соответствии с изобретением применимо, в частности, но не только, к обработке металлических полос, независимо от того, осуществлено их предварительное покрытие или они совсем не покрыты. Способ в соответствии с изобретением может быть, безусловно, использован для любых покрытых или непокрытых подложек, таких, например, как алюминиевая полоса, цинковая полоса, медная полоса, стеклянная полоса или полоса из керамики.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2018 |
|
RU2741042C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ОСАЖДЕНИЯ ПОКРЫТИЙ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОДЛОЖКУ | 2019 |
|
RU2755323C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ОСАЖДЕНИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2019 |
|
RU2755327C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ОСАЖДЕНИЯ ПОКРЫТИЙ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОДЛОЖКУ | 2019 |
|
RU2775991C1 |
| ДЕТАЛЬ И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НЕЕ | 1997 |
|
RU2194798C2 |
| ПРОМЫШЛЕННЫЙ ПАРОГЕНЕРАТОР ДЛЯ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ЛЕНТУ ПОКРЫТИЯ ИЗ СПЛАВА | 2008 |
|
RU2429312C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2213159C2 |
| ПРОМЫШЛЕННЫЙ ГЕНЕРАТОР ПАРА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ СПЛАВА НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ (II) | 2009 |
|
RU2515875C2 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ОСАЖДЕНИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2019 |
|
RU2755324C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ И УСТРОЙСТВО ВАКУУМНОГО ОСАЖДЕНИЯ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2008 |
|
RU2456372C2 |
Изобретение относится к устройству для вакуумного непрерывного нанесения на движущуюся подложку покрытий, образованных из металла или металлического сплава. Устройство содержит вакуумную камеру, через которую подложка способна перемещаться по заданной траектории движения, при этом вакуумная камера дополнительно содержит центральный корпус, имеющий входное отверстие и выходное отверстия для подложки, расположенные на двух противоположных сторонах центрального корпуса, и устройство для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены для нагревания при температуре выше температуры конденсации паров металла или металлического сплава, пароотделитель в виде внешнего корпуса, размещенного на выходном отверстии для подложки центрального корпуса, при этом внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава, при этом канал, соединяющий центральный корпус с пароотделителем, снабжен, по меньшей мере, одним тепловым соединителем, который проходит, по меньшей мере, от внутренних стенок центрального корпуса до внутренних стенок пароотделителя. Изобретение направлено на предотвращение конденсации паров металла в отверстиях камеры осаждения. 2 н. и 15 з.п. ф-лы, 3 ил.
1. Устройство (1) для вакуумного непрерывного нанесения на движущуюся подложку (S) покрытий, образованных из металла или металлического сплава, содержащее вакуумную камеру (2), через которую подложка (S) способна перемещаться по заданной траектории (Р) движения, при этом вакуумная камера дополнительно содержит:
центральный корпус (4), имеющий входное отверстие (5) для подложки и выходное отверстие (6) для подложки, расположенные на двух противоположных сторонах центрального корпуса, и устройство (7) для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены для нагревания при температуре выше температуры конденсации паров металла или металлического сплава;
пароотделитель (8) в виде внешнего корпуса, размещенного на выходном отверстии (6) для подложки центрального корпуса, при этом внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава,
при этом канал, соединяющий центральный корпус с пароотделителем, снабжен, по меньшей мере, одним тепловым соединителем (11), который проходит, по меньшей мере, от внутренних стенок центрального корпуса до внутренних стенок пароотделителя.
2. Устройство для вакуумного нанесения покрытий по п.1, в котором тепловой соединитель (11) представляет собой цельную металлическую деталь.
3. Устройство для вакуумного нанесения покрытий по п. 2, в котором указанная металлическая деталь изготовлена из металла с коэффициентом теплопроводности более 20 Вт·м-1·К-1.
4. Устройство для вакуумного нанесения покрытий по п. 3, в котором указанная металлическая деталь изготовлена из меди.
5. Устройство для вакуумного нанесения покрытий по любому из пп. 1-4, в котором толщина теплового соединителя (11) находится в интервале от 6 до 18 мм.
6. Устройство для вакуумного нанесения покрытий по любому из пп.1-5, в котором тепловой соединитель (11) имеет однородную форму и проходит по всей ширине выходного отверстия (6) для подложки центрального корпуса.
7. Устройство для вакуумного нанесения покрытий по любому из пп.1-6, в котором тепловой соединитель (11) имеет прямоугольную форму сечения.
8. Устройство для вакуумного нанесения покрытий по любому из пп. 1-7, в котором тепловой соединитель (11) выступает внутрь центрального корпуса и находится в контакте со стенками пароотделителя.
9. Устройство для вакуумного нанесения покрытий по любому из пп. 1-7, в котором тепловой соединитель (11) выступает внутрь от внутренней стенки центрального корпуса, по меньшей мере, на 4 мм.
10. Устройство для вакуумного нанесения покрытий по п. 8 или 9, в котором пароотделитель (8) имеет обращенную внутрь сторону, а тепловой соединитель (11) не выходит за пределы плоскости внутренней стенки, расположенной на обращенной внутрь стороне пароотделителя.
11. Устройство для вакуумного нанесения покрытий по любому из пп. 8-10, в котором пароотделитель (8) имеет обращенную внутрь сторону, предназначенную для контакта с центральным корпусом, от которой тепловой соединитель выступает в направлении внутрь и приспособлен для вставления в полость центрального корпуса.
12. Устройство для вакуумного нанесения покрытий по любому из пп. 8-10, в котором выходное отверстие (6) для подложки центрального корпуса снабжено тепловым соединителем (11), выступающим в направлении от выходного отверстия для подложки и приспособленным для контакта со стенками пароотделителя.
13. Устройство для вакуумного нанесения покрытий по любому из пп. 1-12, в котором центральный корпус (4) содержит локальный нагреватель (14), примыкающий к тепловому соединителю (11).
14. Устройство для вакуумного нанесения покрытий по любому из пп. 1-13, дополнительно содержащее второй пароотделитель, размещенный на выходном отверстии (5) для подложки центрального корпуса.
15. Устройство для вакуумного нанесения покрытий по любому из пп. 1-14, в котором канал, соединяющий центральный корпус с пароотделителем, содержит два тепловых соединителя (11), при этом один размещен ниже траектории (Р) движения подложки, а другой выше траектории (Р) движения подложки.
16. Устройство для вакуумного нанесения покрытий по любому из пп. 1-15, в котором тепловой соединитель (11) выступает в пароотделитель (8) и находится в контакте со стенками центрального корпуса (4).
17. Комплект для сборки устройства для непрерывного нанесения на движущуюся подложку (S) покрытий, образованных из металла или металлического сплава, включающий в себя:
центральный корпус (4), содержащий входное отверстие (5) для подложки и выходное отверстие (6) для подложки, расположенные на двух противоположных сторонах центрального корпуса, и выпускное отверстие (71) устройства (7) для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены для нагревания при температуре выше температуры конденсации паров металла или металлического сплава;
пароотделитель (8) в виде внешнего корпуса, приспособленного для размещения на выходном отверстии (6) для подложки центрального корпуса, при этом внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава,
тепловой соединитель (11), приспособленный для вставления в выходное отверстие для подложки центрального корпуса и прохождения, по меньшей мере, от внутренних стенок центрального корпуса к внутренним стенкам пароотделителя.
| US 2012291708 A1, 22.11.2012 | |||
| WO 2017051790 A1, 30.03.2017 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2006 |
|
RU2388846C2 |
| WO 2017054229 A, 18.05.2017 | |||
| US 2016222495 A1, 04.08.2016. | |||

